


Fabricator EM 401i,
Fabricator EM 501i
Manuale di istruzioni
0446 455 201 IT 20221213
Valid for: Serial number: from OP110YY-,
OP210YY-XXXXXX


SOMMARIO
1 SICUREZZA
1.1 Significato dei simboli
1.2 Precauzioni per la sicurezza
2 INTRODUZIONE
2.1 Dotazioni
3 DATI TECNICI
4 INSTALLAZIONE
4.1 Posizione
................................................................................................................................
................................................................................................
......................................................................................
.........................................................................................................................
......................................................................................................................
.............................................................................................................................
........................................................................................................................
......................................................................................................................
4.2 Istruzioni per la staffa di montaggio dell'alimentatore
4.3 Istruzioni per il sollevamento
4.4 Alimentazione elettrica di rete
5 FUNZIONAMENTO
.....................................................................................................................
5.1 Attacchi e dispositivi di controllo
5.2 Modalità controllo saldatura
.....................................................................................
...................................................................................
..............................................................................
.......................................................................................
5.3 Attacco del cavo di saldatura e di ritorno
5.4 Simboli e funzioni
5.5 Protezione termica
5.6 Controllo delle ventole
5.7 Utilizzo del gruppo di raffreddamento
5.8 Attacco del refrigerante
5.9 Controller pressione refrigerante
6 MANUTENZIONE
........................................................................................................................
6.1 Manutenzione
6.2 Manutenzione di routine
6.3 Alimentatore
6.4 Gruppo di raffreddamento
6.5 Introduzione del refrigerante
7 RISOLUZIONE DEI PROBLEMI
8 ORDINAZIONE DEI RICAMBI
NUMERI DI ORDINAZIONE
SCHEMA A BLOCCHI
ACCESSORI
..........................................................................................................................................
...........................................................................................................................
........................................................................................................
......................................................................................................
................................................................................................
.......................................................................
..............................................................................................
..............................................................................
...............................................................................................................
.............................................................................................
................................................................................................................
..........................................................................................
......................................................................................
.................................................................................................
....................................................................................................
...................................................................................................................
............................................
.................................................................
5
5
5
8
8
9
12
12
12
13
14
16
16
19
21
22
22
23
23
23
23
24
24
24
25
26
27
28
32
33
34
35
0446 455 201
- 4 -
© ESAB AB 2022
1 SICUREZZA
1 SICUREZZA
1.1 Significato dei simboli
Utilizzo in questo manuale: Significa Attenzione! State attenti!
PERICOLO!
Significa rischi immediati che, se non evitati, avranno come conseguenza immediata,
lesioni gravi o addirittura letali.
ATTENZIONE!
Significa possibili pericoli che potrebbero dar luogo a lesioni fisiche o addirittura
letali.
AVVISO!
Significa rischi che potrebbero causare lesioni fisiche.
ATTENZIONE!
Prima dell'uso, leggere attentamente il manuale di istruzioni e
attenersi a quanto riportato sulle etichette, alle procedure di
sicurezza e alle schede di sicurezza (SDS).
1.2 Precauzioni per la sicurezza
Gli utilizzatori degli apparecchi ESAB sono responsabili del rispetto di tutte le misure di sicurezza
pertinenti da parte del personale che opera con l'apparecchio o nelle sue vicinanze. Le misure di
sicurezza devono soddisfare i requisiti previsti per questo tipo di apparecchi. Oltre alle norme standard
applicabili ai luoghi di lavoro è opportuno rispettare le indicazioni che seguono.
Tutte le lavorazioni devono essere eseguite da personale addestrato e in possesso di una buona
conoscenza dell'apparecchio. L'azionamento errato dell'apparecchio può dare origine a situazioni di
pericolo che possono causare lesioni all'operatore e danni all'apparecchio.
1. Tutto il personale che utilizza l'apparecchio deve conoscere:
• il suo funzionamento;
• l'ubicazione degli arresti di emergenza;
• le sue funzioni;
• le misure di sicurezza pertinenti;
• saldatura e taglio o altre funzioni applicabili dell'apparecchio
2. L'operatore deve accertarsi:
• che nessun estraneo si trovi all'interno dell'area di lavoro
dell’apparecchio per saldatura prima che questo venga messo in
funzione
• che tutti indossino protezioni quando si innesca l'arco o si inizia il lavoro
con l'apparecchio
3. Il luogo di lavoro deve essere:
• adeguato allo scopo;
• esente da correnti d'aria.
0446 455 201
- 5 -
© ESAB AB 2022
1 SICUREZZA
4. Dispositivi di protezione individuale:
• Usare sempre le attrezzature di protezione consigliate, come occhiali di
sicurezza, abiti ignifughi e guanti di sicurezza
• Non indossare indumenti o accessori ampi come sciarpe, braccialetti,
anelli e affini, che possono impigliarsi o provocare ustioni
5. Precauzioni generali:
• Accertarsi che il cavo di ritorno sia fissato saldamente
• Ogni intervento sui componenti elettrici deve essere effettuato solo da
personale specializzato
• Devono essere disponibili a portata di mano attrezzature antincendio
adeguate e chiaramente indicate
• Non eseguire mai lubrificazioni e interventi di manutenzione
sull'apparecchio per saldatura quando è in esercizio
Se dotato di refrigerante ESAB
Utilizzare esclusivamente un refrigerante approvato da ESAB. I refrigeranti non approvati potrebbero
danneggiare l'apparecchio e mettere a rischio la sicurezza del prodotto. In presenza di danni derivanti
da tale negligenza, gli obblighi di garanzia di ESAB decadono.
Per informazioni sull'ordinazione, vedere il capitolo "ACCESSORI" nel manuale di istruzioni.
ATTENZIONE!
La saldatura ad arco e il taglio possono causare lesioni all'operatore o ad altre persone.
Durante la saldatura e il taglio adottare le opportune precauzioni.
SCOSSA ELETTRICA: può uccidere
• Non toccare i componenti elettrici sotto tensione o gli elettrodi con le mani
nude oppure quando si indossano guanti o indumenti bagnati
• Isolarsi dal pezzo da lavorare e dal terreno.
• Assicurarsi che la posizione di lavoro sia sicura
CAMPI ELETTRICI E MAGNETICI: possono nuocere alla salute
• Gli operatori portatori di pacemaker devono consultare un medico prima di
eseguire operazioni di saldatura. I campi elettromagnetici possono
provocare interferenze con determinati pacemaker.
• L'esposizione a campi elettromagnetici può provocare effetti sulla salute
ancora sconosciuti.
• Gli operatori devono adottare le procedure riportate di seguito per ridurre
al minimo l'esposizione ai campi elettromagnetici:
○ Portare i cavi da lavoro e l'elettrodo sullo stesso lato del corpo.
Se possibile, fissarli con del nastro. Non posizionarsi tra la
torcia e i cavi da lavoro. Non avvolgere mai la torcia o il cavo
da lavoro attorno al corpo. Tenere il più lontano possibile dal
corpo i cavi e il generatore di saldatura.
○ Collegare il cavo da lavoro al pezzo da saldare il più vicino
possibile all'area da saldare.
ESALAZIONI E GAS: possono nuocere alla salute
0446 455 201
• Tenere la testa lontano dalle esalazioni
• Eliminare le esalazioni e i gas dall'area in cui si respira e in generale
dall'area di lavoro, utilizzando sistemi di ventilazione o di aspirazione
presso l'arco o entrambi
RAGGI DELL'ARCO: possono causare lesioni agli occhi e ustioni
• Proteggere gli occhi e il corpo. Utilizzare l'apposito schermo per saldatura
e le lenti con filtro e indossare indumenti di protezione
• Proteggere le persone presenti mediante schermi o tende
- 6 -
© ESAB AB 2022
1 SICUREZZA
RUMORE: il rumore eccessivo può danneggiare l'udito
Proteggere le orecchie. Utilizzare le cuffie o altri dispositivi di protezione dell'udito.
PARTI MOBILI: possono provocare lesioni
• Tenere tutte le porte, i pannelli e i coperchi chiusi e fissati saldamente in
posizione. Se necessario, consentire solo al personale qualificato di
rimuovere i coperchi per gli interventi di manutenzione e la risoluzione dei
problemi. Reinstallare i pannelli o i coperchi e chiudere le porte quando
l'intervento di manutenzione è stato ultimato e prima di avviare il motore.
• Arrestare il motore prima di installare o collegare l'unità.
• Tenere mani, capelli, abiti ampi e attrezzi lontano dalle parti mobili.
PERICOLO D'INCENDIO
• Le scintille (gocce di saldatura) possono causare incendi. Accertarsi quindi
che nelle vicinanze non siano presenti materiali infiammabili
• Non utilizzare in contenitori chiusi.
SUPERFICIE CALDA: le parti possono provocare scottature
• Non toccare le parti a mani nude.
• Attendere il raffreddamento prima di toccare l'attrezzatura.
• Per maneggiare le parti calde, utilizzare dispositivi adatti e/o indossare
guanti isolanti per evitare scottature.
GUASTI: in caso di guasti richiedere l'assistenza di persone esperte.
PROTEGGERE SE STESSI E GLI ALTRI!
AVVISO!
Questo prodotto è destinato esclusivamente alla saldatura ad arco.
AVVISO!
L'apparecchiatura di Class A non è destinata all'uso in luoghi
residenziali in cui l'energia elettrica viene fornita dalla rete pubblica
di alimentazione a bassa tensione. A causa di disturbi sia condotti
che radiati, potrebbe essere difficile assicurare la compatibilità
elettromagnetica di apparecchiature di Class A in questi luoghi.
NOTA:
Lo smaltimento delle apparecchiature elettroniche deve
essere effettuato presso la struttura di riciclaggio.
In osservanza della direttiva europea 2012/19/CE sui rifiuti di
apparecchiature elettriche ed elettroniche e della relativa
attuazione nella legislazione nazionale, le apparecchiature
elettriche e/o elettroniche che giungono a fine vita operativa
devono essere smaltite presso una struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è tenuto/a ad
informarsi sulle stazioni di raccolta autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB più vicino.
ESAB dispone di un vasto assortimento di accessori e dispositivi di protezione individuale
acquistabili. Per informazioni sull'ordinazione contattare il rivenditore ESAB di zona oppure
visitare il nostro sito Web.
0446 455 201
- 7 -
© ESAB AB 2022

