


A-12925
FABRICATOR® 252i
3163339
Inversora De Solda
Multi Processo 3 EM 1
Manual de
Operação
Versão : AB Data: 30 De Setembro de 2016 Manual: 0-5423PT
300
esab.com
NÓS VALORIZAMOS SEU NEGÓCIO!
Parabéns pelo seu novo produto ESAB. Estamos orgulhosos de tê-lo como nosso cliente e nos esforçamos
para lhe fornecer o melhor serviço e suporte da indústria. Este produto é apoiado por nossa ampla garantia
e rede de serviços em todo o mundo. Para localizer o seu distribuidor ou assistente técnico mais perto, visite
nosso site na rede em www.esab.com.
Este manual de operação foi elaborado para instruir você no correto manuseio e operação de seu produto
ESAB. Sua satisfação com este produto e sua operação segura é a nossa maior preocupação. Desta forma
por favor demore o tempo necessário para ler este manual por completo, especialmente as Precauções de
Segurança. Elas irão ajuda-lo a evitar possíveis perigos que possam existir quando for trabalhar com este
produto.
VOCÊ ESTÁ EM BOA COMPANHIA!
A marca da escolha dos contratantes e fabricantes no mundo.
ESAB é uma marca global de produtos de corte plasma manual e mecanizado.
Nós nos distinguimos de nossos concorrentes pela inovação líder de mercado e produtos de fato confiáveis
que resistirão à prova do tempo. Nós nos orgulhamos de nossa inovação técnica, preços competitivos,
excelente entrega, atendimento ao cliente e apoio técnico superiores, junto com excelência em vendas e
experiência de mercado.
Acima de tudo, nós somos cometidos para desenvolver tecnologicamente produtos avançados para alcançar
um ambiente de funcionamento mais seguro dentro da indústria da solda.

ALERTA
!
Leia e compreenda todo este manual e as práticas de segurança dos seus funcionários antes
de instalar, operar ou realizar a manutenção do equipamento.
Embora as informações contidas neste manual representem o melhor julgamento do fabricante, O Fabricante não assume nenhuma responsabilidade pelo seu uso.
Fonte de corte plasma
Sistema de solda Multi Processo3 em 1 Esab Fabricator® 252i
Manual de operação Número 0-5423SA
Publicado por:
ESAB
2800 Airport Rd.
Denton, TX 76208
www.esab.com
Copyright 2015, 2016 by ESAB
Todos os direitos reservados.
A reprodução deste trabalho, no todo ou em parte, sem permissão por escrito do
editor é proibida.
O editor não assume e renuncia qualquer responsabilidade perante qualquer parte
por qualquer perda ou dano causado por qualquer erro ou omissão neste Manual,
onde tais erros resultem de negligência, acidente ou qualquer outra causa.
Data de publicação:
Data de revisão:
Anote as seguintes informações por questões de garantia:
Local de compra:_______________________________ ___________
Data de compra:__________________________________ _________
Número de série da fonte #:___________________________ ______
2 De Setembro de 2015
30 De Setembro de 2016
Número de série da tocha #:___________________________________

CERTIFIQUE-SE DE QUE ESTAS INFORMAÇÕES CHEGUEM
ATÉ O OPERADOR.
VOCÊ PODE OBTER MAIS CÓPIAS ATRAVÉS DE SEU FORNECEDOR.
CUIDADO
Estas INSTRUÇÕES são para operadores com experiência. Caso não esteja familiarizado com as normas de operação e práticas de segurança para solda elétrica e
equipamento de corte, recomendamos que leia nosso folheto, “Formulário 52-529
de Precauções e Práticas de Segurança para Solda Elétrica, Corte e Goivagem”.
NÃO permita que pessoas sem treinamento façam a instalação, operação ou a manutenção deste equipamento. NÃO tente instalar ou operar este equipamento até
que tenha lido e compreendido completamente as instruções. Caso não as compre-
enda, contate seu fornecedor para maiores informações. Certique-se de ter lido as
Precauções de Segurança antes de instalar ou operar este equipamento.
RESPONSABILIDADE DO USUÁRIO
Este equipamento após ser instalado, operado, feito a manutenção e reparado de acordo com as instru-
ções fornecidas, operará conforme a descrição contida neste manual acompanhando os rótulos e/ou folhetos
e deve ser vericado periodicamente. O equipamento que não estiver operando de acordo com as características contidas neste manual ou sofrer manutenção inadequada não deve ser utilizado. As partes que estiverem
quebradas, ausentes, gastas, alteradas ou contaminadas devem ser substituídas imediatamente. Para reparos
e substituição, recomenda-se que se faça um pedido por telefone ou por escrito para o Distribuidor Autorizado
do qual foi comprado o produto.
Este equipamento ou qualquer uma de suas partes não deve ser alterado sem a autorização do fabri-
cante. O usuário deste equipamento se responsabilizará por qualquer mal funcionamento que resulte em
uso impróprio, manutenção incorreta, dano, ou alteração que sejam feitas por qualquer outro que não seja o
fabricante ou de um serviço designado pelo fabricante.
!
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU OPE-
RAR A MÁQUINA.
PROTEJA OS OUTROS E A SI MESMO!

ÍNDICE
SEÇÃO 1: MEDIDAS DE SEGURANÇA .................................................................... 1-1
1.0 Medidas de Segurança .................................................................................... 1-1
SEÇÃO 2: INTRODUÇÃO ................................................................................... 2-1
2.04 Descrição ........................................................................................................ 2-1
2.05 Responsabilidade do usuário .......................................................................... 2-1
2.01 Como usar este manual .................................................................................. 2-1
2.02 Identificação do equipamento ........................................................................ 2-1
2.03 Recebimento do equipamento ........................................................................ 2-1
2.06 Métodos de transporte .................................................................................... 2-2
2.07 Itens do pacote ............................................................................................... 2-2
2.08 Ciclo de trabalho ............................................................................................. 2-3
2.09 Especificações ................................................................................................ 2-4
SEÇÃO 3: INSTALAÇÃO OPERAÇÃO E AJUSTE ......................................................... 3-1
3.01 Ambiente ........................................................................................................ 3-1
3.02 Localização ..................................................................................................... 3-1
3.03 Ventilação ....................................................................................................... 3-1
3.04 Necessidades de alimentação ......................................................................... 3-1
3.05 Compatibilidade eletromagnética .................................................................... 3-2
3.06 Controle da fonte, Indicadores e Funções ....................................................... 3-4
3.07 Detalhes dos recursos avançados ................................................................... 3-9
3.08 Conectando a tocha MIG de Fusion de Tweco ............................................... 3-14
3.09 Instalando uma bobina de 12,5 lb (8" de diâmetro) ...................................... 3-15
3.10 Instalando uma bobina padrão (12" de diâmetro) ......................................... 3-16
3.11 Inserindo o arame no mecanismo de alimentação ........................................ 3-17
3.12 Ajuste da pressão do rolete .......................................................................... 3-18
3.13 Alinhamento do rolete alimentador ............................................................... 3-18
3.14 Mudando o rolete .......................................................................................... 3-19
3.15 Instalação da guia de entrada e saída do arame ............................................ 3-20
3.16 Freio do carretel ............................................................................................ 3-21
3.17 Instruções de operação do regulador do gás de proteção ............................ 3-22
3.18 Ajuste da solda MIG (GMAW) com arame e gás de solda ............................. 3-25
3.19 Ajuste para solda MIG (FCAW) arame sem gás (auto protegido) .................. 3-26
3.20 Ajuste para a solda LIFT TIG (GTAW) ............................................................ 3-27
3.21 Ajuste para solda com eletrodo (SMAW) ...................................................... 3-28
SEÇÃO 4:
GUIA BÁSICO DE SOLDA ............................................................................ 4-1
4.01 Técnicas básicas de solda MIG (GMAW/FCAW) .............................................. 4-1
4.02 Solução de problemas na solda MIG (GMAW/FCAW) ..................................... 4-5
4.03 Técnicas básicas de solda com ELETRODO (SMAW) ...................................... 4-8
4.04 Solução de problemas em solda com ELETRODO (SMAW) .......................... 4-14
4.05 Técnicas básicas de solda TIG (GTAW) ......................................................... 4-15
4.06 Problemas na solda TIG (GTAW) .................................................................. 4-17

ÍNDICE
SEÇÃO 5: PROBLEMAS NA FONTE E NECESSIDADES DE ROTINA DE MANUTENÇÃO ............ 5-1
5.01 Problemas na fonte ......................................................................................... 5-1
5.02 Rotina de serviço e neessidades de calibração ............................................... 5-2
5.03 Limpando a fonte de solda .............................................................................. 5-5
5.04 Limpando o alimentador ................................................................................. 5-6
SEÇÃO 6: PEÇAS DE REPOSIÇÃO PRINCIPAIS ......................................................... 6-1
6.01 Painéis de reposição da fonte Fabricator 252i ................................................ 6-1
6.02 Injetor de Fusion de Tweco 250 ampère MIG .................................................. 6-4
APÊNDICE 1: OPCIONAIS E ACESSÓRIOS .............................................................. A-1
APÊNDICE 2: DIAGRAMA DA FABRICATOR 252i ....................................................... A-2
REVISION HISTORY ........................................................................................ A-4

ESAB FABRICATOR 252i
SEÇÃO 1: MEDIDAS DE SEGURANÇA
1.0 Medidas de Segurança
Todos aqueles que utilizam equipamentos de solda e corte da ESAB devem certificar-se de que todas as pessoas que trabalhem ou
estiverem perto da máquina de solda ou corte tenha conhecimento das medidas de segurança. Estas medidas de segurança devem
estar de acordo com os requerimentos que se aplicam às máquinas de solda e corte. Leia atentamente as recomendações a seguir.
As recomendações em relação ao seu local de trabalho relativas à segurança também devem ser seguidas.
Uma pessoa com experiência em equipamentos de solda e corte deve ser responsável pelo trabalho. A operação incorreta da máquina
pode danificar o equipamento e causar riscos à sua saúde.
1. Todos aqueles que utilizarem os equipamentos de solda e corte devem estar familiarizados com:
- sua operação.
- localização das chaves de emergência.
- sua função.
- medidas de segurança relevantes.
- processo de solda e/ou corte
2. O operador deve certificar-se de que:
- somente pessoas autorizadas mexam no equipamento.
- todos estejam protegidos quando o equipamento for utilizado.
3. A área de trabalho deve ser:
- apropriada para esta aplicação.
- sem ventilação excessiva.
4. Equipamentos de segurança pessoal:
- sempre use equipamentos de segurança como óculos de proteção, luvas e roupas especiais.
- não utilize acessórios que não sejam adequados à operação de solda ou corte, como colar, pulseira, etc.
5. Precauções gerais:
- certifique-se de que o cabo de trabalho esteja firmemente conectado.
- o trabalho em equipamentos de alta voltagem deve ser feito por pessoas qualificadas.
- tenha um extintor perto da área onde a máquina esteja situada.
- não faça a manutenção ou lubrificação do equipamento durante a operação de corte.
Classe da caixa
O código IP indica a classe da caixa, ou seja, o nível de protecção contra a penetração de objectos sólidos ou água. A protecção é
fornecida contra a pulverização de água até 60 graus a partir da vertical. O equipamento marcado com IP21S poderá ser armazenado,
mas não se destina a ser utilizado no exterior durante a queda de precipitação, a menos que esteja abrigado.
Máximo
ATENÇÃO
Se o equipamento for colocado numa superfície
Inclinação
permitida
que tenha uma inclinação superior a 15°, poderá
ocorrer o tombamento. São possíveis ferimentos
pessoais e / ou danos significativos no
15°
equipamento.
Manual 0-5423PT 1-1 AVISOS E INSTRUÇÕES DE SEGURANÇA
ESAB FABRICATOR 252i
O PROCESSO DE SOLDA E CORTE PODE CAUSAR DANOS À SUA SAÚDE
E A DE OUTROS. TOME AS MEDIDAS DE SEGURANÇA APROPRIADAS
ATENÇÃO
CHOQUE ELÉTRICO - pode ser fatal!
- instale e aterre o equipamento de solda ou corte de acordo com a norma de segurança local.
- não toque as partes elétricas ou o eletrodo sem proteção adequada, com luvas molhadas ou com pano molhado.
- não encoste no aterramento nem na peça de trabalho.
- certifique-se de que a área de trabalho é segura.
FUMOS E GASES - podem ser nocivos à saúde.
- mantenha a cabeça longe dos fumos.
- utilize ventilação e/ou extração de fumos na zona de trabalho.
RAIOS DO ARCO - podem causar queimaduras e danificar a sua visão.
- proteja os olhos e o corpo. Use a lente de solda/corte correta e roupas apropriadas.
- proteja as outras pessoas com cortinas apropriadas.
FOGO
- fagulhas podem causar fogo. Certifique-se que nenhum produto inflamável não esteja na área de trabalho.
RUÍDO - ruído em excesso pode prejudicar a sua audição.
AO SOLDAR OU CORTAR. PEÇA AO SEU EMPREGADOR PARA TER
ACESSO ÀS NORMAS DE SEGURANÇA.
- proteja o seu ouvido. Use protetor auricular.
- informe as pessoas na área de trabalho dos riscos de ruído em excesso e da necessidade de se usar protetor auricular.
MALFUNÇÃO - caso a máquina não opere como esperado, chame uma pessoa especializada.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU OPERAR
A MÁQUINA. PROTEJA OS OUTROS E A SI MESMO!
Este produto destina-se exclusivamente a corte a plasma. Qualquer
ATENÇÃO
outra utilização poderá resultar em ferimentos pessoais e/ou danos no
equipamento.
ATENÇÃO
Para evitar ferimentos pessoais e /ou
danos no equipamento, eleve o método e
os pontos de axação aqui apresentados.
AVISOS E INSTRUÇÕES DE SEGURANÇA 1-2 Manual 0-5423PT
SEÇÃO 2: INTRODUÇÃO
!
ESAB FABRICATOR 252i
2.01 Como usar este manual
Este manual do proprietário se refere apenas as especificações
dos códigos listados na página i.
Para garantir uma operação segura, leia todo o manual, incluindo
o capítulo de segurança e alertas.
Ao longo deste manual, as palavras ALERTA, ATENÇÃO e OBSERVAÇÃO podem aparecer. Pay particular attention to the information provided under these headings. These special annotations
are easily recognized as follows:
OBSERVAÇÃO!
Uma operação, procedimento ou informação que requer atenção adicional ou é útil
para uma operação eficiente do sistema.
ATENÇÃO
!
Um procedimento que, se não seguido corretamente, pode causar danos ao equipamento.
ALERTA
Um procedimento que, se não seguido corretamente, pode causar danos ao operador
ou a outros ao redor.
ALERTA
Fornece informação a respeito de possíveis
danos por choque elétrico. Avisos serão
mostrados em caixa como esta.
DANGER
Significa dano imediato que, se não evitado, irá resultar em danos pessoais sérios
imediato ou a perda da vida.
Cópias adicionais deste manual podem ser compradas entrando
em contato com a ESAB no endereço e número de telefone de
sua localizadade listados na contracapa deste manual. Inclua o
código do manual do proprietário e os números de identificação
do equipamento.
Cópias eletrônicas deste manual também podem ser baixadas
sem custo em format Acrobat PDF visitando o site da ESAB
listado abaixo.
http://www.esab.com
2.02 Identificação do equipamento
O número de identificação da unidade (especificação ou
código), modelo, e número de série normalmente estão em
uma etiqueta de dados colada no painel trasero. Equipamentos que não tem tal etiqueta tal como tocha e conjuntos de
cabos, são identificados apenas pela especificação ou código
impresso em uma etiqueta presa a eles ou a embalagem de
envio. Anote estes números para referência futura.
2.03 Recebimento do equipamento
Ao receber o equipamento, verifique a fatura para certificar-se
de que ele está completo e inspecione os equipamentos para
checar se há possíveis danos devido ao transporte. Se houver
algum dano, informe imediatamente a transportadora para
registrar uma reclamação. Forneça informações completas sobre
reivindicações de danos ou erros de envio para o local em sua
área listada na contracapa deste manual.
Inclua todos os números de identificação de equipamentos, conforme descrito acima, juntamente com uma descrição completa
das peças erradas.
Leve o produto para o local de instalação antes de descarregar
a unidade Tenha cuidado para não danificar o equipamento
utilizando barras, martelos, etc, para abrir a unidade.
2.04 Descrição
A Fabricator 252i da ESAB é uma fonte de solda multi processo
monofásico em uma única embalagem que é capaz de soldar
nos processos MIG (GMAW/FCAW), STICK (SMAW) e Lift TIG
(GTAW). A Fabricator 252i é equipada com um alimentador de
arame integrado, voltimetro e amperímetro digital, corretor de
fator de potência (PFC) com tecnologia de economia de energia e
que contém outras funcionalidades que satisfazem as necessidades de operação do soldador.
A Fabricator 252i é totalmente compatível com a norma IEC
60974.1. A Fabricator 252i proporcional um desempenho excelente e soldabilidade em uma ampla gama de aplicações, quando
usado com os consumíveis de soldagem e procedimentos corretos. As instruções a seguir mostram como fazer corretamente
e com segurança o ajuste da máquina e fornecem orientações
para a obtenção da melhor eficiência e qualidade da fonte. Por
favor, leia essas instruções antes de utilizar a unidade.
2.05 Responsabilidade do usuário
Este equipamento irá realizar, de acordo com a informação
aqui contida quando instalado, operado, mantido e reparado de
acordo com as instruções fornecidas. Este equipamento deve ser
verificado periodicamente. O equipamento defeituoso (incluindo
cabos de solda) não deve ser utilizado. Peças que estão quebradas, faltando, desgastadas, distorcidas ou contaminadas, devem
ser substituida imediatamente. Caso tais reparos ou substituições sejam necessários, recomenda-se que sejam efetuados por
pessoa devidaemnte habilitada e aprovada pela ESAB. Conselhos
a esse respeito podem ser obtidos entrando em contato com um
distribuidor credenciado da ESAB.
Este equipamento ou qualquer de suas partes não deve ser
alterado a partir da especificação padrão sem a aprovação prévia
por escrito da ESAB. O usuário deste equipamento se responsabilizará por qualquer avaria que resulta da utilização indevida
ou modificação não autorizada das especificações, manutenção
deficiente, danos ou reparos mal feitos por qualquer pessoa não
qualificada e aprovada pela ESAB.
Manual 0-5423PT 2-1 INTRODUÇÃO
ESAB FABRICATOR 252i
A-12125
2.06 Métodos de transporte
AVISO
CHOQUE ELÉTRICO pode matar. NÃO TOQUE partes elétricas vivas. Desconecte a entrada de alimentação
antes de mover a fonte de solda.
!
AVISO
EQUIPAMENTO EM QUEDA pode causar sérios danos pessoais e ao equipamento.
Levante a unidade com as duas mãos segurando a parte frontal e a traseira da fonte.
Utilize um carro manual ou similar com capacidade adequada.
Se utilizar uma empilhadeira, posicione a unidade em um palet antes de transportar.
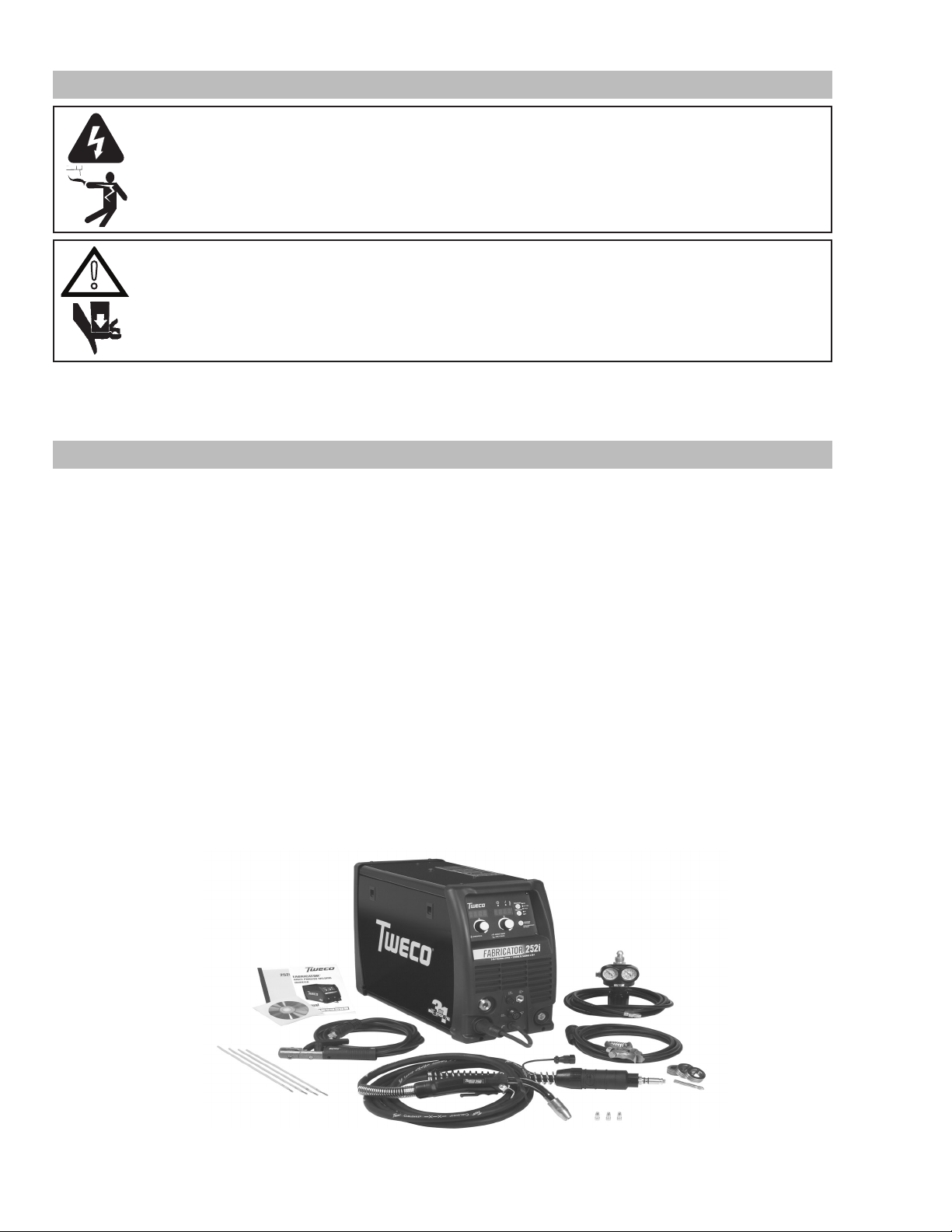
2.07 Itens do pacote
Fabricator 252i Código (W1004401)
- Fabricator 252i Fonte
- Tocha MIG com 15 ft ESAB® Fusion 250 Amp
- Bicos de contato de Velocity (1 de cada)
• 0,030" (0,8 mm)
• 0,035" (0,9 mm)
• 0,045" (1,2 mm)
- Regolador de Argônio Victor® & 10 ft. (3M) de mangueira
- Porta eletrodo ESAB WeldSkill 200 Amp com 13 ft. (4 M) de cabo
- Cabo obra ESAB WeldSkill 200 Amp com 10 ft. (3 M) de cabo
- Roletes:
• 0,035" / 0,045" (0,9 a 1,2 mm) Chanfro em V inferior & plano superior
• 0,045" (1,2 mm) Arame tubular
- Manual de operação
- Cabo de alimentação com 9 ft. (2,75 M) & conector NEMA 6-50P 230V AC
Figura 2-2: Itens do pacote
INTRODUÇÃO 2-2 Manual 0-5423PT

