


Fabricator EM 401i, Fabricator EM 501i
Bruksanvisning

EU DECLARATION OF CONFORMITY
According to: The Low Voltage Directive 2014/35/EU: The EMC Directive 2014/30/EU: The BoHS Directive 2011/65/EU:
The Ecodesian Directive 2009/125/EC
Type of equipment Arc welding power source
Type designation
Fabricator FM 401i from serial number OP110 YY XXXXX Fabricator EM 4011 with cooling unit OP110YY XXXXXX. from serial number from serial number Fabricator EM 501i with cooling unit X and Y represents digits, 0 to 9 in the serial number, where YY indicates year of production.
Brand name or trademark FSAB
Manufacturer or his authorised representative established within the EEA FSAR AR Lindholmsallén 9, Box 8004, SE-402 77 Göteborg, Sweden Phone: +46 31 50 90 00, www.esab.com
The following EN standards and regulations in force within the EEA has been used in the design:
| EN IEC 60974-1:2018/A1:2019 | Arc welding equipment - Part 1: Welding power sources |
| EN 60974-10:2014/A1:2015, | Arc welding equipment - Part 10: Electromagnetic compatibility |
| (EMC) requirements | |
| EU no. 2019/1784 | Ecodesign requirements for welding equipment pursuant to |
| Directive 2009/125/EC |
Additional Information:
Restrictive use. Class A equipment, intended for use in locations other than residential IEC EN draft standard 26/708/CDV have been used to establish EU no. 2019/1784 data.
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety and environmental requirements stated above.
Place/Date
Signature
Standard Equipment Director
Göteborg 2021-04-20
CE marked in 2021
| 1 | SIKKEF | RHET | 4 | |||
| 1.1 | Symbolforklaring | 4 | ||||
| 1.2 | Sikkerhetsregler | 4 | ||||
| 2 | INNLED | NING | 7 | |||
| 2.1 | Utstyr | 7 | ||||
| 3 | TEKNIS | KE DATA | 8 | |||
| 4 | INSTAL | LASJON | 11 | |||
| 4.1 | Plassering | 11 | ||||
| 4.2 | Monteringsbrakett for mater – instruksjoner | 11 | ||||
| 4.3 | Instruksjoner for løfting | 12 | ||||
| 4.4 | Nettilkobling | 13 | ||||
| 5 | BRUK | 15 | ||||
| 5.1 | Koblinger og styringsenheter | 15 | ||||
| 5.2 | Sveiskontrollmodus | 18 | ||||
| 5.3 | Tilkobling av sveise- og returkabel | 20 | ||||
| 5.4 | Symboler og funksjoner | 21 | ||||
| 5.5 | Termisk beskyttelse | 21 | ||||
| 5.6 | Viftestyring | 21 | ||||
| 5.7 | Bruk av kjøleenheten | 21 | ||||
| 5.8 | Kjølemiddeltilkobling | 22 | ||||
| 5.9 | Styring av kjølemiddeltrykk | 22 | ||||
| 6 | VEDLIK | EHOLD | 23 | |||
| 6.1 | Service | 23 | ||||
| 6.2 | Rutinemessig vedlikehold | 23 | ||||
| 6.3 | Strømkilde | 23 | ||||
| 6.4 | Kjøleenhet | 25 | ||||
| 6.5 | Påfylling av kjølemiddel | 25 | ||||
| 7 | FEILSØ | KING | 26 | |||
| 8 | BESTIL | 29 | ||||
| ORD | ORDRENUMRE 3 | |||||
| BLO | KKDIAGI | RAM | 31 | |||
| TILB | EHØR ···· | 32 | ||||
1 SIKKERHET
1.1 Symbolforklaring
Som brukt i denne bruksanvisningen: Betyr Merk! Vær på vakt!
FARE!
Angir umiddelbare farer som, hvis de ikke unngås, vil medføre umiddelbar alvorlig personskade eller tap av liv.
ADVARSEL!
Angir mulige farer som kan medføre personskade eller tap av liv.
FORSIKTIG!
Angir farer som kan medføre mindre personskade.
ADVARSEL!
Før bruk skal du lese og forstå bruksanvisningen samt følge alle skilter, arbeidsgivers sikkerhetsrutiner og sikkerhetsdatablader (SDS-er).
1.2 Sikkerhetsregler
Brukere av ESAB-utstyr har det endelige ansvaret for å sørge for at alle som arbeider med eller i nærheten av utstyret, følger alle relevante sikkerhetsanvisninger. Sikkerhetsreglene må oppfylle kravene som gjelder for denne type utstyr. Anbefalingene nedenfor må følges i tillegg til standardforskrifter som gjelder på arbeidsplassen.
Alt arbeid må utføres av opplært personale som er fortrolige med bruken av utstyret. Feil bruk av utstyret kan føre til farlige situasjoner, noe som kan forårsake personskader og skade på utstyret.
1 Alle som bruker utstyret, må være kjent med følgende:
- bruken
- plasseringen av nødstoppene
- hvordan det fungerer
- relevante sikkerhetstiltak
- sveising og skjæring og annen aktuell bruk av utstyret
-
2 Operatøren må sørge for at:
- ingen uvedkommende befinner seg innenfor arbeidsområdet for utstyret når det startes opp
- ingen er ubeskyttet når lysbuen tennes eller man har begynt å arbeide med utstyret
-
3 Arbeidsplassen må:
- være egnet til formålet
- være fri for trekk
-
4 Personlig verneutstyr:
- Bruk alltid anbefalt personlig verneutstyr, slik som vernebriller, flammesikre klær, vernehansker
- Ikke ha på deg løstsittende klær, slik som skjerf, armbånd, ringer osv, som kan hekte seg fast eller føre til forbrenninger
-
5 Generelle forholdsregler:
- Kontroller at returkabelen er sikkert tilkoblet.
- Arbeid på høyspenningsutstyr skal alltid utføres av en autorisert elektriker.
- Egnet brannslokkingsutstyr må være tydelig merket og tilgjengelig i nærheten.
- Smøring og vedlikehold må ikke utføres på utstyret når det er i bruk.
Hvis utstyrt med ESAB-kjøler
Bruk bare ESAB-godkjent kjølemiddel. Ikke-godkjente kjølemidler kan skade utstyret og sette produktsikkerheten i fare. Hvis slik skade skulle oppstå, vil alle garantiytelser fra ESAB opphøre.
Se TILBEHØR-kapittelet i brukerveiledningen for bestillingsinformasjon.

