


Heliarc283iAC/DC
Heliarc353iAC/DC
Heliarccoolingunit
Manuel d'instructions
0463 369 001 FR 20160105 Valid for: 283i=S2733450468 353i=S2733450508
Coolingunit=S2733450427

TABLE DES MATIÈRES
1 SÉCURITÉ ............................................................................................................ 5
2 INTRODUCTION...................................................................................................8
2.1 Aperçu...................................................................................................................8
2.2 Équipement........................................................................................................... 8
3 CARACTÉRISTIQUES TECHNIQUES ................................................................. 9
4 INSTALLATION................................................................................................... 11
4.1 Généralités.......................................................................................................... 11
4.2 Instructions de levage ....................................................................................... 11
4.3 Emplacement...................................................................................................... 11
4.4 Alimentation secteur..........................................................................................12
5 FONCTIONNEMENT........................................................................................... 14
5.1 Aperçu.................................................................................................................14
5.2 Dispositifs de commande et connexions du générateur ...............................14
5.3 Configuration rapide.......................................................................................... 17
5.3.1 Sélection du mode de fonctionnement.............................................................17
5.3.2 Mode MMA (SMAW) ........................................................................................17
5.3.3 Mode TIG (GTAW) à deux temps avec commutateur à distance..................... 18
5.3.4 Mode TIG (GTAW) à deux temps avec commande à pédale...........................18
5.3.5 Mode TIG (GTAW) à quatre temps .................................................................. 18
5.3.6 Mode TIG (GTAW) par points........................................................................... 19
5.3.7 Mode CA .......................................................................................................... 19
5.3.8 Mode impulsion - Courant de crête/de fond..................................................... 20
5.3.9 Mode impulsion - Fréquence/Facteur de marche ............................................ 20
5.3.10 Mémorisation et rappel de programmes .......................................................... 21
5.3.11 Fonctions générales.........................................................................................22
5.3.12 Commande à distance - Activation/Désactivation/Minimum ............................ 22
5.4 Sous-menu du générateur.................................................................................22
5.5 Principales fonctions du générateur................................................................23
5.6 Informations relatives au soudage TIG............................................................25
5.7 Surchauffe du générateur ................................................................................. 26
5.8 Dispositifs de commande et connexions de l'unité de
refroidissement .............................................................................................. 26
5.9 Démarrage de l'unité de refroidissement.........................................................27
6 ENTRETIEN ........................................................................................................ 29
6.1 Aperçu.................................................................................................................29
6.2 Générateur .......................................................................................................... 29
6.3 Torche de soudage ............................................................................................ 29
0463 369 001 © ESAB AB 2016

TABLE DES MATIÈRES
6.4 Unité de refroidissement ................................................................................... 29
6.5 Remplir l'unité de refroidissement avec du liquide de
refroidissement .............................................................................................. 30
7 DÉPANNAGE...................................................................................................... 31
8 COMMANDE DE PIÈCES DE RECHANGE .......................................................33
DIAGRAMME.............................................................................................................34
TABLES DE SOUDAGE ............................................................................................36
NUMÉROS DE COMMANDE ....................................................................................38
ACCESSOIRES .........................................................................................................39
Sous réserve de modifications techniques sans avertissement préalable.
0463 369 001 © ESAB AB 2016

1 SÉCURITÉ
1 SÉCURITÉ
Il incombe à l'utilisateur des équipements ESAB de prendre toutes les mesures nécessaires
pour garantir la sécurité du personnel utilisant le système de soudage ou se trouvant à
proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type
d'appareil. Le contenu de ces recommandations peut être considéré comme un complément
aux règles de sécurité en vigueur sur le lieu de travail.
Toutes les opérations doivent être exécutées par du personnel spécialisé qui maîtrise le
fonctionnement de l'équipement. Une utilisation incorrecte est susceptible de créer une
situation anormale comportant un risque de blessure ou de dégât matériel.
1. Toute personne utilisant l'équipement devra bien connaître:
○ son utilisation
○ l'emplacement de l'arrêt d'urgence
○ son fonctionnement
○ les règles de sécurité en vigueur
○ les procédés de soudage, de découpe et autres opérations applicables à
l'équipement
2. L'opérateur doit s'assurer des points suivants:
○ que personne ne se trouve dans la zone de travail au moment de la mise en service
de l'équipement;
○ que toutes les personnes à proximité de l'arc sont protégées dès l'amorçage de l'arc
ou l'actionnement de l'équipement.
3. Le poste de travail doit être:
○ adapté aux besoins,
○ à l'abri des courants d'air.
4. Équipement de protection:
○ Veillez à toujours porter l'équipement de protection recommandé, à savoir, des
lunettes, des vêtements ignifuges et des gants.
○ Ne portez pas de vêtements trop larges ni de ceinture, de bracelet, etc. pouvant
s'accrocher en cours d'opération ou occasionner des brûlures.
5. Mesures de précaution:
○ Vérifiez que les câbles sont bien raccordés;
○ Seul un électricien qualifié est habilité à intervenir sur les équipements haute
tension;
○ Un équipement de lutte contre l'incendie doit se trouver à proximité et être clairement
signalé;
○ N'effectuez pas de graissage ou d'entretien pendant le soudage.
0463 369 001
- 5 -
© ESAB AB 2016

1 SÉCURITÉ
AVERTISSEMENT
Le soudage à l'arc et la découpe sont sources de danger pour vous-même et
votre entourage. Prenez les précautions nécessaires pendant le soudage et la
découpe. Observez les règles de sécurité de votre employeur, qui doivent se
baser sur les recommandations du fabricant.
DÉCHARGE ÉLECTRIQUE - Danger de mort
• Installez l'équipement et assurez sa mise à la terre conformément aux
normes en vigueur.
• Ne touchez pas les parties conductrices, ni les électrodes à mains nues ou
avec des gants/vêtements humides.
• Portez une tenue isolante et isolez la zone de travail.
• Assurez-vous de travailler dans une position sûre.
FUMÉES ET GAZ - Nocifs
• N'exposez pas votre visage aux fumées de soudage.
• Ventilez et/ou aspirez les fumées de soudage pour assurer un environnement
de travail sain.
RAYONS DE L'ARC – Danger pour les yeux et la peau.
• Protégez-vos yeux et votre peau. Utilisez un écran de soudeur et portez des
gants et vêtements de protection.
• Protégez les personnes voisines par des rideaux ou écrans protecteurs
adéquats.
RISQUE D'INCENDIE
• Les étincelles peuvent provoquer un incendie. Assurez-vous qu'aucun objet
inflammable ne se trouve à proximité.
BRUIT - Le niveau élevé de bruit peut altérer les facultés auditives.
• Utilisez une protection d'oreilles ou toute protection auditive similaire. Utilisez
une protection d'oreilles ou toute protection auditive similaire.
• Avertissez du danger les personnes se trouvant à proximité.
EN CAS DE DYSFONCTIONNEMENT - Faites appel à un technicien qualifié.
Lisez attentivement le mode d’emploi avant d’installer et d’utiliser le
matériel.
PROTÉGEZ-VOUS ET PROTÉGEZ VOTRE ENTOURAGE!
AVERTISSEMENT
N'utilisez pas le générateur pour dégeler des canalisations.
0463 369 001
ATTENTION!
Lisez attentivement le mode d’emploi avant d’installer et
d’utiliser le matériel.
- 6 -
© ESAB AB 2016

1 SÉCURITÉ
ATTENTION!
Les équipements de classeA ne sont pas conçus pour
un usage résidentiel avec une alimentation secteur à
basse tension. Dans ces lieux, garantir la compatibilité
électromagnétique des équipements de classeA devient
difficile, dû à des perturbations par conduction et par
rayonnement.
0463 369 001
- 7 -
© ESAB AB 2016

2 INTRODUCTION
2 INTRODUCTION
2.1 Aperçu
Les unités Heliarc 283i et 353i AC/DC sont des générateurs conçus pour le soudage MMA et
TIG. L'intensité nominale du générateur Heliarc 283i est de 280A maximum et celle du
générateur Heliarc 353i est de 350A maximum.
Une alimentation CA auxiliaire de 230V est accessible sur le panneau arrière lors de
l'utilisation de l'unité de refroidissement Heliarc.
L'unité de refroidissement Heliarc est compatible avec les générateurs Heliarc 283i et 353i
AC/DC. Quand la torche est connectée, elle a une distribution de 2litres/min et une
puissance de 60W.
Un chariot est disponible en option pour les générateurs.
Les accessoires ESAB correspondant à ce produit sont répertoriés au chapitre
«Accessoires» de ce manuel.
2.2 Équipement
Les générateurs sont livrés avec:
• un câble de retour avec pince
• un câble d'alimentation secteur
• un tuyau de gaz
• un mode d'emploi
L'unité de refroidissement est livrée avec:
• un mode d'emploi
0463 369 001
- 8 -
© ESAB AB 2016

