

F-15-758
Jun, 2005
Installatie, Uitvoering en Onderhoud voor de
ESP-400C
Plasma Krachtbron

De apparatuur beschreven in deze handleiding is
potentieel gevaarlijk. Wees voorzichtig bij de
installatie, uitvoering en het onderhoud van deze
apparatuur.
De koper is geheel verantwoordelijk voor de
veilige uitvoering en het gebruik van alle
aangeschafte producten inclusief conform de
OSHA en andere rijksregelgevingen. ESAB
Snijsystemen is niet verantwoordelijk voor
persoonlijk letsel of andere schade die
voortvloeit uit het gebruik van enige producten
die door ESAB gefabriceerd of verkocht zijn.
Zie de standaard verkoopvoorwaarden en
condities van ESAB voor een speciale
verklaring van de verantwoordelijkheden van
ESAB en de beperkingen en de
aansprakelijkheid.
De eerste prioriteit van ESAB Snijsystemen is
de totale tevredenheid van de klant. Wij zijn
voortdurend op zoek naar mogelijkheden om
onze producten, service en documentatie te
verbeteren. Het resultaat is dat wij indien
nodig verbeteringen en/of veranderingen in het
ontwerp doorvoeren. ESAB zal al het
mogelijke in werking stellen om ervoor te
zorgen dat onze documentatie bijgewerkt is.
We kunnen niet garanderen dat elk stukje
documentatie die door onze klanten worden
aangeleverd, op de laatste ontwerp
verbeteringen betrekking hebben. Daarom is
de informatie in dit document onderhevig aan
veranderingen zonder berichtgeving tevoren.
Dit is handleiding ESAB Onderdeelnummer F15758
Deze handleiding is voor het gemak en het gebruik
van de koper van de snijmachine. Het is geen
contract of een andere verplichting van het deel van
de ESAB snij systemen.
Gedrukt in Ame rik a.
© ESAB Snijsystemen, 2000

ESP-400C Plasma Krachtbron Inhoudsopgave
Pagina
Hoofdstuk 1 Veiligheid
1.1 Introductie 1
1.2 Opmerkingen m.b.t. veiligheid en symbolen 1
1.3 Algemene veiligheidsinformatie 2
1.4 Voorzorgsmaatregelen installatie 3
1.5 Basis elektriciteit 4
1.6 Uitvoering van een Plasma snijmachine 4-7
1.7 Voorzorgsmaatregelen service 8
1.8 Veiligheidsreferenties 9
Hoofdstuk 2 Beschrijving
2.1 Algemeen 1
2.2 Algemene specificaties 1
2.3 Afmetingen en gewicht 2
Hoofdstuk 3 Installatie
3,1 Algemeen 1
3.2 Uitpakken 1
3.3 Plaatsing 2
3.4 Invoer Stroomverbindingen 2-5
3.4.1 Eerste stroom 3
3.4.2 Invoer geleider 4
3.4.3 Invoer Verbindingsprocedure 4-5
3.5 Uitvoerverbindingen 5-6
3.5.1 Uitvoerkabels 5
3.5.2 Uitvoer verbindingsprocedure 5
3.6 Parallel installatie 6-7
3.7 Systeem Interconnectiviteit Blok diagram met Smart Flow II 8
3.8 Systeem Interconnectiviteit Blok diagram zonder Smart Flow II 9
Hoofdstuk 4 Werking
4,1 Introductie 1
4.2 Controle paneel 1-3
4.3 Volgorde van werking 4
4.4 Eerste boog instellingen 4-7
4.4.1 Inschakelen/uitschakelen van begin boog timer 6
4.4.2 Bijstellen begin boog timer 6
4.4.3 Eerste boog controles 7
4.4.4 Start stroom en oplopende timer 7
4.5 V-I Boog 8
i
ESP-400C Plasma Krachtbron Inhoudsopgave
Hoofdstuk 5 Onderhoud
5,1 Algemeen 1
5.2 Reinigen 1
5.3 Smering ventilatie 2
Hoofdstuk 6 Oplossen problemen
6.1 General (Algemeen) 1
6.2 Fault Indicators (Fout indicatoren) 1-3
6.3 Fault Isolation (Diagnostics) (Fout Isolatie (diagnose)) 4-10
6.3.1 Fans (Ventilatoren) 4
6.3.2 Power not on or Low Voltage (Geen stroom of laag voltage) 4
6.3.3 Fault Light Illumination (Foutmelding verlichting) 5-8
6.3.4 Torch will not Fire (Brander wil niet branden) 9
6.3.5 Fuses 1 and 2 Blown (Zekeringen 1 en 2 zijn defect) 10
6.3.6 Intermittent, interrupted or Partial Operation (Onderbroken,
afgebroken of gedeeltelijke werking)
10-12
6.4 Testing and Replacing Components (Testen en vervangen van onderdelen) 13
6.4.1 Power Rectifiers (Stroom herstellers( 14
Negative Plate (Negatieve plaat) 14
Positive Plate (Positieve plaat) 15
Electrode Plate (Elektrode plaat) 15
6.4.2 Freewheeling Diodes and IGBTs (Vrijloop diodes en IGBT´s) 16-18
6.4.3 Power Shunt Installation (Installatie Stroom parallel schakeling) 18
6.4.4 Procedure for Verifying Calibration of Digital Meters (Procedure
voor nagaan smering van digitale meters)
19
6.5 ESP-400C Schematic Diagrams (ESP-400C Schema diagrammen) 20-27
6.6 Wiring Diagrams (Kabel diagrammen) 28-35
6.7 PC Controller Board (PCB1 - P/N 38032) Schematics (PC regeling
(PCB1-P/N 38032) schema´s)
6.8 PCB Digital Meter Board (PCB4 – P/N 38139) Schematics (PCB digitale
meter regeling (PCB4-P/N 381 39) schema´s)
6.9 IGBT Driver Board (PCB2,3 – P/N 38030) Schematics (IGBT Aandrijf
regeling (PCB2,3-P/N 38030) schema´s)
36-40
41-43
44-46
ii

ESP-400C Plasma Krachtbron Inhoudsopgave
Hoofdstuk 7 Vervangingsonderdelen
7,1 General (Algemeen) 1
7.2 Ordering (Bestellingen) 1
7.3 Outside View - Front and Back (Aanzicht buitenzijde – voorzijde en achterzijde) 2-3
7.4 Front View With PCBs Exposed (Aanzicht voorzijde met PCB´s blootgelegd) 4-5
7.5 Right Side View (Rechter zijaanzicht) 6-7
7.6 Left Side View (Linker zijaanzicht) 8-9
7.7 Top View (Boven aanzicht) 10-11
7.8 Back Inside View (Achter aanzicht binnenzijde) 12-13
7.9 Middle Cross Section (Midden tussengedeelte) 14-15
7.1.0 Front Cross Section – Behind Front Panel (Voor tussen gedeelte – achter
het voorste paneel)
Customer/Technical Information
Klanten/Technische informatie
16-17
Back Manual Cover
Achterzijde omslag
handleiding
iii

ESP-400C Plasma Krachtbron Inhoudsopgave
Deze pagina blijft blanco.
iv

HOOFDSTUK 1 VEILIGHEID
1.1 Inleiding
Het metaalsnijproces met plasma-apparatuur verschaft
het bedrijfsleven een waardevol en veelzijdig
werkinstrument. ESAB snijmachines zijn zodanig
ontworpen dat zij zowel bedieningsveiligheid als
doelmatigheid bieden. Net als bij elk andere machinaal
werktuig is echter voor een optimaal nuttig gebruik
noodzakelijk, met gezond verstand aandacht te
besteden aan bedieningsmethoden,
voorzorgsmaatregelen en veilige gebruikspraktijken.
Ongeacht of iemand betrokken is bij bediening,
onderhoud of toezicht, het is van dwingend belang dat
wordt gehandeld in overeenstemming met de
vastgelegde voorzorgsmaatregelen en
veiligheidsvoorzieningen. Indien men zou verzuimen
bepaalde voorzorgen in acht te nemen, kan dat ernstig
letsel van personeel of schade aan de apparatuur tot
gevolg hebben. De hierna beschreven
voorzorgsmaatregelen zijn als algemene richtlijnen van
toepassing bij het werken met snijmachines.
Voorzorgen die meer specifiek op de basismachine en
accessoires zijn toegespitst vindt u in de
gebruiksaanwijzingen. Om uw blik op het gebied van
veiligheid bij het werken met snij- en lasapparatuur te
verruimen kunt u de uitgaven aanschaffen en lezen die
zijn opgesomd in de paragraaf Aanbevolen
literatuurverwijzingen.
ESP 400C Plasma Krachtbron - 1-1

HOOFDSTUK 1 VEILIGHEID
1.2 Veiligheidstermen en -tekens
!
GEVAAR
!
WAARSCHUWING
!
VOORZICHTIG
!
VOORZICHTIG
LET OP
In deze handleiding worden de hierna opgesomde
woorden en tekens gebruikt. Zij weerspiegelen
verschillende niveaus van betrokkenheid bij het aspect
veiligheid die bij bepaalde handelingen gewenst is.
ALARM- of ATTENTIEMELDING. Uw veiligheid is
in het geding of het risico van storing van de
apparatuur is aanwezig. Wordt gebruikt in
combinatie met andere tekens en geschreven
informatie.
Wordt gebruikt om de aandacht te vestigen op
terstond bestaande gevaren die, als zij niet
worden vermeden, ernstig persoonlijk letsel of de
dood tot gevolg zullen hebben.
Wordt gebruikt om de aandacht te vestigen op
mogelijke gevaren die persoonlijk letsel of de
dood tot gevolg kunnen hebben.
Wordt gebruikt om de aandacht te vestigen op
risico’s die licht persoonlijk letsel of
beschadiging van apparatuur tot gevolg kunnen
hebben.
Wordt gebruikt om de aandacht te vestigen op
het risico van kleine beschadigingen van
apparatuur.
Wordt gebruikt om de aandacht te vestigen op
belangrijke informatie over installatie, bediening
of onderhoud, die niet rechtstreeks verband
houdt met veiligheidsrisico’s.
ESP 400C Plasma Krachtbron - 1-2

HOOFDSTUK 1 VEILIGHEID
1.3 Algemene informatie over veiligheid
WAARSCHUWING
!
Machine start vaak automatisch.
Dit uitrustingsstuk beweegt in diverse richtingen en op
diverse snelheden.
· Door bewegende machines kan druk- of
pletschade ontstaan.
· Deze stroombron mag uitsluitend door daartoe
bevoegd personeel worden bediend en
onderhouden.
· Zorg dat personen, materialen en apparatuur
zonder functionele rol in het productieproces op
afstand blijven van de gehele systeemzone.
· Scherm het gehele werkgebied af zodat het
personen wordt belet, door het werkgebied te
lopen of in de werkingscyclus van de apparatuur te
staan.
· Plaats geschikte WAARSCHUWINGsmerktekens
bij elke toegang tot het werkgebied.
· Voer de uitschakelprocedure uit voordat
onderhoudswerk aan apparatuur wordt uitgevoerd.
Indien men bedieningsaanwijzingen niet
WAARSCHUWING
!
navolgt, kan dat tot de dood of tot ernstig
letsel leiden.
Lees deze bedieningshandleiding voordat u de
machine gebruikt en zorg dat u de inhoud volledig
begrepen hebt.
· Lees de gehele proceduregang door alvorens
het systeem te bedienen of systeemonderhoud
uit te voeren.
· Schenk in het bijzonder aandacht aan
risicowaarschuwingen die belangrijke informatie
bevatten over de veiligheid van personen en/of
risico’s van schade aan apparatuur.
· Alle veiligheidsvoorzorgen voor elektrische
apparatuur en procesbewerking moeten strikt in
acht worden genomen door allen die
verantwoordelijkheid voor en/of toegang tot het
systeem hebben.
· Lees alle veiligheidsdocumentatie die door uw
bedrijf ter beschikking wordt gesteld.
ESP 400C Plasma Krachtbron - 1-3

HOOFDSTUK 1 VEILIGHEID
Indien men aanwijzingen op veiligheids- en
WAARSCHUWING
!
waarschuwingsetiketten niet navolgt, kan
dat tot de dood of tot ernstig letsel leiden.
Lees alle veiligheids- en waarschuwingsetiketten op
de machine en zorg dat u de inhoud begrijpt.
Raadpleeg de bedieningshandleiding voor meer
informatie over veiligheid.
1.4 Voorzorgsmaatregelen voor installatie
Ondeugdelijk geïnstalleerde apparatuur kan
WAARSCHUWING
!
oorzaak zijn van letsel of overlijden.
Volg bij het installeren van de machine deze richtlijnen:
· Neem, voordat u gaat installeren, contact op met
·
· Neem de vereiste afstanden van de machine in
uw ESAB vertegenwoordiger. Hij kan u advies
geven over bepaalde voorzorgsmaatregelen voor
het installeren van het leidingmateriaal, het tillen
van de machine, e.d., zodat optimale beveiliging
gewaarborgd is.
Experimenteer nooit met aanpassingen aan de
machine of toevoegingen aan de apparatuur
zonder dat u eerst een vertegenwoordiger van
ESAB hebt geraadpleegd.
acht ter bevordering van een correcte bediening en
de veiligheid van medewerkers.
· Laat de installatie, het verhelpen van storingen en
het onderhoud van deze apparatuur altijd over aan
daartoe bevoegd personeel.
· Zorg dat er zich dicht bij de stroombron een wand-
hoofdschakelaar met de juiste aansluitmaten
bevindt.
ESP 400C Plasma Krachtbron - 1-4