2 INTRODUZIONE
2 INTRODUZIONE
Fabricator EM 401i e Fabricator EM 501i sono alimentatori di saldatura progettati per la saldatura
MIG/MAG, con filo animato con polvere (FCAW-S) e con elettrodi rivestiti (MMA). Gli alimentatori sono
destinati all'uso con i seguenti gruppi trainafilo:
• Fabricator Feed 304
• Fabricator Feed 304w
EM 401i è disponibile con e senza gruppo di raffreddamento integrato.
EM 501i è disponibile solo con gruppo di raffreddamento integrato.
Gli accessori di ESAB per il prodotto sono reperibili nel capitolo "ACCESSORI" del presente
manuale.
2.1 Dotazioni
Il generatore è fornito con:
• 5 m (16 ft) di cavo di ritorno con morsetto di terra
• cavo di alimentazione di rete lungo 5 m (16 ft)
• Manuale di istruzioni
• Guida rapida
• Istruzioni di sicurezza
0446 455 201
- 8 -
© ESAB AB 2022

3 DATI TECNICI
3 DATI TECNICI
FabricatorEM 401i / EM 401i con gruppo di raffreddamento
Tensione di rete 380-415V ±10%, 50/60Hz
Alimentazione di rete S
Corrente primaria I
max
scmin
1,9MVA
380 V 400 V 415 V
MIG/MAG 28 A 27 A 25 A
ELETTRODO 29 A 28 A 26 A
Area di regolazione (CC)
MIG/MAG 30A/15,5V-400A/34,0V
ELETTRODO 30A/21,2 V-400A/36,0V
Carico ammissibile in MIG/MAG
Ciclo di lavoro 60% 400A/34,0V
Ciclo di lavoro 100% 310A/29,5V
Carico ammissibile in MMA
Ciclo di lavoro 60% 400A/36,0V
Ciclo di lavoro 100% 310A/32,4V
Fattore di potenza alla corrente massima 0,91
Massima potenza di ingresso con il motore al
minimo <35 W
Efficienza alla corrente massima 86%
Tensione circuito aperto 65,0 V
Filo consigliato 0,8 -1,2 mm
Temperatura di esercizio Da -10 a +40 °C
Temperatura durante il trasporto Da -40 a +70 °C
Dimensioni l × p × a 1035 × 500 × 1015mm
Peso
Peso senza gruppo di raffreddamento 102,0 kg
Peso con gruppo di raffreddamento senza
107,5 kg
refrigerante
Peso con gruppo di raffreddamento con
111,5 kg
refrigerante
Classe di isolamento H
Classe di protezione IP 23
Classe di applicazione
FabricatorEM 501i con gruppo di raffreddamento
Tensione di rete 380-415V ±10%, 50/60Hz
Alimentazione di rete S
scmin
6,2MVA
Corrente primaria I
max
380 V 400 V 415 V
MIG/MAG 39 A 37 A 36 A
0446 455 201
- 9 -
© ESAB AB 2022

3 DATI TECNICI
FabricatorEM 501i con gruppo di raffreddamento
ELETTRODO 41 A 38 A 37 A
Area di regolazione (CC)
MIG/MAG 30A/15,5V-500A/39,0V
ELETTRODO 30A/21,2V-500A/40,0V
Carico ammissibile in MIG/MAG
Ciclo di lavoro 60% 500A/39,0V
Ciclo di lavoro 100% 390A/33,5V
Carico ammissibile in MMA
Ciclo di lavoro 60% 500A/40,0V
Ciclo di lavoro 100% 390A/35,6V
Fattore di potenza alla corrente massima 0,91
Massima potenza di ingresso con il motore al
minimo <35 W
Efficienza alla corrente massima 87%
Tensione circuito aperto 78,0 V
Filo consigliato 1,0-1,6 mm
Temperatura di esercizio Da -10 a +40 °C
Temperatura durante il trasporto Da -40 a +70 °C
Dimensioni l × p × a 1035 × 500 × 1015mm
Peso
Peso con gruppo di raffreddamento senza
111,5 kg
refrigerante
Peso con gruppo di raffreddamento con
115,5 kg
refrigerante
Classe di isolamento H
Classe di protezione IP 23
Classe di applicazione
Gruppo di raffreddamento (500A - ciclo di
lavoro 60%)
Solo per alimentatori con gruppo di
raffreddamento
Potenza di raffreddamento 1 kW a una temperatura ambiente di 25 °C
Refrigerante Refrigerante miscelato ESAB, pronto all'uso
Quantità di refrigerante 4.5 l
Portata d'acqua massima 1,8 l/min
Sollevamento massimo a pressione per Q
max
66,7 PSI (4,6 bar)
della torcia
Alimentazione di rete, S
sc min
Potenza minima di cortocircuito della rete in base alla direttiva IEC 61000-3-12.
0446 455 201
- 10 -
© ESAB AB 2022

3 DATI TECNICI
Tempo caldo di saldatura
Il tempo caldo di saldatura indica il tempo, espresso in percentuale di un periodo di dieci minuti, per
cui è possibile saldare o tagliare ad un certo carico senza causare sovraccarichi. Il tempo caldo di
saldatura è valido per una temperatura di 40°C o inferiore.
Classe di protezione
Il codice IPdefinisce la classe di protezione, vale a dire il grado di protezione dalla penetrazione di
corpi solidi o acqua.
Gli apparecchi contrassegnati con l’indicazione IP23 sono intesi per l’uso al chiuso e all’aperto.
Classe di applicazione
Il simbolo indica che l'alimentatore è progettato per l'uso in aree con maggiori pericoli elettrici.
0446 455 201
- 11 -
© ESAB AB 2022

4 INSTALLAZIONE
4 INSTALLAZIONE
L'installazione deve essere effettuata da un professionista.
AVVISO!
Questo prodotto è destinato ad impieghi industriali. In ambito domestico esso può causare
interferenze radio. L'adozione di precauzioni adeguate è di responsabilità dell'utente.
4.1 Posizione
Posizionare il generatore in modo che gli ingressi e le uscite dell'aria di raffreddamento non siano
ostruiti.
4.2 Istruzioni per la staffa di montaggio dell'alimentatore
ATTENZIONE!
Non azionare l'apparecchiatura senza la staffa di montaggio dell'alimentatore.
0446 455 201
- 12 -
© ESAB AB 2022