ADVARSEL!
Buesveising og -skjæring kan være farlig for deg selv og andre. Ta forholdsregler ved sveising og skjæring.

ELEKTRISK STØT – kan være livsfarlig
- Ikke berør strømførende deler eller elektroder med naken hud, våte hansker eller våte klær.
- Isoler deg selv fra jord og arbeidet.
- Sørg for å ha en trygg arbeidsposisjon.
ELEKTRISITET OG MAGNETFELTER – kan være helsefarlige
- Sveisere med pacemaker bør rådføre seg med lege før sveising. EMF kan forstyrre enkelte pacemakere.
- Eksponering for EMF kan ha andre, ukjente helseeffekter.
-
Sveisere skal benytte følgende prosedyre for å minimere eksponeringen for EMF:
- Før elektrode- og arbeidskablene sammen på samme side av kroppen. Sikre dem med tape der dette er mulig. Ikke plasser kroppen din mellom brenneren og arbeidskablene. Du må aldri kveile brenner- eller arbeidskabelen rundt kroppen din. Holdt sveisestrømkilden og kablene så langt borte fra kroppen som mulig.
- Koble arbeidskabelen til arbeidsemnet så nært området som sveises, som mulig.
RØYK OG GASSER – kan være helsefarlige

- Hold hodet unna røykgassene
- Bruk ventilasjon, avtrekk ved lysbuen eller begge deler for å føre røyk og gasser bort fra pusteområdet og hele området
- STRÅLER FRA LYSBUEN kan skade øynene og gi brannskader på huden Beskvtt øvnene og kroppen. Bruk riktig sveiseskjerm og filterlinse, og bruk
- Beskytt øynene og kroppen. Bruk riktig sveiseskjern alltid verneklær
- Beskytt personer i nærheten med egnede skjermer eller forheng
STØY – for sterk støy kan skade hørselen

Beskytt ørene. Bruk øreklokker eller annet hørselvern.
BEVEGELIGE DELER – kan forårsake personskade

Hold alle dører, paneler og deksler lukket og godt på plass. Bare kvalifisert personell skal fjerne deksler for vedlikehold og feilsøking etter behov. Monter paneler og deksler, og lukk dører, når servicearbeidet er fullført, og før motoren startes.

- Stopp motoren før du monterer eller kobler til en enhet.
- Hold hender, hår, løstsittende klær og verktøy borte fra bevegelige deler.

BRANNFARE
- Gnister (sprut) kan forårsake brann. Kontroller derfor at det ikke er noe brennbart materiale i nærheten
- Ikke bruk på lukkede beholdere.
VARM OVERFLATE – deler kan ta fyr

- Ikke ta på deler med bare hender.
- Legg inn kjøleperioder før du jobber på utstyr.
- Når du skal håndtere varme deler, må du bruke egnede verktøy og/eller isolerte sveisehansker for å hindre forbrenning.
FUNKSJONSFEIL – tilkall eksperthjelp ved funksjonsfeil.
BESKYTT DEG SELV OG ANDRE!

FORSIKTIG!
Dette produktet er bare beregnet til buesveising.
FORSIKTIG!
Klasse A-utstyr er ikke beregnet på bruk i boligområder der strømmen leveres av den offentlige lavspenningsstrømforsyningen. Det kan være vanskelig å sikre elektromagnetisk kompatibilitet for klasse A-utstyr i slike omgivelser på grunn av ledningsbårne forstyrrelser og strålingsforstyrrelser.

OBS!
Lever elektronisk utstyr inn til et mottak for gjenvinning!
I henhold til EU-direktivet 2012/19/EF om elektrisk og elektronisk avfall og direktivets implementering i samsvar med nasjonale lovregler, skal elektrisk og/eller elektronisk utstyr etter endt levetid leveres inn til et mottak for gjenvinning.
Som ansvarlig for utstyret er det ditt ansvar å skaffe til veie informasjon om godkjente innsamlingsstasjoner.
Kontakt nærmeste ESAB-forhandler for mer informasjon.


