


CE
® HandyPlasma 35i HandyPlasma 45i

Manual de utilizare
HandyPlasma 35i HandyPlasma 45i
05/2020 - Revizie: AA
0559160135 0559160145
Nr. Manual 0-5584R0
ASIGURAȚI-VĂ CĂ ACESTE INFORMAȚII AJUNG LA OPERATOR. PUTEȚI OBȚINE EXEMPLARE SUPLIMENTARE PRIN INTERMEDIUL FURNIZORI II UL DUMNEAVOASTRĂ
ATENŢIE
Aceste INSTRUCŢIUNI se adresează operatorilor experimentaţi. În cazul în care nu sunteţi familiarizat cu principiile de funcţionare şi procedurile de lucru în siguranţă pentru sudarea cu arc şi echipamentul de tăiere, citiţi broşura noastră, "Prevederi şi proceduri de lucru în siguranţă pentru sudarea cu arc, tăiere şi dăltuire", formularul 52-529. NU permiteţi personalului neinstruit să instaleze, să folosească sau să întreţină acest echipament. NU încercaţi să instalaţi sau să acţionaţi acest echipament până când nu aţi citit şi înţeles complet aceste instrucţiuni. Dacă nu aţi înţeles integral aceste instrucţiuni, luaţi legătura cu furnizorul dumneavoastră pentru informaţii suplimentare. Înainte de a instala şi acţiona acest echipament, citiţi Măsurile de siguranță.
RESPONSABILITATEA UTILIZATORULUI
Acest echipament va funcționa în conformitate cu descrierea din acest Manual și etichetele însoțitoare și/sau suplimentare, atunci când este instalat, acționat, întreținut și reparat în conformitate cu instrucțiunile furnizate. Acest echipament trebuie verificat periodic. Echipamentul defect sau prost întreținut nu trebuie folosit. Componentele defecte, lipsă, uzate, deformate sau poluate trebuie înlocuite imediat. Dacă o astfel de reparație sau înlocuire devine necesară, producătorul recomandă să se facă o cerere de service, prin telefon sau în scris, către distribuitorul Autorizat de la care a fost achiziționat echipamentul.
Acest echipament sau piesele sale nu trebuie modificate fără aprobarea scrisă prealabilă a producătorului. Utilizatorul acestui echipament are întreaga responsabilitate pentru funcționarea defectuoasă ca urmare a utilizării incorecte, întreținerii defectuoase, deteriorării, reparării improprii sau modificării de către oricine altcineva decât producătorul sau o unitate de service indicată de către producător.

ÎNAINTE DE INSTALARE ȘI UTILIZARE, CITIȚI ȘI ÎNȚELEGEȚI Manual DE UTILIZARE. PROTEJAȚI-VĂ PE DUMNEAVOASTRĂ ȘI PE CEILALȚI!
Această pagină este intenționat lăsată necompletată

DECLARATIE DE CONFORMITATE UE
În conformitate cu
Directiva privind sursa de alimentare cu energie de sudură cu arc EN 60974-10:2015+A1:2015, EN IEC 60974-1:2018, ANSI/IEC
60974-1:2008
Tipul echipamentului
Sursă de energie electrică tăiere cu plasmă
Denumire tip etc.
Performantă de tăiere
Numele mărcii sau marca comercială
HandyPlasma
Producătorul sau reprezentantul său Autorizat recunoscut de EEA
Nume, adresă, număr de telefon: ESAB 2800 Airport Rd.
Denton, TX, 76207 Telefon: 001 843 669 441
Următorul Standard armonizat în vigoare în SEE a fost utilizat în proiectare:
IEC/EN 60974-1:2017 / AMD1:2019 Echipament de sudură Arc - Partea 1: Surse de energie de sudură. IEC/EN 60974-10:2014 + AMD 1:2015 Publicat 2015-06-19 Echipament de sudură cu arc electric - Partea 10: Cerințe compatibilitate electromagnetică (EMC)
Informații suplimentare: Echipamente de clasă A cu utilizare restrictivă, destinate utilizării în altă locație decât cea rezidentială.
Prin semnarea acestui document, subsemnatul declară, în calitate de producător sau de reprezentant Autorizat al producătorului stabilit în SEE, că echipamentul în cauză respectă cerințele de siguranță menționate mai sus.
Date
Semnătura
Funcție
31-01-202