ESAB FABRICATOR 252i
Ciclo de trabalho (percentagem)
2.08 Ciclo de trabalho
O ciclo de trabalho da uma fonte de solda é uma declaração do tempo que pode ser operado com a sua saída de corrente nominal sem
exceder os limites de temperatura do isolamento dos componentes. Para explicar o período de ciclo de 10 minutos, temos a seguir o
exemplo. Suponha que uma fonte é projetada para operar em um ciclo de 40%, a 250 amperes a 26.5 volts. Isto significa que foi concebida e contruída para proporcionar a corrente de saída (250A) durante 4 minutos, isto é, o tempo de solda por arco em cada período
de 10 minutos (40% de 10 minutos é 4 minutos). Durante os outros 6 minutos do período de 10 a fonte de solda deve estar ociosa e
deixar ser resfriada.
Com tomada e cabo instalado de fabrica
100
90
80
70
60
50
40
30
20
10
0
0
25 50 75
Região
de operação
segura
100
ELETRODO (SMAW)
125 150 225 250
175
TIG (GTAW)
MIG (GMAW)
200
Corrente máxima de solda (amps)
Art # A-10666P
Figura 2-3: Ciclo de trabalho da Fabricator 252i com o cabo e tomada fornecido
Manual 0-5423PT 2-3 INTRODUÇÃO

ESAB FABRICATOR 252i
2.09 Especificações
Descrição
Dimensões da fonte A 17,5" x L 10,25" x P 23,5"
Peso da fonte 65 lbs.
Refrigeração Ventilação forçada com ventilador
Tipo de fonte Fonte Multi Processo
Norma IEC60974.1
Número de fases Monofásico
Alimentação 208/230 VCA ± 15%
Faixa de alimentação 187 - 265 VCA
Frequência nominal 50/60Hz
Tensão de circuito aberto 72 VCC
Faixa de tensão MIG 14-30 VCC
Faixa de velocidade do alimentador de arame 67 - 700 ipm (1,7 - 17,8 M/min.)
Classe de proteção IP23S
Cabo de alimentação 50 Amps (10 AWG)
Faixa de corrente de solda (modo MIG) 20-300 Amps
Faixa de corrente de solda (modo LIFT TIG) 5-300 Amps
Faixa de corrente de solda (modo ELETRODO) 20-230 Amps
Corrente de entrada efetiva (I1eff) 22,4 Amps
Corrente máxima de entrada (I1max) 34,7 Amps
Necessidades do gerador monofásico 10 kVA
Saída de solda MIG (GMAW), 40°C, 10 min. 250A @ 40%,26,5V
Saída de solda ELETRODO (SMAW), 40°C, 10 min. 230A @ 40%,29,2V
Sa;ida de solda TIG (GTAW), 40°C, 10 min. 250A @ 40%,20V
INVERSORA DE SOLDA MULTI
PROCESSO Fabricator 252i
200A @ 60%, 24V
150A @ 100%, 21,5V
200A @ 60%, 28V
150A @ 100%, 26V
200A @ 60%, 18V
150A @ 100%, 16V
Tabela 2-1: Especificações Fabricator 252i
NOTE!
Devido as variações que podem ocorrer em produtos manufaturados, o desempenho, tensões, faixas, todas
as capacidades, medidas, dimensões e pesos indicados são apenas aproximados. As capacidades e faixas
de uso e operações dependem da correta instalação, uso, aplicações, manutenção e serviço.
INTRODUÇÃO 2-4 Manual 0-5423PT
ESAB FABRICATOR 252i
!
!
SEÇÃO 3: INSTALAÇÃO OPERAÇÃO E AJUSTE
3.01 Ambiente
Esta unidade foi projetada para uso em ambientes com risco
aumentado de choque elétrico, conforme descrito na IEC
60974.1. Precauções de segurança adicionais podem ser
necessárias quando se utiliza em um ambiente com risco
aumentado de choque elétrico. Por favor, consulte as normas
locais para obter mais informações antes de usar em tais áreas.
A. Exemplos de ambientes com risco aumentado de choque
elétrico são:
1. Em locais em que a liberdade de circulação é restrita, de
modo que o operador é obrigado a executar a obra em
uma posição apertada (ajoelhado, sentado ou deitado),
com o contato físico com as partes condutoras.
2. Em locais que são totalmente ou parcialmente limitada
por elementos condutores, e em que há um alto risco de
contato inevitável ou acidental pelo operador.
3. Em local molhado ou úmido, quente onde a umidade ou
transpiração reduz consideravelmente a resistência da
pele do corpo humano e as propriedades de isolamento de
acessórios.
B. Ambientes com risco aumentado de choque elétrico
não incluem locais onde partes condutoras na proximidade do
operador, que pode causar perigo aumentado, tenham sido isoladas.
3.02 Localização
Certifique-se de localizar a fonte de acordo com as seguintes
diretrizes:
A. Em áreas, livre de umidade e poeira.
B. Temperatura ambiente entre 32° F a 104° F.
C. Em áreas, livre de óleo, vapores e gases corrosivos.
D. Em áreas, não sujeita a vibração ou choques anormais.
E. Em áreas, não espostas diretamente ao sol ou chuva.
F. Coloque a uma distância de 1 pé ou mais de paredes ou
similares que possam restringir o fluxo natural de ar para
refrigeraação.
G. O desenho do gabinete desta fonte atende aos requisitos
de IP23S conforme descrito na IEC60529.
H. Cuidados devem ser tomados contra a queda da fonte.
Quando a fonte de alimentação estiver em uso, ela deve ser
colocado numa superfície horizontal adequada na posição
vertical.
3.03 Ventilação
AVISO
Uma vez que a inalação de fumos da solda
podem ser prejudicial, garanta que a área
de soldagem é efetivamente ventilada.
3.04 Necessidades de alimentação
ATENÇÃO
A tensão de alimentação elétrica deverá
estar dentro de ± 15% da tensão nominal da
rede de alimentação. Valores muito baixo de
alimentação pode causar desempenho de solda
deficiente ou mal funcionamento do alimentador. Valores muito alto irá causar aquecimento
de componentes e possível falha.
AVISO
A Fabricator 252i deve ser conectada
eletricamente por um eletricista qualificado.
Danos ao PCA (Power Control Assembly)
pode ocorrer se 276 VCA ou mais é aplicado ao cabo de alimentação.
AVISO
Este equipamento deve ser eletricamente
conectado por um eletricista qualificado.
Manual 0-5423PT 3-1 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
50/60 Hz
Monofásico
Sim 10 AWG 208-230/50A 50A 40% @ 250A 40% @ 250A 40% @ 230A
AVISO
CHOQUE ELÉTRICO pode matar; TENSÃO CC
ELEVADA está presente após a remoção da
alimentação. NÃO TOQUE peças eletricamente vivas.
Cabo de
alimentação
Circuito mínimo
de alimentação
primária(Vin/Iin)
Tabela 3-1: Cabo de alimentação para a fonte Fabricator 252i
Tomada
mínima
Corrente & Ciclo de trabalho
MIG LIFT TIG ELETRODO
NOTA!
O circuito de solda pode ou não estar ligado
a terra por razões de segurança. A mudança da ligação de aterramento só deve ser
autorizada por uma pessoa que é competente para avaliar se as mudanças vão
DESLIGUE a fonte de solda, desconecte a alimentação de
entrada empregando procedimento de bloqueio / etiquetagem.
Estes procedimentos consistem em uma linha de cadeados que
coloquem a chave geral na posição aberta, retirando os fusíveis
da caixa de fusíveis, ou desligando o disjuntor ou outro dispositivo de desligamento.
Necessidades de alimentação elétrica
Opere a fonte de solda a partir de uma fonte monofásica 50/60
Hz, CA. A fonte dese ser:
• Instalada corretamente, se necessário, por um eletricista
qualificado.
• Corretamente aterrada (eletricamente), de acordo com as
regulamentações locais.
• Conectada a um ponto de alimentação com dimensionamento
adequado, fusível e cabos baseados na tabela 3-1.
AVISO
Qualquer trabalho elétrico deve ser feito por
um eletricista qualificado.
3.05 Compatibilidade eletromagnética
B. Avaliação da área
Antes de instalar equipamentos de solda, o usuário deve fazer
uma avaliação dos problemas eletromagnéticos potenciais na
área ao redor. A seguir os pontos a serem observados.
1. Outros cabos de alimentação, cabos de controle, sinalização
e cabos telefônicos; acima e adjacentes ao equipamento de
solda.
2. Transmissores e receptores de rádio e televisão.
3. Computadores e outros equipamentos de controle.
4. Equipamentos críticos de segurança, por exemplo,
equipamento de proteção industrial.
aumentar o risco de lesão, por exemplo,
permitindo caminhos de corrente de retorno
de solda paralela que podem danificar os
circuitos de terra, e de outros equipamentos. Orientação adicional encontra-se na
norma IEC 60974-13 Equipamento de arco
elétrico - Instalação e uso (sob preparação).
AVISO
!
Precaução extra para compatibilidade eletromagnética pode ser exigido quando esta
fonte de solda é usada em uma situação
domestica.
A. Instalação e uso - responsabilidade do usuário
O usuário é responsável por instalar e usar o equipamento
de solda de acordo com as instruções do fabricante. Se
perturbações eletromagnéticas são detectadas, será de
responsabilidade do utilizador do equipamento de solda parar
e resolver a situação com a assistência técnica do fabricante.
Em alguns casos essa ação corretiva pode ser tão simples
como aterramento do circuito de soldagem, vide a NOTA
abaixo. Em outros casos, pode ser necessário instalar uma tela
eletromagnética em torno da fonte de solda e a obra, com filtros
de entrada. Em todos os casos, distúrbios eletromagnéticos
devem ser reduzidos para o ponto onde eles não sejam mais
problema.
INSTALAÇÃO/AJUSTE 3-2 Manual 0-5423PT
5. A saúde das pessoas em torno, por exemplo, o uso de
marca-passo e aparelhos auditivos.
6. Equipamentos de medição e calibração.
7. O tempo do dia em que as atividades de solda ou outras
estão sendo realizadas.
8. A imunidade de outros equipamentos no ambiente: o
usuário deve garantir que o equipamento esteja sendo
usado no meio ambiente é compatível: isso pode exigir
medidas de proteção adicionais.
O tamanho da área circundante a ser considerado dependerá
da estrutura das atividades de construção que estão sendo
efetuadas. A área circundante pode se estender além dos limites
das instalações.

ESAB FABRICATOR 252i
C. Métodos de redução das emissões de eletromagnetismo
1. Alimentação
Os equipamentos de solda devem ser ligados a rede de alimentação de acordo com as recomendações do fabricante. Se houver
interferência, pode ser necessário tomar precauções adicionais, tais como filtragem da alimentação da rede. Considerações
devem ser dadas a blindagem do cabo de alimentação de equipamentos de solda permanentemente instalado num conduite
metálico ou equivalente. A blindagem deve ser eletricamente contínua ao longo de seu comprimento. A blindagem deve ser
conectada a fonte de solda de modo que um bom contato elétrico é mantido entre o conduite e a carcaça da fonte.
2. Manutenção de equipamento de solda
O equipamento de solda deve ser rotineiramente mantido de acordo com as recomendações do fabricante. Todas as portas
de acesso e serviços e as tampas devem ser fechadas e devidamente fixadas quando o equipamento está em operação. O
equipamento não deve ser modificado de qualquer forma, exceto para as mudanças e adaptações que são objeto de instrução
do fabricante.
3. Cabos de solda
Os cabos de solda devem ser mantidos o mais curto possível e devem ser posicionados perto do conjunto, mas nunca
enrolados ou perto do nível do chão.
4. Ligação equipotencial
A junção de todos os componentes metálicos na instalação de solda e nas adjacencias devem ser considerado. No entanto,
os componentes metálicos colados à peça de trabalho irá aumentar o risco de que o operador possa receber um choque ao
tocar os componentes metálicos e os e eletrodo ao mesmo tempo. O operador deve ser isolado de todos os componentes
metálicos próximos.
5. Aterramento da peça obra
Quando a peça de trabalho não está ligada para a segurança elétrica, nem lifado à terra por causa de seu tamanho e posição,
por exemplo, casco dn navio ou estruturas de aço de construção, uma ligação temporária a peça de trabalho para a terra
pode reduzir as emissões em alguns, mas não em todos os casos. Cuidados devem ser tomados para evitar que o aterramento da peça de trabalho, aumente o risco de lesão para os usuários, ou danos a outros equipamentos elétricos. Sempre
que necessário, a conexão da pe;ca de trabalho para a terra deve ser feito por conexão direta com a peça, mas em alguns
países onde a conexão direta não é permitida, a ligação deve ser feita por capacitância adequada, selecionado de acordo com
a regulamentação local.
6. Triagem e blindagem
A trtiagem seletiva e blindagem de cabos e outros equipamentos na área ao redor, pode aliviar os problemas de interferência.
Triagem da instalação de solda por completo pode ser considerado para aplicações especiais.
Manual 0-5423PT 3-3 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
1
2
5
3.06 Controle da fonte, Indicadores e Funções
3
4
8
6
9
7
A-12927
Figura 3-1: Painel de controle da Fabricator
11
10
+
13 14
15
-
Art # A-10504
12
Figura 3-2: Conexões frontais da Fabricator
AVISO
NÃO TOQUE o arame de solda enquanto ele estiver sendo alimentado pelo sistema. O arame pode
estar no potencial de solda.
INSTALAÇÃO/AJUSTE 3-4 Manual 0-5423PT

ESAB FABRICATOR 252i
1. Indicador de alimentação
O inidicador verde irá iluminar-se quando a fonte de solda estiver
alimentada e indica a presença de potência.
2. Indicador de falha
O indicador de falha amarelo se acenderá quando qualquer uma
das falhas é detectada. TODAS as falhas acende o indicador.
3. Botão de seleção de processo de solda
Process
MIG
TIG
STICK
Pressione e solte este botão para alterar o modo de processo
selecionado de MIG para LIFT TIG para ELETRODO. O processo
de solda irá mudar para o próximo processo na sequência a
cada vez que o botão for pressionado e liberado. Os indicadores
vermelhos ao lado do botão acenderá para identificar o processo
MIG ou LIFT TIG ou ELETRODO.
AVISO
Quando a luz de alimentação está acesa,
a máquina está ligada à tensão de alimentação e os componentes internos estão
energizados.
4. Botão de gatilho trava 2T - 4T
Trigger
2T Normal
4T Latch
Pressione e solte o botão para mudar o modo de operação
selecionado no gatilho. O modo selecionado pode ser “2T”
(destravado) ou “4T” (travado). O indicador vermelho ao lado
do botão acenderá para identificar o modo selecionado (2T ou
4T). No modo 4T uma vez que a solda tenha sido iniciada, pode
liberar o gatilho e continuar a soldar até que o gatilho é ativado
novamente ou o arco é apagado para parar a solda.
5. Botão de recursos avançados
Advanced
Features
Advanced
Features
Purga de gás.
Além disso, o botão de recursos avançados é usado para iniciar
um ciclo de purga de gás de 30 segundos para encher a linha
de gás com o gás de proteção a partir da conexão do cilindro.
Para iniciar a função de purga de gás, basta pressionar e segurar
o botão por cerca de dois (2) segundos. Uma vez que a função
de purga de gás começou, uma contagem regressiva irá ser
mostrada no display alfa numérico esquerdo indicando o tempo
em segundos restante antes do término do ciclo de purga. Você
pode parar a qualquer momento esta purga, bastando apenas
pressionar e soltar rapidamente o botão novamente.
6. Knob esquerdo: Controle de corrente (Velocidade do
arame)
A
Knob esquerdo
WIRESPEED
O botão de controle de corrente ajusta a quantidade de corrente
de solda entregue pela fonte. Nos modos STICK e LIFT TIG, o
knob de controle de corrente ajusta diretamente o inversor de
potência para fornecer o nível de corrente de saída desejado.
No modo MIG, o botão de corrente ajusta a velocidade do motor
do alimentador de arame ( que por sua vez ajusta a corrente
de saída através da variação da quantidade de arame que é
entregue ao arco de solda). A velocidade do arame ótima necessária é em função do tipo de aplicação da solda. O gráfico de
instalação no interior da porta do compartimento do alimentador
de arame, fornece um breve resumo das configurações de saída
necessários para uma ampla base de aplicações de solda MIG.
O valor pode ser ajustado enquanto a solda está em andamento
- se isso ocorrer, o display esquerdo irá mudar para mostrar o
valor ajustado pelo botão que é girado, e automaticamente voltar
a mostrar os valores atuais quando o botão não for mais girado.
7. Knob direito: Controle multifuncional - MIG Tensão /
Controle do arco (Indutância) & STICK Força do arco
V
Knob direito
ARC CONTROL
Pressione e solte o botão de recursos avançados para entrar ou sair do modo de programação avançada. Para
sair, pressione e solte o botão novamente. Quaisquer alterações
feitas são salvas. Os ítens do menu de programação avançada
são descritos em detalhes para cada modo de soldagem na
Seção 3.07.
Controle de tensão MIG
Neste modo, o botão de controle é usado para ajustar a tensão
de saída da fonte. A tensão de solda é aumentada girando o
botão no sentido horário ou diminui no sentido anti-horário. O
nível de tensão ótimo necessário, depende do tipo de aplicação
de solda. O gráfico de instalação no interior da porta do alimen-
Manual 0-5423PT 3-5 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
tador fornece um breve resumo das configurações de saída necessários para uma ampla base de aplicação de solda MIG. O valor pode
ser ajustado enquanto a solda está em andamento - se isso ocorrer, o display esquerdo irá mudar para mostrar o valor ajustado pelo
botão que é girado, e automaticamente voltar a mostrar os valores atuais quando o botão não for mais girado.
V
Knob direito
ARC CONTROL
Controle do arco MIG (Indutância)
O controle do arco MIG só é usado para ajustar a intensidade do arco de solda. Para acessar a função do controle do arco, empurre
para dentro o botao direito e segure-o por aproximadamente 2 segundos. Este recurso pode ser acessado e ajustado durante a solda.
Quando o Modo STICK é selecionado
Neste modo, o botão de controle multifuncional é usado para ajustar a força do arco.
ajustável de força de solda. Esta característica pode ser particularmente benéfica em fornecer ao operador a possibilidade de compensar a variação da junta em certas situações com eletrodos específicos. Em geral o aumento do controle da força do arco para ‘100%’
(máximo) permite um controle maior de penetração a ser alcançada. A força do arco é amentada giranto o botão no sentido horário ou
diminuida no sentido anti-horário. Este recurso pode ser acessado e ajustado durante a solda.
Para acessar a função do controle do arco, empurre o botão direito para dentro e segure-o por aproximadamente 2 segundos. Este
recurso pode ser acessado e ajustado durante a solda.
O mostrador da esquerda mudará para mostrar o nome do parametro de controle que está sendo acessado para os modos atuais MIG
ou STICK e o mostrador da direita irá mostrar o seu valor presente. Use o botão da direita para alterar o valor. Quando o valor desejado
for selecionado, pressione novamente o botão sem gira-lo e solte para sair da função e salvar o valor.
O controle da força do arco fornece um valor
Modo Função Controle do arco Mostrador esquerdo Mostrador direito Limites
MIG Inductance INDU 25% (padrão) 0 – 100 %
STICK Arc Force ARC- / FRCE 50% (padrão) 0 – 100%
Tabela 3-2
8. Mostrador esquerdo
Modo MIG
Este mostrador digital é usado para exibir o valor da velocidade do alimentador de arame em polegada por minuto (IPM) no modo MIG
e a corrente de solda atual da fonte durante a soldagem. No momento de parada da solda, o mostrador irá exibir o valor ajustado da
velocidade do arame. Este valor pode ser ajustado variando o knob esquerdo (controle No 6).
Modos STICK e LIFT TIG
O mostrador digital é usado para exibir o valor da corrente nos modos STICK / LIFT TIG e a corrente atual de solda quando a fonte está
soldando. No momento de parada da solda, o mostrador irá exibir o valor ajustado em ambos os modos STICK e LIFT TIG. Este valor
pode ser ajustado variando o knob esquerdo (controle No 6).
Durante a solda, este mostrador exibe a corrente de solda atual em todos os modos.
Ao final da solda, o mostrador irá reter o valor da corrente de solda por um período de aproximadamente 10 segundos em todos os
modos. O mostrador de corrente irá reter o valor até que; (1) qualquer um dos controles frontais sejam ajustados, neste caso a unidade
irá retornar para o mode de visualização, (2) a solda é reiniciada, neste caso a corrente de solda irá ser exibida, ou (3) um período de
10 segundos depois que a solda tenha sido terminada, neste caso a unidade irá retornar para o modo de visualização.
O mostrador também é utilizado para fornecer mensagens de erro para o operador, mostrando outras informações, que serão descritas
na Seção 5.
INSTALAÇÃO/AJUSTE 3-6 Manual 0-5423PT