3 CARACTÉRISTIQUES TECHNIQUES
3 CARACTÉRISTIQUES TECHNIQUES
283i AC/DC 353i AC/DC
Tension de secteur 400V ±10%,
triphasée, 50/60Hz
400V ±10%,
triphasée, 50/60Hz
Câble d'alimentation secteur 4G4mm 4G4mm
Fusible en ligne min. 25 A min. 25 A
Plage de réglage GTAW/TIG
CA/CC 4 – 280 A 4 – 350 A
Puissance maximum
GTAW/TIG, CA/CC 280A à 100% 350 A à 45%
Pré-flux de gaz 0,5 - 30s 0,5 - 30s
Temps de
croissance/décroissance du
courant 0,1 - 10s 0,1 - 10s
Post-flux de gaz 0,5 - 30s 0,5 - 30s
Fréquence CA 20 - 200 Hz 20 – 200 Hz
Équilibre CA 10 - 90% 10 - 90%
Fréquence des impulsions CC 0,4 – 300 Hz 0,4 – 300 Hz
Fréquence des impulsions CA 0,4 – 2 Hz 0,4 – 2 Hz
Utilisation des impulsions
(durée de l'impulsion/courant de
fond) 30 - 65% 30 - 65%
Courant de fond 10 – 90 A 10 – 90 A
Temps de décroissance du
0,1 -10s 0,1 - 10s
courant
Courant de démarrage/de
cratère (4temps) 10 - 90 % 10 - 90 %
Durée de post-balayage 0,5 - 30s 0,5 - 30s
Courant de démarrage à
4 – 100 A 4 – 100 A
distance
Tension de circuit ouvert max. 68 V 68 V
Facteur de puissance à 100%,
mode TIG 0,75 0,8
Plage de réglage SMAW/MMA 4 – 280 A 4 – 350 A
Puissance maximum SMAW/MMA, CA/CC
20% facteur de marche - 350 A
40% facteur de marche 280 A -
kVA GTAW/TIG 11 14,5
kVA SMAW/MMA 14,2 19
Classe de protection IP 21S IP 21S
Dimensions, Lxlxh 600x300x620 mm 600x300x620 mm
0463 369 001
- 9 -
© ESAB AB 2016

3 CARACTÉRISTIQUES TECHNIQUES
283i AC/DC 353i AC/DC
Poids sans unité de
50 kg 50 kg
refroidissement
Poids du chariot 35 kg 35 kg
Classe de protection
Le code IP correspond à la classe de protection, c’est-à-dire au niveau de protection contre
les pénétrations d'eau ou d’autres éléments.
Les équipements portant l'indication IP21 sont conçus pour une utilisation en intérieur.
Unité de refroidissement Heliarc
Tension de secteur 400V ±10%, monophasée, 50/60Hz
Courant d'alimentation maximum 0,75 A
P1l/min 0,5 kW
Puissance de refroidissement 60 W
Liquide de refroidissement Liquide de refroidissement ESAB prêt à
l'emploi; voir chapitre «ACCESSOIRES»
Quantité de liquide de refroidissement 5l (fournis avec 2,5l environ)
Pression maximum 0,35MPa
Débit d'eau maximum 2,0l/min
Température de fonctionnement -10° à +40°C
Températures de transport -20° à +55°C
Dimensions (L × l × h) 475x310x250 mm
Poids à vide 14 kg
Classe de protection IP21
Classe de protection
Le code IP correspond à la classe de protection, c’est-à-dire au niveau de protection contre
les pénétrations d'eau ou d’autres éléments.
Les équipements portant l'indication IP21 sont conçus pour une utilisation en intérieur.
0463 369 001
- 10 -
© ESAB AB 2016

4 INSTALLATION
4 INSTALLATION
4.1 Généralités
L'installation doit être confiée à un professionnel.
4.2 Instructions de levage
Levage du générateur à la main
AVERTISSEMENT
Le générateur pèse 50kg.
AVERTISSEMENT
Le générateur doit être soulevé
par deux personnes à l'aide des
poignées.
Levage du générateur à l'aide d'un treuil et d'une sangle.
AVERTISSEMENT
Utiliser le boulon à œil pour
soulever le générateur. Maintenir
l'alimentation en position
horizontale dans la mesure du
possible.
AVERTISSEMENT
Fixez l'équipement, surtout
lorsque le sol est inégal ou en
pente.
4.3 Emplacement
Placer le générateur de soudage de sorte que les tuyères d'entrée et de sortie de l'air de
refroidissement ne soient pas obstruées. Éviter la pénétration de dépôts et de poussière
dans le générateur. Éviter les chocs, le frottement et l'exposition aux fuites d'eau, aux
sources de chaleur excessive ou à d'autres situations inhabituelles.
0463 369 001
- 11 -
© ESAB AB 2016

4 INSTALLATION
4.4 Alimentation secteur
REMARQUE
Alimentation électrique requise
Cet équipement est conforme à la norme CEI61000-3-12, à condition que la
tension de court-circuit soit supérieure ou égale à S
entre l'alimentation utilisateur et le secteur. Le cas échéant, il incombe à
l'installateur ou à l'utilisateur de vérifier auprès du gestionnaire de réseau de
distribution que l'équipement est uniquement connecté à une alimentation avec
tension de court-circuit supérieure ou égale à S
scmin
techniques dans la section CARACTÉRISTIQUES TECHNIQUES.
ATTENTION!
Vérifier que l'interrupteur ON/OFF est à la position OFF (0) avant de brancher le
générateur à l'alimentation secteur.
Vérifier que le générateur de soudage est raccordé à la bonne tension d'alimentation et que
l'installation est protégée par un fusible adéquat. Le tableau de distribution de secteur doit
être conforme aux réglementations en vigueur dans le pays d'utilisation. Le système
d'alimentation secteur doit être de type industriel.
au point d'interface
scmin
. Voir les caractéristiques
L'installation doit être reliée à la terre, conformément aux réglementations en vigueur. Le
générateur doit être correctement relié à la terre pour protéger l'opérateur. Pour cela, utiliser
le fil jaune-vert du câble d'alimentation pour éviter les décharges causées par des contacts
accidentels avec des objets mis à la terre. Le châssis, qui a des propriétés conductrices, est
électriquement relié au fil de terre. Si l'équipement n'est pas correctement relié au fil de terre,
il peut causer des chocs électriques dangereux.
Les tensions de secteur utilisées par le générateur diffèrent de 20% des tensions de secteur
nominales (tension nominale 400V, tension minimum 320V, tension maximum 480V).
Heliarc 283i AC/DC Heliarc 353i AC/DC
Tension de secteur 400V, triphasée, 50/60Hz 400V, triphasée, 50/60Hz
Fusible 20 A 25 A
Instructions de raccordement de l'unité de refroidissement
Vérifier si l'unité de refroidissement Heliarc est correctement reliée à la terre pour protéger
l'opérateur. Pour cela, utiliser le fil jaune-vert du câble d'alimentation pour éviter les
décharges causées par des contacts accidentels avec des objets mis à la terre.
Le châssis, qui a des propriétés conductrices, est électriquement relié au fil de terre. Si
l'équipement n'est pas correctement relié au fil de terre, il peut causer des chocs électriques
dangereux.
Brancher l'unité de refroidissement au générateur à l'aide de la prise multipolaire ILME
spéciale fournie. Vérifier que le générateur est éteint et débranché de l'alimentation secteur
avant de le brancher à l'unité de refroidissement.
Si l'unité de refroidissement doit être branchée à une tension de secteur triphasée, remplacer
la prise quadruple ILME spéciale par une prise triphasée. Brancher les câbles d'alimentation
à seulement deux des contacts (noir-marron) de la prise et le fil de terre (jaune/vert) au
contact de terre.
0463 369 001
- 12 -
© ESAB AB 2016

