


® HandyPlasma 35i HandyPlasma 45i

CE
HandyPlasma 35i HandyPlasma 45i
05/2020 - Редакция: АА
0559160135
№ руководства: 0-5584RU
ОБЕСПЕЧЬТЕ РАСПРОСТРАНЕНИЕ ДАННОЙ ИНФОРМАЦИИ СРЕДИ ОПЕРАТОРОВ. ОПОЛНИТЕЛЬНЫЕ ЭКЗЕМПЛµРЫ МОГУТ БЫТЬ ПОЛУчЕНЫ ЧЕРЕЗ ВАШЕГО ПОСТАВЩИКА.
ПРЕДОСТЕРЕЖЕНИ
Данная Инструкция предназначена для опытных операторов. Если вы не знакомы с принципами действия и техникой безопасности при работе с устройствами электродуговой сварки и резки, настоятельно рекомендуем прочитать нашу брошюру "Предостережения и практические приемы техники безопасности при электродуговой сварке, резке и напылении", стандарт 52-529. ЗАПРЕЩАЕТСЯ необученным лицам монтировать такие установки, работать на них или обслуживать их. ЗАПРЕЩАЕТСЯ приступать к монтажу или эксплуатации таких установок до тех пор, пока вы не прочитаете и полностью не поймете данную инструкцию. Если вы понимаете данную Инструкцию не полностью, свяжитесь с вашим поставщиком для получения дополнительных сведений. Прежде чем устанавливать данный агрегат или работать на нем, обязательно прочтите правила техники безопасности.
ОТВЕТСТВЕННОСТЬ ПОЛЬЗОВАТЕЛЯ
Данная установка соответствует описанию, содержащемуся в данной Инструкции и в сопроводительных этикетках и/или вложениях, при условии, что ее монтаж, эксплуатация, обслуживание и ремонт выполняются в соответствии с данной Инструкцией. Установка должна периодически проверяться. Не следует пользоваться установкой при ее неправильной работе или плохом техническом обслуживании. Детали, которые поломаны, пропали, изношены, погнуты или загрязнены, должны быть немедленно заменены. В случае необходимости такого ремонта или замены изготовитель рекомендует обратиться с письменным или телефонным запросом к уполномоченному дистрибьютору, у которого была приобретена данная установка.
Данная установка или любая из ее деталей не должны подвергаться модификациям без предварительного письменного одобрения изготовителем. Пользователь данной установки несет единоличную ответственность за любое нарушение в ее работе, произошедшее по причине неправильного использования, технического обслуживания, повреждения, несоответствующего ремонта или модификации любым лицом, кроме изготовителя или сервисного центра, уполномоченного изготовителем.

Читать и понимать инструкции по эксплуатации перед установкой и эксплуатацией. Защитить себя и других!

Декларация соответствия
В соответствии с
Директива по источнику энергии дуговой сварки EN 60974-10:2015-A1:2015, EN IEC 60974-1:2018, ANSI/IEC 60974-
1:2008
Тип оборудования
Источник питания системы плазменной резки
Обозначение типа и т. л.
Сокращение Показателя
Торговое наименование или товарный знак
HandyPlasma
Производитель или его уполномоченный представитель, учрежденный в рамках ЕАО
Название, адрес, номер телефона: ESAB 2800 Airport Rd. Denton, TX, 76207 Телефон: 001 843 669 4411
При проектировании были использованы такие действующие в ЕЭЗ согласованные стандарты:
IEC/EN 60974-1:2017 / AMD1:2019 Оборудование для дуговой сварки - Часть 1: Сварка источники питания. IEC/EN 60974-10:2014 + AMD 1:2015 Издал 2015-06-19 Arc Сварочное оборудование - Part (Деталь) 10: Требования по электромагнитной совместимости (ЭМС)
Дополнительная информация: Ограниченное применение, оборудование класса A, не предназначенное для использования в жилых помещениях.
Подписав этот документ, неподписанное заявляет в качестве производителя или уполномоченного представителя производителя, установленного в ЕЭЗ, что оборудование, о котором идет речь, соответствует вышеуказанным требованиям безопасности.
Дата
Положение задания
31-01-2020
Генеральный директор, Оборудование и отношения смежности
CE