ESAB FABRICATOR 252i
Alimentador remoto no modo GMAW
Corrente remota no modo GTAW
9. Mostrador direito
Modo MIG
Este mostrador digital é usado para exibir o valor da tensão no modo MIG e o valor atual da tensão durante a soldagem. No momento
de parada da solda, o mostrador irá exibir o valor da tensão ajustado. Este valor pode ser ajustado variando o knob direito (controle No
7).
Modos STICK e LIFT TIG
O mostrador é usado para exibir o valor da tensão de saída nos modos STICK / LIFT TIG, durante a soldagem ou não. Este valor não
pode ser ajustado variando o knob direito (controle No 7).
Durante a solda, este mostrador irá exibir o valor atual da tensão em todos os modos.
Ao final da solda, o mostrador irá reter o valor da tensão de solda por um período de aproximadamente 10 segundos em todos os
modos. O mostrador da tensão irá reter o valor até que; (1) qualquer um dos controles frontais sejam ajustados, neste caso a unidade
irá retornar para o mode de visualização, (2) a solda é reiniciada, neste caso a tensão de solda irá ser exibida, ou (3) um período de 10
segundos depois que a solda tenha sido terminada, neste caso a unidade irá retornar para o modo de visualização.
O mostrador também é utilizado para fornecer mensagens de erro para o operador, mostrando outras informações, que serão descritas
na Seção 5.
10. Adaptador da tocha MIG
O adaprador da tocha MIG é o ponto de conexão para a tocha MIG de Fusion da Tweco. Veja a seção 3.08 para o procedimento
correto para a conexão da tocha MIG Fusion.
11. Soquete do controle remoto
O soquete de controle remoto de 8 pinos é utilizado para conectar deispositivos remotos de controle a fonte de solda. Para fazer a
conexão, alinhe o encaixe, insira o conector, e gire o colar no sentido horário.
1
5
8
A-09594P_AC
2
1
2
3
4
6
7
3
4
5
6
7
8
W
Gatilho
Tensão remota no
V
modo GMAW
Figura 3-3: Soquete para controle remoto
Pino do
soquete
Função
1 Não conectado
2
3
4
Entrada da chave do gatilho
Entrada da chave do gatilho
Não conectado
5
6
7
8
5k ohm (máximo) conexão para o potenciômetro de 5k ohm do controle remoto.
Zero ohm (mínimo) conexão para o potenciômetro de 5k ohm do controle remoto.
Conexão do centro do potenciômetro de 5k ohm do controle remoto do alimentador de arame
no modo MIG. Conexão do 5k ohm do controle de corrente no modo LIFT TIG.
Conexão do centro do potenciômetro de 5k ohm do controle remoto de tensão do modo MIG.
Tabela 3-3
Manual 0-5423PT 3-7 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
NOTA!
A configuração remota local no painel de controle deve ser ajustada como controle remoto para o modo de
operação remoto do controle do alimentador de arame e tensão.
12. Soquete de acessórios de 10 Pinos
O soquete de acessórios de 10 pinos é usado para conectar dispositivos remotos como uma pistola de bobina a fonte. Para fazer a
conexão, alinhe o encaixe, insira o conector, e gire o colar no sentido horário.
J
1
I
D
Chave
1
Resistor
periférico
F
E
G
I
H
D
J
C
B
A
G
E
F
H
A
C
Art # A-10813P
Pino do
soquete
A Centro do Pot. de tensão
B
C
D
E
Motor do alimentador (-)
Motor do alimentador (+)
Entrada da chave do gatilho
Pot. alimentador e Pot. de tensão (+) Horário 10K ohm
B
1
2
3 3
Potenciômetro
Alimantador
Figura 3-4: Soquete acessórios
Função
1
2
Potenciômetro
Tensão
3
+
Motor
M
24V
-
F
G
H
I
J
Centro do Pot. do alimentador
Entrada da chave do gatilho e Solenóide (-)
Pot. alimentador e Pot. de tensão (-) anti-horário
Solenóide (+)
Resistor programa do periferico
Tabela 3-4
13. Terminal de saída positivo de solda
O terminal positivo de saída é usado para ligar a saída de solda da fonte para o acessório de solda, tal como tocha MIG (via cabo
da tocha MIG), cabo do porta eletrodo ou cabo obra. O fluxo de corrente de solda flui da fonte por meio dos terminais tipo baioneta.
É essencial, no entanto, que o plug macho inserido e girado de forma segura para fazer uma ligação elétrica adequada, através de
um som característico.
INSTALAÇÃO/AJUSTE 3-8 Manual 0-5423PT

ESAB FABRICATOR 252i
TIG
Process
MIG
STICK
CUIDADO
!
Conexões dos terminais de solda solto
podem causar super aquecimento e o
resultado é a fundição do plug macho ao
terminal baioneta.
14. Terminal de saída negativo de solda
O terminal negativo de saída é usado para ligar a saída de
solda da fonte para o acessório de solda, tal como tocha MIG
(via cabo da tocha MIG), cabo do porta eletrodo ou cabo obra. O
fluxo de corrente de solda flui da fonte por meio dos terminais
tipo baioneta. É essencial, no entanto, que o plug macho inserido e girado de forma segura para fazer uma ligação elétrica
adequada, através de um som característico.
CUIDADO
!
Conexões dos terminais de solda solto
podem causar super aquecimento e o
resultado é a fundição do plug macho ao
terminal baioneta.
3.07 Detalhes dos recursos avançados
NOTA!
A configuração local/remota só será salva
enquanto estiver no processo de solda.
Uma vez que o processo é alterado a configuração volta ao padrão de fábrica.
Operação geral
Selecione o processo de solda (controle No 3)
que voce quer ver os recursos avançados.
Advanced
Features
Então pressione e solte o botão Recursos
Avançados (controle No 5) para entrar ou sair da
função de programação do recurso avançado da
fonte.
A
15. Cabo de polaridade da tocha MIG
O cabo de polaridade é utilizado para conectar o cabo da tocha MIG ao terminal de saída positivo apropriado ou terminal
de saída negativo ( permitindo inversão de polaridade para
diferentes aplicações de solda). Em geral, o cabo polarizador
deve ser conectado ao terminal de solda positivo (+) quando for
soldar com arame de aço carbono, inox ou alumínio. Quando for
utilizar arame sem gás, a polaridade é geralmente conectada
ao terminal negativo (-). Em caso de dúvida, consulte a ficha
técnica do fabricante do arame para a polaridade correta. É
essencial, no entanto, que o plug macho esteja inserido e girado de forma segura para fazer uma ligação elétrica adequada,
através de um som característico.
CUIDADO
!
Conexões dos terminais de solda solto
podem causar super aquecimento e o
resultado é a fundição do plug macho ao
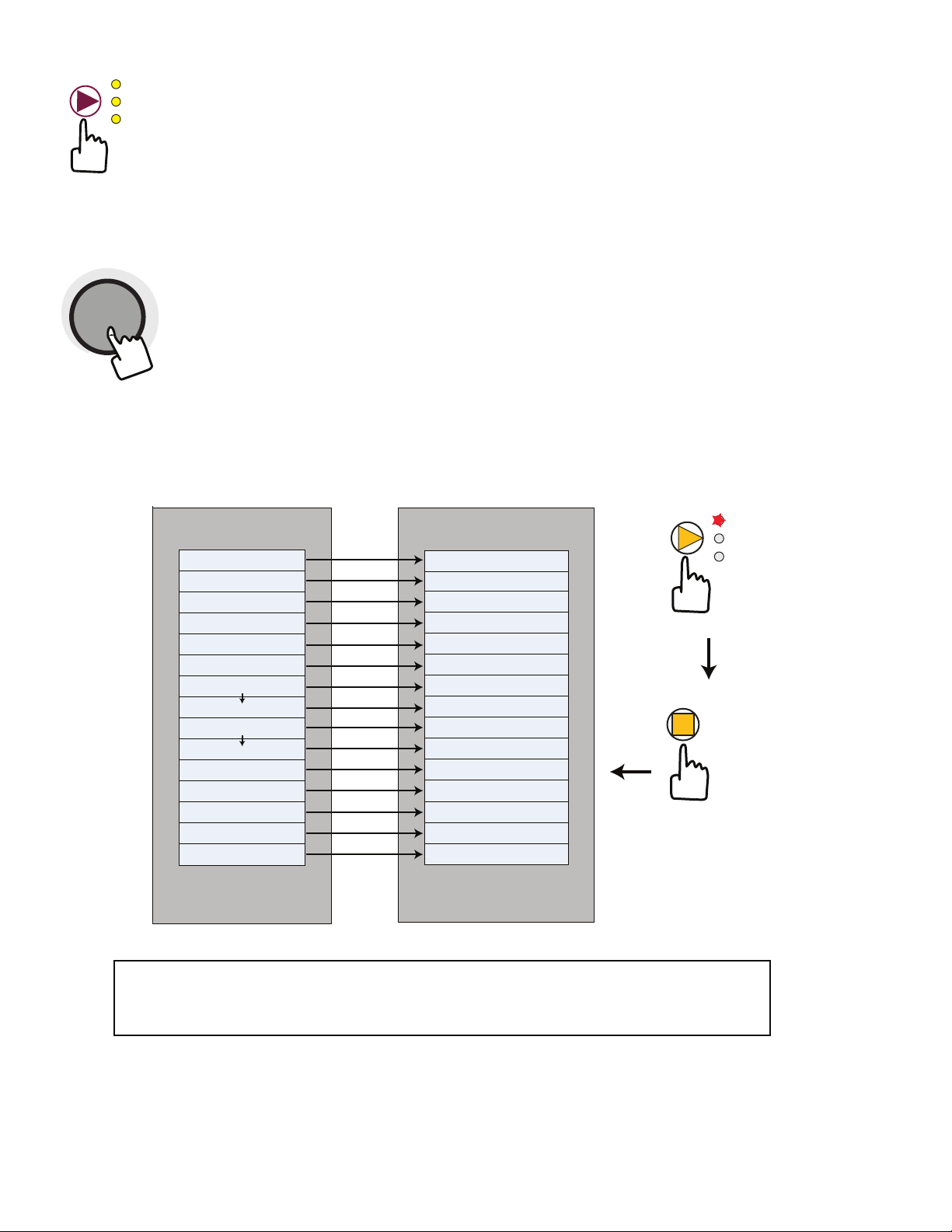
O menu dos recursos avançados são visíveis girando o knob
esquerdo (Control No 6) para mover para frente e para tras na
lista. Os nomes das funções do meno será mostrada em forma
abreviada no mostrador esquerdo. No caso de nome em duas
partes ou abreviações, o mostrador esquerdo irá alternar entre o
primeiro e o segundo, seguido por um breve intervalo em branco.
Para cada função, o mostrador direito irá mostrar o valor atual.
Knob esquerdo
WIRESPEED
V
Knob direito
ARC CONTROL
terminal baioneta.
Para alterar o valor deste parâmetro, basta girar o knob direito
(controle No 7). Se o ajuste for modificada do valor valor anterior
a fonte irá salvar o novo valor quando o knob for girado para
o próximo parâmetro, ou se o usuário ativar um controle que
faça a fonte sair do modo de recursos avançados como descrito
anteriormente. Uma vez que o início ou o fim da lista do menu é
atingida, voltas adidionais no knob esquerdo na mesma direção,
não resultará em nenhuma mudança no parâmetro mostrado.
As funções de controle dos recursos avançados estão em ordem
com os passos que o usuário faz durante a configuração para
operar a fonte no processo selecionado (MIG, LIFT TIG, STICK).
As funções do menu mostrado no modo de Recursos Avançados
são na sua maioria dependente do modo do processo de solda
selecionado na máquina.
Manual 0-5423PT 3-9 INSTALAÇÃO/AJUSTE
ESAB FABRICATOR 252i
Process
MIG
TIG
STICK
Se a fonte estiver no modo de Recursos Avançados e o botão de seleção de processo (controle No 3) for pressionado, a fonte irá sair do modo de Recursos Avançados, salvando qualquer modificação feita, e muda para a próxima função de
processo na sequência: MIG, LIFT TIG, STICK. (Veja nota anterior). Se você quizer ver os Recursos Avançados para o próximo processo
você vai precisar entrar novamente na função de Recursos Avançados.
V
Knob direito
ARC CONTROL
Se a fonte estiver no modo de Recursos Avançados e o knob direito (controle No 7) for pressionado por um (1) segundo (para entrar
na função de Controle do Arco) a fonte irá sair da função de Recursos Avançados, salvando qualquer modificação feita, e entrando na
função Controle do Arco para o processo selecionado.
Mapa do menu dos Recursos Avançados do modo MIG (GMAW/FCAW)
Mostrador esquerdo Mostrador direito
Menu avançado – MIG
Mode
MIG / CNTL
PRE- / FLOW
RUN- / IN
POST / FLOW
BURN / BACK
WIRE / SHRP
SPOT
*SPOT / TIME
STCH
*STCH / TIME
DWEL / TIME
ARC- / TYPE
Wire Feed Speed
HR
FACT / DFLT
Menu avançado - MIG
Opções ou faixas
LOCL REMT
0.1 - 5.0 S
30 - 150%
0.0 - 30.0 S
0.00 - 1.00 S
ON OFF
ON OFF
0.1-20.0 S
ON OFF
0.2 - 4.0 S
0.1 - 1.0 S
AUTO CV
MPM IPMWFS- / UNIT
0.0 - 9999.9
NO YES
Process
MIG
TIG
STICK
Advanced
Features
Pressione botão Advanced
para sair para modo de solda
Pressione botão Advanced
para sair para modo de solda
Seleção knob esquerdo Seleção knob direito
Art # A-10505P_AB
* SPOT TIME e STCH TIME são ativados apenas quando SPOT ou STCH estão “ON”.
Nota “SPOT” e “STCH” são funções MUTUALMENTE EXCLUSIVAS. Se o operador habilitar a função e o sistema
detectar que a OUTRA função já está HABILITADA, o sistema irá automaticamente DESABILITAR a outra conflitante.
Mostrador esquerdo: Onde (2) itens mostra, e.g. RUN- / IN, o mostrador irá alternar (piscar)entre os (2) itens.
Figura 3-5: Menu avançado MIG
INSTALAÇÃO/AJUSTE 3-10 Manual 0-5423PT

ESAB FABRICATOR 252i
Função
Controle operação
MIG
Pré Fluxo (MIG) PRE-/FLOW 0.1 S 0.0 – 5 S
Run In RUN/IN 70% 30 – 150 %
Pós Fluxo (MIG) POST/FLOW 0.5 S 0.0 – 30 S
Burn Back BURN/BACK 0.15 S 0.00 – 1.00 S
Wire Sharp WIRE/SHRP ON OFF – ON
Spot SPOT OFF OFF – ON
Spot Time
(Mostrado se
Spot=ON)
Stitch STCH OFF OFF – ON
Stitch Time
(Mostrado se
Stitch=ON)
Dwell Time
(Mostrado se
Stitch=ON)
Arc Type ARC-/TYPE AUTO AUTO – CV-M
Wire Feed Speed
Units
Arc Hour Accumulated Runtime
Restore Factory
Defaults
Mostrador
esquerdo
MIG/CNTL LOCL LOCL - REMT
SPOT/TIME 2.0 S 0.1 – 20.0 S
STCH/TIME 2.0 S 0.2 – 4.0 S
DWEL/TIME 0.5 S 0.1 – 1.0 S
WFS/UNIT IPM MPM – IPM
HR 0.0 0.0 – 9999.9
FACT/DFLT NO NO – YES
Mostrador direito
(Valores padão
de fabrica)
Limites Comentários
LOCL = Controle local do alimentador e tensão com o
controle da fonte.
REMT = Controle remoto do alimentador e tensão com
acessórios.
Fluxo de gás de proteção durante o tempo especificado
antes de abrir o arco.
O alimentador gira a um percentual do mostrado até
que o arco inicie.
Fluxo de gás de proteção por um tempo especificado
depois de extinto o arco.
Diferença do tempo entre parar o arame antes de
desligar a tensão.
Arame afiado, adiciona a corrente para remover a bola
na ponta do arame, melhorando a próxima abertura de
arco.
Um ponto é usado para unir duas chapas finas a um
determinado local fundindo a chapa superior e inferior
atravéz de um só ponto. O tempo de solda é determinado pelo Spot Time.
Spot Time é o tempo de solda usado em modo Spot
weld (ponto de solda).
Stitch (costura) é usado para soldar dois ou mais
componentes por cordões de solda intercalados: solda/
intervalo/solda.
O tempo de solda é determinado pelo Stitch Time e o
tempo de intervalo entre as soldas é feito pelo Dwell
Time.
Stitch Time é o tempo de solda usado em modo Stitch
(costura).
Dwell Time é o tempo de intervalo da solda usado em
modo Stitch (costura).
Auto é um sistema de controle otimizado na transferência do arco que proporciona mínimo volume de
respingos em aço carbono e misturas de gases. CV-M é
o controle do arco tradicional em tensão constante para
todas as outras soldas.
MPM mostra a velocidade do arame em metros por
minutos.
IPM mostra a velocidade do arame em polegadas por
minuto.
Informa as horas de arco aberto que a fonte trabalhou.
O número mostrado está em horas e é apenas para
leitura. Retorna a 0 quando as 10.000 horas forem
alcançadas.
Quando YES é selecionado, todos os valores da tabela
(exceto a Arc Hour Accumulated Runtime), voltam para
os valores padrão de fabrica.
Manual 0-5423PT 3-11 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
Mapa do menu dos Recursos Avançados do modo LIFT TIG
Mostrador esquerdo Mostrador direito
Menu avançado -
Mode LIFT TIG
TIG / CNTL
PRE- / FLOW
POST / FLOW
DOWN / SLPE
HR
FACT / DFLT
Pressione botão Advanced
para sair para modo de solda
Seleção knob esquerdo Seleção knob direito
Mostrador esquerdo: onde (2) itens mostra, e.g. RUN- / IN, o mostrador irá alternar (piscar) entre os (2) itens.
Figura 3-6: Menu avançado LIFT TIG
Menu avançado - LIFT
TIG Opções ou faixas
LOCL REMT
0.0 - 5.0 S
0.0 - 30.0 S
0.0 - 30.0 S
0.0 - 9999.9
NO YES
Pressione botão Advanced
para sair para modo de solda
Process
Art # A-10506P_AB
MIG
TIG
STICK
Advanced
Features
Mostrador direito
(Valores padão
de fabrica)
Limites Comentários
Função
LIFT TIG Operator
Controls
Pre Flow (LIFT TIG
Setting)
Post Flow (LIFT TIG
Setting)
Mostrador
esquerdo
LIFT TIG/CNTL REMT LOCL - REMT
PRE-/FLOW 0.1 S 0.0 – 5 S
POST/FLOW 10.0 S 0.0 – 30 S
Down Slope DOWN/SLPE 0.0 S 0.0 – 30 S
LOCL = Controle de corrente local com os controles da
fonte
REMT = Controle de corrente remoto usando os
acessórios.
Fluxo de gás de proteção durante o tempo especificado
antes de abrir o arco.
Fluxo de gás de proteção por um tempo especificado
depois de extinto o arco.
Em “2T” (gatilho destravado), a unidade entra em modo
de rampa de descida assim que o gatilho da tocha for
solto (ex. se a rampa de descida for ajustada para 5,0
S, a unidade de solda diminuirá a corrente atual para
zero em 5 segundos).
Em "4T" (gatilho acionado), para entrar em modo de
rampa de descida, o gatilho precisa ser acionado pelo
período de tempo selecionado (por exemplo: soltar
o gatilho para começar a soldar e então pressione o
gatilho novamente para entrar em modo de rampa
de descida). Se o gatilho for solto durante a rampa
de descida, o recurso de rampa será interrompido
imediatamente, sendo alcançado novamente somente
ao retornar para a posição "4T".
Informa as horas de arco aberto que a fonte trabalhou.
Arc Hour Accumulated Runtime
HR 0.0 0.0 – 9999.9
O número mostrado está em horas e é apenas para
leitura. Retorna a 0 quando as 10.000 horas forem
alcançadas.
Restore Factory
Defaults
FACT/DFLT NO NO – YES
Quando YES é selecionado, todos os valores da tabela
(exceto a Arc Hour Accumulated Runtime), voltam para
os valores padrão de fabrica.
INSTALAÇÃO/AJUSTE 3-12 Manual 0-5423PT