Director general, Accesorii și adaptări
4

AVERTISMENT
Citiți și înțelegeți acest Manual în întregime și practicile de siguranță ale companiei dvs. înainte de a instala, de a oper sau de a întreține acest echinament.
Deși informația conținută în acest Manual reprezintă judecata cea mai bună a producătorului, producătorul nu își asumă nici o responsabilitate pentru utilizarea ei.
| Publicat de: | |
|---|---|
| ECAD |
2800 Airport Rd.
Copyright 2020 de către ESAB. Toate drepturile rezervate.
Denton, TX 76208
CUPRINS
| 1 | SIGU | JRANȚĂ | 6 |
|---|---|---|---|
| 2 | INTR | RODUCERE | 7 |
| 2.1 | Se utilizează acest Manual | 7 | |
| 2.2 | Caracteristici HandyPlasma | 8 | |
| 2.3 | Identificarea echipamentului/ Responsabilitatea utilizatorului | 9 | |
| 3 | DATE | E TEHNICE | 10 |
| 3.1 | Recomandări privitoare la generator | ||
| 4 | INST | [ALARE | |
| 4.1 | general | ||
| 4.2 | Mediu | ||
| 4.3 | Muncă | ||
| 4.4 | Cerințe privind rețeaua electrică | ||
| 4.5 | Cabluri de alimentare cu energie electrică | ||
| 4.6 | Conexiuni aeriene | ||
| 4.7 | Conexiuni torță și plumb | 16 | |
| 5 | OPE | RARE | |
| 5.1 | Prezentare generală | ||
| 5.2 | Panou de comandă | ||
| 5.3 | Operațiune a ecranului LCD | ||
| 6 | ÎNTR | RETINERE | |
| 6.1 |
,
Prezentare generală |
||
| 6.2 | Profilaxia 30 | ||
| 6.3 | Întreținere corectivă | ||
| 6.4 | Planul de întreținere preventivă a echipamentelor | ||
| 7 | TOR | TĂ CU PLASMĂ | |
| 7.1 | Specificații | ||
| 7.2 | Introducere pentru plasmă | ||
| 7.3 | Întreținerea torțelor | ||
| 8 | GHI | D DE DEPANARE | 35 |
| 9 | LIST | E DE PIESE | |
| - | 9.1 | Piese consumabile pentru 60A Torță (P/N 0559337000) | |
| 9.2 | Optiuni si accesorii |
1 SIGURANȚĂ
|
Les étincelles de coupage peuvent
provoquer une explosion ou un incendie. In Ne pas couper près des matières inflammables. L.2 Un extincteur doit être à proximité et prêt à être utilisé. I.3 Ne pas utiliser un fût ou un autre contenant fermé comme table de coupage. |
|---|---|
|
|
|
|
|
|
|
5. Les rayons d'arc peuvent brûler les
yeux et blesser la peau. 5.1 Porter un bon équipement de protection pour se protéger la tête, les yeux, les oreilles, les mains et le corps. Boutonner le col de la chemise. Protéger les oreilles contre le bruit. Utiliser un masque de soudeur avec un filtre de nuance appropriée. |
|
6. Suivre une formation.
Seul le personnel qualifié a le droit de faire fonctionner cet équipement. Utiliser exclusivement les torches indiquées dans le manual. Le personnel non qualifié et les enfants doivent se tenir à l'écart. |
|
7. Do not remove, destroy, or cover
this label. Replace if it is missing, damaged, or worn. |
7. Ne pas enlever, détruire ni couvrir
cette étiquette. La remplacer si elle est absente, endommagée ou usée. Art # A-13294RO |
2 INTRODUCERE
2.1 Se utilizează acest Manual.
PROTEJATI-VĂ PE DVS. SI PE CEILALTI!
Pentru a executa operatii în conditii de sigurantă, cititi integral ghidul, inclusiv capitolul referitor la instructiunile si avertismentele privind siguranta.
De-a lungul acestui Manual, pot apărea cuvintele PERICOL, AVERTISMENT, ATENTIE și NOTĂ, Acordați atenție specială informațiilor furnizate în aceste sectiuni. Aceste adnotări speciale pot fi recunoscute usor, după cum urmează:
| 6 |
NOTĂ!
O operație, o procedură sau o informație de fond care necesită lămuriri suplimentare sau este utilă pentru operarea eficientă a sistemului. |
|---|---|
|
AVERTISMENT
O procedură care, dacă nu este executată în mod corespunzător, poate cauza leziuni operatorilor sau altor persoane aflate în zona de operare. |
|
|
ATENȚIE
O procedură care, dacă nu este executată în mod corespunzător, poate cauza daune echipamentului. |
|
|
AVERTISMENT
Oferă informații cu privire la posibile leziuni prin șoc electric. Mesajele de avertisment vor fi incluse într-o casetă ca aceasta. |
|
| Pericol |

mnă pericole imediate care, dacă nu sunt evitate, vor duce la vătămări corporale imediate, grave sau la pierderi de vieți
Copiile electronice ale acestui Manual pot fi descărcate în format Acrobat PDF accesând site-ul WEB ESAB listat mai ios: Introduceti numărul piesei Manuale.
http://www.esah.com

| TABELUL 2.1 - LENTILE RECOMANDATE | ||||
|---|---|---|---|---|
| Curent arc (Amperi) | Nr. matrice protector minim | Nr. matrice sugerată (confort) | ||
| Mai puțin de 20 | 4 | 7 | ||
| 20-40 | 5 | 7 | ||
| 40-60 | 6 | 7 | ||
2.2 Caracteristici HandvPlasma

Controale panou frontal

Echipamentul HandyPlasma oferă performanțe excelente de tăiere atunci când este utilizat cu consumabilele corecte și procedurile de tăiere cu plasmă. Următoarele instrucțiuni detaliază configurația adecvată a echipamentului și furnizează directive pentru a obține cea mai bună eficiență și calitate. Cititi cu atenție aceste instrucțiuni înainte de utilizare
2.3 Identificarea echipamentului/Responsabilitatea utilizatorului

Inspectați fiecare articol cu privire la posibilele deteriorări în timpul expedierii. Dacă deteriorarea este evidentă, contactați distribuitorul și/sau transportatorul înainte de a continua instalarea.