ІРЕДУПРЕЖДЕНИЕ
ни сдуни сидении. Внимательно прочтите все руководство и ознакомътесь с правилами техники безопасности у Вашего работопателя, перед установкой, работой или сервисом оборудования.
Информация, находящаяся в данном руководстве, подготовлена изготовителем с максимально возможной
льностью, однако изготовитель не несет ответственности за ее использование
Издал:
издал. ESAB 2800 AirПорт Rd. Denton, TX 76208
Авторское право 2020 FSAB. Все права защищены
СОДЕРЖАНИЕ
| 1 | БЕЗС | ОПАСНОСТЬ | 6 |
|---|---|---|---|
| 2 | BBE, | ДЕНИЕ | 7 |
| 2.1 | Как использовать это руководство | 7 | |
| 2.2 | Функции HandyPlasma | 8 | |
| 2.3 | Идентификация оборудования/ Ответственность пользователя | 9 | |
| 3 | TEXH | НИЧЕСКИЕ ХАРАКТЕРИСТИКИ | |
| 3.1 | Рекомендации Генератора | ||
| 4 | УСТА | \HOBKA | |
| 4.1 | Общие сведения | ||
| 4.2 | Среды 12 | ||
| 4.3 | Рабочем месте | 12 | |
| 4.4 | Требования к электросетям | ||
| 4.5 | Кабели питания | 13 | |
| 4.6 | Воздушное сообщение | 14 | |
| 4.7 | Соединения факела и свинца | 16 | |
| 5 | ЭКСІ | ПЛУАТАЦИЯ | 17 |
| 5.1 | Обзор 17 | ||
| 5.2 | Панель управления | ||
| 5.3 | Операция с LCD-дисплеем | ||
| 6 | TEXH | НИЧЕСКОЕ ОБСЛУЖИВАНИЕ | |
| 6.1 | Обзор 30 | ||
| 6.2 | Профилактики | ||
| 6.3 | Корректирующее техническое обслуживание | ||
| 6.4 | План профилактического обслуживания оборудования | ||
| 7 | ПЛА | ЗМОТРОНА | 32 |
| 7.1 | ОПИСАНИЕ | ||
| 7.2 | Введение в плазменную резку | ||
| 7.3 | ТЕХОБСЛУЖИВАНИЕ ГОРЕЛКИ | ||
| 8 | РУК | ОВОДСТВО ПО УСТРАНЕНИЮ НЕИСПРАВНОСТЕЙ | 35 |
| 9 | ПЕР | ЕЧНИ ЗАПАСНЫХ ЧАСТЕЙ | |
| 9.1 | Расходные части для факела 60А (P/N 0559337000) | ||
| 9.2 | Дополнительные принадлежности |
1 БЕЗОПАСНОСТЬ
|
^
ПРЕДУПРЕЖДЕНИЕ |
|
|---|---|
|
|
|
|
|
|
|
|
|
5. Дуговой лучи могут гореть глаза
и травмировать кожу. 51 Использовать правильные и соответствующие средства индивидуланной защиты для защиты головы, глаза, уши, руми и тело. Кнопку воростичк рубаших. Защитите уши от шума. Использование саврочный шлем с правильным тени фильтруют. |
|
6. Становившийся обучаемый.
Это оборудование должны действовать только квалифициро- ванным персоналом. Используйте факелы ука в руководстве. Держите- квалифицированный персонал и подальше от детей. |
|
7. Do not remove, destroy, or cover
this label. Replace if it is missing, damaged, or worn. |
7. Не удаляйте, разрушьте, или
покройте этот ярлык. Замените, если это отсутствует, поврежденный, или изношенный. Аrt # A-13294RU |
2 ВВЕДЕНИЕ
2.1 Как использовать это руководство.
Защитить себя и других!
Чтобы гарантировать безопасную эксплуатацию, полностью прочтите руководство, включая главу с указаниями и предупреждениями техники безопасности.
В настоящем руководстве встречаются слова ОПАСНОСТЬ, ВНИМАНИЕ, ОСТОРОЖНО и ПРИМЕЧАНИЕ. Обратите особое внимание на информацию, представленную в этих рубриках. Эти понятия легко отличить по используемым пиктограммам:
|
ПРИМЕЧАНИЕ
Рабочая, процедурная или вспомогательная информация, которая требует дополнительного внимания или является полезной для эффективного использования системы. |
|---|
|
ПРЕДУПРЕЖДЕНИЕ
Процедура, ненадлежащее соблюдение которой может повлечь за собой травматизм оператора или других лиц, находящихся в рабочей зоне. |
|
ОСТОРОЖНО
Процедура, ненадлежащее соблюдение которой может повлечь за собой повреждение оборудования. |
|
ПРЕДУПРЕЖДЕНИЕ
Содержит информацию о возможном поражении электрическим током. Предупреждения помещены в такие блоки. |

OHACHO
тва немедленно опасностей, которые, если ее не избежать, приведет к немедленному, серьезных травм или и людей.
Электронные копии этого руководства можно загрузить в формате Acrobat PDF, зайдите на веб-сайт ESAB, перечисленный ниже: Ввелите номер ручной части.
http://www.FSAB.com

| таблица 2.1 - рекомендуемые линзы | |||
|---|---|---|---|
| Дуговое течение (A) | Минимальный протектор Матрица No | Рекомендуемая матрица No . (комфорт) | |
| Менее 20 | 4 | 7 | |
| 20-40 | 5 | 7 | |
| 40-60 | 6 | 7 | |

Оборудование HandyPlasma обеспечивает отличную производительность резки при использовании с правильными расходными материалов и плазменной резки процедур. В следующих инструкциях подробно описана соответствующая безопасная конфигурация оборудования и даны директивы для обеспечения наилучшей эффективности и качества.
Внимательно прочитайте эти инструкции перед использованием.
2.3 Идентификация оборудования/ Ответственность пользователя

Осмотрите каждый товар относительно возможного повреждения во время доставки. Если повреждение очевидно, свяжитесь с дистрибьютором и/или оператором, прежде чем приступить к установке.