HOOFDSTUK 1 VEILIGHEID
1.5 Elektrische aarding
Voor een goede en VEILIGE bediening van de machine
is elektrische aarding van dwingend belang.
Raadpleeg het hoofdstuk Installatie van deze
handleiding voor gedetailleerde aanwijzingen over het
aarden.
Gevaar van elektrische schok.
WAARSCHUWING
!
1.6 De bediening van een plasmasnijmachine
Ondeugdelijke aarding kan oorzaak zijn van ernstig
letsel of overlijden.
De machine moet goed geaard zijn voordat deze in
werking wordt gesteld.
De gevaren van rondvliegend slijpsel
WAARSCHUWING
!
en luid geraas.
· Hete metaalspatten kunnen verbrandings- en
ander letsel aan de ogen veroorzaken. Draag altijd
een gelaatsscherm om uw ogen te beschermen
tegen verbrandingsletsel en wegspringend slijpsel
dat tijdens de werking van de machine kan worden
geproduceerd.
· Afbrokkelend slak kan heet zijn en ver
wegspringen. Ook omstanders moeten een
gelaatsscherm en veiligheidsbril dragen.
· Het geraas van de plasmaboog kan de
gehoorfunctie aantasten. Draag adequate
oorbeschermers wanneer u boven water snijdt.
Gevaar van verbrandingsletsel.
WAARSCHUWING
!
Heet metaal kan brandwonden veroorzaken.
· Raak metalen platen of stukken niet direct na het
snijden aan. Geef het werkstuk tijd om af te koelen
of koel het met water.
· Raak ook de plasmabrander niet direct na het
snijden aan. Geef de brander tijd om af te koelen.
ESP 400C Plasma Krachtbron - 1-5

HOOFDSTUK 1 VEILIGHEID
WAARSCHUWING
!
Gevaarlijke voltages. Een elektrische
schok kan dodelijk zijn.
Raak de plasmatoorts, de snijtafel of de
kabelverbindingen NIET aan tijdens het plasmasnijproces.
Schakel de netvoeding naar de plasmastroomvoorziening altijd uit alvorens deze aan te raken
of onderhoud aan de plasmatoorts te verrichten.
Schakel de netvoeding naar de plasmastroomvoorziening altijd uit alvorens onderhoud aan
een systeemcomponent te verrichten.
Raak geen geactiveerde elektrische onderdelen
aan.
Laat alle panelen en afdekplaten op hun plaats
wanneer de machine op de netvoeding is aangesloten.
Draag beschermende handschoenen, schoenen
en kleding om uzelf te beschermen tegen
beschadiging door het werkstuk en door elektrische
aansluitingen.
Houd de handschoenen, schoenen, kleding, het
werkgebied en de instrumenten droog.
Vervang versleten of beschadigde kabels.
Gevaar van dampvorming.
WAARSCHUWING
!
Dampen en gassen die tijdens het plasma-snijproces
vrijkomen kunnen een gevaar vormen voor uw
gezondheid.
Adem deze dampen NIET in.
Bedien de plasmatoorts niet wanneer de
dampafzuiging niet correct werkt.
Maak, indien nodig, gebruik van aanvullende
ventilatie om de dampen te verwijderen.
Gebruik een goedgekeurd gasmasker indien de
ventilatie niet afdoende is.
Zorg voor positieve mechanische ventilatie bij het
snijden van gegalvaniseerd staal, roestvrij staal, koper,
zink, beryllium en cadmium. Adem deze dampen niet
in.
Gebruik de machine niet in de nabijheid van
ontvettende en vernevelende werkzaamheden. Hitte
of boogstralen kunnen een reactie aangaan met
gechloreerde koolwaterstofdampen tot fosgeen, een in
hoge mate toxisch gas, en andere irriterende gassen.
ESP 400C Plasma Krachtbron - 1-6

HOOFDSTUK 1 VEILIGHEID
WAARSCHUWING
!
Stralingsgevaar.
Boogstralen kunnen de ogen verwonden en
brandwonden aan de huid veroorzaken.
Draag de juiste oog- en lichaamsbescherming.
Draag een donkergekleurde veiligheidsbril of een
gelaatsscherm met zijschermen. Voor de aanbevolen
lenssterkten voor het plasmasnijden kunt u de
volgende tabel raadplegen:
Boogstroom Lenssterkte
Tot 100 A Sterkte 8
100-200 A Sterkte 10
200-400 A Sterkte 12
Meer dan 400 A Sterkte 14
Wanneer de lenzen van de veiligheidsbril of het
gelaatsscherm beschadigd zijn of gebroken, dient u
deze te vervangen.
Waarschuw anderen in uw directe omgeving niet
rechtstreeks in de boog te kijken, tenzij zij een goede
veiligheidsbril dragen.
Prepareer het snijgebied zodanig dat er zo weinig
mogelijk reflectie en transmissie van ultraviolet licht
plaatsvindt.
§ Gebruik speciale verf voor de wanden om de
UV-lichtstralen te absorberen.
§ Installeer beschuttende schermen of
gordijnen om de ultraviolette transmissie te
beperken.
ESP 400C Plasma Krachtbron - 1-7

HOOFDSTUK 1 VEILIGHEID
!
Hitte, metaalspatten en vonken kunnen brand en
brandwonden veroorzaken.
Snij niet in de buurt van brandbaar materiaal.
Draag geen brandbare artikelen bij u (bijvoorbeeld
butaangasaansteker).
Een pilotboog kan brandwonden veroorzaken.
Houd het mondstuk van de toorts van uzelf en
anderen af gericht tijdens het activeren van het
plasmaprocédé.
Draag de juiste oog- en lichaamsbescherming.
Draag brandwerende handschoenen,
veiligheidsschoenen en een hoofddeksel.
Draag brandvertragende kleding die alle
blootgestelde delen bedekt.
Draag een broek zonder omslagen zodat er geen
vonken en slak in de vouw kunnen vallen.
Houd brandblusapparatuur binnen handbereik en
klaar voor gebruik.
WAARSCHUWING
Gevaar van verbrandingsletsel.
WAARSCHUWING
!
Explosiegevaar.
Bepaalde gesmolten aluminium-lithium (Al-Li)
legeringen kunnen explosies veroorzaken wanneer het
plasmasnijden BOVEN water wordt uitgevoerd.
§ Deze legeringen mogen alleen droog worden
gesneden op een droge tafel.
§ Snij NIET droog boven water.
§ Neem contact op met uw
aluminiumleverancier voor extra
veiligheidsinformatie met betrekking
tot de risico’s die verbonden zijn aan
deze legeringen.
Snij niet in een atmosfeer die explosieve dampen
of explosief stuifsel bevat.
Draag geen brandbare artikelen bij u (bijvoorbeeld
butaangasaansteker).
Snij niet in containers die brandbaar materiaal
bevat hebben.
ESP 400C Plasma Krachtbron - 1-8

HOOFDSTUK 1 VEILIGHEID
1.7 Onderhoudsvoorzorgen
WAARSCHUWING
!
Gevaarlijke voltages. Een elektrische
schok kan dodelijk zijn.
Raak de plasmatoorts, de snijtafel of de
kabelverbindingen NIET aan tijdens het plasmasnijproces.
Schakel de netvoeding naar de plasmastroomvoorziening altijd uit alvorens deze aan te raken
of onderhoud aan de plasmatoorts te verrichten.
Schakel de netvoeding naar de plasmastroomvoorziening altijd uit voordat u afdekplaten of
panelen verwijdert om onderhoud aan een
systeemcomponent te verrichten.
Raak geen geactiveerde elektrische onderdelen
aan.
Laat alle panelen en afdekplaten op hun plaats
wanneer de machine op de netvoeding is aangesloten.
Houd de handschoenen, schoenen, kleding, het
werkgebied en de instrumenten droog.
Controleer de stroom- en aardkabels op slijtage of
scheurtjes. Vervang versleten of beschadigde kabels.
In geval van beschadiging niet gebruiken.
Maak nooit een omloopaansluiting om een
veiligheidsverbinding.
Houd u aan de afsluitprocedures.
VOORZICHTIG
Maak een plan voor preventief onderhoud en houd u
daaraan. Men kan een samengesteld programma
vaststellen aan de hand van de aanbevolen schema’s.
Laat geen testapparatuur of handgereedschappen op
de machine liggen. Dit kan oorzaak zijn van ernstige
elektrische of mechanische schade aan de uitrusting of
de machine.
ESP 400C Plasma Krachtbron - 1-9

HOOFDSTUK 1 VEILIGHEID
Men dient de uiterste voorzichtigheid te betrachten bij
VOORZICHTIG
!
het nameten van het schakelcircuit met behulp van
een oscilloscoop of voltmeter. Geïntegreerde circuits
zijn gevoelig voor schade door een te hoog voltage.
Schakel het systeem uit alvorens de testsondes te
gebruiken, zodat kortsluiting van de onderdelen wordt
voorkomen.
Voordat de stroomvoorziening wordt ingeschakeld
moeten alle printplaten stevig in sockets zijn verankerd,
alle kabels correct zijn verbonden, alle kasten dicht en
afgesloten zijn en alle schutdelen en afdekplaten zijn
geplaatst.
ESP 400C Plasma Krachtbron - 1-10

HOOFDSTUK 1 VEILIGHEID
1.8 Verwijzingen m.b.t. veiligheid – Voorschriften, standaardnormen, richtlijnen
1.8.1 USA
Het verdient aanbeveling de volgende erkende publicaties op het
gebied van veiligheid tijdens het lassen en snijden door te lezen. Deze
publicaties zijn tot stand gekomen ter persoonlijke bescherming tegen
letsel of ziekte en ter bescherming van producten tegen schade, die
kan voortvloeien uit onveilig handelen. Hoewel sommige van deze
publicaties niet specifiek met dit type industrieel snij-apparaat verband
houden, zijn de veiligheidsprincipes wel van toepassing.
· “Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment,” Form 2035. ESAB Cutting
Systems.
· “Precautions and Safe Practices for Electric Welding and Cutting,”
Form 52-529. ESAB Cutting Systems.
· “Safety in Welding and Cutting” - ANSI Z 49.1, American Welding
Society, 2501 NW 7th Street, Miami, Florida, 33125.
· “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” - AWS C5.10-94, American Welding Society.
· “Recommended Practices for Plasma Arc Welding” - AWS C5.1,
American Welding Society.
· “Recommended Practices for Arc Cutting” - AWS C5.2, American
Welding Society.
· “Safe Practices” – AWS SP, American Welding Society.
· “Standard for Fire Protection in Use of Cutting and Welding
Procedures” – NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110.
· “Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting” - NFPA 51, National Fire
Protection Association.
· “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene,” Form 3499. ESAB Cutting
Systems. Verkrijgbaar via uw ESAB-vertegenwoordiger of
plaatselijke leverancier.
· "Design and Installation of Oxygen Piping Systems," Form 5110.
ESAB Cutting Systems.
· “Precautions for Safe Handling of Compressed Gases in
Cylinders”, CGA Standard P-1, Compressed Gas Association.
Ook is lectuur over veilig werken bij het lassen en snijden met behulp
van gassen verkrijgbaar bij de Compressed Gas Association, Inc., 500
Fifth Ave., New York, NY 10036.
ESP 400C Plasma Krachtbron - 1-11

