


CE
®© HandyPlasma 35i HandyPlasma 45i

Съответното ръковолство за работа
HandyPlasma 35i HandyPlasma 45i
05/2020 - Преработване: АА
0559160135 0559160145
Ръководство №: 0-5584BG
Уверете се, че тази информация достига до оператора.
Можете да получите допълнителни копия чрез вашия доставчик.
внимание
Настоящите ИНСТРУКЦИИ са предназначени за използване от опитни оператори. Ако не сте напълно запознати с принципа на работа и практиките на безопасна употреба на електродъгово заваръчно оборудване, ние ви приканваме да прочетете нашата брошура "Предпазни мерки и практики за безопасна работа при електродъгово заваряване, рязане и въздушно-дъгово повърхностно рязане", Формуляр 0-5407. НЕ се разрешава на необучени лица да монтират, използват или обслужват това оборудване. НЕ пристъпвайте към монтиране или използване на това оборудване, докато не прочетете и не разберете изцяло тези инструкции. Ако не сте разбрали изцяло тези инструкции, се свържете с вашия доставчик, за да получите допълнителна информация. Непременно прочетете мерките за безопасност, преди да пристъпите към монтиране или използване.
ОТГОВОРНОСТ НА ПОТРЕБИТЕЛЯ
Оборудването работи както е описано в това ръководство и придружаващите го етикети и/или консумативи, ако бъде инсталирано, експлоатирано, поддържано или ремонтирано в съответствие с дадените инструкции. Оборудването трябва да бъде проверявано периодично. Неизправно или неправилно поддържано оборудване не трябва да бъде използвано. Повредените, липсващи, износени, изкривени или замърсени части трябва незабавно да бъдат сменяни. Ако се наложи подобен ремонт или смяна, производителят препоръчва да бъде направена заявка за инструкции по поддръжка по телефона или писмено при оторизирания дистрибутор, от който е закупено оборудването.
Оборудването и неговите компоненти не трябва да бъдат модифицирани без предварителното писмено съгласие на производителя. Потребителят на това оборудване носи цялата отговорност за неизправности, възникнали в резултат от неправилна употреба, неправилна поддръжка, повреда, неправилен ремонт или модификации, които не са извършени от производителя или от сервиз, определен от производителя.

Как да използвате това ръководство. ЗАШИТЕТЕ СЕБЕ СИ И ДРУГИТЕ!
Тази страница умишлено е празна.

Съгласно
Ол лиректива за електрозалъчната мошност EN 60974-10:2015 A1:2015. EN IEC 60974-1:2018. ANSI/IEC 60974-1:2008
Вид оборудване
Плазмен източник на енергия за рязане
Вид предназначение и др.
Рязане на производителност
Име на бранд или търговска марка
HandyPlasma
Производител или негов упълномошен представител, установен в ЕИЗ
Име, адрес, телефонен номер:
ESAB 2800 Airport Rd. Denton, TX, 76207 Телефон: 001 843 669 4411
При проектирането е използван следният хармонизиран стандарт, който е в сила в ЕИП:
IEC / EN 60974-1: 2017 / AMD1: 2019 Дъгово заваръчно оборудване - Част 1: Източници на енергия за заваряване IEC/EN 60974-10:2014 + AMD 1:2015 Публикуван на 19 юни 2015 г. Съоръжения за електродъгово заваряване. Част 10: Изисквания за електромагнитна съвместимост (EMC)
Допълнителна информация: Ограничена употреба, оборудване клас А, предназначено за използване в нежилищни зони.
Подписвайки този документ, долуподписаният декларира като производител или упълномощен представител на производителя, установен в ЕИП, че въпросното оборудване отговаря на изискванията за безопасност, посочени по-горе.
Дата
Подпис
Позиция
31-01-2020
Управител,
Аксесоари и приспособления
( (