4 INSTALLAZIONE
4.3 Istruzioni per il sollevamento
ATTENZIONE!
Fissare l’apparecchio, specialmente se il
terreno è in pendenza o non è uniforme.
0446 455 201
- 13 -
© ESAB AB 2022

4 INSTALLAZIONE
4.4 Alimentazione elettrica di rete
NOTA:
Questa apparecchiatura non è conforme alla norma IEC 61000-3-12. Se collegata a una rete
pubblica di alimentazione a bassa tensione, è responsabilità dell'installatore o dell'utente
dell'apparecchiatura assicurare, previa consultazione con l'operatore della rete di
distribuzione, se necessario, che tale collegamento sia effettivamente possibile.
Controllare che il generatore di saldatura sia collegato alla tensione di rete corretta e che sia protetto
da fusibili di dimensioni adeguate. Effettuare un collegamento di messa a terra di protezione conforme
alle norme vigenti.
L’alimentazione si regola automaticamente in base alla tensione di ingresso fornita.
Dimensioni MCB e sezione minima dei cavi consigliate
FabricatorEM 401i / EM 401i con gruppo di raffreddamento
Tensione di rete 380V 3~50/60Hz 400V3~ 50/60Hz 415V3~ 50/60Hz
Sezione dei cavi di
collegamento alla rete
4×6 mm
2
4×6 mm
2
4×6 mm
2
Corrente massima nominale
I
max
I
1eff
29A 28 A 26 A
MIG/MAG 21A 20 A 19 A
ELETTRODO 22 A 21A 20 A
Dispositivo di protezione
ingresso (scatola di
distribuzione) Interruttore
Tipo C e 32 A
automatico miniaturizzato (MCB)
Fabricator EM 501i con gruppo di raffreddamento
Tensione di rete 380V3~ 50/60Hz 400V3~ 50/60Hz 415V3~ 50/60Hz
Sezione dei cavi di
4×6 mm
2
4×6 mm
2
4×6 mm
2
collegamento alla rete
Corrente massima nominale
I
max
I
1eff
41 A 38 A 38 A
MIG/MAG 30 A 28 A 27 A
ELETTRODO 31 A 29A 28 A
Dispositivo di protezione
ingresso (scatola di
distribuzione) Interruttore
Tipo C e 32 A
automatico miniaturizzato (MCB)
NOTA:
Le sezioni dei cavi di collegamento alla rete di alimentazione e le dimensioni dei fusibili
illustrate sopra sono conformi alle norme svedesi. Per le altre regioni, i cavi di alimentazione
devono essere idonei per l'applicazione e rispettare le normative locali e nazionali.
Alimentazione dai generatori
Il generatore può essere alimentato da vari tipi di generatori. Tuttavia, alcuni potrebbero non essere in
grado di fornire un'alimentazione sufficiente per un funzionamento corretto. Si consiglia di utilizzare
0446 455 201
- 14 -
© ESAB AB 2022
4 INSTALLAZIONE
generatori con AWR (Automatic Voltage Regulation) o con regolazione equivalente o superiore e una
potenza nominale di ≥40 kW.
Istruzioni per il collegamento
ATTENZIONE!
Durante l'installazione, scollegare l’alimentazione di rete.
ATTENZIONE!
Attendere lo scaricamento dei condensatori bus CC. Il tempo di scaricamento dei condensatori
bus CC è di almeno 2 minuti!
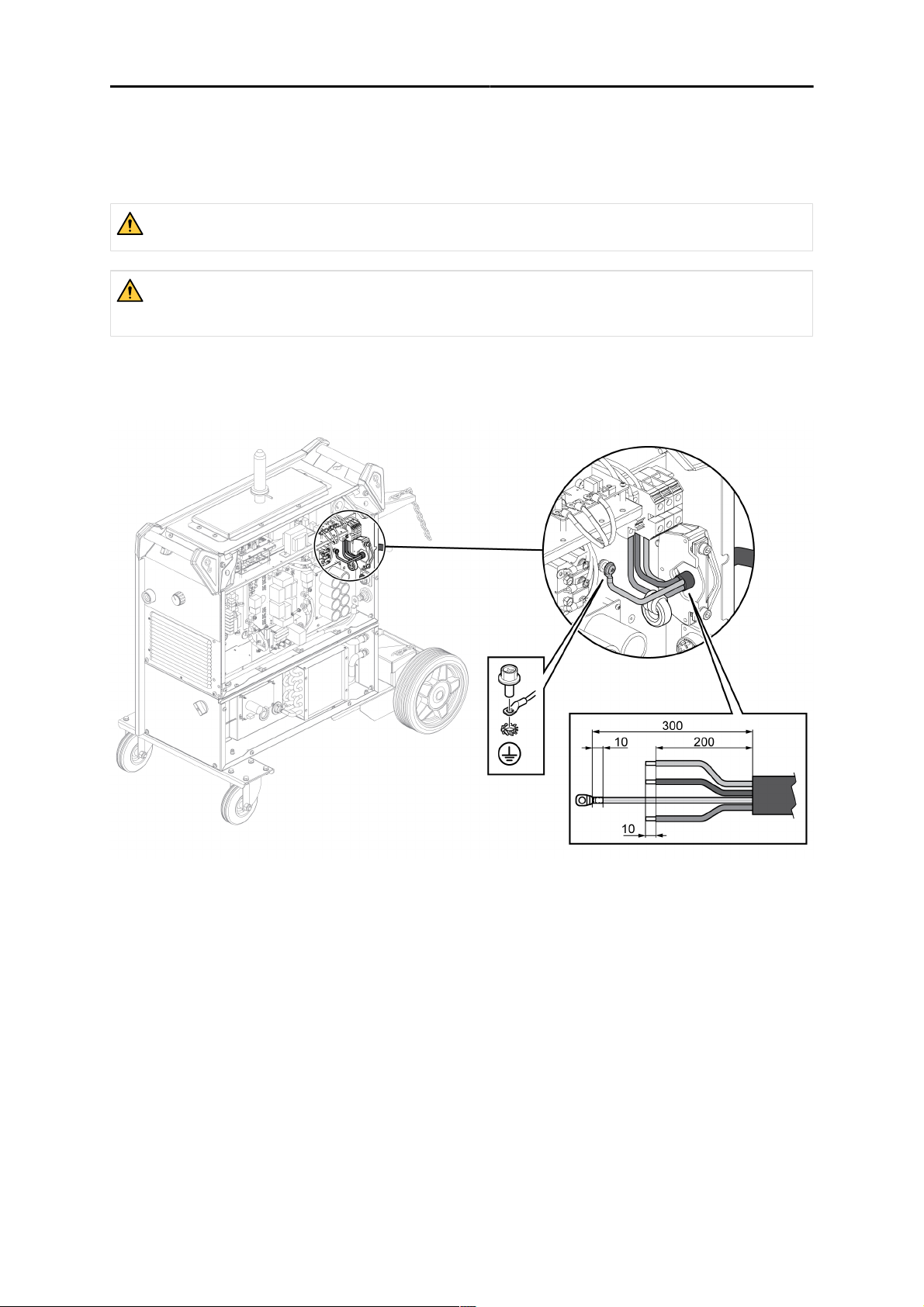
Qualora sia necessario sostituire il cavo di rete, effettuare correttamente il collegamento a terra alla
piastra inferiore e ai ferriti. Vedere l'immagine in basso per l'ordine di installazione di ferriti, rondelle,
dadi e viti.
0446 455 201
- 15 -
© ESAB AB 2022

