


HandyPlasma®250
Système de coupe Plasmarc™
ESAB Nº de réf. 0558004440 - 115 V, monophasé, 50/60 Hz
Manuel d’instructions
0558005321 05 / 2007


TABLE DES MATIÈRES
SECTION TITRE PAGE
PARAGRAPHE
SECTION 1 DESCRIPTION ............................................................................................................. 17
1.1 Généralités ...................................................................................................................17
1.2 Étendue .........................................................................................................................17
1.3 Système disponible ................................................................................................... 17
1.4 Caractéristiques .......................................................................................................... 18
SECTION 2 INSTALLATION........................................................................................................... 21
2.1 Généralités ...................................................................................................................21
2.2 Équipement nécessaire ...........................................................................................21
2.3 Lieu ................................................................................................................................. 21
2.4 Inspection ..................................................................................................................... 21
2.5 Raccords électriques principaux de l’alimentation ....................................... 21
2.6 Raccords secondaires (Sortie) ...............................................................................23
2.6.1 Remplacement de la torche ................................................................................... 23
2.6.2 Raccords d’air .............................................................................................................. 23
2.6.3 Connexion du câble de masse .............................................................................. 23
2.7 Installation des consommables de la torche PT-31XL .................................. 26
SECTION 3 FONCTIONNEMENT ................................................................................................ 27
3.1 Fonctionnement ........................................................................................................ 28
3.2 Commandes du HandyPlasma® 250 ................................................................... 28
3.3 Assemblage des pièces consommables du PT-31XL .................................... 29
3.4 Découpage avec le PT-31XL ...................................................................................29
3.5 Techniques d’utilisation .......................................................................................... 31
3.6 Problèmes communs de coupe ............................................................................ 31
SECTION 4 MAINTENANCE .........................................................................................................33
4.1 Généralités ................................................................................................................... 33
4.2 Inspection et nettoyage .......................................................................................... 33
4.3 Capteur de débit ........................................................................................................ 33
4.4 Entretien de la torche PT-31XL .............................................................................34
4.5 Ordre de démontage du câble électrique et du commutateur ................ 35
SECTION 5 DÉPANNAGE ............................................................................................................... 39
5.1 Dépannage .................................................................................................................. 39
5.2 Guide de dépannage ................................................................................................ 39
5.3 Séquence du fonctionnement .............................................................................. 44
SECTION 6 PIÈCES DE RECHANGE ........................................................................................... 45
6.1 Généralités ...................................................................................................................45
6.2 Passer une commande ............................................................................................ 45

TABLE DES MATIÈRES
4

567


SECTION 1 DESCRIPTION
1.1 GÉNÉRALITÉS
Le HandyPlasma® 250 est un système de découpage au
plasma compact et complètement autonome. Tel que livré,
le système est entièrement assemblé et prêt au découpage
après avoir été connecté à l’alimentation et à une source
d’air comprimé de 6,2 à 10,3 bar (90-150 PSI) préltré. Le
système HandyPlasma® 250 utilise la torche PT-31XL orant
une puissance de découpage de matériaux jusqu’à 6,4 mm
(0,25 po.) d’épaisseur ou de séparation de matériaux jusqu’à
7,9 mm (0,31 po.) d’épaisseur.
L’appareil breveté PT-31XL est une torche manuelle avec une
tête à 75° conçue pour une utilisation avec plusieurs modules de découpage par jet de plasma utilisant un air propre
et sec comme gaz de plasma. D’une longueur de 3,7 m (12
pi), le tuyau de branchement de la torche a été testé pour
une utilisation à 100% à n’importe quel niveau de sortie du
HandyPlasma® 250.
N’UTILISEZ AUCUNE TORCHE AVEC CETTE SOURCE
D’ÉNERGIE AUTRE QUE LA PT-31XL D’ESAB. TOUTE UTILISATION AVEC N’IMPORTE QUELLE AUTRE TORCHE PEUT
ENTRAÎNER DES BLESSURES GRAVES.
1.2 ÉTENDUE
Le but de ce manuel est de fournir à l’opérateur les informations nécessaires pour installer et utiliser le système de découpage HandyPlasma® 250 Plasmarc™. Une documentation
de référence technique est également fournie pour assister
au dépannage du système de découpage.
AVERTISSEMENT
1.3 SYSTÈME DISPONIBLE
HandyPlasma® 250 ................................................................................................................................................Nº réf. 0558004440
comprend : la console avec le régulateur et le câble de masse, la torche PT-31XL, le câble de la torche de 3,7 m (12 pieds) et
le kit de pièces de rechange.
Le Kit optionnel du guide de la torche (0558003258) permet de découper des cercles précis de 45 mm à 1050 mm (1,8
po à 41,3 po) de diamètre avec une torche manuelle. L’accessoire comprend une tête et une barre de rayon, un point central/adaptateur et un ensemble à double roulettes. Les découpes peuvent être eectuées à l’intérieur ou à l’extérieur du
cercle. La tête de la torche est toujours maintenue en position verticale durant le découpage. L’accessoire est également
pratique pour conserver une distance de sécurité constante dans d’autres types de découpage.

SECTION 1 DESCRIPTION
Table 1-1 PT-31XL Contenu du kit de pièces de rechange
Description Nº de réf. de la pièce Quantité
Le kit de pièces de rechange nº de réf. 0558005281 inclut :
Tuyère 15/20 A 19667 3
Électrode 18205 2
Déecteur de tourbillonnement 18785 1
Écran thermique 20282 1
Lubriant, 1/4 oz. (7,4 ml) 17672 1
Joint torique 12 mm (0,47 po) DI × 2 mm (0,078 po) 950790 5
REMARQUE : le kit de la torche PT-31XL portant le nº de réf. 0558005300 est fourni avec la tuyère,
l’électrode, le déecteur de tourbillonnement et l’écran thermique assemblé en tant que composant du système HandyPlasma® 250
1,4 CARACTÉRISTIQUES
Consultez les tableaux 1-2, 1-3, et les gures 1-1 et 1-2 des caractéristiques techniques du HandyPlasma® 250.
Tableau 1-2 caractéristiques du HandyPlasma® 250
Puissance nominale
20% de pourcentage d’utilisation*
Courant de sortie
Tension de circuit ouvert
Entrée nominale principale
de 18 A à 87,2 V c.c. de sortie
Facteur de puissance @ 18 ampères en sortie
Capacité de courant de la torche
Alimentation d’air minimale
Dimensions de la torche HandyPlasma
250
115 V ca
50/60 Hz monophasé
PT-31XL
PT-31XL
Longueur
Hauteur
Largeur
Courant continu électrode
négative 50 A
250 cfh à 75 psi (118 l/min à 5,2 bar)
18 A @ 87,2 V c.c.
18 ampères
260 V c.c. nominal
20 A
81% (monophasé)
406 mm (16 po)
203 mm (8 po)
152 mm (6 po)
Poids (avec la torche)
* La durée d’utilisation est basée sur une période de 10 minutes ; donc, une durée d’utilisation de 40% signie que la machine peut fonctionner pendant
4 minutes avec une période de refroidissement de 6 minutes ; une durée d’utilisation de 60% signie que la machine peut fonctionner pendant 6 minutes avec une période de refroidissement de 4 minutes ; une durée d’utilisation de 100% signie que la machine peut fonctionner sans interruption.
8
7,3 kg (16 livres)

SECTION 1 DESCRIPTION
Tableau 1-3 Caractéristiques de la torche PT-31XL
Torche PT-31XL
Capacité de courant Courant continu électrode négative
50 A
Poids à l’expédition ......................................... 9,1 kg (20 livres)
Longueur des lignes de service ..........................3,7 m (12 pi)
Le kit de la torche PT-31XL portant le nº de réf.
0558005300 est fourni avec la tuyère, l’électrode, le déecteur de tourbillonnement et l’écran thermique assemblé.
140
(3556)
120
(3048)
100
(2540)
80
(2032)
57 mm
(2,25 po)
Torche à 75°
133 mm
(5,25 po)
Figure 1-1. Performance de coupe du PT-31XL
60
(1524)
40
(1016)
20
Vitesse de coupe, po./min. (mm/min.)
(508)
0
0.25 (6.4)0.12 (3.2)0.06 (1.6)
Épaisseur du métal, po. (mm)
Figure 1-2. Performance de coupe du PT-31XL
0.31 (7.9)
9

