



Origo™ M12 Feed 304 Feed 484
使用说明书

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC entering into force 16 January 2007 The EMC Directive 2004/108/EC entering into force 20 July 2007
Type of equipment Welding wire feeder
Type designation
Feed 304 and Feed 304w with control panel M12 and M13 from serial number 620 xxx xxxx (2006 w.20) Feed 484 and Feed 484w with control panel M12 and M13 from serial number 620 xxx xxxx (2006 w.20) Feed 304 and Feed 484 are members of the ESAB Origo™ product family
Brand name or trade mark ESAR
Manufacturer or his authorised representatives established within the EEA: Name, address, phone, website: FSAB AB Lindholmsallén 9 Box 8004 402 77 GÖTEBORG Sweden Phone: +46.31.509.000 Website: www.esab.com
The following harmonised standard in force within the EEA has been used in the design: EN 60974-5, Arc welding equipment - Part 5: Wire feeders EN 60974-10, Arc welding equipment - Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, Class A equipment, intended for use in locations other than residential.
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within EEA, that the equipment in question complies with the safety requirements stated above.
Date
2012-06-20

Position
Global Director Standard Equipment
| 1 | 安全 | 4 | |
|---|---|---|---|
| 2 | 引言 | 5 | |
| 2.1 | 设备 | 6 | |
| 3 | 技术 | 参数 | 6 |
| 4 | 安装 | 7 | |
| 4.1 | 提起说明 | 7 | |
| 5 | 操作 | 8 | |
| 5.1 | 接头和控制设备 | 9 | |
| 5.2 | 水接头 | 9 | |
| 5.3 | 启动程序 | 9 | |
| 5.4 | 功能解释 | 10 | |
| 5.5 | 送丝压力 | 10 | |
| 5.6 | 更换/装入焊丝 Feed 304 | 11 | |
| 5.7 | 更换/装入焊丝 Feed 484 | 11 | |
| 5.8 | 更换 Feed 304 上的送丝轮 | 11 | |
| 5.9 | 更换 Feed 484 上的送丝轮 | 12 | |
| 6 | 维护 | 12 | |
| 6.1 | 检查和清洁 | 12 | |
| 7 | 订购i | 配件 | 13 |
| 冬 | 14 | ||
| 订! | 购编号 |
|
19 |
| 易 | 损件. | 20 | |
| 附 | 件 | 25 |
______ 1 安全
使用 ESAB
设备用户应最终负责确保操作本设备的任何人以及靠近该设备的人员都应遵守所有相关的安全预防措施。 安全预防措施必须符合适用于此设备类型的所有要求。 除遵守适用于工作场所的标准规章以外,还应遵守以下建议。
必须由经过培训,且非常熟悉设备操作的人员进行所有工作。 设备操作不当可能会引起危险,而对操作员造成伤害,并损坏设备。
-
1. 使用本焊接设备的任何人必须熟知以下几点:
- 操作
- 紧急停车的位置
- 功能
- 相关的安全预防措施
- 焊接和切割
-
2. 操作员必须确保:
- 启动设备时,没有未经授权人员滞留在工作区域内。
- 击出电弧时,所有人员均已受到防护。
-
3. 工作场所必须:
- 适合于本目的
- 没有通风
-
4. 个人安全设备
- 始终穿戴推荐的个人安全设备,如防护眼镜、防燃服、安全手套。
- 请勿戴易于缠住或造成烫伤的松动配饰,如丝巾、手镯、耳环等。
-
5. 一般预防措施
- 确保回路电缆连接牢固。
- 只能由有资格的电工作在高压设备上工作。
- 配置适当的消防设备,对其进行清晰标记,并且置于方便的位置。
- 在设备运行期间,不得对其进行润滑和维护。
ESAB 能为您提供所有必需的焊接保护和配件。
小心! 在安装或操作前,请阅读并理解本使用说明书。
小心工
请勿在公用低压供电系统的住宅区内使用 A 类设备。 由于存在传导干扰以及辐射干扰,在这些地点确保 A 类设备的电磁兼容性会有潜在困难。

