


Heliarc283iAC/DC
Heliarc353iAC/DC
Heliarccoolingunit
Инструкция по эксплуатации
0463 369 001 RU 20160105 Valid for: 283i=S2733450468 353i=S2733450508
Coolingunit=S2733450427


СОДЕРЖАНИЕ
1 ТЕХНИКА БЕЗОПАСНОСТИ .............................................................................. 5
2 ВВЕДЕНИЕ .......................................................................................................... 8
2.1 Обзор ....................................................................................................................8
2.2 Оборудование.....................................................................................................8
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ................................................................. 9
4 УСТАНОВКА ...................................................................................................... 11
4.1 Общие положения ............................................................................................ 11
4.2 Инструкции по подъему.................................................................................. 11
4.3 Расположение ................................................................................................... 11
4.4 Питание от сети ................................................................................................ 12
5 ПОРЯДОК РАБОТЫ ......................................................................................... 14
5.1 Обзор ..................................................................................................................14
5.2 Соединения и органы управления – источник питания ...........................14
5.3 Быстрая настройка .......................................................................................... 17
5.3.1 Выбор рабочего режима ................................................................................ 17
5.3.2 Режим залипания электрода (при дуговой сварке металлическим
электродом, SMAW) ...................................................................................17
5.3.3 Двухтактный режим TIG (GTAW) с переключателем дистанционного
управления..................................................................................................18
5.3.4 Двухтактный режим TIG (GTAW) с педальным управлением ..................... 18
5.3.5 Четырехтактный режим TIG (GTAW).............................................................18
5.3.6 Точечный режим TIG (GTAW)........................................................................ 19
5.3.7 Режим переменного тока ............................................................................... 19
5.3.8 Импульсный режим - пик/фон .......................................................................20
5.3.9 Импульсный режим – частота/рабочий цикл ............................................... 20
5.3.10 Сохранение и вызов программ......................................................................21
5.3.11 Основные функции......................................................................................... 22
5.3.12 Дистанционное управление – On/Off/Minimum
(Вкл/Выкл/Минимум)................................................................................... 22
5.4 Подменю – источник питания ........................................................................23
5.5 Основные функции – источник питания......................................................23
5.6 Информация о сварке TIG (дуговая сварка вольфрамовым
электродом в среде инертного газа).........................................................25
5.7 Перегрев источника питания .........................................................................26
5.8 Соединения и органы управления – блок охлаждения ............................27
5.9 Запуск блока охлаждения............................................................................... 27
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ .................................................................30
6.1 Обзор ..................................................................................................................30
6.2 Источник питания............................................................................................. 30
6.3 Сварочная горелка...........................................................................................30
0463 369 001 © ESAB AB 2016

СОДЕРЖАНИЕ
6.4 Блок охлаждения.............................................................................................. 30
6.5 Долейте хладагент в блок охлаждения........................................................ 31
7 ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ ................................................................32
8 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ........................................................................... 34
СХЕМА ...................................................................................................................... 35
СВАРОЧНЫЕ ТАБЛИЦЫ........................................................................................37
НОМЕРА ДЛЯ ЗАКАЗА............................................................................................39
ПРИНАДЛЕЖНОСТИ ...............................................................................................40
Производитель оставляет за собой право изменять технические характеристики без предварительного уведомления.
0463 369 001 © ESAB AB 2016

1 ТЕХНИКА БЕЗОПАСНОСТИ
1 ТЕХНИКА БЕЗОПАСНОСТИ
Пользователи оборудования компании ESAB несут полную ответственность за
соблюдение всеми лицами, работающими с оборудованием или вблизи от него, всех
соответствующих мер безопасности. Меры безопасности должны соответствовать
требованиям, которые распространяются на данный тип сварочного оборудования. В
дополнение к стандартным правилам, относящимся к рабочему месту, необходимо
выполнять следующие рекомендации.
Все работы должны выполняться прошедшим обучение персоналом, хорошо знакомым
с эксплуатацией оборудования. Неправильная эксплуатация оборудования может
привести к возникновению опасных ситуаций, следствием которых может стать
получение травм оператором и повреждение оборудования.
1. Все лица, использующие оборудование, должны быть ознакомлены с:
○ правилами его эксплуатации;
○ расположением органов аварийного останова;
○ их функционированием;
○ соответствующими правилами техники безопасности;
○ сваркой и резкой, а также другим применением оборудования.
2. Оператор должен убедиться в том, что:
○ в пределах рабочей зоны оборудования, при его запуске, не находятся люди, не
имеющие соответствующего разрешения;
○ при загорании дуги обеспечивается соответствующая защита персонала.
3. Рабочее место:
○ должно соответствовать выполняемой работе;
○ не должно быть подвержено сквознякам.
4. Средства индивидуальной защиты:
○ Во всех случаях используйте рекомендованные средства индивидуальной
защиты, такие как защитные очки, огнестойкую одежду, защитные перчатки.
○ Запрещается носить незакрепленные предметы одежды и украшения, такие как
шейные платки, браслеты, кольца, и т.д., которые могут зацепиться за детали
оборудования или вызвать ожоги.
5. Общие меры безопасности:
○ Убедитесь в том, что обратный кабель надежно закреплен.
○ К работе с высоковольтным оборудованием может быть допущен только
квалифицированный электрик.
○ Соответствующие средства пожаротушения должны быть четко обозначены и
находиться поблизости.
○ Смазку или техническое обслуживание не следует выполнять во время работы
оборудования.
0463 369 001
- 5 -
© ESAB AB 2016