ІРЕДУПРЕЖДЕНИЕ
Прочетете и разберете цялото ръководство и практиките за безопасност на своя ръководител преди монтипане уплавление или техническо обслужване на оболулването
Въпреки че информацията в това ръководство се основава на най-добрите познания на производителя
произволителят не поема отговорност за неговата употреба
Публикувано от:
Авторско право 2020 by ESAB. Всички права запазени
ESAB 2800 Airport Rd. Denton, TX 76208
СЪДЪРЖАНИЕ
| 1 | БЕЗС | ОПАСНОСТ | 6 |
|---|---|---|---|
| 2 | ВЪВ | ЕЛЕНИЕ | 7 |
| 2.1 | Как да използвате това ръководство | 7 | |
| 2.2 | HandyPlasma Функции | 8 | |
| 2.3 | Идентификация на оборудването/ ОТГОВОРНОСТ НА ПОТРЕБИТЕЛЯ | 9 | |
| 3 | TEXH | НИЧЕСКИ ДАННИ | 10 |
| 3.1 | Генератор на препоръки | ||
| 4 | МОН | ТАЖ | 12 |
| 4.1 | Обща част | ||
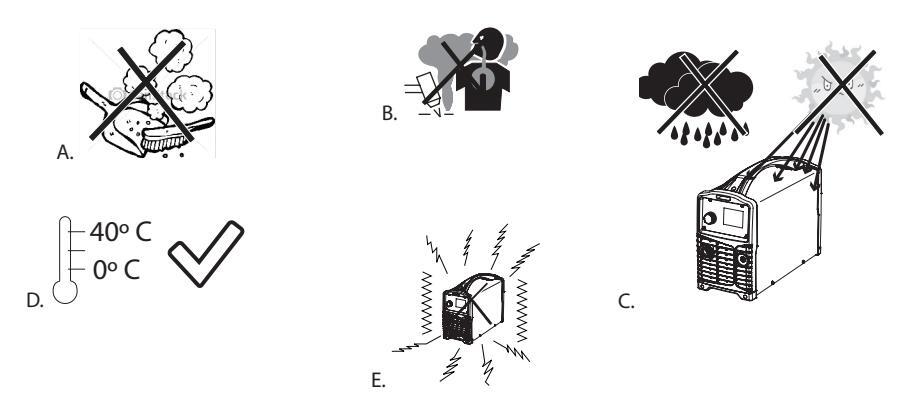
| 4.2 | Околната среда | ||
| 4.3 | Работното място | ||
| 4.4 | Изисквания към електрическата мрежа | ||
| 4.5 | ЗАХРАНВАЩ КАБЕЛ | ||
| 4.6 | Въздушни връзки | 14 | |
| 4.7 | Връзки с факел и водещи | ||
| 5 | РАБ | OTA | |
| 5.1 | Обзор 17 | ||
| 5.2 | Контролен панел | ||
| 5.3 | Работа на LCD дисплея | ||
| 6 | TEXH | НИЧЕСКА ПОДДРЪЖКА | |
| 6.1 | Обзор 30 | ||
| 6.2 | Превантивна поддръжка | ||
| 6.3 | Поддръжка на коригиращи | ||
| 6.4 | Превантивен план за поддръжка на оборудването | ||
| 7 | ПЛА | ЗМЕНА ФАКЕЛ | |
| 7.1 | Спецификации | ||
| 7.2 | Въведение в плазмата | ||
| 7.3 | Горелка ТЕХНИЧЕСКА ПОДДРЪЖКА | ||
| 8 | РЪК | ОВОДСТВО ЗА ОТСТРАНЯВАНЕ НА НЕИЗПРАВНОСТИ | |
| 9 | СПИ | СЪШИ НА ЧАСТИ | |
| - | 9.1 | Консумативи за 60А факел (P/N 0559337000) | |
| 9.2 | Опции и аксесоари |
1 БЕЗОПАСНОСТ
| П РЕДУПРЕЖДЕНИЕ | |
|---|---|
|
|
|
|
|
|
|
|
|
5. Дъга тъчи може да изгори очите и
нарани кожата. 5.1 Правилното износване и подходящо защитно оборудване за защита на главата, очите, ушите, ръцете и тялото. Бутон риза с яка. Защита на ушите от шум. Изполвайте заваряване каска с правилно сянката на филтър. |
|
6. Ставам треньор.
Само квалифициран персонал трябва да използва това оборудване. Използвайте факли, посочени в ръководството. Поддъ ржайте не-квалифициран персонал и дръжте децата надалеч. |
|
7. Не премахнете, унищожи или покриват
този етикет. Замени ако тя липсва, повредени или износени. Art # A-13294BG |
2 ВЪВЕДЕНИЕ
2.1 Как да използвате това ръководство.
ЗАЩИТЕТЕ СЕБЕ СИ И ДРУГИТЕ!
За да осигурите безопасна работа, прочетете цялото ръководство, включително главата с инструкции и предупреждения за безопасност.
В това ръководство може да се появят думите ОПАСНОСТ, ПРЕДУПРЕЖДЕНИЕ, ВНИМАНИЕ и БЕЛЕЖКА. Обръщайте особено внимание на инфоомацията, предоставена под тези заглавия. Тези специални анотации се познават лесно както следва:

начава непосредствена опасност която, ако не се избегне, ще доведе до незабавно, сериозни наранявания или загуб живот.
Електронните копия на това ръководство могат да бъдат изтеглени в Acrobat PDF формат, като отидете на уеб сайта на ESAB, изброен по-лолу: Въвелете ръчен номер на част.
http://www.esah.com

| ТАБЛИЦА 2.1 - ПРЕПОРЪЧИТЕЛНИ ОБЕКТИВИ | |||
|---|---|---|---|
| Дъга (усилвател) | Минимална протекторна матрица No. | Предложен не. | |
| По-малко от 20 | 4 | 7 | |
| 20-40 | 5 | 7 | |
| 40-60 | 6 | 7 | |
2.2 HandvPlasma Функции

Преден панел Управлениез

Оборудването На HandyPlasma осигурява отлична производителност при рязане, когато се използва с правилни консумативи и процедури за плазмено рязане. Следващите инструкции описват подходящата безопасна конфигурация на оборудването и осигуряват указания за постигане на най-добра ефективност и качество.
Внимателно прочетете тези инструкции преди да използвате.
2.3 Илентификация на оборудването/ ОТГОВОРНОСТ НА ПОТРЕБИТЕЛЯ

Огледайте всеки артикул относно възможни повреди по време на транспортирането. Ако повредата е очевидна, свържете се с вашия дистрибутор и/или превозвач, преди да продължите с инсталацията.