ESAB har et utvalg sveisetilbehør og personlig verneutstyr til salgs. Ta kontakt med en lokal ESAB-forhandler eller gå til nettsiden vår for å finne bestillingsinformasjon.
2 INNLEDNING
Fabricator EM 401i og Fabricator EM 501i er sveisestrømkilder beregnet for MIG/MAG-sveising samt for sveising med pulverfylt tråd (FCAW-S) og for sveising med dekkede elektroder (MMA). Strømkildene er beregnet på bruk med følgende trådmateenheter:
- Fabricator Feed 304
- Fabricator Feed 304w
EM 401i er tilgiengelig med og uten innebvad kiøleenhet.
EM 501i er bare tilgjengelig med innebygd kjøleenhet.
ESAB-tilbehør til produktet finner du i kapittelet "TILBEHØR" i denne bruksanvisningen.
2.1 Utstyr
Strømkilden leveres med følgende:
- 5 m (16 fot) returkabel med jordklemme
- 5 m (16 fot) strømkabel
- Bruksanvisning
- Hurtigveiledning
- Sikkerhetsinstruksjoner
3 TEKNISKE DATA
| Fabricator EM 401i / EM 401i med kjøleenhet | ||||
|---|---|---|---|---|
| Nettspenning | 380-415 V, ± 10 | ) %, 50/60 Hz | ||
| Tilførselsnett S scmin | 1,9 MVA | |||
| Primærstrøm I maks. | 380 V | 400 V | 415 V | |
| MIG/MAG | 28 A | 27 A | 25 A | |
| ММА | 29 A | 28 A | 26 A | |
| Innstillingsområde (DC) | ||||
| MIG/MAG | 30 A / 15,5 V – | 400 A / 34,0 V | ||
| ММА | 30 A / 21,2 V – | 400 A / 36,0 V | ||
| Tillatt belastning ved MIG/MAG | ||||
| 60% arbeidssyklus | 400 A / 34,0 V | |||
| 100 % intermittensfaktor | 310 A / 29,5 V | |||
| Tillatt belastning ved MMA | ||||
| 60% arbeidssyklus | 400 A / 36,0 V | |||
| 100 % intermittensfaktor | 310 A / 32,4 V | |||
| Effektfaktor ved maks. strøm | 0,91 | |||
| Maksimal inngangseffekt ved hvilemodus | lemodus <35 W | |||
| Virkningsgrad ved maks. strøm 86 % | ||||
| Tomgangsspenning | ing 65,0 V | |||
| Anbefalt tråd | 0,8–1,2 mm | |||
| Driftstemperatur | –10 til +40 °C ( | 14 til 104 °F) | ||
| Transporttemperatur | –40 til +70 °C (· | -40 til 158 °F) | ||
| Mål, l × b × h |
1035 × 500 × 1
(40,7 × 19,6 × 3 |
015 mm
39,9 tommer) |
||
| Vekt | ||||
| Vekt uten kjøleenhet | 102,0 kg (225 p | ound) | ||
| Vekt med kjøleenhet uten kjølemiddel | 107,5 kg (237 p | ound) | ||
| Vekt med kjøleenhet med kjølemiddel | 111,5 kg (246 p | und) | ||
| Isolasjonsklasse | Н | |||
| Kapslingsgrad | IP 23 | |||
| Anvendelsesklasse | S | |||
| Fabricator EM 50 4 | li med kjøleenh | et | ||
| Nettspenning | 380-415 V, ± 10 | ) %, 50/60 Hz | ||
| Tilførselsnett S scmin | 6,2 MVA | |||
| Primærstrøm I maks. | 380 V | 400 V | 415 V | |
| MIG/MAG | 39 A 37 A | |||
| ММА | 41 A | 38 A | 37 A | |
| l | ||||
| Fabricator EM 501i med kjøleenhet | |||
|---|---|---|---|
| Innstillingsområde (DC) | |||
| MIG/MAG | 30 A / 15,5 V – 500 A / 39,0 V | ||
| ММА | 30 A / 21,2 V – 500 A / 40,0 V | ||
| Tillatt belastning ved MIG/MAG | |||
| 60 % arbeidssyklus | 500 A / 39,0 V | ||
| 100 % intermittensfaktor | 390 A / 33,5 V | ||
| Tillatt belastning ved MMA | |||
| 60 % arbeidssyklus | 500 A / 40,0 V | ||
| 100 % intermittensfaktor | 390 A / 35,6 V | ||
| Effektfaktor ved maks. strøm | 0,91 | ||
| Maksimal inngangseffekt ved hvilemodus | <35 W | ||
| Virkningsgrad ved maks. strøm | 87 % | ||
| Tomgangsspenning | 78,0 V | ||
| Anbefalt tråd | 1,0–1,6 mm | ||
| Driftstemperatur | –10 til 40 °C (14 til 104 °F) | ||
| Transporttemperatur | –40 til 70 °C (–40 til 158 °F) | ||
| Mål, l × b × h |
1035 × 500 × 1015 mm
(40,7 × 19,6 × 39,9 tommer) |
||
| Vekt | |||
| Vekt med kjøleenhet uten kjølemiddel | 111,5 kg (246 pund) | ||
| Vekt med kjøleenhet med kjølemiddel | 115,5 kg (255 pund) | ||
| Isolasjonsklasse | Н | ||
| Kapslingsgrad | IP 23 | ||
| Anvendelsesklasse | S | ||
| Kjøleenhet (500 A - 60 % arbeidssyklus) | Kun for strømkilder med kjøleenheter | ||
| Kjøleeffekt | 1 kW ved 25 °C omgivelsestemperatur | ||
| Kjølemiddel | ESABs ferdigblandede kjølemiddel | ||
| Kjølemiddelmengde | 4,5 I | ||
| Maksimal vannstrøm | 1,8 l/min | ||
| Maksimal trykkhøyde for brenner Q max | 66,7 PSI (4,6 bar) | ||
Tilførselsnett, Ssc min
Minste kortslutningsstrøm på nettverket i henhold til IEC 61000-3-12.
Arbeidssvklus
Arbeidssyklusen angir den prosentandelen av en ti minutters periode da du kan sveise eller skjære med en viss belastning uten å overbelaste systemet. Arbeidssyklusen gjelder for 40 °C eller lavere.
Kapslingsgrad
IP-koden angir kapslingsgraden, dvs. graden av beskyttelse mot inntrenging av faste gjenstander eller vann.
Utstyr merket IP23 er beregnet for innendørs og utendørs bruk.
Anvendelsesklasse
Symbolet S betyr at strømkilden er beregnet for bruk i områder med økt elektrisk risiko.
Δ INSTALLASJON
Installasjonen skal utføres av en kvalifisert person.
FORSIKTIG!
Dette produktet er beregnet til industriell bruk. I et boligmiliø kan dette produktet forårsake radioforstyrrelser. Det er brukerens ansvar å ta nødvendige relevante forholdsregler.
41 Plassering
Plasser strømkilden slik at inntak og utløp for kiøleluft ikke blokkeres.
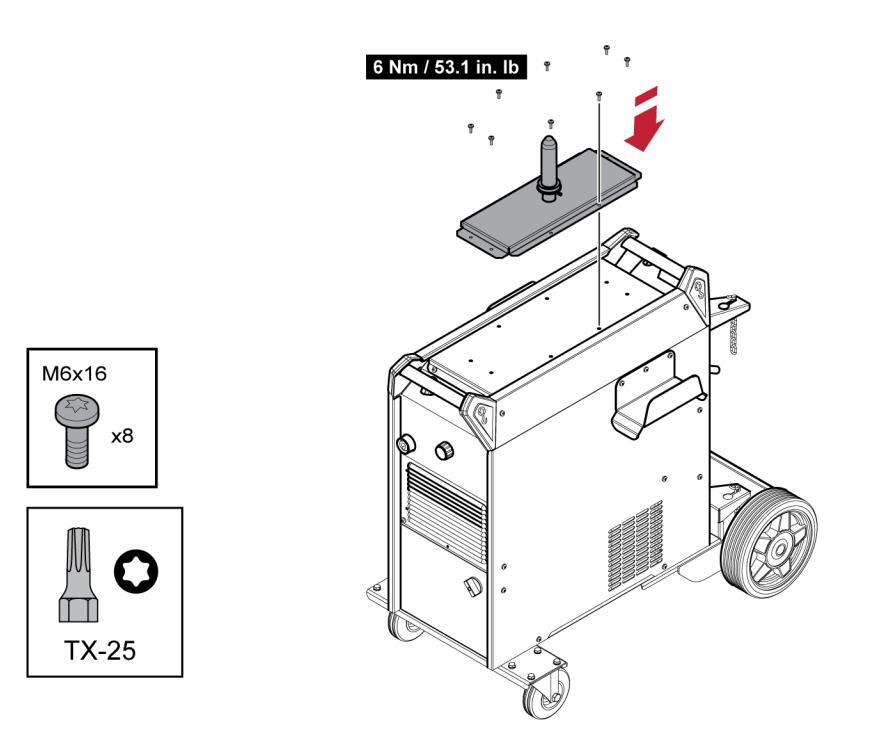
4.2 Monteringsbrakett for mater – instruksjoner
ADVARSEL!
ADVARSEL! Ikke bruk utstyret uten monteringsbraketten for materen.
4.3 Instruksjoner for løfting