Includeți toate numerele de identificare ale echinamentului. Împreună cu o descriere completă a pieselor linsă sau deteriorate.
3 DATE TEHNICE
Ciclu de funcționare


AVERTISMENT!
Ciclul de lucru este procentul de timp în care echipamentul poate fi acționat fără supraîncălzire.
Clasa de protecție
Codul IP indică clasa de protecție a carcasei, respectiv gradul de protecție impotriva pătrunderii unor obiecte solide sau a apei.
Categoria aplicației
Simbolul Sindică faptul că sursa de alimentare a fost proiectată pentru a fi utilizată în zone cu riscuri electrice ridicate.
| TABELUL 3.1 | ||||
|---|---|---|---|---|
| DATE TEHNICE | ||||
| Invertor HandyPlasma | ||||
| Tehnologia de dezvoltare a echipamentelor | Inve | rtor | ||
| Modelul echipamentului | HandyPlasma 35i | HandyPlasma 45i | ||
| Eficiență | 84% @35A/94V | 84% @45A/98V | ||
| Consum de energie în stare de inactivitate | 35 W | 35 W | ||
| Tensiunea rețelei | 220~24 | 10V - 1Ø | ||
| Frecvența rețelei | 50/6 | 0 Hz | ||
| Interval curent | 20 - 35 A (DC) 20 - 45 A (DC) | |||
| Ciclul de lucru |
28 A / 91,2V @ 60%
35 A / 94V @ 35% 22 A / 88,8V @ 100% |
35 A / 94 V @ 60%
45 A / 98 V @ 35% 30 A / 92 V @ 100% |
||
| Dimensiuni (W x L x H) | 176 x 415 x 324 mm | |||
| Greutate | 13,5 | 5 kg | ||
| Cerințe recomandate de intrare a aerului | 6-8 Bar (8 | 7-116 PSI) | ||
| Debit de aer recomandat | 110 | LPM | ||
| Tensiune de circuit deschis | 315V | 315V | ||
| Temperatură de exploatare | 0°C to 40°C | |||
| Factorul de putere la ieșirea maximă a curentului | 0.99 | |||
| Evaluare IP | IP 21S | |||
| Putere aparentă | 9 KVA 10 KVA | |||
| Disjunctor sau siguranțe recomandate la putere maximă | 11 A | 15,4 A | ||
| Consum nominal de energie | 6.4KW | 7.2 KW | ||

AVERTISMENT!
Nu folosiți acest aparat peste capacitatea nominală
AVERTISMEN
Alimentarea cu aer trebuie să fie lipsită de ulei, umiditate și alți contAminanți. Uleiul excesiv și umiditatea pot provoca arcuri duble, uzura rapidă a vârfului sau chiar defectarea completă a torței. ContAminanții pot provoca performanțe slabe de tăiere și uzură rapidă a electrozilor. Filtrele opționale oferă o capacitate de filtrare mai mare.

OTA!
Clasificarea IEC este determinată în conformitate cu specificațiile Comisiei Electrotehnice Internaționale. Aceste specificații inclu calculul tensiunii de ieșire pe baza curentului nominal al echipamentului. Pentru a permite compararea ușoară între piesele de echipament, toți producătorii utilizează această tensiune de ieșire pentru a stabili ciclul de funcționare.

Figura 3.1 - Dimensiunile și greutatea sursei de alimentare
NOTĂ! Greutatea include echipamentul. torta. consumabilele. cablul de alimentare de intrare si clema de lucru.
3.1 Recomandări privitoare la generator
Atunci când se utilizează generatoare pentru alimentarea sistemului de tăiere cu plasmă, trebuie luate în considerare următoarele specificații minime pentru selectarea generatorului de energie.
| TABELUL 3.2 | |
|---|---|
| Model | PUTERE NOMINALĂ A GENERATORULUI |
| HandyPlasma 35i |
8 kVA (cu factor de putere de 0.8)
6.4 KW (cu factor de putere de 1.0) |
| HandyPlasma 45i |
9 kVA (cu factor de putere de 0.8)
7.2 KW (cu factor de putere de 1.0) |
4 INSTALARE
4.1 general
Echipamentul trebuie instalat de profesioniști instruiți și calificați.

AVEDTICMENTI
Acest produs a fost conceput pentru uz industrial. Utilizatorul este responsabil pentru luarea măsurilor corespunzătoare
4.2 Mediu
Acest echipament a fost proiectat pentru a fi utilizat în medii cu risc mai mare de electrocutare.
A. Exemplele de medii cu risc mai mare de electrocutare includ:
1. Zonele în care libertatea de circulație este restricționată, iar operatorul este forțat să lucreze într-o poziție limitată (în genunchi, stând jos sau stabilindu-se) cu contact fizic cu părtile conductoare.
2. Zone complet sau parțial limitate de elemente conductoare și în care există un risc ridicat de contact inevitabil sau accidental cu operatorul.
B. Mediile cu risc mai mare de electrocutare nu includ zonele în care au fost izolate părți conductoare din apropierea operatorului, care ar putea provoca un risc ridicat.
4.3 Muncă
Pentru a utiliza echipamentul în conditii de sigurantă, asigurati-vă că locul de muncă

4.4 Cerinte privind reteaua electrică
Tensiunea rețelei electrice trebuie să fie în ±10% din tensiunea nominală a rețelei electrice. Dacă tensiunea reală a rețelei electrice este în afara aceștui Interval, curentul de sudură se poate modifica, provocând defectarea componentelor interne și afectarea performantei echipamentului.
Masina de tăiat trebuie să fie:
- Instalat corect, de către un electrician calificat.
- Împământat corect (electric) în conformitate cu Standardele locale. Consultați codurile locale și naționale sau Autoritatea locală competentă pentru cerinte de cablare adecvate.
- Conectat la rețeaua electrică cu o siguranță specificată corespunzător.
AVERTISMEN
Toate lucrările electrice trebuie efectuate de către un electrician expert calificat

VERTISMENT!
Terminalul de împământare este conectat la corpul de alimentare prin intermediul mufei HandyPlasma. Acesta trebuie să fie conectat la un punct de împământare al instalației electrice de la locul de muncă. Aveți grijă să nu inversați conductorul de la sol al cablului de intrare (cablu verde/galben) la oricare dintre fazele comutatorului principal al disjunctorului, deoarece acest lucru se aplică tensiunii electrice organismului.

