


Renegade
ET180iP, ET210iP
Betriebsanweisung
0463 862 001 DE 20230310
Valid for: HA 204 YY-, HA 205 YY-XXXXXX



INHALT
1 SICHERHEIT
1.1 Bedeutung der Symbole
1.2 Sicherheitsvorkehrungen
2 EINFÜHRUNG
2.1 Ausrüstung
3 TECHNISCHE DATEN
3.1 Informationen zum ECO-Design
4 INSTALLATION
4.1 Standort
4.2 Hebeanweisungen
4.3 Netzstromversorgung
5 BETRIEB
...............................................................................................................................
.............................................................................................
...........................................................................................
.............................................................................................................................
..................................................................................................................
................................................................................................................
................................................................................
...........................................................................................................................
........................................................................................................................
.......................................................................................................
.................................................................................................
.....................................................................................................................................
5.1 Anschlüsse und Bedienelemente
5.2 WIG-Schweißen
5.3 MMA-Schweißen
...........................................................................................................
..........................................................................................................
5.4 Anschließen von Schweiß- und Massekabel
5.5 Ein-/Ausschalten der Stromversorgung
5.6 An Kühler EC1001 anschließen (nur ET210iP)
5.7 Gebläsesteuerung
5.8 Überhitzungsschutz
5.9 Fernsteuerung
5.10 Funktionen und Symbole
5.11 Einstellkonsole
5.11.1 Navigation
5.12 WIG-Einstellungen
.......................................................................................................
....................................................................................................
.............................................................................................................
............................................................................................
............................................................................................................
..........................................................................................................
.......................................................................................................
5.12.1 Versteckte WIG-Funktionen
5.12.2 Gemessene Werte
..............................................................................................
5.13 Erklärungen der WIG-Funktionen
5.13.1 Erklärung der Pedalfunktionen
5.14 MMA-Einstellungen
.....................................................................................................
5.14.1 Ausgeblendete MMA-Funktionen
5.14.2 Gemessene Werte
5.15 Erklärung der MMA-Funktionen
6 SERVICE
.....................................................................................................................................
6.1 Routinemäßige Wartung
6.2 Reinigungsanweisung
7 FEHLERBEHEBUNG
8 FEHLERCODES
..................................................................................................................
.........................................................................................................................
8.1 Beschreibung der Fehlercodes
9 ERSATZTEILBESTELLUNG
SCHALTPLAN
BESTELLNUMMERN
ZUBEHÖR
.......................................................................................................................................
............................................................................................................................
..............................................................................................................................................
..............................................................................................
.................................................................................
.............................................................................................
................................................................................................
..................................................................................
......................................................................................................
..............................................................................
............................................................
...................................................................
.......................................................
...............................................................................
..............................................................................
...........................................................................
.......................................................................
5
5
5
9
9
10
12
13
13
14
14
16
16
16
17
17
17
18
18
19
19
19
21
23
23
24
24
25
27
28
29
24
29
30
30
31
34
36
36
37
38
39
40
0463 862 001
- 4 -
© ESAB AB 2023

1 SICHERHEIT
1 SICHERHEIT
1.1 Bedeutung der Symbole
Diese werden im gesamten Handbuch verwendet: Sie bedeuten „Achtung! Seien Sie
vorsichtig!“
GEFAHR!
Weist auf eine unmittelbare Gefahr hin, die unbedingt zu vermeiden ist, da sie
andernfalls unmittelbar zu schweren Verletzungen bis hin zum Tod führt.
WARNUNG!
Weist auf eine mögliche Gefahr hin, die zu Verletzungen bis hin zum Tod führen kann.
VORSICHT!
Weist auf eine Gefahr hin, die zu leichten Verletzungen führen kann.
WARNUNG!
Lesen Sie vor der Verwendung die Betriebsanweisung und
befolgen Sie alle Kennzeichnungen, die Sicherheitsroutinen des
Arbeitgebers und die Sicherheitsdatenblätter (SDBs).
1.2 Sicherheitsvorkehrungen
Nutzer von ESAB-Ausrüstung müssen uneingeschränkt sicherstellen, dass alle Personen, die mit oder
in der Nähe der Ausrüstung arbeiten, die geltenden Sicherheitsvorkehrungen einhalten. Die
Sicherheitsvorkehrungen müssen den Vorgaben für diesen Ausrüstungstyp entsprechen. Neben den
standardmäßigen Bestimmungen für den Arbeitsplatz sind die folgenden Empfehlungen zu beachten.
Alle Arbeiten müssen von ausgebildetem Personal ausgeführt werden, das mit dem Betrieb der
Ausrüstung vertraut ist. Ein unsachgemäßer Betrieb der Ausrüstung kann zu Gefahrensituationen
führen, die Verletzungen beim Bediener sowie Schäden an der Ausrüstung verursachen können.
1. Alle, die die Ausrüstung nutzen, müssen mit Folgendem vertraut sein:
• Betrieb,
• Position der Notausschalter,
• Funktion,
• geltende Sicherheitsvorkehrungen,
• Schweiß- und Schneidvorgänge oder eine andere Verwendung der
Ausrüstung.
2. Der Bediener muss Folgendes sicherstellen:
• Es dürfen sich keine unbefugten Personen im Arbeitsbereich der
Ausrüstung aufhalten, wenn diese in Betrieb genommen wird.
• Beim Zünden des Lichtbogens oder wenn die Ausrüstung in Betrieb
genommen wird, dürfen sich keine ungeschützten Personen in der Nähe
aufhalten.
3. Das Werkstück:
• muss für den Verwendungszweck geeignet sein,
• darf keine Defekte aufweisen.
0463 862 001
- 5 -
© ESAB AB 2023

1 SICHERHEIT
4. Persönliche Sicherheitsausrüstung:
• Tragen Sie stets die empfohlene persönliche Sicherheitsausrüstung wie
Schutzbrille, feuersichere Kleidung, Schutzhandschuhe.
• Tragen Sie keine lose sitzende Kleidung oder Schmuckgegenstände wie
Schals, Armbänder, Ringe usw., die eingeklemmt werden oder
Verbrennungen verursachen können.
5. Allgemeine Vorsichtsmaßnahmen
• Stellen Sie sicher, dass das Rückleiterkabel sicher verbunden ist.
• Arbeiten an Hochspannungsausrüstung dürfen nur von qualifizierten
Elektrikern ausgeführt werden.
• Geeignete Feuerlöschausrüstung muss deutlich gekennzeichnet und in
unmittelbarer Nähe verfügbar sein.
• Schmierung und Wartung dürfen nicht ausgeführt werden, wenn die
Ausrüstung in Betrieb ist.
Wenn ausgestattet mit einem ESAB-Kühler
Verwenden Sie nur von ESAB zugelassenes Kühlmittel. Die Verwendung eines nicht zugelassenen
Kühlmittels kann zu Schäden an der Ausrüstung führen und die Produktsicherheit gefährden. In einem
solchen Schadensfall erlöschen sämtliche Garantieverpflichtungen seitens ESAB.
Bestellinformationen finden Sie im Kapitel "ZUBEHÖR" in der Betriebsanweisung.
WARNUNG!
Das Lichtbogenschweißen und Schneiden kann Gefahren für Sie und andere Personen
bergen. Ergreifen Sie beim Schweißen und Schneiden entsprechende Vorsichtsmaßnahmen.
Bei ELEKTRISCHEN SCHLÄGEN besteht Lebensgefahr!
• Installieren und erden Sie die Einheit gemäß der Betriebsanleitung.
• Berühren Sie keine stromführenden Teile oder Elektroden mit bloßen
Händen oder nasser Schutzausrüstung.
• Isolieren Sie sich von Erde und Werkstück.
• Sorgen Sie für eine sichere Arbeitsposition
ELEKTRISCHE UND MAGNETISCHE FELDER – Können gesundheitsgefährdend
sein
• Schweißer mit Herzschrittmachern sollten vor dem Schweißen ihren Arzt
konsultieren. EMF beeinträchtigen unter Umständen die Funktionsweise
einiger Schrittmacher.
• Das Arbeiten in EMF hat möglicherweise andere, bisher unbekannte
Auswirkungen auf die Gesundheit.
• Schweißer sollten die folgenden Vorkehrungen treffen, um das Arbeiten in
EMF zu minimieren:
○ Positionieren Sie die Elektrode und die Kabel auf derselben
Seite Ihres Körpers. Sichern Sie sie wenn möglich mit
Klebeband. Stellen Sie sich nicht zwischen die Elektrode und
die Kabel. Schlingen Sie den Brenner oder das Betriebskabel
niemals um Ihren Körper. Halten Sie die Stromquelle des
Schweißgeräts und die Kabel soweit von Ihrem Körper entfernt
wie möglich.
○ Schließen Sie das Betriebskabel zum Werkstück so nah wie
möglich am geschweißten Bereich an.
0463 862 001
RAUCH UND GASE – Können gesundheitsgefährdend sein.
• Wenden Sie Ihr Gesicht vom Schweißrauch ab.
• Verwenden Sie eine Belüftungseinrichtung, eine Absaugeinrichtung am
Lichtbogen oder beides, um Dämpfe und Gase aus Ihrem Atembereich
und dem allgemeinen Bereich zu entfernen.
- 6 -
© ESAB AB 2023