HOOFDSTUK 1 VEILIGHEID
International
Accident Prevention
VBG- Unfallverhütungsvorshriften
General Provisions
VBG 1
Allgemeine Unfallverhütungsvorshriften
Electrical Equipment and operating Equipment
VBG 4
Elektrische Anlagen
Welding, Cutting and related working methods
VBG 15
Schweißen un Schneiden un verwandte Verfahren
Shot Blasting Works
VBG 48
Strahlarbeiten
Gases
VBG 61
Gase
Oxygen
VBG 62
Sauerstoff
Operating liquid jet cutting machines
VBG 87
Arbeiten mit Flüssigkeitsstrahlem
VBG 93
Laser beams, accident prevention and Electrotechnology
Laserstrahlung, Unfallverhütungs-vorschriften für
Feinmechnik und Elektrotechnik
Noise
VBG 121
Lärm
ESP 400C Plasma Krachtbron - 1-12
HOOFDSTUK 1 VEILIGHEID
VDE Regulations
VDE - Vorschriften
VDE 0100
Erection of power installations with normal voltages up to
1000 volts
Bestimmungen für das Errichten von Stakstromanlagen
mit Nennspannungen bis 1000 Volt
Electrical equipment of industrial machines
VDE0113
VDE 0837
VDE 0837-
50
Elektrishe Ausrüstung von Industriemaschinen
Radiation safety of laser products; users guide (DIN EN
60825)
Strahlungssicherheit von Lasereinrichtungen und
Benutzungsrichtlinen (DIN EN 60825)
Specification for laser guards
Anforderung an Lasershcutzwänden
TRAC Technical Rules for Acetylene and Carbide Stores
TRAC- Techische Regein für Azetylenanlagen und Calciumcargidlager
Acetylene lines
TRAC-204
Azetylenleitungen
Acetylene cylinder battery systems
TRAC-206
Azetylenflaschenbatterieanlagen
Safety devices
TRAC-207
Sicherheitseinrichtungen
TRG Technical Rules for Pressure gases
TRG – Technische Regein für Druckgase
TRG 100
TRG 101
TRG 102
TRG 104
ESP 400C Plasma Krachtbron - 1-13
General regulations for pressure gases
Allgemeine Bestimmungen für Druckgase
Pressure gases
Druckgase
Technical gas mixtures
Technishe Gasgemische
Pressure gases; alterative use of compressed gas tanks
Druckgase, wahlweise Verwendung von
Druckgasbehältem
HOOFDSTUK 1 VEILIGHEID
TRGS – Technische Richtlinien für Gefahrstoffe
TRGS-102 Techn. Richtkonzentration (TRK) für gefährliche Stoffe
DIN Standards
DIN-Normen
TRGS-402
TRGS-900 Grenzwerte in der Luft am Arbeitsplatz (Luftgrenzwerte)
TA TA-Luft un TA-Lärm (BLm SchV)
DIN 2310
Part 1
Teil 1
DIN 2310
Part 2
Teil 2
DIN 2310
Part 4
Teil 4
DIN 2310
Part 5
Teil 5
DIN 2310
Part 6
Ermittlung u. Beurteilung der Konzentration gefährlicher
Stoffe in der Luft im Arbeitsbereich
Thermal cutting; terminology and nomenclature
Thermsiches Schneiden, Allgemeine Begriffe und
Bennungen
Thermal cutting; determination of quality of cut faces
Thermsiches Schneiden, Ermittein der Güte von
Schnittflächen
Thermal cutting; arc plasma cutting; process principles,
quality, dimensional tolerances
Thermsiches Schneiden, Plasmaschneiden,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Thermal cutting; laser beam cutting of metallic materials;
process principles
Laserstrahlschneiden von metallischen Werkstoffen,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Thermal cutting; Classification, processes
Teil 6 Einführung, Verfahren
DIN 4844
Part 1
Teil 1 Sicherheitskennzeichen (Siehe EN 7287)
ESP 400C Plasma Krachtbron - 1-14
Safety markings (DIN EN 7287)
HOOFDSTUK 1 VEILIGHEID
DIN EN ISO Harmonized Standards
DIN EN ISO-Harmonisierte Normen
DIN EN
292/1 and 2
DIN EN 559
DIN EN 560
DIN EN 561
DIN EN
626-1
DIN EN
848-1
Safety of machinery
Sicherheit von Maschinen, Geräten und Anlagen
Hoses for welding, cutting and allied processes
Schläuche für Schweißen, Schneiden und verwandte
Verfahren
Hose connections and hose couplings for equipment for
welding, cutting and allied processes
Schlauchanschlüsse und Schlauchverbindungen für
Geräte zum Schweißen, Schneiden und verwandte
Verfahren
Gas welding equipment hose couplings
Gasschweißgeräte, Kupplungen
Safety of machines, reduction of risks to health
Sichereit von Maschinen, Reduzierung des
Gesundheitsrisikos
Single spindle vertical milling machines
Fräsmaschine für einseitige Bearbeitung mit drehendem
Werkzeug
DIN EN
1829
DIN EN
9013
DIN EN
12584
DIN EN
12626
DIN EN
28206
DIN EN
31252
High pressure water jet machines
Hochdruckwasserstrahlschneidmaschine
Thermal cutting, oxygen cutting, process principles,
dimensional tolerances
Thermisches Schneiden, Autogenes Brennschneiden,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Imperfections in oxy/fuel flame cuts, laser beam cuts and
plasma
Unregeimäßigkeiten an Brennschnitten, Laserstrahl- und
Plasmaschnitten
Laser processing machines
Laserbearbeitungsmaschinen
Acceptance testing for oxygen cutting machines
Abnahmeprüfung für Brennschneidmaschinen
Laser Equipment
Lasergeräte
ESP 400C Plasma Krachtbron - 1-15
HOOFDSTUK 1 VEILIGHEID
VDI Guidelines
DIN EN
31553
DIN EN
60204-1
DIN EN
60825
DIN EN 999
VDI 2906
VDI 2084
Laser and laser related equipment
Laser und Laseranlagen
Electrical equipment of machines
Elekrische Ausrüstung von Maschinen
Radiation safety of laser products
Strahlensicherheit von Laseranlagen
Arrangement of protection devices
Anordnung von Schutzeinrichtungen
Quality of cut faces on metallic workpieces; abrasive
water jet cutting and arc plasma cutting
Schnittflächenqualität beim Schneiden von Werkstücken
aus Metall, Abrasiv- Wasserstrahischneiden und
Plasmastrahischneiden
Room air; Technical systems for welding workshops
Raumluft techn. Anlagen für Schweißwerkstätten
ESP 400C Plasma Krachtbron - 1-16
HOOFDSTUK 2 Beschrjving
2.1 Introductie
De ESP krachtbron is ontworpen voor plasma
gemechaniseerde snijtoepassingen met hoge
snelheid. Deze kan worden gebruikt met andere
ESAB producten zoals de PT-15 en de PT-600
branders tezamen met de Smart Flow II, een
computer gestuurde gas regulatie en
schakelsysteem.
· 50 tot 400 ampères snij stroombereik.
· Gestuwde luchtkoeling
· Vaste staat DC kracht
· Invoer voltage bescherming
· Afstand gestuurde voorpaneel controle
· Hitte schakelaar bescherming voor de hoofd
transformator en de stroom semi-conductor
componenten
· Hijsogen aan de bovenzijde of basispunten voor
ophijsen middels vorkheftruck voor transport
· Tweede parallel stroombron capaciteiten voor
uitbreiding van de huidige uitvoerreeks.
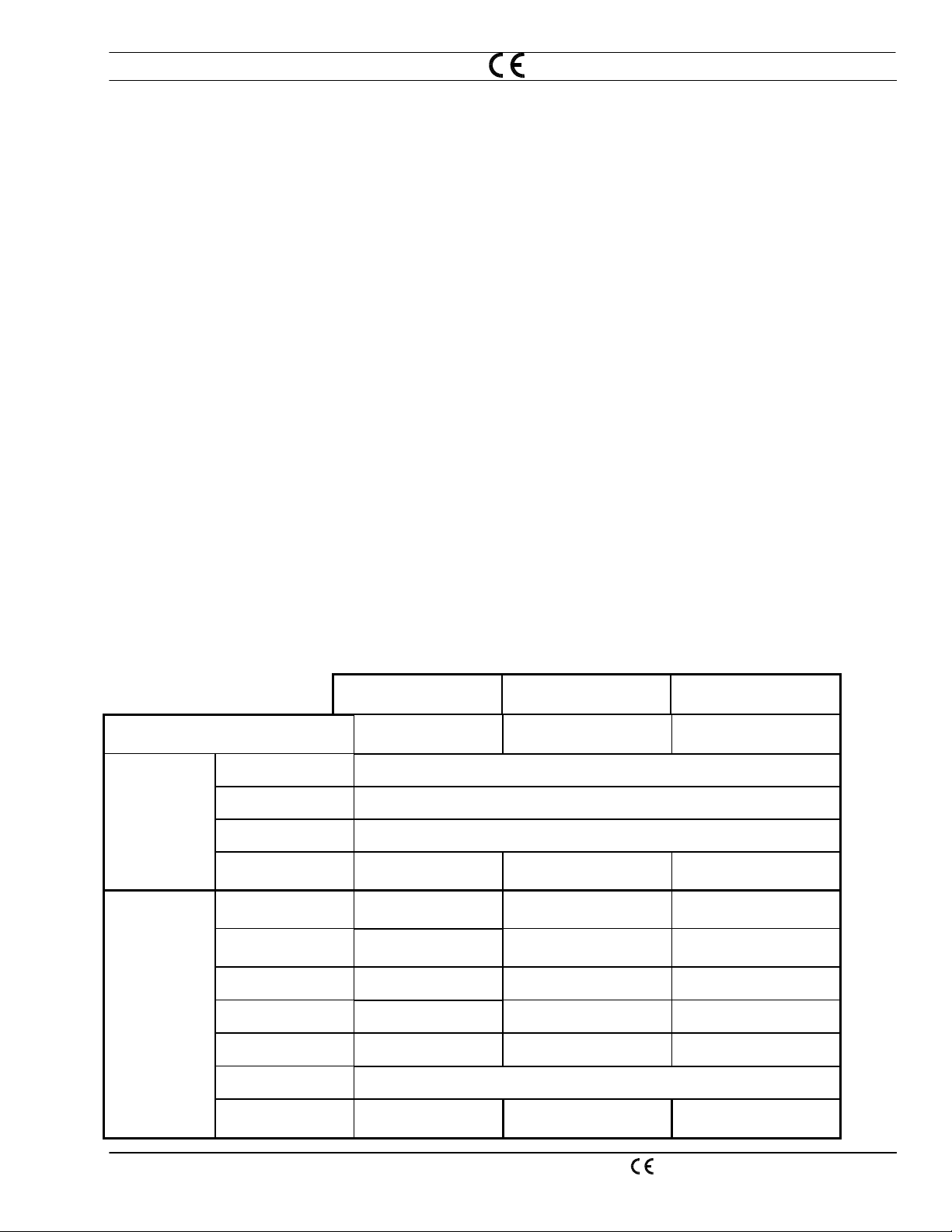
2.2 Algemene specificaties
Onderdeel nummer
UITVOER
(100 %
mechanisch
arbeidsver-
mogen)
INVOER
Voltage
Stroombereik DC
Stroom
Open Circuit
Voltage (OCV)
Voltage
(3-fase)
Stroom
(3-fase)
Frequentie
KVA
ESP-400C 400V,
50Hz
CE
0558001730
410 V dc
400 V
138 A RMS
50/60 HZ
95.6 KVA
ESP-400C 460V, 60Hz ESP-400C 575V, 60Hz
0558001729
0558001731
200 V dc
50A tot 400A
80 KW
427 V dc 427 V dc
460 V 575 V
120 A RMS 96 A RMS
60 Hz 60 Hz
95.6 KVA 95.6 KVA
Stroom
Stroom factor
Invoer
zekeringsoort
87 KW
200A
ESP 400C Plasma Krachtbron -
87 KW 87 KW
91.0 %
150A 125A
2-1