5 FUNZIONAMENTO
5 FUNZIONAMENTO
Le norme generali di sicurezza per la movimentazione dell'apparecchio sono riportate nel
capitolo "SICUREZZA" del presente manuale. Leggerle attentamente prima di iniziare ad
utilizzare l'apparecchio!
NOTA:
Durante gli spostamenti dell'apparecchio utilizzare l'apposita maniglia. Non tirare mai i cavi.
ATTENZIONE!
Scarica elettrica! Non toccare il pezzo da saldare o la testa di saldatura durante l'operazione!
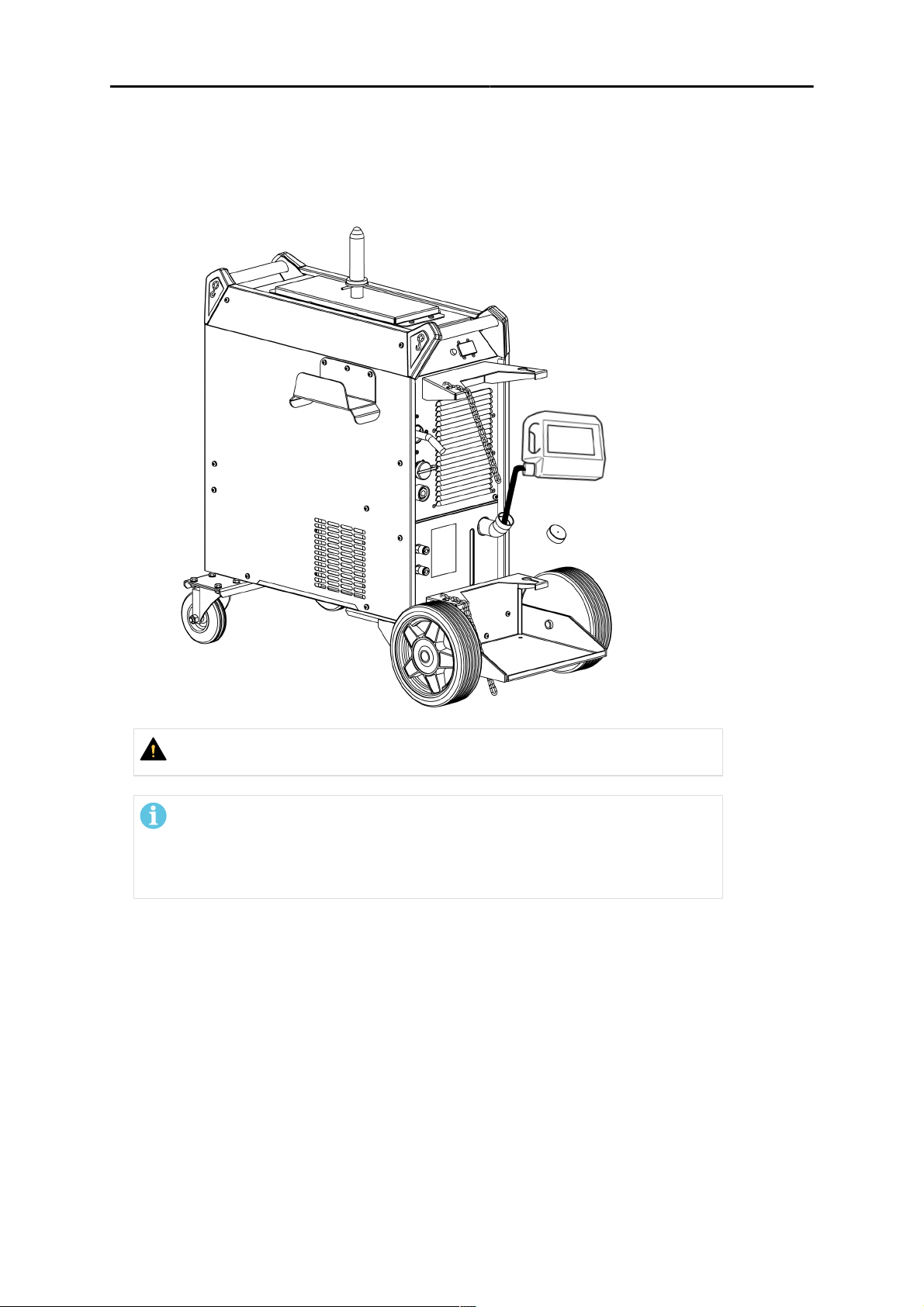
5.1 Attacchi e dispositivi di controllo
1. Collegamento (+): MIG/MAG: Cavo di
saldatura, MMA: Cavo di saldatura o cavo di
ritorno
2. Collegamento (-): MIG/MAG: Cavo di ritorno,
MMA: Cavo di ritorno o cavo di saldatura
3. LED di segnalazione, surriscaldamento 10. Rabbocco con refrigerante
4. Attacco per gruppo trainafilo 11. Min/max del refrigerante
5. Fusibile per l'alimentazione in ingresso del
regolatore del gas
6. Interruttore ON/OFF dell'alimentazione di rete 13. Attacco BLU per il refrigerante proveniente dal
7. Ingresso del cavo di collegamento alla rete
ATTENZIONE!
Non utilizzare DC- in modalità MIG; se è necessario DC-, contattare l'assistenza locale ESAB
autorizzata.
0446 455 201
8. Presa di alimentazione da 24 V CA per
regolatore del gas
9. Interruttore di rete ON/OFF del gruppo di
raffreddamento
12. Attacco ROSSO per il refrigerante (ritorno)
diretto al gruppo di raffreddamento
gruppo di raffreddamento
- 16 -
© ESAB AB 2022

5 FUNZIONAMENTO
La figura seguente mostra il pannello di controllo anteriore e i pulsanti sul pannello di controllo della
saldatrice.
S.no. Nome Funzione
1 Corrente dell'arco
finale
2 Tensione dell'arco
finale
Consente di regolare la corrente dell'arco finale in modalità di
ripetizione 4T e 4T
Consente di regolare la tensione dell'arco finale in modalità di
ripetizione 4T e 4T
3 Forza dell'arco La forza dell'arco è importante per determinare il grado di variazione
della corrente in relazione alla variazione della lunghezza dell'arco. Un
valore inferiore produce un arco più stabile con meno gocce di
saldatura. Si applica solo alla saldatura MMA.
4 Induttanza Consente di impostare la dinamica dell'arco. Un'induttanza inferiore
fornisce un arco duro mentre un'induttanza superiore fornisce un arco
morbido.
5 Diametro del filo Consente di selezionare il diametro del filo di saldatura. Applicabile solo
alla saldatura MIG
6 Processo di
saldatura / tipo di
filo e gas
Consente di selezionare il processo di saldatura
• Filo pieno-CO2, (MIG/MAG)
• Gas a miscela solida, (MIG/MAG)
• Filo animato (MIG/MAG)
• Saldatura MMA
Se è necessario selezionare la modalità MMA, tenere premuto per 2
secondi. Per uscire dalla modalità MMA, premere ancora 1 volta.
0446 455 201
NOTA:
Le opzioni del gas sono solo per i fili pieni e non per i fili
animati.
- 17 -
© ESAB AB 2022