SECTION 1 DESCRIPTION
10

SECTION 2 INSTALLATION
2.1 GÉNÉRALITÉS
Une installation correcte assurera un fonctionnement satisfaisant et sans problème du module de coupe HandyPlasma®
250. Nous recommandons que chaque étape de cette section
soit soigneusement étudiée et respectée.
2.2 MATÉRIEL NÉCESSAIRE
Une source d’air préltré propre et sec de 118 l/m à 5,2 bar
(250 cfh à 75 psig) est exigée pour le découpage. L’alimentation d’air doit être inférieure à 10,3 bar (150 psig) (capacité
maximum de pression d’entrée du ltre-régulateur d’air
fourni avec le module).
2.3 EMPLACEMENT
Une ventilation adéquate est nécessaire pour fournir le refroidissement approprié au HandyPlasma® 250, et la quantité
de saleté, de poussière et de chaleur excessive à laquelle
le matériel est exposé, devrait être réduite au minimum.
Prévoir au moins 30 cm (1 pied) de dégagement entre la
source d’énergie du HandyPlasma® 250 et le mur ou toute
autre obstruction pour permettre une bonne circulation d’air
dans le bloc d’alimentation.
L’installation de tout dispositif de ltrage limitera le volume
d’air aspiré, soumettant de ce fait les composants internes
de source d’énergie à une surchaue. Toute utilisation de ce
type de dispositif de ltre annulera la garantie.
2.4 INSPECTION
2.5 PRINCIPAUX RACCORDS DE
L’ALIMENTATION
AVERTISSEMENT
TOUTE DÉCHARGE ÉLECTRIQUE PEUT ÊTRE MORTELLE !
DES MESURES DE PRÉCAUTIONS DEVRAIENT ÊTRE PRISES
POUR ASSURER UNE PROTECTION MAXIMUM CONTRE
LES CHOCS ÉLECTRIQUES. ASSUREZ-VOUS QUE TOUTE
ALIMENTATION EST COUPÉE EN OUVRANT LE COMMUTATEUR DE DÉCONNEXION DE LA LIGNE (MUR) ET EN
DÉBRANCHANT LE CORDON SECTEUR DE L’UNITÉ QUAND
DES CONNEXIONS SONT EFFECTUÉES À L’INTÉRIEUR DU
BLOC D’ALIMENTATION.
ATTENTION
Assurez-vous que la source d’énergie est correctement
configurée pour votre alimentation. Ne connectez
aucune source d’énergie congurée pour 115 V à une
alimentation de 208/230 V. Cela pourrait entraîner un
endommagement de la machine.
La source d’énergie du HandyPlasma
VCA, monophasé, et est équipée d’un câble de 2,4 m (8 pi) à 3
ls conducteurs. Le client est responsable de fournir une che
répondant aux normes NEMA 6-30 minimum si désiré.
®
250 fonctionne sur 115
A. Enlevez le conteneur d’expédition et tout matériau
d’emballage et recherchez la présence éventuelle de
dommages non apparents au moment de la réception
du HandyPlasma® 250. Prévenez immédiatement le
transporteur de tout défaut ou dommage éventuels.
B. Avant de jeter les matériaux d’expédition, examinez le
conteneur pour déceler toutes les pièces lâches.
C. Contrôlez les auvents d’air et toutes autres ouvertures
pour dégager toute obstruction.
AVERTISSEMENT
LE CHÂSSIS DOIT ÊTRE CONNECTÉ À UNE PRISE DE TERRE
HOMOLOGUÉE. LE FAIT DE NE PAS LE FAIRE ENTRAÎNERA
DES RISQUES DE CHOCS ÉLECTRIQUES, DE BRÛLURES
GRAVES ET MÊME DE MORT.
Un coupe-circuit (mural) avec fusible ou disjoncteur
approprié (voir le tableau 2.1), devrait être installé dans le
panneau d’alimentation électrique principale.
Tableau 2.1. Tailles recommandées des conducteurs de l’alimentation et des fusibles de ligne
Puissance d’entrée nominale Conducteur Taille du fusible
d'entrée et masse Amps
Volts Amp Phases CU/AWG*
115 18 1 Nº 10 30
* Selon le code national pour les conducteurs de cuivre à 80°C et à une température ambiante de 30°C. Pas plus
de trois conducteurs par conduit ou câble. Les codes électriques locaux doivent être respectés s’ils indiquent des
tailles autres que celles énumérées ci-dessus.
11
SECTION 2 INSTALLATION
INSTALLATION
115 V
20 A
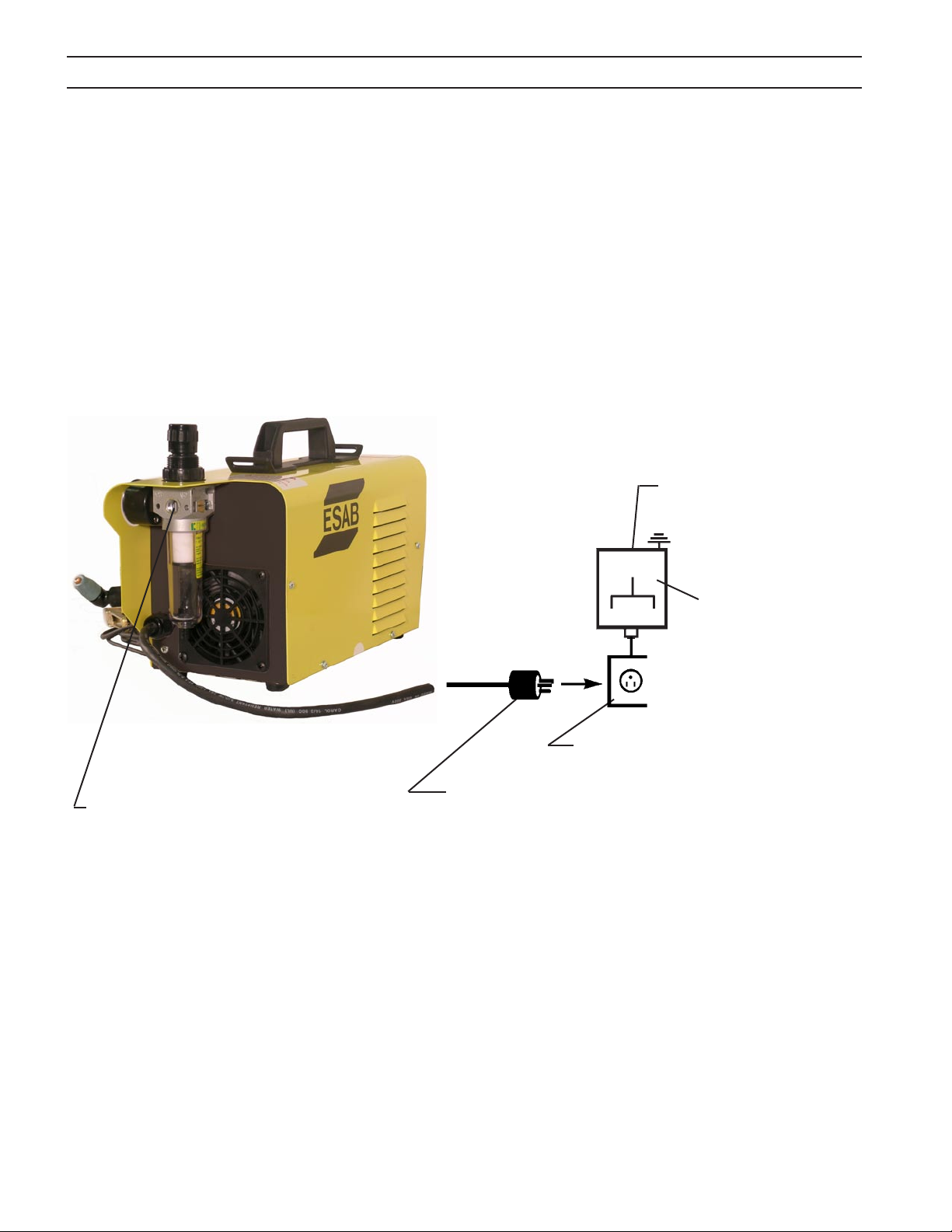
2.5 PRINCIPAUX RACCORDS DE L’ALIMENTATION
Recommandations pour un rendement opérationnel adéquat:
Rallonge électrique adéquate
Lorsque vous devez utiliser une rallonge électrique, la taille et la longueur recommandées sont de 14 AWG et de 7,6 mètres
(25 pieds) respectivement. Toute rallonge ne respectant pas les spécications recommandées pourrait entraîner une perte
de puissance et provoquer une diminution de la capacité et de la qualité de la coupe.
Prise murale exclusive
Pour un rendement optimal, utilisez une prise murale exclusive. Le fait de combiner l’alimentation électrique avec d’autres
appareils électroménagers augmente le risque d’une tension et d’un courant inadéquat vers l’unité pouvant provoquer une
diminution de la capacité et de la qualité de la coupe.
COUPE-CIRCUIT AVEC FUSIBLE OU DISJONCTEUR
FOURNI PAR LE CLIENT
*
Alimentation d’air préltré (fournie par le client)
6,2 à 10,3 bar max (90 à 150 psig)
Figure 2-1 Diagramme d’interconnexion principale du HandyPlasma
PRISE - NEMA 5-20 nominal minimum
(la price doit correspondre à la che)
FICHE (fournie par le client)
NEMA 5-20 nominal minimum
Voir le tableau 2.1
(Voir le tableau et avertissement
*
relatifs à la prise de terre du châssis
dans la section 2.5).
®
250
12