HOOFDSTUK 2 Beschrjving
3
2.3 Afmetingen en gewicht
40.25 inches
102.2 mm
45 inches
mm
114.
37.25 inches
94.6 mm
Gewicht = 2040 lbs.
(925.34 kg.)
2-2
ESP 400C Plasma Krachtbron -
HOOFDSTUK 3 Installatie
3,1 Algemeen
Als u nalaat de volgende instructies
WAARSCHUWING
!
op te volgen, kan dit leiden tot de
dood, verwondingen of kan de
apparatuur beschadigd worden
Volg deze instructies op om verwondingen
te voorkomen of dat de apparatuur
beschadigd wordt.
U moet zich houden aan de plaatselijke,
rijks- en landelijke codes voor elektriciteit
en veiligheid.
3.2 Uitpakken
Bij het gebruik van één hijsoog zal
VOORZICHTIG
het plaatmateriaal en de frame
beschadigen
Gebruik beide hijsogen voor transport met
600C
de algemene methode.
De unit weegt meer dan 2000 lbs (900 kg)
Gebruik goedgekeurde banden of kabel die
in goede staat zijn.
· Na ontvangst dient u direct de apparatuur te
controleren op beschadigingen tijdens vervoer.
3-1
· Verwijder alle onderdelen uit de
scheepscontainer en contoleer of er onderdelen
in de container ontbreken.
· Controleer of de roosters vrij zijn van obstakels.
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
3.3 Plaatsing
Opmerking: Gebruik beide hijsogen voor transport
Krachtbron
met de algemene methode.
· Een minimum van 2 ft. (6 cm) ruimte moet vrij
zijn aan de voor en achterzijde van de gekoelde
luchtstroom.
· Er dient een plan opgesteld te worden dat de
bovenste panelen en de zijpanelen verwijderd
worden voor onderhoud, reinigen en inspectie.
· Plaats de ESP-400C relatief dicht bij een juist
geaarde elektrische stroomvoorziening.
· Zorg dat het gebied rond de krachtbron vrij is
voor gekoelde luchtstroom.
· De omgeving dient relatief vrij te zijn van stof,
rook en oververhitting. Deze factoren hebben
effect op de koeling efficiency.
Een ophoping van stof en vuil binnenin
VOORZICHTIG
de krachtbron kan een boogoverslag
veroorzaken.
De apparatuur kan beschadigd worden. Een
kortsluiting kan ontstaan als de stof de gelegenheid
krijgt om op te hopen binnen de krachtbron. Zie
hoofdstuk onderhoud.
3.4 Invoer Stroomverbindingen
Een elektrische schok kan tot de
WAARSCHUWING
!
dood leiden!!!
Zorg voor optimale bescherming tegen een
elektrische schok.
Voordat enige verbindingen gemaakt
worden binnenin de machine, schakel de
netspanningschakelaar uit om de stroom
uit te schakelen.
3-2
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
3.4.1 Eerste stroom
ESP-400C is een 3-fase unit. De invoerstroom
Nominale belasting
Voltage Ampères
400
*Grootte conform de Landelijke elektriciteitscodes
moet worden verkregen vanuit een leiding (muur)
afsluitschakelaar met zekeringen of circuit brekers
conform de plaatselijke of de regelgevingen van de
staat.
Aanbevolen invoer geleiders en grootte leiding
zekeringen:
Invoer en
geaarde
geleiders*
CU/AWG
138
460
575
90 °C kopersoort geleiders @ 40 °C
voor
omgevingstemperatuur Niet meer dan drie geleiders in
een leiding of kabel. De plaatselijke codes dienen te
worden gevolgd indien deze andere grootte aangeven
dan het hierboven vermelde.
120
96
4/0
3/0
1/0
Vertraging
stijd
grootte
zekeringen
(ampères)
200
150
125
Invoerstroom
(V boog) x (I boog) x
0.688
(V lijn)
Een speciale krachtleiding kan nodig zijn.
LET OP
De ESP-400 is uitgerust met een lijn voltage
compensatie maar om een verzwakte uitvoering te
voorkomen hetgeen te wijten is aan een
overbelast circuit, kan een speciale krachtleiding
nodig zijn.
3-3
ESP-400C Plasma Krachtbron -
HOOFDSTUK 3 Installatie
3.4.2 Invoer geleider
LET OP
3.4.3 Invoer Verbindingsprocedure
· Door de klant te leveren
· Kan bestaan uit of kopergeleiders met zware
rubberen omhulsel (drie stroom en een geaarde)
of een vaste of flexibele geleider.
· De maat overeenkomstig de tabel.
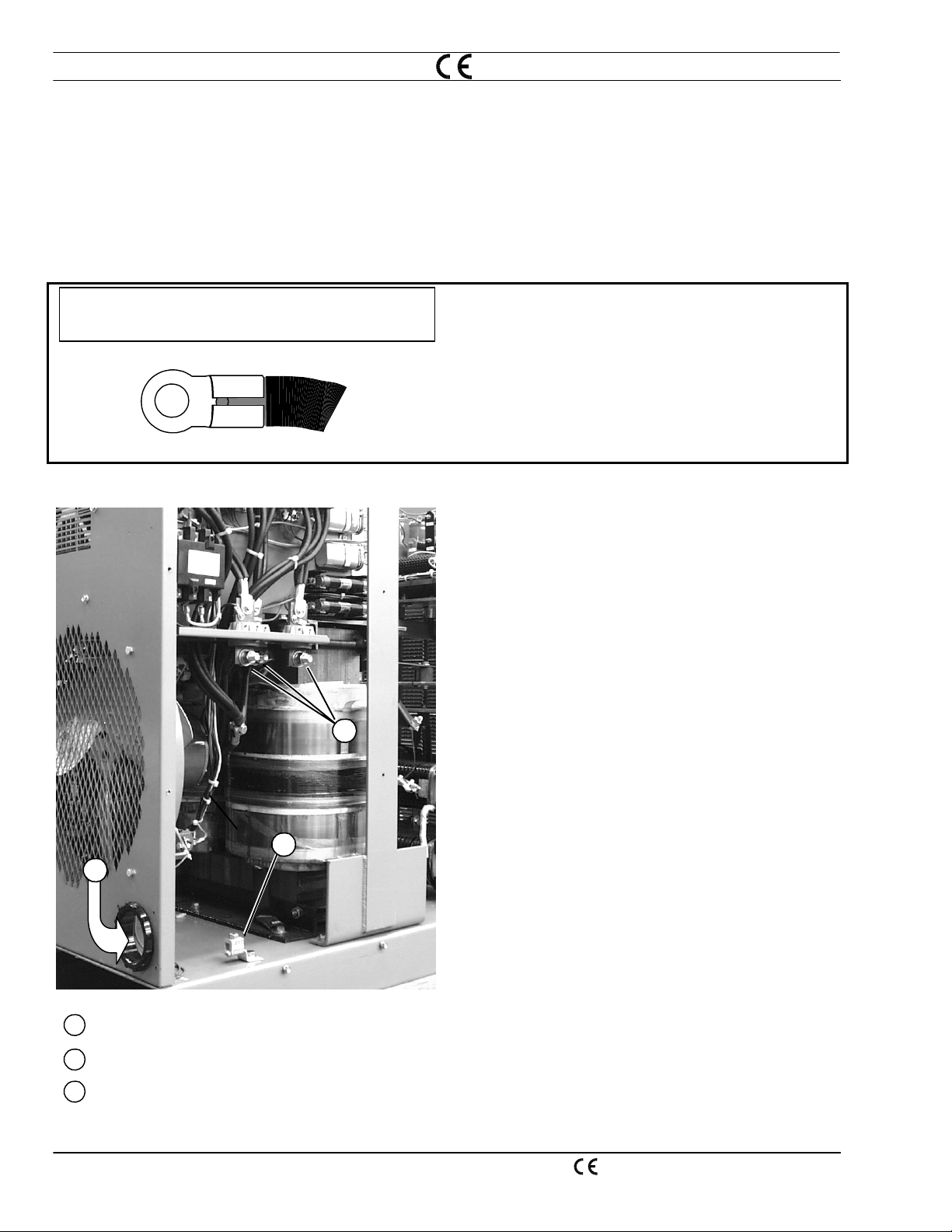
Invoergeleiders moeten worden afgewerkt
met een ring eindaansluitpunten.
Invoer geleiders moeten worden afgewerkt met
een ring eindaansluitpunt maat ½" voordat deze
aangesloten wordt aan de ESP-400C.
1. Verwijder het linker paneel van de ESP-400C.
2. Steek de kabels door de toegangsopening in
het achterpaneel.
3. Maak de kabels vast met een snoerontlasting of
een geleiderkoppeling (niet bijgeleverd) bij de
toegangsopening.
3
2
1
Stroom invoer kabel toegangsopening
1
(achterpaneel)
2
Chassis geaard
3
Eerste eindaansluitverbindingen
4. Verbind de geaarde leiding aan de schroefbout
op de basis van het chassis.
5. Verbind de stroomleiding eindaansluitpunt aan
de eerste eindaansluitpunten met de
bijgeleverde bouten, afsluitringen en moeren.
6. Verbind de invoer geleiders aan de leiding
(muur) afsluiting.
3-4
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
WAARSCHUWING
!
WAARSCHUWING
!
3.5 Uitvoerverbindingen
Een elektrische schok kan tot de
dood leiden!!!
Ring eindaansluitpunten moeten ruimte
hebben tussen het zijpaneel en de hoofd
transformator. De ruimte moet voldoende zijn
om een mogelijke boogvorming te voorkomen.
Zorg ervoor dat de kabels niet in aanraking
komen met de draaiende koelventilator.
Onjuist aarden kan leiden tot de
dood of kan verwondingen
veroorzaken.
Het chassis moet worden aangesloten aan
een goedgekeurde elektri sche aar de.
Zorg ervoor dat de geaarde leiding NIET
verbonden is met enige eerste
eindaansluitpunten.
WAARSCHUWING
Een elektrische schok kan tot de
!
3.5.1 Uitvoer kabels (door de klant te leveren)
dood leiden!!! Gevaarlijk voltage en
elektrische spanning!
Altijd als men werkt rond een plasma
krachtbron waarbij de afsluitplaten verwijderd
zijn.
· Sluit de krachtbron af via de
afsluitschakelaar van de leiding (muur).
· Laat een gekwalificeerd persoon de
uitvoer geleiders controleren (positieve en
negatieve) met een voltagemeter.
Kies uitvoerkabels voor plasma snijden (door de
klant te leveren) op de basis van een 4/0 AWG, 600
volt geïsoleerde koperen kabel voor elke 400
ampère of uitvoerstroom.
Opmerking: Gebruik geen 100 volt geïsoleerde
laskabel.
3-5
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
3.5.2 Uitvoer verbindingsprocedure
Toegangspan
el
1. Verwijder het toegangspaneel op de onderzijde
aan de voorkaant van de krachtbron.
2. Trek de uitvoerkabels door de openingen aan
de onderzijde van het voorste panel of aan de
onderzijde van de krachtbron direct achter het
voorste paneel.
3. Verbind de kabels voor de bestemde
eindaansluitpunten die bevestigd zijn binnenin
de krachtbron waarbij u gebruik maakt van de
UL vermelde drukkabel verbindingen.
4. Vervang het verwijderde paneel tijdens de
eerste stap.
3.6 Parallel installatie
Twee 400A krachtbronnen mogen met elkaar
worden verbonden om het uitvoer stroombereik uit
te breiden.
Parallel krachtbron start stroom
VOORZICHTIG
overschrijdt aanbevolen reeks als er
gesneden wordt beneden de 100A.
Gebruik alleen één krachtbron voor stroom
beneden de 100A.
Wij bevelen aan om de negatieve leiding af te
sluiten van de tweede stroombron als er
veranderingen worden aan gebr acht aan
stroom beneden de 100 ampère. Deze
leiding dient veilig te worden afgesloten om
bescherming te bieden tegen een elektrische
schok.
3-6
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
Aansluitingen voor parallelle installatie van
2 voedingsbronnen
Secundaire
voedingsbron
werk
(+)
Bron
3 - 4/0 600V
positieve kabels
naar
werkstuk
elektrode
(-)
4/0 600V
kabel
jumpers
tussen
units
werk
(+)
1 - 14 AWG
600V-kabel naar
hulpboogaanslu
iting in box
(hogefrequentiegener
ator)
Primaire
voedingsbron
Bro
hulpboo
elektrode
(-)
3 - 4/0 600V
negatieve
kabels
naar box
Opmerking: Eerste krachtbron heeft een
elektrode (-) geleider overspringing. De tweede
krachtbron laat het werk (+) overspringen.
1. Verbind de negatieve (-) uitvoerkabels aan de
pijpbox (hoge frequentie generator).
2. Verbind de positieve (+) uitvoerkabels aan het
werkstuk.
3. Verbind de positieve (+) en de negatieve (-)
geleiders tussen de krachtbronnen.
4. Sluit de hulpboogkabel aan op de
hulpboogterminal in de primaire voedingsbron.
De hulpboogaansluiting in de secundaire
voedingsbron wordt niet gebruikt. Het
hulpboogcircuit wordt niet parallel uitgevoerd.
5. Stel de proefboog HIGH (HOOG)/LOW (LAAG)
op de tweede krachtbron in op `LOW (LAAG)`.
6. Stel de proefboog HIGH (HOOG)/LOW (LAAG)
schakelaar op de eerste krachtbron in op
`HIGH (HOOG)`.
Secundaire
voedingsbron
werk
(+)
3 - 4/0 600V
positieve
kabels
naar
werkstuk
GEVAAR
!
electrode
(-)
Koppel de negatieve
aansluiting los van de
secundaire
voedingsbron en isoleer
om van twee
voedingsbronnen naar
één te converteren
Primaire
voedingsbron
werk
(+)
electrode
(-)
3 - 4/0 600V
negatieve
kabels naar
box
(hogefrequentiegenerator
Een elektrische schok kan tot de
dood leiden!!!
Blootgelegde elektrische geleiders
kunnen gevaarlijk zijn!
Laat elektrische `hete` geleiders niet bloot
leggen. Sluit beide einden van de
geleiders veilig af.
Als er gebruik gemaakt wordt van een
krachtbron in een parallel configuratie,
moet de negatieve elektrode geleider
worden afgesloten van de tweede
krachtbron en van de pijpbox. Als dit
nagelaten wordt blijft de tweede
elektrische verbinding `heet`.
3-7
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
3.7 Systeem Verbinding Blok Diagram met Smart Flow II
1
5
4
2
4
00
C
3
6
7
N2
O2
Air
H-35
8
17
9
10
18
3-8
11
12
13
14
15
16
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
Systeem Verbinding Blok Diagram met Smart Flow II
1
3 fase geaard (muur afsluiting)
2
Vooraanzicht
3
Achteraanzicht
4
Afstand naar CNC
5
CNC
6
CNC Invoer/Uitvoer naar Smart Flow II
7
Brander leiding (-)
8
Proefboog leiding
9
Werk leiding (+)
10
11
12
13
14
15
16
17
18
SmartFlow II
Snij waterpomp (benodigd voor de PT-15)
Koelwater naar brander
Koelwater vanaf brander
Controle voltage hoogte
Plasma Brander leidingbundel en brander
Geaarde grond
Aan/Uit Controle
WC-7C Water Koeling
3-9
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
3.8 Systeem Verbinding Blok Diagram met handmatige stroomcontrole
1
2
5
3
4
5
6
7
27
26
23
19
20
28
29
30
31
25
24
22
21
35
18
32
33
34
17
8
9
10
12
46
47
11
14
13
16
15
36
37
38
39
40
41
42
43
44
45
3-10
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
Systeem Verbinding Blok Diagram met handmatige stroom controle
1
Gas Regulatoren
2
Zuurstof (snijgas)
3
Stikstof (Start Gas)
4
Snij Waterpomp
5
Aan-uit
6
Snijwater
7
Stroom controle
8
Proces Controle
9
Tussen vergrendeling
10
Referentie stroombereik
11
E-Stop
12
Snijmachine Controle
13
Hoogte referentie
14
Proces Aan/Uit
15
Brander (PT-15 of PT-600)
16
Brander Hoogte Controle
17
Werkstuk Voltage
18
Voltage Feedback
19
Snijgas
20
Start Gas
21
Injectie Water
22
Tussen vergrendeling
23
Hoge frequentie Aan/Uit
24
Snijgas Solenoide
25
Start Gas Solenoide
26
Water Koeler (WC-7C)
27
Muur afsluiting
28
Invoer stroom
29
Plasma Krachtbron
30
Retournering koelmiddel
31
Uitvoer koelmiddel
32
Retour leiding [Werk (+)]
33
Snij stroombereik [Electrode (-)]
34
Proefboog
35
Loodgietersbox
36
Tweede Gas Box
37
Edelgas
38
Lucht toevoer
39
Gas
40
Proefboog hoge frequentie
41
Injectie Water
Koelmiddel naar en stroombereik naar
42
brander
43
Koelmiddel vanaf brander
44
Werkstuk
45
Geaarde grond
Diagram verklaring
46
Electrische geleider
47
Vloeistof en gasslangen
3-11
ESP-400C Plasma Krachtbron -