1 SICHERHEIT
LICHTBOGENSTRAHLEN – Können Augenverletzungen verursachen und zu
Hautverbrennungen führen.
• Schützen Sie Augen und Körper. Verwenden Sie den korrekten
Schweißschirm und die passende Filterlinse. Tragen Sie Schutzkleidung.
• Schützen Sie Umstehende mit geeigneten Schutzscheiben oder
Vorhängen.
GERÄUSCHPEGEL – Übermäßige Geräuschpegel können Gehörschäden
verursachen.
Schützen Sie Ihre Ohren. Tragen Sie Ohrenschützer oder einen anderen Gehörschutz.
BEWEGLICHE TEILE – Können Verletzungen verursachen
• Achten Sie darauf, dass alle Türen, Verkleidungsteile und Abdeckungen
geschlossen und gesichert sind. Für Wartungsarbeiten und
gegebenenfalls zur Fehlerbehebung darf nur qualifiziertes Personal die
Abdeckungen entfernen. Bringen Sie nach Abschluss der
Wartungsarbeiten die Verkleidungsteile und Abdeckungen wieder an, und
schließen Sie die Türen, bevor Sie den Motor starten.
• Stellen Sie den Motor ab, bevor Sie die Einheit montieren oder
anschließen.
• Halten Sie Hände, Haare, lose Kleidung und Werkzeuge fern von
beweglichen Teilen.
FEUERGEFAHR
• Funken (Schweißspritzer) können Brände auslösen. Sorgen Sie dafür,
dass sich in der Nähe des Schweißplatzes keine brennbaren Materialien
befinden.
• Verwenden Sie das Gerät nicht an geschlossenen Behältern.
HEISSE OBERFLÄCHE – Teile können brennen
• Berühren Sie Teile nicht mit bloßen Händen.
• Lassen Sie die Ausrüstung vor dem Arbeiten abkühlen.
• Verwenden Sie zum Umgang mit heißen Teilen geeignetes Werkzeug
und/oder isolierte Schweißhandschuhe, um Verbrennungen zu vermeiden.
FEHLFUNKTION – Fordern Sie bei einer Fehlfunktion qualifizierte Hilfe an.
SCHÜTZEN SIE SICH UND ANDERE!
VORSICHT!
Dieses Produkt ist ausschließlich für das Lichtbogenschweißen vorgesehen.
WARNUNG!
Verwenden Sie die Stromquelle nicht zum Auftauen gefrorener Leitungen.
VORSICHT!
Ausrüstung der Klasse A ist nicht für den Einsatz in
Wohnumgebungen vorgesehen, wenn eine Stromversorgung über
das öffentliche Niederspannungsnetz erfolgt. Aufgrund von
Leitungs- und Emissionsstöreinflüssen können in diesen
Umgebungen potenzielle Probleme auftreten, wenn es um die
Gewährleistung der elektromagnetischen Verträglichkeit von
Ausrüstung der Klasse A geht.
0463 862 001
- 7 -
© ESAB AB 2023

1 SICHERHEIT
HINWEIS!
Entsorgen Sie elektronische Ausrüstung in einer
Recyclinganlage!
Gemäß EU-Richtlinie 2012/19/EG zu Elektro- und
Elektronikgeräte-Abfall sowie ihrer Umsetzung durch nationale
Gesetze muss elektrischer und bzw. oder elektronischer Abfall in
einer Recyclinganlage entsorgt werden.
Als für diese Ausrüstung zuständige Person müssen Sie
Informationen zu anerkannten Sammelstellen einholen.
Weitere Informationen erhalten Sie von einem ESAB-Händler in
Ihrer Nähe.
ESAB bietet ein Sortiment an Schweißzubehör und persönlicher Schutzausrüstung zum
Erwerb an. Bestellinformationen erhalten Sie von einem örtlichen ESAB-Händler oder auf
unserer Website.
0463 862 001
- 8 -
© ESAB AB 2023

2 EINFÜHRUNG
2 EINFÜHRUNG
Bei RenegadeET180iP und ET210iP handelt es sich um auf Wechselrichtern basierende
Stromquellen, die für das Lichtbogenhandschweißen (MMA), Wolfram-Schutzgasschweißen (WIG)
und Hochfrequenz-Wolfram-Schutzgasschweißen (WIG) bestimmt sind.
Das ESAB-Produktzubehör wird im Kapitel „ZUBEHÖR“ in dieser Betriebsanweisung
aufgeführt.
2.1 Ausrüstung
Zu RenegadeET180iP und ET210iP gehören:
• Stromquelle
• Kabelset für Arbeitsklemme
• Gasschlauch
• Tragegurt
• Sicherheitshandbuch
• Kurzanleitung
0463 862 001
- 9 -
© ESAB AB 2023

3 TECHNISCHE DATEN
3 TECHNISCHE DATEN
RenegadeET180iP RenegadeET210iP
Ausgangsspannung 230 V ±15%
1–50/60Hz
Primärstrom
I
max
Leerlaufleistung im
Energiesparmodus
Einstellbereich
MMA 15-180A 15-110A 15-180A 15-110A
WIG 10-180A 10-140A 10-210A 10-140A
Zulässige Belastung bei MMA
25% ED 180A/27,2V 110A/24,4V 180A/27,2V 110A/24,4V
60% ED 116A/24,6V 71A/22,8V 116A/24,6V 71A/22,8V
100% ED 90A/23,6V 55A/22,2V 90A/23,6V 55A/22,2V
Zulässige Belastung bei WIG
25% ED 180A/17,2V 140A/15,6V 210A/18,4V 140A/15,6V
60% ED 116A/14,6V 90A/13,6V 135A/15,4V 90A/13,6V
100% ED 90A/13,6V 70A/12,8V 105A/14,2V 70A/12,8V
26A 29A 26A 29A
25 W
18 W
115 V ±15%
1–50/60Hz
25 W
18 W
230 V ±15%
1–50/60Hz
25 W
18 W
115 V ±15%
1–50/60Hz
25 W
18 W
Scheinleistung I2bei
maximalem Strom 6,1kVA 3,33kVA 6,1kVA 3,33kVA
Wirkleistung I2bei maximalem
Strom 6 kW 3,3kW 6 kW 3,3kW
Leistungsfaktor bei maximalem Strom
MMA 0,99
WIG 0,99
Wirkungsgrad bei maximalem Strom
MMA 84% 84% 84% 84%
WIG 81% 81% 81% 81%
Leerlaufspannung U0max
VDR 26V deaktiviert 78V
VDR 35V deaktiviert <30V
Betriebstemperatur -10 bis +40°C (+14 bis 104°F)
Transporttemperatur -20 bis +55°C (-4 bis +161°F)
Konstanter Schalldruck im
Leerlauf
<70dB
Abmessungen L x B x H 460×200×320mm (18,1×7,9×12,6Zoll)
Gewicht 11kg (24,3lbs)
Isolationsklasse F
0463 862 001
- 10 -
© ESAB AB 2023