5 FUNZIONAMENTO
S.no. Nome Funzione
7 Controllo saldatura Consente di selezionare la modalità di controllo saldatura (2T, 4T,
ripetizione 4T).
Vedere il capitolo "5.3 Modalità di controllo saldatura".
8 Rilevamento gas Consente di rilevare il flusso di gas.
9 Manopola di
regolazione valori
Consente di regolare manualmente
• la corrente per il processo MMA
• la tensione dell'arco finale, la corrente dell'arco finale,
l'induttanza per il processo MIG/MAG e
• la corrente e la tensione entro gli intervalli specificati.
Funzione del menu interno
1. Premere contemporaneamente per 3 secondi i pulsanti della corrente dell'arco e della
tensione dell'arco (vedere le voci 1 e 2 nel capitolo "Collegamenti e dispositivi di
controllo") per accedere al menu interno e premere contemporaneamente i pulsanti
della corrente dell'arco e della tensione dell'arco per uscire dalle impostazioni del
menu interno.
2. Nell'impostazione del menu interno, utilizzare la manopola sul pannello per passare
da un'opzione di menu all'altra nello stesso livello e per regolare i valori dei parametri.
3. Nell'impostazione del menu interno, il pulsante dell'induttanza sul pannello viene
utilizzato come pulsante di conferma della selezione dei parametri.
4. Quando si imposta ciascun parametro nel menu interno e il display digitale visualizza
"OFF", il parametro corrente è il parametro predefinito dell'alimentatore di saldatura,
invece quando il display digitale visualizza altri valori, si tratta del parametro di
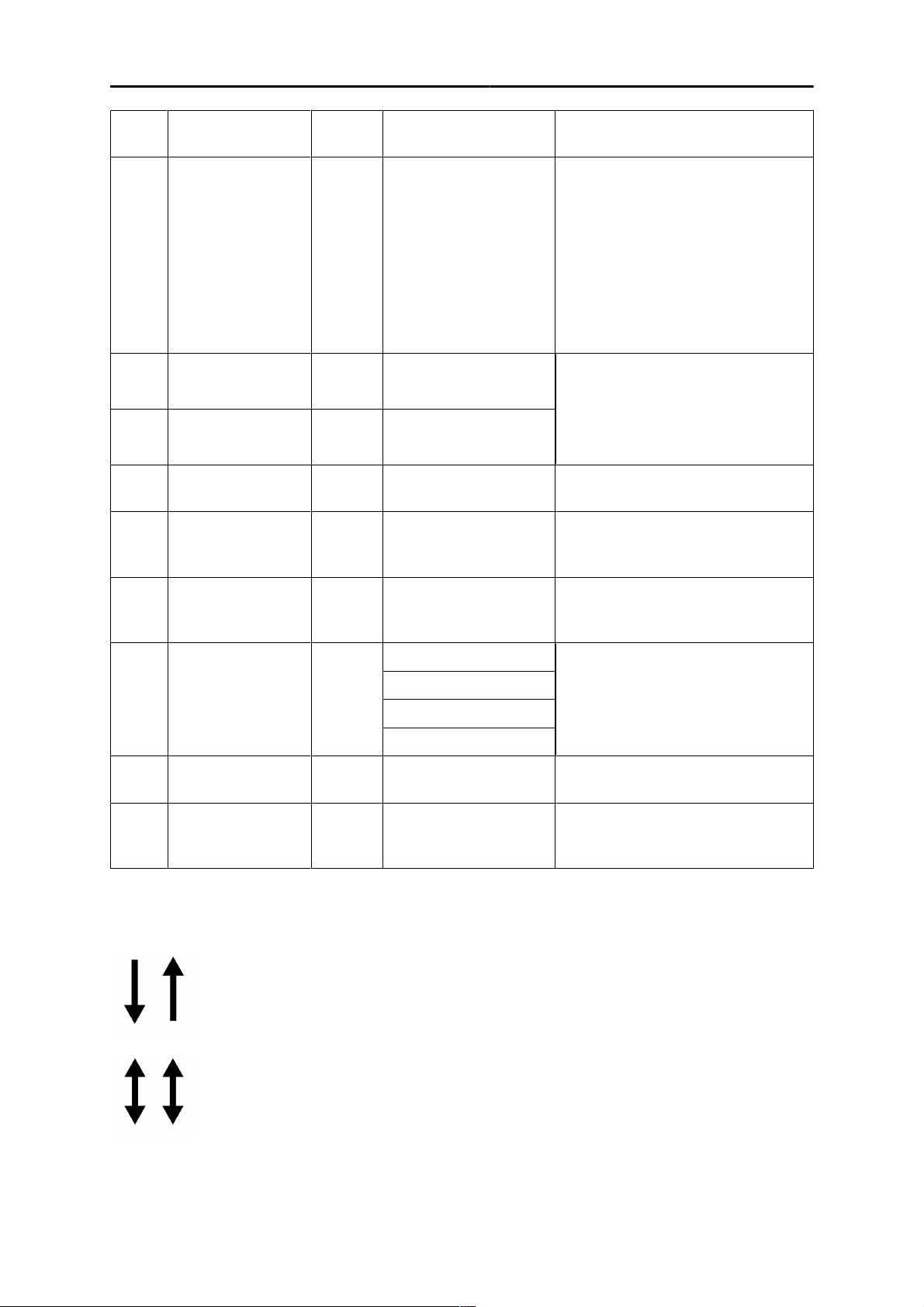
impostazione dell'utente.
Codic
e
Descrizione Predefin
ito
Intervallo Spiegazione del menu interno
F01 Ripristino delle
impostazioni di
fabbrica
F02 Velocità di
avanzamento filo
impostata
Velocità di
avanzamento filo
F10
lenta OFF 1,4–18
(Avvio lento) m/min
F11 Tempo di
preflussaggio gas
F14 Tempo di
postflussaggio gas
F20 Tensione di
bruciatura finale
CC
F21 Tempo di
bruciatura finale
CC
SPd
MIG/MAG: la velocità di
avanzamento del filo prima che
l'arco di saldatura si attivi o prima
che il filo di apporto entri in contatto
con il pezzo in lavorazione
OFF
0–25s MIG/MAG: tempo di erogazione del
gas prima dell'avvio dell'arco
OFF 0–25s MIG/MAG: tempo di erogazione del
gas dopo la fine dell'arco
OFF 12–45V MIG/MAG: la tensione alla fine della
saldatura per fondere una parte del
filo in corrispondenza della punta
per evitare che il filo si attacchi al
pezzo in lavorazione
OFF 0 – 1,00 s MIG/MAG: tempo per la tensione di
bruciatura finale CC. Un tempo più
lungo comporta la fusione della
punta di contatto
0446 455 201
- 18 -
© ESAB AB 2022
5 FUNZIONAMENTO
Codic
e
F22 Tempo di taglio CC OFF 0–1,00s MIG/MAG: la funzione è quella di
F25 Tensione di avvio
F26 Corrente di avvio
F27 Tempo di avvio
F50 Corrente di
Descrizione Predefin
dell'arco
dell'arco
dell'arco
innesco dell'arco
Intervallo Spiegazione del menu interno
ito
evitare piccole sfere evidenti
all'estremità del filo dopo la
saldatura e migliorare la
percentuale di successo
dell'avviamento dell'arco la volta
successiva. Questo parametro
viene utilizzato in combinazione con
la tensione di bruciatura finale e il
tempo di bruciatura finale
OFF 12–38V(EM401i)
12–45V(EM501i)
OFF 30–400A (EM401i)
30–500A (EM501i)
OFF 0–10,0s MIG/MAG: la durata della corrente
OFF 30–400A (EM401i)
30–500A (EM501i)
MIG/MAG: livelli maggiori di
corrente e tensione di avvio
dell'arco per migliorare l'effetto di
fusione all'avvio dell'arco.
e della tensione di avvio dell'arco.
MMAW: corrente nel momento in
cui l'elettrodo entra in contatto con il
metallo di base
F51 Corrente Hot Start OFF 0–100A MMAW: corrente aggiuntiva durante
l'avvio dell'arco, in base alla
corrente di saldatura data.
FB0 Query relativa alla
versione software
e hardware della
scheda
FB1 Query relativa del
record dei guasti
FB2 Query relativa al
modello della
macchina
–
Err – A scopo di assistenza
C50 – A scopo di assistenza
010 – 104
110 – 102
A scopo di assistenza
210 – 103
300 – 201
5.2 Modalità controllo saldatura
2 tempi
Con 2 tempi, il preflussaggio del gas inizia quando si preme il grilletto della torcia di
saldatura. dando inizio al processo di saldatura. Rilasciando il grilletto si interrompe
definitivamente la saldatura e si attiva il postflussaggio del gas.
0446 455 201
4 tempi
Con 4 tempi, il preflussaggio del gas inizia quando si preme il grilletto della torcia di
saldatura e l’avanzamento del filo inizia quando lo si rilascia. Il processo di saldatura
continua finché il grilletto viene premuto nuovamente, l'avanzamento del filo si arresta e
quando il grilletto viene rilasciato ha inizio il postflussaggio del gas.
- 19 -
© ESAB AB 2022

5 FUNZIONAMENTO
Ripetizione a 4 tempi
Quando si preme il grilletto della torcia di saldatura, il flusso di gas si avvia e viene
generato un arco. Quando il grilletto viene rilasciato, la generazione dell'arco viene
bloccata. Quando si preme nuovamente il grilletto, viene generato l'arco finale viene
utilizzando la tensione e la corrente dell'arco finale. Quando il grilletto viene rilasciato
nuovamente, la saldatura si arresta. Quando il grilletto viene premuto nuovamente entro
due secondi e tenuto premuto, si avvia la saldatura con arco finale ripetuto. Quando il
grilletto viene rilasciato, l'arco finale ripetuto si arresta. Se il grilletto non viene premuto
nuovamente entro 2 secondi, la saldatura con arco finale ripetuto si arresta.
Modalità a 2 tempi (saldatura senza arco finale)
0446 455 201
- 20 -
© ESAB AB 2022