Включите все илентификационные номера оборулования, а также полное описание пропавциих без вести или поврежленных частей
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Рабочий цикл


ВНИМАНИЕ!
Рабочий цикл – это процент времени, в течение которого оборудование может эксплуатироваться без перегрева.
Класс защиты
Код IP показывает класс исполнения корпуса, т. е. степень защиты от проникновения твердых предметов или воды.
Класс применени
Символ 🛐 указывает на то, что источник питания был разработан для использования в районах с высокими электрическими рисками.
| ТАБЛИЦА 3.1 | ||||
|---|---|---|---|---|
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | ||||
| Инвертор HandyPlasma | ||||
| Технология разработки оборудования | Инвертор | |||
| Модель оборудования | HandyPlasma 35i | HandyPlasma 45i | ||
| Эффективность | 84% @35A/94V | 84% @45A/98V | ||
| Простое государственное потребление энергии | 35 W | 35 W | ||
| Напряжение сети | 220~24 | 10V - 1Ø | ||
| Частота сети | 50/6 | ю Гц | ||
| Текущий диапазон | 20 - 35 A (DC) 20 - 45 A (DC) | |||
| Рабочий цикл |
28 A / 91,2V @ 60%
35 A / 94V @ 35% 22 A / 88,8V @ 100% |
35 A / 94 V @ 60%
45 A / 98 V @ 35% 30 A / 92 V @ 100% |
||
| Размеры (W x L x H) | 176 х 415 х 324 мм | |||
| Bec | 13,5 кг | |||
| Рекомендуемые требования к вводу воздуха | 6-8 Bar (87-116 PSI) | |||
| Рекомендуемый поток воздуха | 110 LPM | |||
| Подать напряжение в цепь | 315V | 315V | ||
| Рабочая температура | 0°C to 40°C | |||
| Коэффициент мощности при максимальном текущем выходе | 0.99 | |||
| Рейтинг ИС | IP 215 | |||
| Полная мощность | 9 kVA 10 kVA | |||
| Рекомендуемый выключатель или предохранители при максимальной выходной | 11 A 15,4 A | |||
| Оценка энергопотребления | 6.4KW 7.2KW | |||

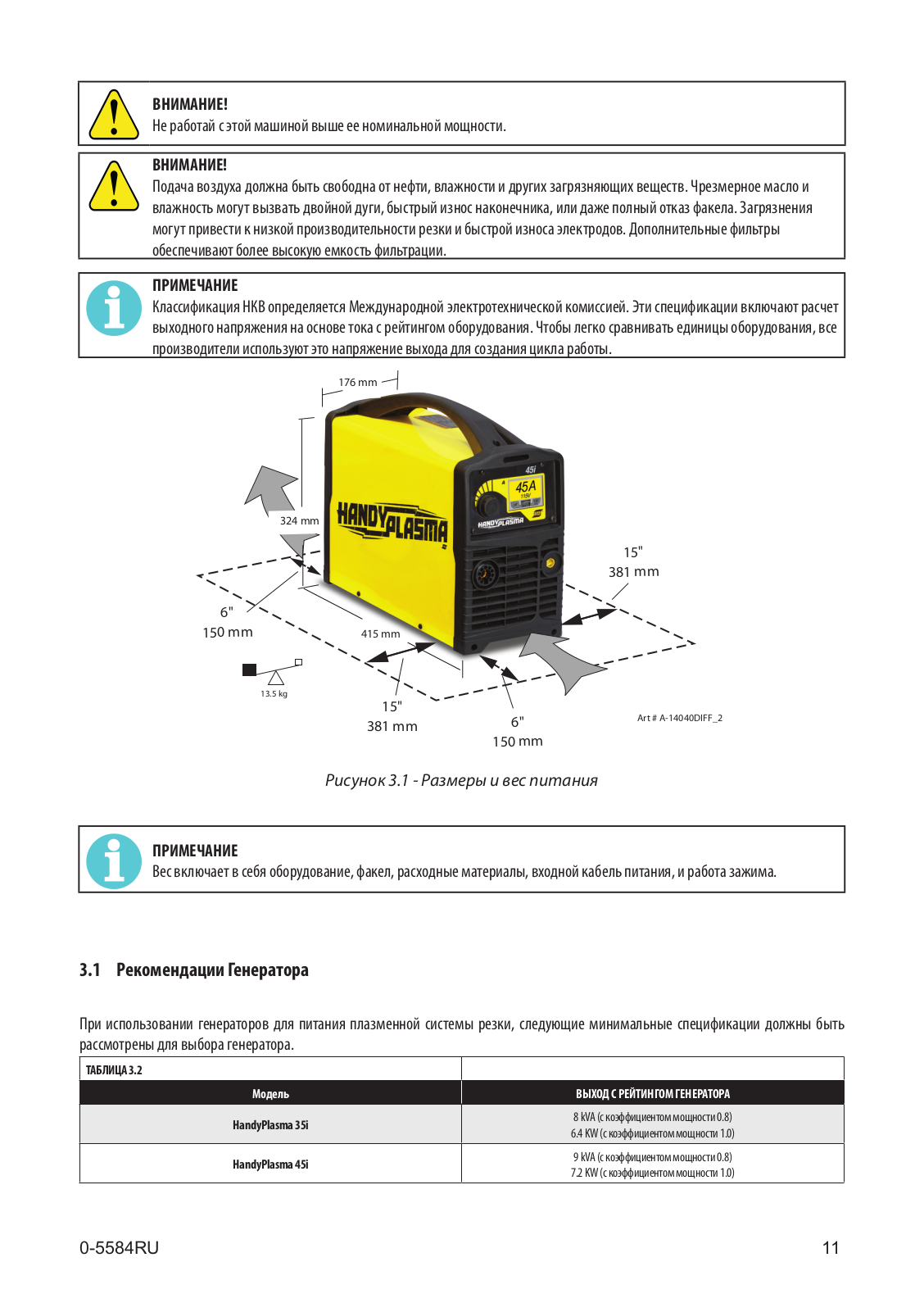
ВНИМАНИЕ!
Не работай с этой машиной выше ее номинальной мощности.
внимание
Подача воздуха должна быть свободна от нефти, влажности и других загрязняющих веществ. Чрезмерное масло и влажность могут вызвать двойной дуги, быстрый износ наконечника, или даже полный отказ факела. Загрязнения могут привести к низкой производительности резки и быстрой износа электродов. Дополнительные фильтры обеспечивают более высокую емкость фильтрации.