小心工
本产品仅用于电弧焊。

废旧电子设备请运往回收站进行处理! 依据《废旧电气和电子设备 2002/96/EC 号欧盟指令》以及相关国家的法律,达到使用寿命的电气和/或电子设备必 须在回收站进行处理。 作为负责处理设备的人员,获取经过批准的回收站的信息是您的责任。 有关更多信息,请联系最近的 ESAB 经销商。
리言
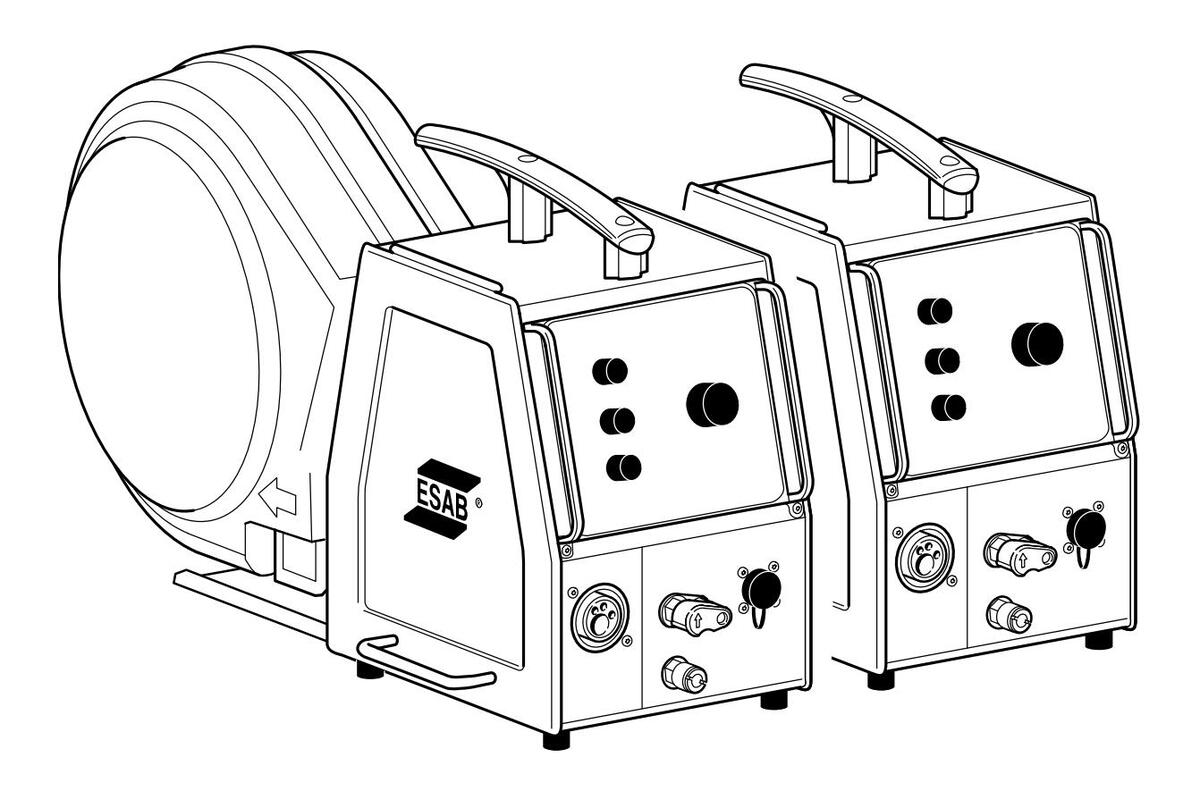
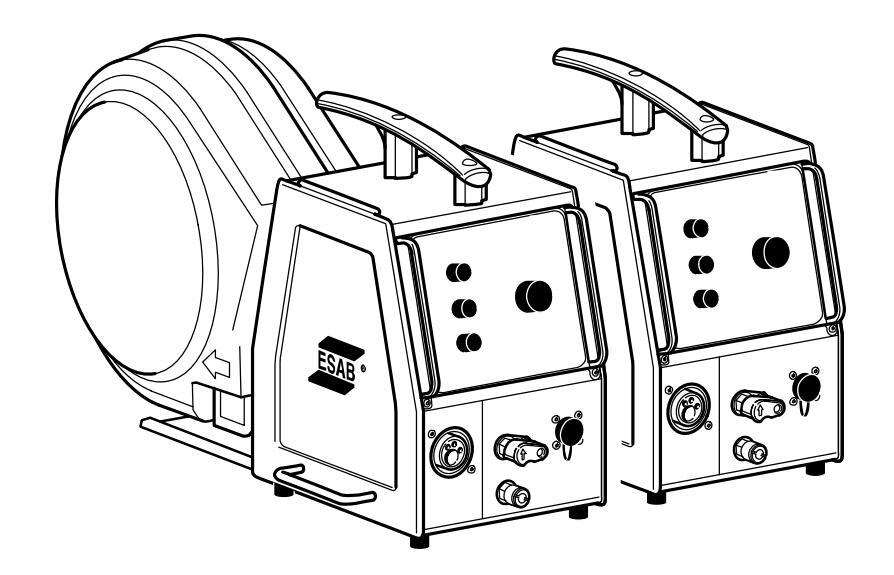
带控制面板 M12 的 Feed 304 和 Feed 484 送丝装置设计用于与步进焊接电源搭配使用进行 MIG/MAG 但接
本送丝装置提供有几种不同的变型。请参阅第 19 而上的备件清单。
本送丝装置是密封的,包括四轮驱动送丝机构以及控制电 - 2 生 居

可以与 ESAB 的 MarathonPac™ 上的焊丝或者丝轴上的焊丝一起使用(标准 Ø 300 mm, 配件 Ø 440 mm)。
送丝装置可以安装在电源上,也可以悬挂在工件上方,或者平衡装置上,或者安装在 带或者不带轮子的支撑臂或地板上。
可在 25 页上找到该产品的 ESAB 配件。