1 ТЕХНИКА БЕЗОПАСНОСТИ
ВНИМАНИЕ!
Дуговая сварка и резка могут быть опасными для сварщика и других людей.
При выполнении сварки или резки примите меры предосторожности.
Проконсультируйтесь у работодателя о безопасных приемах работы,
которые должны основываться на информации, предоставляемой
производителем, об опасностях имеющих место в процессе выполнения
работ.
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может быть смертельным
• Монтаж и заземление аппарата должны выполняться в соответствии с
существующими стандартами.
• Не касайтесь к электрических деталей или электродов, находящихся под
напряжением, открытыми участками кожи, влажными перчатками или
мокрой одеждой
• Обеспечьте индивидуальную изоляцию от земли и обрабатываемой
детали
• Убедитесь в безопасности своего рабочего положения.
ПАРЫ И ГАЗЫ могут быть опасными для здоровья
• Держите голову в стороне от выделяющихся паров
• Используйте вентиляцию, вытяжку в районе горения дуги или и то и
другое, для того чтобы отвести пары и газы из зоны дыхания и из участка
в целом.
ИЗЛУЧЕНИЕ ДУГИ может вызвать повреждение органов зрения и ожоги на
коже.
• Обеспечьте защиту глаз и тела. Пользуйтесь правильно подобранными
сварочным щитком и светофильтрами, надевайте защитную одежду
• Обеспечьте защиту стоящих рядом людей с помощью соответствующих
экранов или шторок
ОПАСНОСТЬ ВОЗГОРАНИЯ
• Искры (брызги) могут вызвать пожар. Убедитесь в том, что поблизости
нет воспламеняемых материалов
ШУМ — чрезмерный шум может привести к повреждению органов слуха
• Пользуйтесь средствами защиты органов слуха. Применяйте наушники
или другие средства защиты органов слуха. Пользуйтесь средствами
защиты органов слуха. Используйте наушники или другие средства
защиты органов слуха.
• Предупредите стоящих рядом людей об опасности.
0463 369 001
НЕПРАВИЛЬНОЕ ФУНКЦИОНИРОВАНИЕ — в случае неправильного
функционирования обратитесь за помощью к специалистам.
Прежде чем приступить к монтажу установки или ее эксплуатации,
тщательно изучите содержание руководства по эксплуатации.
ОБЕСПЕЧЬТЕ СОБСТВЕННУЮ ЗАЩИТУ И ЗАЩИТУ ДРУГИХ ЛЮДЕЙ!
ВНИМАНИЕ!
Нельзя использовать источник питания для отогревания замерзших труб.
- 6 -
© ESAB AB 2016

1 ТЕХНИКА БЕЗОПАСНОСТИ
ОСТОРОЖНО!
Прежде чем приступить к монтажу установки или ее
эксплуатации, тщательно изучите содержание
руководства по эксплуатации.
ОСТОРОЖНО!
Оборудование класса А не предназначено для
использования в жилых помещениях, где
электроснабжение осуществляется из бытовых сетей
низкого напряжения. В таких местах могут появиться
потенциальные трудности обеспечение
электромагнитной совместимости оборудования
класса А вследствие кондуктивных и радиационных
помех.
0463 369 001
- 7 -
© ESAB AB 2016

2 ВВЕДЕНИЕ
2 ВВЕДЕНИЕ
2.1 Обзор
Heliarc 283i и 353i AC/DC представляют собой источники сварочного тока,
предназначенные для сварки MMA (ручной электродуговой сварки) и TIG (дуговой
сварки вольфрамовым электродом в среде инертного газа). Heliarc 283i имеет номинал
до 280 A, а Heliarc 353i до 350 A.
Также предусмотрен вспомогательный источник питания 230 В перем. тока, доступ к
которому осуществляется с задней панели, при использовании блока охлаждения
Heliarc.
Блок охлаждения Heliarc применяется с Heliarc 283i и 353i AC/DC. Он выполняет
распределение в объеме 2 л/мин, при подключенной горелке, с мощностью 60 Вт.
Тележка является опцией, которая предусмотрена для источников питания.
Принадлежности, предлагаемые компанией ESAB для данного изделия,
представлены в разделе «ПРИНАДЛЕЖНОСТИ» этого руководства.
2.2 Оборудование
В комплекте с источниками питания поставляется следующее оборудование:
• обратный кабель с зажимом
• сетевой кабель
• газовый шланг
• руководство по эксплуатации
Блок охлаждения поставляется в комплекте с:
• руководством по эксплуатации
0463 369 001
- 8 -
© ESAB AB 2016

3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
283i AC/DC 353i AC/DC
Напряжение питания 400 В ±10%,
3~ 50/60Гц
400 В ±10%,
3~ 50/60Гц
Сетевой кабель 4G4 мм 4G4 мм
Предохранитель для цепи
питания мин. 25 В мин. 25 В
Диапазон настроек GTAW/TIG
AC/DC 4 - 280 A 4 - 350 A
Максимальный выходной ток
GTAW/TIG, AC/DC 280 A на 100% 350 A на 45%
Предв. подача газа 0,5 - 30 сек 0,5 - 30 сек
Нарастание/Понижение 0,1 - 10 сек 0,1 - 10 сек
Подача газа после гашения
дуги 0,5 - 30 сек 0,5 - 30 сек
Частота перем. тока 20 - 200 Гц 20 - 200 Гц
Баланс переменного тока 10 - 90% 10 - 90%
Частота импульсного режима
пост. тока 0,4 - 300 Гц 0,4 - 300 Гц
Частота импульсного режима
перем. тока 0,4 - 2 Гц 0,4 - 2 Гц
Коэффициент заполнения
импульса (длительность
импульса/длительность паузы) 30 - 65% 30 - 65%
Базовый ток 10 - 90 A 10 - 90 A
Время понижения тока 0,1 - 10с 0,1 - 10 с
Пусковой/кратерный ток
(4-тактный) 10 - 90 % 10 - 90 %
Время после продувки 0,5 - 30 с 0,5 - 30 с
Точечный ток
4 - 100 А 4 - 100 A
дистанционного запуска
Напряжение разомкнутой
цепи макс. 68 В 68 В
Коэффициент мощности на
100 % режим TIG 0,75 0,8
Диапазон настроек
SMAW/MMA 4 - 280 A 4 - 350 A
Максимальный выходной ток SMAW/MMA, AC/DC
Коэффициент нагрузки 20% - 350 A
Коэффициент нагрузки 40% 280 A -
KVA GTAW/TIG 11 14,5
KVA SMAW/MMA 14,2 19
Класс защиты корпуса IP 21S IP 21S
Размеры (Д x Ш x В) 600 × 300 × 620 мм 600 × 300 × 620 мм
0463 369 001
- 9 -
© ESAB AB 2016