4 INSTALLATION
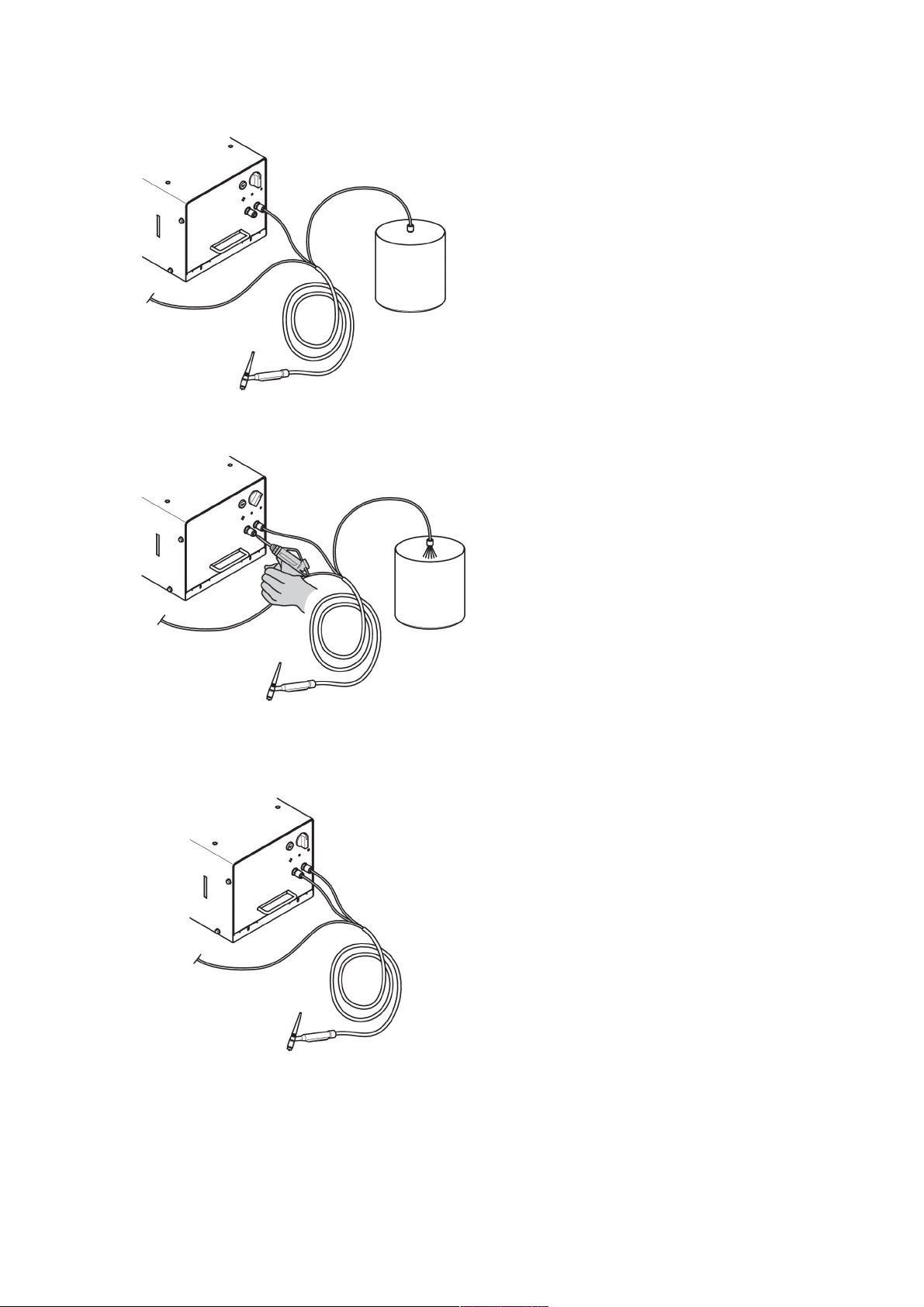
Raccordement de l'unité de refroidissement au générateur
1. Retirer les vis (1), le boulon de sécurité (2) et le panneau (3).
2. Retirer le bouchon en plastique situé à l'arrière du châssis du chariot.
3. Faire passer le câble d'entrée de l'unité de refroidissement par l'orifice situé à l'arrière du
châssis du chariot.
4. Fixer le câble d'entrée à l'aide des vis (4).
Le générateur Heliarc 353i AC/DC est déjà équipé d'un connecteur destiné à l'unité de
refroidissement. Pour démarrer l'unité de refroidissement, il est nécessaire d'allumer aussi
bien le générateur que l'unité de refroidissement.
Connexion hydraulique
Brancher le tuyau d'alimentation en eau de la torche au raccord de sortie d'eau de l'unité de
refroidissement. Brancher le tuyau de retour d'eau de la torche au raccord d'alimentation en
eau de l'unité de refroidissement.
0463 369 001
- 13 -
© ESAB AB 2016
5 FONCTIONNEMENT
5 FONCTIONNEMENT
5.1 Aperçu
Les règles de sécurité générale relatives à la manipulation de l'équipement sont
indiquées dans le chapitre «Sécurité» de ce manuel. Lire ce chapitre de A à Z avant
de commencer à utiliser l'équipement!
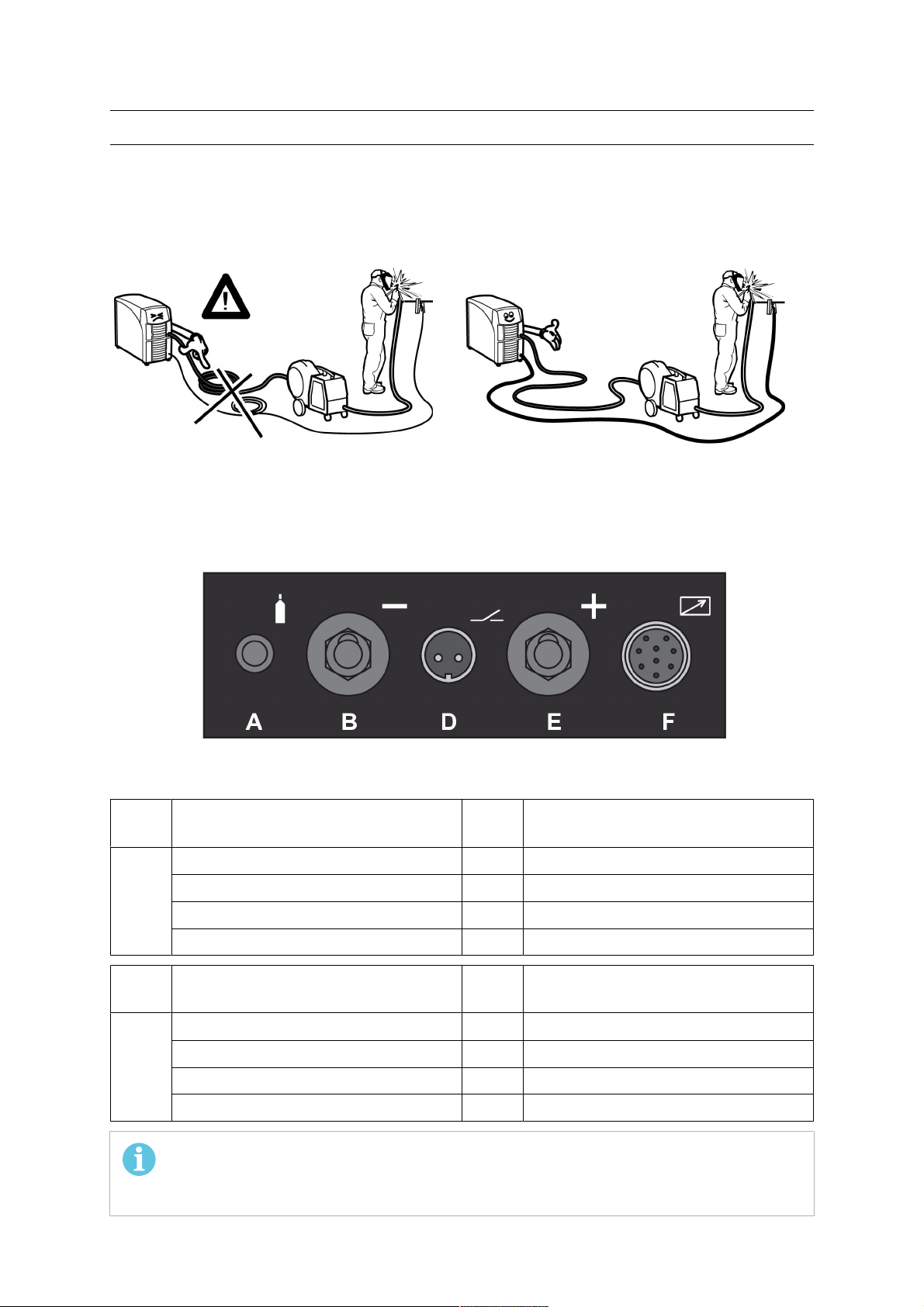
5.2 Dispositifs de commande et connexions du générateur
Connexions avant
Type Connexion BROCHEDescription
OUI A Gaz
TIG
Type Connexion BROCHEDescription
MMA
TORCHE TIG B Négative
OUI D-F Broche
PINCE DE MISE À LA TERRE E Positive
NON A Gaz
PINCE DE MISE À LA TERRE B Négative
POSSIBILITÉ À DISTANCE F Broche
ÉLECTRODE E Positive
REMARQUE
La connexionD encastrée à deux broches peut être utilisée pour la commande à
pédale analogique ou la torche.
0463 369 001
- 14 -
© ESAB AB 2016
5 FONCTIONNEMENT
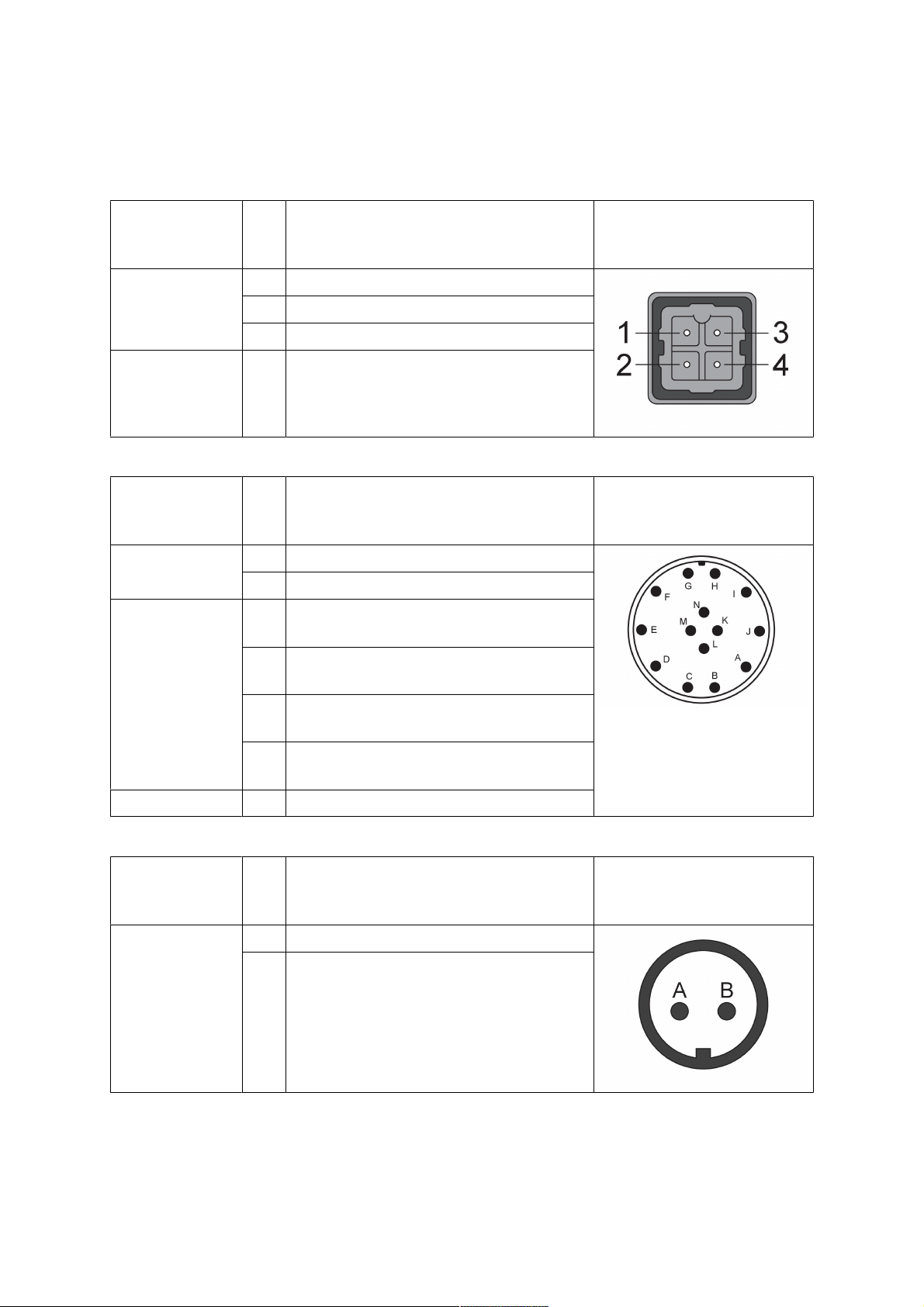
Connexion de l'unité de refroidissement
Connecteur à
4broches
BR
OC
Description
HE
1 Alimentation courante
Alimentation
2 Alimentation CA 115/230V
3 Alimentation CA 400V
MASSE 4 Châssis courant
Connecteur à 14broches
Connecteur à
14broches
BR
Description
OC
HE
Gâchette de la
torche
A Commutateur de la torche
B Commutateur de la torche
E Circuit courant de commande à
distance
F Commande à distance d'entrée CC
Commande à
distance
+5V
G Commande à distance de sortie CC
+5V
D Commande à distance de sortie CC
+5V
MASSE H Châssis courant
Connecteur à 2broches
Connecteur à
2broches
BR
Description
OC
HE
A Commutateur de la torche
B Commutateur de la torche
Gâchette de la
torche
0463 369 001
- 15 -
© ESAB AB 2016