Включете всички илентификационни номера на оборудването, заелно с пълно описание на липсващите или поврелени части.
3 ТЕХНИЧЕСКИ ДАННИ
Работен цикъл

ПРЕЛУПРЕЖЛЕНИЕ! (ПРЕЛУПРЕЖЛЕНИЕ!)
Работният цикъл е процентът от времето, през което оборудването може да се използва без прегряване.
Клас на зашита
колът IP обозначава класа на защита на корпуса, т.е. степента на защитеност срещу проникване на твърди замърсители или вода.
нас на приложение имволът S показва, че електрозахранването е предназначено за използване в райони с висок електрически риси таблица з.1 Технически данни Инвертор Инаертор Инарурска Инвертор Бекнология за разработване на оборудване Инвертор D50PУДВАНЕ Модел НапdyPlasma 35i Ефективност 84% @35A/94V Консумация на енергия в състояние на празен ход 35 W
| Технология за разработване Инвертор Инвертор | |
|---|---|
| HandyPlasma 35i | HandyPlasma 45i |
| 84% @35A/94V | 84% @45A/98V |
| 35 W | 35 W |
| 220~240V - 1Ø | |
| 50/60 Hz | |
| 20 - 35 A (DC) | 20 - 45 A (DC) |
|
28 A / 91,2V @ 60%
35 A / 94V @ 35% 22 A / 88,8V @ 100% |
35 A / 94 V @ 60%
45 A / 98 V @ 35% 30 A / 92 V @ 100% |
| азмери (W x L x H) 176 x 415 x 324 mm | |
| 13,5 kg | |
| 6-8 Bar (87-116 PSI) | |
| 110 LPM | |
| 315V | 315V |
| 0°C to 40°C | |
| 0.99 | |
| IP 21S | |
| 9 kVA | 10 kVA |
| 11 A | 15,4 A |
| 6.4KW | 7.2 KW |
| HandyPlasma 35i 84% @35A/94V 35 W 220-24 50/6 20 - 35 A (DC) 28 A / 91,2V @ 60% 35 A / 94V @ 35% 22 A / 88,8V @ 100% 176 x 415 13,1 6-8 Bar (8 110 315V 0°C tc 0,1 9 kVA 11 A 6.4KW | |

ПРЕДУПРЕЖДЕНИЕ! (ПРЕДУПРЕЖДЕНИЕ!)
Не използвайте тази машина над номиналния капацитет.
ПРЕДУПРЕЖДЕНИЕ! (ПРЕДУПРЕЖДЕНИЕ!)
Притока на въздух трябва да е без масло, влажност и други замърсители. Прекомерното масло и влажност могат да причинят двойна дъга, бързо износване на върха или дори пълна повреда на факела. Замърсителите могат да причинят лоша ефективност при рязане и бързо износване на електрод. Допълнителните филтри осигуряват по-висок капашите на филтмиране
ЗАБЕЛЕЖКА!
Класификацията на IEC се определя, както е посочено от Международната електротехническа комисия. Тези спецификации включват изчисляване на изходното напрежение въз основа на номиналния ток на оборудването. За да се позволи лесно сравнение между части от оборудването, всички производители използват това изходно напрежение,

Фигура 3.1 - Размери и тегло на електрозахранването

ЗАБЕЛЕЖКА!
теглото включва оборудването, факела, консумативите, захранващия кабел и работната скоба.
3.1 Генератор на препоръки
Когато се използват генератори за захранване на системата за плазмено рязане, трябва да се вземат предвид следните минимални спецификации за избор на генератор на енергия.
| ТАБЛИЦА 3.2 | |
|---|---|
| Модел | Номинален производителност на генератора |
| HandyPlasma 35i |
8 kVA (с фактор на мощността 0.8)
6.4 KW (с фактор на мощността 1.0) |
| HandyPlasma 45i |
9 kVA (с фактор на мощността 0.8)
7.2 KW (с фактор на мощността 1.0) |
монтаж
4.1 Обща част
нето трябва да бъде инсталирано от обучени и квалифицирани специ