SECTION 2 INSTALLATION
2.6 RACCORDS SECONDAIRES SORTIE
La torche est assemblée d’origine. Ces instructions sont
pour le remplacement de la torche.
AVERTISSEMENT
Avant tout branchement aux terminaux de sortie du bloc
d’alimentation, assurez-vous que toute l’alimentation
principale à ce dernier est coupée (hors tension) au
niveau du coupe-circuit principal et que le câble d’alimentation est débranché. Pour la sûreté de l’opérateur,
les connexions de la torche sont chargées.
2.6.1 Remplacement de la torche
1. Retirez le couvercle de la machine. Le raccord de la
torche est situé sur le bas de la machine. Voir la gure
2-2 ci-dessous.
2. Faites passer le câble électrique et le l de sortie du
commutateur du PT-31XL par le côté gauche de la douille
inférieure du panneau avant. Branchez le câble électrique
au raccord de la torche (ls conducteurs de gauche) et
branchez les ls de la gâchette de la torche aux bornes
1 et 2 de la che blanche située dans le coin inférieur
droit de la machine. Vériez que le raccord électrique
du câble est serré au moyen d’une clé.
3. Remettez le couvercle de la machine en place.
2.6.2 Raccords d’air
1. Branchez votre alimentation d’air à la connexion d’entrée
du ltre-régulateur. Voir la gure 2-1.
2.6.3 Connexion du câble de masse
1. Attachez par serrage le câble de masse à la pièce à travailler. Assurez-vous que la pièce est mise à une terre
approuvée par le biais d’un câble de masse de taille
correcte. Voir les gures 2-3, 2-4 et 2-5.
Arrière
Raccordement de
la torche
Figure 2-2. Raccordement de la torche
Avant
13

SECTION 2 INSTALLATION
2.6 RACCORDS SECONDAIRES SORTIE
PT-31XL
MASSE DE
SÉCURITÉ
MASSE
CABLE DE TRAVAIL
Prévoyez au moins 3 m (10 pieds)
entre la pièce à travailler et l’alimentation
Figure 2-3 Diagramme d’interconnexion secondaire du HandyPlasma® 250
14

SECTION 2 INSTALLATION
2.6 RACCORDS SECONDAIRES SORTIE
PRISE DE TERRE
N’attachez pas le câble de travail
CÂBLE DE TRAVAIL
à la pièce devant être coupée
Figure 2-4 Raccords secondaires (Sortie)
Établi de travail
à la masse
ASSUREZ-VOUS QUE LA MASSE
EST EN BON CONTACT AVEC LA TABLE
PRISE DE TERRE
CÂBLE DE TRAVAIL
Figure 2-5 Raccords secondaires (Sortie)
15
SECTION 2 INSTALLATION
2.7 INSTALLATION DES CONSOMMABLES DE LA TORCHE PT31XL
AVERTISSEMENT
Assurez-vous d’installer le déecteur de tourbillonnement
dans la torche. Le fait de ne pas
le faire permettrait à la tuyère (extrémité) d’entrer en contact avec
l’électrode et de se retrouver ainsi
sous tension et causer des chocs
électriques qui pourraient entraîner de graves blessures pouvant
même être mortelles.
AVERTISSEMENT
La tête de la torche de PT-31XL
contient un clapet anti-retour
de gaz qui agit de paire avec le
capteur de débit et les circuits du
bloc d’alimentation. Ce système
empêche la torche d’être mise sous
tension si on appuie accidentellement sur la gâchette lorsque l’écran
protecteur est enlevé. Ne rempla-
cez la torche que par une torche
ESAB appropriée, car seul cette
dernière est équipée du système
de verrouillage breveté d’ESAB.
Respectez toutes les instructions de sûreté comprises dans ce manuel. N’installez
pas ou n’essayez pas d’utiliser cette torche sans respecter soigneusement ces instructions.
Le siège vient assemblé dans la partie avant de la torche. Vériez qu’il est serré fermement avec une clé, mais sans excès.
1. Pour démonter l’avant, maintenez la torche avec l’écran en position verticale. Ceci
empêchera la tuyère, l’électrode et le déecteur de tourbillonnement de tomber
lorsque l’écran est retiré.
Le clapet anti-retour de gaz fait partie du système de verrouillage de sécurité et
est intégré à la torche. Remplacez la tête si cette valve fonctionne mal. La légère
pression exercée par le ressort pour fermer le clapet de retenue à bille peut être
testée en poussant sur l’électrode au moment de l’assemblage des composants
avants.
2. Contrôlez régulièrement l’écran thermique, l’électrode, la tuyère et le déecteur de
tourbillonnement. Remplacez tout composant usé ou endommagé.
3. Arrêter toute utilisation si l’extrémité de l’électrode devient inférieure à 16 mm [5/8
po] comme l’illustre la gure 2-6 ci-dessous.
4. Appliquez un peu de lubriant nº de réf. 17672, livré avec le kit de pièces détachées,
à l’écran thermique ou à la bague, suivant les indications de l’illustration 4-3. Examinez la bague pour détecter tout endommagement chaque fois que l’écran est
retiré. Remplacez si besoin.
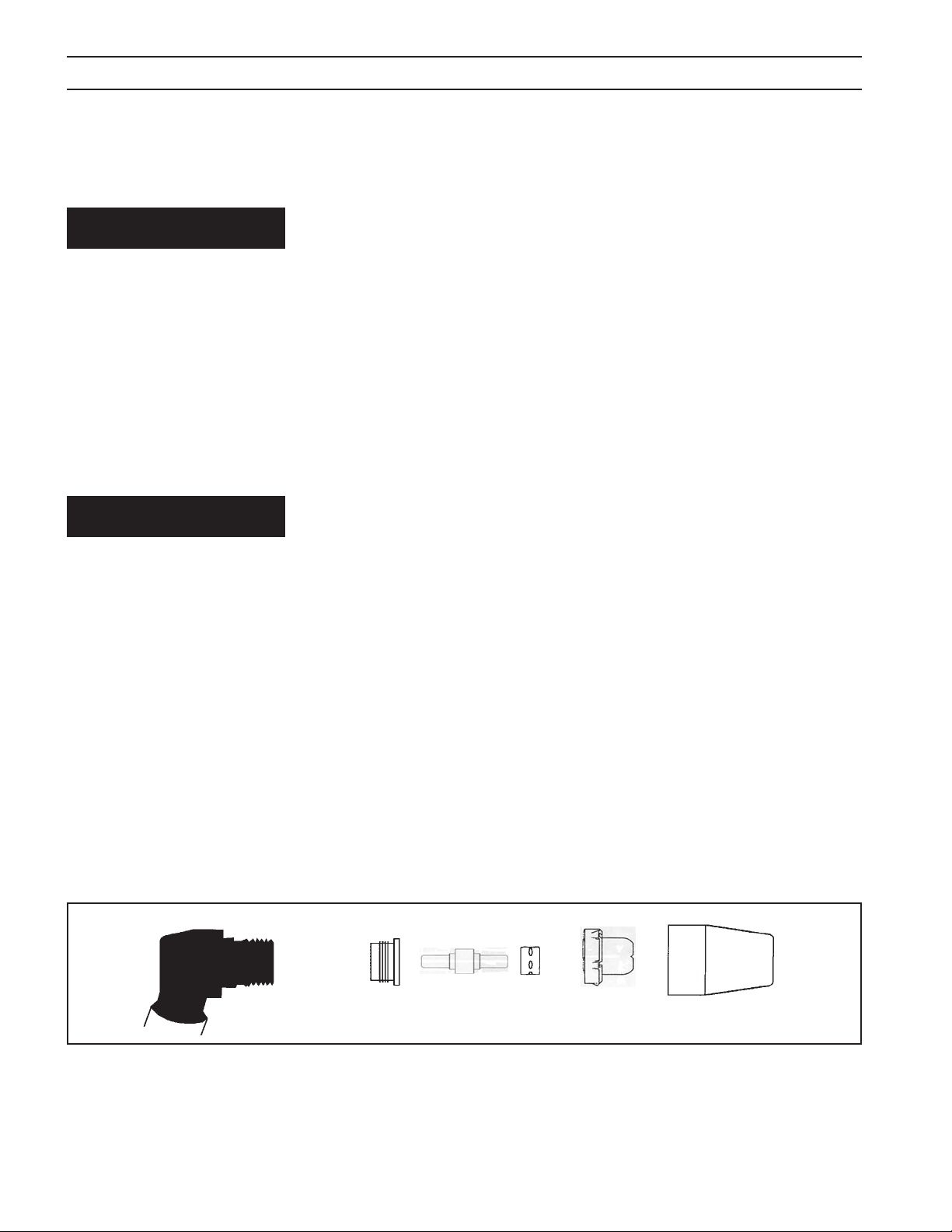
Remarque : Tuyères
marquées par ampérage
Figure 2-6 Assemblage des consommables de "Standard"
19679
Siège
18205
Électrode
16
28785
Déecteur
19667
Tuyère
15 / 20A
20282
Écran thermique