2.1 设备
Feed 304 送丝装置附带有:
- 使用说明书
- 推荐的易损零部件标签。
Feed 484 送丝装置附带有:
- 垫片(4)
- 内六角扳手 (4 mm)
- 使用说明书
- 推荐的易损零部件标签。
3 技术参数
| Feed 304 | Feed 484 | |
|---|---|---|
| 电源 | 42 V 50 - 60 Hz | 42 V 50 - 60 Hz |
| 电源要求 | 336 VA | 378 VA |
| 电机电流I最大 | 8 A | 9 A |
| 设置参数 | ||
| 送丝速度 | 1.9-25.0 m/min | 1.9-25.0 m/min |
| 回烧时间 | 0-0.5 s | 0-0.5 s |
| 软启动 | 关或开 | 关或开 |
| 2/4 行程 | 2 行程或 4 行程 | 2 行程或 4 行程 |
| 焊枪接头 | EURO | EURO |
| 丝轴的最大直径 | 300 mm (*440mm) | 300 mm (*440mm) |
| 焊丝尺寸 | 0.6-1.6 mm | 0.6-2.4 mm |
| 重量 | ||
| 基本型号 | 11.5 kg | 14.5 kg |
| 带密封的丝轴支架 | 15 kg | 19 kg |
| 尺寸(长x宽x高) | ||
| 基本型号 | 380 x 275 x 400 mm | 380 x 275 x 400 mm |
| 带密封的丝轴支架 | 690 x 275 x 420 mm | 690 x 275 x 420 mm |
| 保护气体 |
所有类型均设计用于
MIG/MAG 焊接 |
所有类型均设计用于
MIG/MAG 焊接 |
| 最大压力 | 5巴 | 5 🗆 |
| 冷却剂 | 50% 水/50% 乙二醇 | 50% 水/50% 乙二醇 |
| 最大压力 | 5巴 | 5 🗆 |
| 允许负载 | ||
| 60% 占空比 | 630 A | 630 A |
| 密封等级 | IP23 | IP23 |
| 使用 *440mm 的丝辊 | IP2X | IP2X |
_____________________________________
占空比
占空比是指在没有过载的某一负荷下,在十分钟内可进行焊接或切割的时间百分比。 占空比适用于40°C。
密封等级 IP 代码指示密封等级,即防止固体物体进入或水渗透的防护程度。 带 IP23 标记的设备在室内和户外均可使用。
带 IP2X 标记的设备在室内使用。
4 安装
必须由专业人员进行安装。

小心!
本产品适用于工业用途。 在民用环境中使用可能会引起无线电干扰。 采取适当的预防措施是用户的责任。
警告! 在有更大电气危险的环境中进行焊接时,只能使用活用于此环境的电源。 在有史大电气泡险的47%;24.57 这些电源带有如下标记符号:S
4.1 提起说明

可在第 页上找到起吊孔眼的订购编号25。
注意! 如果使用其他安装设备,必须确保其与送丝装置绝缘。

5 操作
请在以下页面找到处置本设备的通用安全法规:页 4。 请在开始使用本设备之前进行通读!
警告!
保证在运行期间关闭侧面板。
警告!
为防止焊丝卷从轮毂滑落: 如轮毂旁粘贴的警告标签所示,转动红色手柄,锁定焊丝卷。

Ŷ 警告!
旋转部件会导致伤害,应特别小心。
Ŵ 小心!
在更换卷线筒时,有破碎的风险! 在送料辊插入焊丝时,请勿佩戴安全手套。.

如果送丝装置安装有配重臂,则有倾翻危险。 固定本设备,特别是在不平或倾斜的表面上使用时。
注意!移动设备时,使用专用把手。切勿拉焊枪。
5.1 接头和控制设备
- 1 设置回烧时间的旋钮
- 2 用于软启动开/关的开关
- 3 设置送丝速度的旋钮
- 4 2 行程/4 行程开关
- 5 远程控制装置接头
- 6 带 ELP* 的 BLUE 接头,用于冷却水到焊枪的连接
- 7 RED 接头,用于连接来自焊枪的冷却水
只有某些型号有冷却水接头。
* ELP = ESAB 逻辑泵,请参阅第 5.2 条。
- 8 焊接接头
- 9 电源焊接电流接头 (OKC)
- 10 电源控制线缆接头
- 11 RED 接头,用于冷却水与电源(冷却装置)的 连接
- 12 BLUE 接头,用于冷却水与电源(冷却装置)的 连接
- 13 保护气体接头

5.2 水接头
当连接水冷焊枪时,电源的主电源开关必须在"关"(Off) 位置,冷却装置开关必须在"ELP/0"位置。
带水接头的送丝装置配备有一个检测系统 ELP (ESAB 逻辑泵),可以检查连接的水软管。 当连接水冷式焊枪时,水泵启动。 只有配备 ELP 的电源才能进行检测。
5.3 启动程序
当开始送丝时,电源产生焊接电压。 如果在三秒钟内没有焊接电流,电源将关闭焊接电压。 送丝将会继续,直到关闭焊枪开关。