NOTĂ
Nu utilizați rețeaua neutră ca so
Toate conexiunile electrice trebuie strânse ferm pentru a evita riscul de scântei, supraîncălzire sau cădere de tensiune a circuitului
4.5 Cabluri de alimentare cu energie electrică

NOTA!
Echipamentul HandyPlasma include un cablu de alimentare de intrare adecvat pentru alimentarea cu o singură fază de 220~240 VAC. Clientul este responsabil pentru conectarea HandyPlasma la Intervalul de tensiune corespunzător de la rețea. Încercarea de a conecta tensiunea de mai sus acest Interval va provoca daune.

Figura 4.1 - Sursa de alimentare HandyPlasma
Când tensiunea de intrare a echipamentului este sub Intervalul de funcționare sigur, ecranele de eroare de tensiune sunt afișate atunci când procesul de tăiere este initiat.
În cazul în care tensiunea de alimentare depășește continuu Intervalul de tensiune de lucru în condiții de siguranță, durata de viață a echipamentului poate fi redusă.
4.6 Conexiuni aeriene
Ansamblu adaptor de aer:


Utilizarea aerului comprimat industrial în butelii de gaz sau un compreso
AVERTISMENT! Cilindrii trebuie să fie echipați cu regulatoare de înaltă presiune reglabile, pentru presiuni de ieșire de până la 6-8 bari și fluxuri de cel puțin 110 LPM. Un compresor trebuie să fie echipat cu Dispozitiv de reglarei de presiune de ieșire de până la 6-8 bari și fluxuri de cel puțin 110
Atunci când aerul comprimat industrial din buteliile de gaz este utilizat ca sursă de gaz:
- Verificați specificațiile producătorului cu privire la procedurile de instalare şi întreținere aplicate regulatoarelor de gaz de înaltă presiune.
- Inspectați supapele cilindrice pentru a vă asigura că acestea sunt curate şi fără ulei, grăsime sau orice alte materiale străine. Deschideți pentru scurt timo fiecare supapă cilindrică pentru a sufla orice praf care poate fi prezent.
- 3. Conectati furtunul de alimentare cu gaz la cilindru
Instalarea filtrului inlinie optional
Un filtru optional în linie este recomandat pentru o filtrare îmbunătătită cu aer comprimat și păștrarea umezelii sau a reșturilor din tortă.

Figura 4.3 - Conectare filtru în linie

IOTĂ!
rglați presiunea cilindrului de gaz între 6 și 8 bari. Diametrul intern al furtunului de alimentare trebuie să fie de cel puțin 6 mn ıntru un sigiliu securizat, aplicați etansarea firului pe firele de montare, în conformitate cu instrucțiunile producătorului. Nu
utilizati handă teflon ca un sealer fir. ca particule mici ale benzii se pot rupe și bloca pasajele mici de aer în tortă.
4.7 Conexiuni torță și plumb
Conexiune cu plumb la sol
Asigurati conectarea la terminalul de la sol cu conectorul de 25 mm. Curentul de tăiere a plasmei trece
prin terminalul de la sol.

Este esențial ca mufa să fie introdusă și rotită în loc sigur pentru a obtine o conexiune electrică

Conexiune tortă
Pentru a instala torta HandyPlasma. Împingeti mansonul și rotiti-


5 OPERARE
5.1 Prezentare generală
Normele generale de siguranță pentru manipularea echipamentului se găsesc în secțiunea 1. Citiți și înțelegeți Manualul de instrucțiuni înainte de montai și operare

Utilizatorul este responsabil pentru definirea procesului și a procedurii de tăiere respective a consumabilelor (sârmă, gaz) și pentru rezultatele operatiunii și aplicatiei.

ATENTIE
Nu opriți alimentarea în timpul tăierii (cu sarcină).
5.2 Panou de comandă

Figura 5.1 - HandyPlasma 35i/45i
1. Adaptor de torță cu plasmă
Adaptorul este punctul de conectare pentru torța de tăiere cu plasmă.
Pentru a îndepărta torța de tăiere cu plasmă, rotiți manșonul în sens invers acelor de ceasornic și trageți.

A-13903
Figura 5.2 - Conexiune cu torță cu plasmă
| TABELUL 5.1 Masă de fixare | ||
|---|---|---|
| PIN SOCLU | Funcție | |
| 1 | Declanșator torță | |
| 2 | Declanșator torță | |
| 3 | Nicio conexiune | |
| 4 | Nicio conexiune | |
| 5 | Vârf | |
| 6 | Vârf | |
| 7 | Nicio conexiune | |
| 8 | Buton PIP | |
| 9 | Buton PIP | |
| Soclu central | Electrod | |
Masă de fixare
2. Buton de control
Pentru a selecta meniul sau pentru a modifica valorile

Fiaura 5.3 - Buton de control
Pentru a regla curentul de tăiere:
- Rotiti în sensul acelor de ceasornic pentru a creste curentul de tăiere:
- Rotiti în sens invers acelor de ceasornic pentru a reduce curentul de tăiere.
Pentru a selecta o opțiune din meniul afișat:

3. Ecran LCD
Panoul frontal are un ecran LCD pentru a afisa modul de tăiere, curentul de tăiere, presiunea aerului și informațiile de eroare.
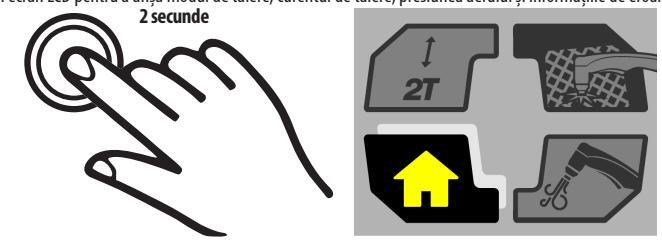
Figura 5.4 - Ecran LCD
4. Terminal clemă de lucru



nutatorul este pornit, ecranul LCE al panoului frontal se aprinde și ventilatorul pornește.
6. Conector de gaz
The Echipament gas Intrare may accept 1/4" NPT male plugs and peg-type air connection Duzăs, which are supplied in the Aer comprimat line connection

TENȚIE!
Pentru un sigiliu securizat, aplicați etanșarea firului pe firele de montare, în conformitate cu instrucțiunile producătorului. Nu utilizati bandă teflon ca un sealer fir, ca particule mici ale benzii se pot rupe și bloca pasaiele mici de aer în tortă.
7. Colector de apă
Colectorul de apă echipat colectează apa din aerul comprimat.
8. Supapă de eliberare a apei
Împingeți supapa de eliberare a apei pentru a elibera apa colectată în vasul filtrului. Utilizați cheia furnizată împreună cu ambalajul sistemului pentru a elibera vasul de filtrare pentru curățare sau înlocuire a filtrului.

5.3 Operațiune a ecranului LCD
ECRANUL DE BUN VENIT
Ecranul de bun venit este afișat timp de 3 secunde în timp ce echipamentul pornește.

Figura 5.5 - Ecranul de bun venit
După ecranul de bun venit, numele Modelului este afisat timp de 3 secunde.

Figura 5.6 - Ecranul numelui în funcție de Model
ECRANUL PRINCIPAL

Figura 5.7 - Ecranul principal
ECRANUL MENIULUI

Pentru a introduce ecranul meniului.

Figura 5.8 - Ecranul meniului

Fiaura 5.9 - Selectat ecranul modului de declansare

Modul de declanșare este utilizat pentru a schimba funcționalitatea de declanșare a torței între 2T (normal) și 4T (modul de blocare).

2) ECRANUL DE SELECTARE A MODULUI DE TĂIERE


Figura 5.13 - Modul de tăiere a plăcii
Figura 5.14 - Modul de tăiere a grilei
Retineti că atunci când modul de declansare este definit ca 4T, modul de tăiere a grilei nu este disponibil.
În modul de tăiere a plăcii cu modul de declanșare 2T selectat, arcul se oprește atunci când torța este scoasă de piesa de prelucrat în timpul operațiunilor de tăiere.

Pentru a reporni arcul Pilot.
În modul de tăiere a grilei, atunci când torța este scoasă de piesa de prelucrat, arcul Pilot este repornit instantaneu și arcul de tăiere se activează instantaneu atunci când arcul Pilot intră în contact cu piesa de prelucrat. Este recomandabil să selectați modul de tăiere a grilei pentru a tăia metalul sau grilele expandate sau pentru a efectua operațiuni de măcinare, atunci când se dorește reinițializarea neîntreruptă.
3) ECRAN DE EPURARE A GAZELOR

Figura 5.15 - Ecran de epurare a gazelor selectat

Figura 5.16 - Ecran de epurare a gazelor selectat
4) FCRANUI PRINCIPAI
Când ecranul principal este evidentiat pentru a intra în ecranul principal.

ECRANUL DE EROARE DE INSTALARE TORTĂ SAU DE ASAMBLARE A CAPACULUI
Instalarea torței sau ecranul incorect de eroare al ansamblului de acoperire este afișat atunci când consumabilele torței sau torței nu sunt instalate corect.


Figura 5.17 - Ecran de eroare de instalare torță sau consumabile
ECRAN DE EROARE DE INSTALARE A ELECTRODULUI SAU DUZE
Ecranul de eroare de instalare a electrodului sau duzei de tăiere este afișat atunci când electrodul sau duza de tăiere nu sunt instalate corect. Gazul curge timp de 2 secunde și apoi se oprește timp de 3 secunde. Aparatul continuă să verifice electrodul și situația duzei de tăiere până
când acestea sunt în poziția corectă.