3 TECHNISCHE DATEN
RenegadeET180iP RenegadeET210iP
Schutzart IP23
Anwendungsklasse
Relative Einschaltdauer (ED)
Als Einschaltdauer gilt der prozentuale Anteil eines 10-min-Zeitraums, in dem ohne Überlastung eine
bestimmte Last geschweißt oder geschnitten werden kann. Die Einschaltdauer gilt bei einer
Temperatur von 40°C (104°F) oder niedriger.
Schutzart
Der IP-Code zeigt die Schutzart an, d.h. den Schutzgrad gegenüber einer Durchdringung durch
Festkörper oder Wasser.
Mit IP23 gekennzeichnete Ausrüstung ist für den Einsatz im Innen- und Außenbereich vorgesehen.
Anwendungsklasse
Das Symbol zeigt an, dass die Stromquelle für den Einsatz in Bereichen mit erhöhtem
elektrischem Gefahrengrad ausgelegt ist.
0463 862 001
- 11 -
© ESAB AB 2023
3 TECHNISCHE DATEN
3.1 Informationen zum ECO-Design
Das Gerät wurde so konzipiert, dass es Richtlinie 2009/125/EG und Verordnung 2019/1784/EU
entspricht.
Wirkungsgrad und Stromverbrauch im Leerlauf:
Name Blindleistung Wirkungsgrad bei maximalen
Stromverbrauch
RenegadeET180iP <50W 83%
RenegadeET210iP <50W 83%
Der Wert von Wirkungsgrad und Verbrauch im Leerlauf wurde anhand den in der Produktnorm EN
60974-1:2012 definierten Methoden und Bedingungen gemessen.
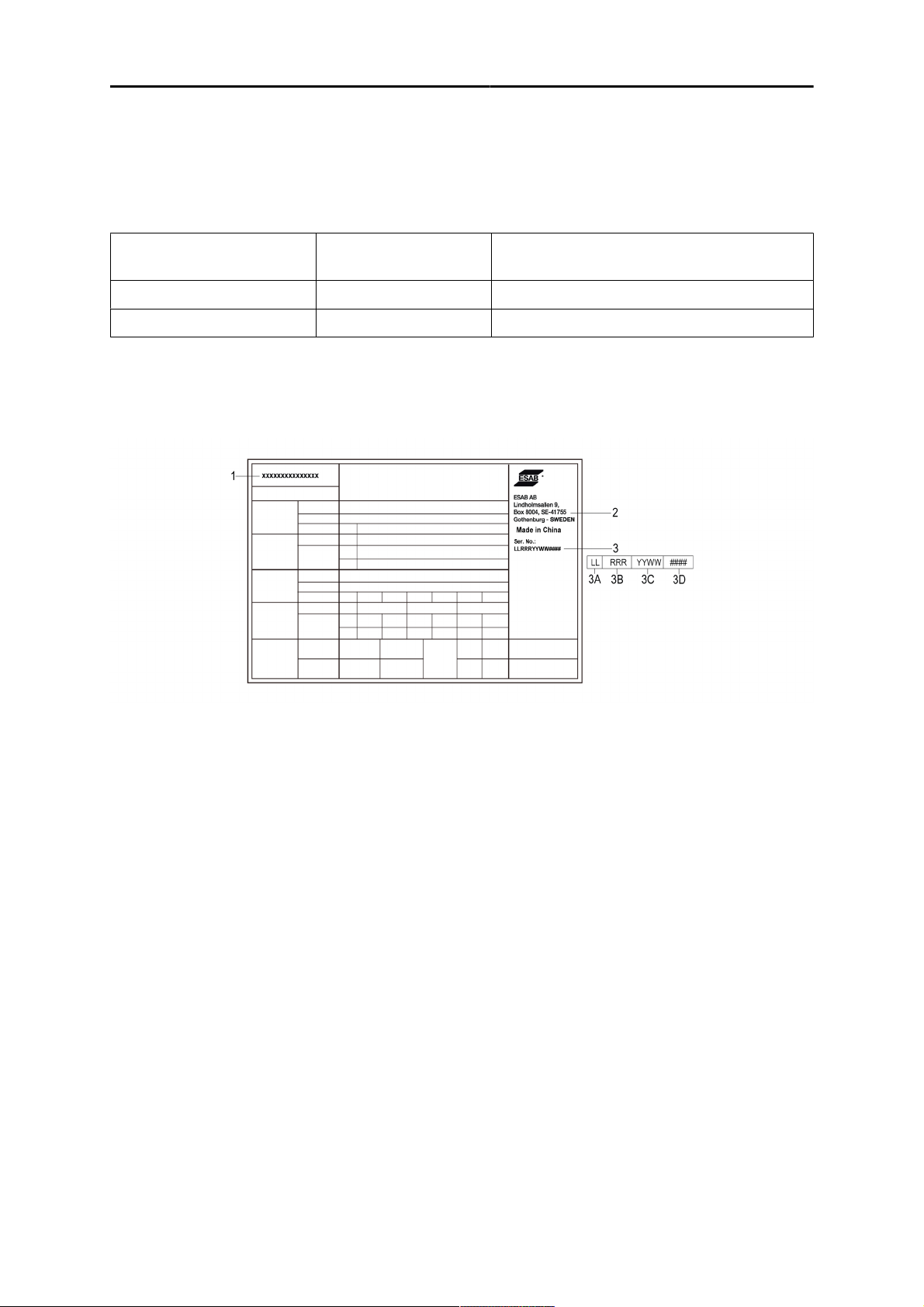
Der Herstellername, der Produktname, die Seriennummer und das Produktionsdatum können vom
Typenschild abgelesen werden.
1. Produktname
2. Name und Adresse des Herstellers
3. Seriennummer
3A. Code des Herstellungsorts
3B. Revisionsstufe (letzte Ziffer der Jahres- und Wochennummer)
3C. Jahr und Woche der Produktion (letzte zwei Ziffern der Jahres- und
Wochennummer)
3D. System laufender Nummern (jede Woche beginnt mit 0001)
0463 862 001
- 12 -
© ESAB AB 2023

4 INSTALLATION
4 INSTALLATION
Die Installation darf nur von Fachpersonal ausgeführt werden.
VORSICHT!
Dieses Produkt ist für die industrielle Nutzung vorgesehen. Der Einsatz in einer
Wohnumgebung kann Funkstörungen verursachen. Der Benutzer muss entsprechende
Vorkehrungen treffen.
4.1 Standort
Stellen Sie die Stromquelle so auf, dass Ein- und Auslassöffnungen für die Kühlluft nicht blockiert
werden.
A. Minimum 200mm (8Zoll)
B. Minimum 200mm (8Zoll)
WARNUNG!
Sichern Sie die Ausrüstung – besonders
auf unebenem oder abschüssigem
Untergrund.
0463 862 001
- 13 -
© ESAB AB 2023

4 INSTALLATION
4.2 Hebeanweisungen
Die Einheiten sind mit einem Tragegriff ausgestattet.
WARNUNG!
Ein Stromschlag kann zum Tode führen. Keine spannungsführenden elektrischen Teile
berühren. Bevor Sie die Schweißstromquelle bewegen, schalten Sie die
Spannungsversorgung ab und trennen Sie die Netzanschlussleitungen von der
Schweißstromquelle.
WARNUNG!
Herunterfallende Teile können ernsthafte Verletzungen und Sachschäden verursachen.
Zum Anheben der Einheit muss sich der Griff oben befinden.
4.3 Netzstromversorgung
HINWEIS!
Anforderungen an die Netzstromversorgung
Die Ausrüstung entspricht den Vorgaben in IEC 61000-3-12, wenn die Kurzschlussleistung am
Verbindungspunkt zwischen dem Stromnetz des Benutzers und dem öffentlichen Stromnetz
größer gleich S
erforderlich, nach Rücksprache mit dem Netzbetreiber – sicherstellen, dass die Ausrüstung
nur an eine Stromversorgung mit einer Kurzschlussleistung größer gleich S
1. Leistungsschild mit Daten für den
Stromversorgungsanschluss.
ist. Der Installateur oder Benutzer der Ausrüstung muss – falls
scmin
scmin
ist.
0463 862 001
- 14 -
© ESAB AB 2023

4 INSTALLATION
Empfohlene Sicherungsgrößen und Kabelmindestquerschnitt für RenegadeET180iP und
ET210iP
RenegadeET180iP RenegadeET210iP
Versorgungsspa
nnung
Netzkabelquersc
hnitt
Maximaler
Nennstrom I
max
MMA/Stick
(SMAW)
I
MMA/Stab
1eff
(SMAW)
Sicherung träge,
Typ D MCB
Empfohlene
Maximallänge
einer
Verlängerungsleit
ung
Empfohlener
Mindestquerschn
itt einer
Verlängerungsleit
ung
230VAC 115VAC 230VAC 115VAC
2,5mm
2
2,5mm
2
2,5mm
2
2,5mm
2
26A 29A 26A 29A
13A 14,5A 13A 14,5A
20A 20A 20A 20A
100m (328ft) 100m (328ft) 100m (328ft) 100m (328ft)
2,5mm
2
2,5mm
2
2,5mm
2
2,5mm
2
Versorgung über Generator
Die Stromquelle kann über verschiedene Generatortypen versorgt werden. Einige von diesen
erzeugen jedoch möglicherweise keine ausreichende Leistung für den einwandfreien Betrieb der
Schweißstromquelle. Generatoren mit automatischer Spannungsregelung (AVR) oder einer
gleichwertigen oder besseren Regelung und einer Nennleistung von 7kW werden empfohlen.
WARNUNG!
Bei Verwendung unter 115VAC Eingangsspannung muss die Leistung des
Versorgungssteckers höher als 20A sein.
0463 862 001
- 15 -
© ESAB AB 2023