功能解释 54
回烙时间
回烧时间是在停止送丝到由源关闭焊接由压之间的延迟。 回烧时间太短,则在焊接完成时,会出现长长的焊丝突起,导致出现焊丝被焊接熔池 固化的风险. 回烧时间太长则会导致出现较短的突起,增加了电弧回击导电嘴的危险。
🕁 🦛 软启动
软启动是指焊丝以较低速度进给,直到与工件产生电气接触,然后速度上升到设置速 度。
采用 2 行程模式,当按下触发开关后,送气和送丝启动,释放后,送气和送丝结束。
4 行程
采用 4 行程模式、当按下触发开关后、送气启动、释放后、送丝启动。 继续焊接,直到再次按下开关,随后送丝停止。释放开关后,气体停止流动。
设置必需的送丝速度(米/分钟)。
55 送纱压力
确保焊丝在导槽内顺畅移动后启动。 然后设置送丝器压力滚筒的压力。 压力不能太大,这点很重要。


要检查送丝压力设置是否正确,可以通过绝缘体(例如一块木头)拉出焊丝。
当距离木头约5毫米握住焊枪时(图1),送丝滚筒应当滑动。
如果距离木头约5毫米时握住焊枪,焊丝应当能拉出 并弯曲(图2)。
(CN
5.6 更换/装入焊丝 Feed 304
- 打开侧面板。
- 将压力传感器向后折叠,断开连接,压力轮向上滑动。
- 弄直新焊丝 10-20 cm。在将焊丝插入送丝装置之前,锉平焊丝端部的毛刺和锐边。
- 确保焊丝正确地送进送丝轮轨道,并进入流出喷嘴或焊丝导槽。
- 固定压力传感器。
- 关闭侧面板。
5.7 更换/装入焊丝 Feed 484
- 打开侧面板。
- 压下,然后朝向自己向上拉压力装置。
- 拉出转向架。
- 弄直新焊丝 10-20 cm。在将焊丝插入送丝装置之前,锉平焊丝端部的毛刺和锐边。
- 确保焊丝正确地送进送丝轮轨道,并进入流出喷嘴或焊丝导槽。
- 重新安装转向架。
- 关闭侧面板。
5.8 更换 Feed 304 上的送丝轮
- 打开侧面板。
- 将压力传感器 (1) 向后折叠,断开连接,压力轮向上滑动。
- 顺时针转动轴 (3) 1/4 圈,断开压力轮 (2),并拉出轴。断开压力轮。
- 松开螺母 (5),断开送丝轮 (4),然后拉出轮。 安装期间,以相反顺序重复上述步骤。
送丝轮轨道选择
按照尺寸标记,转动送丝轮,使需要的轨道朝向自己。


5.9 更换 Feed 484 上的送丝轮
- 打开侧面板。
- 压下,然后朝向自己向上拉压力装置(1)。
- 拉出转向架 (2)。
- 松开在支架上用于中间喷嘴的内六角柱头螺钉 (3),拆卸支架。
- 松开用于出口喷嘴 (4) 的螺钉,将喷嘴推回。
- 完全松开中央的内六角头螺钉 (5)。
- 松开两个外六角头螺钉(6) 1/2 圈。
- 拉出送丝轮 (7)。
- 安装期间,以相反顺序重复上述步骤。

送丝轮轨道选择
在外垫圈和送丝轮之间不放置、放置一 个或两个活动垫圈。 注意!更换压力轮 (8) 时,请更换整个转向架。

6 维护
定期维护对于安全、可靠运行很重要。
小心」
在质保期内,客户为了矫正任何缺陷而试图操作本产品,供应商的所有保证承诺将终止。
6.1 检查和清洁
送丝装置
定期检查送丝装置是否被灰尘阻塞。
为实现焊丝进给顺畅,应定期对送丝装置易磨损零部件进行清理和更换。 注意,如果预涨紧设置太紧,会导致压力滚筒、送丝滚筒和焊丝导槽的异常磨损。
刹车毂
交货时,刹车毂已经进行了调整,如果需要进行重 新调整,请遵循以下列说明。 调整刹车穀,以使当送丝停止时,焊丝有点松弛。

-
调整刹车力矩:
- 转动红色把手至锁止位置。
- 将螺丝刀插入刹车穀的弹簧中。
顺时针转动弹簧,减小制动力矩。
逆时针转动弹簧,增大制动力矩。 注意: 转动两个弹簧的幅度要相同。
焊枪
为实现焊丝进给顺畅,应定期对焊枪易磨损零部件进行清理和更换。 定期吹洗焊丝导槽,清洁触点。
7 订购配件
Feed 304 / Feed 484 是根据国际和欧洲标准 IEC/EN 60974-5 和 IEC/EN 60974-10. 进行设计和测试的。
确保本产品仍然符合所述标准,是已经提供服务或进行维修工作的服务单位的责任。
可以通过就近的 ESAB 经销商订购备件,请参阅本出版物的最后一页。