ΔΔ Nettilkobling
OBS!
Dette utstvret samsvarer ikke med IEC 61000-3-12. Dersom det er koblet til et offentlig lavspentsystem, er det personen som monterer eller bruker utstyret som har ansvar for å sikre. om nødvendig gjennom kontakt med strømleverandøren, at utstyret kan kobles til.
Kontroller at sveisestrømkilden er koblet til riktig nettspenning, og at det brukes riktig sikringsstørrelse. Enheten skal jordes i henhold til gjeldende forskrifter
Strømkilden tilpasser seg automatisk nettspenningen.
| Fabricator EM 401i / EM 401i med kjøleenhet | ||||
|---|---|---|---|---|
| Nettspenning | 380 V 3~ 50/60 Hz | 400 V 3~ 50/60 Hz | 415 V 3~ 50/60 Hz | |
| Tverrsnitt strømkabel | 4 × 6 mm 2 | 4 × 6 mm 2 | 4 × 6 mm 2 | |
| Maksimal merkestrøm I max | 29 A | 28 A | 26 A | |
| I 1eff | ||||
| MIG/MAG | 21 A | 20 A | 19 A | |
| MMA | 22 A | 21 A | 20 A | |
|
Nettbeskyttelsesenhet
(distribusjonsboks) Miniatyrstrømbryter (MCB) |
Type C og 32 A | |||
| F | abricator EM 501i me | d kjøleenhet | ||
| Nettspenning | 380 V 3~ 50/60 Hz | 400 V 3~ 50/60 Hz | 415 V 3~ 50/60 Hz | |
| Tverrsnitt strømkabel | 4 × 6 mm 2 | 4 × 6 mm 2 | 4 × 6 mm 2 | |
| Maksimal merkestrøm I max | 41 A 38 A 38 A | |||
| I 1eff | 1 | t. | I. | |
Anbefalte MCB-størrelser og minste kabelareal
| Fabricator EM 501i med kjøleenhet | |||||
|---|---|---|---|---|---|
| Nettspenning | 380 V 3~ 50/60 Hz | 400 V 3~ 50/60 Hz | 415 V 3~ 50/60 Hz | ||
| Tverrsnitt strømkabel | 4 × 6 mm 2 | 4 × 6 mm 2 | 4 × 6 mm 2 | ||
| Maksimal merkestrøm I max | 41 A | 38 A | 38 A | ||
| I 1eff | |||||
| MIG/MAG | 30 A | 28 A | 27 A | ||
| ММА | 31 A | 29 A | 28 A | ||
|
Nettbeskyttelsesenhet
(distribusjonsboks) Miniatyrstrømbryter (MCB) |
Type C og 32 A | ||||
OBSI
Kabeltverrsnittene og sikringsstørrelsene ovenfor overholder svenske bestemmelser. For andre regioner må tilførselskabler være egnet for bruksområdet og samsvare med lokale og nasionale forskrifter.
Forsyning fra strømgeneratorer
Strømkilden kan være ulike typer generatorer. Noen generatorer tilfører kanskje ikke tilstrekkelig strøm til at sveisestrømkilden fungerer riktig. Det anbefales generatorer med automatisk spenningsregulering (AVR) eller med tilsvarende eller bedre regulering og nominell effekt på ≥ 40 kW
Instruksioner for tilkobling

ADVARSEL!
Strømforsyningen skal være koblet fra under installasjon

ADVARSEL!
Vent til DC-busskondensatorene er ladet ut. Utladingstiden til DC-busskondensatorene er minst 2 minutter!
Hvis strømkabelen må skiftes ut, må jordingen til bunnplaten og ferrittene utføres på riktig måte. Se bildet under når det gjelder monteringsrekkefølge for ferritter, skiver, muttere og skruer.

5 BRUK
Generelle sikkerhetsregler for håndtering av utstyret finner du i kapittelet "SIKKERHET" i denne bruksanvisningen. Les gjennom det før du begynner å bruke utstyret!
OBS!
Bruk tiltenkt håndtak når utstyret skal flyttes. Dra aldri i kablene.