HOOFDSTUK 3 Installatie
Deze pagina is blanco.
3-12
ESP-400C Plasma Krachtbron -

HOOFDSTUK 4 Uitvoering
4.1 Introductie
De ESP-400 heeft geen ON (AAN)/OFF (UIT)
schakelaar. De Hoofdstoom wordt geregeld via de
leiding (muur) afsluit schakelaar.
Werk niet aan de ESP-400 als de
WAARSCHUWING
!
afdekplaten verwijderd zijn.
Hoge voltage onderdelen zijn blootgesteld
waardoor een verhoogd risico is voor een
gevaarlijke schok.
Interne onderdelen kunnen worden
beschadigd omdat de koelingventilatoren
minder efficiënt zullen functioneren.
4.2 Controle paneel
Main Power (Hoofdstroom)
De indicator licht op als de stroom op de
krachtbron is ingeschakeld.
Over Temp (Oververhitting)
Deze indicator licht op als de krachtbron oververhit
is geraakt.
Contactor On (Installatie aan)
Deze indicator licht op als de stroom naar de hoofd
installatie is ingeschakeld.
ESP 400C Plasma Krachtbron - 4-1

HOOFDSTUK 4 Uitvoering
Fault (foutmelding)
De indicator licht op als er ongebruikelijkheden
optreden in het snijproces of als de invoer lijn
voltage buiten de benodigde nominale waarde van
±10%.
Power Reset Fault (Krachtstroom foutmelding
opnieuw instellen)
De indicator licht op als er een serieuze foutmelding
is gesignaleerd. Invoer stroom moet worden
afgesloten voor tenminste 5 seconden en dan
opnieuw worden ingeschakeld.
Current Dial (Potentiometer) (Huidige draaiknop,
Potentiemeter)
ESP-400C draaiknop getoond. ESP-400 heeft een
reeks van 50 tot 600 A. Alleen te gebruiken in de
paneel mode.
Panel Remote Switch (Paneel Afstand
schakelaar)
Beheerst de locatie van de huidige controle.
· Positie plaats in het paneel voor de controle
waarbij gebruik gemaakt wordt van de huidige
potentiemeter.
· Zet deze in REMOTE (AFSTAND) positie voor
controle vanaf een extern signaal (CNC).
Remote Connection (Afstandsverbinding)
Amphenol 19 pen stekker voor verbinding met de
krachtbron naar de CNC.
Pilot Arc HIGH/LOW Switch (Proefboog
HOOG/LAAG schakelaar)
Gebruikt om de hoogte van de huidige proefboog te
selecteren. Als algemene regel, voor 100 ampère en
lager, wordt een LOW (LAGE) instelling gebruikt. Dit
is afhankelijk van het gas, materiaal en de brander
die gebruikt wordt. High (Hoge)/Low (LAGE)
instellingen staan gespecificeerd in de snijgegevens
die bijgevoegd zijn bij de brander handleiding.
ESP 400C Plasma Krachtbron - 4-2

HOOFDSTUK 4 Uitvoering
Meters
Toont de voltage en ampère tijdens het snijden. De
ampère meter kan worden geactiveerd als er niet
gesneden wordt om een overzicht te krijgen van
een inschatting van de snijstroom voordat het
snijden begint.
Actual/Preset Switch (Actuele/voorinstellingen schakelaar)
De terugveer schakelaar komt niet terug in de
positie ACTUAL (huidige). Als deze naar beneden
wordt gedrukt, geeft de Ampère meter een
schatting van de huidige stroom. Hierdoor kan de
uitvoerder de snijstroom tevoren instellen dicht bij
de gewenste stroom die gebruikt wordt door de
huidige potentiemeter.
De uiteindelijke bijstellingen worden gemaakt nadat
de brander begonnen is met snijden om een meer
preciezere stroom te bereiken.
WAARSCHUWING
!
Gevaarlijk voltage en elektrische
spanning!
Een elektrische schok kan tot de
dood leiden!!!
Voordat u de machine in werking stelt, zorg
ervoor dat de installatie en de geaarde
procedures uitgevoerd zijn.
Stel de apparatuur niet in werking als de
afdekplaten verwijderd zijn.
ESP 400C Plasma Krachtbron - 4-3

HOOFDSTUK 4 Uitvoering
4.3 Volgorde van werking
Apply Power
PANEL
REMOTE
PILOT
ARC
HIGH
LOW
ACTUAL AMPS
PRESET AMPS
1. Schakel de stroom in door het sluiten van de
leiding (muur) schakelaar. De ESP-400C heeft
geen ON (AAN)/OFF (UIT) schakelaar. Het
lichtje voor de hoofdstroom zal oplichten en een
foutmeldingslicht zal knipperen en hierna
uitgaan.
2. Selecteer de Panel/Remote (Paneel/Afstand)
instellingen.
3. Zet de pilot arc (proefboog) High/Low
(Hoog/Laag) schakelaar in. (zie de snijgegevens
in de brander handleiding).
Als gebruik gemaakt wordt van de paneel
4.
modus, kijk naar de preset amps
(voorinstellingen ampere) met de
ACTUAL/PRESET AMPS
(HUIDIGE/VOORINSTELLEN AMPERE)
schakelaar. Stel de stroom bij totdat de juiste
waarde bereikt is hetgeen getoond wordt op de
ampère meter.
Begin met het uitvoeren van het plasma snijden.
5.
Handmatige instellingen kunnen nodig zijn voor
andere opties hetgeen afhankelijk is van het
totale plasma pakket.
6.
Als gebruik gemaakt wordt van de paneel
Begin
Cutting
modus, nadat het snijden begonnen is stel de
stroom bij tot de gewenste hoeveelheid bereikt
is.
Controleer op foutmeldingen. Als een
7.
foutmeldingslicht oplicht, verwijzen wij u naar
het hoofdstuk foutmeldingen.
Opmerking: Een foutmeldingslicht knippert als de
apparatuur voor het eerst aangezet wordt voor het
aangeven dat de DC BUS normaal van stroom
voorzien wordt.
ESP 400C Plasma Krachtbron - 4-4

HOOFDSTUK 4 Uitvoering
4.4 Eerste boog instellingen
De tijd die nodig is om de volledige stroom te
Minimum Start Stroom 40A
Start Stroom 50% van de
Tijd om de volledige stroom
Stilstand tijd 50 msec
Start Stroomgolf met boog
Eerste Timer UIT (OFF)
1
OUT
= 50 V
REF
bereiken kan worden aangepast aan uw specifieke
systeem. Deze uitvoering gebruikt 50% van de
snijstroom om op te starten en dan langzamerhand
(minder dan één seconde) om de volledige stroom
te bereiken. De ESP-400C is vanaf de fabriek
uitgevoerd met deze eigenschap. De standaard
instellingen zijn:
snijstroom
800 msec
te bereiken
Deze timing functies kunnen worden uitgezet of
bijgesteld om te voldoen aan de individuele systeem
benodigdheden.
Ongeveer 2 msec
tijd tot volledige stroom
DC Uitvoer stroom
Tijd
Start Stroomgolf met boog
Cut Current
1
OUT
= 50 V
REF
Eerste Timer AAN (ON)
Start Stroom
Stilstand
DC Uitvoer stroom
Tijd tot
volledig
e stroom
800
msec
Tijd
ESP 400C Plasma Krachtbron - 4-5

HOOFDSTUK 4 Uitvoering
Een elektrische schok kan tot de
WAARSCHUWING
!
4.4.1 Inschakelen/uitschakelen van begin boog timer
dood leiden!!!
Sluit de stroom uit via de leiding (muur)
voordat u enige afdekplaten verwijdert of
voordat u enige veranderingen aan de
krachtbron uitvoert.
Fabriek standaardinstellingen getoond.
12
ON
OFF
SW1
1. Verwijder het toegangspaneel op de bovenste
rechterhoek van het voorste paneel. Zorg
ervoor om dit paneel terug te plaatsen als er
wijzigingen zijn aangebracht.
2. Lokaliseer SW1 en PCB1 en druk beide
kantelschakelaars naar beneden om deze uit te
schakelen. Om deze weer in te schakelen,
schakel beide schakelaars naar boven. (Als een
schakelaar naar boven geschakeld is en de
andere naar beneden, is de eerste boogtijd
ingeschakeld).
ESP 400C Plasma Krachtbron - 4-6

HOOFDSTUK 4 Uitvoering
4.4.2 Bijstellen begin boog timer
ON
OFF
Factory default settings shown
12345678
SW2
Minimum Start Stroom
Geregeld door het selecteren van de positie 5 via 8
van SW2. Als een schakelaar ingedrukt is, is de
waarde toegevoegd aan de fabrieksinstellingen die
een minimum waarde hebben van 25A.
Schakelaar #5 = 50A min. start stroom
Schakelaar #6 = 25A min. start stroom
Schakelaar #7 = 12A min. start stroom
Schakelaar #8 = 6A min. start stroom
Standaard instellingen is bij 7 en 8 ingeschakeld.
12A + 6A + 25A = 43A
Stilstand tijd
Geregeld door het selecteren van de positie 1 via 4
van SW2 op PCB1. Als een schakelaar ingedrukt
is, is de waarde toegevoegd aan de minimum
stilstandtijd van 10 msec.
Schakelaar #1 = 10 msec stilstandtijd.
Schakelaar #2 = 20 msec stilstandtijd.
Schakelaar #3 = 40 msec stilstandtijd.
Schakelaar #4 = 80 msec stilstandtijd.
De standaard instellingen is met schakelaar #3
ingeschakeld. 40 msec + 10 msec (minimum) = 50
msec
ESP 400C Plasma Krachtbron - 4-7

HOOFDSTUK 4 Uitvoering
4.4.3 Eerste boog controles
Start Current Pot
SW2
UP-Slope Timer
SW1
4.4.4 Start stroom en oplopende timer
90%
80%
70%
60%
50%
40%
30%
20%
Percentage (%) of Cutting Current
10%
0%
0 1 2 3 4 5 6 7 8 9 10 MAX
Starting Curent (%) and Pot Setting
Relationship
Start Current Pot Setting
ESP 400C Plasma Krachtbron - 4-8
Start Stroom
Stel dit in met gebruik van de potentiemeter die
gelegen is boven en links midden van de PCB 1.
De standaard fabrieksinstelling is 7.
Oplopende timer
De drie positieschakelaar is gelegen naast de start
stroom potentiemeter. De tijd is vanaf de
startstroom (na einde stilstand) naar de volledige
stroom Standaard fabrieksinstellingen = 800 msec
Linker positie = 250 msec
Midden positie = 800 msec
Rechter positie = 1200 msec

HOOFDSTUK 4 Uitvoering
T
T
@
4.5 ESP-400C V-I Bogen
ESP-400C V-I CURVES
427V Open Circuit (460V & 575V Models)
410V Open Circuit (400V Model)
I
= (50) x (V
OUT
REF
)
400
Output of Boost/Start Circuit
Max Output Voltage
Nominal Line
300
ING
RA
200
= 8.000
REF
V
MAX CURRENT RATING
100
= 1.000
REF
V
= 2.000
REF
MIN CURREN
V
= 4.000
REF
V
= 6.000
REF
V
0
0 100 200 300 400 500
OUTPUT CURRENT (Amperes)
INTERNAL CURRENT LIMIT
ESP 400C Plasma Krachtbron - 4-9