凕

Feed 304 M12 valid from serial no. 917-xxx-xxxx


© ESAB AB 2003
р
订购编号
| Feeder for Marathon Pac™ | Feeder with capsuled bobbin | |
|---|---|---|
| Origo™ Feed 304, M12 | 0459 114 882 | 0459 116 882 |
| Origo ™ Feed 304, M12 with water cooling | 0459 114 892 | 0459 116 892 |
| Origo™ Feed 484, M12 | 0459 114 982 | |
| Origo ™ Feed 484, M12 with water cooling | 0459 114 992 | 0459 116 992 |
| Туре | Filename |
|---|---|
| Spare parts list | 0459 161 990 |
Technical documentation is available on the Internet at www.esab.com
Feed 304
易损件
| ltem | Ordering no. | Denomination | Notes | Wire type | Wiredimensions |
|---|---|---|---|---|---|
| HI1 |
0455 072 002
0456 615 001 |
Intermediatenozzle
Intermediatenozzle |
Fe, Ss & cored
Al |
||
| HI2 |
0469 837 880
0469 837 881 |
Outlet nozzle
Outlet nozzle |
Fe, Ss & cored
Al |
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 0.8-1.6 mm |
|
| HI3 | 0191 496 114 | Кеу | |||
| HI4 | 0215 701 007 | Locking washer | |||
| HI5a | 0459 440 001 | Motor gear euro | Drive gear |
| ltem | Ordering no. | Denomination | Wire type | Wiredimensions |
Groove
typ |
Roller
markings |
|---|---|---|---|---|---|---|
| HI5b | 0459 052 001 | Feed/pressure rollers | Fe, Ss & cored | Ø 0.6 & 0.8 mm | V | 0.6 S2 & 0.8 S2 |
| 0459 052 002 | Feed/pressure rollers | Fe, Ss & cored | Ø 0.8 & 1,0 mm | V | 0.8 S2 & 1.0 S2 | |
| 0459 052 003 | Feed/pressure rollers | Fe, Ss & cored | Ø 0.9/1.0 & 1.2 mm | V | 1.0 S2 & 1.2 S2 | |
| 0459 052 013 | Feed/pressure rollers | Fe, Ss & cored | Ø 1.4 & 1.6 mm | V | 1.4 S2 & 1.6 S2 | |
| 0458 825 001 | Feed/pressure rollers | Cored | Ø 0.9/1.0 & 1.2 mm | V-Knurled | 1.0 R2 & 1.2 R2 | |
| 0458 825 010 | Feed/pressure rollers | Cored | Ø 1.2 & 1.2 mm | V-Knurled | 1.2 R2 & 1.2 R2 | |
| 0458 825 002 | Feed/pressure rollers | Cored | Ø 1.2 & 1.4 mm | V-Knurled | 1.2 R2 & 1.4 R2 | |
| 0458 825 003 | Feed/pressure rollers | Cored | Ø 1.6 mm | V-Knurled | 1.6 R2 & 2.0 R2 | |
| 0459 824 001 | (X 0 8 8 0 0/1 0 mm | 0 1 0 | ||||
| 0456 624 001 | AI | 0.0 & 0.9/1.0 mm | 0 | 0.0 AZ & 1.0 AZ | ||
| 0458 824 002 | Feed/pressure rollers | AI | Ø 1.0 & 1.2 mm | U | 1.0 A2 & 1.2 A2 | |
| 0458 824 003 | Feed/pressure rollers | AI | Ø 1.2 & 1.6 mm | U | 1.2 A2 & 1.6 A2 | |
| I | Use only pres | sure and feed rollers | marked A2 R2 or S2 | I |
The rollers are marked with wire dimension in mm, some are also marked with inch.
| Item | Ordering no. | Denomination | Notes | ||
|---|---|---|---|---|---|
| HI6 | Washer | Ø 16/5x1 | |||
| HI7 | Screw | M4x12 | |||
| HI8 | Screw | M6x12 | |||
| HI9 | Washer | Ø 16/8.4x1.5 | |||
| HI10 | 0469 838 001 | Cover | |||
| HI11 | 0458 722 880 | Axle and Nut | |||
| HI12 | 0459 441 880 | Gear adapter | |||
| HI13 | 0455 049 001 | Inlet nozzle | Ø 3mm for 0.6-1.6m | m Fe, Ss, Al and cored wire | |
| HI14 | 0458 999 001 | Shaft | |||
| HI15 | Nut | M10 | |||
| HI16 | 0458 748 002 | Insulating washer | |||
| HI17 | 0458 748 001 | Insulatingbushing | |||
| • | |||||
| Item | Ordering no. | Denomination | Wire type | Wiredimensions | |
| HI18 0156 602 001 I | Inlet nozzle | Fe, Ss, Al & Cored | Ø 2 mm plastic for 0.6-1.6 mm |
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate wear parts.