РИМЕЧАНИЕ
Классификация НКВ определяется Международной электротехнической комиссией. Эти спецификации включают расчет выходного напряжения на основе тока с рейтингом оборудования. Чтобы легко сравнивать единицы оборудования, все

Рисунок 3.1 - Размеры и вес питания

ПРИМЕЧАНИЕ
с включает в себя оборулование, факел, расхолные материалы, вхолной кабель питания, и работа зажима
3.1 Рекомендации Генератора
При использовании генераторов для питания плазменной системы резки, следующие минимальные спецификации должны быть рассмотрены для выбора генератора.
| ТАБЛИЦА 3.2 | |
|---|---|
| Модель | ВЫХОД С РЕЙТИНГОМ ГЕНЕРАТОРА |
| HandyPlasma 35i |
8 kVA (скоэффициентом мощности 0.8)
6.4 KW (скоэффициентом мощности 1.0) |
| HandyPlasma 45i |
9 kVA (с коэффициентом мощности 0.8)
7.2 kW (с коэффициентом мощности 1.0) |
4 УСТАНОВКА
4.1 Общие сведения
Оборудование должно быть установлено квалифицированными и квалифицированными специалистами.

Этот продукт был разработан для промышленного использования. Пользователь несет ответственность за принятие соответствующих мер
4.2 Срелы
Это оборулование было разработано для использования в средах с более высоким риском поражения электрическим током.
А. Примеры сред с более высоким риском поражения электрическим током включают в себя:
Области, в которых свобода передвижения ограничена, и оператор вынужден работать в ограниченном положении (на коленях, садясь или лежа) при физическом контакте с проводящими частями.
Области полностью или частично ограничены проводящими элементами и в которых существует высокий риск неизбежного или случайного контакта с оператором.
В. Среды с повышенным риском поражения электрическим током не включают в себя районы, в которых были изолированы проводящие части, близкие к оператору, которые могли бы вызвать повышенный риск.
4.3 Рабочем месте
Чтобы безопасно эксплуатировать оборудование, убедитесь, что на рабочем месте:

4.4 Требования к электросетям
Напряжение электросети должно быть в пределах ±10% от номинального напряжения электросети. Если реальное напряжение электросети находится за пределами этого диапазона, сварочный ток может измениться, что может привести к отказу внутреннего компонента и нарушению производительности оборудования.
Режушей машиной должно быть:
- Устанавливается правильно, квалифицированным электриком.
- Заземлено правильно (электрически) в соответствии с местными стандартами. Чтобы определить требования к разводке, обратитесь к местным и национальным нормам и правилам или к местным уполномоченным органам власти.
- Подключен к электросети с должным образом указанным предохранителем.

ВНИМАНИЕ!
Все электротехнические работы должны выполняться квалифицированным специалистом-электриком.
внимани
Терминал заземления подключен к корпусу питания через штепсельную вилку HandyPlasma. Она должна быть подключена к точке заземления электрической установки на рабочем месте. Позаботьтесь, чтобы не инвертировать проводник входной кабельной земли (зеленый/желтый кабель) на любом из основных переключателей фаз

ПРИМЕЧАНИЕ
Не используйте сеть нейтральной в качестве основания.
Все электрические соединения должны быть прочно ужесточены, чтобы избежать риска искры, перегрева или падения напряжения цепи.
4.5 Кабели питания

РИМЕЧАНИЕ
........ Юорудование HandyPlasma включает в себя соответствующий входной силовой кабель для поставки однофасного
а 220-240 VAC. Клиент отвечает за подключение HandyPlasma к соответствующему диапазону напряжения от сети
ка подключить напряжение ABOVE этого диапазона приведет к повреждению.
Рис. 4.1 - Энергоснабжение HandvPlasma
Когда напряжение ввода оборудования наход ится ниже безопасного диапазона работы, при инициировании процесса резки отображаются экраны ошибок напряжения.
Если напряжение питания постоянно превышает диапазон безопасного рабочего напряжения, срок службы оборудования может быть сокращен.
4.6 Воздушное сообщение
Сборка адаптера воздуха:


Рис. 4.2 - Подключение газа к входу в сжатый воздух.
Іспользование промышленного сжатого воздуха в газовых баллонах или компрессоре
НИМАНИЕ!
Цилиндры должны быть оснащены регулируемыми регуляторами высокого давления, для выходного давления до 6-8 бар и потоков не менее 110 LPM.
Компрессор должен быть оснащен регуляторами выходного давления до 6-8 бар и потоками не менее 110 ЛПМ
При использовании промышленного сжатого воздуха в газовых баллонах в качестве газоснабжения:
- Проверьте спецификации производителя в отношении процедур установки и технического обслуживания, применяемых к газовым регуляторам высокого давления.
- Осмотрите цилиндровые клапаны, чтобы убедиться, что они чисты и свободны от масла, смазки или любых других иностранных материалов. Кратко откройте каждый цилиндрический клапан, чтобы взорвать любую пыль, которая может присутствовать.
- 3. Подключите шланг газоснабжения к цилиндоу.
Установка дополнительного фильтра inЛИНИЯ
Дополнительный стационарный фильтр рекомендуется для улучшения фильтрации со сжатым воздухом и удержания влаги или
мусора из факела.