HOOFDSTUK 4 Uitvoering
Deze pagina blijft blanco.
ESP 400C Plasma Krachtbron - 4-10

HOOFDSTUK 5 Onderhoud
5.1 Algemeen
Een elektrische schok kan tot de
WAARSCHUWING
!
dood leiden!!!
Sluit de stroom bij de leiding (muur) af
voordat u enig onderhoud gaat verrichten.
Gevaar voor de ogen als men
WAARSCHUWING
!
gebruik maakt van samengeperste
lucht voor reiniging.
· Draag goedgekeurde bescherming voor
de ogen met zijkanten als men
schoonmaak werkzaamheden aan de
krachtbron gaat uitvoeren.
· Gebruik alleen laag geperste lucht.
Onderhoud aan deze apparatuur
VOORZICHTIG
!
dient alleen te worden uitgevoerd
door opgeleid personeel.
5.2 Reinigen
Regelmatig gepland reinigen van de krachtbron is
nodig om ervoor te zorgen dat de uitvoering zonder
problemen verloopt. De regelmaat van reinigen is
afhankelijk van de omgeving en het gebruik.
1. Schakel de stroom uit middels de
muurschakelaar.
2. Verwijder de zijpanelen.
3. Gebruik lage geperste droge lucht om stof van
alle luchtdoorgangen en onderdelen te
verwijderen. Schenk speciale aandacht aan het
koelinglichaam aan de voorzijde van de unit.
Isolatie van stof verhoogt verspilling van de hitte.
Zorg dat u oogbescherming draagt.
ESP 400C Plasma Krachtbron -
5-1

HOOFDSTUK 5 Onderhoud
Luchtbeperkingen kan ervoor
VOORZICHTIG
zorgen dat de EPS-400C oververhit
raakt.
Thermische schakelaars kunnen worden
geactiveerd hetgeen een onderbreking van
de functie veroorzaakt.
Gebruik geen luchtfilters bij deze unit.
Zorg dat luchtdoorgangen vrij blijven van
stof en andere obstakels.
5.3 Smering
· Sommige units zijn uitgerust met olieslangen op
de ventilatoren. Deze ventilatoren dienen te
worden gesmeerd na 1 jaar uitvoering.
· Alle andere ESP-400C´s hebben ventilator
motoren die permanent gesmeerd worden en
hebben geen regelmatig onderhoud nodig.
Gevaar voor Elektrische Schok!
WAARSCHUWING
!
Zorg ervoor dat alle verwijderde
afdekplaten t.b.v. het schoonmaken
teruggeplaatst worden voordat u de
machine opnieuw inschakelt.
5-2
ESP 400C Plasma Krachtbron -

SECTION 6 Troubleshooting
6.1 General
WARNING
!
Electric Shock Can Kill!
Do not permit untrained persons to inspect
or repair this equipment.
Electrical work must be performed by an
experienced electrician.
Stop Work Immediately If Power
CAUTION
!
6.2 Fault Indicators
Source Does Not Work Properly.
Have only trained personnel investigate
the cause.
Use only recommended replacement parts.
Front Panel Fault Indicators
PCB1 Located
behind this panel.
Fault indicators are found on the front panel
Used with the LEDs on PCB1 (located behind
the cover with the ESP label) problems can be
diagnosed.
NOTE: Momentary lighting (flashing) is normal
and does not indicated a fault.
Fault Indicator used with:
LED 3
LED 4
LED 5
LED 7
LED 8
Power Reset Fault Indicator used with:
LED 6
LED 9
LED 10
LED 11
LED 12
LED 13
ESP 400C Plasma Power Sources
6-1

SECTION 6 Troubleshooting
Fault Indicator (Front Panel)
Illuminates when there are abnormalities in the
cutting process or when the input voltage falls
±10% outside the normal value. Momentary
illumination is normal. If continuously lit, check
LEDs 3, 4, 5, 7, and 8 on PCB1 for further
diagnosis.
LED 3 – (amber) Bus Ripple Fault -
Momentarily illuminates at the beginning of each
cut. Continuously lit during single-phasing or
imbalanced line-to-line voltages of the three phase
input line.(Excessive Ripple) Power Source is shut
down.
LED 4 – (amber) High Bus Fault – Illuminates
when input line voltage is too high for proper
operation (approx. 20% above nominal line voltage
rating). Power source is shut down.
LED 5 – (amber) Low Bus Fault – Illuminates
when input line voltage is approx. 20% below
nominal line voltage rating. PS is shut down.
LED 7 – (amber) Arc Voltage Saturation Fault
– Illuminates when the cutting arc voltage is too
high and cutting current drops below preset level.
LED will extinguish after voltage decreases and
current rises.
LED 8 – (amber) Arc Voltage Cutoff Fault –
Illuminates when arc voltage increases over the
preset value. PS is shut down.
6-2
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
Power Reset Fault Indicator (on front panel)
Illuminates when a serious fault is detected. Input
power must be disconnected for a least 5 seconds
to clear this fault. Check PCB1 Red LEDs 6, 9, 10,
11, 12, and 13 if this fault is illuminated for further
diagnosis.
LED 6 – (red) Right Overcurrent Fault –
Illuminates when the current out of the right side
chopper is too high (300 amps). This current is
measured by the right-side hall sensor. The power
source is shut down.
LED 9 – (red) Left Overcurrent Fault –
Illuminates when the current from the left side
chopper is too high (300 amps). Measured by the
left hall sensor. Power source is shut down.
LED 10 _ (red) Left IGBT Unsaturated Fault –
Illuminates when left IGBT is not fully conducting.
PS (PS) is shut down.
LED 11 – (red) Right IGBT Unsaturated Fault –
Illuminates when right IGBT is not fully conducting.
Power Source (PS) is shut down.
LED 12 – (red) Left -(neg) 12V Bias Supply
Fault – Illuminates when negative 12 V bias supply
to the left side IGBT gate drive circuit (located on
PWM-drive board PCB2) is missing. PS is shut
down.
LED 13 – (red) Right –(neg) 12V Bias Supply
Fault - Illuminates when negative 12 V bias supply
to the right side IGBT gate drive circuit (located on
PWM-drive board PCB3) is missing. PS is shut
down.
ESP 400C and 600C Plasma Power Sources
6-3

SECTION 6 Troubleshooting
6.3 Fault Isolation
Many of the most common problems are listed by
symptom.
6.3.1 Fans not working
6.3.2 Power not on
6.3.3 Fault Light Illumination
6.3.4 Torch won’t fire
6.3.5 Fusses Blown F1 and F2
6.3.6 Intermittent, Interrupted or Partial Operation
6.3.1 Fans Not Working
Problem Possible Cause Action
All Three fans do not run
One or two fans do not run.
This is normal when not cutting.
Fans run only when “Contactor On”
signal is received.
Broken or disconnected wire in fan
motor circuit.
Faulty fan(s)
None
Repair wire.
Replace fans
6.3.2 Power Not On or LOW Voltage
Problem Possible Cause Action
Power source inoperable:
Main Power lamp is off.
Low Open Circuit Voltage
Missing 3-phase input voltage
Missing 1 of 3-phase input voltage
Fuse F3 blown
Pilot arc Contactor (K4) faulty
Faulty Control PCB1
Restore all 3 phases of input voltage
to within ±10% of nominal line.
Restore all 3 phases of input voltage
to within ±10% of nominal line.
Replace F3
Replace K4
Replace Control PCB1 (P/N 38032)
6-4
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.3.3 Fault Light Illumination
Problem Possible Cause Action
Fault light illuminates at the end of
cut but goes off at the start of the
next.
LED 3 – (amber) Bus Ripple
LED 4 – (amber) High Bus
LED 5 – (amber) Low Bus
Normal condition caused by
terminating the arc by running the
torch off the work or the arc being
attached to a part that falls away.
Imbalance of 3-phase input power
Momentary loss of one phase of
input power
Faulty control PCB1
One or more phases of input voltage
exceed nominal line voltage by more
than 20%.
Faulty control PCB1
One or more shorted diode rectifiers
(D25-D28) on the “Electrode Plate”
One or more phases of input voltage
are lower than nominal by more than
15%.
Blown F1 and F2 fuses
Over temp Light comes on.
Imbalanced 3-phase input power
Momentary loss of one phase of
input power
Faulty Main Contactor (K1)
FAULTY Control PCB1
Reprogram cutting process to
ensure arc is terminated only by
removing the “Contactor On” signal.
Maintain phase voltage imbalance of
less than 5%.
Restore and maintain input power
within ±10% nominal
Replace PCB1 P/N 38032
Restore and maintain line voltage
within ±10%
Replace PCB1 P/N 38032
Replace shorted diode rectifiers
Restore and maintain with in ±10%
of nominal
See F1 and F2 in Blown Fuses
Section
See over temp in Fault Light Section
Maintain phase voltage imbalance of
less than 5%
Restore and maintain within ±10% of
nominal
Replace K1
Replace PCB1 P/N 30832
ESP 400C and 600C Plasma Power Sources
6-5

SECTION 6 Troubleshooting
Problem Possible Cause Action
LED 6 – (red) Right Over Current
Note:
If operation at 250A or less is
possible, then the LEFT side is
not working.
LED 6 – (red) Left Over Current
Note:
If operation at 250A or less is
possible, then the Right side is
not working.
Output current of the right side
exceeds 200A because of operating
the power source over 400A.
Cutting at over 250A with a faulty
left side (left side output = 0)
Right current transducer connector
loose or unplugged. PCB loose.
Loose or unplugged connector at
right PWM/Drive Printed circuit
board.
P2 at left of PWM/Drive PCB loose or
unplugged.
Check voltage between P7-6 and
P7-7. A voltage in either polarity of
greater than 0.01 V indicates a faulty
right current transducer (TD2).
Faulty PCB1
Faulty right PWM/Drive PCB
Output current of the left side
exceeds 250A because of operating
the power source over 400.
Cutting at over 250A with a faulty
right side (right side output = 0)
Left current transducer connector
loose or unplugged. PCB loose.
Loose or unplugged connector at left
PWM/Drive Printed circuit board.
P2 at right of PWM/Drive PCB loose
or unplugged.
Check voltage between P7-2 and
P7-3. A voltage in either polarity of
greater than 0.01 V indicates a faulty
left current transducer (TD1).
Faulty PCB1
Faulty left PWM/Drive PCB
Turn the output current down to
400A
See faulty left or right side
Secure connections
Secure connection
Secure connection
Replace right current transducer
(TD2)
Replace PCB1 P/N 30832
Replace right PWM/Drive PCB P/N
38030
Turn the output current down to
400A
See faulty right side
Secure connections
Secure connection
Secure connection
Replace left current transducer (TD1)
Replace PCB1 P/N 38032
Replace left PWM/Drive PCB P/N
38030
6-6
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
Problem Possible Cause Action
Very high Output current
accompanied by either a left or
right over current (LED 6)
LED 10 - (red) Left IGBT
Unsaturated
LED 11 - (red) Right IGBT
Unsaturated
Shorted IGBT
Current pot set too high
Faulty left PWM/Drive PCB
High remote current signal
Faulty PCB1
Black wire connecting IGBT (Q4)
collector to P3 of the left PWM/Drive
PCB (PCB2) is disconnected.
Shorted Freewheeling Diode(s)
Loose or unplugged P1 connector at
the left PWM/Drive PCB
Loose or unplugged P10 connector
at PCB1
Faulty PCB1
Faulty left PWM/Drive PCB
Black wire connecting IGBT (Q4)
collector to P3 of the right
PWM/Drive PCB (PCB3) is
disconnected.
Shorted Freewheeling Diode(s)
Loose or unplugged P1 connector at
the left PWM/Drive PCB
Loose or unplugged P10 connector
at PCB1
Faulty PCB1
Faulty right PWM/Drive PCB
Replace the pair of IGBTs containing
the shorted IGBT
Lower the current setting
Replace left PWM/Drive PCB
Decrease remote current signal
Replace PCB1 P/N 38032
Secure connector
Replace freewheeling diode(s)
Secure P1
Secure P10
Replace PCB1 P/N 38032
Replace PCB2 P/N 38030
Secure connector
Replace freewheeling diode(s)
Secure P1
Secure P11
Replace PCB1 P/N 38032
Replace PCB3 P/N 38030
ESP 400C and 600C Plasma Power Sources
6-7