5 BETRIEB
5 BETRIEB
Allgemeine Sicherheitshinweise für den Umgang mit der Ausrüstung werden im Kapitel
"SICHERHEIT" in diesem Dokument aufgeführt. Lesen Sie dieses Kapitel, bevor Sie mit der
Ausrüstung arbeiten!
HINWEIS!
Verwenden Sie beim Transport der Ausrüstung den dafür vorgesehenen Griff. Ziehen Sie
niemals an den Kabeln.
WARNUNG!
Stromschlag! Werkstück oder Schweißkopf dürfen während des Betriebs nicht berührt werden!
5.1 Anschlüsse und Bedienelemente
1. Einstellkonsole 6. WIG-Schalterbuchse
2. Schweiß-Pluspol: 7. Gasversorgung, Ausgang
3. Schweiß-Minuspol: 8. Gasversorgung, Eingang
4. Stromkabel 9. Anschluss für Wasserkühler (nur ET210iP)
5. Hauptstromschalter, I/O 10. Fernbedienungsanschluss
5.2 WIG-Schweißen
Beim WIG-Schweißen wird das Metall des Werkstücks geschmolzen. Dazu wird der
Lichtbogen einer Wolframelektrode genutzt, die sich als solche nicht verbraucht. Das
Schmelzbad und die Elektrode sind durch ein Schutzgas geschützt, dass normalerweise
aus einem Inertgas besteht.
Beim WIG-Schweißen ist die Stromquelle um folgende Komponenten zu ergänzen:
• WIG-Brenner
• Gasschlauch, der an den Gaszufuhreingang angeschlossen ist (mit einer
Schlauchschelle)
• Argongasflasche
• Argongasregler
• Wolframelektrode
• Rückleitungskabel (mit Klemme)
0463 862 001
- 16 -
© ESAB AB 2023

5 BETRIEB
5.3 MMA-Schweißen
Das MMA-Schweißen kann mit dem Schweißen mit beschichteten Elektroden
verglichen werden. Der Bogen schmilzt die Elektrode ebenso wie eine Stelle am
Werkstück. Die Beschichtung bildet beim Schweißen eine schützende Schlacke und
erzeugt ein Schutzgas, um das Schweißbad vor Verunreinigungen durch die
Umgebungsatmosphäre zu schützen.
Beim MMA-Schweißen ist die Stromquelle um folgende Komponenten zu ergänzen:
• Schweißkabel mit Elektrodenhalter
• Massekabel mit Klemme
5.4 Anschließen von Schweiß- und Massekabel
Die Stromquelle besitzt zwei Ausgänge: einen Schweiß-Pluspol (+) und einen Schweiß-Minuspol (-).
An diese werden Schweißkabel und Massekabel angeschlossen. Der Ausgang, mit dem das
Schweißkabel verbunden wird, hängt vom Schweißverfahren bzw. vom verwendeten Elektrodentyp
ab.
Schließen Sie das Massekabel an den anderen Ausgang der Stromquelle an. Stellen Sie sicher, dass
die Kontaktklemme des Massekabels am Werkstück angeschlossen ist und dass ein guter Kontakt
zwischen dem Werkstück und dem Ausgang für das Massekabel an der Stromquelle besteht.
• Beim WIG-Schweißen wird der Schweiß-Minuspol (-) für die Schweißzange und der
Schweiß-Pluspol (+) für das Massekabel verwendet.
• Beim MMA-Schweißen kann das Schweißkabel je nach verwendetem Elektrodentyp
mit dem Schweiß-Pluspol (+) oder dem -Schweiß-Minuspol (-) verbunden werden. Die
Anschlusspolarität ist auf der Elektrodenverpackung angegeben.
5.5 Ein-/Ausschalten der Stromversorgung
Um die Stromversorgung einzuschalten, bringen Sie den Schalter in die Stellung „ON“ (I).
Zum Ausschalten der Einheit bringen Sie den Schalter in die Stellung „O“.
Sowohl bei einer Unterbrechung der Stromversorgung als auch beim normalen Ausschalten werden
die Schweißprogramme gespeichert, sodass sie beim nächsten Start der Einheit verfügbar sind.
VORSICHT!
Schalten Sie die Stromquelle nicht beim Schweißen (mit Last) aus.
0463 862 001
- 17 -
© ESAB AB 2023
5 BETRIEB
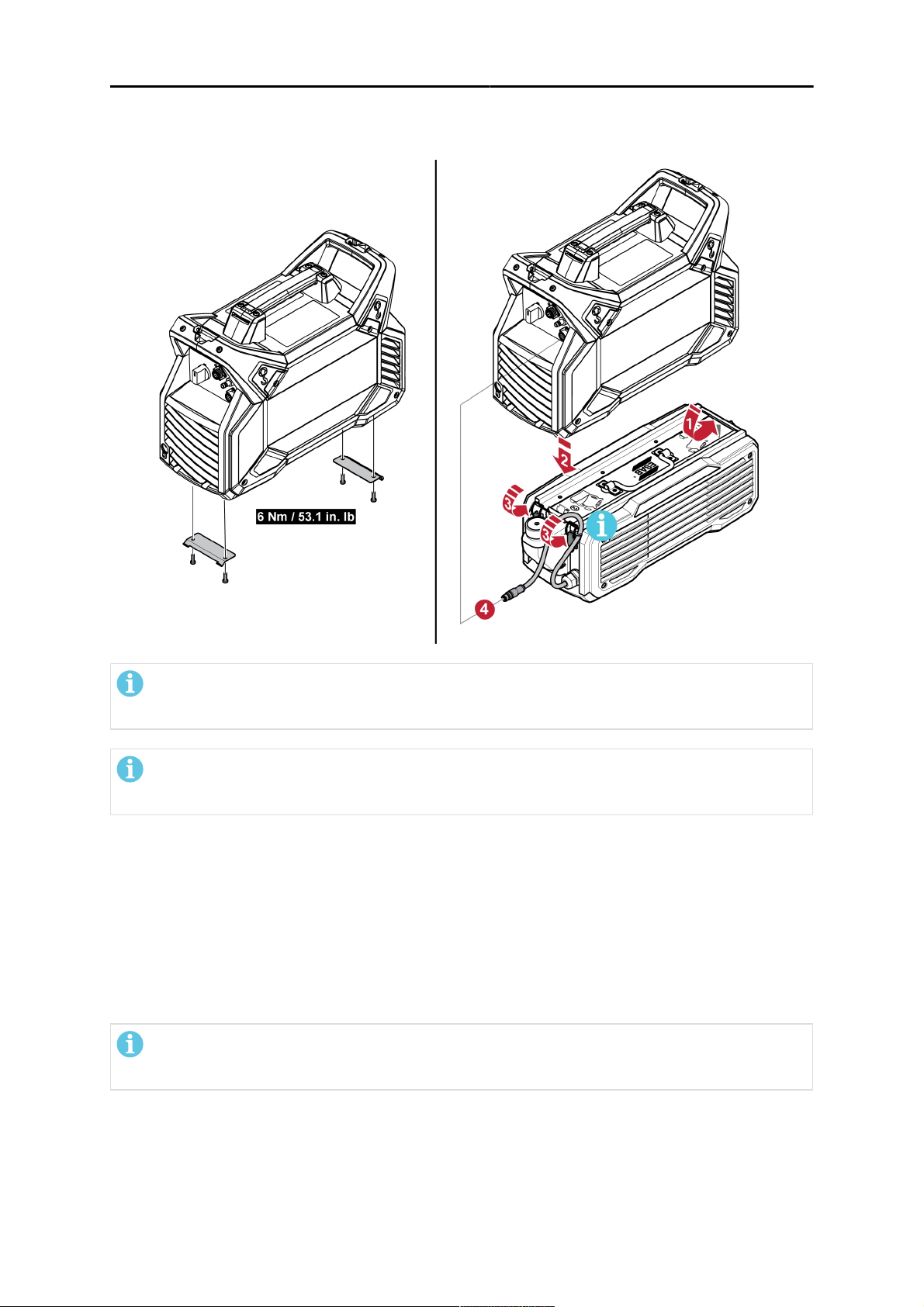
5.6 An Kühler EC1001 anschließen (nur ET210iP)
HINWEIS!
Achten Sie darauf, dass das Schnittstellenkabel nicht zwischen der Stromquelle und dem
Kühlaggregat eingeklemmt wird.
HINWEIS!
Das Kühlaggregat wird von der Schweißstromquelle über das Anschlusskabel mit Strom
versorgt (weitere Informationen finden Sie in der Betriebsanweisung des Kühlaggregats).
5.7 Gebläsesteuerung
ET180iP und ET210iP sind zusätzlich mit einem Lüfter ausgestattet. Wenn der Lüfter nicht
verwendet wird, schaltet er sich automatisch aus.
Dies hat zwei Vorteile:
1. Der Stromverbrauch wird minimiert
2. Verunreinigungen, die in die Stromquelle gelangen, wie z.B. Staub, werden minimiert
HINWEIS!
Wenn eine Kühlung erforderlich ist, läuft der Lüfter, wenn nicht, schaltet er sich automatisch
ab.
0463 862 001
- 18 -
© ESAB AB 2023