Рис. 4.3 - Подключение іпЛИНИЯ фильтра
ПРИМЕЧАНИ
Отрегулируйте давление газового баллона между 6 и 8 бар. Внутренний диаметр шланга питания должен быть не мене
Чтобы обеспечить отсутствие протечки, используйте герметик для резьбовых соединений в соответствии с инструкциями изготовителя. Не используйте тефлоновую ленту в качестве уплотнителя резьбы, поскольку ее мелкие фрагменты могут оторваться и забить малые воздушные каналы в горелке.
4.7 Соединения факела и свинца
Соединение наземного свинца
Обеспечь подключение к наземной терминалу с 25-мм разъемом. Плазменный режущей ток проходит через наземный терминал.

ПРИМЕЧАНИЕ
Очень важно, чтобы штепсельная вилка была вставлена и повернута на место надежно для получения электрического соорущения

Подключение горелки
Установить факел HandyPlasma. Нажмите рукав и поверните.

Рис. 4.4 - Соединение плазменного факела
5 ЭКСПЛУАТАЦИЯ
5.1 Обзор
Общие правила безопасности для обработки оборудования находятся в разделе 1. Внимательно прочтите руководство по эксплуатации перед установкой или эксплуатацией

Пользователь отвечает за определение процесса и соответствующей процедуры резки расходных материалов (провода газа) и за результаты работы и применения.
осторожно!
Не поворачивайте питание ОЕЕ во время резки (с нагрузкой).
5.2 Панель управления

Puc. 5.1 - HandyPlasma 35i/45
1. Адаптер плазменного факела
Алаптер является точкой соединения для плазменного режушей факела
Чтобы удалить плазменный режущей факел, поверните рукав против часовой стрелки и потяните.


| Таблица 5.1 Таблица ВЫХОДНОЙ КОНТАКТ | ||
|---|---|---|
| ШТИФТ РОЗЕТКИ Функция | ||
| 1 | Пускатель горелки | |
| 2 | Пускатель горелки | |
| 3 | Нет связи | |
| 4 | Нет связи | |
| 5 | Наконечник | |
| 6 | Наконечник | |
| 7 | Нет связи | |
| 8 | Переключатель PIP | |
| 9 | Переключатель PIP | |
| Розетка центральная | Электрод | |
Таблица ВЫХОЛНОЙ КОНТАКТ
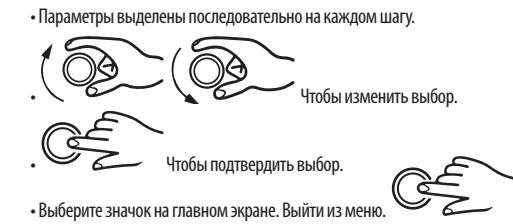
2. Кнопка управления Выбрать меню или измени

Рис. 5.3 - Кнопка управления
A-13903
Для регулировки режущей тока:
• Поверните по часовой стрелке, чтобы увеличить режушей ток
• Поверните против часовой стрелки, чтобы уменьшить резки тока.
Чтобы выбрать опцию в меню отображается:
3. LCD экран
Передняя панель имеет LCD-экран для отображения режима резки, резки тока, давления воздуха и информации об ошибках

Рис. 5.4 - LCD экран
4. Терминал рабочего зажима


ОСТОРОЖНО!
зободные терминальные соединения могут привести к перегреву и слиянию мужского терминала на женском юминале ОКС
5. Выключател

гда переключатель ON, передняя панель LCE экран загорается и вентилятор начинается
6. Газовый разъем
Оборудование ввода газа может принимать 1/4"NPT мужские пробки и колышек типа воздушного соединения сопла, которые поставляются в сжатом пакете соединения воздушной линии.

осторожно!
Чтобы обеспечить отсутствие протечки, используйте герметик для резьбовых соединений в соответствии с
инструкциями изготовителя. Не используйте тефлоновую ленту в качестве уплотнителя резьбы, поскольку ее мелкие фрагменты могут оторваться и забить малые воздушные каналы в горелке.
7. Коллектор воды
Оборудованный коллектор собирает воду в сжатом воздухе. 8. Клапан высвобождения воды
Нажмите клапан высвобожления воды. чтобы освоболить воду, собранную в чаше фильтра. Используйте гаечный ключ тавляемый с пакетом системы, чтобы освободить чашу фильтра для очистки или замены фильтра

осторожно
ЧЕ снимите чашу под давлением. Отключите воздушную линию перед выполнением этой задачи
5.3 Операция с LCD-лисплеем ПРИВЕТСТВЕННЫЙ ЭКРАН
Приветственный экран отображается в течение 3 секунд, в то время как оборудование включаетСЯ

Рис. 5.5 - Приветственный экран
После приветственного экрана имя молели отображается в течение 3 секунл


ГЛАВНЫЙ ЭКРАН
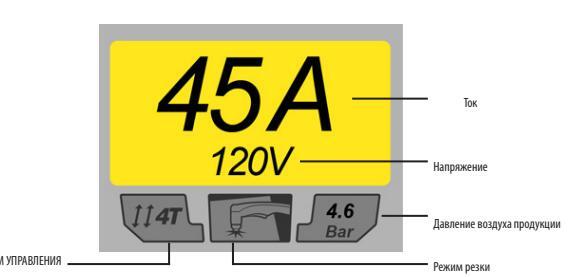
Рис 57-Главный экран
пользователь может настроить режим триггера, режим резки и очистку газа.
Чтобы выйти из экрана меню, выберите значок главного экрана

Рис. 5.8 - Экран меню

Рис. 5.9 - Выбран экран режима триггера

Рис. 5.10 - Режим 2Т выбран
Рис. 5.11 - Режим 4Т выбран
Режим триггера используется для изменения функциональности триггера факела между 2T (нормальный) и 4T (режим блокировки).
В режиме 2Т спусковой крючок факела должен оставаться нажат, чтобы активировать выход резки.