3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
283i AC/DC 353i AC/DC
Масса без блока охлаждения 50 кг 50 кг
Масса тележка 35 кг 35 кг
Класс защиты корпуса
Код IP указывает на класс защиты корпуса, то есть на степень защиты от
проникновения твердых инородных тел или воды.
Оборудование, имеющее маркировку IP21, предназначено для использования в
помещениях.
Блок охлаждения Heliarc
Напряжение питания 400 В ±10%, 1~, 50/60 Гц
Максимальный ток источника питания 0,75 A
P1л/мин 0,5 кВт
Охлаждающая способность 60 Вт
Охлаждающая жидкость Готовая охлаждающая жидкость ESAB. См.
главу «ПРИНАДЛЕЖНОСТИ».
Объем охлаждающей жидкости 5 л (поставляется с объемом прибл. 2,5 л)
Давление макс. 0,35 МПа
Максимальный расход воды 2,0 л/мин
Рабочая температура от -10 до +40°C
Температура для транспортировки от -20 до +55°C
Размеры (Д × Ш × В) 475 × 310 × 250 мм
Масса собственная 14 кг
Класс защиты корпуса IP21
Класс защиты корпуса
Код IP указывает на класс защиты корпуса, то есть на степень защиты от
проникновения твердых инородных тел или воды.
Оборудование, имеющее маркировку IP21, предназначено для использования в
помещениях.
0463 369 001
- 10 -
© ESAB AB 2016

4 УСТАНОВКА
4 УСТАНОВКА
4.1 Общие положения
Монтаж должен выполняться специалистом.
4.2 Инструкции по подъему
Подъем источника питания вручную.
ВНИМАНИЕ!
Источник питания весит 50 кг (110 фунтов).
ВНИМАНИЕ!
Подъем источника питания
следует выполнять вдвоем,
пользуясь двумя рукоятками.
Подъем источника питания при помощи лебедки и стропы.
ВНИМАНИЕ!
Подъем источника питания
следует выполнять за
рым-болт. Старайтесь
поддерживать источник
питания в горизонтальном
положении.
ВНИМАНИЕ!
Закрепляйте оборудование,
особенно в тех случаях, когда
оно расположено на неровной
или наклонной поверхности.
4.3 Расположение
Разместите источник сварочного тока таким образом, чтобы имеющиеся в нем
отверстия для подвода и отвода охлаждающего воздуха не были заграждены. Примите
меры, чтобы исключить попадание в источник питания отложений и пыли. Избегайте
ударов, трения и воздействия капающей воды, источников чрезмерного нагревания и
любых необычных условий.
0463 369 001
- 11 -
© ESAB AB 2016

4 УСТАНОВКА
4.4 Питание от сети
ВНИМАНИЕ!
Требования к сетям электроснабжения
Данное оборудование отвечает требованиям IEC 61000-3-12 в отношении
мощности при коротком замыкании S
равна значению в точке между отводом к абоненту и общественной сетью.
Пользователь оборудования или тот, кто его устанавливает, должен
проконсультироваться с оператором энергосети по поводу возможности
подключения оборудования и соответствия значения мощности при
коротком замыкании указанным требованиям: выше или равна значению S
. Обратитесь к техническим характеристикам, приведенным в разделе
мин
"ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ".
ОСТОРОЖНО!
Убедитесь в том, что переключатель ON/OFF (вкл./выкл.) установлен в
положение OFF (0), прежде чем выполнять подключение источника питания
к сети электропитания.
, которая должна быть выше или
sc мин
sc
Убедитесь в том, что источник сварочного тока подключен к сети электропитания с
требуемым напряжением и защищен предохранителями требуемого номинала.
Распределительный щит сетевого питания должен соответствовать нормам,
действующим в стране использования. Система сетевого электропитания должна быть
промышленного типа.
Необходимо обеспечить защитное заземление в соответствии с действующими
нормами. Для защиты оператора источник питания должен быть надлежащим образом
подключен к заземлению. Обязательным требованием является обеспечение
качественного заземления при помощи желто-зеленого вывода силового кабеля, во
избежание разрядов в результате непреднамеренного контакта с заземленными
предметами. Шасси, являющееся токопроводящей деталью, имеет электрическое
соединение с заземляющим выводом. Если оборудование не будет правильно
подключено к заземляющему выводу, оно может привести к поражению электротоком,
опасному для оператора.
Источник питания работает под сетевым напряжением, которое может иметь
отклонение 20% от номинала сети (номинал 400 В, минимальное напряжение 320 В,
максимальное напряжение 480 В).
Heliarc 283i AC/DC Heliarc 353i AC/DC
Напряжение питания 400 В, 3~, 50/60 Гц 400 В, 3~, 50/60 Гц
Предохранитель 20 A 25 A
Инструкции по подсоединению блока охлаждения
Для защиты оператора убедитесь в том, что Heliarc надлежащим образом подключен к
заземлению. Обязательным требованием является обеспечение качественного
заземления при помощи желто-зеленого вывода силового кабеля, во избежание
разрядов в результате непреднамеренного контакта с заземленными предметами.
Шасси, являющееся токопроводящей деталью, имеет электрическое соединение с
заземляющим выводом. Если оборудование не будет правильно подключено к
заземляющему выводу, оно может привести к поражению электротоком, опасному для
оператора.
0463 369 001
- 12 -
© ESAB AB 2016