| ltem | Ordering no. | Denomination | Wire type | Wiredimensions |
|---|---|---|---|---|
| HK1 |
0469 837 880
0469 837 881 0469 837 882 |
Outlet nozzle
Outlet nozzle Outlet nozzle |
Fe, Ss & cored
Al Fe, Ss & cored |
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 1.0-1.6 mm Ø 3.4 mm steel for 2.0-2.4 mm |
| ltem | Ordering no. | Denomination | Wire type |
Wire Ø
mm |
Groove 1 | Groove 2 | Groove 3 |
Groove
typ |
Roller /
Bogey mark- ings |
|---|---|---|---|---|---|---|---|---|---|
| HK2 | 0366 966 880 | Feed Roller | Fe, Ss & cored | 0.6-1.2 | 0.6-0.8 | 0.9-1.0 | 1.2 | V | 1 |
| 0366 966 881 | Feed Roller | Fe, Ss & cored | 1.4-1.6 | 1.4-1.6 | 2.0 | 2.4 | V | 2 | |
| 0366 966 888 | Feed Roller | Fe, Ss & cored | 0.9 | 0.9 | 0.9 | 0.9 | V | .035 | |
| 0366 966 889 | Feed Roller | Fe, Ss & cored | 1.2 | .045" / 1.2 | .045" / 1.2 | .045" / 1.2 | V | .045 / 7 | |
| 0366 966 890 | Feed Roller | Fe, Ss & cored | 1.6 | 1.6 | 1.6 | 1.6 | V | 1/16 | |
| 0366 966 900 | Feed Roller | Fe, Ss & cored | 0.9-1.6 | 0.9-1.0 | 1.2 | 1.4-1.6 | V | 6 | |
| 0366 966 882 | Feed Roller | Cored | 1.2-2.0 | 1.2 | 1.4-1.6 | 2.0 | V-Knurled | 3 | |
| 0366 966 883 | Feed Roller | Cored | 2.4 | 2.4 | not used | not used | V-Knurled | 4 | |
| 0366 966 893 | Feed Roller | Cored | 1.2 | 1.2 | 1.2 | 1.2 | V-Knurled | .045 | |
| 0366 966 894 | Feed Roller | Cored | 1.6 | 1.6 | 1.6 | 1.6 | V-Knurled | 1/16 | |
| 0366 966 885 | Feed Roller | AI | 1.2 | 1.2 | 1.2 | 1.2 | U | U2 | |
| 0366 966 899 | Feed Roller | AI | 1.0-1.6 | 1.0 | 1.2 | 1.6 | U | U4 |
| ltem | Ordering no. | Denomination | Notes |
|---|---|---|---|
| НК3 | 0156 707 001 | Distance washer | |
| HK4 | 0156 707 002 | Adjustment spacer | |
| HK5 | Screw | M5x20 | |
| HK6 | Screw | M5x16 |

HD = Heavy Duty
| ltem | Ordering no. | Denomination | Wire type | Wiredimensions |
Groove
typ |
Roller /
Bogey markings |
|---|---|---|---|---|---|---|
| HK7 | 0366 902 880 | Bogev (HD) | Fe. Ss & cored | Ø 0.6 - 1.2 mm | V | 1 |
| 0366 902 900 | Bogev (HD) | Fe. Ss & cored | Ø 0.9 - 1.6 mm | V | 6 | |
| 0366 902 881 | Bogey (HD) | Fe, Ss & cored | Ø 1.4 - 2.4 mm | V | 2 | |
| 0366 902 894 | Bogey ( HD ) | Fe, Ss & cored | Ø 1.2 mm | V | .045 / 7 | |
| 0366 902 902 | Bogey (HD) | Fe, Ss & cored | Ø 0.9 mm | V | .035 | |
| 0366 902 901 | Bogey (HD) | Fe, Ss & cored | Ø 1.6 mm | V | 1/16 | |
| 0366 902 882 | Bogey ( HD ) | Cored | Ø 1.2 - 2.0 mm | V-Knurled | 3 | |
| 0366 902 883 | Bogey (HD) | Cored | Ø 2.4 mm | V-Knurled | 4 | |
| 0366 902 903 | Bogey (HD) | Cored | Ø 1.2 mm | V-Knurled | .045 | |
| 0366 902 904 | Bogey (HD) | Cored | Ø 1.6 mm | V-Knurled | 1/16 | |
| 0366 902 899 | Bogey (HD) | Al | Ø 1.0 - 1.6 mm | U | U4 | |
| 0366 902 886 | Bogey (HD) | Al | Ø 1.2 mm x 3 | U | - |
| ltem | Ordering no. | Denomination | Wire type | Wiredimensions |
|---|---|---|---|---|
| HK8 | 0366 944 001 | Washer | ||
| HK9 |
0156 603 001
0156 603 002 0332 322 001 0332 322 002 |
Intermediatenozzle
Intermediatenozzle Intermediatenozzle Intermediatenozzle |
Fe, Ss & Al
Fe, Ss & Al Cored Cored |
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm Ø 2.4 mm copper for 1.2-2.0 mm Ø 4 mm copper for 2.4 mm |
| ltem | Ordering no. | Denomination | Note |
|---|---|---|---|
| HK10 | 0215 702 708 | Locking washer | |
| HK11 | Nut | M10 | |
| HK12 | 0458 748 002 | Insulatingwasher | |
| HK13 | 0458 748 001 | Insulatingbushing |
| l | tem | Ordering no. | Denomination | Wire type | Wiredimensions |
|---|---|---|---|---|---|
| Н | IK14 |
0156 602 001
0156 602 002 0332 318 001 0332 318 002 |
Inlet nozzle
Inlet nozzle Inlet nozzle (HD) Inlet nozzle (HD) |
Fe, Ss, Al & Cored
Fe, Ss, Al & Cored Fe, Ss & Cored Fe, Ss & Cored |
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm Ø 2.4 mm steel for 1.2-2.0 mm Ø 4 mm steel for 2.4 mm |