2) ЭКРАН ВЫБОРА РЕЖИМА РЕЗКИ

Рис. 5.12 - Выбранный режим резки

Рис. 5.13 - Режим резки плит
Рис. 5.14 - Режим резки сетки
Обратите внимание, что когда режим триггера определяется как 4Т, режим резки сетки недоступен.
В режиме резки пластины с выбранным триггерным режимом 2T дуга останавливается, когда факел оттягивается от заготовки во время резки

Перезапустить пилотную дугу.
В режиме резки сетки, когда факел оттягивается от заготовки, пилотная дуга перезапускается мгновенно, и режущей дуги активируется мгновенно, когда пилотная дуга соехав с заготовки. Рекомендуется выбрать режим резки сетки для разрезания расширенного металла или сетки или для выполнения шлифовальных операций, когда желалась непоерывная ректиализация.
3) ЭКРАН ОЧИСТКИ ГАЗА
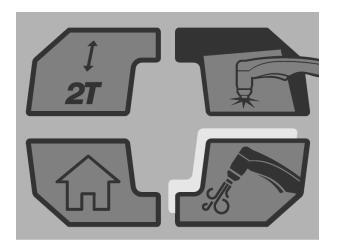
Рис. 5.15 - Выбран экран очистки газа
Рис. 5.16 - Выбран экран очистки газа
4) ГЛАВНЫЙ ЭКРАН
Когда главный экран подсвечивается, чтобы войти в главный экран.

УСТАНОВКА ФАКЕЛА ИЛИ ЭКРАН ОШИБКИ СБОРКИ КРЫШКИ
Установка факела или неправильный экран ошибки сборки крышки отображается, когда факел или факел расходные не установлены


Рис. 5.17 - Экран ошибки установки факела или расходных материалов
ЭЛЕКТРОЛ ИЛИ ЭКРАН ОШИБКИ УСТАНОВКИ СОПЛА
Электрод или резки сопла установки экрана ошибка отображается, когда электрод или резки сопла не установлены правильно. Газ течет в течение 2 секунд, а затем останавливается в течение 3 секунд. Машина продолжает проверять электрод и резки сопла

Рис 518-Электрод или резка экрана установки сорис
ЭКРАН ОШИБКИ ДАВЛЕНИЯ ВОЗДУХА
Экоан онибки давления возлуха отображается, когда выходное давление возлуха находится вне диалазона. Отрегулируйте давление сжатого воздуха между 6 и 8 бар. Сигнализация об ошибке деактивируется.

Рис 5 19 - ЭКРАН ОШИБКИ ЛАВЛЕНИЯ ВОЗЛУХА
ЭКРАН ОШИБКИ НАПРЯЖЕНИЯ
Экоан оцибки напояжения отображается, когла напояжение ввола очень низкое или когла схема РЕС выхолит из строя В этом случае рекомендуется обратиться в Уполномоченный сервисный центр ESAB для оценки оборудования.

Рис 520-Экран ошибки нарряжения
ПЕРЕГРЕВ ЭКРАНА ОШИБКИ
Оборудование для резки защищено датчиком температуры. Экран ощибки перегрева отображается при перегреве машины, что обычно происходит при превышении рабочего цикла оборудования.
Если экран онибки перегрева отображает выхол манины, он должен быть отключен. Пусть оборудование ON, чтобы внутренние компоненты, чтобы остыть. Когда оборудование достаточно прохладно, экран ошибки перегрева исчезает автоматически.
Обратите внимание, что переключатель ОМ/ОЕ полжен оставаться в положении ОМ, так что вентилятор прололжает работать и позволить оборудованию достаточно остыть.


Рис. 5.21 - Перегрев экрана ошибки
ВЫБОР ЧАСТИ ФАКЕЛА
Осмотрите факел относительно соответствующей сборки и деталей. Части факела должны соответствовать текущему типу работы. Используйте только опитинальные части FSAR

ВЫБОР ГАЗА
Убедитесь, что газоснабжение соответствует перечисленным требованиям. Проверьте соединения и откройте источник питания.
ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ


Активировать функцию очистки газа. Газ течет, и экран отображает
давление воздуха. Убедитесь, что давление находится в правильном диапазоне от 4,1 бар до 5,5 бар. Обратите внимание, что оборудование скорректировало давление газа до 4,6 бар в качестве стандартного значения.
Прервать поток газа
6. Выберите значок главного экрана и нажмите кнопку управления, чтобы выйти из экрана меню.
7. Отрегулируйте текушее значение вывола с помошью кнопки управления перелней панелью.