ADVARSEL!
Fare for elektrisk støt! Ikke ta på arbeidsemnet eller sveisehodet under drift!
5.1 Koblinger og styringsenheter

- 1 Kobling (+): MIG/MAG: Sveisekabel, MMA: Sveisekabel eller returkabel
- 2 Kobling (-): MIG/MAG: Returkabel, MMA: Returkabel eller sveisekabel
- 3 Kontroll-LED, overoppheting
- 4 Tilkobling av trådmateenhet
- 5 Sikring for gassregulatorforsyning
- 6 Bryter for nettspenning, PÅ/AV
- 7 Nettkabel, inntak

- 8 24 V AC-støpsel for gassregulator
- 9 Bryter for kjøleenhet, PÅ/AV
- 10 Påfyllingsrør kjølemiddel
- 11 Visning av min. og maks. kjølemiddelnivå
- 12 Tilkobling RØD fra kjølemiddel (retur) til kjøleenhet
- 13 Tilkobling BLÅ til kjølemiddel fra kjøleenheten
ADVARSEL!
Bruk ikke DC- i MIG-modus. Om DC- behøves, kontakt en autorisert, lokal ESAB-tjeneste.
Følgende figur viser front-kontrollpanelet og knappene på kontrollpanelet til sveiseren.

| S.no. | Navn | Funksjon | |||
|---|---|---|---|---|---|
| 1 | Sluttbuestrøm | Juster sluttbuestrømmen i 4T og 4T repeteringsmodus | |||
| 2 | Sluttbuespenning | Juster sluttbuespenning i 4T og 4T repeteringsmodus | |||
| 3 | Buekraft |
Buekraften er viktig for å bestemme hvordan strømmen endres som
reaksjon på en endring av lengden på lysbuen. En lavere verdi gir roligere lysbue med mindre sprut. Det gjelder bare for MMA-sveising. |
|||
| 4 | Induktans | Setter buedynamikken. Lavere induktans gir en hardere bue og høyere induktans gir en mykere bue. | |||
| 5 | Tråddiameter | Velg diameteren til sveisetråden. Gjelder kun for MIG-sveising | |||
| 6 |
Sveiseprosess /
Trådtype og gass |
|
|||
| 7 | Sveisekontroll |
Velger sveisekontrollmodus (2T, 4T, 4T repetering).
Se kapittel 5.3 Sveisekontrollmodus. |
|||
| 8 | Gassgjenkjenning | Gjenkjenner gassflyt. | |||
| 9 |
Verdijusteringsbryte
r |
|
|||
Internmenyfunksjon
- Trykk på buestrøms- og buespenningsknappene (se element 1 og 2 i kapitlet Tilkoblinger og kontrollenheter) samtidig i 3 sekunder for å få tilgang til internmenyen, og trykk på buestrøms- og buespenningsknappene samtidig for å forlate internmenvinnstillingene.
- 2 I internmenyinnstillingen, bruk bryteren på panelet for å bytte mellom menyvalg på samme nivå, og juster parameterverdjer.
- 3 I internmenyinnstillingen kan induktansknappen på panelet brukes som bekreftelsesknapp for parametervalg.
- 4 Ved innstilling av parameter på internmenyen, når den digitale skjermen viser AV, er gjeldende parameter standard parameter for sveisestrømkilden. Når den digitale skjermen viser andre verdier, er det et brukerinnstilt parameter.
| Kode | Beskrivelse |
Standar
d |
Område | Internmenyforklaring | |
|---|---|---|---|---|---|
| F01 |
Gjenopprette
fabrikkinnstillinger |
||||
| F02 |
Angitt
trådmatingshastigh et |
SPd | |||
| F10 | Hastighet for sakte trådmating | AV | 1,4-18 |
MIG/MAG
: trådmatingshastigheten
før sveisebuen tenner eller før |
|
| (Krypstart) m/min | arbeidsemnet | ||||
| F11 | Før-gasstid | AV | 0–25 s | MIG/MAG : gassleveringstid før buen starter | |
| F14 | Etter-gasstid | AV | 0–25 s | MIG/MAG : gassleveringstid etter at buen slutter | |
| F20 |
DC-
flammemotstandss penning |
AV | 12–45 V |
MIG/MAG
: spenningen på slutten
av sveisingen, for å smelte en del av tråden på enden for å forhindre tråden fra å sitte fast i arbeidsemnet |
|
| F21 |
DC-
flammemotstandsti d |
AV | 0–1,00 s |
MIG/MAG
: tid for
DC-flammemotstandsspenning Lengre tid vil føre til at kontaktmunnstykke smelter |
|
| F22 | DC-kuttetid | AV | 0–1,00 s |
MIG/MAG
: Funksjonen er for å
forhindre opplagte små kuler på enden av tråden etter sveising, og for å forbedre tenning av buen neste gang. Dette parametret brukes i samsvar med flammemotstandsspenning og flammemotstandstid |
|
| F25 | Spenning ved | AV | 12–38 V (EM 401i) | MIG/MAG: høyere | |
| puetenning | 12–45 V (EM 501i) |
buetenningsstrøm og
buetenningsspenning for å forbedre |
|||
| F26 | Buetenningsstrøm | AV | 30–400 A (EM 401i) | fusjonseffekten til buetenningen | |
| 30–500 A (EM 501i) | |||||
| F27 | Buetenningstid | AV | 0–10,0 s |
MIG/MAG
: varigheten av
buetenningsstrøm og buetenningsspenning |
|
| Kode | Beskrivelse |
Standar
d |
Område | Internmenyforklaring |
|---|---|---|---|---|
| F50 | Buetenningsstrøm | AV | 30–400 A (EM 401i) | MMAW: strøm i øyeblikket der |
| 30–500 A (EM 501i) |
elektrode kommer i kontakt med
uedelt metall |
|||
| F51 | Strøm for varmstart | AV | 0 – 100 A |
MMAW
: ytterligere strøm under
buetenning, basert på angitt sveisestrøm. |
| FB0 | Programvare- og | 010–104 | ||
|
fastvareversjonssp
ørmål 110–102 |
110–102 | |||
| _ | 210–103 | |||
| 300–201 | ||||
| FB1 |
Feiloppføringsspør
smål |
Err | _ | For service-formål |
| FB2 |
Maskinmodellspørs
mål |
C50 | _ | For service-formål |
52 Sveiskontrollmodus
2-takts
Med 2-takt starter gassforstrømningen når sveisebrennerutløseren trykkes ned. Deretter starter sveiseprosessen. Når du slipper utløseren, stanser sveisingen helt, og gassetterstrømmingen starter
4-takt
Med 4-takt starter gassforstrømningen når sveisebrennerutløseren trykkes ned, og trådmatingen starter når den slippes. Sveiseprosessen fortsetter til utløseren trykkes inn på nytt. Da stopper trådmatingen, og pår utløseren slippes, starter gassetterstrømningen.
4-takts repetering
4-takts repetering Når brennerbryteren trykkes inn, starter gassflyten og buen blir generert. Når bryteren slippes, blir buegenereringen låst. Når bryteren trykkes inn igjen, blir sluttbuen generert ved hielp av sluttbuespenningen og -strømmen. Når bryteren slippes igjen, stopper sveisingen. Når bryteren trykkes inn igjen innen to sekunder og holdes inn. starter sveising med repeterende sluttbue. Når bryteren slippes, stopper den repeterende sluttbuen. Hvis bryteren ikke trykkes inn igjen innen 2 sekunder, stopper sveisingen med repeterende sluttbuen.
2-taktsmodus (sveising uten sluttbue)