Mapa do menu dos Recursos Avançados do modo STICK
Mostrador esquerdo Mostrador direito
Menu avançado - STICK
Mode
STCK / CNTL
HOT- / START
HS / TIME
HS / AMPS
HR
FACT / DFLT
Pressione botão Advanced
para sair para modo de solda
Menu avançado - STICK
Opções ou faixas
LOCL REMT
ON OFF
0.0 - 2.0 S
75 - 200 %
0.0 - 9999.9
NO YES
Pressione botão Advanced
para sair para modo de solda
ESAB FABRICATOR 252i
Process
MIG
TIG
STICK
Advanced
Features
Seleção knob esquerdo Seleção knob direito
Mostrador esquerdo: onde (2) itens mostra, e.g. HOT- / STRT, o mostrador irá alternar (piscar) entre os (2) itens
Figura 3-7: Menu avançado STICK
Mostrador direito
(Valores padão de
fabrica)
Limites Comentários
Função
STICK Operator
Controls
Mostrador
esquerdo
STCK/CNTL LOCL LOCL - REMT
Hot Start HOT/STRT ON OFF – ON
Hot Start Time TIME/HS 0.5 S 0.0 - 2.0 S
Hot Start Amps AMPS/HS 140% 75 – 200%
Arc Hour Accumulated Runtime
Restore Factory
Defaults
HR 0.0 0.0 – 9999.9
FACT/DFLT NO NO – YES
Art # A-10507P_AB
LOCL = Controle de corrente local com os controles
da fonte
REMT = Controle de corrente remoto usando os
acessórios.
O recurso Hot Start é usado para facilitar as características de início da solda com eletrodo revestido,
por exemplo, eletrodo de baixo hidrogênio.
Hot Start Time ié o tempo em que este recurso (aumento da corrente) é aplicado.
Hot Start Amps ajusta o pico de início de corrente, por
exemplo 100A a 140% = 140A .
Informa as horas de arco aberto que a fonte trabalhou. O número mostrado está em horas e é apenas
para leitura. Retorna a 0 quando as 10.000 horas
forem alcançadas.
Quando YES é selecionado, todos os valores da tabela
(exceto a Arc Hour Accumulated Runtime), voltam
para os valores padrão de fabrica.
Manual 0-5423PT 3-13 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
+
-
Conecte a tocha
MIG e prenda.
Art # A-10548P
Cabo remoto c/conector 8 pinos
3.08 Conectando a tocha MIG de Fusion de Tweco
1. Solte o parafuso de bloqueio do adaptador da tocha MIG localizado dentro do compartimento do alimentador.
2. Empurre a tocha MIG de Fusion de Tweco no adaptador com firmeza, torcendo.
3. Trave a tocha MIG de Fusion de Tweco no adaptador girando o parafuso de fixação no sentido horário no adaptador dentro do
compartimento do alimentador para garantir que a tocha fique na posição.
NOTA!
Deixar de travar a tocha no adaptador irá resultar na expulsão da tocha do adaptador pelo arame ou falha
na vedação do gás de proteção (porosidade na solda) na área de solda.
Figura 3-8: Montagem do cabo da tocha no adaptador
4. Se estiver equipado, alinhe a chaveta do conector da chave da tocha MIG ao receptaculo de 8 pinos a direita do adaptador da
tocha e conecte-o. Segure, girando o colar no sentido horário. Veja a figura 3-8.
NOTA!
Quando for desconectar o cabo do gatilho da tocha MIG, NÃO puxe pelo fio. Solte o colar girando no sentido
anti-horário para soltar do conector e só então puxe.
INSTALAÇÃO/AJUSTE 3-14 Manual 0-5423PT

ESAB FABRICATOR 252i
3.09 Instalando uma bobina de 12,5 lb (8" de diâmetro)
Para caber uma bobina de 12,5 lb (8" de diâmetro) monte as peças na sequencia mostrada na figura 3-9.
Instalação da bobina de arame.
1. Remire o suporte do clip que segura o suporte do carretel. Segure o clip e puxe.
2. Coloque o carretel de arame no suporte, posicionando de forma que a ponta do arame ao se desenrolar gire o carretel no
sentido anti-horário. Certifique-se de alinhar o pino so suporte ao furo no carretel.
3. Coloque novamente o clip no suporte, fixando-o ao furo mais próximo ao carretel.
NOTA!
A tensão do suporte foi pré ajustada de fabrica. No entanto se for necessário algum ajuste, veja a seção
3.16
CUIDADO
!
Tome cuidado ao manusear o arame, ele irá tender a desenrolar quando for solto do carretel. Segure a
ponta do arame com firmeza e não solte-o.
Arruela de fibra
12.5lb / 8”
Bobina
Clip de trava
Use furos externos
Pino
Parafuso do
adaptador
Arruela plana
furo pequeno
Arruela lisa
Furo grande
Mola
Arruela com
trava
Suporte da
bobina
Figura 3-9: Instalação da bobina de 12,5 lb 8"
A-10670P
Manual 0-5423PT 3-15 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
3.10 Instalando uma bobina padrão (12" de diâmetro)
Conforme enviado de fabrica, a unidade está ajustada para a instalação da bobina de 33 lb. ou 12".
Instalação da bobina. Veja a figura 3-10.
1. Remire o suporte do clip que segura o suporte do carretel. Segure o clip e puxe.
2. Coloque o carretel de arame no suporte, posicionando de forma que a ponta do arame ao se desenrolar gire o carretel no
sentido anti-horário. Certifique-se de alinhar o pino so suporte ao furo no carretel.
3. Coloque novamente o clip no suporte, fixando-o ao furo mais próximo ao carretel.
NOTA!
A tensão do suporte foi pré ajustada de fabrica. No entanto se for necessário algum ajuste, veja a seção
3.16
CUIDADO
!
Tome cuidado ao manusear o arame, ele irá tender a desenrolar quando for solto do carretel. Segure a
ponta do arame com firmeza e não solte-o.
Parafuso do
adaptador
Arruela plana
furo pequeno
33lb / 12”
Bobina
Arruela lisa
Furo grande
Mola
Clip de trava
Use furos externos
Arruela com
trava
Suporte da bobina
Arruela de fibra
Pino
Figura 3-10: Instalação da bobina padrão de 33 lb 12".
A-10671P
INSTALAÇÃO/AJUSTE 3-16 Manual 0-5423PT

ESAB FABRICATOR 252i
3.11 Inserindo o arame no mecanismo de alimentação
AVISO
CHOQUE ELÉTRICO PODE MATAR! Certifique-se de que a alimentação esteja desconectada da tomada antes
de continuar. NÃO religue a alimentação até que seja solicitado nesta instrução.
1. Afrouxe o knob de ajuste da pressão da mola se necessário e deslize para baixo (Primeira parte da figura 3-11)
2. Move o braço pressionador (cima) do rolete movendo para a direita. (Segunda parte da figura 3-11)
3. Certifique-se de que a ponta do arame esteja livre de rebarba e esteja reta. Passe a ponta do arame através do orificio do guia
e acima do rolete. Certifique-se de que o rolete correto esteja senso instalado. (Segunda parte da figura 3-11)
4. Passe o arame MIG dentro dos roletes, e através da guia de saída e do adaptador da tocha. Após, insira a tocha no adaptador
conforme a Seção 3.08 certificando-se que o arame passe dentro da guia da tocha.
5. Feche o braço pressionador do rolete. (Figura 3-12)
6. Deslize o knob de ajuste da pressão da mola de volta ao seu lugar. (Figura 3-12)
7. Use o knob de ajuste da pressão da mola para criar uma pressão adequada. (Sentido horário aperta e anti-horário afrouxa).
(Figura 3-12)
8. A figura 3-13 mostra o resultado com o arame instalado. Continue para a próxima seção para o ajuste correto da tensão.
1
Art # A-10030
2
3
Figura 3-11: Abrindo o braço pressionador e inserindo o arame
5
7
6
4
Art # A-10031
Figura 3-12: Fechando o braço pressionador e ajustando a tensão
Manual 0-5423PT 3-17 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
3.12 Ajuste da pressão do rolete
NOTA!
Antes de tentar ajustar a pressão do rolete você deve selecionar o modo GMAW no painel frontal. Veja anteriormente na seção 3 para mais informa''cão de como selecionar esta função. Uma vez selecionada, ela
permitirá a ativação do motor quando o gatilho fa tocha MIG for pressionado.
O rolo no braço pressionador exerce uma pressão no rolete inferior por um dispositivo de tensão ajustável. O ajuste da tensão deve
exercer uma tensão mínima que irá fornecer a alimentação do arame satisfatoriamente sem deslizar. Se ocorrer deslize, e a inspeção
do arame na saída da tocha revelar nenhuma deformação ou desgaste, o conduite deve ser inspecionado por torções ou entupimento
de lascas de metal. Se este não for o caso, a pressão do braço pode ser aumentada girando o knob de ajuste daa tensão no sentido
horário. O uso de pressão excessiva pode causar um desgaste prematuro dos roletes, do eixo do motor e dos rolamentos.
NOTA!
Guias e tubos de contatos genuinos Velocity de TWECO devem ser utilizados. Muitas guias não originais
utilizam materiais de qualidade inferior que pode causar problemas no alimentador de arame.
3.13 Alinhamento do rolete alimentador
O rolete inferior é ajustável de dentro para fora para fornecer o melhor alinhamento do arame conforme ele é introduzido dentro da
guia. Para ajustar o roletefaça o seguinte e veja a figura 3-13. Nota, o arame de solda não é mostrado para claramente ver o sulco do
rolete.
1. Coloque a chave para ajustar o parafuso (número 2) e segure no lugar enquanto você afrouxa a porca de trava (númber 1)
com uma chave de boca.
2. Com a porca de trava solta, gire o parafuso de ajuste para esquerda ou direita para alinhar o rolete (número 3) até que o sulco
esteja alinhado com a guia de saída (número 4).
3. Com o rolete alinhado, coloque a chave no parafuso e segure no lugar enquanto aperta a porca com uma chave de boca. Se o
parafuso de ajuste mover-se antes da porca travar, então o alinhamento irá mudar.
3
4
2
Art # A-10415
1
Figura 3-13: Vista superior da placa de alimentacao com a braço levantado
NOTA!
Pode não ser possível efetuar o alinhamento com as duas guias a de entrada e de saída ao mesmo tempo.
A guia de saída é a que precisa ser alinhada para uma melhor alimentação do arame.
INSTALAÇÃO/AJUSTE 3-18 Manual 0-5423PT

ESAB FABRICATOR 252i
3.14 Mudando o rolete
NOTA!
Os roletes costumam vir com um filme protetor de inibição de corrosão que deve ser removido antes de ser
instalado.
Um rolete é composto por dois tamanhos diferentes de rebaixo. Conforme é enviado de fabrica, o rolete é instalado para 0,035" /
0,045" (0,9 / 1,2 mm).
A marcação estampada no rolete refere-se ao rebaixo mais distante da marcação. Quando montado, será o rebaixo mais próximo ao
motor e ao arame.
Para garantir uma alimentação adequada, o rebaixo mais próximo ao motor deve ser igual ao tamanho do arame que está sendo
utilizado.
0,045” (1,2mm) marcado
.045
1.2
.045
1.2
0,045” (1,2 mm) sulco
Art# A-07150P_AB
O tamanho que é visível quando
instalado é o tamanho do sulco
em uso.
Figura 3-14: Exemplo do rolete
NOTA!
Todos os roletes tem o seu tamanho ou faixa estampado no lado do rolete. Em roletes com diferentes
tamanhos de sulco, o lado de fora (visível quando instalado) marca o tamanho do sulco em uso.
Consulte o kit de roletes no apêndice para uma correta seleção e compra do kit de rolete. Os kits iincluem o rolete e a guia de entrada
e a de saída para um tipo e tamanho especifico do arame.
Os roletes são retirados girando a capa com trava e alinhando as ranhuras da capa e do rolete. Os roletes são instalados colocando-os
no eixo do motor e alinhando as ranhuras e girando o knob até que as abas toquem o corpo do rolete e pode-se ouvir um click.
NOTA!
A instalação de todos os tipos de roletes na Fabricator 252i são idêntica.
AVISO
O arame de solda é eletricamente alimentado se o gatilho da tocha for pressionado. O eletrodo em contato
com a obra irá causar um arco com a tocha MIG depois de pressionado o gatilho.
Manual 0-5423PT 3-19 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
3.15 Instalação da guia de entrada e saída do arame
NOTA!
Os roletes 0,035" / 0,045" (0,9 / 1,2 mm) e as guias vem instalados de fabrica. Outros tamanhos devem
ser adquiridos separadamente.
Guia de entrada do arame - Instale ( o menor) soltando o parafuso da guia de entrada e inserindo o guia no furo no conjunto do alimentador. Ajuste a guia de modo que fique fora dos roletes e aperte o parafuso guia.
NOTA!
Antes de apertar os parafusos das guias de entrada e saída, instale o rolete para auxiliar no alinhamento
das guias.
Guia de saída do arame - Com a tocha removida, solte a porca do adaptador da tocha. Isto irá ajudar no alinhamento. Depois solte o
parafuso da guia de saída. Instale a guia de saída (a maior) inserindo o lado cônico pelo adaptador do lado de frente da fonte. Agora
instale a tocha pressionando a guia de saída contra até que o bico da guia esteja o mais próximo do rolete. Segure a tocha. Aperte a
porca do adaptador e aperte o parafuso da guia.
Input Guide Lockscrew
Output Guide Lockscrew
MIG Gun
Lock
Screw
Input Wire Guide
Art # A-10555
Output Wire Guide
Figura 3-15: Instalação das guias
MIG Gun
Adapter Lock
Nut
INSTALAÇÃO/AJUSTE 3-20 Manual 0-5423PT

ESAB FABRICATOR 252i
Art # A-10508P_AB
Knob de ajuste
da pressão
Porca de 3 pontas para ajuste do freio
3.16 Freio do carretel
O suporte do carretel tem incorporado um freio de fricção que é ajustado de fabrica durante a sua fabricação para um freio otimizado.
Se for considerado necessário, o ajuste pode ser feito girando o a porca de três abas dentro da extremidade aberta do suporte do carretel.Girar no sentido horário irá apertar o freio. (Consulte a figura 3-16).
CUIDADO
!
NOTA!
O ajuste correto irá resultar em uma circunferencia contínua não mais de 3/4" (19 mm) do arame depois
que o gatilho seja solto. O arame deve ficar sem folga e sem sair do carretel.
Tensão excessiva no freio irá causar um desgaste prematuro das partes mecanicas, aquecimento
dos componentes elétricos e possivelmente um aumento no incidente de queima do arame no
bico de contato.
Figura 3-16: Arame instalado
Manual 0-5423PT 3-21 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
A-12957PT
ENTRADA CONEXÃO
MEDIDOR DE
FLUXO (ENTREGA)
PRESSÃO
AJUSTE PARAFUSO
ALTA PRESSÃO MEDIDOR
(ABASTECIMENTO)
3.17 Instruções de operação do regulador do gás de proteção
AVISO
!
Segurança em regulador de gás de segurança
Este regulador foi desenvolvido para reduzir e controlar cilindros de gás em alta pressão ou tubulação para uma pressão de trabalho
necessário para o uso em equipamentos.
Se o equipamento for utilizado incorretamente, condições perigosas são criadas que podem causar acidentes. É responsabilidade do
usuário evitar que tais condições ocorram. Antes de manusear ou utilizar o equipamento, entenda e reipeite a todo momento as práticas de segurança previstas nesta instrução.
PROCEDIMENTOS ESPECÍFICOS para o uso de reguladores, estão listados abaixo.
1. NUNCA exponha o regulador a uma pressão de entrada superior a que ele possa suportar.
2. NUNCA pressurize um regulador que tenha peças frouxas ou danificadas ou está em condoção questionável. NUNCA solte a
3. NÃO remova o regulador do cilindro sem primeiro fechar a válvula do cilindro e soltar o gás do regulador das camaras de alta
4. NÃO use o regulador como uma válvula de controle. Quando o equipamento alimentado pelo regulador não for ser utilizado por
5. ABRA a válvula do cilindro DEVAGAR. Feche depois do uso.
Responsabilidades do usuário
Este equipamento foi desenvolvido apenas para uso com gases de proteção de solda (inerte).
NOTA!
Gás de proteção não é necessário de a unidade for usada com arame auto protegido FCAW.
conexão ou tente remover qualquer parte do regulador até que a pressão de gás tenha sido aliviada. Sob pressão, o gás pode
expelir a peça solta.
e de baixa.
um longo período de tempo, DESLIGUE o gás na válvula do cilindro e solte o gás do qeuipamento.
Este equipamento irá realizar de forma segura e confiável apenas quando instalado, operado e mantido, e reparado de acordo com as
instruções fornecidas. O equipamento deve ser verificado periodicamente e reparado, substituido ou ajustado conforme necessário
para um desempenho contínuo seguro e confiável. Equipamentos com defeito não devem ser utilizados. Peças que estão quebradas,
perdidas, com danos aparentes, distorcidas ou contaminadas devem ser substituidas imediatamente.
O usuário deste equipamento geralmente tem a responsabilidade por qualquer avaria, que resulte do uso impróprio, manutenção deficiente, ou reparação por alguem que não seja uma oficina credenciada.
CUIDADO
!
Combine o regulador ao cilindro. NUNCA CONECTE um regulador destinado a um gás em particular ou
gases a um cilindro que contenha outro gás.
Figura 3-17: Ajuste da vazão
INSTALAÇÃO/AJUSTE 3-22 Manual 0-5423PT

ESAB FABRICATOR 252i
NOTA!
O regulador/fluxômetro usados nos gases de proteção a base de argônio e gás carbônico são diferentes. O
regulador/fluxômetro fornecido é pada gases de proteção com base de argônio. Se for utilizar um gás de
proteção com base de gás carbônico um regulador para este gás deve ser utilizado.
NOTA!
Todas as válvulas depois do regulador devem estar abertas para obter a vazão verdadeira mostrada no
fluxômetro de saída. (Gatilho da fonte deve estar pressionado) Feche as válvulas depois de ajustar as pressões.
Instalação
1. Remova o plástico selante da válvula do cilindro. Limipe a válvula de saída do cilindro de impuresas que possam estar presentes e que possam danificar a sede antes de conectar o regulador.
Abra a válvula (abra e feche) momentâneamente, apontando a saída distante das pessoas e fontes de ignição. Limpe com um
pano limpo.
2. Combine o regulador com o cilindro. Antes de conectar, verifique que a etiqueta do regulador e a marcação no cilindro se
encaixem e que a entrada do regulador e a daída do cilindro combinem. NUNCA CONECTE um regulador desemvolvido para
um gás em particular ou gases a um cilindro contendo outro gás.
3. Conecte a entrada do regulador ao cilindro ou a tubulação e aperte firmemente mas não excessivamente, com uma chave
adequada.
4. Conecte a mangueira de gás entre a saída do regulador e a entrada na parte traseira da fonte. Para a tocha Mig Spool e TIG
LIFT a conexão é a de baixo e para tocha MIG convencional é a conexão de cima.
Certifique-se de que
o cilindro de gás
esteja fixado
firmemente a um local
seguro como um pilar,
parede, etc, fixe-o em
uma posição
vertical.
Art # A-10549P
Figura 3-18: Conecte a linha de gás a entrada correta
5. Para proteger equipamentos mais sensíveis um dispositivo aparte pode ser necessário se o regulador nao for equipado com
um dispositivo de alívio de pressão.
Operação
Com o regulador conectado ao cilindro ou a tubulação, e com o knob de ajuste totalmente aberto, pressurize conforme a seguir:
1. Posicione ao lado do regulador e abra a válvula do cilindro lentamente. Se abrir muito rápido, uma pressão alta súbita pode
danificar com ponentes internos do regulador.
2. Com as válvulas na fonte fechadas, ajuste o regulador para a pressão aproximada de trabalho. É recomendado que se faça
teste de fazamento nas conexões do regulador utilizando um detector de vazamento ou espuma de sabão neutro.
3. Purgue o ar ou outro tipo de gás indesejado na linha de gás de proteção abrindo e vechando a válvula. Uma purga completa
pode levar 10 segundos ou mais, dependendo do comprimento e tamanho da mangueira que está sento purgada.
Manual 0-5423PT 3-23 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
Ajustando o fluxo
Figura 3-19: Ajustando o fluxo
Com o regulador pronto para operação, ajuste a vazão de trabalho conforme a seguir:
1. Lentamente gire o knob no sentido horário até que o indicador de saída mostre a vazão necessária.
NOTA!
Pode ser necessário checar novamente a vazão do regulador depois da primeira sequência da solda devido
a pressão presente na mangueira de gás
2. Para reduzir a vazão, deixe que o gás flua para descarregar do regulador, abrindo a válvula. Deixe o gás sair em um ambiente ventilado e longe de fontes de ignição. Gire o knob no sentido anti horário, até que a vazão necessária esteja indicada no
fluxômetro. Feche a válvula.
3. Ajuste a pressão do regulador para a vazão necessária, indicada no fluxômetro. (Veja figura 3-19).
A vazão do gás deve ser adequada para cobrir a área de solda para eliminar a porosidade da solda. Gás em excesso pode causar
turbulência e porosidade na solda.
Vazão de argônio ou mistura com base em argônio:
- Solda em ambiente fechado: 28 - 35 CFH
- Solda em ambiente aberto: 35 - 46 CFH
Desligando
Feche a válvula do cilindro quando o regulador não estiver em uso. Para desligar por períodos longos (mais de 30 minutos).
1. Feche a válvula do cilindro.
2. Abra a válvula depois do regulador para drenar o gás. Drene em uma área ventilada e distante de fontes de ignição.
3. Depois que o gás for drenado completamente, afrouxe o knob de ajuste e feche a válvula depois do regulador.
4. Antes de transportar cilindros que não estejam firmemente presos a carros de transporte para tal propósito, retire o regulador.
INSTALAÇÃO/AJUSTE 3-24 Manual 0-5423PT