4 УСТАНОВКА
Блок охлаждения должен быть подключен к источнику питания с помощью
специального многополюсного разъема ILME, входящего в комплект. Убедитесь в том,
что источник питания выключен и отсоединен от сети, прежде чем подключать блок
охлаждения к источнику питания.
Если планируется подключить блок охлаждения к трехфазному сетевому напряжению,
замените специальный 4-канальный разъем ILME трехфазным разъемом.
Подсоедините провода питания к двум из имеющихся контактов (черно-коричневым) на
разъеме, а провод заземления (желто-зеленый) к заземляющему контакту.
Подключите блок охлаждения к источнику питания
1. Выверните винты (1), предохранительный болт (2) и снимите дверную панель (3).
2. Снимите пластиковую крышку на задней части шасси тележки.
3. Протяните приходящий кабель блока охлаждения через отверстие в задней части
шасси тележки.
4. Закрепите приходящий кабель винтами (4).
Heliarc 353i AC/DC уже оснащен разъемом для подключения блока охлаждения. Для
того чтобы запустить блок охлаждения, необходимо включить источник питания и блок
охлаждения.
Гидравлическое соединение
Подключите питающую трубу горелки к муфте выпуска воды на блоке охлаждения.
Подключите возвратную трубу горелки к муфте впуска воды на блоке охлаждения.
0463 369 001
- 13 -
© ESAB AB 2016
5 ПОРЯДОК РАБОТЫ
5 ПОРЯДОК РАБОТЫ
5.1 Обзор
Общие правила техники безопасности, которые необходимо соблюдать при
эксплуатации оборудования, содержатся в главе «БЕЗОПАСНОСТЬ» этого
руководства. Прочтите ее перед началом эксплуатации оборудования!
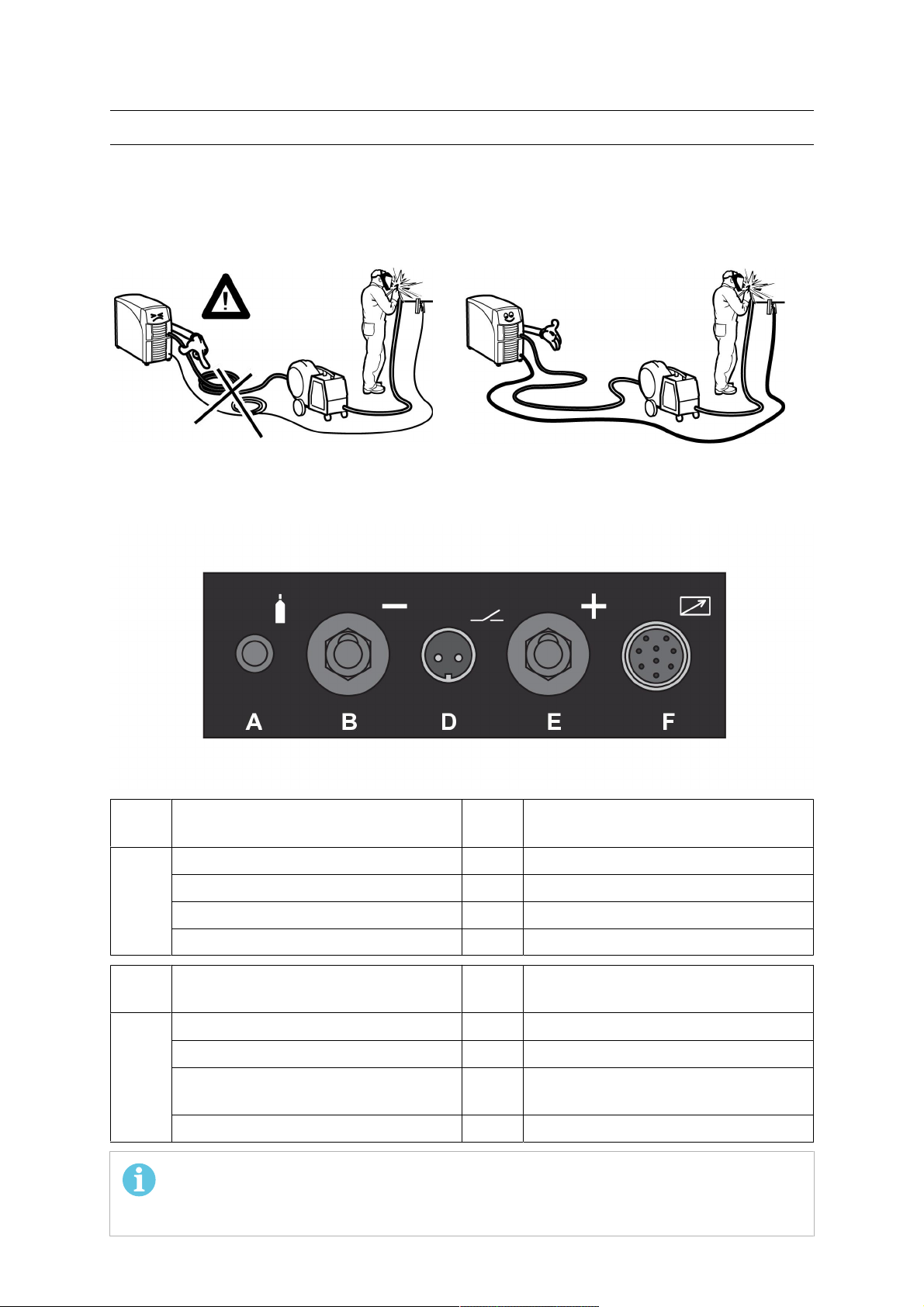
5.2 Соединения и органы управления – источник питания
Соединения на лицевой стороне
Тип Подключение КлеммаОписание
ДА А Газ
TIG
Тип Подключение КлеммаОписание
MMA
ГОРЕЛКА TIG B Отрицательный
ДА D-F Контакт
ЗАЗЕМЛЯЮЩАЯ КЛЕММА E Положительный
НЕТ А Газ
ЗАЗЕМЛЯЮЩАЯ КЛЕММА B Отрицательный
ВОЗМОЖНО ДИСТАНЦИОННОЕ
УПРАВЛЕНИЕ
ЭЛЕКТРОД E Положительный
ВНИМАНИЕ!
Соединение D, 2-контактная втулка, может использоваться для аналогового
педального управления или горелки.
F Контакт
0463 369 001
- 14 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
Подключение блока охлаждения
4-контактный
разъем
КОН
ТАК
Описание
Т
1 Источник питания, общий
Источник
питания
2 Источник питания 115/230 В перем.
тока
3 Источник питания 400 В перем. тока
ЗЕМЛЯ 4 Шасси, общее
14-контактный разъем
14-контактный
разъем
Пусковой
выключатель
Кон
Описание
такт
А Переключатель горелки
B Переключатель горелки
горелки
E Контур дистанционного управления,
общий
F Вход +5 В пост. тока, дистанционное
Дистанционное
управление
управление
G Выход +5 В пост. тока,
дистанционное управление
D Выход +5 В пост. тока,
дистанционное управление
ЗЕМЛЯ H Шасси, общее
2-контактный разъем
2-контактный
разъем
Кон
такт
Описание
А Переключатель горелки
B Переключатель горелки
Пусковой
выключатель
горелки
0463 369 001
- 15 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
Передняя панель
Номер Обозначение
1 Светодиод "Power source live" (Источник питания под напряжением)
2 Светодиод "Welding enabled" (Режим сварки активен)
3 Светодиод "Over temperature" (Перегрев)
4 Дисплей напряжения
5 Дисплей силы тока
6 Кнопка режима перем. тока
7 Светодиод "AC mode" (Режим перем. тока)
8 Настройка частоты перем. тока, 20-200 Гц
9 Настройка баланса перем. тока, 10-90%
10 Кнопка импульсного режима (0,4-300 Гц пост. тока, 0,4-2 Гц перем. тока)
11 Светодиод "Pulse mode" (Импульсный режим)
12 Кнопка предв. потока газа (0,1-2,5 с) / послед. потока газа (0,1-30 с)
13 Кнопка базового тока (10-90%)
14 Кнопка нарастания/понижения (нарастание 0,1-10 с, понижение 0,1-10 с)
15 Регулятор для настройки тока и пр. настроек
16 Светодиод ВЧ
17 Кнопка ВЧ
18 Кнопка выбора режима
19 Кнопка дистанционного управления
20 Светодиод кнопки дистанционного управления
21 Светодиод двойного графика режима TIG
22 Светодиод режима точечной сварки TIG
23 Светодиод 4-тактного режима сварки TIG
0463 369 001
- 16 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
Номер Обозначение
24 Светодиод 2-тактного режима сварки TIG
25 Светодиод режима прилипания электрода
5.3 Быстрая настройка
5.3.1 Выбор рабочего режима
Нажмите кнопку выбора режима (1) несколько раз, пока не будет выбран нужный
режим, обозначенный зеленым светодиодом.
5.3.2 Режим залипания электрода (при дуговой сварке металлическим
электродом, SMAW)
1. Нажмите кнопку выбора режима (1) несколько раз, пока не загорится светодиод
"Stick w/Hot start & Arc force" (Прилипание/Горячий пуск и мощность дуги).
2. Нажмите кнопку выбора режима (1) и удерживайте несколько секунд, пока на
дисплее напряжения не появится "HS".
3. Установите значение для горячего пуска с помощью регулятора (2).
4. Нажмите кнопку выбора режима (1) и удерживайте несколько секунд, пока на
дисплее напряжения не появится "HS".
5. Нажмите кнопку выбора режима (1) еще раз, на дисплее напряжения появится
"AF".
6. Установите значение мощности дуги с помощью регулятора (2).
0463 369 001
- 17 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
5.3.3 Двухтактный режим TIG (GTAW) с переключателем
дистанционного управления
1. Нажмите кнопку выбора режима (1) несколько раз, пока не загорится светодиод
"TIG two stroke" (Двухтактный режим TIG).
2. Нажмите кнопку нарастания/понижения (3) и настройте время понижения.
5.3.4 Двухтактный режим TIG (GTAW) с педальным управлением
1. Нажмите кнопку выбора режима (1) несколько раз, пока не загорится светодиод
"TIG two stroke" (Двухтактный режим TIG).
2. Нажмите кнопку нарастания/понижения (3) и настройте время понижения с
помощью регулятора (2) на минимальное значение времени.
5.3.5 Четырехтактный режим TIG (GTAW)
0463 369 001
- 18 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