SECTION 3 FONCTIONNEMENT
3.0 FONCTIONNEMENT
Pour garantir que le HandyPlasma 250 fonctionne correctement veuillez
procéder aux étapes suivantes :
1. Allumez l’alimentation principale et assurez-vous que l’air circule dans la machine. Ajustez le régulateur d’air sur 5,2 bar (75 psig) avant d’entamer toute
découpe.
REMARQUE :
ce réglage de pression doit être eectué dans les 15 secondes suivant le démarrage
de la machine. Sinon, le courant principal doit être coupé et rallumé pour activer
la séquence de ux original de 15 secondes nécessaire au réglage de la pression
d’air.
17

SECTION 3 FONCTIONNEMENT
3.1 FONCTIONNEMENT
ATTENTION
Placez le HandyPlasma® 250 à au moins 3 m (10 pieds) de
AVERTISSEMENT
TOUTE DÉCHARGE ÉLECTRIQUE PEUT ÊTRE MORTELLE !
la zone de coupe. Les étincelles et les scories incandescentes projetées durant la coupe peuvent endommager
l’unité.
• Nedémarrezpascetéquipementsanscouvercle.
• Ne l’allumez pas lorsque vous le tenez ou le trans-
portez.
• Siallumé,netouchezaucunepièceau-delàdelapoignée de la torche (tuyère, écran thermique, électrode,
etc.).
AVERTISSEMENT
Les RAYONS de l’ARC peuvent entraîner des brûlures
des yeux et de la peau ;
le BRUIT peut endommager l’ouïe.
• Portezunmasquedesoudureéquipéd’unevisièrenº
6 ou 7.
• Portezuneprotectionadéquatedesyeux,desoreilles
et du corps.
Bouton de réglage du r'egula-
teur de pression d' air
Pression d’air
Jauge
température
3.2 Commandes du HandyPlasma® 250
(FIGURE 3-1)
A. Commutateur d’alimentation électrique (situé sur le
panneau avant). En position allumé, l’interrupteur s’al-
lume et le ventilateur de refroidissement fonctionne.
B. Commande de réglage de pression d’air. Une fois
allumé et que l’air circule dans la machine, le régulateur
d’air peut être réglé sur la pression désirée 4,5 à 5,2 bars
(65 à 75 psig) avant toute coupe.
REMARQUE : ce réglage de pression doit être eec-
tué dans les 15 secondes suivant le démarrage de la
machine. Sinon, le courant principal doit être coupé
et rallumé pour activer la séquence de ux original de
15 secondes nécessaire au réglage de la pression d’air.
Voir la page 21.
AIR
Interrupteur
de mise
sous tension
Figure 3-1 Commandes du HandyPlasma® 250
18
SECTION 3 FONCTIONNEMENT
C. Témoin DEL de « température excessive » (jaune)
- s’allume si la machine surchaue, et s’éteint automatiquement après refroidissement si le commutateur
“Marche/Arrêt” est toujours allumé.
Témoin DEL de « faible circulation d’air» (vert) s’allume lors du fonctionnement lorsque la circulation
d’air a été correctement réglée, et s’éteint en dessous
de 1 bar (15 psig).
Témoin DEL du commutateur “Marche/Arrêt” (vert)
- s’allume lorsque l’alimentation est activée et qu’elle
est distribuée.
Indicateur de pression d’air (panneau latéral) – afche la pression d’air en bars et PSI.
3.3 ASSEMBLAGE DES CONSOMMABLES DU
PT31XL
AVERTISSEMENT
Assurez-vous que commutateur sur le bloc d’alimentation
est en position éteinte et que l’alimentation principale
est désactivée.
Installez l’électrode, le déflecteur, la tuyère et l’écran
thermique selon les indications de la gure 3-2. Serrez l’écran
thermique susamment mais pas trop.
AVERTISSEMENT
La tête de la torche de PT-31XL contient un clapet antiretour de gaz qui agit de paire avec le capteur de débit
et les circuits du bloc d’alimentation. Ce système empêche la torche d’être mise sous tension si on appuie accidentellement sur la gâchette lorsque l’écran protecteur
est enlevé. Ne remplacez la torche que par une torche
ESAB appropriée, car seul cette dernière est équipée du
système de verrouillage breveté d’ESAB.
3.4 DÉCOUPAGE AVEC LE PT31XL
AVERTISSEMENT
Portez les gants, vêtements et masques protecteurs généralement prévus à cet eet. Un masque avec visière
de ltrage nº 6 ou 7 devrait assurer une protection adé-
quate des yeux.
Ne touchez aucune pièce au-delà de la poignée de la
torche (tuyère, écran thermique, électrode, etc.) à moins
que le commutateur d’alimentation soit éteint.
ATTENTION : ne touchez pas au commutateur de la tor-
che à moins que la tuyère soit en contact
ou à une distance minimum de 0,51 mm
(0,02 pouces) de la pièce à travailler.
AVERTISSEMENT
Assurez-vous d’installer le déecteur de tourbillonnement
dans la torche. Le fait de ne pas le faire permettrait à la
tuyère (extrémité) d’entrer en contact avec l’électrode
et de se retrouver ainsi sous tension et causer des chocs
électriques qui pourraient entraîner de graves blessures
pouvant même être mortelles.
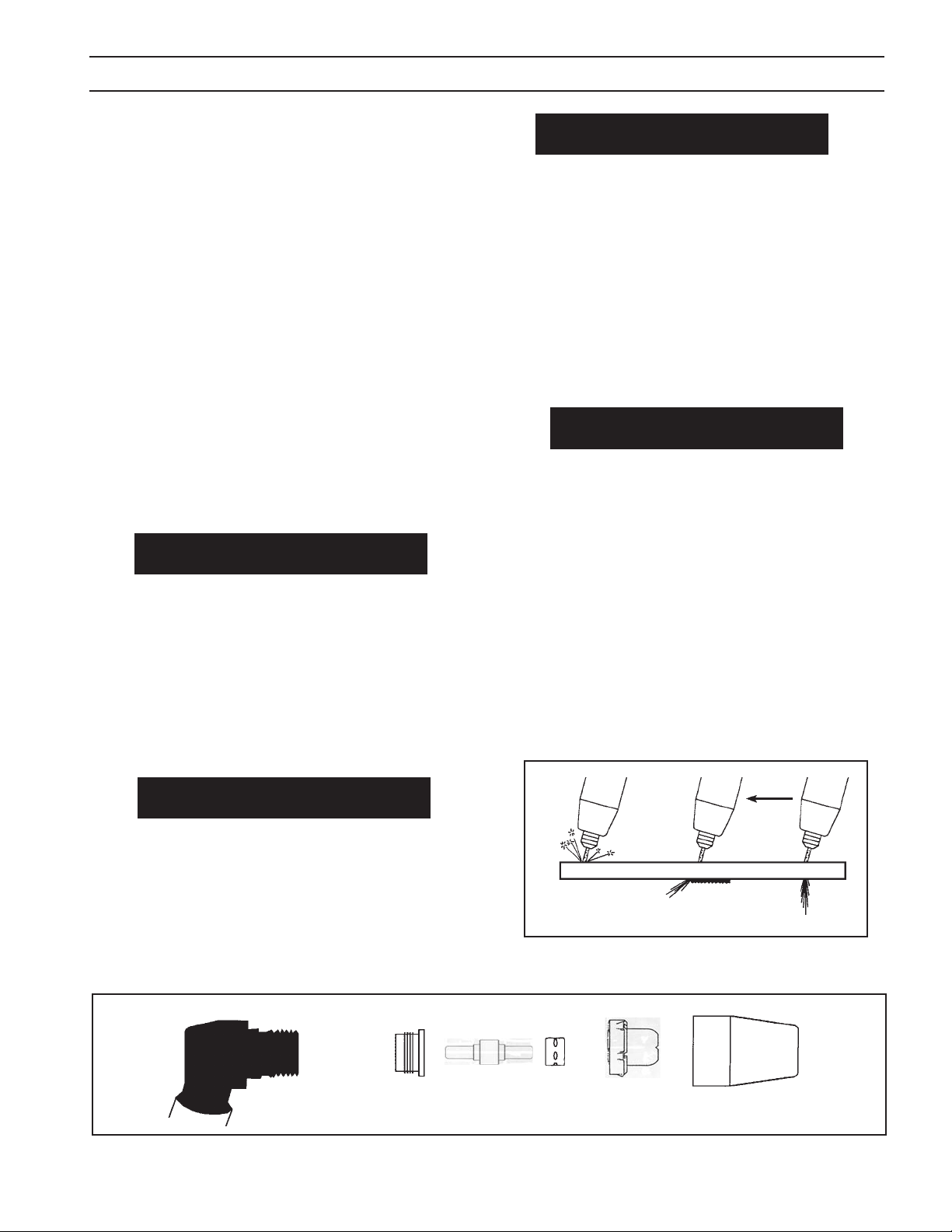
19679
Siège
Remarque : Tuyères
marquées par ampérage
Figure 3-2 Assemblage des consommables de "Standard"
18205
Électrode
19
TROP RAPIDE TROP LENT CORRECT
Figure 3-3 Eet de la vitesse de coupe
20282
Écran thermique
28785
Déecteur
19667
Tuyère
15 / 20A