ESAB FABRICATOR 252i
3.18 Ajuste da solda MIG (GMAW) com arame e gás de solda
A Fabricator 252i é fornecida com uma tocha MIG de Fusion de Tweco 250 AMP refrigerada a ar. A Fusion MIG Tweco foi projetada com
um punho ergonômico e poucas peças para não causar problemas de desempenho. A tocha MIG de Fusion de Tweco utiliza consumíveis padrão Velocity de Tweco.
Quando for usar um arame sem proteção, voce vai precisar ter uma fonte externa de gás para conectar a fonte.
Para a maioria dos arames sem proteção, conecte o cabo obra no terminal negativo - e conecte o cabo polarizador da tocha MIG no
terminal positivo +. Na dúvida, consulte o fabricante do arame de solda.
Certifique-se de que
o cilindro de gás
esteja fixado
firmemente a um local
seguro como um pilar,
parede, etc, fixe-o em
uma posição vertical.
Conecte o polarizador da Tocha
MIG ao terminal +/Positivo
(Dinse® tipo 50)
+
-
Terminal negativo
de saída
(Dinse® tipo 50)
Art # A-10550P
Figura 3-20: Polaridade positiva da tocha MIG
1. Coloque a chave principal ON/OFF em OFF (localizado no painel traseiro).
2. Verifique que o tamanho do arame MIG, bico de contato, guia da tocha e roletes são do mesmo tamanho, antes de conectar a
tocha na fonte.
3. Conecte o cabo polarizador da tocha MIG ao terimnal poritivo (+). Na dúvida, consulte o fabricante do arame. O fluxo da
corrente de solda sai da fonte por um terminal pesado tipo baioneta. ë essencial, no entanto, que o plug macho esteja inserido
firmemente e girado com firmeza até que se ouça um click.
4. Coloque a bobina do arame MIG na fonte. (Veja as seções 3.08 a 3.12).
5. Conecte o cabo obra ao terminal de solda negativo (-). Na dúvida, consulte o fabricante do arame. O fluxo da corrente de solda
sai da fonte por um terminal pesado tipo baioneta. Ë essencial, no entanto, que o plug macho esteja inserido firmemente e
girado com firmeza até que se ouça um click.
6. Instale o regulador no cilindro de gás (veja a Seção 3.17) e então conecte a mangueira da parte de tras da fonte até a saída do
regulador.
7. Coloque a chave principal ON/OFF em ON (localizada no painel traseiro).
8. Selecione o modo MIG no controle de seleção de processo. (Veja a Seção 3.06.3 para maiores informações).
9. Remova o bocal e o bico de contato da tocha.
10. Pressione o gatilho na tocha MIG para alimentar o arame. Lugar o bico de contato na tocha e depois instale o bocal.
11. Veja o guia de solda localizado no lado de dentro da porta do compartimento do alimentador para maiores informações dos
ajustes de tensão / velocidade do arame.
AVISO
Antes de conectar o cabo obra certifique-se que a chave geral esta em OFF.
Prenda o cilindro do gás de proteção em uma posição vertical e a um suporte estacionário adequado para evitar queda ou tombamento.
Manual 0-5423PT 3-25 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
CUIDADO
!
NOTA!
Dependendo do tipo de arame que será utilizado na tocha MIG a polaridade deve ser alterada. Siga as
recomendações do fabricante do arame.
3.19 Ajuste para solda MIG (FCAW) arame sem gás (auto protegido)
A Fabricator 252i é fornecida com uma tocha MIG de Fusion de Tweco 250 AMP refrigerada a ar. A tocha MIG de Fusion de Tweco foi
projetada com um punho ergonômico e poucas peças para não causar problemas de desempenho. A tocha MIG de Fusion de Tweco
utiliza consumíveis padrão Velocity de Tweco.
Quando utilizar arame auto protegido, você não precisa conectar uma fonte de gás externa a unidade. Para a maioria dos arames de
solda auto protegido, conecte o cabo obra ao terminal positivo + e conecte a tocha MIG ao terminal negativo -. Em caso de dúvida,
consulte o fabricante do arame.
Terminal de conexão frouxo pode causar super aquecimento e resultar no derretimento do terminal.
Remova qualquer material de embalagem antes de utilizar. NÃO bloqueie a ventilação de ar na
parte frontal ou traseira da fonte de solda.
Conecte o polarizador da tocha
MIG ao terminal -/Negativo
®
(Dinse
+
-
Terminal de saída
tipo 50)
positivo
®
(Dinse
Figura 3-21: Polaridade negativa da tocha MIG
1. Coloque a chave principal ON/OFF em OFF (localizado no painel traseiro).
2. Verifique que o tamanho do arame MIG, bico de contato, guia da tocha e roletes são do mesmo tamanho, antes de conectar a
tocha na fonte.
3. Conecte o cabo polarizador da tocha MIG ao terimnal poritivo (+). Na dúvida, consulte o fabricante do arame. O fluxo da
corrente de solda sai da fonte por um terminal pesado tipo baioneta. ë essencial, no entanto, que o plug macho esteja inserido
firmemente e girado com firmeza até que se ouça um click.
4. Coloque a bobina do arame MIG na fonte. (Veja as seções 3.08 a 3.12).
5. Conecte o cabo obra ao terminal de solda negativo (-). Na dúvida, consulte o fabricante do arame. O fluxo da corrente de solda
sai da fonte por um terminal pesado tipo baioneta. ë essencial, no entanto, que o plug macho esteja inserido firmemente e
girado com firmeza até que se ouça um click.
6. Se estiver utilizando o arame auto protegido (FCAW) não requer gás de proteção para a solda. Caso contrário, instale o regulador no cilindro de gás (veja a Seção 3.17). e então conecte a mangueira da parte de tras da fonte até a saída do regulador.
7. Coloque a chave principal ON/OFF em ON (localizada no painel traseiro).
8. Selecione o modo MIG no controle de seleção de processo. (Veja a Seção 3.06.4 para maiores informações).
9. Remova o bocal e o bico de contato da tocha.
10. Pressione o gatilho na tocha MIG para alimentar o arame. Lugar o bico de contato na tocha e depois instale o bocal.
11. Veja o guia de solda localizado no lado de dentro da porta do compartimento do alimentador para maiores informações dos
ajustes de tensão / velocidade do arame.
tipo 50)
Art # A-10551P
INSTALAÇÃO/AJUSTE 3-26 Manual 0-5423PT

AVISO
!
Antes de conectar o cabo obra certifique-se que a chave geral esta em OFF.
CUIDADO
Terminal de conexão frouxo pode causar super aquecimento e resultar no derretimento do terminal.
Remova qualquer material de embalagem antes de utilizar. NÃO bloqueie a ventilação de ar na
parte frontal ou traseira da fonte de solda.
NOTA!
Dependendo do tipo de arame que será utilizado na tocha MIG a polaridade deve ser alterada. Siga as
recomendações do fabricante do arame.
3.20 Ajuste para a solda LIFT TIG (GTAW)
AVISO
!
Antes de iniciar qualquer solda, certifique-se de usar todo o equipamento de segurança adequado e recomendado.
NOTA!
Os passos a seguir assumem que voce já ajustou corretamente o gás de proteção conforme descrito na
sub seção 3.17.
Os passos a seguir são conhecidos como Polaridade Direta ou Eletrodo Negativo CC. Este é o mais comumente utilizado em solda LIFT TIG na maioria dos materiais tal como aço carbono e inoxidável.
ESAB FABRICATOR 252i
1. Coloque a chave principal ON/OFF em OFF (localizado no painel traseiro).
2. Conecte o cabo obra o netminal de saída positivo, e o cabo da tocha LIFT TIG no terminal de saída negativo. Veja a figura
3-23.
3. Conecte a mangueira da linha de gás a fonte de gás de proteção. Veja a figura 3-23.
4. Lentamente abra a válvula do cilindro de argônio para a posição aberta.
5. Conecte o cabo obra a sua peça de trabalho.
6. O eletrodo de tungstênio deve ser torneado até dazer uma ponta (semelhante a um lápis) e fim de alcançar resultados
ótimos na solda. Veja a ilustração. É fundamental tornear o eletrodo na direção do rebolo que está utilziando. Tornear em
um ângulo de 30 graus e nunca com uma ponta afiada.
2 a 2-1/2 vezes o
diâmetro do eletrodo
Eletrodo
Art # A-00503P_AB
Figura 3-22: Forma do eletrodo
7. Instale o eletrodo com aproximadamente 1/8" a 1/4"(3,2mm a 6,4mm) para fora do bocal de gás, certificando-se que voce
tem o bocal correto.
8. Aperte a capa traseira.
9. Ligue a chave para a posição “ON”. O LED de potência deve acender.
10. Ajuste o processo de solda para LIFT TIG.
11. Ajuste a corrente de solda pelo knob para a corrente desejada.
Manual 0-5423PT 3-27 INSTALAÇÃO/AJUSTE

ESAB FABRICATOR 252i
+
-
Art # A-10580P
Terminal de saída
negativo
(Dinse® tipo 50)
Certifique-se de queo
cilindro de gás
esteja fixado
firmemente a um local
seguro como um pilar,
parede, etc, fixe-o em
uma posição vertical
Figura 3-23: Ajuste para solda LIFT TIG (GTAW)
12. Agora você está pronto para soldar LIFT TIG.
3.21 Ajuste para solda com eletrodo (SMAW)
AVISO
!
Antes de iniciar qualquer solda, certifique-se de usar todo o equipamento de segurança adequado e recomendado.
NOTA!
O ajuste a seguir é conhecido como Eletrodo Positivo CC ou polaridade reversa. Por gentileza entre em
contato com o fabricante do eletrodo para a polaridade recomendada.
1. Coloque a chave principal ON/OFF em OFF (localizado no painel traseiro).
2. Conecte o cabo do porta eletrodo e obra como mostrado na figura 3-24.
Art # A-10553P
+
-
Terminal negativo
de saída
(Dinse® tipo 50)
Figura 3-24: Ajuste para solda ELETRODO mostrando como polaridade reversa.
3. Coloque o processo de solda em STICK.
4. Ajuste o knob de corrente de solda para o valor desejado.
5. Instale umELETRODO no porta eletrodo.
6. Agora você está pronto para soldar ELETRODO.
NOTA!
INSTALAÇÃO/AJUSTE 3-28 Manual 0-5423PT
Para soldar, gentilmente esfreque o eletrodo a peça de trabalho para gerar o arco de solda, e lentamente
mova ao longo da peça enquanto mantém um comprimento do arco consistente acima do metal base.

ESAB FABRICATOR 252i
Art # A-8991P_AB
Metal de solda
derretido
Processo GMAW
(Opcional)
Processo FCAW
Gás de proteção
Escória
Arraste/Puxar
Art # A-07185P_AB
Solda plana / horizontal
Art # A-08993P
Filete horizontal
ângulo transversal
SEÇÃO 4:
GUIA BÁSICO DE SOLDA
4.01 Técnicas básicas de solda MIG
(GMAW/FCAW)
Dois diferentes processos de soldagem serão abordados nesta
seção (GMAW e FCAW), com a intenção de fornecer os conceitos básicos no uso do modo de soldagem MIG, onde a tocha é
manual e o arame é alimentado para a poça de solda, e o arco é
protegido por um gás de solda inerte ou mistura de gás inerte.
GAS METAL ARC WELDING (GMAW): Este processo, também
conhecido como solda MIG, solda CO2 , Micro solda, solda de
transferência, etc., é um processo de solda elétrica que funde as
partes a serem unidas aquecendo-as com o arco entre o arame
alimentado continuamente e a peça. A bildagem é obtida de um
suprimento de gás ou mistura de gás externa. O processo é normalmente aplicado semi automatizado; no entanto ele pode ser
operado automaticamente e pode ser mecanizado. O processo
pode ser usado para soldar aços finos e relativamente grossos, e
alguns metais não ferrosos em todas as posições.
Gás de proteção
Metal de solda
solidificado
Bocal
Arame
Arco
Metal Base
Posição da tocha MIG
O ângulo da tocha MIG para a soldagem causa um efeito na
largura do cordão de solda.
Empurrando
Vertical
Figura 4-3
A tocha deve permanecer inclinada em relação a junta de solda. (
veja Variáveis de ajuste secundário abaixo).
Segure a tocha MIG de forma que o cordão de solda possa ser
visto em todos os momentos. Sempre use mascara de solda
com a lente apropriada e use todo o equipamento de segurança
adequado.
CUIDADO
!
NÃO puxe a tocha de volta quando o arco
está estabelecido. Isto irá criar uma extensão do arame (stick out) e irá resultar em
uma solda muito pobre.
O arame não está energizado até que o gatilho da tocha seja
pressionado. O arame pode portanto ser colocado sobre o cordão
ou junta antes de baixar a máscara.
Figura 4-1
FLUX CORED ARC WELDING (FCAW): É um processo de solda
elétrica que funde as partes a serem unidas aquecendo-as com o
arco entre o arame tubular alimentado continuamente e a peça. A
bildagem é obtida da decomposição do fluxo agragado ao arame
tubular. Proteção adicional pode ou não ser obtida de uma fonte
externa de gás ou mistura de gás. O processo é normalmente
aplicado semi automatizado; no entanto ele pode ser operado
automaticamente e pode ser mecanizado. É normalmente usado
para soldar com arames mais grossos na posição plana e horizontal e arames mais finos em todas as posições. Este processo
é usado em pequenas aplicações de solda em inoxidável e para
um trabalho de sobreposição.
(Opcional)
Metal derretido
Escória
derretida
Metal soldado
solidificado
Figura 4-2
Bocal
Arame
tubular
Arco
Metal base
Art # A-08992P_AB
5° a 15°
Ângulo
longitudinal
90°
Ângulo
transversal
5° a 15°
ângulo longitudinal
Direção da
solda
Direção da
solda
Figura 4-4
30° a 60°
Art # A-08994P
Figura 4-5
Manual 0-5423PT 4-1 SOLDAGEM BÁSICA

ESAB FABRICATOR 252i
transversal
ângulo longitudinal
10° a 20° ângulo longitudinal
Solda aérea
ângulo transversal
Direção da solda
Art # A-08997P_AD
Bocal de gás
Stick-Out do arame
do bocal
Art # A-08998P_AB
Ângulo
10°
30° a 60°
ângulo
transversal
30° a 60°
Direção da solda
Filete vertical
Figura 4-6
Figura 4-7
Art # A-08995P
5° a 15°
ângulo
longitudinal
Art # A-08996P
30° a 60°
ângulo
Distância do bocal da tocha MIG para a obra
A distância do arame do bocal da tocha deve ser entre 3/8" 3/4" (10 - 20 mm). Esta distância pode variar dependendo do
tipo de junta está sendo soldada.
Velocidade de deslocamento
A velocidade que a poça de solda viaja influencia na largura do
cordão de solda e a penetração.
Variáveis da solda MIG (GMAW)
A maior parte da solda feita por todos os processos é em aço
carbono. Os ítens abaixo descrevem as variáveis da solda em
arco curto de 0,023 - 1/4" (0,6 mm - 6,4 mm) am aço carbono
ou chapa. As técnicas aplicadas e o resultado final no processo
GMAW são controlados por estas variáveis.
Variáveis pré selecionadas
Variáveis pré-selecionadas dependerão do tipo de material a ser
soldado, a espessura do material, a posição de solda, a taxa de
deposição e a propriedade mecânica. Estas variáveis são:
• Tipo do arame
• Tamanho do arame
• Tipo de gás (não aplicável para a solda FCAW)
• Vazão de gás (não aplicável para a solda FCAW)
Variáveis de ajuste primário
Elas controlam o processo depois que as variáveis pré-selecionadas tenham sido encontradas. Elas controlam a penetração,
largura do cordão, altura do cordão, estabilidade do arco, taxa de
deposição e o som do arco. São elas:
Variáveis de ajuste secundário
Essas variáveis causam mudanças nas variáveis de ajuste
primário que por sua vez causa mudança desejada na formação
do cordão. São elas:
• Tensão do arco
• Corrente do arco (velocidade do arame)
• Velocidade de deslocamento
1. Sick-out (distância entre a ponta do bico de contato e a
ponta do arame). Manter o stick-out em torno de 3/8"
(10 mm)
2. Velocidade do arame. Aumentar a velocidade do arame
aumenta a corrente, diminuir a velocidade do arame
diminui a corrente.
Tubo de contato
Distância do
arame a obra
Comprimento médio do arco
Arame
Stick-out atual
3. Ângulo do bocal. Isto refere-se a posição da tocha MIG
em relação a junta. O ângulo transversalé geralmente a
metade do ângulo formado entre as placas de junção.
O ângulo longitudinal é o ângulo entre a linha de centro
da tocha MIG e a linha perpendicular ao eixo da solda. O
ângulo longitudinal é normalmente chamado de ângulo
do bocal e pode ser tanto atrasado (puxando) ou a frente
(empurrando). Se o operador é canhoto ou destro deve
ser considerado para avaliar os efeitos de cada ângulo
em relação a direção de deslocamento.
transversal
Ângulo
longitudinal
Eixo da solda
Eixo longitudinal e transversal
Figura 4-9
SOLDAGEM BÁSICA 4-2 Manual 0-5423PT
Figura 4-8

ESAB FABRICATOR 252i
Direção de deslocamento
Ângulo a frente ou “Empurrando”
Ângulo atrasado ou “Empurrando”
90°
(Apontando para frente)
Ângulo do bocal, operador destro
Figura 4-10
Estabelecendo arco e fazendo cordões de solda
Antes de tentar soldar em uma peça de trabalho, é recomendado que a prática de solda seja feita em uma amostra de metal do mesmo
material da peça final.
O procedimento mais facil de soldagem para o iniciante é experimentar a solda MIG na posição plana. O equipamento é capaz de fazer
solda nas posições plana, vertical e sobrecabeça.
Para a prática da solda MIG, separe alguns pedaços de aço carbono de 1/16" ou 3/16" (1,6 mm ou 5,0 mm) por 6" x 6" (150 mm x
150 mm). Use arame tubular de 0,035" (0,9 mm) ou arame sólido com gás de proteção.
Ajustando a fonte
O ajuste da fonte e so alimentador de arame requer alguma prática do operador, já que a solda tem dois controles que tem que se
equilibrar. São eles o controle da velocidade do arame (veja a seção 3.06.4) e o controle da tensão de solda (veja seção 3.06.10). A
corrente de solda é determinada pelo controle do alimentador de arame, a corrente aumenta com o aumento da velocidade, resultando
em um arco curto. Velocidade menor irá reduzir a corrente e alonga o arco. Aumentando a tensão do arco dificilmente altera a corrente
de solda, mas aumenta o arco. Diminuindo a tensão, um arco menor é obtido com uma pequena mudança no nível de corrente.
Ao mudar o arame para um diametro diferente, diferentes ajustes são necessários. Um arame mais fino necessita de maior velocidade
para atingir o mesmo nível de corrente.
Uma solda satisfatória não pode ser obtida se as configurações de velocidade do arame e a tensão não estejam ajustados para se
adequar ao diametro do arame e as dimensões da peça de trabalho.
Se a velocidade do arame for muito elevada para a tensão de solda, uma ponta do arame vai ficar presa na poça, e não irá dereter. Soldar nestas consições normalmente produz uma solda fraca devido a falta de fusão. Se, no entanto, a tensão de solda for muito elevada,
gotas grandes irão formar-se gotas na ponta do arame, causando respingos. O ajuste correto da tensão e velocidade do arame pode
ser visto na forma do deposito de solda e ouvindo-se um som suave e regular do arco. Veja o guia de solda localizado no lado de dentro
da porta do compartimento do alimentador para instruções de ajuste.
Seleção do tamanho do arame
A escolha do tamanho do eletrodo e do gás de proteção usado depende do seguinte:
• Espessura do metal a ser soldado
• Tipo de junta
• Capacidade da fonte e do alimentador de arame
• A necessidade de penetração solicitada
• Taxa de depósito solicitada
• Perfil do cordão de solda
• Posição de solda
• Custo do arame
(Apontando para trás)
Art # A-08999P_AC
Manual 0-5423PT 4-3 SOLDAGEM BÁSICA

ESAB FABRICATOR 252i
A-12928
Tabela de seleção do arame para Tweco MIG, TIG Lift e Eletrodo.
Figura 4-11
SOLDAGEM BÁSICA 4-4 Manual 0-5423PT

ESAB FABRICATOR 252i
4.02 Solução de problemas na solda MIG (GMAW/FCAW)
Solução de problemas além dos terminais de solda
A abordagem geral para corrigir problemas na solda MIG (GMAW/FCAW) é começas no carretel do arame, em seguida trabalhar até
a tocha MIG. Existem duas áreas principais onde os problemas ocorrem com GMAW; Porosidade e inconsistencia na alimentação do
arame.
Problema 1 - Porosidade
Quando existe um problema de gás, o resultado é geralmente porosidade no material soldado. A pororisade geralmente tem a sua
causa decorrente de algum contaminante na poça de metal derretido durante o processo de resolidificação do metal derretido. Os
contaminantes podem ser devido a falta de gás de proteção ao redor do arco elétrico a superfície de solda contaminada. A porosidade
pode ser reduzida checando-se os seguintes pontos.
FALHA/CONDIÇÃO CAUSA
1 Conteúdo do cilindro de gás e
fluxômetro.
2 Vazamento de gás. Verifique se existem vazamentos de gás entre o regulador / conexão do
3 Mangueira interna da fonte. Certifique-se de que a mangueira da válvula solenóide para o adaptador
4 Solda em um ambiente com muito
vento.
5 Material sujo, óleo, pintura, oxidado ou
com graxa.
6 Distância entre o bocal da tocha MIG
e a obra.
7 Mantenha a tocha MIG numa boa
condição de trabalho.
Tabela 4-1: Solucionando problemas na solda MIG (GMAW / FCAW)
Certifique-se de que o cilindro nào esteja vazio e que o fluxômetro
esteja ajustado corretamente para 31,75 CFH.
cilindro e na mangueira para a fonte.
da tocha MIG não está quebrada e que esteja conectada ao adaptador
da tocha.
Proteja a área de solda do vento e aumente a vazão de gás.
Limpe o material destes contaminantes.
Mantenha uma distância minima entre o bocal da tocha MIG e a obra.
A Certifique-se de que os furos de gás não estejam entupidos e exista
saída do gás pelo bico da tocha.
B NÃO restrinja a vazão do gás por respingos depositados internamente
ao bocal da tocha MIG.
C certifique-se de que os O-rings da tocha não estejam danificados
Problema 2 - Inconsistencia na alimentação do arame
AVISO
!
Manual 0-5423PT 4-5 SOLDAGEM BÁSICA
Desengate o rolo pressionador quando for testar a vazão de gás com o ouvido.