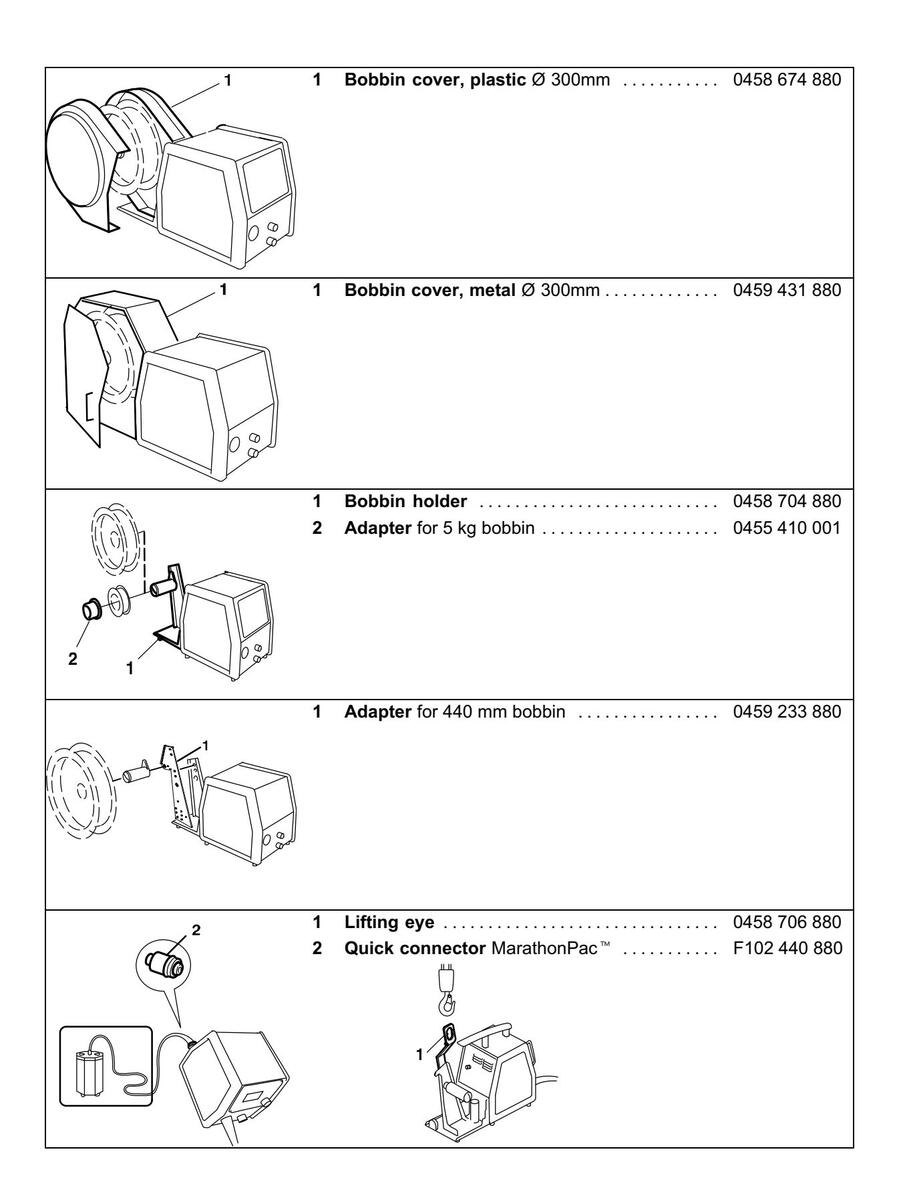
附件

| Remote cable 23 pole - 8 pole | |
|---|---|
| 5 m | 0459 553 880 |
|
Extension cable for remote control 23 pole
8 m 16 m |
0467 197 880
0467 197 881 |
| Counter balance device | 0458 705 880 |
| Connection set for 400 A | 23 poles | 19 poles | |
|---|---|---|---|
| power sources | |||
| 1.7 m | 0469 836 880 | 0459 836 880 | |
| APPR | 5 m | 0469 836 981 | 0459 836 881 |
| 10 m | 0469 836 881 | 0459 836 882 | |
| 15 m | 0469 836 882 | 0459 836 883 | |
| 25 m | 0469 836 883 | 0459 836 884 | |
| 35 m | 0469 836 884 | 0459 836 885 | |
| 1.7 m, water | 0469 836 885 | 0459 836 890 | |
| 5 m, water | 0469 836 983 | 0459 836 891 | |
| 10 m, water | 0469 836 886 | 0459 836 892 | |
| 15 m, water | 0469 836 887 | 0459 836 893 | |
| 25 m, water | 0469 836 888 | 0459 836 894 | |
| 35 m, water | 0469 836 889 | 0459 836 895 | |
| Connection set for 500 A | |||
| power sources | |||
| 1.7 m | 0469 836 890 | 0459 836 980 | |
| 5 m | - | 0459 836 981 | |
| 10 m | 0469 836 891 | 0459 836 982 | |
| 15 m | 0469 836 892 | 0459 836 983 | |
| 25 m | 0469 836 893 | 0459 836 984 | |
| 35 m | 0469 836 894 | 0459 836 985 | |
| 1.7 m, water | 0469 836 895 | 0459 836 990 | |
| 5 m | - | 0459 836 991 | |
| 10 m, water | 0469 836 896 | 0459 836 992 | |
| 15 m, water | 0469 836 897 | 0459 836 993 | |
| 25 m, water | 0469 836 898 | 0459 836 894 | |
| 35 m, water | 0469 836 899 | 0459 836 995 |

| N.B.: MXH PP only recommended for Feed 304/3004/L3004 | ||
|---|---|---|
| Welding gun MXH 400w PP | ||
| 6.0 m | 0700 200 015 | |
| 10.0 m | 0700 200 016 | |
| 10.0 m, 45° | 0700 200 019 | |
| Welding gun MXH 300w PP | ||
| 6.0 m | 0700 200 017 | |
| 10.0 m | 0700 200 018 | |
| 10.0 m, 45° | 0700 200 020 | |
| 1 |
Information on PSF welding guns can be found in separate brochures.
Self cooled with RS3 Remote 3-step program switch
| Туре | Ordering no. | Max welding current | Wire dimensions | ||
|---|---|---|---|---|---|
| Hose length 3 m | Hose length 4,5 m | CO 2 | Mix Ar | ||
| PSF 250 | 0469 798 882 | 0469 798 883 | 250A 60% | 225A 60% | 0.6 - 1.0 |
| PSF 405 | 0458 401 892 | 0458 401 893 | 380A 60% | 325A 60% | 0.6 - 1.6 |
Water cooled with RS3 Remote 3-step program switch
| Туре | Ordering no. | Max welding current | Wire dimensions | ||
|---|---|---|---|---|---|
| Hose length 3 m | Hose length 4,5 m | CO 2 | Mix Ar | ||
| PSF 410W | 0458 400 898 | 0458 400 899 | 425A 100% | 400A 100% | 0.6 - 1.6 |
| PSF 510W | 0458 400 900 | 0458 400 901 | 500A 100% | 440A 100% | 0.6 - 2.4 |
NOTES
notes
NOTES
- 31 -
ESAB subsidiaries and representative offices
Europe
AUSTRIA ESAB Ges.m.b.H Vienna-Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85
BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28