SECTION 3 FONCTIONNEMENT
QUAND L’ARC TRAVERSE LA PIÈCE
2
À TRAVAILLER, RAMENEZ LA
TORCHE À UNE POSITION VERTICALE AVANT DE CONTINUER LA
COUPE.
POUR ENTAMER UN PERÇAGE, INCLINEZ
1
LA TORCHE POUR ÉVITER LES PROJECTIONS ARRIÈRES DU MATÉRIAU FONDU
QUI POURRAIENT L’ENDOMMAGER.
Figure 3-4 Technique de perforation à l’aide de la PT-31XL
ATTENTION : Placez la console à au moins 3 m (10 pieds)
de la zone de travail. Les étincelles et les
scories incandescentes projetées durant la
coupe peuvent endommager l’unité.
Après avoir placé le coupe-circuit (mural) en position de
fonctionnement et une fois les réglages de pression d’air
et autres contrôles eectués selon les directives ci-dessus,
procédez de la façon suivante :
1. Touchez la pièce avec l’extrémité de la torche en maintenant ce dernier à un angle d’environ 15 à 30° pour éviter
d’endommager l’extrémité.
2. Appuyez sur la gâchette de la torche. (L’air et la haute
fréquence devraient être activés).
3. Deux secondes après avoir activé la gâchette de la torche, l’arc de plasma commencera la coupe.
4. Après avoir entamé la coupe, ramenez la torche en
position verticale et continuez la coupe en déplaçant
la torche le long de l’objet. Il peut être nécessaire de
respecter une distance de sécurité pouvant aller jusqu’à 1,6 mm (0,06 pouces) selon les conditions de
surface du matériau.
5. En nition de coupe, la gâchette de la torche doit être relâchée pour réduire au minimum tout dédoublement de
l’arc pouvant éventuellement endommager l’extrémité.
Ceci permet d’éviter un rallumage des hautes fréquences une fois l’arc de coupure éteint.
6. En mode d’après-ux, l’arc peut être relancé immédiatement en appuyant sur la gâchette de la torche. Le
ux original de deux secondes s’annulera automatiquement.
20

SECTION 3 FONCTIONNEMENT
3.6 PROBLÈMES COMMUNS DE COUPE
Gamme de vitesse de coupe — HandyPlasma® 250
(utilisant de l’air avec des consommables Standard à 5,2
bar (75 psi)
Courant Vitesse de
Épaisseur de sortie découpe
Matériau (Po/mm) (Amps) (ipm / mm/m)
Acier au 0,06 (1,6) 18 115 (2921)
carbone 0,12 (3,2) 18 57 (1448)
(AISI 1020) 0,25 (6,4) 18 20 (508)
0,31 (7,9) 18 8 (203)
Acier 0,06 (1,6) 18 115 (2921)
inoxidable 0,12 (3,2) 18 54 (1372)
(AISI 304) 0,25 (6,4) 18 18 (457)
0,31 (7,9) 18 6 (152)
Aluminium 0,06 (1,6) 18 115 (2921)
(6061) 0,12 (3,2) 18 56 (1422)
0,25 (6,4) 18 19 (483)
0,31 (7,9) 18 7 (178)
Vous trouverez ci-dessous les problèmes communs de découpe suivis de la cause probable de chacun. Si des problèmes
sont provoqués par le HandyPlasma® 250, consultez la section
d’entretien de ce manuel. Si le problème n’est toujours pas
corrigé, contactez votre représentant ESAB.
A. Pénétration insusante.
1. Vitesse de coupe trop rapide.
2. Tuyère de coupe endommagée.
3. Pression d’air incorrecte.
B. L’arc principal s’éteint.
Vitesse de coupe trop lente.
C. Accumulation de crasse. (Pour certains matériaux et
épaisseurs, il peut être impossible d’obtenir des coupes
sans présence de crasse).
REMARQUE :
les vitesses indiquées ici sont typiques pour des coupes
de qualité optimales. Vos vitesses réelles peuvent varier selon la composition des matériaux, les condition
de surface, les techniques utilisées par l’opérateur, etc.
Si la vitesse de coupe est trop rapide, vous risquez de
la rater. Avec des vitesses plus réduites un excédent de
crasse peut s’accumuler. En revanche, à des vitesses
trop lentes, l’arc peut s’éteindre. Le découpage à l’air
produit généralement une surface rugueuse sur l’acier
inoxydable et l’aluminium.
3.5 TECHNIQUES D’UTILISATION
1. Perçage - des matériaux peuvent être percés avec la tor-
che touchant la pièce à travailler. Lors du perçage de
matériaux plus épais de 6,4 mm (0,25 po) ou plus, soulevez immédiatement la torche à une distance de 1,6
mm (0,06 po) après le démarrage de l’arc de coupe. Ceci
réduira le risque que les éclaboussures entrent dans la
torche et évitera la soudure éventuelle de l’extrémité à la
plaque. La torche doit être maintenue à un angle d’environ 30° au démarrage du perçage. Une fois le perçage
terminé, ramenez la torche en position verticale et continuez la coupe en déplaçant la torche le long de l’objet.
Consultez la gure 3-4.
2. Découpage de grille - pour des redémarrages rapides,
tels que la découpe de grille ou de grosses mailles, ne
lâchez pas la gâchette de la torche. Ceci évite le délai de
2 secondes du ux original du cycle de coupe.
1. Vitesse de coupe trop rapide ou trop lente.
2. Pression d’air incorrecte.
3. Tuyère ou électrode défectueuse.
D. Double arc. (Orice de la tuyère endommagé)
1. Pression d’air insusante.
2. Tuyère de coupe endommagée.
3. Tuyère de coupe trop lâche.
4. Nombreuses éclaboussures.
E. Arc inégal.
Tuyère de coupe endommagée ou électrode usée.
F. Conditions de coupe instables.
1. Vitesse de coupe incorrecte.
2. Connexions lâches de raccord ou de tuyauterie.
3. Électrode et/ou tuyère de coupe en mauvais
état.
G. L’arc principal ne touche pas.
1. Connexions lâches
2. Pièces manquantes de la torche
3. Pression d’air trop élevée ou trop basse
4. Câble de masse incorrectement connecté
H. Durée des consommables insusante.
1. Pression d’air incorrecte.
2. Ventilation contaminée.
21