4.2 Околната среда
Това оборулване е предназначено за употреба в среди с по-висок риск от токов удар
А. Примерите за среди с по-висок риск от токов удар включват:
1. Области, в които свободата на движение е ограничена, и операторът е принуден да работи в ограничено положение (на колене, заседание или поставяне) с физически контакт с проводими части
2. Зони, изияло или частично ограничени от проводими елементи и в които съществува висок риск от неизбежно или случайно свързване на оператора
В. Среди с по-висок риск от токов удар не включват области, в които проводими части в близост до оператора, които могат да причинят повишен риск, са изолирани.
4 З Работното място
За безопасна работа с оборудването се уверете, че работното място
4.4 Изисквания към електрическата мрежа
Напрежението на електрическата мрежа трябка да бъле в рамките на +10% от номиналното напрежение на електрическата мрежа на по по операти и сила и поста и преда и заказа и совет на заказа на се по се на се по и на вътрешен компонент и нарушена производителност на оборудването.
Машината за рязане трябва да бъде:
Инсталиран правилно, от квалифициран електротехник.
Заземен правилно (електрически) в съответствие с местните стандарти. Вижте местните и национални кодове или се обърнете към местните власти с юрисликния за полхоляниите изкисквания за окабеляване
Свързан към електрическата мрежа с определен предпазител.

ПРЕЛУПРЕЖЛЕНИЕ! (ПРЕЛУПРЕЖЛЕНИЕ!)
Всички електрически работи трябва да се извършват от квалифициран експерт електротехник
аземителен терминал е свързан към тялото на захранването чрез шепсела HandvPlasma. Той трябва да бъде свързан към точка на заземяване на работното място електрическа инсталация. Внимавайте да не обръщате входния
проводник на земята (зелен/жълт кабел) на някой от основните прекъсвачи на фазите на прекъсвача на веригите, тъй

ЗАБЕЛЕЖКА!
Не използвайте мрежата неутрална като земя.
Всички електрически връзки трябва да бъдат здраво затегнати, за да се избегне риск от искри, прегряване или спадане на напрежението на веригата.
4.5 ЗАХРАНВАШ КАБЕЛ

-------------------------------------
. Клиентът е отговорен за свързването на HandyPlasma към съответния диапазон на напрежение от мрежата.

Фигура 4.1 - HandyPlasma захранване
Когато входното напрежение на оборудването е под безопасния работен диапазон, екраните за грешка на напрежението се показват, когато процесът на рязане е започнат.
Ако захранвашото напрежение налвишава непрекъснато лиапазона на безопасното работно напрежение, експлоатационният срок на оборудването може да бъде намален.
4.6 Въздушни връзки
Монтаж на въздушния адаптер:


Фигура 4.2 - Газова връзка към подаване на сгъстен въздух.
зползване на промишлен сгъстен въздух в газови бутилки или компресор
ПРЕДУПРЕЖДЕНИЕ! (ПРЕДУПРЕЖДЕНИЕ!)
Цилиндрите трябва да бъдат оборудвани с регулируеми регулатори на високо налягане, за изходни налягания до 6-8 бара и дебити от най-малко 110 LPM.
Компресорът трябва да бъде оборудван с регулатори на налягането на изхода до 6-8 бара и дебит от най-малко 110 LPN
Когато като газ се използва промишлен въздух със сгъстен въздух в газовите бутилки:
- Проверете спецификациите на производителя относно процедурите за монтаж и поддръжка, прилагани към регулаторите на високо налягане.
- Проверете цилиндричните клапани, за да се уверите, че те са чисти и без масло, грес или други чужди материали. Отворете за кратко всеки цилиндъв, за да отдухате праха, който може да се намира.
- 3. Свържете маркуча за подаване на газ към цилиндъра.
Инсталиране на допълнителен вграден филтър
Препоръчва се допълнителен вграден филтър за подобрено филтриране със сгъстен въздух и задържане на влагата или отломките от факела.

Фигура 4.3 - Свързване на вмъкнато филтър

АБЕЛЕЖКА!
Регулирайте налягането на газовия цилиндър между 6 и 8 бара. Вътрешният диаметър на захранващия маркуч трябва да бъле най-малко 6 мм
За сигурно уплътнение нанесете резба уплътнител върху монтажните конци, съгласно инструкциите на производителя. Не използвайте тефлонова лента като уплътнителя за резба, тъй като малки частици от лентата могат да се отчупят и да блокират малките въздушни проходи в факела.
4.7 Връзки с факел и водеши
Свързване на земно олово
Осигурете свързване към заземящия извод с конектора 25 mm. Плазменият ток на рязане преминава през наземния терминал.

ВАБЕЛЕЖКА!
От съществено значение е щепселът да се постави и завърти на място сигурно, за да се получи електрическо свързван

Връзка с горелка
за да инсталирате HandvPlasma факел. Натиснете ръкава и се въртете.