1. Нажмите кнопку выбора режима (1) несколько раз, пока не загорится светодиод
"TIG four stroke" (Четырехтактный режим TIG).
2. Нажмите кнопку нарастания/понижения (3) один раз, чтобы отрегулировать
понижение (в окне напряжения отображается "ds"). Нажмите кнопку
нарастания/понижения (3) дважды, чтобы отрегулировать нарастание (в окне
напряжения отображается "us"). При помощи регулятора (2) отрегулируйте
длительность нарастания: 0,1 - 10 секунд.
3. Нажмите кнопку базового тока (4) и отрегулируйте уровень тока (10-90% силы тока
в сети) с помощью регулятора (2).
5.3.6 Точечный режим TIG (GTAW)
1. Нажмите кнопку выбора режима (1) несколько раз, пока не загорится светодиод
"TIG Spot mode" (Режим точечной сварки TIG).
2. Отрегулируйте длительность точечного режима, отображаемого на дисплее силы
тока (A), с помощью регулятора (2).
3. Настройте уровень тока точечной сварки в режиме "Normal TIG" (нормальная
сварка TIG).
4. Нажмите кнопку выбора режима (1) несколько раз, пока не загорится светодиод
"TIG Spot mode" (Режим точечной сварки TIG).
5.3.7 Режим переменного тока
1. Нажмите кнопку режима переменного тока (1), чтобы включить режим переменного
тока.
2. Отрегулируйте длительность точечной сварки, отображаемый на дисплее A, с
помощью кнопки частоты переменного тока (2).
0463 369 001
- 19 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
3. Отрегулируйте баланс (10 - 90%) с помощью кнопки баланса переменного тока (3).
4. Нажмите кнопку режима переменного тока (1) и удерживайте 3 секунды, чтобы
выключить режим переменного тока.
5.3.8 Импульсный режим - пик/фон
1. Нажмите кнопку импульсного режима (1), чтобы включить импульсный режим.
2. Отрегулируйте уровень пикового тока с помощью регулятора (2).
3. Отрегулируйте уровень фонового тока с помощью кнопки базового тока (3).
5.3.9 Импульсный режим – частота/рабочий цикл
1. Во включенном импульсном режиме нажмите кнопку импульсного режима (1) для
переключения между "FRE" (Частота) и "DUT" (Рабочий цикл).
2. В режиме "FRE" (Частота) настройте частоту импульса (перем. ток: 0,4 - 2 Гц, пост.
ток: 0,4 - 300 Гц) с помощью регулятора (2).
3. В режиме "DUT" (Рабочий цикл) отрегулируйте режим нагрузки (30 - 65% пиковой
длительности) с помощью регулятора (2). Больше нагрузка = больше теплота.
4. Нажмите кнопку импульсного режима (1) и удерживайте 3 секунды, чтобы
выключить импульсный режим.
0463 369 001
- 20 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
Ампер
t, время
A = длительность базового тока
В = длительность импульса
C = частота
Нагрузка составляет частное B к A, в процентах.
5.3.10 Сохранение и вызов программ
Предусмотрена возможность хранения и вызова 60 параметров сварки.
1. Нажмите и удерживайте в течение 3 секунд одновременно кнопку импульсного
режима и кнопку предв. / послед. потока газа (1). На дисплее при этом
отображаются "Prg" и номер программы.
2. Выберите номер программы с помощью регулятора (2).
3. Для того чтобы сохранить, нажмите кнопку базового тока (3) и удерживайте 3
секунды. Прибор подаст 4 звуковых сигнала, когда программа будет сохранена.
4. Для вызова программы нажмите кнопку нарастания/понижения (4) и удерживайте 3
секунды. Дисплей прибора начнет мигать, когда программа будет вызвана из
памяти.
0463 369 001
- 21 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
5.3.11 Основные функции
1. Нажмите кнопку HF (1), чтобы включить HF.
2. Нажмите кнопку нарастания/понижения (2) один раз и отрегулируйте время
нарастания (0,1 - 10 с) с помощью регулятора (4).
Нажмите кнопку нарастания/понижения (2) два раза и отрегулируйте время
понижения (0,1 - 10 с) с помощью регулятора (4).
3. Нажмите кнопку предв. / послед. потока газа один раз и отрегулируйте время
предварительного потока (0,1 - 25 с) с помощью регулятора (4).
4. Нажмите кнопку предв. / послед. потока газа дважды и отрегулируйте время
последующего потока (0,5 - 30 с) с помощью регулятора (4).
5.3.12 Дистанционное управление – On/Off/Minimum (Вкл/Выкл/Минимум)
1. Нажмите кнопку дистанционного управления (1), чтобы включить ток
дистанционного управления.
2. Нажмите кнопку дистанционного управления и удерживайте 2 секунды, затем
отпустите.
3. Светодиод кнопки дистанционного управления мигает, и на дисплее появляется
"Min" (Мин.).
4. Отрегулируйте ток дистанционного управления с помощью регулятора (2).
5. Нажмите кнопку дистанционного управления (1) и удерживайте 3 секунды, чтобы
выключить ток дистанционного управления.
0463 369 001
- 22 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
5.4 Подменю – источник питания
Горячий пуск TIG при перем. токе
ВНИМАНИЕ!
Функция "Hot start TIG AC" (горячий пуск TIG при перем. токе) активна только
в режиме TIG при силе тока менее 130 A.
1. Выберите один из режимов сварки TIG.
2. Нажмите и удерживайте 2 секунды кнопку выбора режима, затем отпустите ее.
Светодиод мигает, и на дисплее появляется "HS".
3. Отрегулируйте значение для горячего пуска в диапазоне 0 - 100% настройки
сварочного тока сетевого питания (макс. 135 A), с помощью регулятора.
5.5 Основные функции – источник питания
Двухтактный режим сварки TIG
Ампер
A = предварительный поток газа
B = дуга включена
t, время
Четырехтактный режим сварки TIG
Ампер
C = время понижения
D = дуга выключена
E = время последующего потока газа
F = пусковой выключатель горелки
включен
G = пусковой выключатель горелки
выключен
A = предварительный поток газа
B = дуга включена
C1= время нарастания
C2= время понижения
D = дуга выключена
E = время последующего потока газа
0463 369 001
t, время
- 23 -
F = пусковой выключатель горелки
включен
G = пусковой выключатель горелки
выключен
H = пусковой выключатель горелки
включен / выключен
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
Режим двойного графика TIG