5 BETRIEB
5.8 Überhitzungsschutz
Die Stromquelle besitzt einen Überhitzungsschutz. Bei Überhitzung wird der
Schweißvorgang unterbrochen, eine Meldeleuchte wird aktiviert und auf dem Display
des Bedienfelds wird die Fehlermeldung ERR206 angezeigt. Der Überhitzungsschutz
stellt sich automatisch zurück, wenn die Temperatur ausreichend gesunken ist.
5.9 Fernsteuerung
Schließen Sie die Fernsteuerung auf der Rückseite der Stromquelle an und aktivieren
Sie die Fernsteuerung durch Drücken der Fernsteuerungstaste auf dem Bedienfeld
(wird durch Aufleuchten der Fernsteuerungsanzeige signalisiert). Bei aktivierter
Fernsteuerung ist das Bedienfeld für Bedienschritte verriegelt, die Schweißdaten
werden trotzdem angezeigt.
Wenn ein externes Gerät angeschlossen ist, wird der maximale Ausgangsstrom der
Stromquelle durch den Bedienknopf an der Vorderseite bestimmt, unabhängig von der
Einstellung des externen Geräts.
5.10 Funktionen und Symbole
MMA-Schweißen
Das MMA-Schweißen kann mit dem Schweißen mit beschichteten Elektroden
verglichen werden. Das Zünden des Lichtbogens schmilzt die Elektrode, wobei ihre
Beschichtung eine schützende Schlacke bildet.
Beim MMA-Schweißen ist die Stromquelle um folgende Komponenten zu ergänzen:
• Schweißkabel mit Elektrodenhalter
• Massekabel mit Klemme
Arc Force (versteckte Funktion)
Die Arc Force-Funktion bestimmt, wie sich der Strom bei variierender Lichtbogenlänge
während des Schweißvorgangs verändert. Stellen Sie einen niedrigen Arc Force-Wert
ein, wenn Sie einen ruhigen Lichtbogen benötigen, der wenig Spritzer verursacht, aber
einen hohen Wert, wenn Sie einen intensiven Lichtbogen mit grabender Wirkung
benötigen.
Arc Force kommt nur beim MMA-Schweißen zur Anwendung.
Hotstart (versteckte Funktion)
Beim Hotstart wird zu Beginn des Schweißvorgangs der Schweißstrom vorübergehend
erhöht. Nutzen Sie diese Funktion, um das Risiko einer ungenügenden elektrischen
Absicherung sowie das Ankleben und Kratzen der Elektrode zu verringern.
0463 862 001
Der Hotstart kommt nur beim MMA-Schweißen zur Anwendung.
- 19 -
© ESAB AB 2023

5 BETRIEB
WIG-Schweißen
Beim WIG-Schweißen wird das Metall des Werkstücks geschmolzen. Dazu wird der
Lichtbogen einer Wolframelektrode genutzt, die sich als solche nicht verbraucht.
Schweißbad und Elektrode sind von einem Schutzgas umgeben.
Beim WIG-Schweißen ist die Stromquelle um folgende Komponenten zu ergänzen:
• WIG-Brenner
• Argongasflasche
• Argongasregler
• einer Wolframelektrode
Diese Stromquelle führt einen LIFT-WIG-Start aus.
Die Wolframelektrode wird an das Werkstück gelegt und der Brennerauslöser gedrückt.
Beim Abheben der Elektrode vom Werkstück wird der Lichtbogen mit einem begrenzten
Stromwert gezündet.
HF Start
Die Funktion HF-Start zündet den Lichtbogen über einen Funken von der Elektrode zum
Werkstück, während sich die Elektrode an das Werkstück annähert und der Auslöser
am WIG-Brenner gedrückt wird.
Spannungsminderungseinrichtung (VRD; Voltage Reducing Device)
Per VRD-Funktion wird sichergestellt, dass die Leerlaufspannung maximal 35 V beträgt,
wenn kein Schweißvorgang stattfindet. Dies wird durch eine leuchtende VRD-Anzeige
auf dem Bedienfeld angezeigt. Wenden Sie sich an einen autorisierten
ESAB-Servicetechniker, um die Funktion zu aktivieren.
0463 862 001
- 20 -
© ESAB AB 2023

5 BETRIEB
5.11 Einstellkonsole
0463 862 001
- 21 -
© ESAB AB 2023

5 BETRIEB
1. Taste zum Umschalten zwischen Gleichstrom
12. Anzeige für Grundstrom.
und Impulsstrom.
2. Display zur Anzeige von eingestellten oder
13. Anzeige der Impulsfrequenz.
gemessenen Werten.
3. Schaltfläche zur Auswahl der
14. Down-Slope-Anzeige.
Schweißmethode: WIG HF, LiftArc™ oder
MMA.
4. Einstellungsanzeige 15. Anzeige für die Gasnachströmung.
5. Taste zur Einstellung von 2-Takt- oder
4-Takt-Modus (nur bei WIG).
6. Taste zum Aktivieren bzw. Deaktivieren der
Fernsteuerungseinheit.
16. Taste zum Umschalten zwischen den
Parametern in der Grafik.
17. Erläutert die Anzeige: s(Gasvorströmung in
Sekunden, Gasnachströmung, Up-Slope und
Down-Slope), %(Impulsbalance),
Hz(Impulsfrequenz).
7. Drehregler zum Einstellen der Daten 18. Schweißstrom und
Messwert/Spannungsmesswert.
8. Anzeige für die Gasvorströmung. 19. Parameter-Auswahltaste, Anzeige der
Auswahl durch (18). Wird auch für den Zugriff
auf ausgeblendete Funktionen verwendet.
9. Up-Slope-Anzeige. 20. Überhitzungsanzeige.
10. Anzeige für Direktstrom bzw. Impulsstrom. 21. Anzeige VRD-Funktion (reduzierte
Leerlaufspannung)
11. Impuls-Balance.
0463 862 001
- 22 -
© ESAB AB 2023

5 BETRIEB
5.11.1 Navigation
Auswählen der Parameter
Durch Drücken der Taste (19) können einzelne Werte angezeigt und geändert werden. Nutzen Sie
den Drehregler (7) zum Ändern der Werte. Die Werte werden in folgender Reihenfolge angezeigt:
1. Eingestellter Stromwert.
2. Gemessener Stromwert.
3. Gemessene Spannungswert.
Einstellen der Parameter
Die Einstellungsanzeige (4) leuchtet auf, wenn ein angezeigter Wert geändert werden kann. Bei
aktivierter Fernsteuerungseinheit ist ein Ändern von Werten über die Bedienkonsole nicht möglich.
Beim Versuch, Werte zu ändern, während sich die Ausrüstung im Modus „Messwert“ befindet,
wechselt die Ausrüstung automatisch in den Modus „Einstellwert“.
Die Einstellungsanzeige (4) bleibt aus, wenn die gemessenen Werte angezeigt werden.
Schweißparameter
Die Schweißparameter werden jeweils für „Impuls“ bzw. „Kein Impuls“ gespeichert. Die Werte ändern
sich, wenn von „Impuls“ bzw. „Kein Impuls“ umgeschaltet wird.
5.12 WIG-Einstellungen
Symbol Funktion EinstellbereichEinstellungss
chritte
WIG HF* EIN/AUS AN x
LiftArc* EIN/AUS AUS x
Strom 1ph: 10–210A 1 120A x
Stromanstiegsz
eit
Stromabsenkz
eit
Gasvorströmzeit0,0–25,0s 0,1 1,0s x
Gasnachström
zeit
0,0–25,0s 0,1 1,5s x
0,0–25,0s 0,1 3,0s x
0,0–25,0s 0,1 7,0s x
Werkseitige
Einstellung
ET180iP und
ET210iP
0463 862 001
2-Takt* EIN/AUS AN x
4-Takt* EIN/AUS AUS x
Fernsteuerung
seinheit*
Puls* EIN/AUS AUS x
EIN/AUS AUS x
- 23 -
© ESAB AB 2023