SECTION 3 FONCTIONNEMENT
22

SECTION 4 MAINTENANCE
4.1 GENERAL
Air Pressure
Regulator Bowl
CAUTION
If this equipment does not operate properly, stop work
immediately and investigate the cause of the malfunction.
Maintenance work must be performed by an experienced
person, and electrical work by a trained electrician. Do
not permit untrained persons to inspect, clean, or repair
this equipment. Use only recommended replacement
parts.
4.3 FLOW SWITCH FIGURE 42
Button
Figure 4-1 Draining Bowl
WARNING
BE SURE THAT THE WALL DISCONNECT SWITCH OR WALL
CIRCUIT BREAKER IS OPEN BEFORE ATTEMPTING ANY
INSPECTION OR WORK INSIDE OF THE HANDYPLASMA
250.
4.2 INSPECTION AND CLEANING
Frequent inspection and cleaning of the HandyPlasma 250 is
recommended for safety and proper operation. Some suggestions for inspecting and cleaning are as follows:
A. Check work cable to workpiece connection.
B. Check safety earth ground at workpiece and at power
source chassis.
C. Check heat shield on torch. It should be replaced if
damaged.
D. Check the torch electrode and cutting nozzle for wear
on a daily basis. Remove spatter or replace if necessary.
When excessive contamination is found in the air, the ow
switch (FS) should be removed, disassembled and cleaned
as follows:
A. Ensure the system is shut down and there is no trapped
air under pressure in the piping.
B. Remove the piston plug.
C. Remove the spring (FS-4 only). Use care when handling
spring to prevent distortion.
D. Remove the piston.
E. Clean all parts with cleaning agent.
NOTE
Ensure cleaning agent does not contain solvents which
can degrade polysulfone. Warm water and detergent is
recommended for cleaning. Allow all parts to dry thoroughly before reassembly.
Reassemble the ow switch in reverse order.
E. Make sure cable and hoses are not damaged or
kinked.
F. Make sure all ttings and ground connections are
tight.
G. With all input power disconnected, and wearing proper
eye and face protection, blow out the inside of the
HandyPlasma® 250 using low-pressure dry compressed
air.
H. Water or oil occasionally accumulates in the bowl of the
air pressure regulator. To drain bowl, turn machine o
with air supplied to the machine, then push upward
on the button located on the bottom of the bowl. See
Figure 4-1.
PISTON PLUG
SPRING
PISTON
FLOW SWITCH
Figure 4-2 Disassembly / Assembly of Flow Switch
23

SECTION 4 MAINTENANCE
4.4 PT31XL TORCH MAINTENANCE
1. To disassemble the front end, hold the torch with the shield in an upright position.
This will prevent the nozzle, electrode, and swirl bae from falling free when the
shield is removed.
The gas ow check valve is part of the safety interlock and is permanently as-
WARNING
BEFORE ANY MAINTENANCE IS ATTEMPTED ON THIS TORCH, MAKE
SURE THE POWER SWITCH ON THE
POWER SOURCE IS IN THE OFF POSITION AND THE PRIMARY INPUT
POWER IS DEENERGIZED.
sembled in the torch head. The head must be replaced if this valve malfunctions.
The light spring force used to close the ball check can be felt by pushing on the
electrode when assembling the front end components.
2. Periodically check the heat shield, electrode, nozzle, and swirl bae. Replace if
worn or damaged.
3. Do not continue to use if the electrode end erodes to a length shorter than 0.63"
(16mm) as shown in Fugure 4-3 below.
4. Apply a small amount of lubricant P/N 17672, supplied in spare parts kit, to the
heat shield as shown in Figure 4-3 below or to the o-ring. Check o-ring for damage whenever the shield is removed. Replace if necessary.
5. The power cable and switch leads in the service line should be inspected periodically. If there are any cuts through the protective sheath or if gas leaks are noted,
replace the damaged component.
Lubricant can be applied to
O-ring or Heat Shield
By following Steps 1, 2, and 3 in Subsection 4.5 the service line can be removed from
the torch. To disassemble the service line, lay the line out straight, remove the tape
from around the switch lead splices, and free the switch by cutting the leads close to
the splices. Replacement switches have extra long leads to make up for any loss due
to cutting. Remove the rubber boot from the inlet end of the cable and remove the
tape that secures the sheath at each end. Pull the sheath o the cable (over small
tting at torch end). Note that the switch leads wrapped around the power cable are
secured with tape several places along the cable. The leads, switch cord plug, and
strain relief can now be removed. DO NOT remove the white tape that forms a band
around the power cable at each end. The sheath is taped to the cable in front of the
band which acts as a shoulder to prevent the sheath from sliding back on the cable.
Replacement cables have this tape in place. If the switch leads are to be replaced,
replace with 16 AWG STRANDED COPPER, 600- VOLT, 90° C (194° F) INSULATED WIRE.
Reassemble in reverse order.
6. To reposition the switch on the torch, slide the ex support back, remove the tape
securing the spliced leads to the power cable, reposition switch, retape the leads,
and pull the ex support back in place.
NOTE: A thin lm of silicone lubricant P/N 17672, supplied with the spare parts kit,
applied inside of the ex support will ease the assembly of this part.
1.13" (28.6mm)
Minimum
Figure 4-3 O-ring and Electrode Maintenance
24
"Double-ended" Electrode
Replace electrode when end
wears to 0.63" (16mm) long.

SECTION 4 MAINTENANCE
4.5 POWER CABLE AND SWITCH DISASSEMBLY SEQUENCE
2
Slide switch and band from
handle. Snip leads at splice to
replace switch.
WARNING
Unscrew handle and power
3
cable from head
BE SURE TO TIGHTEN FITTINGS SECURELY USING 2 WRENCHES
IS 30 IN-LBS / 3.4 m-n). FAILURE TO DO SO COULD RESULT
DURING REASSEMBLY. (FACTORY RECOMMENDED TORQUE
IN SERIOUS INJURY TO THE OPERATOR.
1
Pull ex support back. Remove
tape holding splices.
25