4-taktsmodus (sveising med sluttbue)


4-takts repeteringsmodus (sveising med repeterende sluttbue)
5.3 Tilkobling av sveise- og returkabel
Strømkilden har to utganger, en positiv klemme (+) og en negativ klemme (-) for tilkobling av sveiseog returkabler.
Koble returkabelen til den negative klemmen på strømkilden. Fest returkabelens kontaktklemme til arbeidsemnet, og pass på at det er god kontakt mellom arbeidsemnet og utgangen for returkabelen på strømkilden.
| Kabelstørrelse | Arbeidssyklus | Spenningsfall/10 | ||
|---|---|---|---|---|
| mm² | 100 % | 60 % | 35 % | m |
| 50 | 290 A | 320 A | 370 A | 0,35 V / 100 A |
| 70 | 360 A | 400 A | 480 A | 0,25 V / 100 A |
| 95 | 430 A | 500 A | 600 A | 0,19 V / 100 A |
Anbefalt maksimale sveisestrømverdier for sveise/returkabel (kobber) ved en omgivelsestemperatur på +25 C og normal 10 minutters syklus
Anbefalt maksimale sveisestrømverdier for sveise/returkabel (kobber) ved en
| Kabelstørrelse | Arbeidssyklus | Spenningsfall/10 | ||
|---|---|---|---|---|
| mm² | 100 % | 60 % | 35 % | m |
| 50 | 250 A | 280 A | 320 A | 0,35 V / 100 A |
| 70 | 310 A | 350 A | 420 A | 0,25 V / 100 A |
| 95 | 380 A | 440 A | 530 A | 0,19 V / 100 A |
5.4 Symboler og funksjoner
|
ON
OFF |
Strømbryter | ŀ | Overoppheting (3) |
|---|---|---|---|
| Jording | ç | Plassering av løfteøye | |
| Buekraft | _ŋ¢ħ_ | Induktans | |
| Gassgjenkjenning | 7 | MMA-sveising | |
|
Buestengningsstrøm /
sluttbuestrøm |
Buestengningsspenning /
sluttbuespenning |
5.5 Termisk beskyttelse
Strømkilden har et overopphetingsvern som kobles inn hvis temperaturen blir for høy. Hvis dette skjer, avbrytes sveisestrømmen, og en indikatorlampe om overoppheting tennes. Overopphetingsvernet nullstilles automatisk når temperaturen har sunket ned til normal arbeidstemperatur.
5.6 Viftestyring
Viften vil gå under oppstart av maskinen og vil fortsette å kjøre i ti minutter om det ikke blir utført noen operasjon.
Når sveisestrømmen er mindre enn 200 A i Fabricator EM 401i, vil viften gå på lav fart. Om sveisestrømmen går over 200 A, vil viften gå på høy fart.
Når sveisestrømmen er mindre enn 300 A i Fabricator EM 401i, vil viften gå på lav fart. Om sveisestrømmen går over 300 A, vil viften gå på høy fart.
Etter sveisingen stopper, vil viften fortsette å gå i 10 minutter og strømkildebryterene går i hvilemodus (energisparemodus).
5.7 Bruk av kjøleenheten
FORSIKTIG!
Viktig! Slå AV kjøleenheten ved MMA-sveising eller ved bruk av MIG/TIG-sveisebrennere slik at du unngår unødvendig slitasie på pumpen. Hvis ikke, jobber pumpen med lukket ventil.
Slå PÅ kjøleenheten ved bruk av vannavkjølt MIG-sveisebrenner slik at du unngår skader på kablene.
5.8 Kjølemiddeltilkobling
For å sikre problemfri drift anbefales det at høyden fra kjøleenheten til den vannavkjølte MIG/MAG-brenneren er maks 8,5 m.
5.9 Styring av kjølemiddeltrykk
Pumpen har en innkapslet trykkavlastningsventil. Ventilen åpnes gradvis når trykket er for høyt. Dette kan skje hvis en slange er bøyd, noe som fører til at gjennomstrømmingen svikter eller stopper.
6 VEDLIKEHOLD
6.1 Service
ADVARSEL!
Strømforsvningen skal være koblet fra under rengjøring og vedlikehold.

FORSIKTIG!
Bare personer med egnet kunnskap innen elektrisitet (autorisert personale) skal fierne vernedekslene

Produktet dekkes av produsentens garanti. Ethvert forsøk fra uautoriserte servicesentre eller personer på å utføre reparasionsarbeid vil gjøre garantien ugvldig.

Regelmessig vedlikehold er viktig for sikker og pålitelig drift.