ESAB FABRICATOR 252i
Problemas com o alimentador de arame podem ser reduzidos checandose os seguintes pontos.
FALHA CAUSA
1
O rolete tracionado pelo motor dentro
do gabinete desliza.
2
O arame desenrola e enrosca. O freio do rolo do arame está muito frouxo.
O freio do rolo do arame está muito apertado.
3
Tamanho do rolete errado ou
desgastado
4
O arame patina diminuindo assim a
alimentação.
5
Guia entupida com limalha do arame
6
Bico de contato errado ou danificado
A
Use o rolete que combine com o arame de solda.
B
Troque o rolete se entiver desgastado.
Desalinhamento das guias de entrada e saída.
A
A limalha do arame é produzida pela passagem do
arame pelo rolete, se uma pressão excessiva for
aplicada ao braço do rolete.
B
A limalha do arame também pode ser causada pela
passagem do arame pelo tamanho ou forma incoreo
do rolete.
C
A limalha é consuzida para dentro da guia, onde se
acumula reduzindo a velocidade de alimentação.
A
O bico de contato de Velocity transfere a corrente de
solda para o arame. Se o furo do bico de contato for
muito grande, então o arco pode ocorrer dentro do
bico, resultando no enroscamento do arame dentro do
bico.
B
Quando utilizando um arame flexivel como o alumínio,
ele pode enroscar no bico de contato devido a
expansão do arame pelo aquecimento. Um bico de
contato de Velocity destinado a esta aplicação deve
ser utilizado.
7
Mal contato tntre o cabo obra e a
peça.
Se o cabo obra tem um contato ruim com a peça,
então este ponto de conexão irá aquecer e resultará na
redução da potência do arco elétrico.
8
Guia torta. Isto irá causar fricção entre o arame e a guia,
reduzindo assim a velocidade do arame.
Tabela 4-2: Problemas com o alimentador de arame
SOLDAGEM BÁSICA 4-6 Manual 0-5423PT

ESAB FABRICATOR 252i
Solução de problemas básicos na solda MIG (GMAW/FCAW)
FALHA CAUSA SOLUÇÃO
Mordedura A Tensão do arco muito alta. A Diminua a tensão ou aumente a velocidade do arame.
1
B Ângulo da tocha errado B Ajuste o ângulo.
C Entrada excessiva de calor C Aumente a velocidade da tocha e/ou diminua a corrente de
solda diminuindo a tensão ou a velocidade do arame.
Falta de penetração. A Corrente de solda muito
2
baixa.
B Junta muito estreita ou
muito apertada.
C Gás de proteção errado. C Mude para um gás de maior penetração.
Falta de fusão Tensão muito baixa Aumente a tensão.
3
Excesso de respingo. A Tensão muito alta. A Diminua a tensão ou aumente a velocidade do arame.
4
B Tensão muito baixa. B Aumente a tensão ou diminua a velocidade do arame.
Forma de solda
5
irregular.
Trinca na solda A Cordão de solda muito
6
A Ajuste errado da tensão e
corrente. Convexo, tensão
muito baixa. Concavo,
tensão muito alta.
B Arame muito solto B Substitua o bico de contato de Velocity.
C Gás de proteção errado. C Verifique o gás de proteção.
D Entrada insuficiente ou
excessiva de calor.
pequeno.
B Penetração da solda estreita
e peofunda.
A Aumente a corrente de solda aumentando a velocidade do
arame e aumentando a tensão.
B Aumente o ângulo da junta ou a distância.
A Ajuste a tensão e corrente atuando no controle da tensão e
na velocidade do arame.
D Ajuste a velocidade do arame ou a tensão.
A Diminua a velocidade de deslocamento.
B Reduza a corrente e a tensão e aumente a velocidade de
deslocamento da tocha ou selecione um gás de baixa
penetração.
C Excessiva tensão na solda. C Aumente o metal de solda ou reveja o desenho.
D Tensão alta. D Diminua a tensão.
E Resfriamento muito rápido. E Diminua a taxa de resfriamento, pré aquecendo a peça a ser
soldada ou resfrie lentamente.
Poça de solda fria. A Conexão do cabo frouxo. A Verifique todas as conexões elétricas.
7
B Tensão primária baixa. B Contacte a fornecedora de energia.
C Falha na fonte C Peça a um assistente técnico credenciado que teste e troque
a peça defeituosa.
O arco não tem um som
8
cristalino, que um arco
mostra, quando a vel.
do arame e a tensão
estão corretos.
Solda ruim com o
9
ajuste da tabela de
parêmetros.
A tocha MIG foi conectada
com a polaridade errada no
painel frontal.
Bico de contato contem
marcas de arco em seu
corpo causando marca
excessiva no arame.
Conecte a tocha MIG no conector positivo (+) para solda
com arame sólido e tubular. Consulte o fabricante do arame
para a correta polaridade.
Troque o bico de contato por um Tweco genuino Velocity
contact tip.
Tabela 4-3: Problemas na solda MIG (GMAW /FCAW)
Manual 0-5423PT 4-7 SOLDAGEM BÁSICA

ESAB FABRICATOR 252i
Art # A-07688
Art # A-07689
Art # A-07690
4.03 Técnicas básicas de solda com ELETRODO (SMAW)
Tamanho do eletrodo
O tamanho do eletrodo é determinado pela espessura do material
que está sendo soldado e também pode ser regulado pelo tipo
de fonte de solda dispon;ivel. Máquinas pequenas somente irão
fornecer corrente suficiente para eletrodos pequenos.
Para seções finas, é necessário utilizar eletrodos pequenos caso
contrário o arco pode fazer buracos na peça. Um pouco de prática
irá ajudar a estabelecer o melhor eletrodo para uma determinada
aplicação.
Armazenamento do eletrodo
Sempre guarde os eletrodos em um local seco e dentro de sua
embalagem original.
Polaridade do eletrodo
Os eletrodos são geralmente conectados ao PORTA ELETRODO
com o porta eletrodo conectado ao terminal positivo. o CABO OBRA
é conectado ao terminal negativo e conectado a peça. Na dúvida
consulte a folha de dados do eletrodo ou consulte um distribuidor
credenciado da Tweco.
Efeito da solda com eletrodo em vários materiais
A. Alta tenacidade e as ligas de aço
Os dois efeitos mais predominantes na solda destes materiais quando algumas precauções não são tomadas são os
seguintes: a formação da ZTA (Zona Termicamente Afetada)
e trincas. Estes efeitos podem ser reduzidos, diminuindo a
corrente de solda, aplicação de pré aquecimento, escolha do
eletrodo correto, cordões curtos com eletrodos de diâmetros
maiores ou o alívio de tensão em forno.
Prática na solda elétrica
As técnicas utilizadas para a soldagem a arco são quase todas
idênticas, independentemente de quais os tipos de metais estão
sendo soldados. Naturalmente, diferentes tipos de eletrodos seriam usadod para os metais, conforme descrito na seção anterior.
Posições de solda
Os eletrodos tratados nesta publicação podem ser usados na
maioria das posições, ou seja, eles são adequados para a soldagem horizontal, vertical e posição de sobre cabeça. Numerosas
aplicações de solda podem ser feitas em posições intermediárias. Alguns dos tipos mais comuns de solda são mostrados nas
figuras 4-12 a 4-19.
Art # A-07687
Figura 4-12: Posição plana
Figura 4-13: Filete horizontal
Eletrodos com hidrogênio controlado devem ser utilizados
nesta aplicação.
B. Aço austeníticos de manganês
Os efeitos no aço manganês de resfriamento lento de altas
temperaturas é a fragilização. Por este motivo é absolutamente essencial manter o aço manganês frio durante a solda
temperando depois de cada cordão ou pulando a solda para
distribuir o calor.
C. Ferro fundido
A maioria dos tipos de ferro fundido, com excessão do ferro
branco, são soldáveis. O ferro fundido branco, devido a sua
fragilidade extrema, geralmente aparecem fissuras quando
são feitas tentativas de soldar. O problema também pode ser
experimentado quando soldar o branco maleável, devido a
porosiadade causada pelo gás retido dentro deste tipo de ferro.
D. Cobre e suas ligas
O fator mais importante é a alta taxa de condutibilidade termica
do cobre, tornando necessário o pré aquecimento de grandes
seções para dar a fusão adequada da solda ao metal base.
Figura 4-14: Posição horizontal
Figura 4-15: Horizontal em ângulo
Art A-07691
Figura 4-16: Posição vertical
SOLDAGEM BÁSICA 4-8 Manual 0-5423PT

Art # A-07692
Figura 4-17: Filete vertical
Art# A-07693
Figura 4-18: Posição sobre cabeça
Art # A-07694
Figura 4-19: Filete posição sobre cabeça
Preparação das juntas
Em muitos casos, será possível soldar perfís de aço, sem qualquer preparação especial. Para trabalhos mais pesados e para
trabalhos de reparação em fundição, etc. será necessário cortar
ou esmerilhar um ângulo entre as partes que serão soldadas,
para assegurar uma penetração adequada do metal de solda e
produzirem juntas perfeitas.
Em geral, superfícies a serem soldadas devem estar limpas e
livres de ferrugem, incurstações, sujeira, graxa, etc. A escória
deve ser removida das superfícies oxicortadas. Juntas típicas são
mostradas na figura 4-20.
Técnicas de soldagem a arco - Um mundo para os iniciantes
Para aqueles que ainda não tenham feito qualquer solda, a
maneira mais simples para começar é soldar cordões em
um pedaço de sucata. Utilize chapas de aço carbono de 1/4"
(6,4mm) de espessura e um eletrodo de 1/8"(3,2mm). Limpe
a tinta, a gordura da placa e fixe-a firmemente na bancada
de trabalho de soldagem de modo que pode ser realizado na
posição da mão para baixo. Certifique-se de que o grampo obra
está fazendo um bom contato elétrico com o trabalho, quer
diretamente, quer através da mesa de trabalho. Para os materiais
de espessura fina, sempre prender o grampo obra diretamente ao
trabalho, caso contrário, um contato do circuito pode resultar em
uma solda ruim.
ESAB FABRICATOR 252i
O soldador
Coloque-se numa posição confortável antes de começar a soldar.
Obter um banco para que a sua posição em relação ao trabalho,
fique sentada. Não mantenha o seu corpo tenso. Uma atitude de
espirito tenso e um corpo tenso, em breve vai fazer você se sentir
cansado. Relaxe, e você vai achar que o trabalho se torna muito
mais facil. Você pode acrescentar muito para a sua paz de espirito,
vestindo um avental de couro e luvas. Você não vai se preocupar
em ser queimado ou queimar as suas roupas.
Coloque o trabalho de forma que a direção de soldagem seja
transversal ao invés de ou para, o seu corpo. O Porta eletrodo
deve estar livre de qualquer obstrução para que você possa mover
livremente ao longo do seu braço conforme o eletrodo é fundido.
Se o cabo é jogado sobre o ombro, isto permite um movimento
mais livre e tem um monte de peso fora da sua mão. Certifique-se
de que o isolamento do seu cabo e do porta eletrodo não estão
com defeito, caso contrário, você está se arriscando a levar um
choque elétrico.
Abrindo o arco
Pratique isto em um pedaço de sucata antes de ir para o trabalho
mais exigente. Você pode na primeira experiência sentir dificuldade, devido a ponta do eletrodo "furar" a peça de trabalho. Isso é
causado por fazer contato com muito peso com o trabalho e não
retirar o eletrodo com rapidez suficiente. A baixa amperagem vai
acentuá-la. Este congelamento sobre a ponta pode ser superada
riscando o eletrodo ao longo da superfície da placa, da mesma
forma como riscar um fósforo. Assim que o arco é estabelecido,
mantenha a distância entre 1/16" (1,6mm) a 1/8" (3,2mm) entre a
extremidade do eletrodo em chama e metal-base. Mova o eletrodo
devagar conforme ele vai fundindo.
Outra dificuldade que você pode encontrar é a tendência, após o
arco elétrico colar, é afastar muito o eletrodo e o arco quebra novamente. Um pouco de prática deve solucionar estes dois defeitos.
20°
Figura 4-21: Abrindo o arco
Comprimento do arco
A obtenção de um comprimento de arco necessário para produzir
uma solda logo se torna quase automático. Você vai achar que um
arco muito longo produz um ruído de crepitação ou balbuciante e
o metal de solda fica com grandes manchas irregulares. O cordão
de solda é achatado e os respingos aumentam. Um arco curto é
essencial para que uma solda de alta qualidade deva ser obtida,
embora se ele for muito curto, há o perigo de ser coberta por
escória e da ponta do eletroco colar. Se isso acontecer, puxe o
eletrodo rápido para trás durante a solda para retira-la. Eletrodos
de contato "touch-weld", tais como eletrodos E7014 não colam
desta maneira, e faz a soldagem muito mais fácil.
Art # A-10673
1/16” (1.6 mm)
Manual 0-5423PT 4-9 SOLDAGEM BÁSICA

ESAB FABRICATOR 252i
Junta de topo
Abertura varia de
1,6mm (1/16”) a 4,8mm (3/16”)
dependendo da espessura
V Simples
Junta sobreposta
Ponto de solda
Junta de canto
Não menor que
45°
V Simples
Duplo V
Junta em T
(Cordão nos dois
lados da solda)
Junta em aresta
1.6mm (1/16”)
1.6mm (1/16”)
Não mais que
70°
Não mais que
70°
1,6mm (1/16”) máx.
1,6mm (1/16”) máx
Plug Plug
Art # A-10672P
Figure 4-20: Projetos típicos da junção para o Welding de arco
Velocidade de deslocamento
Depois que o arco é aberto, sua próxima preocupação é mante-lo, e isto exige que se desloque a ponta do eletrodo para a poça fundida
no mesmo ritmo em que está derretendo o eletrodo. Ao mesmo tempo, o eletrodo tem que se mover ao longo da placa para formar um
cordão. O eletrodo é direcionado à poça de fusão em torno de 20° em relação à vertical. A taxa de deslocamento tem que ser ajustada para
que um cordão bem formado seja produzido.
Se a velocidade for muito rápida, o cordão será estreito e pode mesmo ser dividido em glóbulos individuais. Se a velocidade for muito
lenta, formam-se estacas de metal e o cordão será muito largo.
Fazendo as juntas de solda
Tendo atingido certa habilidade no manuseio do eletrodo, você estará pronto para ir compor as juntas soldadas.
A. Solda de topo
Acerte duas placas com seus cantos paralelos, como mostrado na figura 4-22, permitindo um espaço entre 1/16" (1,6mm) a 3/32"
(2,4mm) entre elas e da aderência da solda em ambas as extremidades. Isto serve para evitar a contração a partir do metal frio retirando
as placas para fora do alinhamento. Placas mais espessas do que 1/4" (6,4mm) devem ter suas bordas chanfradas para formar um
ângulo de 70° a 90°. Isto permite a penetração completa do metal de solda para a raiz. Usando um eletrodo de 1/8" (3,2mm) E7014 a
100 amps, deposite uma série de metal de solda na parte inferior da junta.
Não oscile o eletrodo, mas mantenha um ritmo constante ao longo do curso o suficiente para produzir um conjunto bem formado do cordão.
No início você vai notar uma tendencia a formar uma mordedura,mas mantendo o comprimento do arco curto, o ângulo do eletrodo em
cerca de 20° na vertical, e uma velocidade não muito rápida, vai ajudar a eliminar este problema. O eletrodo deve ser movido ao longo,
rápido o suficiente para impedir que a poça de escória fique a frente do arco. Para completar a solda de chapa fina, vire o trabalho para
cima, limpe a escória da parte traseira e faça uma solda similar.
SOLDAGEM BÁSICA 4-10 Manual 0-5423PT

ESAB FABRICATOR 252i
Art # A-07697P_AB
Cordão de solda
20°-30°
Art # A-07699P_AB
45° da
vertical
60° - 70° da linha
de solda
Eletrodo
Cordão de solda
Figura 4-22: Solda de topo
Art # A-07698
Figura 4-23: Sequência de solda sobreposta
Chapas grossas exigirão vários cordões para completar o conjunto. Depois de completar o primeiro cordão, retire a casca da
escória e limpe a solda com uma escova de arame. É importante
fazer isso para evitar que a escória fique presa entre o primeiro e
o segundo cordão. As camadas seguintes são então depositadas
usando uma técnica de tecer os cordões individuais previstos
na sequência mostrada na figura 4-23. A largura do cordão não
deve ser superior a três vezes o diâmetro do eletrodo. Quando
a junta está completamente cheia, a face inferior deve ser
usinada, ou removida para a retirada de escória que pode estar
presa na raiz, e para preparar a junta adequada para depositar
a última corrida. Se uma barra de apoio foi utilizada, geralmente
não é necessário remove-la, uma vez que serve a um propósito
semelhante ao executado anteriormente para garantir apoio
adequado de fusão na raiz da solda.
B. Solda de filete
Trata-se de soldas de seção transversal triangular feita mediante
depósito de metal no canto de duas faces que se encontra em
ângulos retos. Consulte a Figura 4-15.
Um pedaço de aço de ângulo é um modelo adequado com o
qual deseja começar ou dois pedaços de fita de aço pode ser
preso juntamente com ângulo reto. Usando um eletrodo de 1/8"
(3,2mm) E7014 a 100 amps, posicione os corpos em ângulo, um
na horizontal e outro na vertical. isso é conhecido como uma solda na horizontal em ângulo. Abra o arco e imediatamente coloque
o eletrodo para uma posição perpendicular a linha do cordão e
cerca de 45° com a vertical. Alguns eletrodos necessitam de
ser inclinados cerca de 20° a partir da posição perpendicular
para evitar o acúmulo de escória a frente da solda. Consulte a
figura 4-24. Não tente fazer um cordão muito maior do que 1/4"
(6,4mm) de largura com um eletrodo de 1/8" (3,2mm), caso
contrário, o metal de solda tente a cair em direção a base, e a
face inferior da borda vertical. Multiplos passes podem ser feitos
como mostrado na figura 4-25. Não é recomendado oscilação
em solda de filete na posição sobre cabeça.
Figura 4-24: Posição do eletrodo horizontal em ângulo
Art # A-07700_AB
6
3
5
1
2
4
Figura 4-25: Multipassos na solda horizontal em ângulo
C. Solda vertical
1. Vertical ascendente
Solde um pedaço de aço com um metro de comprimento
na posição vertical em sua bancada. Use um eletrodo
de 1/8" (3,2mm) E7014 e ajuste a 100 amps. Sinta-se
confortável em uma cadeira em frente ao trabalho e abra
o arco no canto do cordão. O eletrodo deve estar a cerca
de 10° a partir da horizontal para permitir uma boa poça
a ser depositada. Consulte a figura 4-26. Use um arco
curto, e não tente oscilar na primeira passada. Quando
concluir a primeira, retire a escória do depósito de solda
e comece a segunda passada da parte inferior. Desta vez,
um ligeiro movimento de tecelagem é necessário para
cobrir a primeira passada e obter boa fusão nas bordas.
Ao final de cada movimento lateral, faça uma pausa
por um movimento para permitir que o metal de solda
deposite nas margens, caso contrário irá furar o material
e muito metal irá se acumular no centro da solda. A
figura 4-26 ilustra a técnica multim-passagem e a figura
4-28 mostra os efeitos de uma pausa nos cantos e de
oscilação muito rápida.
Art # A-07701
Figura 4-26: Cordão simples na vertical
Manual 0-5423PT 4-11 SOLDAGEM BÁSICA