Начиная с середины заготовки может повредить защитную чашку или руководство по противостоянию и сократить срок службы . наконечника

Для оптимальной работы и увеличения срока службы деталей всегда используйте детали, предназначенные для а работ. Пожалуйста, используйте Зазор Руководство при пирсинге или перетащить ре
Горелку можно удобно держать одной рукой или фиксировать двумя руками. Расположите руку так, чтобы нажать курок на ручке горелки При работе с ручной горелкой можно расположить руку рядом с головкой горелки для максимального контроля или у заднего края для максимальной защиты от тепла. Выберите технику облащения с горелкой, которая полхолит вам лучше всего и позволяет уверенно
ать горелку

чество реза

Качество реза сильно зависит от настройки и параметров, таких как высота горелки над материалом, положение по ОШЕНИЮ К ЗАГОТОВКЕ, СКОРОСТЬ РЕЗАНИЯ, ЛАВЛЕНИЯ ГАЗОВ И НАВЫКИ ОПЕРАТОРА.
Требования к качеству могут отличаться в зависимости от применения. Например, отложение нитридов и угол наклона могут быть основными факторами, когла поверхность после резки приваривается. Когла требуется высокое качество реза, важно, чтобы резка произволять без образования шпака и тобы исключить операции поспертичние очистки. На писичке ниже произполостоноразы следующие характеристики качества реза

Рис. 5.22 - Качественные характеристики реза
Образование нитридов - Когда в потоке плазменного газа присутствует азот, на поверхности реза могут откладываться нитриды. Эти наращивания могут создать трудности некоторые материалы, которые будут сварены после процесса резки.

Начало у края - Начиная резку от края, держите горелку перпендикулярно заготовке и подведите торец наконечника (не касаясь) к кромке заготовки в точке, где должен начаться рез. Начиная резку от края плиты, не останавливайтесь у кромки и помогите дуге «достать» до края металла. Установите режущую дугу как можно быстрее.
Направление реза – Поток плазменного газа закручивается на выходе из горелки, чтобы поддерживался гладкий столб газа. Этот вихрь проявляется в том, что одна сторона реза получается более прямоугольной, чем другая. Если смотреть вдоль направления перемещения, правая сторона реза более прямоугольная, чем левая.

Рис. 5.23 - Характеристики боковых поверхностей реза
Чтобы получить более квадратный разрез вдоль внутреннего диаметра круга, факел должен двигаться в направлении против часовой стрелки или вокруг круга. Для поддержания квадратного края вдоль при резке вдоль внешнего диаметра, факел должен двигаться по часовой стрелке направлении.
ШЛАК - Когда на углеродистой стали образуется окалина, ее обычно называют «медленной, быстрой или верхней окалиной».
Присутствие окалины на верхней поверхности плиты обычно вызвано слишком большим расстоянием между плитой и горелкой.
«Верхняя окалина» обычно очень легко удаляется и зачастую может быть вытерт сварочной перчаткой. «Медленная окалина» обычно присутствует на нижней коомке плиты.
Валик может варьироваться от легкого до массивного, но не прихватывается сильно к кромке реза и легко счищается.
«Быстрая окалина» обычно образует узкий валик вдоль нижней кромки реза и удаляется с большим трудом.
При резке проблемной стали иногла полезно уменьшить скорость резки, чтобы образовывалась «медленная окалина».
Любая последующая очистка должна выполняться путем соскабливания, а не шлифования. В зависимости от разреза материала, оператор может захотеть измельчить поверхность разреза перед сваркой.
Распространенные неисправности
| таблица 5.2 | ||||
|---|---|---|---|---|
| Проблема - признак | Распространенная п | ричина | ||
| 5. Недостаточный ток резки | 6. | |||
|
5.
•III / (([]]) |
|||
| 4. Неправильный ток резки | 5. | |||
| Короткий срок службы частей горелки |
3. Избыточное время работы
вспомогательной дуги |
4 |
5. Горелка собрана
неправильно. |
|
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
6.1 Обзор
Периодическое техническое обслуживание имеет важное значение для обеспечения безопасной и надежной работы.
ESAB рекомендует, чтобы техническое обслуживание оборудования выполнялось только квалифицированными специалистами

6.2 Профилактики
В обычных эксплуатанионных усповиях оборудование не требует специального технического обслуживания
Оператор может время от времени сдувать любые обломки сжатым воздухом низкого давления. Оператор должен регулярно проверять, если какие-либо внешние электрические соединения плотно и компонент проводки крепится. Проверьте наличие трещин в электрических кабельных или проволочных изоляциях, включая резку или другие изоляторы, и замените по мере необходимости.

сторожно!
Отключите всю мощность перед выполнением любого сервиса.
6.3 Корректирующее техническое обслуживание
Используйте только оригинальные расходные материалов ESAB, факел и приводит. Использование неродимых или неутвержденых леталей приводит к актоматической отмене препоставленной гарантии
Замена факела и приводит можно получить от ESAB авторизованных услуг или от отделов продаж, указанных в последней странице в этом. Всегла ссылайся на номер молели заказанного оборулования.
6.4 План профилактического обслуживания оборудования