ORei
Utfør vedlikehold oftere under svært støvete forhold.
Kontroller følgende før hver bruk:
- Produktet og kablene er uskadde.
- Brenneren er ren og uskadd.
6.2 Rutinemessig vedlikehold
Vedlikeholdsplan under normale forhold. Kontroller utstyret før hver bruk.
| Intervall | Område å vedlikeholde | |||
|---|---|---|---|---|
| Hver 3. måned | The second se | |||
| Rengjør sveiseterminalene. |
Kontroller eller bytt
sveisekablene. |
|||
| Hver 6. måned |
Rengjør innsiden av utstyret.
Bruk tørr trykkluft med et trykk på 4 bar. |
|||
6.3 Strømkilde
Det er obligatorisk å rengiøre strømkilden jevnlig for å opprettholde vtelsen og øke levetiden. Hvor ofte dette skal gjøres avhenger av følgende:
sveiseprosessen
6 VEDLIKEHOLD
- buetiden
- arbeidsmiljøet
- omgivelsene, blant annet spon.
Nødvendige verktøy for rengjøringsprosedyren:
- torxtrekker, T25 og T30
- tørr trykkluft ved et trykk på 4 bar
- beskyttelsesutstyr som øreplugger, vernebriller, masker, hansker og vernesko

FORSIKTIG!
Sørg for at rengjøringsprosedyren utføres på et egnet, forberedt arbeidsområde.
Rengjøringsprosedyre


FORSIKTIG!
Rengjøringen skal utføres av en autorisert servicetekniker.
1 Koble fra tilførselsnettet.
ADVARSEL!
Vent til DC-busskondensatorene er ladet ut. Utladingstiden til DC-busskondensatorene er minst 2 minutter!
- 2 Ta av strømkildens sidepaneler.
- 3 Ta av strømkildens toppanel.
- 4 Ta av plastlokket mellom kiølelegemet og viften (1).
-
5 Rengjør strømkilden med tørr trykkluft (4 bar) som følger:
- Øvre, bakre del.
- Fra bakre panel gjennom det sekundære kjølelegemet.
- Induktoren, omformeren og strømsensoren.
- Strømkomponentsiden, fra baksiden bak PCB15AP1.
- Kretskortene på begge sider.
- 6 Sørg for at det ikke finnes gjenværende støv på noen del.
- 7 Monter plastlokket mellom kjølelegemet og viften (1), og sørg for at det er ordentlig festet mot kjølelegemet.
- 8 Monter strømkilden igjen etter rengjøring, og utfør testing i henhold til IEC 60974-4. Følg prosedyren i avsnittet «Etter reparasjon, inspeksjon og test» i servicehåndboken.
6.4 Kjøleenhet
Støv, spon
Luftstrømmen gjennom kjøleenheten frakter med seg partikler som kan sette seg fast i kjøleelementet, særlig i støvete og skitne arbeidsomgivelser. Dette resulterer i lavere kjølekapasitet. Enheten må derfor rengjøres med jevne mellomrom med trykkluft.
Kjølemiddelanlegget
Bruk anbefalt kjølemiddel i anlegget, hvis ikke kan det dannes klumper som kan skape blokkeringer i pumpe, vanntilkoblinger eller elementer. Enheten kan spyles ved hjelp av rød vanntilkobling. Tøm tanken manuelt via tankens påfyllingsåpning.
6.5 Påfylling av kjølemiddel
Bruk kun ferdigblandet kjølemiddel fra ESAB, se "TILBEHØR"-kapittelet.
• Fyll på kjølemiddel. (Væskenivået skal ikke være høyere enn det øverste merket, og skal heller ikke lavere enn det nederste merket.)

FORSIKTIG
Kiølemiddelet må behandles som kiemisk avfall.
OBS!
Det må etterfylles kjølemiddel hvis det kobles til en sveisebrenner eller kjølemiddelslanger som er fem meter eller lenger. Når vannivået justeres ved påfylling, er det ikke nødvendig å koble fra kiølemiddelslangene.
7 FEILSØKING
Utfør disse kontrollene og inspeksjonene før du tilkaller en autorisert servicetekniker.


Følgende tabell beskriver sveiserens feilkoder, samt årsaker og løsninger.
| Innhold vist | ||||||
|---|---|---|---|---|---|---|
| de |
Venstre
skjerm |
Høyre
skjerm |
Feil | Årsak | Løsning | |
| F00 | F00 | Ingen | Selvtest om påslåing | |||
| E1 | E1 | Ingen | Sveisebrennerfeil |
Når utstyret er slått
på, er sveisebrennerbrytere n på. bryteren kan ha en feil. |
Slå av bryteren.
Erstatt sveisebrenneren. |
|
| E2 | E2 | Ingen |
Overoppheting av
utgangsterminal |
OKC-terminalen og
sveisekabelen er ikke koblet til rett. Kobbertverrsnittområ det av utgangsstrømkabele n er for lite. Utgangskabelens OKC møter ikke spesifikasjonskravet. Viften virker ikke eller går saktere. |
Kontroller at
OKC-terminalen og sveisekabelen er koblet til rett. Bruk kabler med korrekt tverrsnittområde. Velg passende kabel OKC. Kontroller at viftebladene ikke sitter fast i fremmedlegemer. |
|
| E3 | E3 | Ingen | Unormal nettstrøm |
Inngangsstrømkabel
en er ikke koblet til rett. Overspenning av nettstrøm oppstår. Underspenning av nettstrøm oppstår. Fase-ubalanse av nettstrøm oppstår. Nettstrømfrekvensen overgår området. |
Kontroller at
inngangskablene er koblet til rett. Kontroller at alle tre inngangsfaser er der. |
|
| Innhold vist | ||||||
|---|---|---|---|---|---|---|
| de |
Venstre
skjerm |
Høyre
skjerm |
Feil Årsak | Løsning | ||
| E4 | E4 | Ingen |
IGBT- eller
diodeoveroppheting |
Den godkjente
arbeidssyklusen er overskredet. Luftventilen til huset er blokkert. Viften virker ikke eller går saktere. |
Kontroller at
brukeren ikke overskrider det godkjente arbeidssyklusområd et. Kontroller at luftfilteret ikke er blokkert. Kontroller at viftebladene ikke sitter fast i fremmedlegemer. |
|
| E5 | E5 | 1–8 | Knappefeil |
Knapp virker ikke.
Knappen kommer ikke ut igjen etter den er trykt inn. |
Sjekk knappen og
kontroller at den ikke sitter fast. |
|
| E6 | E6 | Ingen | Utgangsoverstrøm |
Utgangen har
kortsluttet, eller strømmen er for høy. |
Kontroller at
utgangen ikke har kortsluttet. |
|
| E7 | E7 | Ingen | Inngangsstrømfeil |
Inngangsstrømkabel
en er ikke koblet til rett. Inngangsstrømfaseta p eller -faseubalanse oppstår. |
Kontroller at
inngangskablene er koblet til rett. Kontroller at inngangsstrømmen er normal. |
|
| E8 | E8 | Ingen |
Utgangsoverspennin
g |
Nettspenningen er
for høy. Utgangskablene er ikke koblet til korrekt. |
Kontroller at
nettspenningen er normal. Kontroller at utgangskablene er koblet til korrekt. |
|
| E9 | E9 | Ingen |
Overstrøm på
primærside |
Utgangen har
kortsluttet. |
Kontroller at
utgangen ikke har kortsluttet. |
|
| E10 | E10 | Ingen |
Overspenning på
primærside |
Nettspenningen er
for høy. |
Kontroller at
nettspenningen er normal. |
|
| E11 | E11 | Ingen |
Strømsensorfrakobli
ng |
Kontakten på
strømsensoren er frakoblet eller skadet. |
Se merknad under
bordet |
|
| E12 | E12 | Ingen |
Kretskort ikke
registrert |
Kretskortet er ikke
registrert. |
Se merknad under
bordet |
|
| E13 | E13 | Ingen |
Overspenning av
trådmatermotor |
Sveisetråden er
blokkert eller sitter fast |
Kontroller om
sveisetråden er blokkert eller sitter fast |
|
|
Feilko
de |
Innhold vist | ||||
|---|---|---|---|---|---|
|
Venstre
skjerm |
Høyre
skjerm |
Feil | Årsak | Løsning | |
| E14 | E14 | 1/2 |
Gassolenoidventil på
trådmater |
Gassolenoidventil
kortslutning eller skade / gassolenoidventil åpen krets eller frakoblet kabel |
Kontroller om
ventilen har kortsluttet eller er skadet / kontroller om ventilen er åpen eller om kabelen er frakoblet |
| E17 | E17 | Ingen |
Koderen til
trådmatermotoren har et åpen krets-problem |
Løs kontrollkabel
eller -tråd |
Sjekk om
kontrollkabelen er løs, eller om trådmateren sitter fast |
A OBS!
Ring ESAB-autorisert service-personell.
Utfør disse kontrollene og inspeksjonene før du tilkaller en autorisert servicetekniker.
| Feiltype | Tiltak |
|---|---|
| Ingen lysbue. |
|
| Sveisestrømmen avbrytes under sveising. |
|
|
Den termiske beskyttelsen trer
ofte i funksjon. |
|
| Dårlige sveiseresultater |
|
| Lav kjøleeffekt. |
|