Фигура 4.4 - Плазма връзка с горелка
5 РАБОТА
5.1 Обзор
Общите правила за безопасност за работа с оборудването са намерени в раздел 1. Преди монтиране или работа прочетете и разберете


ВНИМАНИЕ!
Потребителят отговаря за определяне на процеса и съответната процедура на рязане на консумативите (тел, газ) и за резултатите от работата и приложението.

внимание
Не изключвайте захранването по време на рязане (с товар).
5.2 Контролен панел

Фигура 5.1 - HandyPlasma 35i/45i
1. Адаптер за плазмена факел
Адаптерът е точката на свързване на факела на плазменото рязане.

A-13903

| Таблица 5.1 Маса за хранене | ||
|---|---|---|
| ПИН за гнездо | Функция | |
| 1 | Спусък на горелката | |
| 2 | Спусък на горелката | |
| 3 | Няма връзка | |
| 4 | Няма връзка | |
| 5 | Връх | |
| 6 | Връх | |
| 7 | Няма връзка | |
| 8 | РІР ключ | |
| 9 | РІР ключ | |
| Централен контакт | Електрод | |
Ласа за хранене
2. Бутон за управление
За да изберете менюто или да промените стойностите.

Фигура 5.3 - Бутон за управление
За да регулирате тока на рязане:
• Завъртете по посока на часовниковата стрелка, за да увеличите тока на рязане:
• Завъртете обратно на часовниковата стрелка, за да намалите тока на рязане.
За да изберете опция в показаното меню:

3. LCD екран
зане на режима на рязане, на токов улар, възлушно налягане и ин ия за грешки

4. Работен клемен клема


5. Ключ за ВКЛ./ИЗКЛ.

авателят е включен, предният панел LCE екран светва и вентилаторът започва.
6. Газов съелинител
жения газ може да се приемат 1/4" мъжки щепсели и дюзи за свързване тип, пег", които се доставят в комплекта за свързване на
За сигурно уплътнение нанесете резба уплътнител върху монтажните конци, съгласно инструкциите на производителя Не използвайте тефлонова лента като уплътнителя за резба, тъй като малки частици от лентата могат ла се отчупят и ла ките възлушни прохоли в d
7. Водосборен колектор
Водният колектор, оборудван, събира водата в сгъстен въздух.
8. Клапан за отделяне на вода
Натиснете клапана за освобождаване на водата, за да освободите събраната във филтърната купа вода. Използвайте гайката, доставена със системата, за да освободите филтърната купа за почистване или смяна на филтъра.

ВНИМАНИЕ!
Не отстранявайте купата под налягане. Изключете въздушния тръбопровод, преди да изпълните тази задача.
5.3 Работа на LCD дисплея
ПРИВЕТСТВЕН ЕКРАН
Приветствен екран се показва за 3 секунди, докато оборудването се ВКЛЮЧВА.

Фигура 5.5 - ПРИВЕТСТВЕН ЕКРАН
Слел приветствашия екран името на молела се показва за 3 секунли.

Фигура 5.6 - Екран с имена според модела
ОСНОВЕН ЕКРАН

Фигура 5.7 - ОСНОВЕН ЕКРАН
ЕКРАН НА МЕНЮТО

За да влезете в екрана на менюто. На екрана на менюто потребителят може да регулира режима на задействане, режима на рязане и прочистването на газ. За да излезете от екрана с менютата, изберете иконата на главния екран.

Фигура 5.8 - ЕКРАН НА МЕНЮТО

Фигура 5.9 - Избран екран за режим на задействане

Режимът на задействане се използва за промяна на функционалността на задействащия факел между 2Т (нормален) и 4Т (режим на
В режим 2Т, факелът трябва да остане натиснат, за да се активира изхода за рязане.

Режимът 4Т се използва главно за дълги операции по рязане, за да се намали умората на операто

2) ЕКРАН ЗА ИЗБОР НА РЕЖИМ НА РЯЗАНЕ

Фигура 5.12 - Избран режим на рязане

Фигура 5.13 - Режим на рязане на плочи
Фигура 5.14 - Режим на рязане на мрежата

Фигура 5.17 - Екран с грешка при инсталиране на факел или консумативи

ЕКРАН ЗА ГРЕШКА НА ФАКЕЛА ИЛИ ПОКРИВАНЕ НА МОНТАЖА Факел инсталация или неправилно калак събрание грешка се показва, когато факел или факел консумативи не са инсталирани



Фигура 5.15 - Избран екран за продухване на газ Фигура 5.16 - Избран екран за продухване на газ
За да рестартирате пилотната дъга

3) ЕКРАН ЗА ПРОДУХА НА ГАЗ
разширените метал или решетки или да изпълнявате шлайфане операции, когато непрекъснато се изисква реинициализация.
В режим на решетване, когато факепът се изтегля от летайла, пилотната лъга се рестартира незабавно и режешата лъга се активира у полнати и полната и полната пъста влеза е контакт с петайла. Преполъчително е да изберете режим на режене на мрежата за па намали

по рязане
В режим на рязане на пластина с избран режим на залействане 2Т лъсата спира, когато факелът се изтегля от летайла по време на операциите
Имайте предвид, че когато режимът на задействане се определя като 41, режимът на рязане на мрежата не е наличен
ЕКРАН С ГРЕШКА ПРИ ИНСТАЛИРАНЕ НА ЕЛЕКТРОД ИЛИ ДЮЗИ
Екранът за грешка при монтаж на електрод или режеща дюза се показва, когато дюзата за електрод или режеща дюза не е поставена правилно. Газът тече за 2 секунди и спира за 3 секунди. Машината продължава да проверява ситуацията с електрода и рязане на
дюзи, докато не се изкажат в правилната позиция.