5 FONCTIONNEMENT
Panneau avant
Élément Dénomination
1 Témoin d'alimentation sous tension
2 Témoin d'activation du soudage
3 Témoin de température excessive
4 Affichage de la tension (V)
5 Affichage de l'intensité (A)
6 Bouton Mode CA
7 Témoin Mode CA
8 Réglage de la fréquence CA, 20-200Hz
9 Réglage de l'équilibre CA, 10-90%
10 Bouton Mode impulsion (0,4-300Hz CC, 0,4-2Hz CA)
11 Témoin Mode impulsion
12 Bouton Pré-flux de gaz (0,1-2,5s) Post-flux de gaz (0,1-30s)
13 Bouton Courant de base (10-90%)
14 Bouton Temps de croissance/décroissance du courant (temps de croissance
0,1-10s, temps de décroissance 0,1-10s)
15 Encodeur pour le réglage du courant et d'autres réglages
16 Témoin HF
17 Bouton HF
18 Bouton Sélection de mode
19 Bouton Commande à distance
20 Témoin Commande à distance
21 Témoin TIG à schéma double
22 Témoin TIG par points
23 Témoin TIG à quatre temps
0463 369 001
- 16 -
© ESAB AB 2016

5 FONCTIONNEMENT
Élément Dénomination
24 Témoin TIG à deux temps
25 Témoin Mode MMA
5.3 Configuration rapide
5.3.1 Sélection du mode de fonctionnement
Appuyer plusieurs fois sur le bouton de sélection de mode (1) jusqu'au mode souhaité,
indiqué par un témoin vert.
5.3.2 Mode MMA (SMAW)
1. Appuyer plusieurs fois sur le bouton de sélection de mode (1) jusqu'à ce que le témoin
«MMA avec départ à chaud et intensité de l'arc» s'allume.
2. Appuyer sur le bouton de sélection de mode (1) pendant quelques secondes jusqu'à ce
que la mention «HS» s'affiche sur l'écranV.
3. Régler la valeur de départ à chaud à l'aide de l'encodeur (2).
4. Appuyer sur le bouton de sélection de mode (1) pendant quelques secondes jusqu'à ce
que la mention «HS» s'affiche sur l'écranV.
5. Appuyer de nouveau sur le bouton de sélection de mode (1); la mention «AF» s'affiche
sur l'écranV.
6. Régler la valeur de l'intensité de l'arc à l'aide de l'encodeur (2).
0463 369 001
- 17 -
© ESAB AB 2016

5 FONCTIONNEMENT
5.3.3 Mode TIG (GTAW) à deux temps avec commutateur à distance
1. Appuyer plusieurs fois sur le bouton de sélection de mode (1) jusqu'à ce que le témoin
«TIG à deux temps» s'allume.
2. Appuyer sur le bouton Temps de croissance/décroissance du courant (3) et régler le
temps de décroissance du courant.
5.3.4 Mode TIG (GTAW) à deux temps avec commande à pédale
1. Appuyer plusieurs fois sur le bouton de sélection de mode (1) jusqu'à ce que le témoin
«TIG à deux temps» s'allume.
2. Appuyer sur le bouton Temps de croissance/décroissance du courant (3) et régler le
temps de décroissance du courant à la durée minimum à l'aide de l'encodeur (2).
5.3.5 Mode TIG (GTAW) à quatre temps
0463 369 001
- 18 -
© ESAB AB 2016

5 FONCTIONNEMENT
1. Appuyer plusieurs fois sur le bouton de sélection de mode (1) jusqu'à ce que le témoin
«TIG à quatre temps» s'allume.
2. Appuyer une fois sur le bouton Temps de croissance/décroissance du courant (3) pour
régler le temps de décroissance du courant (ds est affiché dans la fenêtre V). Appuyer
deux fois sur le bouton Temps de croissance/décroissance du courant (3) pour régler le
temps de croissance du courant (us est affiché dans la fenêtre V). Utiliser le bouton de
l'encodeur (2) pour régler le temps de croissance/décroissance entre 0,1 et
10secondes.
3. Appuyer sur le bouton Courant de base (4) et régler le niveau d'intensité (10 à 90% de
l'intensité de secteur) à l'aide de l'encodeur (2).
5.3.6 Mode TIG (GTAW) par points
1. Appuyer plusieurs fois sur le bouton de sélection de mode (1) jusqu'à ce que le témoin
«TIG par points» s'allume.
2. Régler le temps de soudage par points qui s'affiche sur l'écranA à l'aide de l'encodeur
(2).
3. Définir le niveau d'intensité du courant de soudage par points en mode TIG normal.
4. Appuyer plusieurs fois sur le bouton de sélection de mode (1) jusqu'à ce que le témoin
«TIG par points» s'allume.
5.3.7 Mode CA
1. Appuyer sur le bouton Mode CA (1) pour activer le mode CA.
2. Régler le temps de soudage par points qui s'affiche sur l'écranA à l'aide du bouton de
réglage de la fréquence CA (2).
3. Régler l'équilibre (10 à 90%) à l'aide du bouton de réglage de l'équilibre CA (3).
4. Appuyer sur le bouton Mode CA (1) pendant 3secondes pour désactiver le mode CA.
0463 369 001
- 19 -
© ESAB AB 2016

5 FONCTIONNEMENT
5.3.8 Mode impulsion - Courant de crête/de fond
1. Appuyer sur le bouton Mode impulsion (1) pour activer le mode impulsion.
2. Régler le niveau d'intensité du courant de crête à l'aide de l'encodeur (2).
3. Régler le niveau d'intensité du courant de fond à l'aide du bouton Courant de base (3).
5.3.9 Mode impulsion - Fréquence/Facteur de marche
1. Une fois le mode impulsion activé, appuyé sur le bouton Mode impulsion (1) pour choisir
entre «FRE» (fréquence) et «DUT» (facteur de marche).
2. En mode «FRE», régler la fréquence des impulsions (CA: 0,4 à 2Hz, CC: 0,4 à
300Hz) à l'aide de l'encodeur (2).
3. En mode «DUT», régler le facteur de marche (largeur de crête de30 à 65%) à l'aide de
l'encodeur (2). Plus le facteur de marche est élevé, plus la chaleur est élevée.
4. Appuyer sur le bouton Mode impulsion (1) pendant 3secondes pour désactiver le mode
impulsion.
0463 369 001
- 20 -
© ESAB AB 2016

5 FONCTIONNEMENT
Ampères
t
A = Durée du courant de base
B = Temps de l'impulsion
C = Fréquence
Le facteur de marche équivaut à B divisé par A en pourcentage.
5.3.10 Mémorisation et rappel de programmes
60paramètres de soudage peuvent être mémorisés et rappelés.
1. Appuyer simultanément sur les boutons Mode impulsion et Pré-flux/Post-flux de gaz (1)
pendant 3secondes. La mention «Prg» et un numéro de programme s'affichent à
l'écran.
2. Sélectionner le numéro de programme à l'aide de l'encodeur (2).
3. Pour le mémoriser, appuyer sur le bouton Courant de base (3) pendant 3secondes.
L'unité émet un signal sonore 4fois avant de mémoriser le programme.
4. Pour le rappeler, appuyer sur le bouton Temps de croissance/décroissance du courant
(4) pendant 3secondes. L'unité émet un signal lumineux clignotant pendant le rappel du
programme.
0463 369 001
- 21 -
© ESAB AB 2016