SECTION 4 MAINTENANCE
26

SECTION 5 TROUBLESHOOTING
5.1 TROUBLESHOOTING
The cause of control malfunctions can be found by referring to
the sequence of operations and electrical schematic diagram
WARNING
ELECTRIC SHOCK CAN KILL! BE SURE THAT ALL PRIMARY
POWER TO THE MACHINE HAS BEEN EXTERNALLY DISCONNECTED. OPEN THE LINE (WALL) DISCONNECT SWITCH OR
CIRCUIT BREAKER BEFORE ATTEMPTING INSPECTION OR
WORK INSIDE OF THE POWER SOURCE.
Check the problem against the symptoms in the following
troubleshooting guide. The remedy may be quite simple. If
the cause cannot be quickly located, shut o the input power,
open up the unit, and perform a simple visual inspection
of all the components and wiring. Check for secure terminal connections, loose or burned wiring or components,
bulged or leaking capacitors, or any other sign of damage
or discoloration.
and checking the various components. A volt-ohmmeter
will be necessary for some of these checks.
WARNING
VOLTAGES IN PLASMA CUTTING EQUIPMENT ARE HIGH
ENOUGH TO CAUSE SERIOUS INJURY OR POSSIBLY DEATH.
BE PARTICULARLY CAREFUL AROUND EQUIPMENT WHEN
THE COVERS ARE REMOVED.
NOTE
Before checking voltages in the circuit, disconnect the power
from the high frequency generator to avoid damaging your
voltmeter.
5.2 TROUBLESHOOTING GUIDE
A. Dicult Starting.
• Changeelectrode
• Changenozzle
• Checkforgood,cleanconnectionofworkleadtoworkpiece
• Checkairpressure65-70psig(4.5-4.8bar)
• Checktorchpowercableforcontinuity
Depress torch switch. After 2 seconds, is high frequency present?
Yes
Is the "Air" LED light on
Yes No
Repair/replace
power source
Repair/replace
control PCB
No
Repair/replace
high frequency
unit
27
SECTION 5 TROUBLESHOOTING
B. No Air
Is air hose connected?
Yes No Connect
Is air adjusted to 65 - 70 psig (4.5 - 4.8 bar)?
Yes No Adjust
Does air come on when main power turned on?
Yes No •Noelectrodeintorch
•Novalvepinintorch
•Replaceelectrode
Checkcontinuityoftorchswitch •Replacevalvepin
OK No Replace torch switch
Repair /replace power source
28

SECTION 5 TROUBLESHOOTING
C. Air does not shut o
Does arc start when nozzle contacts work without depressing torch switch?
Yes No
Check for short in torch switch or torch switch leads
Does air ow even when HandyPlasma® 250 power switch is OFF?
Yes No
Replace Repair/replace
solenoid valve control PCB
29
SECTION 5 TROUBLESHOOTING
D. Power switch light not energized.
Is switch ON?
Yes No Turn on switch
Is input power plug in receptacle?
Yes No Insert plug
Is cooling fan turning?
No
Check voltage at receptacle and input power line
No Check main fuses
Yes
Yes
Replace main power switch
30

SECTION 5 TROUBLESHOOTING
E. Temperature LED light ON.
Is the unit overheated?
(LED turns o
when unit cools down.)
Yes No
Is cooling air owing?
Duty cycle exceeded:
20% @ 18A Yes No
Repair power source Repair fan
F. No current output
Is input voltage within -10% of units input rating?
Yes No
See "D" sequence
Unsolved
Repair/replace Inverter
31

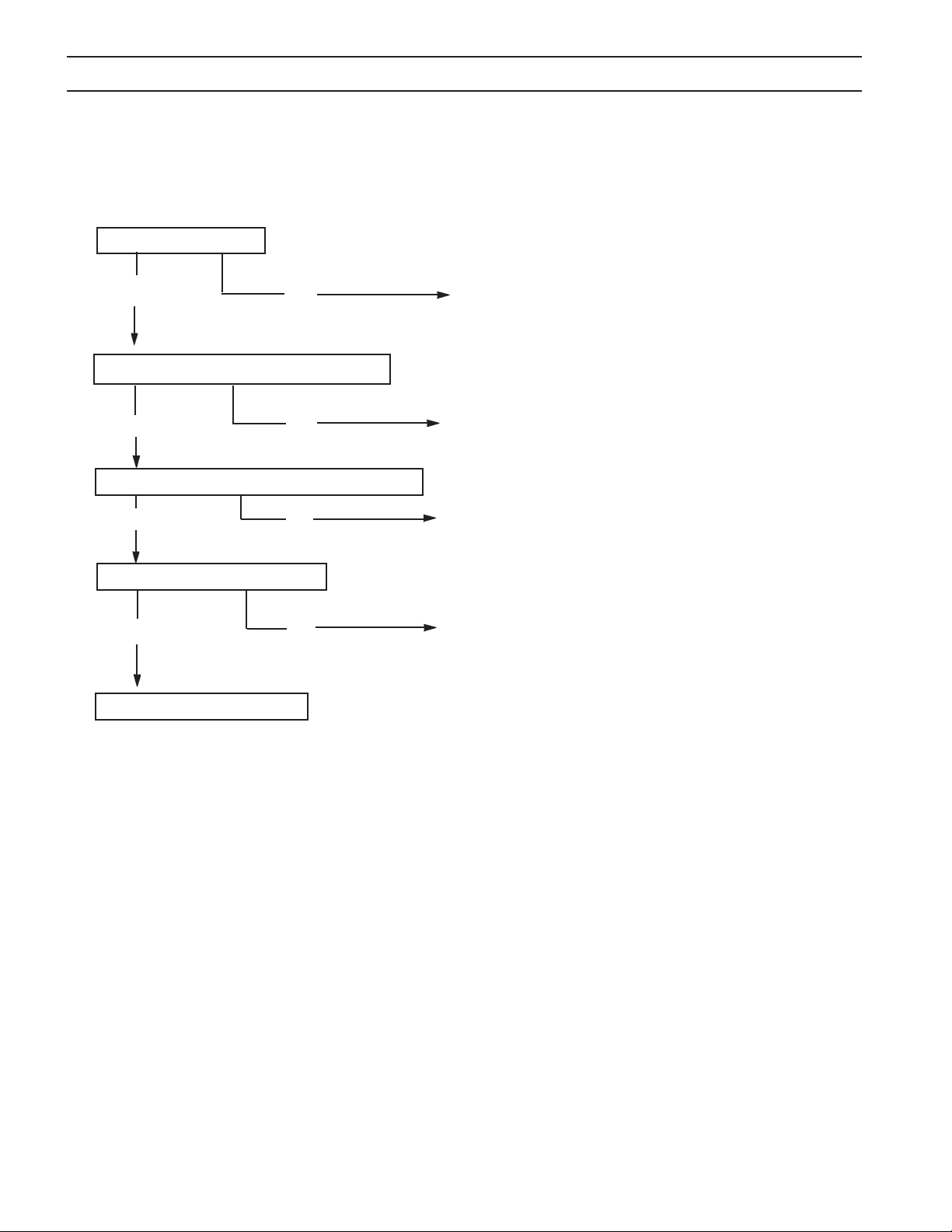
SECTION 5 TROUBLESHOOTING
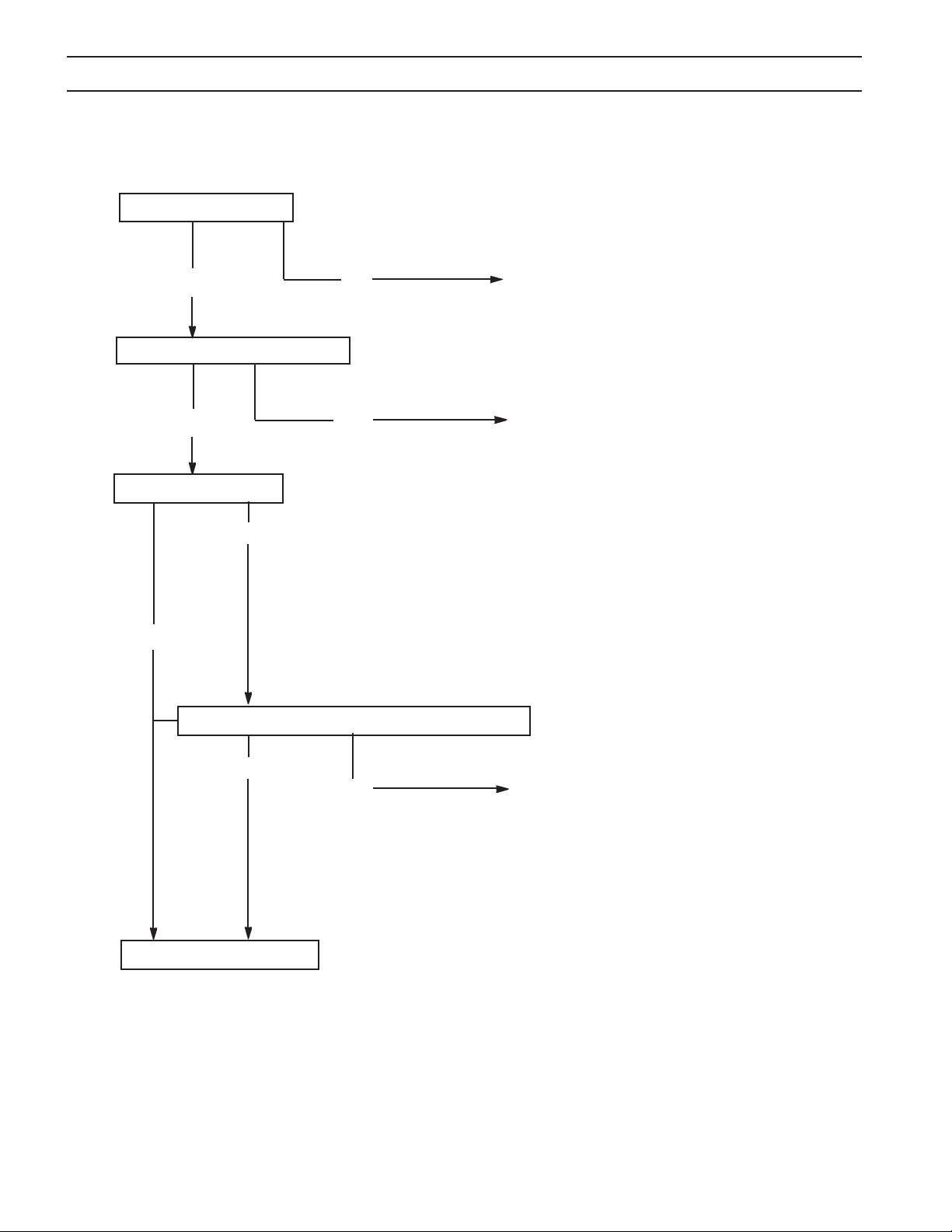
5.3 SEQUENCE OF OPERATION
PUSH RELEASE
TORCH SWITCH
OPEN CLOSE
GAS SOLENOID VALVE
2
SECONDS
PREFLOW
10-14 SEC-
ONDS
Postow
FLOW SWITCH CLOSE
FAULT OVERLOAD LIGHT
HF CIRCUIT
INVERTER
CUTTING ARC (CURRENT)
OPEN
ENERGIZE
NOTES:
1. When the torch switch is depressed during postow period, the postow and preow times are canceled,
and the HF is energized immediately. The postow time starts from the moment the torch switch is
released.
32