Фигура 5.18 - Екран за грешка при монтаж на електрод или режеща дюза
ЕКРАН ЗА ГРЕШКА ПРИ ВЪЗДУШНОТО НАЛЯГАНЕ
Екранът за грешка при въздумното налягане се показва, когато изходното налягане на въздуха е извън обхват. Регулирайте налягането на стъстен въздух между 6 и 8 бара. Апармата за грешка ше се деактивира

Фигура 5, 19 - ЕКРАН ЗА ГРЕШКА ПРИ ВЪЗЛУШНОТО НАЛЯГАНЕ
ЕКРАН ЗА ГРЕШКА НА НАПРЕЖЕНИЕТО
Екранът за грешка на напрежението се показва, когато входното напрежение е много ниско или когато РFC веригата се повреди. В този случай е препотъчително да се свържете с оторизиран сервиз на FSAB за оценка на оборудването.
Фигура 5.20 - ЕКРАН ЗА ГРЕШКА НА НАПРЕЖЕНИЕТО
ЕКРАН ЗА ГРЕШКА ПРИ ПРЕГРЯВАНЕ
Режещата апаратура е защитена от температурен сензор. Показва се екранът за грешка при прегряване на машината, което обикновено се случва, ако работният цикъл на оборулването е налвищен.
Ако екранът за грешка при прегряване покаже изходната машина, тя трябва да бъде дезактивирана. Оставете оборудването да се включи, за да може вътрешните компоненти да се охладят. Когато оборудването е достатъчно хладно, екранът за грешка при прегряване изчезва автоматично.
Обърнете внимание, че превключвателят ON/OFF трябва да остане в положение ON, така че вентилаторът да продължи да работи и да позволи на оборудването да се охлади достатъчно.
В случай на прегряване, НЕ

Фигура 5.21 - ЕКРАН ЗА ГРЕШКА ПРИ ПРЕГРЯВАНЕ
ИЗБОР НА ФАКЛО
Проверете факела относно подходящия монтаж и части. Частите на факела трябва да съответстват на текущия тип работа. Използвайте само оригинални части на ESAB.

ИЗБОР НА ГАЗ
Уверете се, че доставката на газ отговаря на изброените изисквания. Проверете връзките и отворете захранването.
ПОСЛЕДОВАТЕЛНОСТ НА РАБОТА

5. Проверете налягането на въздуха

за да активирате функцията за продуха на газ. Газът и екранът показват въздушното налягане. Уверете се, че налягането е в правилния диапазон от 4,1 бара до 5,5 бара. Имайте предвид, че оборудването е
регулирало налягането на газа на 4,6 бара като стандартна стойност.

6. Изберете иконата на главния екран и натиснете бутона за управление, за да излезете от екрана на менюто.
7. Регулирайте стойността на изходния ток с помощта на бутона за управление на предния панел.


стартирането в средата на летайла може да повреди шитната чашка или Водач за отстояние и да намади експлоатационния срок на накрайника.

За най-добри производителност и живот на частите, винаги използвайте подходящите части за вида операция. Моля, за отстояние, когато пиърсинг или влачене рязане.
Горелката може да се държи удобно в една ръка или да се застопори с две ръце. Поставете ръката, така че ла натисне спусъка на лиъжката на горелката. С ръчната горелка, ръката може да се постави близо до главата на горелката за максимален контрол или близо до задния край за максимална защита от топлина. Изберете техника на държане, която ви е най-удобна и позволява добри контрол и движение.


ЗАБЕЛЕЖКА
Качеството на среза зависи силно от настройката и параметрите, като отстояние на горелката, приравняване към
Нарязаните изисквания за качество могат да се различават в зависимост от приложението. Например, натрупването на нитрид и ъгъла на откоса могат да са основни фактори, когато повърхността ще се заварява след рязане. Рязане без да се реже е важно, когато се желае завършване на качеството на рязане, за да се избегне вторично почистване операция. Следните характеристики на качеството на среза са илюстоирани на следната фигура:

Фигура 5.22 - Характеристики за качество на среза
Изграждане на нитрид - Натрупванията на нитрид могат да останат на повърхността на среза, когато има азот в потока плазмен газ Тези натрупвания могат да създадат трудности някои материали, които да се заварят след процеса на рязане.