5 FONCTIONNEMENT
5.3.11 Fonctions générales
1. Appuyer sur le bouton HF (1) pour activer le mode HF.
2. Appuyer une fois sur le bouton Temps de croissance/décroissance du courant (2) et
régler le temps de croissance (0,1 à 10secondes) à l'aide de l'encodeur (4).
Appuyer deux fois sur le bouton Temps de croissance/de décroissance (2) et régler le
temps de décroissance (0,1 à 10secondes) à l'aide de l'encodeur (4).
3. Appuyer une fois sur le bouton Pré-flux/Post-flux de gaz et régler la durée de pré-flux
(0,1 à 25secondes) à l'aide de l'encodeur (4).
4. Appuyer deux fois sur le bouton Pré-flux/Post-flux de gaz et régler la durée de post-flux
(0,5 à 30secondes) à l'aide de l'encodeur (4).
5.3.12 Commande à distance - Activation/Désactivation/Minimum
1. Appuyer sur le bouton Commande à distance (1) pour activer le courant à distance.
2. Appuyer sur le bouton Commande à distance pendant 2secondes, puis le relâcher.
3. Le témoin Commande à distance clignote et la mention «Min» s'affiche.
4. Régler l'intensité du courant à distance à l'aide de l'encodeur (2).
5. Appuyer sur le bouton Commande à distance (1) pendant 3secondes pour désactiver le
courant à distance.
5.4 Sous-menu du générateur
TIG avec départ à chaud CA
REMARQUE
La fonction TIG avec départ à chaud CA n'est active que pour les soudages TIG
inférieurs à 130A.
0463 369 001
- 22 -
© ESAB AB 2016

5 FONCTIONNEMENT
1. Sélectionner l'un des modes TIG.
2. Appuyer sur le bouton de sélection de mode pendant 2secondes, puis le relâcher. Le
témoin clignote et la mention «HS» s'affiche.
3. Régler la valeur de départ à chaud («Hot start»), entre0 et 100% du courant secteur
de soudage défini (135A maximum), à l'aide de l'encodeur.
5.5 Principales fonctions du générateur
TIG à deux temps
Ampères
A = Pré-flux de gaz
B = Arc activé
C = Temps de décroissance
D = Arc désactivé
E = Durée de post-flux de gaz
F = Gâchette de torche activée
G = Gâchette de torche désactivée
t
TIG à quatre temps
Ampères
A = Pré-flux de gaz
B = Arc activé
C1= Temps de croissance
C2= Temps de décroissance
D = Arc désactivé
E = Durée de post-flux de gaz
F = Gâchette de torche activée
G = Gâchette de torche désactivée
H = Gâchette de torche activée/désactivée
t
TIG à schéma double
La fonction TIG à schéma double permet de choisir entre deux intensités de courant, le
courant de secteur et le courant de base, en appuyant rapidement sur la gâchette de la
torche.
0463 369 001
- 23 -
© ESAB AB 2016

5 FONCTIONNEMENT
Ampères
A = Pré-flux de gaz
B = Arc activé
C1= Temps de croissance
C2= Temps de décroissance
D = Arc désactivé
E = Durée de post-flux de gaz
F = Gâchette de torche activée
G = Gâchette de torche désactivée
H = Gâchette de torche activée/désactivée
I = Gâchette de torche activée
J = Gâchette de torche désactivée
t
TIG CA/CC
Lors du soudage en CA/CC, il est possible de régler la fréquence CA de20 à 200Hz à l'aide
du bouton de réglage de la fréquence CA.
I
SORTIE
(A)
Il est également possible de régler l'équilibre CA de 10% à 90% (polarité normale) à l'aide
du bouton de réglage de l'équilibre CA. Le diagramme suivant illustre deux cas de figure
opposés.
Cas A: propreté maximum, pénétration minimum, usure de l'électrode de tungstène.
Cas B: pénétration maximum, propreté minimum, usure limitée de l'électrode de tungstène.
0463 369 001
- 24 -
© ESAB AB 2016

5 FONCTIONNEMENT
Le résultat idéal est généralement obtenu avec un équilibre de 80% et une fréquence de
80Hz.
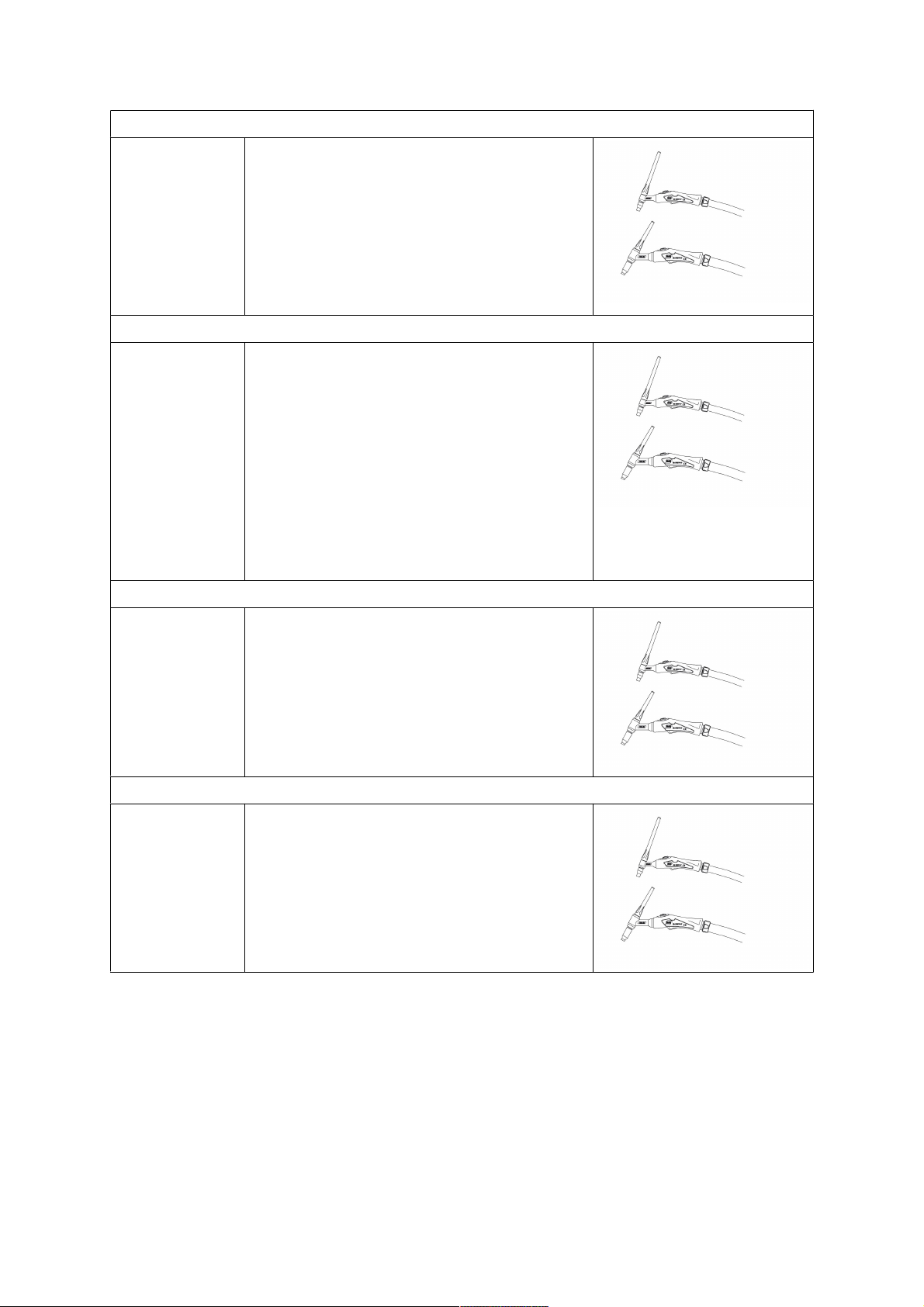
5.6 Informations relatives au soudage TIG
Type d'électrode
Pour le soudage CA/CC et CC, il est recommandé d'utiliser des électrodes grises en cérium
ou dorées en lanthane. En cas de changement du soudage CA/CC au soudage CC,
remplacer l'électrode. Un embout est ajouté à l'électrode comme sur l'illustration suivante.
L'angle varie en fonction de l'intensité du courant de soudage. Le tableau suivant indique les
valeurs recommandées.
Angle (°) Courant de soudage
30 5-30
60 - 90 30 - 120
90 - 120 120 - 160
Matériau de remplissage
De nombreux matériaux peuvent être traités, mais les règles de base suivantes s'appliquent:
1. Les tiges de matériau de soudage doivent avoir les mêmes propriétés mécaniques et
chimiques que le matériau à souder.
2. Il est recommandé de ne pas utiliser des fragments de matériau de base, car ils
pourraient contenir des impuretés dues au procédé utilisé.
3. Si la composition chimique du matériau utilisé est différente, il est recommandé d'évaluer
les caractéristiques finales du joint, tant mécaniques qu'anticorrosives.
Gaz
La protection gazeuse généralement utilisée est constituée d'argon pur, dont la quantité varie
en fonction de l'intensité utilisée (4-6l/min).
Soudage TIG sur cuivre
Étant donné les propriétés décrites précédemment, le soudage TIG convient aussi
parfaitement aux matériaux à conductibilité thermique élevée. Le gaz utilisé est toujours
l'argon et, dans le cas du cuivre, l'utilisation d'un support est recommandée. Préparation des
bords pour le soudage du cuivre (joints aboutés plats).
0463 369 001
- 25 -
© ESAB AB 2016