SECTION 6 Troubleshooting
Problem Possible Cause Action
LED 12 – (red) Left –12V
Missing
LED 12 – (red) Right –12V
Missing
Very high Output current
accompanied by either a left or
right over current (LED 6)
Over Temp Lamp illuminates
Loose or unplugged P1 connector at
the left PWM/Drive PCB
Loose or unplugged P10 connector
at PCB1
Faulty left PWM/Drive PCB
Loose or unplugged P1 connector at
the right PWM/Drive PCB
Loose or unplugged P11 connector
at PCB1
Faulty right PWM/Drive PCB
Shorted IGBT
Current pot set too high
Faulty left PWM/Drive PCB
High remote current signal
Faulty PCB1
One or more fans inoperable
Broken wire or unplugged connector
at thermal switch.
Obstruction to air flow closer than 2
feet to rear of power source.
Excessive dirt restricting cooling air
flow
Obstructed air intake
Secure P1 connector
Secure P10 connector
Replace left PWM/Drive PCB P/N
38030
Secure P1 connector
Secure P11 connector
Replace right PWM/Drive PCB P/N
38030
Replace the pair of IGBTs containing
the shorted IGBT
Lower the current setting
Replace left PWM/Drive PCB
Decrease remote current signal
Replace PCB1 P/N 38032
Repair or replace fan(s)
Repair broken wires and unplugged
connector
Allow 2 ft. minimum between the rear
of the power source and any object
that may restrict air flow.
Clean out excessive dirt, especially in
the extrusions for the IGBTs and
freewheeling diodes, the POS, NEG
and Electrode Plates, the main
transformer (T1) and the filter
inductors (L1 and L2).
Check and clear any obstructions
from the bottom, front, and top rear
of the Power Source.
6-8
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.3.4 Torch Will Not Fire
Problem Possible Cause Action
Main Arc Transfers to the work
with a short “pop”, placing only a
small dimple in the work.
Arc does not start. There is no
arc at the torch. Open circuit
voltage is OK at 400 –460V
Panel/Remote switch in “Remote”
with no remote control of the
current
Remote current control present
but signal missing.
Current pot set too low.
Start current pot, located behind
the cover for the control PCB is
set too low.
Open connection between the
power source positive output and
the work.
Fuse F6 in the Pilot arc circuit is
blown.
Fuse F7 in the pilot arc circuit is
blown.
Pilot arc High/Low switch is in the
”LOW” position when using
consumables for 100A or higher
(Refer to process data included in
torch manuals)
Pilot arc contactor (K4) faulty.
Faulty PCB1
Place Panel/Remote switch in
“Panel” position
Check for current reference signal
at TB1-4(+) and TB1-5(-). See
Signal vs. Output Current Curve
this section.
Increase current pot setting.
Increase the start current post
setting to “7”.
Repair connection
Replace F6
Replace F7
Change Pilot arc to “High”
position. (Refer to process data
included in torch manuals)
Replace K4
Replace PCB1 P/N 38032
ESP 400C and 600C Plasma Power Sources
6-9

SECTION 6 Troubleshooting
6.3.5 Fuses F1 and F2 Blown
Problem Possible Cause Action
Fuses F1 and F2 blown. Process controller ignites pilot arc
too soon after providing the
“Contactor On” signal
Faulty negative (Electrode) output
cable shorting to earth ground.
Shorted freewheeling diode.
One or more shorted diode
rectifiers (D13-D18) on “POS
Plate”.
One or more shorted diode
rectifiers (D7-D12) on “NEG
Plate”.
Process controller must allow at
least 300MS to lapse between
the application of the “Contactor
On” signal and the ignition of the
pilot arc. Fix process controller
logic and replace diodes.
Repair cable
Replace shorted freewheeling
diode and F1-F2
Replace all diode rectifiers on the
“POS Plate”.
Replace all diode rectifiers on the
“NEG Plate”.
6.3.6 Intermittent, Interrupted or Partial Operation
Problem Possible Cause Action
Works OK at 250A or less- Over
current – Faulty Left Side
Loose or unplugged connector at
left PWM/Drive PCB (PCB2)
Faulty left PWM/Drive PCB
Check voltage between P5-1 and
P5-2 at the left PWM/Drive PCB
(PCB2). Should be 20V AC.
Between P5-1 and P5-3 should
be 40V AC. If not the control
transformer (T5) is faulty.
Secure connector
Replace right PWM/Drive PCB
P/N 38030
Replace control transformer T5
6-10
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
Problem Possible Cause Action
Works OK at 250A or less- Over
current – Faulty Right Side
Power Supply turns off
prematurely in the middle of the
cut.
Loose or unplugged connector at
Right PWM/Drive PCB (PCB3)
Faulty Right PWM/Drive PCB
Check voltage between P5-1 and
P5-2 at the right PWM/Drive PCB
(PCB3). Should be 20V AC.
Between P5-1 and P5-3 should
be 40V AC. If not the control
transformer (T7) is faulty.
“Contactor On” signal is removed
from unit.
Momentary loss of primary input
power.
Faulty condition, indicated by
illumination of the fault lamp.
Faulty condition, indicated by the
illumination of the power reset
fault lamp.
Current setting too low.
Remote current signal removed
during cut.
Secure connector
Replace right PWM/Drive PCB
P/N 38030
Replace control transformer T7
Power source is OK. Trouble
shoot process controller.
Restore and maintain input
voltage within ±10% of nominal.
Remove control PCB (PCB1)
access panel to determine the
fault causing the shutdown.
Refer to fault light illumination
section.
Remove control PCB (PCB1)
access panel to determine the
fault causing the shutdown.
Refer to fault light illumination
section.
Increase current setting
Fix remote current signal
ESP 400C and 600C Plasma Power Sources
6-11

SECTION 6 Troubleshooting
Problem Possible Cause Action
Output current is unstable and
drifts above or below the setting.
Place the PANEL/REMOTE
switch in the “PANEL” position.
Adjust current control pot. If
current no longer drifts, the
remote current control signal is
faulty.
Select “PANEL” on the
PANEL/REMOTE switch and
adjust the current control pot.
The current still drifts, measure
the current reference signal at
TB1-4 (+) and TB1-5 (-). If the
signal drifts, the current control
pot is faulty. If the signal does
not drift, the Control PCB (PCB1)
is faulty.
Fix the remote current control
signal to operate the
PANEL/REMOTE switch in the
“PANEL” position.
Replace the current control pot.
Replace the control PCB (PCB1)
P/N 38032
6-12
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.4 Testing and Replacing Components
• Replace a PC board only until a problem was
NOTICE
Power Semiconductor Components
isolated to that board.
• Always disconnect power before removing or
installing a PC board.
• Do not grasp or pull on board components.
• Always place a removed board on a static free
surface.
• If a PC board is found to be a problem, check
with your ESAB distributor for a replacement.
Provide the distributor with the part number of
the board as well as the serial number of the
power source.
• Do not attempt to repair the board yourself.
Warranty will be voided if repaired by the
customer or an unauthorized repair shop.
Three categories of power semiconductors include;
• Power Rectifiers
• Freewheeling Diodes
• IGBTs
ESP 400C and 600C Plasma Power Sources
6-13

SECTION 6 Troubleshooting
6.4.1 Power Rectifiers
Power Rectifiers – Procedure to access behind the
Power Rectifiers located
behind the front panel.
front panel
1. Remove top cover and side panels
2. Locate and disconnect plug in rear of ammeter
(white plug with one red and one black wire)
3. Remove pilot arc switch
4. Disconnect voltmeter
5. Disconnect orange and yellow wires from relay
K4.
6. Remove two bolts holding the left side of the
front panel to the base.
7. Remove three bolts holding across the center
base of the front panel. These are accessed
from underneath.
8. Remove one of the bolts holding the right side
of the front panel to the base. Loosen the
second bolt. Of these two bolts, remove the
bolt on the left and loosen the bolt on the right.
9. Swing the front panel out to gain access to
power rectifier components.
Troubleshooting Procedures –Negative Plate
Location of Neg. Plate
Location of fuses F8 and F9
1. Visually inspect fuses F8 and F9. Replace if
they show signs of being blown or melted.
Inspect diodes. If ruptured or burned, replace
all diodes on the NEG Plate. If diodes appear to
be OK, proceed to next step.
6-14
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
1. Check ohms between NEG Plate and BR “A”
NEG Plate
“A” bus
Diode Rectifier
“C” bus
“B” bus
POS Plate
Troubleshooting POS Plate
Bus. A reading of 2 ohms or less indicates one
or more shorted diodes. Replace all Diodes on
NEG Plate.
2. If fuses F8 and/or F9 were open in the first step,
make two more ohmmeter readings.
A. Measure resistance between the NEG Plate
and BR “B” bus.
B. Measure between NEG Plate and BR “C”
bus.
If resistance is 2 ohms or less in either case, replace
all the diodes on the NEG Plate.
Location of Positive Plate
Fuses F8 and F9
Troubleshooting Electrode Plate
D25,26
Bus
D27,28
Cathode
Leads
1. Check ohms between POS Plate and BR “A”
Bus. A reading of 2 ohms or less indicates one
or more shorted diodes. Replace all Diodes on
POS Plate.
2. If fuses F8 and/or F9 were open in the first step,
make two more ohmmeter readings.
A. Measure resistance between the POS Plate
and BR “B” bus.
B. Measure between POS Plate and BR “C” bus.
If resistance is 2 ohms or less in either case, replace
all the diodes on the POS Plate.
1. Visually inspect for ruptured or burned diodes.
Replace only those damaged.
2. Check resistance between Electrode Plate and
the parallel pig tails (cathode leads) of D25 and
D26. If reading is 2 ohms or less, disconnect
leads from bus and check each diode. Replace
only shorted diodes.
Repeat procedure for D27 and D28. Replace only
shorted diodes.
ESP 400C and 600C Plasma Power Sources
6-15

SECTION 6 Troubleshooting
6.4.2 Troubleshooting Freewheeling Diode and IGBTs
Freewheeling Diodes and IGBTs
1. Remove top cover.
2. Remove “incoming” bus bars.
3. Remove PCB2 and PCB3 from IGBTs. (PC
boards are held in place by four screws each.)
CAUTION
After PCB2 and/or PCB3 have been
removed, protect against electrostatic
damage. The emitter and the gate of each
affected IGBT must be jumpered together
to prevent electrostatic damage.
Emitter
CAUTION
Gate
Electrostatic Discharge Hazard
Electrostatic discharge may damage these
components.
• Damage is accumulative and may only
appear as shortened component life
and not as a catastrophic failure.
• Wear a protective ground strap when
handling to prevent damage to PCB
components.
6-16
• Always place a pc board in a static-free
bag when not installed.
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
4. Remove bus bars between capacitor banks,
IGBTs and freewheeling diodes.
Snubber Resistor
(ex. R9)
CAUTION
1
1
2
3
3
2
32
Snubber Capacitor
1
PCB3
(ex.C18)
Freewheeling Diode
(ex. D6)
Red Wire
View of freewheeling diodes and capacitor banks
with bus bars removed. (PCB2 and PCB3 are
shown still in place)
Failure To Route Leads Properly Can Lead To
Failure Of Freewheeling Diodes.
Dressing Of Freewheeling Diode Snubber
Leads.
Red wire of snubber resistor must be routed under
capacitor self lead. Red wire terminal must have a
minimum 1/8" clearance from the bus bar on diode
terminal #2.
Note: Bus bar connecting terminal no. 3 is not
shown for terminal clarity.
The red snubber leads are numbered as viewed
from the rear of the power source:
Cover snubber capacitor self leads with sleeving
D1 - Left D4 - Right
D2 - Right D5 - Left
D3 - Left D6 - Right
P/N 95193486
ESP 400C and 600C Plasma Power Sources
6-17

SECTION 6 Troubleshooting
Some power sources may contain snubber
NOTICE
6.4.3 Power Shunt Installation
CAUTION
Terminals
parallel to
bus bars
resistors and capacitors in a molded module similar
in size and mounting to the free wheeling diode
modules. These snubber modules utilize two
conductive straps. One strap attaches to the free
wheeling diode terminal #1 and the other to terminal
#3. Strap to #3 is sandwitched between the free
wheeling diode and the stamped copper bus. The
strap to #1 is mounted on top of the copper bus
under the mounting hardware and in direct contact
with the copper bus.
Instability Or Oscillation In Cutting Current
Can Be Caused By Improper Dressing Of
Shunt Pick-Up Leads.
Poor torch consumable life will be the
result.
There are two cables that attach to the shunt pickup points:
a two conductor cable drives the ammeter
a three conductor which provides the current
feedback signal to PCB1 (control PCB).
Dressing of the 2 conductor cable is not critical.
The following is the dressing procedure for the 3
conductor cable.
• The breakout point should be physically at the
middle of the shunt. The breakout point is the
place where the conductors exit from the outer
insulation jacket.
• The black and clear insulated wires must be
kept next to the shunt and under the cable ties.
• The wire terminals for the black and clear
insulated wires should be oriented in parallel
with bus bars as shown.
6-18
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
Clea
r Insulation
• It is important to have the barrels of the black
and clear insulated wires, from the three lead
cable, be pointing in opposite directions.
Three Leads
Two Leads
• The third wire attaches to the bus bar on the left
with the shunt mounting hardware. Orientation
of this wire is not critical.
6.4.4 Procedure For Verifying Calibration Of Digital Meters.
Voltmeter
1. Connect a digital meter known to be calibrated
to the positive and negative output bus bars.
2. Compare the power source voltmeter reading to
the calibrated meter reading. Readings should
match within ± 0.75%
Ammeter
1. External to the power source, connect a
precision shunt in series with the work lead(s).
The best shunt is one with a value of 100 µΩ
(50mV/500A or 100mV/1000A) and a calibrated
tolerance of ± 0.25%.
2. Use a calibrated 4 ½ digit meter to measure the
output of the shunt. The amperage indicated
with the external shunt and meter should match
power source ammeter to within ± 0.75%.
ESP 400C and 600C Plasma Power Sources
6-19