7 ПЛАЗМОТРОНА
7.1 ОПИСАНИЕ

Рис. 7.1 - Плазмотрона
Длина кабелей горелки
Кабель факела длиной 5 м.
РАСХОЛНЫЕ МАТЕРИАЛЫ ГОРЕЛКИ
Факел состоит из следующих расходных частей:
Электрод, сопло, крышка, газодиффузор и Направляющая бесконтактной резки.
HandyPlasma 60А Факел (часть No 0559337000) оснашен 0.8 мм Совет для HandyPlasma 35i, и 0.9 мм Резка Совет для HandyPlasma 45i.
Встроенные детали
Головка плазменного факела имеет встроенный выключатель цепи с номинальным напряжением +12 BDC.
Тип охлаждения
Окружающий воздух и поток газа через горелку.
Технические характеристики факела
| ТАБЛИЦА 7.1 | |
|---|---|
| Технические спецификации | НапdyPlasma ФАКЕЛ |
| Температура окружающей среды | 40° C |
| Номинальный ток | 60 A |
| Цикл операции | 60% |
| Оценка напряжения | 500 B |
| Поток газа | от 110 до 150 Л.с. |
7.2 Введение в плазменную резку
7.2.1. Поток плазменного газа
Плазма представляет собой газ, нагретый до сверхвысокой температуры, ионизированный настолько, что он становится электропроводящим. В процессах плазменно-дуговой резки и строжки эта плазма используется для переноса электрической дуги к заготовке. Металл. подлежащий резке или снятию, расплавляется теплом дуги и выдувается.
В плазменном резаке холодный газ поступает в зону В, где горит вспомогательная дуга между электродом и наконечником, ионизирующая газ. Затем между горелкой и заготовкой установится основная дуга через столб газа в зоне С
Поопуская плазменный газ пол лавлением через отверстие небольшого лиаметра, горелка концентрирует большое количество теплоты на малой площади. В зоне С появляется устойчивая, скатая дуга. Постоянный ток прямой полярности используется для плазменной резки, как
показано на иллюстрации.
В зоне А прохолит защитный газ, охлажлающий горелку. Этот газ также помогает высокой скорости плазменного газа в лует расплавленного металла из разреза позволяет быстро, шлак-свободный разрез.

Распределение газа
Используемый единый газ разделяется внутри на плазменный и защитный газы.
Плазменный газ попалает в горелку через отрицательный полвол, проходит через пусковой картрилж, мимо электрола и выходит через отверстие в наконечнике
Зашитный газ проходи снаружи пускового картриджа горелки и выходит между наконечником и зашитным соплом, окружая плазменную лугу
Основная режущая дуга
Лля основной режушей луги также используется постоянный ток. Отрицательный вывол полсоелинен к электролу горелки через полвол Положительный вывод подсоединен к заготовке при помощи рабочего кабеля и к горелке при помощи провода вспомогательной дуги.
Очистка факела
Даже если приняты все меры по использованию с горелкой только чистого воздуха, с течением времени внутри горелки все равно образуется слой нагара. Это нарашивание может повлиять на зажигание экспериментальной луги и общее качество разреза факела.

Прежде чем разбирать горелку или ее кабели, отсоедините источник питания от системы
НЕ ПРИКАСАЙТЕСЬ к любым внутренним частям горелки, пока горит индикатор переменного тока на источнике питания

Внутреннюю часть горелки следует очистить с применением очистителя электрических контактов и ватной палочки мягкой ветоши. В тяжелых случаях горелку можно отсоединить от кабелей и подвергнуть более тщательной очистке заливки очистителя электрических контактов в горелку с последующей продувкой сжатым воздухом
Осмотр и замена расходных материалов для факелов
Снимите расходуемые детали горелки в таком порядке:

Рис. 7.3 - Расходуемые детали

или замените при наличии поврежлений
3. Снимите наконечник. Проверьте на наличие избыточного износа (определяется по удлинен-
ному или существенно увеличенному отверстию). Очистите или замените наконечник
при необходимости

Рис. 7.4 - Износ наконечника
4. Проверьте в Факел голову, если держатель электрола своболно перемещается в и из. Нажмите электрод примерно в 2 мм, отпустите, и он должен весной обратно. Замените факел, если он не работает.
8 РУКОВОДСТВО ПО УСТРАНЕНИЮ НЕИСПРАВНОСТЕЙ
Внутри данного изделия имеются очень опасные напряжения и мощности. Не пытайтесь выполнять диагностику или ремонт оборудования, если вы не обладаете знаниями и опытом в областях измерений в силовой электронике и такими историония имстрородство
Если основные сложные подсборки неисправны, источник питания должен быть возвращен уполномоченному поставщику услуг ESAB для ремонта Базовый уповень решения проблемы может быть выполнен без оборудования или специальных знаний

9 ПЕРЕЧНИ ЗАПАСНЫХ ЧАСТЕЙ
Расхолные материалов, факелы, провода и аксессуары доступны через местного уполномоченного дистрибьютора ESAB.
9.1 Расходные части для факела 60А (Р/N 0559337000)
| ТАБЛИЦА 9.2 ЧАСТИ ГОРЕЛКИ | |||
|---|---|---|---|
| Поз. | Кол. | Описание | Каталожный № |
| 1 | Резка Совет 35А | 0559337001 | |
| 1 | Резка Совет 45А | 0559337002 | |
| 2 | 1 | Электрод | 0559337003 |
| 3 | 1 | Направляющая бесконтактной резки | 0559337004 |
| 4 | 1 | Защитное сопло | 0559337005 |
| 5 | 1 | Уплот. кольцо | 0559337006 |
| 6 | 1 | Газовый диффузор | 0559337007 |
| 7 | 1 | HandyPlasma 60А Горелку | 0559337000 |

9.2 Дополнительные принадлежности
| ТАБЛИЦА 9.3 | ||
|---|---|---|
| Поз. | Описание | Каталожный № |
| 1 | Фильтр для воздуха іпЛИНИЯ | 0559337039 |
| 2 | Картридж плазменного фильтра | 0559337040 |
| 3 | Круг Резка Руководство | 0559337041 |

©2020 ESAB Технологией сварки и резки. Изделиея




































 Loading...
Loading...