5 FONCTIONNEMENT
L'électrode utilisée est du même type que celui décrit pour le soudage de l'acier; elle est
préparée selon les indications ci-dessus. Pour éviter une oxydation éventuelle de la zone
soudée, des matériaux de soudage contenant du phosphore, de la silicone et des
composants désoxydants sont utilisés.
5.7 Surchauffe du générateur
Facteur de marche
Le facteur de marche correspond au pourcentage d'une période de 10minutes pendant
laquelle le soudage ou la découpe est possible à une certaine charge sans provoquer de
surcharge. Le facteur de marche est valable à 40°C/104°F, ou à une température inférieure.
Si le générateur est en surchauffe:
• Le témoin de sur-température s'allume.
• Attendre 10minutes avant de reprendre le soudage.
5.8 Dispositifs de commande et connexions de l'unité de
refroidissement
Panneau avant
1 Interrupteur principal
2 Témoin d'alarme optique
3 Marche/Arrêt de l'unité de refroidissement
4 Sortie d'eau froide, tube bleu sur la torche
5 Fusible
6 Signal d'alarme d'absence de circulation d'eau
7 Retour d'eau chaude, tube rouge sur la torche
0463 369 001
- 26 -
© ESAB AB 2016
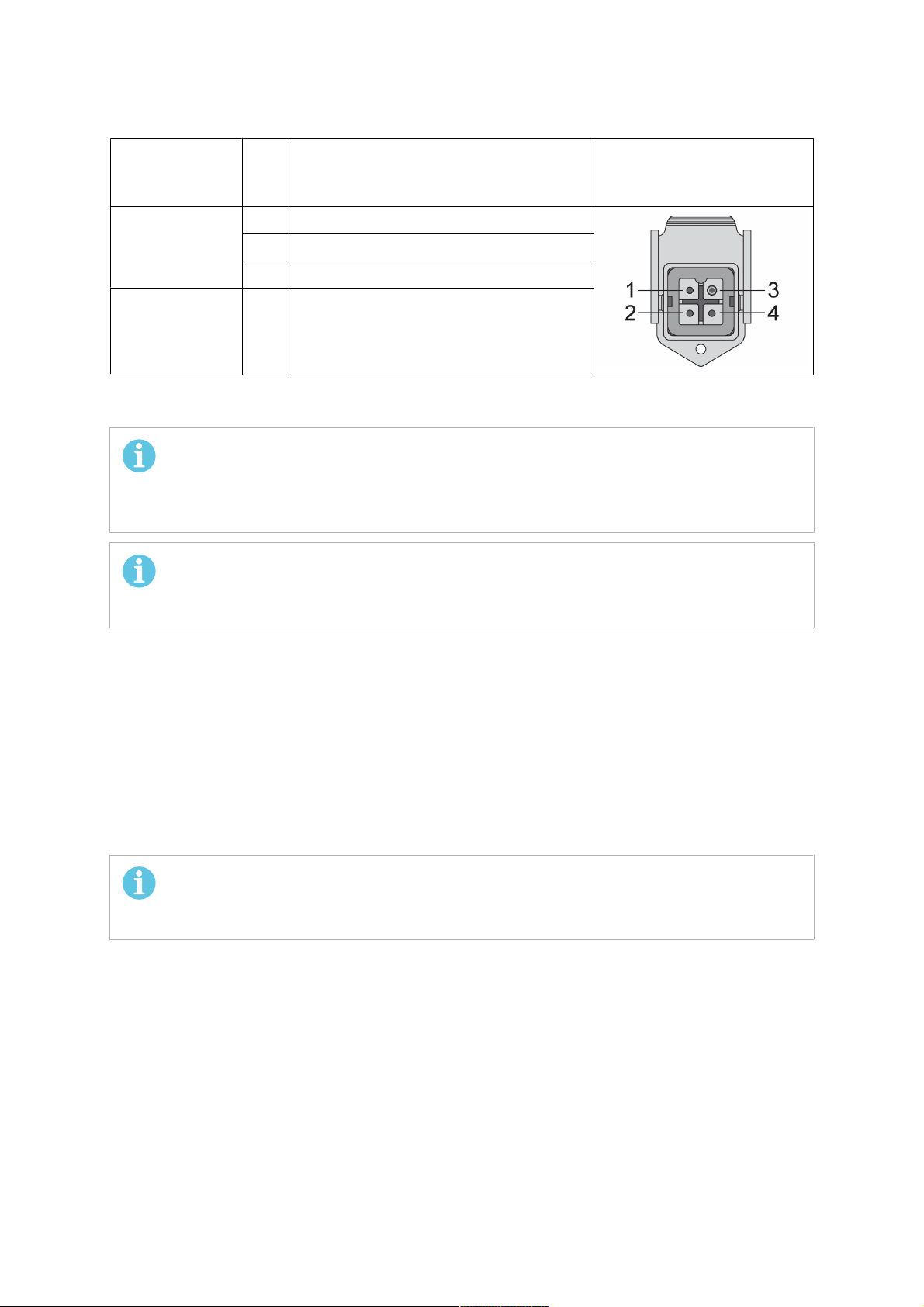
5 FONCTIONNEMENT
Prise quadruple ILME
Connecteur à
4broches
BR
OC
Description
HE
1 Alimentation courante
Alimentation
2 Alimentation CA 115/230V
3 Alimentation CA 400V
MASSE 4 Châssis courant
5.9 Démarrage de l'unité de refroidissement
REMARQUE
Au premier démarrage, il se peut qu'un signal d'alarme retentisse à cause de
l'absence de liquide dans les tuyaux. Patienter quelques minutes, ou allumer puis
éteindre l'unité de refroidissement deux fois consécutives.
REMARQUE
Le signal d'alarme retentit si la torche n'est pas connectée, si elle est
endommagée, ou si le niveau de liquide est trop bas.
1. Vérifier que l'unité contient du liquide de refroidissement jusqu'au niveau maximum. Si ce
n'est pas le cas, remplissez l'unité de refroidissement à son niveau maximum.
2. Effectuer toutes les connexions électriques et hydrauliques.
3. Allumer l'alimentation vers l'unité de refroidissement.
4. Allumer l'unité de refroidissement.
5. Vérifier que le liquide de refroidissement passe par le circuit hydraulique de la torche et
retourne au réservoir.
6. Vérifier à nouveau le niveau du liquide de refroidissement et faire l'appoint, le cas
échéant.
REMARQUE
Vérifier régulièrement le niveau de liquide de refroidissement et faire l'appoint, le
cas échéant.
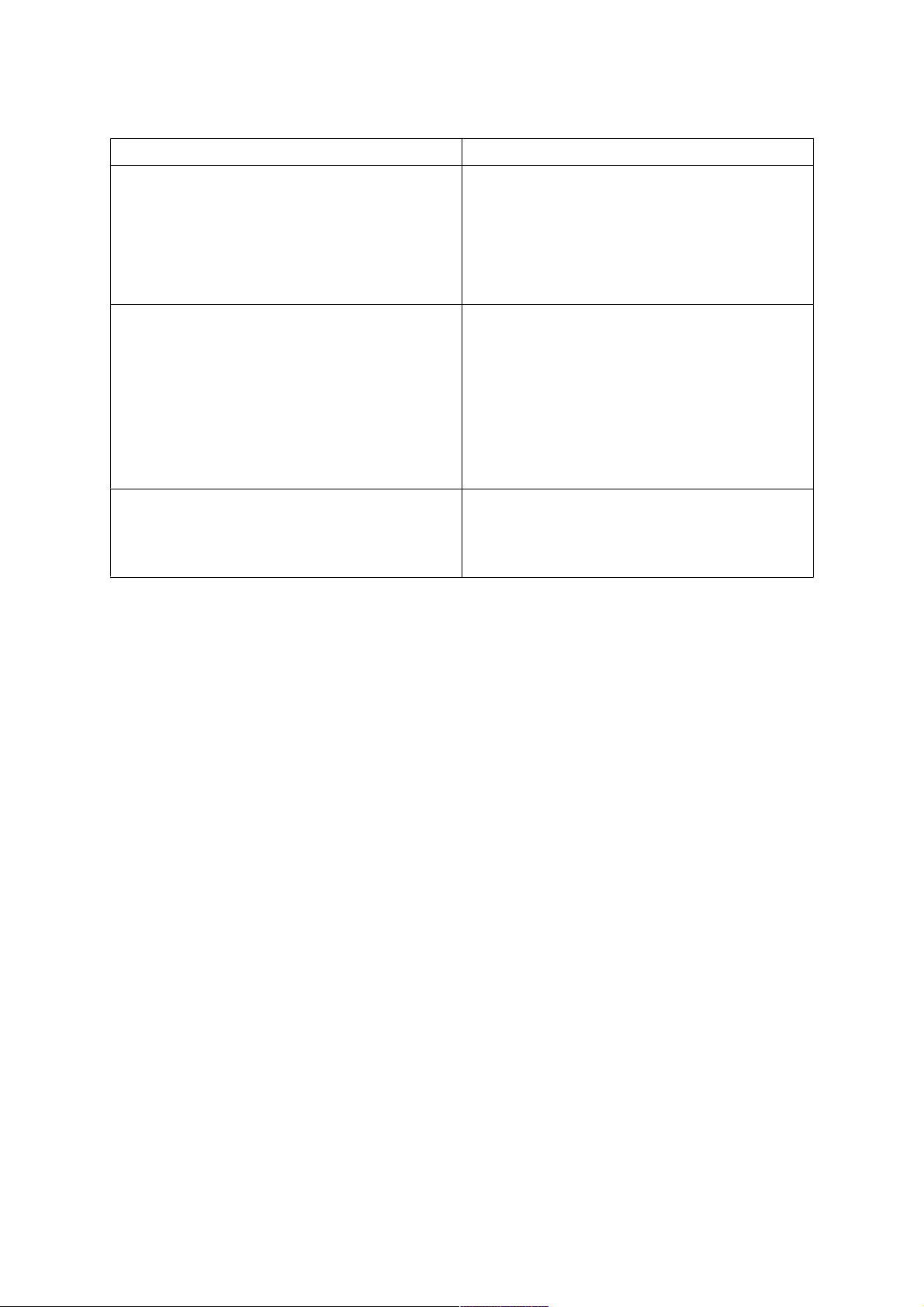
Insuffisance du liquide de refroidissement
Si de l'air pénètre dans la pompe car il n'y a pas assez ou pas du tout de liquide de
refroidissement, il se peut que:
• le signal d'alarme se déclenche;
• la pompe soit bruyante;
• le liquide de refroidissement ne circule pas.
Le problème peut être résolu de la façon suivante:
0463 369 001
- 27 -
© ESAB AB 2016
5 FONCTIONNEMENT
1. Vérifier que le liquide de refroidissement de l'unité est au niveau maximum.
2. Débrancher le tuyau de la torche du retour d'eau chaude (tuyau rouge).
3. Vider l'eau de la torche dans un sceau.
4. Allumer l'unité de refroidissement et souffler dans le raccord rouge.
5. Continuer à souffler jusqu'à ce que l'eau présente dans le tuyau de la torche s'écoule de
façon continue dans le sceau et que la pompe ne fasse plus de bruit.
6. Éteindre l'unité de refroidissement et brancher le tuyau de la torche au retour d'eau
chaude.
7. Allumer l'unité de refroidissement.
0463 369 001
- 28 -
© ESAB AB 2016