5 FUNZIONAMENTO
Modalità a 4 tempi (saldatura con arco finale)
Modalità di ripetizione a 4 tempi (saldatura con arco finale ripetuto)
5.3 Attacco del cavo di saldatura e di ritorno
L'alimentatore ha due uscite, un morsetto positivo (+) e uno negativo (-), per il collegamento dei cavi di
saldatura e di ritorno.
Collegare il cavo di ritorno al morsetto negativo sul generatore. Fissare la pinza di contatto del cavo di
ritorno al pezzo da saldare e controllare che vi sia un buon contatto tra il pezzo e l'uscita per il cavo di
ritorno sul generatore.
0446 455 201
- 21 -
© ESAB AB 2022

5 FUNZIONAMENTO
Valori massimi consigliati per la corrente di saldatura per il cavo di ritorno/saldatura (rame) a
una temperatura ambiente di +25 °C e ciclo normale di 10 minuti
Dimensione
cavo mm
Valori massimi consigliati per la corrente di saldatura per il cavo di ritorno/saldatura (rame) a
una temperatura ambiente di +40 °C e ciclo normale di 10 minuti
Dimensione
cavo mm
2
50 290 A 320 A 370 A 0,35V/100A
70 360 A 400 A 480 A 0,25V/100A
95 430 A 500 A 600 A 0,19V/100A
2
50 250 A 280 A 320 A 0,35V/100A
70 310 A 350 A 420 A 0,25V/100A
95 380 A 440 A 530 A 0,19V/100A
100% 60% 35%
100% 60% 35%
Ciclo di lavoro
Ciclo di lavoro
Caduta di
tensione/10 m
Caduta di
tensione/10 m
5.4 Simboli e funzioni
Interruttore
dell’alimentazione elettrica
di rete
Messa a terra di protezione Posizionamento dell'occhiello di
Forza dell'arco Induttanza
Rilevamento gas Saldatura MMA
Corrente di chiusura arco /
corrente dell'arco finale
Surriscaldamento (3)
sollevamento
Tensione di chiusura arco / tensione
dell'arco finale
5.5 Protezione termica
L'alimentatore di saldatura è provvisto di una protezione contro il surriscaldamento che interviene se la
temperatura diventa troppo elevata. Se ciò si dovesse verificare, la corrente di saldatura si interrompe
e la spia di segnalazione surriscaldamento si accende. In presenza di una normale temperatura di
esercizio, la protezione dal surriscaldamento viene ripristinata automaticamente.
0446 455 201
- 22 -
© ESAB AB 2022
5 FUNZIONAMENTO
5.6 Controllo delle ventole
La ventola funziona durante l'avvio della macchina e continua a funzionare solo per 10 minuti se non
viene effettuata alcuna operazione.
In Fabricator EM 401i quando la corrente di saldatura è inferiore a 200 A, la ventola funziona a bassa
velocità; se la corrente di saldatura supera 200 A, la ventola funziona ad alta velocità.
In Fabricator EM 501i quando la corrente di saldatura è inferiore a 300A, la ventola funziona a bassa
velocità; se la corrente di saldatura supera 300A, la ventola funziona ad alta velocità.
Dopo l'arresto della saldatura, la ventola continua a funzionare per 10 minuti e l'alimentatore passa
alla modalità di funzionamento al minimo (modalità di risparmio energetico).
5.7 Utilizzo del gruppo di raffreddamento
AVVISO!
Importante! Disattivare il gruppo di raffreddamento durante la saldatura MMA o in caso di
utilizzo di torce di saldatura MIG/TIG raffreddate ad aria per evitare un'usura eccessiva della
pompa. In caso contrario, la pompa opererà contro una valvola chiusa.
Attivare il gruppo di raffreddamento in caso di utilizzo di una torcia di saldatura MIG
raffreddata ad acqua per evitare danni sul set di cavi.
5.8 Attacco del refrigerante
Per il corretto funzionamento si raccomanda che l'altezza dal gruppo di raffreddamento alla torcia
MIG/MAG raffreddata ad acqua sia di 8,5 m.
5.9 Controller pressione refrigerante
La pompa presenta una valvola incorporata di sfogo della pressione. L'interruttore si apre
gradualmente quando la pressione risulta eccessiva. Ciò può accadere in presenza di una piega nel
tubo flessibile che causa problemi al flusso o lo arresta del tutto.
0446 455 201
- 23 -
© ESAB AB 2022
6 MANUTENZIONE
6 MANUTENZIONE
6.1 Manutenzione
ATTENZIONE!
Scollegare l'alimentazione della rete elettrica durante le operazioni di pulizia e manutenzione.
AVVISO!
La rimozione delle piastre di sicurezza deve essere effettuata solo dal personale in possesso
delle opportune competenze nel settore elettrico (personale autorizzato).
AVVISO!
Il prodotto è coperto dalla garanzia del produttore. Eventuali interventi di riparazione effettuati
da centri di assistenza o personale non autorizzati invalideranno la garanzia.
NOTA:
Per garantire un funzionamento sicuro e affidabile, è importante una manutenzione regolare.
NOTA:
In ambienti molto polverosi, eseguire la manutenzione con maggiore frequenza.
Prima di ciascun utilizzo assicurarsi che:
• Il prodotto e i relativi cavi non siano danneggiati,
• La torcia sia pulita e non danneggiata.
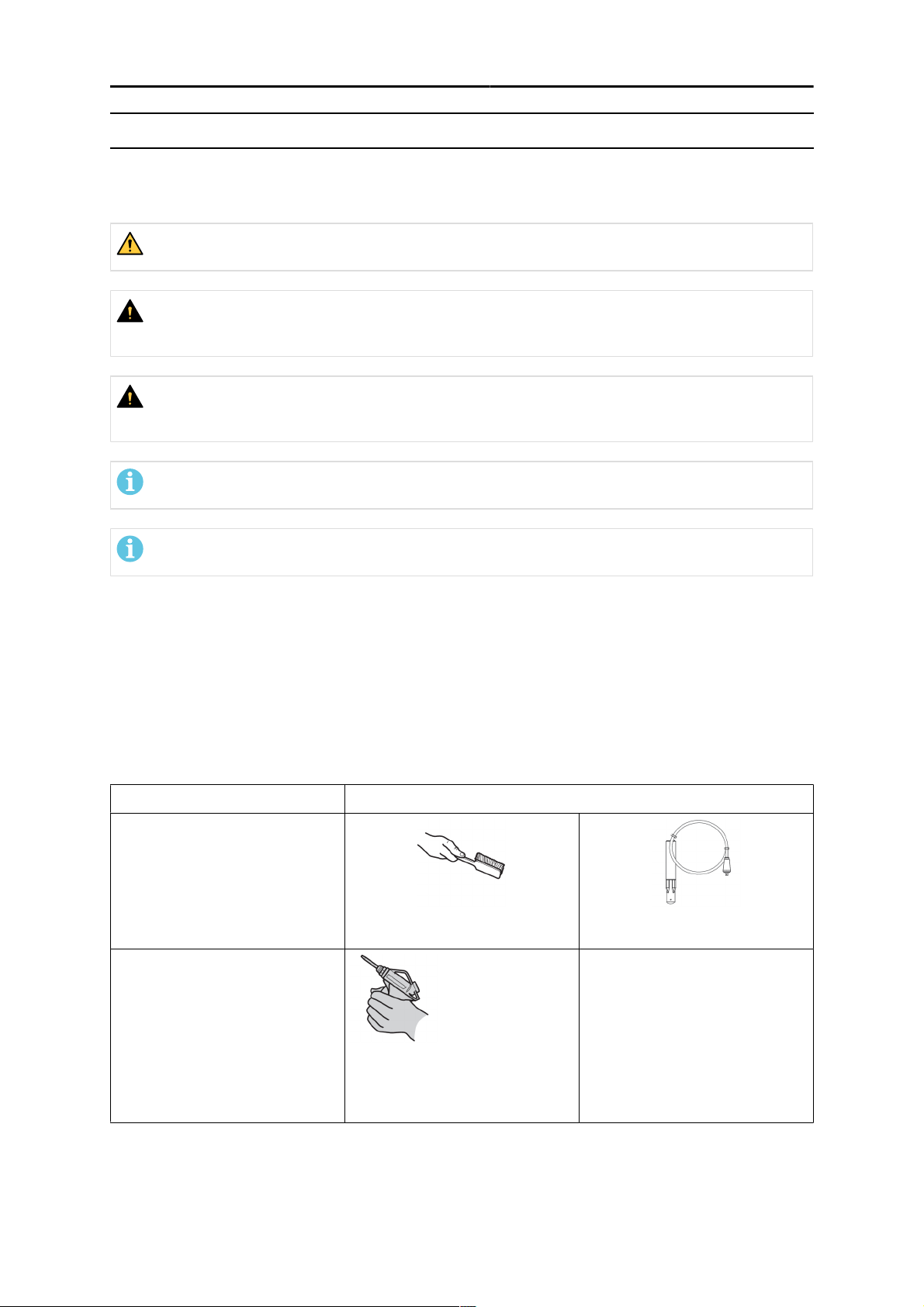
6.2 Manutenzione di routine
Pianificazione della manutenzione in condizioni normali. Controllare l'apparecchio prima di ogni
utilizzo.
Intervallo Area da sottoporre a manutenzione
Ogni 3 mesi
Pulire i morsetti di saldatura. Controllare o sostituire i cavi di
saldatura.
Ogni 6 mesi
0446 455 201
Pulire la parte interna
dell'apparecchio. Utilizzare aria
compressa secca con una
pressione di 4 bar.
- 24 -
© ESAB AB 2022