ESAB FABRICATOR 252i
Art # A-07702P
Movimento oscilante para
segundo e subsequentes
passes
Pausa na borda do
movimento
Art # A-07703P
Note o contorno da solda
quando a parada é
insuficiente entre os passes
Pausa na oscilação nos cantos
permitindo que o metal de solda
se solidifique nos cantos
CORRETO INCORRETO
Art # A-07704
Solda
Virada
Figura 4-27: Multipasso na vertical
Figura 4-28: Exemplos de cordões na vertical
2. Vertical descendente
O eletrodo E7014 faz soldagem nesta posição em
particular muito facilmente. Use um eletrodo de 1/8"
(3,2mm) a 100 amps. A ponta do eletrodo é mantido em
leve contato com o trabalho e a velocidade de deslocamento é regulada de modo que a ponta do eletrodo
apenas mantém a frente da escória. O eletrodo deve
apontar para cima num ângulo de aproximadamente
45°.
3. Solda sobre cabeça
Além da situação desconfortável necessária, a solda
sobre cabeça não é muito mais dificil que a solda descendente. Prepare um modelo para a solda sobre cabeça, primeiro pegando um pedaço de cantoneira e solde
a um cano. Então leve este modelo para a bancada de
trabalho ou posicione de forma a ficar de cabeça para
baixo, como mostrado no desenho. O eletrodo é mantido
a 45° com a horizontal e inclinado 10° na linha de deslocamento (figura 4-29). A ponta do eletrodo pode ser
tocada levemente sobre o metal, o que ajuda a dar uma
corrida constante. A técnica de tecer não é aconselhável
para solda de sobre cabeça. Utilize um eletrodo de 1/8"
(3,2mm) E6013 a 100 amps, e deposita a primeira,
simplesmente deslocando o eletrodo junto a um ritmo
constante. Você vai perceber que o depósito da solda é
bastante convexo, devido ao efeito da gravidade, antes
do metal se solidificar.
Figura 4-29: Solda sobre cabeça
Distorção
Distorção em algum grau está presente em todas as formas
de soldagem. Em muitos casos ela é tão pequena que é quase
imperceptível, mas em outros casos algo tem que ser feito antes
do início da solda para reduzir a distorção que ocorre posteriormente. O estudo da distorção é tão complexo que apenas um
breve resumo será apresentado.
As causas da distorção
A distorção é causada por:
A. Contração do metal soldado:
Metal fundido encolhe cerca de 11% do seu volume, a temperatura ambiente. Isto significa que um cubo de metal fundido
contrai cerca de 2,2% em cada uma de suas 3 dimensões. Em
uma junta soldada, o metal fica anexado ao lado do conjunto
e não pode contrair livremente. Portanto, a refrigeração faz
com que o metal de solda flua plasticamente, isto é, a solda
em si tem de se esticar, e superar os efeitos da contração do
volume e ainda ser anexada a borda da junta. Se a restrição é
excessiva, por exemplo, uma parte pesada do material, o metal
de solda pode quebrar. Mesmo nos casos em que o metal de
solda não quebre, haverá ainda tensão presa na estrutura.
Se o material é relativamente fraco, por exemplo, uma junta
comum em 5/64" (2,0mm) , a contração do metal de solda
pode fazer com que o material fique distorcido.
B. Expansão e contração do metal base na zona de fusão:
Enquanto o processo de soldagem está sendo executado,
um volume relativamente pequeno de material da peça adjacente é aquecido a uma temperatura muito elevada e existe
a tentativa para expandir em todas as direções. É capaz de
mover livremente perpendicularmente a superfície da placa
(isto é, através da solda), mas quando ele tenta se expandir
"através da solda", ou "ao longo da solda", encontra-se uma
resistência considerável, e para cumprir o desejo de continuar
a expansão, tem de deformar plasticamente, ou seja, o metal
adjacente a solda está em alta temperatura, portanto bastante
suave e, por expansão, empurra contra o material frio, mais
duro, mais longe, e tende a formar uma barriga (ou "virada").
Quando a área de solda começa a esfriar, a virada "tende a
contrair tanto quanto ela se expandiu, mas, porque foi virado,
não retorna a sua antiga forma, e a contração da nova forma
exerce uma forte tração do metal adjacente. Várias coisas
podem acontecer.
O metal na área de solda é esticado (deformação plástica), o
trabalho pode ser puxado para fora da forma pela contração
poderosa (distorção), ou a solda pode rachar, em qualquer
caso continuará a haver estresse do trabalho. As figuras 4-30
e 4- 31 ilustram como a distorção é criada.
Art # A-07705P_AB
Expansão com
compressão
Quente
Quente
Frio
Figura 4-30: Expansão do metal
SOLDAGEM BÁSICA 4-12 Manual 0-5423PT

Art # A-07706P_AB
Solda
Virada permanente
Art # A-07708P
B
Pré
aquecimento
Pontilhado mostra o efeito sem pré aquecimento
Weld
C
Pré
aquecimento
Art # A-07710_AB
filled in when the welds are cool.
Art # A-07711_AB
4
3
2
1
Contração
com tensão
Figura 4-31: Contração do metal
ESAB FABRICATOR 252i
Superando os efeitos da distorção
Existem vários métodos de minimizar os efeitos da distorção.
A. Martelada
Isto é feito martelando a solda enquanto ela ainda está quente. O metal de solda é pouco achatado e por isso as tensões
de tração são um pouco reduzidas. O efeito da martelada é
relativamente raso, e não é aconselhavel na última camada.
B. Distribuição do estresse
Distorção pode ser reduzida através da seleção de uma sequência de soldagem, que vai distribuir adequadamente os
esforços de modo que eles tendem a anular-se mutuamente.
Ver figuras 4-31 a 4-34 de várias sequências de solda. A escolha a sequência de soldagem mais adequada é provavelmente
o método mais eficaz para superar a distorção, embora uma
sequência inadequada pode aumentar a distorção. Soldagem
simultânea de ambos os lados de uma junção por dois soldadores muitas vezes é eficaz para eliminar a distorção.
C. Retenção de peças
A retenção forçada dos componentes a serem soldados é
frequentemente utilizado para evitar distorções. Os gabaritos,
posicionadores, são métodos utilizados com esse fim.
Figura 4-33: Redução da distorção por pré aquecimento
Art # A-07709
Figura 4-34: Exemplos de distorção
1
2
Block Sequence.
The spaces between the welds are
3
Figura 4-35: Sequência de solda
D. Pré ajustes
É possível que em alguns casos possamos contar com a experiência do passado ou encontrar por tentativa e erro (ou menos
frequentemente, calcular) quanta distorção ocorrerá em uma
determinada estrutura soldada. Por pré-definição correta dos
componentes a serem soldados, a construção pode ser feita
para retirar as peças em alinhamento correto. Um exemplo
simples é mostrado na figura 4-32.
E. Pré aquecimento
Adequado pré aquecimento de partes da estrutura que não
seja a área a ser soldada pode ser, por vezes utilizado para
reduzir a distorção. A figura 4-33 mostra uma aplicação simples. Ao remover a fonte de calor a partir de B e C, assim que
a soldagem é concluída, as seções B e C contraem-se a uma
taxa semelhante, reduzindo assim a distorção.
Figura 4-32: Princípio de ajuste
Manual 0-5423PT 4-13 SOLDAGEM BÁSICA
Figura 4-36: Sequência de trás para frente
Art # A-07428_AB
Figura 4-37: Solda em sequência intermitente
Art # A-07713_AB
Art # A-07707
Figura 4-38: Solda escalonada intermitente

ESAB FABRICATOR 252i
Tabela de seleção de eletrodo
Metal a ser soldado Eletrodo Comentário
Aço carbono E6010 Este eletrodo é usado para a solda em qualquer posição ou para a solda em material
enferrujado, sujo, metal usado. Ele tem um arco que penetra profundamente e é usado para
tubo e solda de reparação.
Aço carbono E6011 Este eletrodo é usado para todas as posições de solda em chapa ou para a solda em chapas
sujas, pintada ou engraxada. Ele tem um arco que penetra profundamente e é frequentemente
a primeira escolha para trabalhos de reparação ou manutenção.
Aço carbono E6013 Ideal para todos os eletrodos para trabalho de propósito geral, características incluem operador
sem muito recurso, arco fácil, e pouco respiingo.
Aço carbono E7014 Eletrodo para todas as posições para uso em móveis de aço carbono e galvanizado, placas,
cercas, portões, tubulações e tanques, etc. Especialmente indicado para soldagem vertical
descendente.
Aço carbono E7018 Eletrodo de baixo hidrogênio, todas as posições, usado quando a qualidade é um requisito ou
para solda de metais duros. Tem a capacidade de produzir um cordão de solda mais uniforme,
que tem melhor propriedades de impacto em baixas temperaturas.
Ferro fundido ENi-Cl Indicado para unir todos os ferros fundidos, exceto de ferro fundido branco.
Aço inoxidável E318L-16 Alta resistência a corrosão. Ideal para trabalho diário, etc.
Tabela 4-4: Tabela de seleção de eletrodo
4.04 Solução de problemas em solda com ELETRODO (SMAW)
FALHA CAUSA SOLUÇÃO
1 Corrente de solda varia O ARC FORCE está ajustado
para um valor que causa uma
variação na corrente que varia
excessivamente o comprimento
do arco.
2 Um espaço é deixado
por uma falha na solda
no preencimento da
raiz.
3 Partículas não
metálicas estão presas
no metal de solda
(incrustação).
A Corrente de solda muito baixa. A Aumente a corrente de solda.
B Eletrodo muito grande para a
junta.
C Garganta insuficiente. C Permita uma garganta maior.
A Partículas não metálicas podem
estar presas debaixo do cordão.
B Junta muito apertada. B Prrmita uma penetração adequada e deixe lugar para a
C Depósito irregular faz com que a
escoria fique presa.
D Falta de penetração com escória
presa entre os cordões.
E Ferrugem ou restos estão
impedindo a fusão completa.
F Eletrodo errado para a posição
que a solda está sendo
executada.
Reduza o ARC FORCE até que a corrente de solda esteja
rasoávelmente constante enquanto inibe o eletrodo de colar
a obra quando você toca o eletrodo na obra.
B Utilize eletrodos de diâmetro menor.
A Se houver sujeira presente na parte de baixo, limpe a escória
e cubra o cordão com um eletrodo menor.
limpeza da escória.
C Se ficar muito ruim, retire as irregularidades com
esmerilhadeira.
D Utilize um eletrodo menor com corrente suficiente para dar
uma penetração adequada. Utilize ferramentas para remover
as escórias dos cantos.
E Limpe a junta antes de soldar.
F Utilize eletrodo destinado a posição em que se esteja
soldando, do contrário, o controle da escória será
impossível.
Sequência incorreta
Garganta
insuficiente
Art # A-04273P
Figura 4-39: Exemplo de garganta insuficiente ou sequência incorreta
Tabela 4-5a:
SOLDAGEM BÁSICA 4-14 Manual 0-5423PT

ESAB FABRICATOR 252i
Solda feita com ou sem
metal de adição
Obra
pode ser qualquer metal
comercial
Bocal
de deramica,
alto impacto ou
refrigerado
Gás inerte
Protege o eletrodo
e a poça de solda
Eletrodo de tungstênio
não consumível
A-09658P_AB
FALHA CAUSA SOLUÇÃO
4 Uma ranhura foi
formada no metal base
adjacente ao pé da
solda, não tendo sido
preenchida pelo metal
de solda (mordedura).
5 Pedaços do cordão de
solda não se fundiram
a superfície do metal
ou no canto da junta.
A Corrente de solda muito alta. A Reduza a corrente de solda.
B Arco de solda muito longo. B Reduza o comprimento do arco de solda.
C Ângulo incorreto do eletrodo. C Eletrodo não deve ser inclinado a menos de 45° relativo a
face vertical.
D Preparação da junta não deixa o
D Deixe mais espaço na junta para a manipulação do eletrodo.
ângulo correto do eletrodo.
E Eletrodo muito grande para a
E Use um eletrodo menor.
junta.
F tempo de depósito insuficiente
na borda da solda.
G Fonte ajustada para solda MIG
F Pare por um momento nos cantos da firada para permitir
que o metal se acumule.
G Ajuste a fonte para modo de solda ELETRODO (SMAW).
(GMAW).
A Eletrodo pequeno utilizado para
A Utilize um eletrodo maior e pré aqueça a chapa.
soldar material duro.
B Corrente de solda muito baixa B Aumente a corrente de solda.
C Ângulo errado do eletrodo. C Ajuste o ângulo para que o arco de solda esteja mais
inclinado ao metal base.
D Velocidade de deslocamento do
D Reduza a velocidade de deslocamento do eletrodo.
eletrodo muito rápida.
E Sujeira na superfície de solda. E Limpe a superfície da junta de solda.
Falta de fusão causado pela sujeira,
ângulo errado do eletrodo,
velocidade muito alta
Falta de fusão da lateral,
superfície suja, eletrodo pequeno,
corrente muito baixa
Falta de fusão entre cordão
Art # A-04274P_AB
Falta de fusão da raiz
Figura 4-40: Exemplo de falta de fusão
Tabela 4-5b: Solução de problemas na solda com ELETRODO (SMAW)
4.05 Técnicas básicas de solda TIG (GTAW)
Gas Tungsten Arc Welding (GTAW) ou TIG (Tungsten Inert Gas) como é vulgarmente conhecido, é um processo de solda no qual a fusão é
produzida por um arco elétrico que se estabelece entre o eletrodo de tungstênio (não consumível)e a obra. A proteção é obtida a partir
de um gás ou mistura que geralmente é com base em argônio. Um metal de adição pode também ser adicionado manualmente em
algumas ocasiões, dependendo da aplicação da solda.
Manual 0-5423PT 4-15 SOLDAGEM BÁSICA
Figura 41: Aplicação da solda TIG (GTAW)

ESAB FABRICATOR 252i
Faixa de corrente de eletrodos de tungstênio
Diâmetro do eletrodo Corrente CC (Amps)
0,040” (1,0mm) 30-60
1/16” (1,6mm) 60-115
3/32” (2,4mm) 100-165
5/32” (4,0mm) 190-280
Tabela 4-6: Faixa de corrente para vários tamanhos de eletrodo de Tungstênio
Guia para seleção do diâmetro do arame
Diâmetro do arame Corrente CC (Amps)
1/16” (16mm) 20-90
3/32” (2,4mm) 65-115
1/8” (3,2mm) 135-200
3/16” (5mm) 250-340
1/8” (3,2mm) 100-165
3/16” (5mm) 200-350
Tabela 4-7: Guia para seleção do arame
Tipos de eletrodo de tungstênio
Tipo de eletrodo
(revestimento)
Tório 2%
Zirconado 1%
Cerio 2%
NOTA!
A Fabricator 252i é inversora e não adequada para solda TIG AC.
Aplicação na solda Características Código de cor
Solda CC de aço carbono,
inox e cobre
Solda alta qualidade CA
de alumínio, mangnésio e
suas ligas.
Solda CA e CC em aço
carbono, inox, cobre,
alumínio, magnésio e suas
ligas
Excelente abertura do arcom
vida longa, capacidade de alta
corrente
Alto limpante, vida longa,
mantém a ponta bboleada,
capacidade de conduzir altas
correntes.
Vida mais longa, arco mais
estável, fácil abertura do
arcom faixa de corrente
menor, arco menor e mais
concentrado.
Vermelho
Branco
Cinza
Tabela 4-8
SOLDAGEM BÁSICA 4-16 Manual 0-5423PT

Diâmetro da guia para solda TIG
ESAB FABRICATOR 252i
Espessura do
metal base
0,040”
1,0mm
0,045”
1,2mm
1/16”
1,6mm
1/8”
3,2mm
3/16”
4,8mm
1/4”
6,4mm
Corrente CC
para aço
carbono
35-45
40-50
45-55
50-60
60-70
70-90
80-100
90-115
115-135
140-165
160-175
170-200
Corrente CC
para aço
inoxidável
20-30
25-35
30-45
35-50
40-60
50-70
65-85
90-110
100-125
125-150
135-160
160-180
Diâmetro do
eletrodo
0,040”
1,0mm
0,040”
1,0mm
1/16”
1,6mm
1/16”
1,6mm
3/32”
2,4mm
1/8”
3,2mm
Diâmetro da guia
(se necessário)
1/16”
1,6mm
1/16”
1,6mm
1/16”
1,6mm
3/32”
2,4mm
1/8”
3,2mm
5/32”
4,0mm
Fluxo do gás
Tipo de junta
Argônio CFH
10-15 Topo/Canto
Sobreposta/Ponto
10-15 Topo/Canto
Sobreposta/Ponto
15 Topo/Canto
Sobreposta/Pontot
15 Topo/Canto
Sobreposta/Ponto
20 Topo/Canto
Sobreposta/Ponto
20 Topo/Canto
Sobreposta/Ponto
Tabela 4-9
Solda TIG é geralmente considerada como um processo especializado, que requer competência do operador. Enquanto muitos dos princípios descritos nas seções anteriores são aplicáveis em um esboço abrangente do processo de solda TIG está fora do escopo deste
manual de operação.
4.06 Problemas na solda TIG (GTAW)
FALHA CAUSA SOLUÇÃO
1 Excessiva mordedura ou baixa
penetração ou baixa fusão nos
cantos da solda.
2 Cordão de solda largo e chato ou
mordeduras nos cantos da solda
ou queima excessiva.
3 Cordão de solda muito pequeno
ou penetração insuficiente ou
ondulações amplamente espaçado
no cordão.
4 Cordão de solda muito largo
ou excessiva mordedura ou
excessiva penetração na junta.
5 Comprimento desigual da perna
no cordão de solda.
Corrente de solda muito
baixa.
Corrente de solda muito alta. Diminua a corrente de solda.
Velocidade de deslocamento
muito alta.
Velocidade de deslocamento
muito baixa.
Posicionamento errado da
vareta de adição.
Aumente a corrente de solda e/ou mude a
preparação da junta.
Reduza a velocidade de deslocamento.
Aumente a velocidade de deslocamento.
Re posicione a vareta.
Manual 0-5423PT 4-17 SOLDAGEM BÁSICA

ESAB FABRICATOR 252i
FALHA CAUSA SOLUÇÃO
6 Eletrodo derrete ou oxida quando
toca a obra.
A A tocha TIG está conectada
ao terminal de solda
positivo.
A Conecte a tocha TIG ao terminal de solda negativo.
B Sem gás fluindo para a
região da solda.
C A tocha TIG está entupida
com sujeira.
D Mangueira cortada. D Troque a mangueira de gás.
E Passagem de gás com
impurezas.
F Regulador fechado. F Abra o regulador.
G Válvula da tocha TIG
fechada.
H O eletrodo é muito pequeno
para a corrente de solda.
I Fonte no modo de solda
MIG.
7 Poça de solda suja A Eletrodo contaminado
através do contato com a
obra ou material da vareta.
B Superfície da obra
contaminada.
C Gás contaminado com ar. C Verifique a linha de gás por furos e conexões
8 Acabamento de solda ruim Gás de proteção inadequado. Aumente a vazão de gás ou verifique se existe
B Verifique a linha de gás se está torcida ou rompida
e o conteúdo do cilindro.
C Limpe a tocha TIG.
E Desconecte a mangueira de gás da traseira
da fonte, aumente a pressão de gás e limpe a
impureza.
G Abra a válvula.
H Aumente o diâmetro do eletrodo ou reduza a
corrente de solda.
I Ajuste a fonte para modo de solda LIFT TIG.
A Limpe o eletrodo retirando a contaminação.
B Limpe a superfície.
frouxas ou mude o cilindro.
problema na linha de gás.
9 Arco não abre suavemente. A Eletrodo de tungstênio muito
grande para a corrente de
solda.
B Eletrodo utilizado está errado
com relação ao tipo de
solda.
C Vazão de gás muito alta. C Selecione a vazão correta para a solda. Veja a
D Gás de proteção errado. D Selecione o gás de proteção correto.
E Conexão do cabo obra ruim. E Melhore a conexão a obra.
10 Arco tremulo durante a solda. Eletrodo de tungtênio é
muito grande para a corrente
de solda.
Tabela 4-10: Problemas na solda TIG (GTAW)
A Selecione o eletrodo correto. Veja a tabela 4-6
Tabela de seleção do eletrodo.
B Selecione o eletrodo correto. Veja a tabela 4-8
Tabela de seleção do eletrodo.
tabela 4-10.
Selecione o eletrodo correto. Veja a tabela 4-6
Tabela de seleção do eletrodo.
SOLDAGEM BÁSICA 4-18 Manual 0-5423PT

ESAB FABRICATOR 252i
SEÇÃO 5: PROBLEMAS NA FONTE E NECESSIDADES DE ROTINA
DE MANUTENÇÃO
5.01 Problemas na fonte
Código de erro CAUSA SOLUÇÃO
ERR 01 Falha de sobre
temperatura
ERR 02 Falha na alimentação Sinal da placa da fonte indicando
ERR 03 Falha de tensão VBIAS
baixa
ERR 04 Falha no terra Corrente excessiva detectada no
ERR 08 Falha do sensor de
entrada
ERR 09 Falha do ventilador Falha no ventilador de refrigeração
ERR 10 Falha saída do inversor Condição de tensão baixa da saída
ERR 14 Falha no gatilho Falha ocorrida detectada no estado/
ERR 15 Falha no alimentador Fonte detectou circuito aberto
ERR 23 Falha na solda Fonte detectou uma falha durante o
ERR 24 Falha memória Fonte detectou uma falha ma
ERR 25 Falha na memória não
volatil
ERR 26 Falha da PCB
desconhecida
Sinal de sobre temperatura da
fonte indica uma situação de
aquecimento nos componentes de
potência.
que a alimentação está fora do
especificado (muito alto ou muito
baixo)
Circuito de controle indica que a
tensão de 15 volt está muito baixa
(< 13,7 VDC)
cabo terra da conexão da fonte.
Leitura inexperada da tensão ou
corrente durante o teste ao ligar a
fonte.
detectado ou placa inversora.
detectada pelo controlador antes de
iniciar a solda
condição do gatilho
prolongado durante a solda MIG
processo de solda
memória do programa
Fonte detectou uma falha no
parametor NVROM.
Placa de controle da fonte não pode
identificar um inversor instalado e/
ou determinar sua identidade.
A. Diminua o clicor de trabalho da solda
B. Verifique que as entradas da máquina não estejam
obstuídas/bloqueadas
C. Consulte uma assistência técnica credenciada da
Tweco
A. Verifique as conexões e cabos de alimentação por
danos ou instalação errada
B. Verifique se os níveis da tensão de alimentação
estão de acordo com o especificado
Consulte uma assistência técnica credenciada da
Tweco.
A. Isole o chassis da fonte da obra. Verifique as
conexões de terra da obra.
B. Verifique se não tem problema no suporte/placa do
alimentador de arame MIG. Verifique se o arame não
está em contato com o chassis.
A. Inspecione o cabo flat entre a fonte e o display.
B. Consulte uma assistência técnica credenciada da
Tweco.
A. Examine o ventilador para potencial obstrução.
B. Consulte uma assistência técnica credenciada da
Tweco.
Consulte uma assistência técnica credenciada da
Tweco.
A. Gatilho acionado qudnao ativado o modo MIG verifique se o gatilho não está acionado.
B. Gatilho pode estar com defeito e/ou sujo, teste e
troque se necessário
A. Inspecione a bobina do arame e a placa para
tensão errada ou enrosco.
B. Inspecione a tocha e o cabo por danos ou
obstrução
C. Consulte uma assistência técnica credenciada da
Tweco.
Consulte uma assistência técnica credenciada da
Tweco se o sintoma ocorrer com frequência.
Imagem Firmware corrompida. Consulte uma
assistência técnica credenciada da Tweco.
A. Ainda é possível soldar mas nenhum parametro de
solda pode ser salvo.
B. Consulte uma assistência técnica credenciada da
Tweco.
Consulte uma assistência técnica credenciada da
Tweco.
Manual 0-5423PT 5-1 PROBLEMAS E ROTINA DE SERVIÇO