Функция двойного графика TIG позволяет оператору использовать переключение
между двумя уровнями тока – сетевого и базового – быстрым нажатием пускового
выключателя горелки.
Ампер
A = предварительный поток газа
B = дуга включена
C1= время нарастания
C2= время понижения
D = дуга выключена
E = время последующего потока газа
F = пусковой выключатель горелки
включен
G = пусковой выключатель горелки
выключен
H = пусковой выключатель горелки
включен / выключен
I = пусковой выключатель горелки включен
J = пусковой выключатель горелки
выключен
t, время
TIG AC/DC
Во время сварки в режиме AC/DC предоставляется возможность отрегулировать
частоту переменного тока в переделах от 20 до 200 Гц с помощью кнопки частоты
переменного тока.
I
(A)
OUT
Также есть возможность отрегулировать баланс переменного тока в пределах 10 - 90%
EN (электрод негативный) с помощью кнопки баланса переменного тока. На
следующей иллюстрации показаны 2 крайних состояния.
0463 369 001
- 24 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
Случай A: Максимальная очистка, минимальный провар, износ вольфрамового
электрода.
Случай B: Максимальный провар, минимальная очистка, ограниченный износ
вольфрамового электрода.
Наилучшим компромиссом обычно является баланс 80% и частота 80 Гц.
5.6 Информация о сварке TIG (дуговая сварка
вольфрамовым электродом в среде инертного газа)
Тип электрода
Для сварки в режимах AC/DC и DC рекомендованы электроды из серого церия и
золотого лантана. При переключении из режима сварки AC/DC в режим DC выполните
замену электрода. Электрод имеет заточку, как показано на следующей иллюстрации.
Угол варьируется вместе с изменением сварочного тока. В следующей таблице
представлены рекомендованные значения.
Угол (°) Сварочный ток
30 5 - 30
60 - 90 30 - 120
90 - 120 120 - 160
Материал сварочной присадки
Предусматривается возможность работы с многими типами материалов, однако
существует ряд базовых правил:
1. Прутки навариваемого материала должны иметь одинаковые механические и
химические свойства с материалом, подлежащим сварке.
2. Использовать части основного металла не рекомендуется, поскольку они могут
содержать примеси, связанные с рабочим процессом.
3. Если используемый материал имеет другой химический состав, рекомендуется
заранее выполнить оценку конечных характеристик соединения, как механических,
так и антикоррозионных.
0463 369 001
- 25 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
Газ
Обычно в качестве защитного газа используется чистый аргон в количестве, которое
колеблется в зависимости от используемого тока (4-6 л/мин).
Сварка TIG по меди
Из-за уже описанных свойств сварка TIG также прекрасно подходит для работы с
материалами, имеющими высокую теплопроводность. В этом случае всегда
используется аргон, причем в случае меди рекомендуется использовать поддержку.
Подготовка кромок для сварки меди (плоское стыковое соединение).
Используется электрод того же типа, который был описан для сварки стали, и порядок
его подготовки также описан выше. Для профилактики потенциального окисления в
зоне сварки применяются сварочные материалы, содержащие фосфор, кремний и
компоненты-раскислители.
5.7 Перегрев источника питания
Рабочий цикл
Рабочим циклом называется время, выраженное в процентах от периода
продолжительностью десять минут, в течение которого вы можете производить сварку
или резку с определенной нагрузкой без риска перегрузки. Рабочий цикл указан для
температуры 40°C / 104°F и ниже.
В случае перегрева источника питания:
• Загорается светодиод перегрева
• Подождите 10 минут, прежде чем снова начинать сварку
0463 369 001
- 26 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
5.8 Соединения и органы управления – блок охлаждения
Передняя панель
1 Сетевой выключатель
2 Светодиод оптической сигнализации
3 Блок охлаждения включен/выключен
4 Отверстие выпуска холодной воды, синяя трубка на горелке
5 Предохранитель
6 Звуковая сигнализация недостаточной циркуляции воды
7 Контур возврата горячей воды, красная трубка на горелке
4-канальный разъем ILME
4-контактный
разъем
Кон
такт
Описание
1 Источник питания, общий
Источник
питания
2 Источник питания 115/230 В перем.
тока
3 Источник питания 400 В перем. тока
ЗЕМЛЯ 4 Шасси, общее
5.9 Запуск блока охлаждения
ВНИМАНИЕ!
При первом запуске блок охлаждения может подать тревожный сигнал из-за
недостатка жидкости в трубах. Подождите несколько минут или пару раз
включите и выключите блок охлаждения.
0463 369 001
- 27 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
ВНИМАНИЕ!
Блок охлаждения подает тревожный сигнал в случае, если горелка не
подсоединена или повреждена, либо если уровень жидкости слишком
низкий.
1. Проверьте, заправлен ли блок охлаждения хладагентом до максимального уровня.
Если нет, заправьте блок охлаждения до максимального уровня.
2. Выполните все электрические и гидравлические соединения.
3. Включите источник питания, чтобы подать электропитание на блок охлаждения.
4. Включите блок охлаждения.
5. Убедитесь в том, что хладагент циркулирует по гидравлическому контуру горелки и
возвращается в бак.
6. Еще раз проверьте уровень хладагента и при необходимости долейте.
ВНИМАНИЕ!
Регулярно проверяйте уровень хладагента в баке и доливайте, если это
необходимо.
Недостаточное количество хладагента
Если из-за недостатка или отсутствия хладагента в насос попадет воздух, может
произойти следующее:
• активируется тревожная сигнализация
• насос работает слишком громко
• хладагент не циркулирует
Для решения этой проблемы выполните следующие действия:
1. Убедитесь в наличии хладагента в блоке охлаждения и в том, что он на
максимальном уровне.
2. Отсоедините шланг горелки от контура возврата горячей воды (красный шланг).
0463 369 001
- 28 -
© ESAB AB 2016