Отстояние на горелката -
Стартиране на ръба - За стартиране от ръб, дръжте горелката перпендикулярно на работния детайл с предната част на върха близо до (без да докосва) ръба на детайла в точката, където ще започва рязането. Когато започвате от ръба на плочата, не спирайте на ръба и не форсирайте дъгата да "достигне" ръба на метала. Установете режещата дъга възможно най-бързо.
Посока на рязане - В горелките, плазменият газов поток се завърта, излизайки от горелката, за да поддържа гладка газова колона. Този завъртащ ефект води до това, че едната страна на среза е по-квадратна от другата. Като се гледа по посоката на движение, дясната страна на среза е по-квадратна от лявата.

Фигура 5.23 - Характеристики на страната на среза
За да се получи по-квадратен разрез по вътрешния диаметър на кръга, факелът трябва да се движи в посоката обратно на часовниковата стрелка или около кръга. За да се поддържа квадратен ръб по протежение на рязане по външния диаметър, факелът трябва да се движи по посока на часовниковата стрелка.
Шлака - Когато има шлака върху въглеродна стомана, обикновено се нарича "шлака при висока скорост, ниска скорост или горна ипака"
Шлака върху плочата обикновено се появява при твърде голямо разстояние между горелката и плочата.
"Повърхностна шлака" обикновено се премахва много лесно и честно може да се избърше с ръкавица за заварчици. "Шлака при ниска скорост" обикновено се открива в долния ръб на плочата.
Може да варира от лек до тежък шев, но не стои плътно към ръба на рязане и може лесно да се изстърже.
......................................
Когато режете проблемна стомана, понякога е полезно да намалите скоростта на рязане, за да произведете "шлака при ниска скорост".
Всяко почистване в резултат от това може да се извърши с търкане, не стъргане. В зависимост от рязането на материала, операторът може да искате да се смила на повърхността на разреза преди заваряване.
Често срешани неизправности

6 ТЕХНИЧЕСКА ПОДДРЪЖКА
6.1 Обзор
Периодичната поддръжка е важна за осигуряване на безопасна и надеждна работа
ESAB препоръчва техническото обслужване на оборудването да се извършва само от квалифицирани специалисти

ВНИМАНИЕ!
Всички условия за гаранционни ангажименти на доставчика не се прилагат, ако клиентът се опитва да поправи дефекти
6.2 Превантивна поддръжка
При нормални експлоатационни условия оборулването не изисква специална поллръжка
Операторът може понякога да издуха всякакви отломки с ниско налягане на сгъстен въздух. Операторът трябва редовно да проверява дали външните електрически връзки са плътни и компонентните окабеляване е закрепено. Проверете за евентуалното наличие на пукнатини в електрически кабели или изолация на проводници, включително рязане, или други изолатори, и да се замени, ако е
необходимо

ЗНИМАНИЕ!
Изключете цялото захранване, преди да извършите всяка услуга.
6.3 Поддръжка на коригиращи
Използвайте само оригинални консумативи, факел и потенциални клиенти на ESAB. Използването на неоригинални или неодобрени части води до автоматично анулиране на предоставената гаранция.
Резервният факел и водещите връзки могат да бъдат получени от оторизирани услуги на ESAB или от търговските филиали, посочени в последната страница. Винаги се позовавайте на номера на модела на поръчаното оборудване.
6.4 Превантивен план за поддръжка на оборудването

7 ПЛАЗМЕНА ФАКЕЛ
7.1 Спецификации

Фигура 7.1 - Плазма Горелка
Дължини на проводниците на горелката
Кабелът на факела е дълъг 5m.
Консумативи за факел
Факелът се състои от следните консумативи:
Електрод, дюза, капак, газ дифузьор и Водач за отстояние.
HandyPlasma 60А Факел (част № 0559337000) е оборудван с 0.8 мм върха за HandyPlasma 35і и 0.9 мм рязане върха за HandyPlasma 45і.
Вградени части
Плазмената факелна глава има вграден превключвател на веригата с номинално напрежение 12 VDC.
Вид охлаждане
Комбинация от околен въздух и газ преминава през горелката.
Технически спецификации на факела
| ТАБЛИЦА 7.1 | ||
|---|---|---|
| ТЕХНИЧЕСКИ СПЕЦИФИКАЦИИ | HANDYPLASMA факел | |
| Околна температура | 40° C | |
| Номинален ток | 60 Amps | |
| Цикъл на работа | 60% | |
| Номинално напрежение | 500 V | |
| Gas Flow | 110 - 150 LPM | |
7.2 Въведение в плазмата
7.2.1. Поток на плазмен газ
Плазмата е газ, който е нагрят до изключително висока температура и йонизиран, така че става електропроводим. Процесите по рязане и хобловане с плазмена дъга използват тази плазма за прехвърляне на електрическа дъга към работния детайл. Металът за рязане или премахване се разтапя от топлината на дъгата и след това се издухва.
При плазмена точкова факел хладен газ навлиза в зона Б, където пилотна дъга между електрода и факела на върха на газа загрява и йонизира газа. След това основната режеща дъга се прехвърля към работния детайл чрез колона плазмен газ в зона С
Форсирайки празмения газ и електрическата пъса през малък отвор, горелката предоставя висока кончентрация на топлина в малка област
Твърдата, свита плазмена дъга е показана в зона С. За рязане с плазма се използва права полярност на постоянен ток (DC), както е показано на илюстрацията.
Зона А провежда вторичен газ, който охлажда горелката. Този газ също така полломага високата скорост на плазмения газ при излухването на разтопения метал от среза, което позволява бързо и безшово нарязване.