BULGARIA ESAB Kft Representative Office Sofia Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Vamberk Tel: +420 2 819 40 885 Fax: +420 2 819 40 120
DENMARK Aktieselskabet ESAB Herlev Tel: +45 36 30 01 11 Fax: +45 36 30 40 03
FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71
FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24
GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Fax: +49 212 298 218
GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03
ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74
HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186
ITALY ESAB Saldatura S.p.A. Bareggio (Mi) Tel: +39 02 97 96 8.1 Fax: +39 02 97 96 87 01
THE NETHERLANDS ESAB Nederland B.V. Amersfoort Tel: +31 33 422 35 55 Fax: +31 33 422 35 44

POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20
PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277
ROMANIA ESAB Romania Trading SRL Bucharest Tel: +40 316 900 600 Fax: +40 316 900 601
RUSSIA LLC ESAB Moscow Tel: +7 (495) 663 20 08 Fax: +7 (495) 663 20 09
SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41
SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461
SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00 Fax: +46 31 50 92 22
ESAB international AB Gothenburg Tel: +46 31 50 90 00 Eax: +46 31 50 93 60
SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 25
UKRAINE ESAB Ukraine LLC Kiev Tel: +38 (044) 501 23 24 Fax: +38 (044) 575 21 88
North and South America
ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313
BRAZIL ESAB S.A. Contagem-MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440
CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79
MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554
USA ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
AUSTRALIA ESAB South Pacific Archerfield BC QLD 4108 Tel: +61 1300 372 228 Fax: +61 7 3711 2328
CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 2326 3000 Fax: +86 21 6566 6622
INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80
INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188 Fax: +62 21 461 2929
JAPAN ESAB Japan Tokyo Tel: +81 45 670 7073 Fax: +81 45 670 7001
MALAYSIA ESAB (Malaysia) Snd Bhd USJ Tel: +603 8023 7835 Fax: +603 8023 0225
SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95
SOUTH KOREA
Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864
UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63
Africa
EGYPT ESAB Egypt Dokki-Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13
SOUTH AFRICA ESAB Africa Welding & Cutting Ltd Durbanvill 7570 - Cape Town Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers to our distributors in other countries, please visit our home page
www.esab.com

www.esab.com
































 Loading...
Loading...