5 BETRIEB
Symbol Funktion EinstellbereichEinstellungss
chritte
Impulsstrom 1ph: 10–210A 120A x
Hintergrundstrom1ph: 10–210A 80A x
Impuls-Balance 10–90% 5 50% x
Impulsfrequenz 0,01–999Hz 0,01–0,99:
0,01
1,0–9,9: 0,1
10–100: 1
100–300: 10
300–999: 100
Min. Strom
Fernsteuerung
* Diese Parameter können während des Schweißens nicht geändert werden.
0–99% 1 0% H
Werkseitige
Einstellung
100Hz x
ET180iP und
ET210iP
5.12.1 Versteckte WIG-Funktionen
Die Bedienkonsole enthält ausgeblendete Funktionen. Um auf die Funktionen zuzugreifen, drücken
Sie die Taste (19) zur Auswahl der Parameter (19) für drei Sekunden (siehe Abschnitt
EINSTELLKONSOLE zur Tastenposition). Auf dem Display erscheint daraufhin ein Buchstabe und ein
Wert. Wählen Sie die Funktion aus, indem Sie die gleiche Taste drücken. Verwenden Sie den
Drehregler, um den Wert für die gewählte Funktion zu ändern. Um die ausgeblendeten Funktionen zu
verlassen, drücken Sie die Taste erneut 3Sekunden lang.
Buchstabe Funktion Einstellungen
E Doppelstrom-Modus 0=AUS, 1=EIN
e Doppelstrom-Modus-Einstellwert 10–90%
I Min. Strom Fernsteuerung 0–99%
5.12.2 Gemessene Werte
Gemessener Strom
Der Messwert in der Anzeige für den Schweißstrom A ist ein arithmetischer
Mittelwert.
Gemessene Spannung
Der Messwert im Display für Bogenspannung V ist ein arithmetischer Mittelwert.
0463 862 001
- 24 -
© ESAB AB 2023

5 BETRIEB
5.13 Erklärungen der WIG-Funktionen
HF Start
Die HF-Startfunktion zündet den Lichtbogen durch die Verwendung eines hohen
Pilotbogens mit hochfrequenter Spannung. Dies verringert das Risiko einer
Wolframverunreinigung bei Arbeitsanfang. Die hochfrequente Spannung kann andere
Elektrogeräte in nächster Nähe stören.
LiftArc™
Der LiftArc-Funktion zündet den Lichtbogen, wenn der Kontakt zwischen der
Wolframelektrode und dem Werkstück hergestellt, der Brennerkontakt gedrückt und die
Elektrode anschließend wieder vom Werkstück weg angehoben wird. Um die Gefahr
einer Wolframverunreinigung bei Arbeitsanfang zu minimieren, ist der Strom am
Anfang sehr niedrig und erhöht sich dann bis auf den eingestellten Stromwert. (Dies
wird durch die Up-Slope-Funktion gesteuert).
2-Takt
Im 2-Takt-Modus wird der Brennerkontakt (1) des WIG-Brenners betätigt, um die
Schutzgasströmung zu starten und den Lichtbogen zu zünden. Der Strom steigt bis auf
den eingestellten Stromwert. Wenn Sie den Brennerkontakt (2) loslassen, sinkt der
Strom wieder und der Lichtbogen erlischt. Das Schutzgas strömt weiter, um die
Schweißnaht und die Wolframelektrode zu schützen.
A= Gasvorströmung
B = Stromanstieg
C = Stromabsenkung
D= Gasnachströmung
4-Takt
Im 4-Takt-Modus wird der Brennerkontakt (1) des WIG-Brenners betätigt, um die
Schutzgasströmung zu starten und den Lichtbogen auf einem Stromsteuerniveau zu
zünden. Lassen Sie den Brennerkontakt (2) los, um den Strom auf den eingestellten
Schweißstromwert ansteigen zu lassen. Zum Anhalten des Schweißvorgangs drücken
Sie den Brennerkontakt (3) erneut. Der Strom sinkt wieder auf das Stromsteuerniveau.
Durch Loslassen des Brennerkontakts (4) wird der Schweißvorgang beendet. Das
Schutzgas strömt weiter, um die Schweißnaht und die Wolframelektrode zu schützen.
A= Gasvorströmung
0463 862 001
B = Stromanstieg
C = Stromabsenkung
D= Gasnachströmung
- 25 -
© ESAB AB 2023

5 BETRIEB
Gasvorströmung
Mithilfe der Gasvorströmung wird kontrolliert, wie viel Zeit zwischen dem Ausströmen
des Schutzgases und dem Entzünden des Lichtbogens vergehen soll.
Gasnachströmung
Mithilfe der Gasnachströmung wird kontrolliert, wie lange Schutzgas nach Ausschalten
des Lichtbogens ausströmen soll.
Up-Slope
Mithilfe der Up-Slope-Funktion wird die Dauer des Stromanstiegs bei der Zündung
kontrolliert, um eine mögliche Beschädigung der Wolframelektrode auszuschließen.
Down-Slope
Mithilfe der Down-Slope-Funktion wird die Dauer des Stromabfalls beim Beenden des
Schweißens kontrolliert, um Röhren und/oder Brüche zu verhindern.
Impulseinstellungen
Für das Einstellen des gepulsten Stroms sind vier Parameter erforderlich: Impulsstrom,
Grundstrom, Impuls-Balance und Impulsfrequenz.
Impulsstrom
Der höhere der beiden Stromwerte bei der Verwendung von gepulstem Strom.
Impuls-Grundstrom
Der niedrigere der beiden Stromwerte bei der Verwendung von gepulstem Strom.
Impuls-Balance
Die Impulsbalance ist das Verhältnis zwischen Impulsstrom und Grundstrom in einem
Impulszyklus. Um die Energie des Lichtbogens und die Größe des Schweißbads zu
steuern, kann die Impuls-Balance durch Einstellung des Anteils des Impulsstroms in
einem Impulszyklus reguliert werden.
Beispiel: Bei einer Einstellung der Impuls-Balance auf 50% wird die Zeit für
Impulsstrom und Grundstrom im Impulszyklus gleichmäßig verteilt. Wird die
Impuls-Balance auf 90% eingestellt, wird dem Impulsstrom 90% der Zeit und dem
Grundstrom nur 10% im Impulszyklus zugeteilt.
Impulsfrequenz
Die Anzahl der Impulszyklen in einem bestimmten Zeitraum. Je höher die Frequenz,
desto mehr Impulszyklen gibt es innerhalb eines Zeitraums. Wenn die Impulsfrequenz
niedrig eingestellt ist, kann das Schweißbad zwischen den Pulsen teilweise erstarren.
Bei einer höheren Einstellung der Impulsfrequenz kann ein stärker fokussierter
Lichtbogen erzeugt werden.
Min. Strom Fernsteuerung
0463 862 001
Wird verwendet, um den minimalen Strom für das Pedal einzustellen. Die Einstellung
erfolgt prozentual zum eingestellten Schweißstromwert im Bereich von 0–99% in
Schritten von 1%.
Beispiel: Wenn der Strom auf 100A und die Funktion „Min. Strom Fernsteuerung“ auf
20 eingestellt ist, beträgt der min. Strom Fernsteuerung 20A. Wenn der Strom auf 80A
und die Funktion „Min. Strom Fernsteuerung“ auf 50 eingestellt ist, beträgt der min.
Strom Fernsteuerung 40A.
- 26 -
© ESAB AB 2023

5 BETRIEB
5.13.1 Erklärung der Pedalfunktionen
Pedal bei 2-Takt-Betrieb mit Brennerkontakt für WIG-Brenner
Im 2-Takt-Modus wird bei aktiviertem Pedal der Auslöser (1) des WIG-Brenners betätigt, um die
Schutzgasströmung zu starten und den Lichtbogen zu zünden. Der Strom steigt bis auf den
eingestellten Mindestwert für die Fernsteuerung. Verwenden Sie das Pedal zum Regulieren des
Stroms zwischen dem Wert für „Min. Strom Fernsteuerung“ und dem einstellten Schweißstromwert.
Wenn Sie den Brennerkontakt des WIG-Brenners (2) lösen, sinkt der Strom wieder und der
Lichtbogen erlischt. Das Schutzgas strömt weiter, um die Schweißnaht und die Wolframelektrode zu
schützen.
A= Gasvorströmung
B = Stromanstieg
C = Stromabsenkung
D= Gasnachströmung
Pedal bei 4-Takt-Betrieb mit Brennerkontakt für WIG-Brenner
Im 4-Takt-Modus wird bei aktiviertem Pedal der Auslöser (1) des WIG-Brenners betätigt, um die
Schutzgasströmung zu starten und den Lichtbogen auf einem Stromsteuerniveau zu zünden. Lassen
Sie den Brennerkontakt (2) los, um den Strom auf den Wert für „Min. Strom Fernsteuerung“
ansteigen zu lassen. Verwenden Sie das Pedal zum Regulieren des Stroms zwischen dem Wert für
„Min. Strom Fernsteuerung“ und dem einstellten Schweißstromwert. Zum Anhalten des
Schweißvorgangs drücken Sie den Brennerkontakt (3) erneut. Der Strom sinkt wieder auf das
Stromsteuerniveau. Durch Loslassen des Brennerkontakts (4) wird der Schweißvorgang beendet.
Das Schutzgas strömt weiter, um die Schweißnaht und die Wolframelektrode zu schützen.
E= Eingestellter Stromwert
F= Min. Strom Fernsteuerung
G= Mit dem Pedal regelbarer
Strombereich
0463 862 001
A= Gasvorströmung
B = Stromanstieg
C = Stromabsenkung
D= Gasnachströmung
- 27 -
E= Eingestellter Stromwert
F= Min. Strom Fernsteuerung
G= Mit dem Pedal regelbarer
Strombereich
© ESAB AB 2023