Fiaura 5.18 - Electrod sau duză de tăiere ecran de eroare de instalare
ECRANUL DE EROARE AL PRESIUNII AERULUI
Ecranul de eroare al presiunii aerului este afișat atunci când presiunea aerului de ieșire este în afara razei de acțiune. Reglați presiunea aerului comprimat între 6 și 8 bari. Alarma de eroare se va dezactiva

Fiaura 5.19 - ECRANUL DE EROARE AL PRESIUNII AERULUI
ECRANUL DE EROARE DE TENSIUNE
Ecranul de eroare de tensiune este afișat atunci când tensiunea de intrare este foarte scăzută sau când circuitul PFC se defectează. În acest caz, este recomandabil să contactati un centru de service Autorizat FSAB pentru a evalua echinamentul

Fiaura 5.20 - Ecranul de eroare de tensiune
ECRAN DE EROARE SUPRAÎNCĂLZIRE
Echipamentul de tăiere este protejat de un senzor de temperatură. Ecranul de eroare de supraîncălzire este afișat dacă aparatul este supraîncălzit. ceea ce apare în mod normal dacă ciclul de lucru al echipamentului este depăsit.
Dacă ecranul de eroare de supraîncălzire afișează ieșirea mașinii, acesta trebuie dezactivat. Lăsați echipamentul pornit pentru a permite răcirea componentelor interne. Când echipamentul este suficient de rece, ecranul de eroare de supraîncălzire dispare Automat
Observați că comutatorul ON/OF trebuie să rămână în poziția ON, astfel încât ventilatorul să continue să funcționeze și să permită echinamentului să se tăcească suficient

În caz de supraîncălzire, NU

Figura 5.21 - Ecran de eroare supraîncălzire
SELECTAREA PIESEI TORTĂ
Inspectați torța cu privire la asamblarea și piesele corespunzătoare. Părțile torței trebuie să corespundă tipului curent de funcționare. Utilizați numai piesele ORIGINALE ESAB.

SELECTARE GAZ
Asigurati-vă că alimentarea cu gaz îndeplineste cerintele enumerate. Verificati conexiunile si deschideti sursa de alimentare
SECVENTĂ DE OPERARE

5. Verifică presiunea aerului.

presiunea aerului. Asigurati-vă că presiunea este în Intervalul corect de la 4.1 bar la 5.5 bar. Retineți că echinamentul a reglat presiunea gazului la 4.6
bari ca valoare Standard
Pentru a întrerupe fluxul de gaz.
6. Selectati pictograma ecranului principal si apăsati butonul de control pentru a iesi din ecranul meniului.
7. Ajustati valoarea curentului de iesire utilizând butonul de control al panoului frontal.

--Încenând din miilocul niesei de nrelucrat noate deteriora cuna de ecranare sau Ghidul DISTANTĂ și noate reduce durata de viată a vârfului
Pentru performantă optimă și durată de funcționare extinsă a componentelor, folositi întotdeauna componentele adecvate
Torta poate fi tipută în mod confortabil într-o mână sau fixată cu două mâini. Pozitionati nalma pentru a anăsa Declansatorul pe mânerul tortei. În czyl tortej Manuale mána nozte fi nozitionată anroane de canul tortej nentru control maxim sau în anronjerea extremității din snate nentru protectie maximă la căldură. Verificati care este cea mai adecvată tehnică de tinere care permite un bun control si o miscare optimă.


Calitatea tăierii depinde foarte mult de setare și de parametrii precum mufa de distanțare a torței, alinierea cu piesa de lucru, vitaza de tăierea presimile de gaz ci abilitatea operatorului
Cerințele de calitate a tăieților pot diferi în funcție de aplicație. De exemplu, acumularea de nitrură și unghiul de teșire pot fi factori importanți când suprafața va fi sudată după tăiere. Tăierea fără zqură este importantă atunci când se dorește o calitate de tăiere a finisajului pentru a evita o
operatie secundară de curătare. Caracteristicile următoare de calitate a tăierii sunt ilustrate în următoarea figură:

Figura 5.22 - Caracteristici de calitate ale tăierii
Acumulare de nitrură - Acumulările de nitrură pot fi lăsate pe suprafața tăieturii când nitrogenul este prezent în fluxul de gaz plasmogen. Aceste acumulări pot crea dificultăți în care unele materiale urmează să fie sudate după procesul de tăiere.

Mufă de distantare a tortei
Începere margine - Pentru începerea de pe margine, țineți torța perpendicular față de piesa de lucru cu partea anterioară a vârfului aproape (fără a atinge) marginea piesei de lucru în punctul unde trebuie începută tăierea. Când începeți la marginea plăcii, nu vă opriți la margine și nu forțați arcul să "atingă" marginea metalului. Stabilirea arcului electric de tăiere cât mai repede posibil.
Direcția tăierii - În torțe, fluxul de gaz plasmogen formează vârtejuri pe măsură ce iese din torță pentru a menține o coloană uniformă de gaz. Rezultatul acestui efect de vârtej este că o parte a tăieturii este mai pătrată decât cealaltă. Vizualizată de-a lungul direcției de mișcare, partea dreaptă a tăieturii este mai pătrată decât cea stângă.