SECTION 6 REPLACEMENT PARTS
6.1 GENERAL
Replacement Parts are illustrated on the following gures.
When ordering replacement parts, order by part number
and part name, as illustrated on the gure.
Always provide the series or serial number of the unit on
which the parts will be used. The serial number is stamped
on the unit nameplate.
6.2 ORDERING
Replacement parts may be ordered from your ESAB distributor or from:
ESAB Welding & Cutting Products
Attn: Customer Service Dept.
PO Box 100545, Ebenezer Road
Florence, SC, 29501-0545
Be sure to indicate any special shipping instructions when
ordering replacement parts.
Refer to the Communications Guide on back cover of this
manual for a list of customer service phone numbers.
33

SECTION 6 REPLACEMENT PARTS
HANDY PLASMA 250 – SPARE PARTS
Inverter block – lateral views
22
21
20
20
19
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
23
22
21
Rear Front Front Rear
HANDY PLASMA 250 SPARE PARTS
34

SECTION 6 REPLACEMENT PARTS
HANDY PLASMA 250 SPARE PARTS LIST
Item No. ESAB Part No. Description
1 0558004440 Handy Plasma 250
2 0558006063 Lid with Handle
3 0558006064 Power Logics PCB
4 0558006065 Control PCB
5 0558006066 Control / HF PCB
6 0558006067 HF Generator
7 0700156006 Air Nipple, 0.125" (3.18mm)
8 0558003342 Power Cable
9 0558002767 Air Gauge / Filter Assembly
10 0558006068 Fan
11 0558006069 Fan Grid
12 0558006070 EMC Filter
13 951202 Flow Switch Assembly
14 0558005300 PT-31 Torch Assembly
15 0558006071 Inverter Block
16 0558006072 Rectier
17 0558006073 On / O Switch
18 0558006074 Solenoid Valve
19 0558006075 Earth Cable with Clamp
20 0558002768 Monometer
21 0558006076 Transformer (Ferrites)
22 0558006077 Diodes 1 - RHRP30120
23 0558006078 Diodes 2 - STTA3006PI
35

SECTION 6 REPLACEMENT PARTS
BOOT -49N83
19675
SHEATH
FLEX SUPPORT - 18225
(15' / 4.6m)
5/8 X 18 L.H.
(USED ON HANDY PLASMA 250)
FOR USE ON THE HANDY PLASMA 250,
FEMALE TORCH CONNECTION -P/N 0558004947
P/N 0558004947 MUST ALSO BE ORDERED.
* WHEN ORDERING THE PT31XL TORCH ASSEMBLY
(2) SPLICES (Supplied with Switch)
SWITCH - 18224
SWITCH BAND - 18207
HEAD - 20072
0
75
(Includes, Ring and Seat)
HANDLE - 18208
POWER CABLE
19672 (15' / 4.6m)
SEAT - 19679
(Included with Head)
For Replacement Torches:
"STANDARD"
CONSUMABLES
Not included with torch.
Included with
"Standard" consumables KIT:
36
ELECTRODE
SWIRL BAFFLE
-18205
- 18785
NOZZLE (Tip)
19667
HEAT SHIELD
- 20282
PT-31XL Torch Assembly, 12' (3.7m) lines, P/N 0558005300 (Assembled w/ 15/20A high performance consumables) (used on HandyPlasma® 250) *

Notes
37

Notes
38

Revision History
Original release 03 / 2006
06 / 2006 - Removed board schematics and added machine schematic sent by Tecla.
05 / 2007 - Added "Recommendations for Proper Operating Performance" (in Subsection 2.5) and showed proper 115V plug
and receptacle (Figure 2-1) in Section 2.
39

ESAB Welding & Cutting Products, Florence, SC Welding Equipment
COMMUNICATION GUIDE - CUSTOMER SERVICES
A. CUSTOMER SERVICE QUESTIONS:
Telephone: (800)362-7080 / Fax: (800) 634-7548 Hours: 8:00 AM to 7:00 PM EST
Order Entry Product Availability Pricing Order Information Returns
B. ENGINEERING SERVICE:
Telephone: (843) 664-4416 / Fax : (800) 446-5693 Hours: 7:30 AM to 5:00 PM EST
Warranty Returns Authorized Repair Stations Welding Equipment Troubleshooting
C. TECHNICAL SERVICE:
Telephone: (800) ESAB-123/ Fax: (843) 664-4452 Hours: 8:00 AM to 5:00 PM EST
Part Numbers Technical Applications Specications Equipment Recommendations
D. LITERATURE REQUESTS:
Telephone: (843) 664-5562 / Fax: (843) 664-5548 Hours: 7:30 AM to 4:00 PM EST
E. WELDING EQUIPMENT REPAIRS:
Telephone: (843) 664-4487 / Fax: (843) 664-5557 Hours: 7:30 AM to 3:30 PM EST
Repair Estimates Repair Status
F. WELDING EQUIPMENT TRAINING
Telephone: (843)664-4428 / Fax: (843) 679-5864 Hours: 7:30 AM to 4:00 PM EST
Training School Information and Registrations
G. WELDING PROCESS ASSISTANCE:
Telephone: (800) ESAB-123 Hours: 7:30 AM to 4:00 PM EST
H. TECHNICAL ASST. CONSUMABLES:
Telephone : (800) 933-7070 Hours: 7:30 AM to 5:00 PM EST
IF YOU DO NOT KNOW WHOM TO CALL
Telephone: (800) ESAB-123
Fax: (843) 664-4452
Hours: 7:30 AM to 5:00 PM EST
or
visit us on the web at http://www.esabna.com
The ESAB web site oers
Comprehensive Product Information
Material Safety Data Sheets
Warranty Registration
Instruction Literature Download Library
Distributor Locator
Global Company Information
Press Releases
Customer Feedback & Support
0558005321 05 / 2007
 Loading...
Loading...