6 MANUTENZIONE
6.3 Alimentatore
Per mantenere il livello ottimale di prestazioni e durata del generatore, è necessario eseguirne la
pulizia regolarmente. La frequenza dipende da:
• processo di saldatura
• tempi di arco
• ambiente di lavoro
• ambiente circostante, tra le altre cose, la molatura.
Utensili necessari per la procedura di pulizia:
• cacciavite torx, T25 e T30
• aria compressa a una pressione di 4 bar
• dispositivi di protezione personale quali tappi per le orecchie, occhiali di sicurezza,
maschere, guanti e scarpe di sicurezza
AVVISO!
Effettuare la procedura di pulizia in un ambiente di lavoro appositamente preparato.
Procedura di pulizia
AVVISO!
La procedura di pulizia deve essere eseguita da un tecnico dell'assistenza autorizzato.
1. Scollegare l'alimentazione di rete.
ATTENZIONE!
Attendere lo scaricamento dei condensatori bus CC. Il tempo di scaricamento
dei condensatori bus CC è di almeno 2 minuti!
2. Rimuovere i pannelli laterali dell'alimentatore.
3. Rimuovere il pannello superiore dell'alimentatore.
4. Rimuovere il coperchio di plastica tra il dissipatore e la ventola (1).
0446 455 201
- 25 -
© ESAB AB 2022

6 MANUTENZIONE
5. Pulire l'alimentatore con aria compressa secca (a 4 bar) nel modo seguente:
• La parte superiore posteriore.
• Dal pannello posteriore attraverso il dissipatore secondario.
• L'induttore, il trasformatore e il sensore di corrente.
• Il lato dei componenti di alimentazione, dal lato posteriore dietro alla
PCB15AP1.
• Entrambi i lati delle PCB.
6. Verificare che non sia rimasta polvere su nessun componente.
7. Installare il coperchio in plastica tra il dissipatore e la ventola (1) e verificare che sia
posizionato correttamente sul dissipatore.
8. Riassemblare il generatore dopo la pulizia ed eseguire i test in base alla normativa
IEC 60974-4. Seguire la procedura descritta nella sezione "Ispezione e test dopo la
riparazione" nel manuale di assistenza.
6.4 Gruppo di raffreddamento
Polvere, trucioli
Specialmente negli ambienti di lavoro polverosi, il flusso d'aria che attraversa il gruppo di
raffreddamento trasporta particelle che rimangono intrappolate nell'elemento refrigerante. Ciò causa
una riduzione della capacità di raffreddamento. Pulire quindi il gruppo di raffreddamento a intervalli
regolari mediante aria compressa.
Il sistema di raffreddamento
Il refrigerante raccomandato deve essere utilizzato nel sistema, al fine di non creare ostruzioni che
possano intasare la pompa, i tubi dell'acqua o altri elementi. Il flussaggio può essere effettuato solo
mediante l'attacco rosso dell'acqua. Quindi, scaricare il serbatoio manualmente, ad esempio vuotarlo
mediante il foro di riempimento.
0446 455 201
- 26 -
© ESAB AB 2022
6 MANUTENZIONE
6.5 Introduzione del refrigerante
Utilizzare solo refrigerante miscelato ESAB pronto all'uso, vedere il capitolo "ACCESSORI".
• Introdurre il refrigerante. (Il livello del liquido non deve superare il segno superiore ma
non deve essere al di sotto del segno inferiore.)
AVVISO!
Il refrigerante deve essere trattato come rifiuto chimico.
NOTA:
Rabboccare il refrigerante se viene utilizzata una torcia di saldatura o tubi di
raffreddamento lunghi almeno 5 metri. Quando si regola il livello dell'acqua
effettuando un rabbocco, non occorre scollegare i tubi flessibili del
refrigerante.
0446 455 201
- 27 -
© ESAB AB 2022