Figura 5.23 - Caracteristici ale tăieturii laterale
Pentru a obține o tăietură mai pătrată de-a lungul diametrului intern al cercului, torța trebuie să se deplaseze în direcția în sens invers acelor de ceasornic sau în jurul cercului. Pentru a menține o margine pătrată de-a lungul atunci când tăiați de-a lungul diametrului exterior, torța trebuie să se deplaseze în sensul acelor de ceasornic.
Zgură - Când zgura este prezentă pe oțelul carbon, este denumită în general "zgură la viteză mare, la viteză mică sau superioară".
Zgura prezentă în partea superioară a plăcii este în mod normal cauzată de o distantă prea mare între tortă și placă.
"Zgura superioară" este de obicei ușor de îndepărtat și deseori poate fi eliminată cu ajutorul unei mănuși de sudură. "Zgura la viteză mică" este de obicei prezentă în partea inferioară a plăcii.
Poate varia de la un strat subțire la un strat gros, dar nu aderă bine la muchia de tăiere și poate fi eliminată ușor.
"Zgura la viteză mare" formează de obicei o bordură îngustă de-a lungul stratului inferior al muchiei de tăiere și este foarte dificil de îndepărtat.
Când tăjați un otel Problemăațic, este câteodată uțil să reduceți viteza de tăjere pentru a produce "zgură la viteză mică".
Orice curățare ulterioară poate fi realizată prin șlefuire și nu prin polizare. În funcție de tăietura materialului, operatorul poate dori să se pisa suprafata tăieturii înainte de sudare
Defectiuni comune
| TABELUL 5.2 | |||
|---|---|---|---|
| problemă - Simptom | Cauză comună | ||
|
5. Curentul de täiere este
prea scăzut |
6. | ||
|
3. Valoarea curentului de tăiere
este prea mare. 4. Cablu de lucru deconectat. |
5.
• |
||
| 4. Curent de tăiere inadecvat. | 5. | ||
| Durată de viață scurtă a componentelor torței | 3. Timp excesiv de arc Pilot | 4 |
5. Torță asamblată
în mod inadecvat. |
6 ÎNTREȚINERE
6.1 Prezentare generală
Întretinerea periodică este importantă pentru a asigura functionarea sigură și fiabilă.
ESAB recomandă ca întreținerea echipamentelor să fie efectuată numai de profesioniști calificați.

Toți termenii de angajament privind garanția furnizorului nu se vor mai aplica dacă clientul încearcă să repare orice defecte ale produsului în timpul perioadei de garanție.
6.2 Profilaxia
În conditii normale de functionare, echipamentul nu necesită servicii speciale de întretinere
Operatorul poate sufla ocazional orice resturi departe cu aer comprimat de joasă presiune. Operatorul trebuie să verifice în mod regulat dacă conexiunile electrice externe sunt strânse și cablurile componentelor sunt fixate. Verificați eventuala prezență a fisurilor în izolațiile electrice de cablu sau sârmă, inclusiv tăierea, sau alti izolatori, și înlocuiti după este necesar.

ATENȚIE!
Deconectați toată energia înainte de a efectua orice serviciu.
6.3 Întretinere corectivă
Utilizați numai consumabile originale ESAB, torță și conduce. Utilizarea pieselor neorigile sau neaprobate duce la anularea Automată a garanției oferite
Torța de înlocuire și conduce pot fi obținute de la serviciile Autorizate ESAB sau de la sucursalele de vânzări indicate în ultima pagină de aici. Se face întot deauna referire la numărul de Model al echinamentului comandat.
6.4 Planul de întretinere preventivă a echipamentelor

7 TORȚĂ CU PLASMĂ
7.1 Specificatii

Figura 7.1 - Torță cu plasmă
Lungimi ale conductoarelor tortei
Cablul torței are o lungime de 5 m.
Consumabile tortă
Torta constă din următoarele piese consumabile:
Electrod, duză, capac, difuzor de gaz și Ghid DISTANȚĂ.
HandyPlasma 60A Torță (Partea Nr. 0559337000) este echipat cu un sfat de 0,8 mm pentru HandyPlasma 35i, și 0.9mm Sfat de tăiere pentru HandyPlasma 45i.
Piese încorporate
Capul torței cu plasmă are un comutator de circuit încorporat cu tensiune nominală de 12 VDC.
Tip de răcire
Combinarea aerului ambient și a curentului de gaz prin torță.
Specificatii tehnice pentru tortă
| TABELUL 7.1 | |
|---|---|
| SPECIFICAȚII TEHNICE | LANTERNA HandyPlasma |
| Temperatura ambientală | 40° C |
| Curent nominal | 60 Amp |
| Ciclu de operare | 60% |
| Tensiune nominală | 500 V |
| Flux gaz | 110 - 150 LPM |
7.2 Introducere pentru plasmă
7.2.1. Flux gaz plasmogen
Plasmă este un gaz care a fost încălzit la o temperatură foarte mare și ionizat pentru a deveni conductibil electronic. Tăierea cu arc plasmogen și procesele de dăltuire folosesc această plasmă pentru a transfera un arc electric spre piesa de lucru. Metalul care trebuie tăiat sau eliminat este topit de căldura arcului, iar apoi suflat.
Într-o torță de tăiere cu plasmă, un gaz rece intră în zona B unde un arc între electrod și vârful torței încălzește și ionizează gazul. Arcul de tăiere principal este transferat apoi spre piesa de lucru prin coloana de gaz plasmogen din zona C.
Prin fortarea gazului plasmogen și a arcului electric printr-un orificiu de mici dimensiuni, torta furnizează căldură de înaltă concentrație pe o zonă
restrânsă. Arcul plasmogen rigid și contractat este prezentat în zona C. Polaritatea directă de curent continuu (CC) este folosită pentru tăierea cu plasmă, astfel cure este indicat în figură.
Zona A direcționează un gaz secundar care răcește torța. Acest gaz ajută, de asemenea, de mare viteză de gaz plasmatic în suflare de metal topit din tăiat care să permită o tăiere rapidă, zoură-free.