5 ПОРЯДОК РАБОТЫ
3. Слейте воду из горелки в ведро.
4. Пока блок охлаждения включен, подайте немного воздуха в красную муфту.
5. Продолжайте продувку, пока вода не начнет непрерывно течь в ведро из шланга
горелки и насос не начнет звучать нормально.
6. Выключите блок охлаждения и подключите шланг горелки к контуру возврата
горячей воды.
7. Включите блок охлаждения.
0463 369 001
- 29 -
© ESAB AB 2016

6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
6.1 Обзор
Регулярное техническое обслуживание имеет большое значение для безопасной и
надежной работы оборудования.
Снимать защитные пластины разрешено только специалистам-электрикам (имеющим
специальный допуск).
ОСТОРОЖНО!
Все гарантийные обязательства поставщика теряют силу в том случае, если
заказчик предпринимает самостоятельные попытки устранить
неисправность в период действия гарантии.
6.2 Источник питания
Регулярно следите за тем, чтобы источник сварочного тока не был забит грязью.
Засоренные или закупоренные отверстия для подвода и отвода воздуха могут стать
причиной перегрева.
Периодичность проверки и применяемые методы очистки зависят от:
• технологии сварки;
• длительности горения дуги;
• среды сварки;
• условий окружающей среды.
Обычно бывает достаточно продувать источник питания сухим сжатым воздухом (при
пониженном давлении) один раз в год.
6.3 Сварочная горелка
Наличие регулярной программы ухода и технического обслуживания сокращает
внеплановые и дорогостоящие простои.
При каждой смене бобины с проволокой следует отключать сварочный пистолет от
источника питания и продувать его сжатым воздухом для очистки.
Вставляемый в направляющую для проволоки конец проволоки не должен иметь
острой кромки.
Подробные сведения см. в руководствах по эксплуатации сварочных пистолетов.
6.4 Блок охлаждения
Для блока охлаждения достаточно поддерживать внутреннюю часть в чистоте.
Пыльные окружающие условия требуют более частой чистки.
ВНИМАНИЕ!
Перед тем как принимать какие-то меры, отсоедините блок охлаждения от
сетевого электропитания (отсоедините 4-контактный разъем ILME от
источника питания).
Для очистки блока охлаждения выполните следующее:
1. Отсоедините и уберите блок охлаждения от источника питания.
2. Полностью удалите хладагент из блока питания.
0463 369 001
- 30 -
© ESAB AB 2016