Фигура 7 2 - Тиричен детайл глава на горелка
Дистрибуция на газ
Използваният единичен газ се разделя вътрешно на плазма и вторични газове.
Плазменият газ протича в горелката през отрицателния проволник, стартерната касетка, около електрола и навън от отвора на върха
Вторичният газ протича надолу около външната част на стартерната касетка на горелката и навън между върха и предпазващата чаша около плазмената дъга.
Основна режеша лъга
DC мошността се използва и за основната режеща дъга. Отрицателният изход е свързан с електрода на горелката чрез проводника й. Положителният вход е свързан с работния детайл чрез работния кабел и с горелката чрез пилотна жица.
7.3 Горелка ТЕХНИЧЕСКА ПОДДРЪЖКА
Почистване на факела
Дори ако се вземат предпазни мерки да се използва само чист въздух с горелка. накрая вътрешността на горелката се покрива с остатъци. Това натрупване може да повлияе на пилотното електоольгово запалване и общото качество на скъсване на горелката

ВНИМАНИЕ!
Изключете основното захранване към системата, преди да разглобите факела или факела НЕ ПИПАЙТЕ никоя вътрешна част на горелката, докато АС индикаторът на захранването е ВКЛ
Вътрешността на горелката трябва да се почиства с препарат за електрически клеми с памучна клечка или мека влажна кърпа. В тежки случаи, горелката може да се свали от проводниците и да се почисти по-подробно, като се изде
очистване на електрическите клеми в горелката и се продуха със сгъстен възду:
Проверка и подмяна на консумативи за факела
Свалете сменяемите части на горелката, както следва:

Фигура 7.3 - Сменяеми части

Избършете или сменете,
3. Свалете върха. Проверете за прекалено износване (посочва се от удължен или прекалено
голям отвор). Почистете или сменете върха при необхолимост.

Фигура 7.4 - Износване на върха
4. Проверете факела, ако държачът на електрола се движи свободно. Натиснете електрода в приблизително 2 мм, отпуснете се и той трябва да се отдалепне. Сменете факела, ако това не работи.
8 РЪКОВОДСТВО ЗА ОТСТРАНЯВАНЕ НА НЕИЗПРАВНОСТИ
ПРЕЛУПРЕЖЛЕНИЕ! (ПРЕЛУПРЕЖЛЕНИЕ
Има изключително опасни нива на напрежение и захранване в този уред. Не опитвайте диагностика или поправка,
освен ако не сте обучени в измерване на енергетична електроника и техники за отстраняване на неизправности.
Ако основните комплексни възли са дефектни, захранването трябва да бъде върнато на оторизиран сервиз на ESAB за ремонт. Нивото на основното решение на проблема може да се извърши без оборудване или специални познания.

9 СПИСЪЦИ НА ЧАСТИ
Консумативи, факли, води и аксесоари се предлагат чрез местен оторизиран дистрибутор на ESAB.
9.1 Консумативи за 60А факел (Р/N 0559337000)
| ТАБЛИЦА 9.2 ЧАСТИ НА ГОРЕЛКАТА | |||
|---|---|---|---|
| Елемент № | К-во | Описание | Каталожен # |
| 1 | 1 | Накрайник за рязане 35А | 0559337001 |
| I | Накрайник за рязане 45А | 0559337002 | |
| 2 | 1 | Електрод | 0559337003 |
| 3 | 1 | Водач за отстояние | 0559337004 |
| 4 | 1 | Предпазваща чаша | 0559337005 |
| 5 | 1 | 0-пръстен | 0559337006 |
| 6 | 1 | Газ дифузьор | 0559337007 |
| 7 | 1 | HandyPlasma 60А Горелка | 0559337000 |

9.2 Опции и аксесоари
| ТАБЛИЦА 9.3 | ||
|---|---|---|
| Елемент № | Описание | Каталожен# |
| 1 | Вграден въздушен филтър | 0559337039 |
| 2 | Филтърен филтър за плазма | 0559337040 |
| 3 | Ръководство за рязане на кръг | 0559337041 |
Тази страница умишлено е оставена празна.

www.esab.com
©2020 ESAB Welding and Cutting Products






































 Loading...
Loading...