ESAB FABRICATOR 252i
ERR 30 Falha da chave de modo
de serviço
ERR 31 Falha do controle Placa de controle da fonte detectou
ERR 33 Falha de calibração Uma falha de saída (corrente,
ERR 34 Aborta calibração do
usuário
ERR 35 Falha de parâmetro Placa de controle da fonte detectou
Nota 1: Se o display esquerdo estiver piscando alternadamente "Err" e "Code" isto é uma indicação de que a falha foi
detectada, mas ou o erro sumiu ou o processo se acertou. Neste caso, a piscada da mensagem de erro irá retornar para a
função normal do display dentro de 10 segundos a menos que outra falha ocorra. Se o display esquerdo mostrar um "Err" fixo,
isto indica que a falha está presente e ainda está sendo detectada.
Nota 2: Piscar a corrente e tensão no display (durante a solda) indica que a potência máxima de saída da fonte (300A x 26,7V
= 8kVA) está sendo excedida e que o sistema está automaticamente reduzindo a saída. Se a solda for interrompida enquanto o
display estiver piscando, os últimos valores serão mostrados por 10 segundos até que o controle seja ajustado.
Chave SERVICE DIP está habilitada. Solda está desabilitada enquanto a chave de SERVICE
Mode esteja habilitada. Desabilite a chave de SERVICE
Mode para voltar a soldar.
Consulte uma assistência técnica credenciada da
uma falha em si proópria.
tensão ou motor) foi detectada
durante a tentativa de calibração.
Usuário iniciou a abortagem
/ interrupção do um
processo ativo de calibração
(normalmente, soltando o gatilho
prematuramente).
um parâmetro fora do especificado.
Tabela 5-1: Problemas da fonte
Tweco se o sintoma ocorrer com fequência.
A. Verifique a integridade dos cabos da fonte, tocha ou
porta eletrodo e tente novamente.
B. Verifique a bobina do arame, área da placa de
alimentação por problemas no alimnetador, conserte e
tente novamente
Re inicie / re selecione o processo de calibração e
tente a calibração quando estiver pronto.
O sistema de parâmetros re inicializou
automaticamente para acertar ou for solicitado (voltar
para o padrão de fabrica)
5.02 Rotina de serviço e neessidades de calibração
AVISO
!
Rotina de inspeção, teste e manutenção
A. Agenda de testes
O proprietário do equipamento deve manter um registro adequado dos testes periódicos e um sistema de registro, incluindo a
data da inspeção mais recente.
Um equipamento portátil é considerado como sendo qualquer equipamento que não esteja permanentemente ligado e fixado
na posição em que é operado.
B. Resistência de isolação
A resistência mínima de isolação para uma fonte inversora da Tweco em serviço deve ser medida a uma tensão de 500V ente
as partes em referência na tabela 5-2 abaixo. As fontes que não satirfizerem os requisitos da resistência de isolação indicadas
abaixo devem ser retiradas de serviço e não devem ser retornadas antes que os reparos tenham sido feito de tal forma que os
requisitos descritos absixo forem alcançados.
Existem tensões e potências muito altas presentes no interior deste produto. Não tente abrir ou reparar
a não ser que você seja certificado pela Tweco para tal serviço. Desconecte a fonte da alimentação
antes de desmontar.
1. Para equipamentos portáteis, ao menos uma vez a cada 3 meses; e
2. para equipamentos estacionários, uma vez a cada 12 meses.
PROBLEMAS E ROTINA DE SERVIÇO 5-2 Manual 0-5423PT

ESAB FABRICATOR 252i
Componentes a serem testados
Circuito de entrada (incluindo qualquer circuito de controle conectado) ao
circuito de solda (incluindo qualquer circuito de controle conectado)
Todos circuitos expostos a peças condutoras
Resistência mínima
de isolação (MΩ)
5
2,5
Circuito de solda (incluindo qualquer circuito de controle conectado) a
qualquer circuito auxiliar que opere com uma tensão superior a tensão
10
extra baixa.
Circuito de solda (incluindo qualquer circuito de controle conectado)
a qualquer circuito auxiliar que opere com uma tensão não superior a
1
tensão extra baixa.
Circuito de solda separados entre si.
Tabela 5-2: Requisitos mínimos de resistencia de isolação: Fontes inversoras Tweco
C. Aterramento
A resistência não deve exceder a 1Ω entre qualquer metal de fonte de alimentação onde tal metal seja necessário ser aterrado e -
1. O terminal terra de uma fonte fixa; ou
2. O terminal terra de uma tomada conectada a fonte portátil
Observe que, devido aos perigos de danificar a fiação fica pela corrente, a integridade da fiação fixa de alimentação para a fonte
Tweco deve ser inspecionada por um eletricista licenciado, e estar em conforme com os requisitos abaixo -
1. Para os cabos de saída e acessórios associados aos equipamentos portáteis - ao menos uma vez a cada e meses; e
2. Para os cabos de saída e acessórios associados a equipamentos fixos - ao menos uma vez a cada 12 meses.
D. Verificação geral de manutenção
1
Equipamentos de solda devem ser verificados regularmente por um te'scnico credenciado da Tweco para garantir que:
1. O cabo flexível de alimentação de multi vias encapado emborrachado ou proteção plástica a uma faixa adequada,
corretamente conectado e em boas condições.
2. Terminais de solda estejam em condições adequadas e que estejam isolados para evitar o contato indevido ou curto-
-circuito.
3. O sistema de solda é limpo internamente, especialmente o depósito de metal, escória e material solto..
E. Acessórios
Equipamentos acessórios, incluindo ligações de saída, porta eletrodo, tocha, alimentador de arame e similares devem ser inspecionados ao menos mensalmente por uma pessoa compentente para garantir que o equipamento está em condições de uso
e com segurança. Todos os acessórios inseguros não devem ser utilizados.
F. Reparos
Se quaisquer partes são danificadas por qualquer razão, recomenda-se que a substituição seja realizada por um assistênte
técnico credenciado da Tweco.
Calibração da fonte
A. Agenda
Testes de saída de todas as fontes Tweco Power e acessórios relacionados devem ser executados em intervalos periódicos
para certificar que eles estejam dentro dos níveis especificados. O intervalo de calibração deve ser conforme descrito a seguir -
1. Para equipamentos portáteis, ao menos uma vez a cada 3 meses; e
2. Para equipamentos fixos, ao menos uma vez a cada 12 meses.
B. Requisitos de calibração
Quando aplicável, os testes devem ser efetuados conforme descrito na tabela 5-4 a seguir e devem ser executados por um
assistente técnico credenciado pela Tweco.
Manual 0-5423PT 5-3 PROBLEMAS E ROTINA DE SERVIÇO

ESAB FABRICATOR 252i
Requisitos de calibraçãos
Corrente de saída (A) a ser verificada para asegurar que esteja dentro das especificações da fonte Tweco.
Tensão de saída (V) a ser verificada para asegurar que esteja dentro das especificações da fonte Tweco.
Velocidade do motor (Polegadas por minutos) do arame a ser verificada para asegurar que esteja dentro
das especificações da fonte / alimentador de arame Tweco.
Precisão dos medidores digitais a ser verificada para asegurar que esteja dentro das especificações da
fonte Tweco.
Tabela 5-4: Parâmetros de calibração
A calibração periódica de outros parâmetros, tais como funções de temporização não são necessários, a menos que uma falha
específica tenha sido identificado.
C. Equipamentos de calibração
Todo o equipamento utilizado para a calibração da fonte deve estar em consições de funcionamento e ser adequado a realizar a
medição em questão. Apenas equipamentos certificados de calibração válidos (por laboratório certificado).devem ser utilizados.
PROBLEMAS E ROTINA DE SERVIÇO 5-4 Manual 0-5423PT

5.03 Limpando a fonte de solda
Aviso!
Desconecte a alimentação antes de fazer a manutenção.
Faça manutenção mais frequente se operar em condições severas
ESAB FABRICATOR 252i
A cada uso
Inspeção visual do
reguladore pressão
Inspeção visual do corpo da
tocha e consumíveis
Troque todas
as peças quebradas
Inspeção visual da
tocha e consumíveis
Semanalmente
Inspeção visual dos cabos
e mangueiras.
Troque se necessário
3 Meses
Limpe o
exterior da
fonte
6 Meses
Leve a unidade a um credenciado
Tweco para remover qualquer
sujeira acumulada no seu interior.
Isso pode ser necessário ser feito
com mais frequência sob condições
execpcional de sujeira.
Art # A-10502P
Figura 5-1: Rotina de limpeza
Manual 0-5423PT 5-5 PROBLEMAS E ROTINA DE SERVIÇO

ESAB FABRICATOR 252i
5.04 Limpando o alimentador
Limpe as ranhuras dos roletes frequentemente. Isto pode ser feito utilizando uma escova de aço pequena. Limpar também, as
ranhuras do rolete superior. Depois de limpar, aperte o rolo de alimentação utilizando os knobs.
CUIDADO
!
NÃO use ar comprimido para limpar a fonte. O ar comprimido pode forçar partículas de metal se alojarem entre partes elétricas vivas e partes metálicas aterradas dentro da fonte. Isto pode resultar em um
arco entre estas partes e caisar uma eventual falha.
PROBLEMAS E ROTINA DE SERVIÇO 5-6 Manual 0-5423PT

SEÇÃO 6: PEÇAS DE REPOSIÇÃO PRINCIPAIS
1
2
3
4
5
7
6
Art # A-10784_AB
8
6.01 Painéis de reposição da fonte Fabricator 252i
ESAB FABRICATOR 252i
Figura 6-1
ITEM CÓDIGO DESCRIÇÃO
1 W7005323 Latch,Slide
2 W7005438 Door, 252I
3 W7005435 Panel,Rear,252I
4 W7005439 Panel, Side, 252I
5 W7005303 Bkt,Spool Support,252I
6 W7005300 Panel,Center,252I
7 W7005437 Panel, Front 252I
8 831596 Door Chart Label
PEÇAS DE REPOSIÇÃO DA FABRICATOR 252i (Painéis de chapa)
Tabela 6-1
Manual 0-5423PT 6-1 PEÇAS DE REPOSIÇÃO

ESAB FABRICATOR 252i
1
7
3
12
4
5
8
11
2
6
9
Figura 6-2
PEÇAS DE REPOSIÇÃO FABRICATOR 252i (LADO ESQUERDO)
ITEM CÓDIGO DESCRIÇÃO
1 W7005311 Spool Hub Assembly
2 W7005353 Wire Drive Assembly, 250i. (Does not include motor)
3 375838-002 Guide, Inlet 0.6-1.6mm
4 See Appendix 1 Roll, Pressure No Groove
5 See Appendix 1 Roll, Feed Dual V
Art # 10332_AD
10
6 W6000801 Guide, Outlet 0.9-1.2mm
7 W7005354 Motor, Wire Drive, RH, 20VDC.
8 W7005361 Retainer, Drive Gear, 2R
9 871001PKD Idler Gear
10 870560PKD Drive Gear
11 W7005379 Black Plastic Spacer
12 831508 Clear Mylar Sheet
Tabela 6-2
PEÇAS DE REPOSIÇÃO 6-2 Manual 0-5423PT

ESAB FABRICATOR 252i
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Art # A-10668_AB
19
20
21
22
Figura 6-3: Lado direito e frente
PEÇAS DE REPOSIÇÃO DA FONTE FABRICATOR 252i (LADO DIREITO E FRENTE)
ITEM CÓDIGO DESCRIÇÃO
1 W7005330 PCB, 252i Main Power
2 W7005318 Circuit Breaker, 50A (On Off Switch)
3 W7005316 Fan, 92x38 HS 24V
4 W7005317 Fan, 92x25 LS 24V
5 W7005322 Shroud, Heatsink Tunnel
6 W7005331 PCB, Mov/Bridge, 250A
7 W7005302 Transformer, Main, 252i
8 W7005315 Solenoid,24V,0-0.8MPa
9 W7005301 Inductor, 252i
10 W7005355 Circuit Breaker, PB, 8A
11 W7005354 Motor, Wire Drive, RH, 20VDC
12 W7005357 Socket 10 pin (Note: 10 pin Control Plug Part# is W7005358)
13 W7005381 Dinse, Socket Panel, 50mm
14 W7005307 Socket 8 pin (Note: 8 pin Control Plug Part# is UOA706900)
15 W7005308 Assy, Polarity Cable, 252i
16 W7005335 Knob, 15/64", D Shaft, Snap Fit
17 W7005436 Panel, Control, 252i (w/label)
18 W7005381 PCB, Control Assy, 252i
19 W7005352 Ribbon Cable
20 W7005362 Panel Mounted Gas Fitting
21 W7005305 Wiring Harness, with plugs
22 W7005324 Current Transformer
Manual 0-5423PT 6-3 PEÇAS DE REPOSIÇÃO
Tabela 6-3

ESAB FABRICATOR 252i
6.02 Injetor de Fusion de Tweco 250 ampère MIG
PEÇAS DA TOCHA: FV215TA-3545
Art# A-11673_AB
Figura 6-4: Injetor de Fusion de Tweco 250 ampère MIG
PEÇAS DE REPOSIÇÃO 6-4 Manual 0-5423PT

ESAB FABRICATOR 252i
Item
No.
1 Velocity Nozzle*
2 Velocity Contact Tip*
Velocity 45˚ Conductor Tube
3
Velocity 60˚ Conductor Tube
4 Handle Halves w/screws F84
5 Trigger – Standard ELC84
6 Trigger Blade Assembly ELC94-BL
7 Gun Hanger 152
DESCRIÇÃO CÓDIGO
VNS-50
VNS-50F
VNS-62
VNS-62F
VNS-37
VNS-37F
VNS-75FAS
VTS-23
VTS-30
VTS-35
VTS-40
VTS-45
VTSA-364
VTS-52
VTS-116
VTSA-116
VTS-564
FVCT-S45
FVCT-S60
Item
No.
Cablehoz Assembly – 10 ft (3 m) MS210
Cablehoz Assembly – 12 ft (4 m) MS212
Cablehoz Assembly – 15 ft (5 m) MS210
Cablehoz Assembly – 25 ft (8 m) MS225
NS
Cablehoz Assembly, Euro-Kwik
– 12 ft (4 m)
Cablehoz Assembly, Euro-Kwik
8
9
10
11
12
– 15 ft (5 m)
Cablehoz Assembly, Euro-Kwik
– 25 ft (8 m)
Cablehoz Front Mechanical
8A
Connector Replacement Kit
Cablehoz Rear Mechanical
8B
Connector Replacement Kit
Cablehoz Front Mechanical
8C
Connector Replacement Kit for
Euro-Style
9A Miller® Rear Connector 350-174MH
9B Miller® Control Wire & Plug WM354-M
10A Tweco® Rear Connector 350-174H
10B Tweco Control Wire & Plug 35K-350-1
10C Tweco Control Wire & Plug WS-354-TA-LC
11A Lincoln® Rear Connector 350-174HXL
11B Lincoln® Control Wire & Plug WM354-M
12A Euro-Kwik Connection Assembly 174EX-1
12B Euro-Kwik Nut 174X-2
12C Euro-Kwik Connector Case X6RC
13 Conduit Assembly** **
DESCRIÇÃO CÓDIGO
MS212X
MS215X
MS225X
MS102-RK
MS172-RK
172X-M
Tabela 6-4: Tweco Fusion peças do injetor de 250 ampères MIG
* Patente pendente
** Consulte ao número de catálogo de Tweco para as peças específicas.
MILLER é uma marca registrada de Miller Electric Mfg. Co.; ESAB é uma marca registrada de ESAB AB; LINCOLN é uma marca registrada registada deLINCOLN Electric
Co.; As marcas registradas acima mencionadas estão em nenhuma maneira relacionada com Tweco Products, Inc. ou Victor Technologies. Tweco é uma marca registrada
de Victor Technologies.
Manual 0-5423PT 6-5 PEÇAS DE REPOSIÇÃO

ESAB FABRICATOR 252i
Página deixada em branco
PEÇAS DE REPOSIÇÃO 6-6 Manual 0-5423PT

ESAB FABRICATOR 252i
Art # A-10669P
APÊNDICE 1: OPCIONAIS E ACESSÓRIOS
Descrição Código
Tweco Fusion 250A MIG Gun, 15ft 1023-1097
26 TIG torch 12.5ft (3.8m); accessory kit with 1/16”, 3/32”, 1/8”
thoriated tungstens with collets, collet bodies No.5, 6, 7 Alumina
Nozzle - Gas Hose 9” (230mm) long with 5/8” 18 UNF male fitting,
Torch switch & remote current control with 8 pin plug
Gas Hose,12.5ft,Male 5/8-18UNF W4013900
Roll Cage, 252i W4015101
Large HD Cart,Single Cylinder, 211i-252i W4015001
Large HD Cart, Dual Cylinder, 211i-252i W4015002
Basic Utility Cart, Single Cylinder, 211i-252i W4014700
Adapter Cable for Miller® Spool Gun SG200M30AJC
Accessory Kit P062900010
Tabela A-1: Opcionais e acessórios
W4013600
SÓLIDO
.023”, .035”
Rolete
superior
Rolete
inferior
Tamanho do arame Tipo do arame Rolete superior Rolete inferior Guia de entrada Guia de saída
.023" (0.6mm) Sólido 407002-001 407002-002 375407-001 W6000803
.030" (0.8mm) Sólido 407002-001 407002-009 375407-001 W6000804
.035" (0.9mm) Sólido 407002-001 407002-009 375407-001 W6000804
.045" (1.2mm) Sólido 407002-001 407002-009 375407-001 W6000804
.030" (0.8mm) Tubular 375832 407002-009 375407-001 W6000804
.035" (0.9mm) Tubular 375832 407002-009 375407-001 W6000804
.045" (1.2mm) Tubular 170924-010 170924-010 375407-001 W6000804
1/16" (1.6mm) Tubular 170924-001 170924-001 375407-001 W6000805
.035" (0.9mm) Macio 408023-001 408023-001 375647 W6000804
3/64" (1.2mm) Macio 408023-002 408023-002 375647 W6000804
Tabela A-2: Guia com as combinações recomendadas de arame e roletes
TUBULAR
.030”, .035”
Figura A-1: Tabela de roletes
TUBULAR
.045”, 1/16”
MACIO
.035”, 3/64”
Manual 0-5423PT A-1 APÊNDICE

ESAB FABRICATOR 252i
APÊNDICE 2: DIAGRAMA DA FABRICATOR 252i
1
L1
L2
GND
GND
A
FRONT PANEL
J
VIDENT
SOL+
WFSPOT2
VBIAS
TRIG2
MOTOR+
MOTOR-
VPOT2
VPOT1
WFSPOT1
VBIAS
TRIG1
I
E
G
F
H
D
C
B
A
8
7
6
5
N/C
4
3
2
N/C
1
1
2
3
4
5
POT_RETURN
TRIG_SOL_RTN
POT_RETURN
B
TRIG_RETURN
LINE
BREAKER
LOAD
CONTROL BOARD
NOTE 1
FERRITE
AUX TRIG
FRONT PANEL
2
EMI BOARD
1
P2
50
3
C
D
WELD OUTPUT +
WELD OUTPUT -
1
1
FRONT PANEL
NOTES:
1. EMI ASSEMBLY, COMMON MODE CHOKE AND FERRITE (IF USED)
CURRENT SENSOR
1
2
3
4
INDUCTOR
Rev
Revision
Date
By
Art # A-10334_AC
1
2
3
APÊNDICE A-2 Manual 0-5423PT

ESAB FABRICATOR 252i
4
123456789
1
CHASSIS GND
BRIDGE + BRIDGE -
BRIDGE / MOV BOARD
P1 P2 P3
NI CANI CA
123
4
10
5
123456789
NOTE 1
COMMON MODE CHOKE
MOTOR
12341324121
101112
P8
6
A
GAS SOL
TIG SOL
BREAKER
FAN
FAN
2
P4
P6P5
DC+
1
2
P7
B
Rev
00 PROTOTYPE
Revision
4
P12
50
2
1
1
2
3
4
5
6
By
GAC 07/12/2011
P13
Date
P9
P10
HI-POT
TEMP SW
P11
HI-POT
1
2
SECSEC CT
TRANSFORMER
PRI PRI
Title
SCHEMATIC
SCH, SYS, NEXT GEN WELDER
5
GND PRI
P14
C
Art # A-10334_AC
Victor Technologies, Inc.
16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Date Printed
Drawn
Size
Drawing Number
7/12/2011
GAC
B
Date Revised
Date
Sheet
02/14/2011
1 1
D
7/12/2011
of
42X500100
6
Manual 0-5423PT A-3 APÊNDICE

ESAB FABRICATOR 252i
Date Rev Description
09/02/2015 AA Manual release
Revision History
APÊNDICE A-4 Manual 0-5423PT


ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers to our distributors in other
countries, please visit our home
page
www.esab.eu
www.esab.eu
©2015, 2016 ESAB Welding and Cutting Products
 Loading...
Loading...