6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
3. Очистите внутреннюю часть блока охлаждения с помощью сжатого воздуха
давлением не выше 3 бар.
4. Проверьте надежность затяжки всех электрических соединений.
5. Проверьте надежность затяжки всех гидравлических соединений.
6. Замените поврежденные или изношенные детали.
7. Долейте хладагент в блок охлаждения до максимального уровня.
8. Установите блок охлаждения на место и подключите его.
6.5 Долейте хладагент в блок охлаждения
Для того чтобы долить хладагент в блок охлаждения выполните следующее:
1. Выключите блок охлаждения и источник питания.
2. Отсоедините разъем блока охлаждения от источника питания.
3. Выверните предохранительный болт (1).
4. Осторожно потяните блок охлаждения (2) наружу настолько, чтобы получить
доступ к баку хладагента.
5. Долейте хладагент в блок охлаждения до максимального уровня.
6. Осторожно вставьте обратно блок охлаждения и зафиксируйте его
предохранительным болтом (1).
0463 369 001
- 31 -
© ESAB AB 2016

7 ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ
7 ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ
Прежде чем вызывать авторизованного специалиста по техническому обслуживанию,
попробуйте самостоятельно выполнить рекомендуемые ниже проверки.
Выявление неисправностей – источник питания
Тип неисправности Рекомендуемые меры
Отсутствие дуги. • Проверьте, включен ли выключатель
питания.
• Проверьте правильность подключения
сетевого, сварочного и обратного
кабелей.
• Проверьте, правильно ли задана
величина тока.
• Проверьте предохранители в цепи
сетевого питания.
В процессе сварки пропал сварочный ток. • Проверьте, не сработали ли реле
защиты от тепловой перегрузки
(индикация на передней панели).
• Проверьте предохранители в цепи
сетевого питания.
• Проверьте правильность
присоединения обратного кабеля.
Часто срабатывает реле защиты от
перегрева.
• Убедитесь в том, что не превышены
номинальные значения параметров
источника питания (т.е. устройство
работает без перегрузки).
Низкая эффективность сварки. • Проверьте правильность подключения
сварочного и обратного проводов.
• Проверьте, правильно ли задана
величина тока.
• Убедитесь в том, что используется
электрод/проволока требуемого типа.
• Проверьте предохранители в цепи
сетевого питания.
• Проверьте давление газа в
подключенном к источнику питания
оборудовании.
"TRI - ALA" (тревога пускового
выключателя) на дисплее при включении
источника питания.
ВНИМАНИЕ!
Данная ошибка появляется,
если нажать пусковой
выключатель горелки во время
• Полностью выключите источник
питания.
• Постарайтесь не нажать на пусковой
выключатель горелки.
• Проверьте, нет ли повреждений
пускового выключателя горелки.
• Включите источник питания еще раз.
запуска источника питания.
0463 369 001
- 32 -
© ESAB AB 2016

7 ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ
Выявление неисправностей – блок охлаждения
Тип неисправности Рекомендуемые меры
Не включается. • Проверьте, включен ли выключатель
питания.
• Проверьте предохранители в цепи
сетевого питания.
• Проверьте правильность подключения
сетевого, сварочного и обратного
кабелей.
Отсутствует циркуляция хладагента. • Немедленно остановите блок
охлаждения, долейте хладагент и
убедитесь в отсутствии утечек.
• Освободите трубы от перегибов.
• Убедитесь в правильной установке
трубных соединений.
• Проверьте производительность насоса.
Громкий звук • Немедленно остановите блок
охлаждения, долейте хладагент и
убедитесь в отсутствии утечек.
0463 369 001
- 33 -
© ESAB AB 2016

8 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
8 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
Работы по ремонту и электрическому монтажу должны выполняться
квалифицированным техником ESAB по обслуживанию оборудования. Используйте
только оригинальные запасные и изнашиваемые части ESAB.
Устройства Heliarc 283i и Heliarc 353i AC/DC были разработаны и испытаны в
соответствии с международными и европейскими стандартами IEC/EN 60974-1 и
IEC/EN 60974-10. При выполнении обслуживания и ремонта, выполняющее эту работу
лицо (лица) должно обеспечить последующее соответствие оборудование
требованиям вышеуказанных стандартов.
Блок охлаждения Heliarc разработан и испытан в соответствии с международным и
европейским стандартом IEC/EN 60974-2. При выполнении обслуживания и ремонта,
выполняющее эту работу лицо (лица) должно обеспечить последующее соответствие
оборудование требованиям вышеуказанных стандартов.
Запасные части следует заказывать только через ближайшего дилера компании ESAB,
см. последнюю страницу данного документа.
0463 369 001
- 34 -
© ESAB AB 2016

СХЕМА
СХЕМА
Heliarc 283i AC/DC, Heliarc 353i AC/DC
0463 369 001
- 35 -
© ESAB AB 2016

СХЕМА
Heliarc cooling unit
0463 369 001
- 36 -
© ESAB AB 2016

СВАРОЧНЫЕ ТАБЛИЦЫ
СВАРОЧНЫЕ ТАБЛИЦЫ
Welding table steel
0463 369 001
- 37 -
© ESAB AB 2016

СВАРОЧНЫЕ ТАБЛИЦЫ
Welding table aluminium
0463 369 001
- 38 -
© ESAB AB 2016

НОМЕРА ДЛЯ ЗАКАЗА
НОМЕРА ДЛЯ ЗАКАЗА
Ordering number Denomination Type Notes
0700 300 701 Welding power source Heliarc 283i AC/DC 400 V
0700 300 702 Welding power source Heliarc 353i AC/DC 400 V
0700 300 703 Cooling unit Heliarc cooling unit
0464 524 010 Spare parts list Heliarc 283i AC/DC,
400 V
353i AC/DC
0464 524 020 Spare parts list Heliarc cooling unit
0463 369 001
- 39 -
© ESAB AB 2016

ПРИНАДЛЕЖНОСТИ
ПРИНАДЛЕЖНОСТИ
0558 101 703 Cooling unit
0349 483 296 Cooling liquid GLIDEX-35deg, 5 l
0349 312 925 Cooling liquid GLIDEX-35 deg, 10 l
0700 006 888 Electrode holder with 3 m cable
0558 101 702 Trolley
0558 004 234 FC5C foot control
0463 369 001
- 40 -
© ESAB AB 2016

ПРИНАДЛЕЖНОСТИ
TIG torches air cooled
0700 300 524
0700 300 529
0700 300 538
0700 300 544
0700 300 552
0700 300 555
TXH 121, 4 m
TXH 121, 8 m
TXH 151, 4 m
TXH 151, 8 m
TXH 201, 4 m
TXH 201, 8 m
TIG Torches water cooled
0700 300 561
0700 300 562
0700 300 563
0700 300 564
0700 300 565
0700 300 566
0700 300 567
0700 300 568
TXH 251w, 4 m, OKC 50
TXH 251 wF, 4 m, OKC 50
TXH 251w, 8 m, OKC 50
TXH 251wF, 8 m, OKC 50
TXH 401w, 4 m
TXH 401w HD, 4 m
TXH 401w, 8 m
TXH 401w HD, 8 m
TIG torches air cooled with built in remote control
0700 300 657
0700 300 661
0700 300 658
0700 300 662
TXH 151, 8 m, wheel remote, 3.64 kg
TXH 151, 8 m, flex wheel remote, 3.64 kg
TXH 201, 8 m, wheel remote, 4.9 kg
TXH 201, 8 m, flex wheel remote, 4.9 kg
TIG torches water cooled with remote control
0700 300 659
0700 300 660
0700 300 663
TXH 251w, 8 m, wheel remote, 2.8 kg
TXH 401w, 8m, wheel remote, 4.56 kg
TXH 251w, 8 m, flex wheel remote, 2.82 kg
0463 369 001
- 41 -
© ESAB AB 2016

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...