6 ENTRETIEN
6 ENTRETIEN
6.1 Aperçu
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
Seul du personnel possédant les connaissances électriques appropriées (personnel
autorisé) est habilité à retirer les plaques de sécurité.
ATTENTION!
Toute promesse de garantie de la part du fournisseur cesse d'être applicable si le
client tente la moindre action pour réparer lui-même un défaut du produit durant
la période de garantie.
6.2 Générateur
Vérifier régulièrement si le générateur n'est pas encrassé. L'encrassement ou l'obstruction
des tuyères d'entrée et de sortie de l'air peut entraîner une surchauffe.
La fréquence et la méthode de nettoyage dépendent:
• du procédé de soudage
• de la durée des arcs
• de l'environnement
• du cadre de travail
En général, il suffit de nettoyer le générateur à l'air comprimé sec (à pression réduite) une
fois par an.
6.3 Torche de soudage
Des entretiens réguliers permettent d'éviter les arrêts de travail inutiles et coûteux.
À chaque remplacement d'une bobine de fil, déconnecter la torche de soudage du
générateur et la nettoyer à l'air comprimé.
L'extrémité du fil ne doit présenter aucun bord tranchant lorsqu'elle est insérée dans la gaine
de guidage de fils.
Pour plus d'informations, voir les modes d'emploi des torches de soudage.
6.4 Unité de refroidissement
Il suffit de conserver l'intérieur de l'unité de refroidissement dans un état de propreté. Un
nettoyage plus fréquent s'impose dans un environnement poussiéreux.
AVERTISSEMENT
Avant de procéder au nettoyage, débrancher l'unité de refroidissement de
l'alimentation secteur (débrancher la prise quadruple ILME du générateur).
Consignes de nettoyage de l'unité de refroidissement:
1. Débrancher et retirer l'unité de refroidissement du générateur.
2. Vider l'unité de refroidissement de la totalité de son liquide.
3. Nettoyer l'intérieur de l'unité de refroidissement à l'air comprimé (3bar maximum).
4. Vérifier le serrage de toutes les connexions électriques.
5. Vérifier le serrage de toutes les connexions hydrauliques.
6. Remplacer les parties endommagées ou usées.
0463 369 001
- 29 -
© ESAB AB 2016

6 ENTRETIEN
7. Ajouter du liquide de refroidissement dans l'unité jusqu'au niveau maximum.
8. Remettre l'unité de refroidissement en place et la brancher.
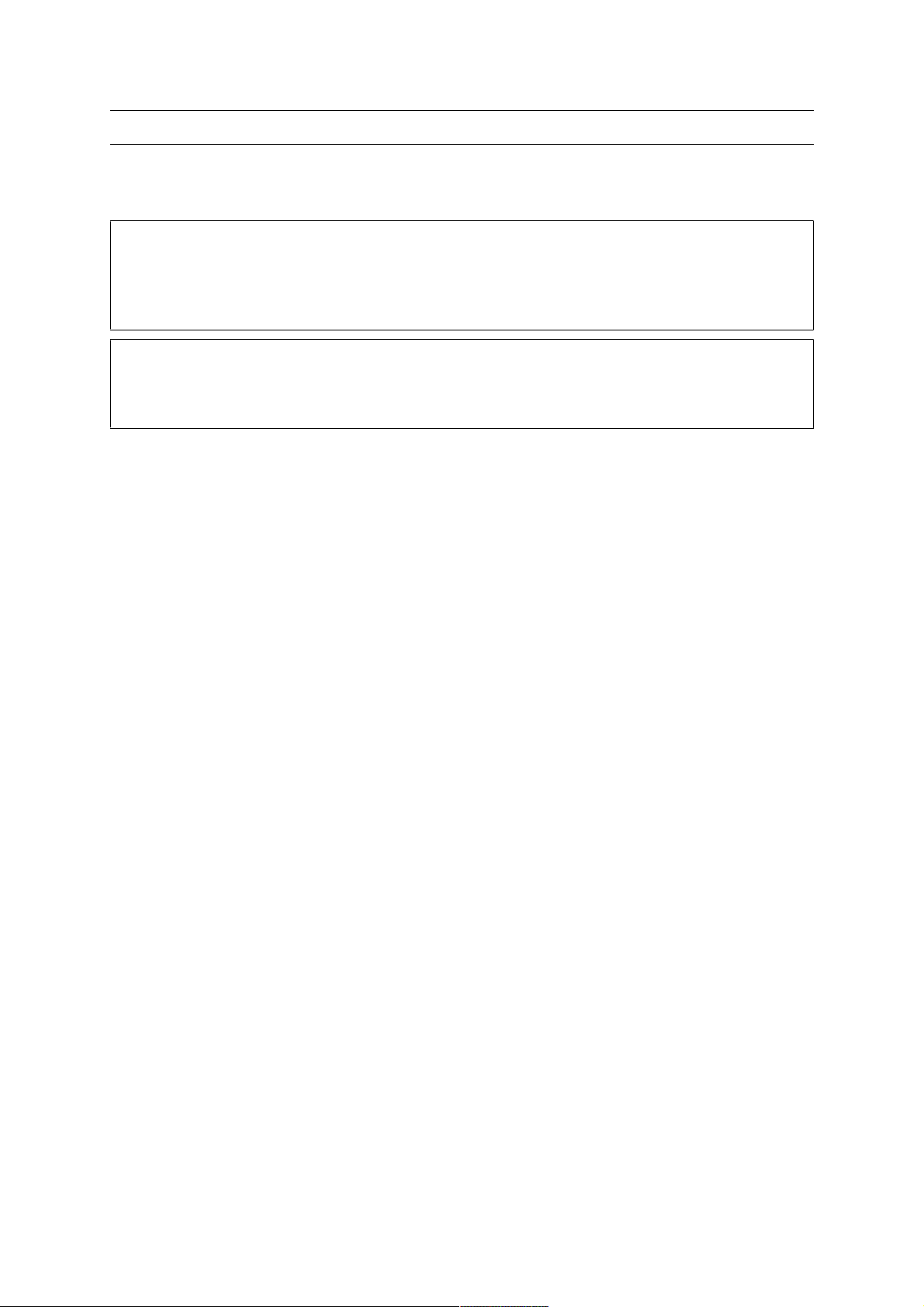
6.5 Remplir l'unité de refroidissement avec du liquide de
refroidissement
Consignes de remplissage de l'unité de refroidissement avec du liquide de refroidissement:
1. Éteindre l'unité de refroidissement et le générateur.
2. Débrancher le connecteur de l'unité de refroidissement du générateur.
3. Retirer le boulon de sécurité (1).
4. Retirer l'unité de refroidissement (2) avec précaution de sorte à accéder au réservoir de
liquide de refroidissement.
5. Ajouter du liquide de refroidissement dans l'unité jusqu'au niveau maximum.
6. Rentrer l'unité de refroidissement avec précaution et la fixer à l'aide du boulon de
sécurité (1).
0463 369 001
- 30 -
© ESAB AB 2016