FORSIKTIG! Reparasjoner og elektrisk arbeid skal utføres av en godkjent servicetekniker fra ESAB. Bruk bare originale reserve- og slitedeler fra ESAB.
BESTILLING AV RESERVEDELER
FORSIKTIG!
8
Reparasjoner og elektrisk arbeid skal utføres av en godkjent servicetekniker fra ESAB. Bruk bare originale reserve- og slitedeler fra ESAB.
Fabricator EM 401i/EM 401i med kjøleenhet / EM 501i med kjøleenhet er utformet og testet i henhold til de internasjonale standardene EN IEC 60974-1 , EN IEC 60974-2 og EN IEC 60974-10 . Etter fullført service- eller reparasjonsarbeid er det personen(e) som har utført arbeidet, som har ansvaret for å sørge for at produktet fremdeles oppfyller kravene i standardene over.
Reservedeler og slitedeler kan bestilles gjennom nærmeste ESAB-forhandler. Se esab.com . Når du bestiller, må du angi produkttype, serienummer, betegnelse og reservedelsnummer i samsvar med reservedelslisten. Dette forenkler forsendelsen og sikrer riktig levering.
VEDLEGG
ORDRENUMRE

| Ordering number | Denomination | Туре | Notes |
|---|---|---|---|
| 0446 400 884 | Power source | Fabricator EM 401i | CE |
| 0446 400 883 | Power source | Fabricator EM 401i with cooling unit | CE |
| 0446 400 882 | Power source | Fabricator EM 501i with cooling unit | CE |
| 0446 455 * | Instruction manual | ||
| 0463 802 001 | Service manual | ||
| 0463 810 001 | Spare parts list |
De tre siste tallene i dokumentnummeret til håndboken viser håndbokens versjon. De er derfor her erstattet med *. Sørg for å bruke håndboken med et serienummer eller en programvareversjon som samsvarer med produktet, se håndbokens forside.
Teknisk dokumentasjon er tilgjengelig på Internett på følgende adresse: www.esab.com
BLOKKDIAGRAM

TILBEHØR
| 0446 401 881 Fabricator Feed 304 | |||||
|---|---|---|---|---|---|
| 0446 401 882 | Fabricator Feed 304w | ||||
| Connection set, 7 | 0mm², 19 poles | ||||
| 0459 836 880 | 2 m | TAR | |||
| 0459 836 881 | 5 m | ||||
| 0459 836 882 | 10 m | ||||
| 0459 836 884 | 25 m | ||||
| Connection set wa | ater, 70mm², 19 poles | ||||
| 0459 836 890 | 2 m | TACAR | |||
| 0459 836 891 | 5 m | ||||
| 0459 836 892 | 10 m | ||||
| 0459 836 894 | 25 m | ||||
| Connection set water, 95mm 2 , 19 poles | |||||
| 0459 836 990 | 2 m | ROPR | |||
| 0459 836 991 | 5 m | ||||
| 0459 836 992 | 10 m | ||||
| 0459 836 994 | 25 m | ||||
| 0465 720 002 |
ESAB ready mixed coolant
(10 I / 2.64 gal)
Use of any other cooling liquid than the prescribed one might damage the equipment. In case of such damage, all warranty undertakings from ESAB cease to apply. |
||||
| 0447 014 001 | Converter plug for gas heater supply | ||||

A WORLD OF PRODUCTS AND SOLUTIONS.

Hvis du vil ha kontaktinformasjon, kan du gå til http://esab.com ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com




































 Loading...
Loading...