Fiaura 7.2 - Detaliu cap de tortă tipic
Distribuție gaz
Gazul unic folosit este împărțit în plasmă și gaze secundare.
Gazul plasmogen circulă în tortă prin conductorul negativ, prin cartusul de pornire, prin iurul electrodului și prin orificiul vârfului.
Gazul secundar circulă în jos spre exteriorul cartușului de pornire al torței și în afară între vârf și cupa de protecție din jurul arcului plasmatic.
Arc de tăiere principal
Puterea CC este, de asemenea, folosită pentru tăierea cu arc electric principal. leșirea negativă este conectată la electrodul torței prin conductorul torței. leșirea pozitivă este conectată la piesa de lucru via cablul de lucru și la torță prin intermediul unui fir Pilot.
7.3 Întretinerea tortelor
Curătarea Torta
Chiar dacă sunt luate măsuri de siguranță pentru a folosi numai aer curat cu o torță, în cele din urmă interiorul torței este încărcat cu reziduuri. Această acumulare poate afecta aprinderea cu arc Pilot si calitatea generală de tăiere a tortei.

Deconectați sursa de energie primară de la sistem înainte de a dezasambla torța sau conductoarele torței.
NU atingeți nicio componentă internă a torței în timp ce lumina indicatorului CA a sursei de alimentare cu energie electrică este

TENTIE!
Interiorul torței trebuie curățat cu un agent de curățare de contact electric folosind un tampon de vată sau o cârpă moale uscată. În cazuri severe, torța poate fi separată de conductoare și curățată mai bine prin vărsarea de agent de curățare de contact electric în torță și suffarea acestuia cu ae comprimat
Inspecția și înlocuirea consumabilelor pentru torță
Îndepărtați piesele consumabile ale torței după cum urmează:

Figura 7.3 - Componente consumabile
1. P 1

Figura 7.4 - Uzură vârf
4. Verificați capul torței dacă suportul electrodului se mișcă liber în și în afară. Împingeți electrodul în aproximativ 2 mm, eliberați-l și ar trebui să se retragă. Înlocuiți torța dacă acest lucru nu functionează.
dacă este deteriorat.
Îndepărtați vârful. Verificați dacă există un grad de uzură excesivă (marcată printr-un orificiu alungit sau supradimensionat). Curățați sau înlocuiți vârful dacă este necesar.
Curătați-l sau înlocuiți-l
8 GHID DE DEPANARE

VERTISMENT
Nivele de tensiune și de putere foarte periculoase sunt prezente în această unitate. Nu încercați să îl diagnosticați sau să îl reparati decât dacă ati urmat cursuri de formare în măsurători ale aparatelor electronice si a tehnicilor de depanare.
În cazul în care subansamblurile complexe principale sunt defecte, sursa de alimentare trebuie returnată unui furnizor de servicii ESAB Autorizat pentru reparații Nivelul de soluție problemă de bază poate fi efectuat fără echinament sau cunosținte speciale
| TABELUL 8.1 | ||||
|---|---|---|---|---|
| Problemă | Ca | nuză | S | oluție |
| 1. |
|
C) Asigurați-vă că sursa de alimentare
este în termen de 240 VAC +/- 15%, C, C |
||
| 2. A II |
A) Torța nu este conectată
corespunzător la sursa de alimentare cu energie electrică. |
A) Reinstalaţi torţa; verificaţi dacă
arzătorul este instalat complet in adaptorul de sex feminin al arzătorului şi rotiţi piuliţa de plastic a arzătorţi piuliţa de acelor de ceasornic pentru a o fixa în poziţie. |
B) p | |
|
ور المعالم الم
عند المعالم الم |
|
()
D) Componente defecte in unitate. |
|
C) Verificați dacă există scurgeri de gaz
între supapa de gaz şi intrarea de gaz sau ieşirea cilindrului. |
| 4. A III |
A) Electrodul sau värful nu sunt
instalate corect. |
() Defectarea componentei de
alimentare. |
A) Reinstalați electrodul sau vârful. | |
| 5. * |
|
B) Defectarea componentei de
alimentare. |
A) Verificați dacă tensiunea de
intrare este în Intervalul de 204 ~ 276 V. |
|
| б. |
A) Ciclul de lucru al alimentării cu
energie electrică a fost depășit B) Fluxul de aer prin sau în jurul unității este blocat. |
() Defectarea ventilatorului.
D) Defectarea componentei de alimentare. |
|
C) Verificați dacă ventilatorul
funcționează când comutatorul principal este pornit. |
9 LISTE DE PIESE
Consumabilele, torțele, cablurile și accesoriile sunt disponibile prin intermediul unui distribuitor ESAB Autorizat local.
9.1 Piese consumabile pentru 60A Torță (P/N 0559337000)
| TABELUL 9.2 PIESE TORȚĂ | |||
|---|---|---|---|
| Articol nr. | Can | Descriere | Număr catalog |
| Sfat de tăiere 35A | 0559337001 | ||
| ' | Vârf de tăiere 45A | 0559337002 | |
| 2 | 1 | Electrod | 0559337003 |
| 3 | 1 | Ghidaj de distanțare | 0559337004 |
| 4 | 1 | Cupă de protecție | 0559337005 |
| 5 | 1 | Garnitură inelară | 0559337006 |
| 6 | 1 | Difuzor de gaz | 0559337007 |
| 7 | 1 | HandyPlasma 60ATorță | 0559337000 |

9.2 Opțiuni și accesorii
| TABELUL 9.3 | ||
|---|---|---|
| Articol nr. | Descriere | Număr catalog |
| 1 | Filtru de aer în linie | 0559337039 |
| 2 | Cartuș filtru plasmă | 0559337040 |
| 3 | Ghid de tăiere a cercului | 0559337041 |
Această pagină a rămas necompletată în mod intenționat.

www.esab.com
©2020 ESAB Welding and Cutting Products






































 Loading...
Loading...