7 DÉPANNAGE
7 DÉPANNAGE
Procéder aux vérifications et contrôles recommandés suivants avant de faire appel au
service technique agréé.
Dépannage du générateur
Type d'erreur Action corrective
Pas d’arc • Vérifier que l'alimentation secteur est
sous tension.
• Vérifier la connexion correcte des câbles
secteur, de soudage et de retour.
• Vérifier le réglage de la tension.
• Vérifier les fusibles de l'alimentation
secteur.
Le courant de soudage s'interrompt pendant
le travail.
• Vérifier si la protection contre les
surcharges s'est déployée (indiqué à
l'avant).
• Vérifier les fusibles de l'alimentation
secteur.
• Vérifier que le câble de retour indiqué est
correctement branché.
La protection anti-surchauffe se déclenche
fréquemment.
• Vérifier que la puissance nominale du
générateur n’est pas dépassée (c.à.d.
que l’appareil n’est pas en surcharge).
Soudage médiocre. • Vérifier la connexion des câbles de
soudage et de retour.
• Vérifier le réglage de la tension.
• Vérifier si le fil ou l'électrode utilisé(e) est
approprié(e).
• Vérifier les fusibles de l'alimentation
secteur.
• Vérifier la pression du gaz dans
l'équipement connecté au générateur.
Message "«TRI - ALA» (Alarme gâchette)
affiché lorsque le générateur est mis sous
tension.
REMARQUE
Cela se produit si la gâchette de
la torche est actionnée au
démarrage du générateur.
• Mettre entièrement le générateur hors
tension.
• S'assurer que la gâchette de la torche
n'est pas actionnée.
• Vérifier si la gâchette de la torche est
endommagée.
• Remettre le générateur sous tension.
0463 369 001
- 31 -
© ESAB AB 2016
7 DÉPANNAGE
Dépannage de l'unité de refroidissement
Type d'erreur Action corrective
Ne s'allume pas. • Vérifier que l'alimentation secteur est
sous tension.
• Vérifier les fusibles de l'alimentation
secteur.
• Vérifier la connexion correcte des câbles
secteur, de soudage et de retour.
Le liquide de refroidissement ne circule pas. • Arrêter immédiatement l'unité de
refroidissement, ajouter du liquide de
refroidissement et vérifier qu'il n'y a pas
de fuites.
• Démêler les tuyaux.
• Vérifier si les raccords de tuyau sont bien
installés.
• Vérifier le volume de la pompe.
Bruit élevé. • Arrêter immédiatement l'unité de
refroidissement, ajouter du liquide de
refroidissement et vérifier qu'il n'y a pas
de fuites.
0463 369 001
- 32 -
© ESAB AB 2016
8 COMMANDE DE PIÈCES DE RECHANGE
8 COMMANDE DE PIÈCES DE RECHANGE
Les interventions électriques et les travaux de réparation doivent être confiés à un technicien
spécialisé ESAB agréé. Utiliser exclusivement des pièces de rechange et pièces d'usure
ESAB d'origine.
Les générateurs Heliarc 283i et Heliarc 353i AC/DC sont conçus et testés conformément
aux normes internationales et européennes IEC/EN 60974-1 et IEC/EN 60974-10. Lors de
l'entretien ou de réparations, il est de la responsabilité de la ou des personnes effectuant
l'opération de vérifier que le produit est toujours conforme aux exigences des normes
susmentionnées.
L'unité de refroidissement Heliarc est conçue et testée conformément à la norme
internationale et européenne IEC/EN 60974-2. Lors de l'entretien ou de réparations, il est
de la responsabilité de la ou des personnes effectuant l'opération de vérifier que le produit
est toujours conforme aux exigences des normes susmentionnées.
Les pièces de rechange peuvent être commandées auprès de votre distributeur ESAB. Voir
la dernière page de ce document.
0463 369 001
- 33 -
© ESAB AB 2016
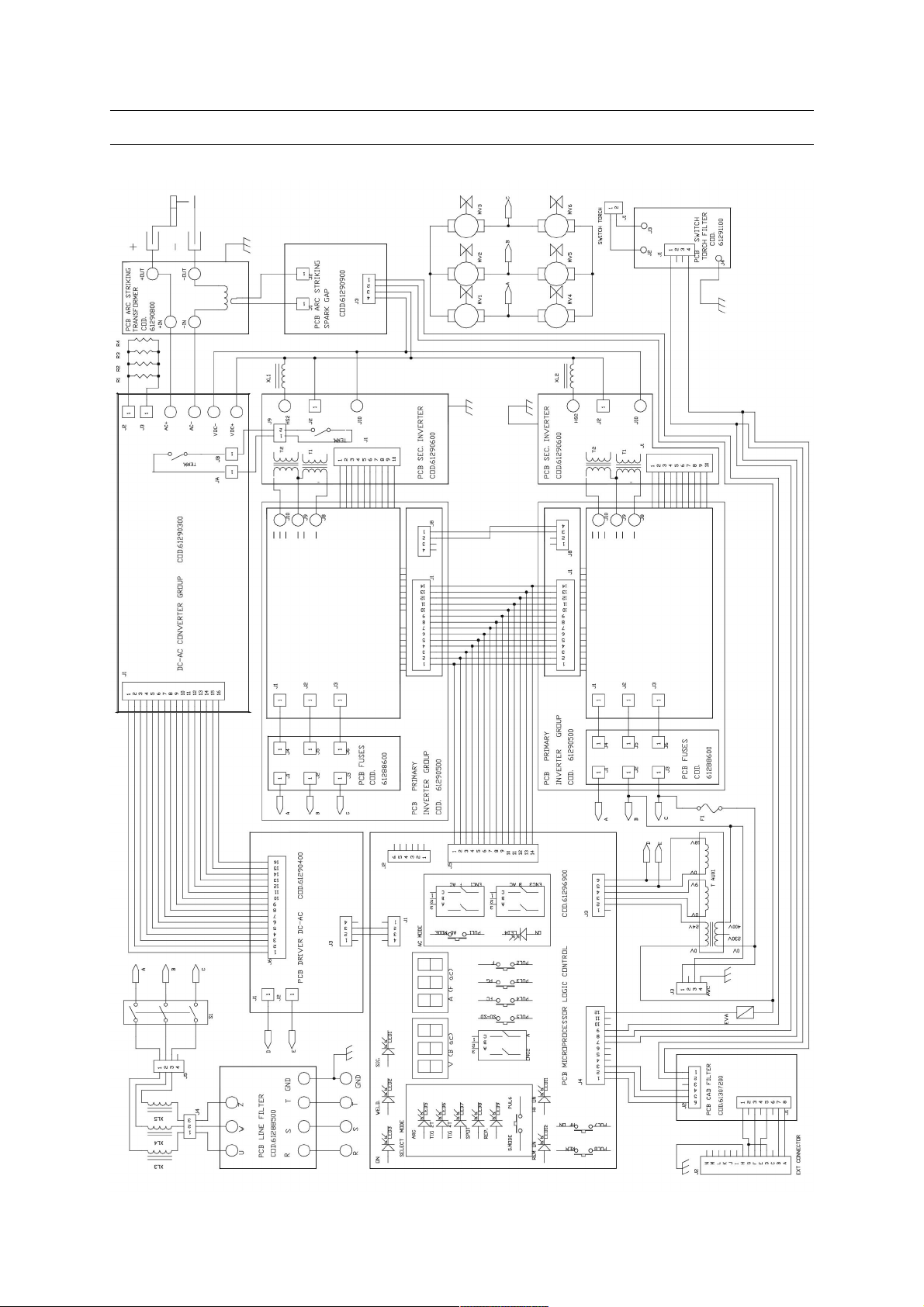
DIAGRAMME
DIAGRAMME
Heliarc 283i AC/DC, Heliarc 353i AC/DC
0463 369 001
- 34 -
© ESAB AB 2016

DIAGRAMME
Heliarc cooling unit
0463 369 001
- 35 -
© ESAB AB 2016

TABLES DE SOUDAGE
TABLES DE SOUDAGE
Welding table steel
0463 369 001
- 36 -
© ESAB AB 2016

TABLES DE SOUDAGE
Welding table aluminium
0463 369 001
- 37 -
© ESAB AB 2016

NUMÉROS DE COMMANDE
NUMÉROS DE COMMANDE
Ordering number Denomination Type Notes
0700 300 701 Welding power source Heliarc 283i AC/DC 400 V
0700 300 702 Welding power source Heliarc 353i AC/DC 400 V
0700 300 703 Cooling unit Heliarc cooling unit
0464 524 010 Spare parts list Heliarc 283i AC/DC,
400 V
353i AC/DC
0464 524 020 Spare parts list Heliarc cooling unit
0463 369 001
- 38 -
© ESAB AB 2016

ACCESSOIRES
ACCESSOIRES
0558 101 703 Cooling unit
0349 483 296 Cooling liquid GLIDEX-35deg, 5 l
0349 312 925 Cooling liquid GLIDEX-35 deg, 10 l
0700 006 888 Electrode holder with 3 m cable
0558 101 702 Trolley
0558 004 234 FC5C foot control
0463 369 001
- 39 -
© ESAB AB 2016
ACCESSOIRES
TIG torches air cooled
0700 300 524
0700 300 529
0700 300 538
0700 300 544
0700 300 552
0700 300 555
TXH 121, 4 m
TXH 121, 8 m
TXH 151, 4 m
TXH 151, 8 m
TXH 201, 4 m
TXH 201, 8 m
TIG Torches water cooled
0700 300 561
0700 300 562
0700 300 563
0700 300 564
0700 300 565
0700 300 566
0700 300 567
0700 300 568
TXH 251w, 4 m, OKC 50
TXH 251 wF, 4 m, OKC 50
TXH 251w, 8 m, OKC 50
TXH 251wF, 8 m, OKC 50
TXH 401w, 4 m
TXH 401w HD, 4 m
TXH 401w, 8 m
TXH 401w HD, 8 m
TIG torches air cooled with built in remote control
0700 300 657
0700 300 661
0700 300 658
0700 300 662
TXH 151, 8 m, wheel remote, 3.64 kg
TXH 151, 8 m, flex wheel remote, 3.64 kg
TXH 201, 8 m, wheel remote, 4.9 kg
TXH 201, 8 m, flex wheel remote, 4.9 kg
TIG torches water cooled with remote control
0700 300 659
0700 300 660
0700 300 663
TXH 251w, 8 m, wheel remote, 2.8 kg
TXH 401w, 8m, wheel remote, 4.56 kg
TXH 251w, 8 m, flex wheel remote, 2.82 kg
0463 369 001
- 40 -
© ESAB AB 2016

ACCESSOIRES
0463 369 001
- 41 -
© ESAB AB 2016

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...