5 BETRIEB
Fußpedal
Betätigen Sie das Pedal (1), um die Schutzgasströmung zu starten und den Lichtbogen zu zünden.
Der Strom steigt bis auf den eingestellten Mindestwert für die Fernsteuerung. Verwenden Sie das
Pedal zum Regulieren des Stroms zwischen dem Wert für „Min. Strom Fernsteuerung“ und dem
einstellten Schweißstromwert. Wenn Sie das Pedal lösen, sinkt der Strom wieder und der Lichtbogen
erlischt. Das Schutzgas strömt weiter, um die Schweißnaht und die Wolframelektrode zu schützen.
A= Gasvorströmung
B = Stromanstieg
C = Stromabsenkung
D= Gasnachströmung
E= Eingestellter Stromwert
F= Min. Strom Fernsteuerung
G= Mit dem Pedal regelbarer
Strombereich
5.14 MMA-Einstellungen
Symbol Funktion EinstellbereichEinstellungss
chritte
MMA* EIN/AUS AN x
Strom 1ph: 15–180A 1 100A
Arc Force 0–99% 1 50 H
Hotstart 0–99% 1 20% H
Fernsteuerung
seinheit*
EIN/AUS AUS x
Werkseitige
Einstellung
ET180iP und
ET210iP
* Diese Parameter können während des Schweißens nicht geändert werden.
0463 862 001
- 28 -
© ESAB AB 2023
5 BETRIEB
5.14.1 Ausgeblendete MMA-Funktionen
Die Bedienkonsole enthält ausgeblendete Funktionen. Um auf die Funktionen zuzugreifen, drücken
Sie die Taste zur Auswahl der Parameter drei Sekunden lang (siehe Abschnitt EINSTELLKONSOLE
zur Tastenposition). Auf dem Display erscheint daraufhin ein Buchstabe und ein Wert. Wählen Sie die
Funktion aus, indem Sie die gleiche Taste drücken. Verwenden Sie den Drehregler, um den Wert für
die gewählte Funktion zu ändern. Um die ausgeblendeten Funktionen zu verlassen, drücken Sie die
Taste erneut 3Sekunden lang.
Buchstabe Funktion Einstellungen
C Arc Force 0–99%
H Hotstart 0–99%
I Min. Strom Fernsteuerung 0–99%
5.14.2 Gemessene Werte
Gemessener Strom
Der Messwert in der Anzeige für den Schweißstrom A ist ein arithmetischer
Mittelwert.
Gemessene Spannung
Der Messwert im Display für Bogenspannung V ist ein arithmetischer Mittelwert.
5.15 Erklärung der MMA-Funktionen
Arc Force
Die Arc Force-Funktion bestimmt, wie sich der Strom bei variierender
Lichtbogenlänge während des Schweißvorgangs verändert. Stellen Sie einen
niedrigen Arc Force-Wert ein, wenn Sie einen ruhigen Lichtbogen benötigen, der
wenig Spritzer verursacht, aber einen hohen Wert, wenn Sie einen intensiven
Lichtbogen mit grabender Wirkung benötigen.
Arc Force kommt nur beim MMA-Schweißen zur Anwendung.
Hotstart
Mithilfe der Hotstart-Funktion wird zu Beginn des Schweißvorgangs der
Schweißstrom vorübergehend erhöht. Dadurch verringert sich das Risiko für
Bindefehler am Anfang der Schweißnaht.
Der Hotstart kommt nur beim MMA-Schweißen zur Anwendung.
0463 862 001
- 29 -
© ESAB AB 2023

6 SERVICE
6 SERVICE
WARNUNG!
Der Netzanschluss muss während der Reinigung und/oder Wartung getrennt werden!
VORSICHT!
Nur Personen mit dem entsprechenden elektrischen Fachwissen (befugtes Personal) dürfen
Sicherheitsabdeckungen entfernen.
VORSICHT!
Für dieses Produkt gilt eine Herstellergarantie. Jeglicher Versuch, Reparaturarbeiten durch
nicht autorisierte Service-Center oder Service-Techniker durchführen zu lassen, führt zum
Erlöschen der Garantieansprüche.
HINWEIS!
Eine regelmäßige Wartung ist wichtig für einen sicheren und zuverlässigen Betrieb.
HINWEIS!
Führen Sie die Wartungsarbeiten in stark verschmutzten Umgebungen häufiger durch.
Stellen Sie vor jeder Verwendung sicher:
• Produkt und Kabel sind nicht beschädigt,
• Der Brenner ist sauber und nicht beschädigt.
6.1 Routinemäßige Wartung
Wartungsplan unter normalen Bedingungen. Überprüfen Sie die Ausrüstung vor jeder Verwendung.
Intervall Zu wartender Bereich
Alle 3 Monate
Reinigen oder
Austauschen
unlesbarer Aufkleber.
Alle 6 Monate
Reinigen der
Innenbereiche der
Ausrüstung. Verwenden
Sie trockene Druckluft
mit 4bar Druck.
Reinigen der
Schweißanschlüsse.
Überprüfen oder
Austauschen der
Schweißkabel.
0463 862 001
- 30 -
© ESAB AB 2023

6 SERVICE
6.2 Reinigungsanweisung
Um die Leistung aufrechtzuerhalten und die Lebensdauer der Stromquelle zu verlängern, ist es
dringend notwendig, sie regelmäßig zu reinigen. Wie oft hängt ab von:
• Schweißvorgang
• Lichtbogenzeit
• Arbeitsumgebung
VORSICHT!
Stellen Sie sicher, dass der Reinigungsvorgang in einem entsprechend vorbereiteten
Arbeitsbereich stattfindet.
VORSICHT!
Tragen Sie beim Reinigen stets die empfohlene persönliche Sicherheitsausrüstung wie
Gehörschutz, Schutzbrille, Maske, Handschuhe und Sicherheitsschuhe.
VORSICHT!
Die Reinigung sollte von einem autorisierten Servicetechniker durchgeführt werden.
1. Trennen Sie die Stromquelle von der Netzversorgung.
WARNUNG!
Bevor Sie fortfahren, warten Sie mindestens 30 Sekunden bis sich die
Kondensatoren entladen haben.
2. Entfernen Sie die vier Schrauben der rechten Seitenabdeckung (R) und nehmen Sie
die Abdeckung ab.
3. Reinigen Sie die rechte Seite der Stromquelle, indem Sie Druckluft mit reduzierter
Druckstufe verwenden.
0463 862 001
HINWEIS!
Da die Stromquelle aus einer „schmutzigen Seite“ (rechts) und einer
„sauberen Seite“ (links) besteht, ist es wichtig, dass Sie die linke
Seitenabdeckung nicht vor der Reinigung der rechten Seite der Stromquelle
entfernen.
- 31 -
© ESAB AB 2023

6 SERVICE
4. Entfernen Sie die vier Schrauben der linken Seitenabdeckung (L) und nehmen Sie die
Abdeckung ab.
5. Reinigen Sie die linke Seite der Stromquelle, indem Sie Druckluft mit reduzierter
Druckstufe verwenden.
6. Stellen Sie sicher, dass auf keinem Teil der Stromquelle Staub liegen bleibt.
0463 862 001
- 32 -
© ESAB AB 2023

6 SERVICE
7. Bauen Sie die Stromquelle nach der Reinigung wieder zusammen, und führen Sie
Tests gemäß IEC60974-4 durch. Befolgen Sie das Verfahren im Abschnitt „Nach
Reparatur, Inspektion und Test“ im Servicehandbuch.
HINWEIS!
Stellen Sie beim Wiederanbringen der rechten Abdeckung sicher, dass das
Hinweisschild mit den Angaben zur Schutzklasse, auf der Innenseite der
Abdeckung, richtig positioniert ist. Das Hinweisschild sollte um ca. 90° in die
Stromquelle gedreht werden, damit es sich zwischen dem Ausgangsstutzen
und den Transformatorausgängen befindet.
8. Ziehen Sie die an den Seitenabdeckungen befindlichen Schrauben mit einem
Anzugsmoment von 3Nm±0,3Nm (26,6inlb.±2,6) fest.
0463 862 001
- 33 -
© ESAB AB 2023