7 RISOLUZIONE DEI PROBLEMI
7 RISOLUZIONE DEI PROBLEMI
Prima di richiedere l'intervento di un tecnico dell'assistenza autorizzato, eseguire i controlli indicati di
seguito.
La tabella seguente descrive il codice di errore della saldatrice nonché le cause e le soluzioni
Codic
e di
errore
F00 F00 Nessuna Test automatico
E1 E1 Nessuna Guasto della torcia di
E2 E2 Nessuna Sovratemperatura
Contenuto
visualizzato
Display
sinistro
Display
Guasto Causa Soluzione
destro
all'accensione
saldatura
del terminale di
uscita
Quando
l'apparecchiatura è
accesa, il grilletto
della torcia di
saldatura è inserito.
Il grilletto potrebbe
essere difettoso.
Il terminale OKC e il
cavo di saldatura
non sono collegati
correttamente.
L'area della sezione
trasversale di rame
del cavo di
alimentazione di
uscita è troppo
piccola. Il cavo di
uscita OKC non
soddisfa i requisiti
delle specifiche. La
ventola non funziona
o è lenta.
Disinserire il grilletto.
Sostituire la torcia di
saldatura.
Verificare che il
terminale OKC e il
cavo di saldatura
siano collegati
correttamente.
Utilizzare cavi con le
aree della sezione
trasversale corrette.
Selezionare il cavo
OKC adatto.
Verificare che le pale
della ventola non
siano bloccate da
oggetti estranei.
0446 455 201
- 28 -
© ESAB AB 2022
7 RISOLUZIONE DEI PROBLEMI
Codic
e di
errore
visualizzato
Display
sinistro
Display
Guasto Causa Soluzione
destro
E3 E3 Nessuna Alimentazione di
ingresso anomala
Contenuto
Il cavo di
alimentazione di
ingresso non è
collegato
correttamente. Si
verifica una
sovratensione
dell'alimentazione di
ingresso. Si verifica
una sottotensione
dell'alimentazione di
ingresso. Si verifica
uno squilibrio della
fase di alimentazione
di ingresso. La
frequenza
dell'alimentazione di
ingresso supera
l'intervallo
specificato.
Verificare che i cavi
di ingresso siano
collegati
correttamente.
Verificare che siano
presenti tutte e tre le
fasi di ingresso.
E4 E4 Nessuna Sovratemperatura
IGBT o diodo
Il ciclo di lavoro
nominale è stato
superato. La presa
d'aria
dell'alloggiamento è
ostruita. La ventola
non funziona o è
lenta.
E5 E5 1 - 8 Errore del pulsante Il pulsante non
funziona. Il pulsante
non ritorna su dopo
essere stato
premuto.
E6 E6 Nessuna Sovracorrente di
uscita
L'uscita è in
cortocircuito o la
corrente è troppo
alta.
E7 E7 Nessuna Errore
dell'alimentazione di
ingresso
Il cavo di
alimentazione di
ingresso non è
collegato
correttamente. Si
verifica una perdita o
uno squilibrio della
fase di alimentazione
di ingresso.
Assicurarsi che
l'utente non superi
l'intervallo del ciclo di
lavoro nominale.
Verificare che la
presa d'aria non sia
ostruita. Verificare
che le pale della
ventola non siano
bloccate da oggetti
estranei.
Controllare il
pulsante e
assicurarsi che non
si bloccato.
Verificare che l'uscita
non sia in
cortocircuito.
Verificare che i cavi
di ingresso siano
collegati
correttamente.
Verificare che
l'alimentazione di
ingresso sia
normale.
0446 455 201
- 29 -
© ESAB AB 2022
7 RISOLUZIONE DEI PROBLEMI
Codic
e di
errore
E8 E8 Nessuna Sovratensione di
visualizzato
Display
sinistro
Display
destro
uscita
Guasto Causa Soluzione
La tensione di
ingresso è troppo
alta. I cavi di uscita
non sono collegati
correttamente.
Contenuto
E9 E9 Nessuna Sovracorrente lato
primario
E10 E10 Nessuna Sovratensione sul
lato primario
L'uscita è in
cortocircuito.
La tensione di
ingresso è troppo
alta.
E11 E11 Nessuna Scollegamento del
sensore di corrente
Il connettore sul
sensore di corrente è
scollegato o
danneggiato.
E12 E12 Nessuna PCB non registrata La PCB non è
certificata.
Verificare che la
tensione di ingresso
sia normale.
Verificare che i cavi
di uscita siano
collegati
correttamente.
Verificare che l'uscita
non sia in
cortocircuito.
Verificare che la
tensione di ingresso
sia normale.
Fare riferimento alla
nota riportata sotto la
tabella
Fare riferimento alla
nota riportata sotto la
tabella
E13 E13 Nessuna Sovracorrente del
motore del trainafilo
Il filo di saldatura è
ostruito o inceppato
Controllare se il filo
di saldatura è
ostruito o inceppato
E14 E14 1/2 Elettrovalvola del
gas sul trainafilo
Cortocircuito o
danno
dell'elettrovalvola del
gas;/ Circuito
interrotto o cavo
scollegato
dell'elettrovalvola del
Controllare se la
valvola è in
cortocircuito o
danneggiata;/
Controllare se la
valvola è aperta o se
il cavo è scollegato;
gas
E17 E17 Nessuna L'encoder del motore
del trainafilo ha un
problema di
interruzione circuito
Cavo di comando o
filo allentato
Controllare se il cavo
di comando è
allentato o se il
trainafilo è bloccato
NOTA:
Contattare il personale di assistenza autorizzato ESAB.
Prima di richiedere l'intervento di un tecnico dell'assistenza autorizzato, eseguire i controlli indicati di
seguito.
0446 455 201
- 30 -
© ESAB AB 2022
7 RISOLUZIONE DEI PROBLEMI
Tipo di guasto Intervento
Nessun arco. • Controllare che l'interruttore dell'alimentazione elettrica
di rete si trovi su ON.
• Controllare che i cavi di rete, di saldatura e di ritorno
siano collegati correttamente.
• Controllare che sia impostato il valore di corrente
corretto.
• Controllare i fusibili dell'alimentazione elettrica.
La corrente di saldatura si
interrompe durante la saldatura.
• Controllare se la termocoppia di protezione termica si è
attivata (indicato dal LED arancione acceso sul
pannello anteriore).
La protezione termica scatta
spesso
• Accertarsi che non si stiano superando i valori nominali
per l'alimentatore (il gruppo potrebbe essere
sovraccarico).
• Verificare che la temperatura ambiente non sia
superiore a quella del ciclo di lavoro nominale di 40 °C.
Prestazioni di saldatura
insufficienti
• Controllare che i cavi di alimentazione e di ritorno della
corrente di saldatura siano collegati correttamente.
• Controllare che sia impostato il valore di corrente
corretto.
• Controllare che siano in uso i fili corretti.
• Controllare i fusibili dell'alimentazione elettrica di rete.
Effetto refrigerante insufficiente. • Pulire l'elemento refrigerante utilizzando aria
compressa
• Controllare il livello del refrigerante
• Controllare che l'interruttore on/off sul gruppo di
raffreddamento sia impostato su ON
AVVISO!
Le riparazioni e gli interventi a livello elettrico devono essere effettuati solamente da tecnici di
manutenzione autorizzati da ESAB. Utilizzare solo ricambi e componenti soggetti a usura
originali ESAB.
0446 455 201
- 31 -
© ESAB AB 2022

8 ORDINAZIONE DEI RICAMBI
8 ORDINAZIONE DEI RICAMBI
AVVISO!
Le riparazioni e gli interventi a livello elettrico devono essere effettuati solamente da tecnici di
manutenzione autorizzati da ESAB. Utilizzare solo ricambi e componenti soggetti a usura
originali ESAB.
FabricatorEM 401i/EM 401i con gruppo di raffreddamento / EM 501i con gruppo di
raffreddamento è progettato e collaudati in conformità agli standard internazionali ENIEC60974-1,
ENIEC60974-2 e ENIEC60974-10. Al completamento degli interventi di assistenza o riparazione,
è responsabilità del personale che esegue il lavoro assicurarsi che il prodotto rispetti i requisiti delle
norme di cui sopra.
I ricambi e i componenti soggetti a usura possono essere ordinati dal più vicino rivenditore ESAB,
vedere il sito Web esab.com. Al momento dell’ordine, indicare il tipo di prodotto, il numero di serie, la
denominazione e il numero del ricambio specificati nell’elenco dei ricambi. In questo modo si facilita
l’invio del pezzo desiderato.
0446 455 201
- 32 -
© ESAB AB 2022
APPENDICE
APPENDICE
NUMERI DI ORDINAZIONE
Ordering number Denomination Type Notes
0446 400 884 Power source Fabricator EM 401i CE
0446 400 883 Power source Fabricator EM 401i with cooling unit CE
0446 400 882 Power source Fabricator EM 501i with cooling unit CE
0446 455 * Instruction manual
0463 802 001 Service manual
0463 810 001 Spare parts list
Le ultime tre cifre nel numero del documento del manuale indicano la versione del manuale. Tuttavia
qui sono sostituite da *. Assicurarsi di utilizzare un manuale con un numero di serie o versione
software conforme al prodotto, vedere la prima pagina del manuale.
La documentazione tecnica è disponibile in Internet all'indirizzo Web: www.esab.com
0446 455 201
- 33 -
© ESAB AB 2022

APPENDICE
SCHEMA A BLOCCHI
0446 455 201
- 34 -
© ESAB AB 2022

APPENDICE
ACCESSORI
0446 401 881 Fabricator Feed 304
0446 401 882 Fabricator Feed 304w
Connection set, 70mm2, 19 poles
0459 836 880 2 m
0459 836 881 5 m
0459 836 882 10 m
0459 836 884 25 m
Connection set water, 70mm2, 19 poles
0459 836 890 2 m
0459 836 891 5 m
0459 836 892 10 m
0459 836 894 25 m
Connection set water, 95mm2, 19 poles
0459 836 990 2 m
0459 836 991 5 m
0459 836 992 10 m
0459 836 994 25 m
0465 720 002 ESAB ready mixed coolant (10l/2.64gal)
Use of any other cooling liquid than the
prescribed one might damage the equipment.
In case of such damage, all warranty
undertakings from ESAB cease to apply.
0446 455 201
- 35 -
© ESAB AB 2022

APPENDICE
0447 014 001 Converter plug for gas heater supply
0447 617 880 Wire Feed mounting bracket kit
Applicable only for Wirefeeder assembled with
Wheel kit
0446 455 201
- 36 -
© ESAB AB 2022

APPENDICE
0446 455 201
- 37 -
© ESAB AB 2022

Per informazioni su come contattarci, visitare il sito http://esab.com
ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
 Loading...
Loading...