7 FEHLERBEHEBUNG
7 FEHLERBEHEBUNG
Führen Sie immer erst diese Prüfungen und Kontrollen durch, bevor Sie einen autorisierten
Servicetechniker anfordern.
• Prüfen Sie vor Beginn von Reparaturmaßnahmen, ob die Stromversorgung
unterbrochen ist.
Fehlertyp Behebungsmaßnahme
Probleme beim
MMA-Schweißen
Probleme beim
WIG-Schweißen
Prüfen Sie, ob der Schweißprozess für MMA eingestellt ist.
Prüfen Sie, ob Schweiß- und Massekabel ordnungsgemäß an die
Stromquelle angeschlossen sind.
Stellen Sie sicher, dass die Klemme der Rückleitung guten Kontakt
mit dem Werkstück hat.
Vergewissern Sie sich, dass die richtigen Elektroden verwendet
werden und dass diese hinsichtlich der Polarität richtig
angeschlossen sind. Bezüglich der Polarität schauen Sie auf der
Elektrodenverpackung nach.
Vergewissern Sie sich, dass der korrekte Schweißstrom (A)
eingestellt ist.
Passen Sie die Einstellungen für Arc Force und Hotstart an.
Prüfen Sie, ob der Schweißprozess bei Bedarf für Lift WIG eingestellt
ist.
Prüfen Sie, ob der WIG-Brenner und die Massekabel
ordnungsgemäß an die Stromquelle angeschlossen sind.
Stellen Sie sicher, dass die Klemme der Rückleitung guten Kontakt
mit dem Werkstück hat.
Stellen Sie sicher, dass die WIG-Brennerleitung an den
Schweiß-Minuspol (-) angeschlossen ist.
Stellen Sie sicher, dass Schutzgas, Gasfluss, Spannung,
Schweißstrom, Füllstabposition, Elektrodendurchmesser und
Schweißmodus an der Stromquelle richtig eingestellt sind.
Kein Lichtbogen Kontrollieren Sie, ob der Schalter für die Stromversorgung
eingeschaltet ist.
Vergewissern Sie sich, dass das Display eingeschaltet ist, und prüfen
Sie, ob die Stromquelle mit Strom versorgt wird.
Prüfen Sie, ob die Werte auf der Einstellkonsole ordnungsgemäß
angezeigt werden.
Prüfen Sie, ob Schweiß- und Massekabel korrekt angeschlossen
sind.
Überprüfen Sie die Sicherungen für die Stromversorgung.
Schweißstrom wird während
des Schweißens
unterbrochen
Prüfen Sie, ob die LED für eine Übertemperatur
(Überhitzungsschutz) auf der Einstellkonsole leuchtet.
Fahren Sie mit dem Fehler „No Arc“ (Kein Lichtbogen) fort.
0463 862 001
- 34 -
© ESAB AB 2023

7 FEHLERBEHEBUNG
Fehlertyp Behebungsmaßnahme
Der Überhitzungsschutz wird
häufig ausgelöst
Stellen Sie sicher, dass die empfohlene Einschaltdauer für den
Schweißstrom nicht überschritten wurde.
Siehe Abschnitt „Einschaltdauer“ im Kapitel TECHNISCHE DATEN.
Stellen Sie sicher, dass die Luftein- und -auslässe nicht verstopft
sind.
Reinigen Sie die Stromquelle im Rahmen der routinemäßigen
Wartung von innen.
0463 862 001
- 35 -
© ESAB AB 2023

8 FEHLERCODES
8 FEHLERCODES
Fehlercodes zeigen an, dass ein Fehler an der Ausrüstung aufgetreten ist. Fehler werden auf dem
Display durch den Text „Err“ angezeigt, gefolgt von einer Fehlernummer.
Liegen mehrere Fehler vor, wird nur der Code für den zuletzt aufgetretenen Fehler angezeigt.
8.1 Beschreibung der Fehlercodes
Fehlercodes, die der Anwender beheben kann, sind nachstehend aufgeführt. Wird ein Fehlercode
angezeigt, wenden Sie sich an einen autorisierten ESAB-Servicetechniker.
EreigniskodeBeschreibung
Err206 Temperaturfehler
Die Temperatur der Stromquelle ist zu hoch. Auch auf der Einstellkonsole leuchtet
eine LED, welche die Temperaturstörung anzeigt. Eine Temperaturstörung wird durch
den Überhitzungsschutz auf der Bedienkonsole angezeigt.
Maßnahme: Nachdem die Stromquelle abgekühlt ist, wird der Fehlercode
automatisch ausgeblendet und die LED, welche die Temperaturstörung anzeigt,
erlischt. Dann ist die Stromquelle wieder betriebsbereit. Wenn der Fehler weiterhin
besteht, wenden Sie sich an einen Servicetechniker.
Err406 Fehler Kühlflüssigkeit
Die Temperatur der Kühlflüssigkeit ist zu hoch.
Maßnahme: Stellen Sie sicher, dass ausreichend Kühlflüssigkeit im Kühlaggregat ist.
Der Fehlercode wird automatisch ausgeblendet, sobald die Kühlflüssigkeit abgekühlt
und wieder betriebsbereit ist. Wenn der Fehler weiterhin besteht, wenden Sie sich an
einen Servicetechniker.
Err429 Wasserkühlung deaktiviert
Der vom Brenner kommende Schlauch ist nicht am Kühlaggregat angeschlossen.
Maßnahme: Überprüfen Sie den Anschluss an das Kühlaggregat, wenn ein
wassergekühlter Schweißbrenner verwendet wird. Wenn kein wassergekühlter
Schweißbrenner verwendet wird, drücken Sie eine Taste auf der Bedienkonsole, um
den Fehler zu löschen. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
0463 862 001
- 36 -
© ESAB AB 2023

9 ERSATZTEILBESTELLUNG
9 ERSATZTEILBESTELLUNG
VORSICHT!
Reparaturen und elektrische Arbeiten sind von einem autorisierten ESAB-Servicetechniker
auszuführen. Verwenden Sie nur ESAB-Originalersatzteile und ESAB-Originalverschleißteile.
Renegade ET180iP und ET210iP wurden gemäß internationalen und europäischen Normen
EN60974-1 und EN60974-10 konstruiert und getestet. Nach dem Abschluss von Service- oder
Reparaturarbeiten müssen die ausführenden Personen sicherstellen, dass das Produkt weiterhin
den Vorgaben der oben genannten Standards entspricht.
Ersatz- und Verschleißteile können über Ihren nächstgelegenen ESAB-Händler bestellt werden, siehe
esab.com. Geben Sie bei einer Bestellung Produkttyp, Seriennummer, Bezeichnung und
Ersatzteilnummer gemäß Ersatzteilliste an. Dadurch wird der Versand einfacher und sicherer gestaltet.
0463 862 001
- 37 -
© ESAB AB 2023

ANHANG
ANHANG
SCHALTPLAN
0463 862 001
- 38 -
© ESAB AB 2023

ANHANG
BESTELLNUMMERN
Ordering number Denomination Type
0447 700 910 Renegade ET 180iP and SR-B 26 TIG Torch Renegade ET 180iP
0447 700 911 Renegade ET 210iP and SR-B 26 TIG Torch Renegade ET 210iP
0447 700 912 Renegade ET 210iP W and SR-B 21 Water
Cooled TIG Torch
0463 862 * Instruction Manual
0463 881 * Spare parts list
0463 880 * Service manual
Die drei letzten Ziffern in der Dokumentnummer des Handbuchs zeigen die Version des Handbuchs
an. Daher werden sie hier durch * ersetzt. Stellen Sie sicher, dass Sie ein Handbuch mit einer
Seriennummer oder Softwareversion verwenden, die dem Produkt entspricht, siehe Vorderseite des
Handbuchs.
Technische Dokumentation steht im Internet zur Verfügung unter: www.esab.com
0463 862 001
- 39 -
Renegade ET 210iP
© ESAB AB 2023

ANHANG
ZUBEHÖR
0445 045 881 Water Cooler EC1001 (ET 210iP)
0700 025 518
0700 025 519
0700 025 544
0700 025 545
Return cable kits
0700 006 901
0700 006 885
0700 006 900 Electrode holder Handy, 200A with 25mm2, 3m,
0700 500 084 Remote control, MMA 4
TIG Torch, SR-B 26, 4m
TIG Torch, SR-B 26, 8m
Water cooled SR-B 21 Torch, OKC 50, 4m (ET 210iP)
Water cooled SR-B 21 Torch, OKC 50, 8m (ET 210iP)
Return cable kit, OKC 50, 3m
Return cable kit, OKC 50, 5m
OKC50
W4014450 Foot pedal with 4.5m (15ft) cable, 8 PIN
0445 197 880 Shoulder strap
0463 862 001
- 40 -
© ESAB AB 2023

ANHANG
0460 330 881 Trolley
0465 720 002 ESAB coolant
0463 862 001
- 41 -
© ESAB AB 2023

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
manuals.esab.com
Kontaktinformationen finden Sie unter http://esab.com
 Loading...
Loading...