SECTION 6 Troubleshooting
6.5 ESP-400C Schematic Diagrams - Drawing 1 - Part1
1a
2a
3a
4a
5a
6a
7a
8a
GRY
BLK
GRY
BLK
LOC SYM Descrip LOC SYM Descrip LOC SYM Descrip
1 M1,2 Motor ,fan 1/3 hp 1 C14-16 Capacitor .033uf 630v 2 C24 Capacitor 5uf 600vdc
1 M3 Motor, fan 230v 50/60hz 1 D19,20,23 Module diode rectifier 630v 2 C13,15,17 Capacitor .033uf 630v
1 T1 Transformer main 1 R12,13 Resistor 8ohm 300w 2 K2 Contactor 3 pole 90A
1 T2 Transformer control 1 D2,4 Module diode Red 2 K4 Contactor 3 pole 40A
1 T5-8 Transformer 117/12/12/24ct 1 R5,7 Resistor 10ohm 50w 2 PL1 Lamp neon wht
1 K1A,B,C Contactor 3pole 90A 1 R53,54 Resistor 2ohm 25w 2 PL2 Lamp neon wht
1 PCB2 PC board circuit IGBT Driver 2 TD1,2 Transducer Current 2 PL3 Lamp indicator Amber
1 Q1-2 Module IGBT 600A 600V 2 PCB3 PC board IGBT driver 2 TS4,5,6 Switch thermal 176 deg.F
1 C19,20 Capacitor 27uf 1200vdc 2 Q3,4 Module IGBT 600A 600v 2 TS7 Switch thermal 194 deg.F
1 C23 Capacitor 5uf 800vdc 2 C21,22 Capacitor 27uf 1200vdc 2 TS1,2,3 Switch thermal 176 deg.F
9a
6-20
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
Schematic Diagram - Drawing 1 – Part2
1b
2b
3b
4b
5b
6b
7b
8b
9b
2 C18 Capacitor .033uf 630v 2 C41-43,44 Capacitor .01uf 125vdc 3 R44 Resistor 10k 8w
2 R4,6,8,9 Resistor 10ohm 50w 2 D29,30 Rectifier silicone reverse 85A 3 C30 Capacitor 60uf 370v
2 D1,3,5,6 Module diode dual 100A 600V 2 D31,32 Rectifier silicone forward 85A 3 C39,40 Capacitor .01uf 125vdc
2 D21,22,24 Module dual diode rectifier 630V 2 F3 Fuse slo-blo 15A 600v 3 D27,28 Diode rect reverse 800v 300A
2 R14,15 Resistor 8ohm 300w 2 F6 Fuse n-t delay 15A 3 D33,35 Rectifier silicone reverse 85A
2 L1,2 Inductor Assy 2 R23 Resistor 1 ohm 300w 3 D34 Rectifier silicone forward 85A
2 D25,26 Resistor 10ohm 300w 2 R24 Resistor 8 ohm 300w 3 R25,26 Resistor 10 ohm
2 C37,38 Capacitor .01uf 125vdc 2 FN1,FN2 Filter PC board 3 R39,40 Resistor 10k 8w
2 R30 Resistor 1k 100w 3 PCB4 PC board digital meter 3 R34,35,36 Resistor 220k 1w
2 R16,17 Resistor 8ohm 300w 3 SH1 Shunt 100mV 800A 3 R29 Resistor 1k 100w
2 S1 Switch toggle 3pst 2 pos 3 R31 Resistor 1k 100w 3 R21,22 Resistor 10ohm 300w
2 R41-43 Resistor 10k 8w 3 R18,19,20 Resistor 4 ohm 300w 3 R27 Resistor 10ohm 300w
2 C27,28,29 Capacitor 2900uf 450w 3 R38 Resistor 220k 1w
ESP 400C and 600C Plasma Power Sources
6-21

SECTION 6 Troubleshooting
Schematic Diagram - Drawing 2 – Part1
LOC SYM Descrip LOC SYM Descrip LOC SYM Descrip
C32,33 Capacitor 1900uf 450v 4 C25 Capacitor 10uf 370v 4 K6 Relay 3pdt
C34,35,36 Capacitor 10uf 370vac 4 R32 Resistor 220k 4 TD1 Transducer Current
R1,2,3 Resistor 1 ohm 300w 4 FN4 Filter RFI 4 TD2 Transducer Current
F1,2 Fuse 15A 4 R37 Resistor 10ohm 1w 4 R46-48 Resistor 133k 1/2w
TB4,5,6 Terminal Assy 4 C31 Capacitor 1uf 600v 4 R52 Resistor 4.7k ohms 2w 10%
4 K3,5-7 Relay 3pdt brkt mt 4 R51 Pot 10k 2w 4 PL4,5 Lamp LED red 12v
6-22
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
Schematic Diagram - Drawing 2 – Part2
LOC SYM DESCRIPTION LOC SYM DESCRIPTION LOC SYM DESCRIPTION
4 T3,4 XMFR 117/12/12/24ct 5 C45,46 Capacitor .01uf 125vdc 5 S3 Switch toggle DPDT 3 pos
5 R50 Pot 15k 2w 5 R45 Resistor 10k 8w 5%
5 S2 Switch toggle DPDT 2 pos 5 FN3 Filter EMI
ESP 400C and 600C Plasma Power Sources
6-23

SECTION 6 Troubleshooting
Schematic Diagram - Drawing 3
6-24
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
Schematic Diagram - Drawing 4
ESP 400C and 600C Plasma Power Sources
6-25

SECTION 6 Troubleshooting
Schematic Diagram - Drawing 5 – Part1
6-26
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
Schematic Diagram - Drawing 5 – Part2
ESP 400C and 600C Plasma Power Sources
6-27

SECTION 6 Troubleshooting
6.6 Wiring Diagrams – 460V 60Hz Drawing 1 – Part1 (P/N 35878)
K4-L1 BLK
R19-2 ORN
R17-1 YEL
D29/30 BUS WHT
S2-6 GRY
FN4-3 BLK
TB1-10-A BLK
T2-X2
BLU
PCB1 P7-10 GRY
PCB1 P7-15 WHT
PCB1 P7-14 BRN
PCB1 P7-13 RED
ELECTRODE BUS BLK
FN1
3
GND4 GRN
Ammeter
1 7 8 2 1 7 8 2
T
N
D
K
H
L
E
B
R
W
GR
P2-1
P2-2
P2-3
P2-4
PCB4
S1
5
6
3
4
1
2
3
S2-3 RED
R50
2
1
TB1-3 VIO
CB1
PL1
R51
3
1
2
S3
3
6
2
5
1
4
YEL
Section A-A
Voltmeter
N
N
L
U
L
R
E
Y
B
B
OR
P2-5
P2-6
P2-7
P2-8
R24-2 BRN
POS PLATE RED
TB1-5 BLU
PCB1 P8-1 GRY
S2
4 5 6
1 2 3
R50-2 RED
PCB1 P8-2 VIO
TB1-4 ORN
TB1-12
WHT
TB1-11 WHT
PL3
PL2
TB1-9 RED
TB1-10-B BLK
PCB1 P7-12 VIO
PCB1 P7-11 BLK
1 T9-GRN
2 T9-GRN/YEL
3 T9-GRN
4 WORK BUS-BLU
5 TB1-15 RED
6 TB1-16 BLK
7 SH1 +
8 TB9-2 WHT
9 TB9-1 ORN
PCB4 P1-10 BLK
10 PCB4 P1-9 BLK
11 S4-1 VIO
12 S4-2 GRY
TB10
K4-T1 YEL
PCB4 P1-11 VIO
S4
1
2
TB1 6
GRY
R50-3 GRY
TB1-18 BRN
PL4
PL5
PCB1 P9-5 GRY
TB9-21 BLK
P1
TB1-10 BLK
TB1-12 BLK
PCB4 P1-12 GRY
3
C
B
D
A
P
E
R
N
V
S
U
M
T
L
H
K
J
TB9-24 YEL
TB9-24 YEL
PCB1 P9-11 VIO
BLU
FN2
3
F
G
PCB4
ESP-400C
WORK BUS BLU
GND4 GRN
PCB4 P1-1 GRN
H1
PCB4 P1-2 GRN/YEL
T9
H2
PCB4 P1-3 GRN
J1
A TB1-1 BRN
B TB1-2 YEL
C TB1-4 ORN
D TB1-5 BLU
E TB1-9 RED
F TB1-7 BLK
G TB1-8 WHT
H GND 5 GRN
J TB1-13 GRY
K TB1-14 VIO
FN2-2 BLU
PCB4 P1-4 BLU
FN1-1 BLK
PCB4 P3-1 BLK
FN1-3 GRN
FN2-3 GRN
P3
1 ELECTRODE BUS-BLK
2
WHT
C39
C40
WHT
D11,
D12
C52
D27,
D28
X1
X1
D13
D14
C47
D7,D8
BR"A" BUS
C50
"B" COIL
L1
"A" COIL
C48 D9,D10
BR "B" BUS
D15,
D16
C37
WHT
C38
WHT
X1
X1
C51
TB9-21 BLK
D25,
D26
TB11-3 YEL
TB11-2 YEL
C49
BR "C" BUS
D17,
D18
TS3-1 WHT
TS7
1
"B" COIL
L2
"A" COIL
X3 YEL
X4 YEL
Section B-B
B
GND 1
K3-4 RED
BR "A"
BUS
F5-1 BLU
BR "B"
BUS
R23-1 BRN
M3-2 RED
M2-2 RED
M1-2 RED
F5-2 BLU
F3-1 BRN
L1
A
WORK BUSELECTRODE BUS
A
GND 4
BR "C"
BUS
L2
M3-1 WHT
M2-1 WHT
M1-1 WHT
F4-1 BRN
D33 BUS GRY
X2
X3
X4
X5
X6
X7
X8
X2
X3
X4
X5
X6
X7
X8
X2
X3
X4
X5
X6
X7
X8
TS4-1 WHT
2
TS1
1
2
TS2
1
2
TS3
1
TS7-2 WHT
K1A-T1.2.3 BLK
H1
H2
"A"
K1B-T1.2.3 BLK
T1
H1
"B"
H2
K1C-T1.2.3 BLK
H1
"C"
H2
B
Note: From ESP-400C/600C//460V
Drawing No. 35719, sheet 1 of 5
Rev E
6-28
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.6 Wiring Diagrams – 460V 60Hz Drawing 1 – Part2 (P/N 35878)
M1-3 GRN
M2-3 GRN
K1B-L1 YEL
K1C-L1 BLK
WHT
F2-1 ORN
K2-L3 RED
F1-1 VIO
ELECTRODE PLATE GRY
K4-T2 WHT
F7-1 BRN
C32 (-) BLU
FN4-4 WHT
H1
H2
T2
H3
H4
H5
H6
X1
X2
X3
X4
GND 3 GRN
CB1-1 BLU
TB8-15 YEL
TB8-16 RED
F4-2 BLK
S1-3 ORN
T1-AX7 BRN
1
R3
2
1
1
R22
R19
2
2
ORN
1
1
2
2
1
T1-CX4 WHT
GND-2 GRN
3
1
M1
2
T1-BX2 RED
R2
R21
R18
T1-CX4 WHT
GND-2 GRN
3
1
M2
2
T1-BX2 RED
R20
R23
2
R1
1
2
1
1
2
R16
1
2
2
K2-L1 BLK
TB4 BLU
K2-L2 WHT
D35-C VIO
F7-2 ORN
TD2 (SPLICE) BLK
TD1 (SPLICE) BLK
2
R17
1
S1-1 YEL
C27(-) WHT
POS PLATE BLU
K4-L3 RED
Note: From ESP-400C/600C//460V
Drawing No. 35719, sheet 1 of 5
Rev E
ESP 400C and 600C Plasma Power Sources
6-29

SECTION 6 Troubleshooting
6.6 Wiring Diagrams – 460V 60Hz Drawing 2 – Part 1 (P/N 35878)
SEE VIEW K-K
K1A-A/K1C-A ORN
TB4 BLK
TB4 BLK
TB4 BLK
K1B-A ORN
T1-AH1 BLK
T1-AH1 BLK
T1-AH1 BLK
R1-2 BLK
C26-1 ORN
K1A-T3 BLK
K1B-T3 WHT
K1C-T3 RED
SEE VIEW L-L
TB5 BLK
K1B-B GRY
K2-T1 BLK
R3-2 RED
R2-2 WHT
K1A-L2 BLK
K1A-L1 BLK
F1-2 GRY
A K1A B
K1A-L3 BLK
R1-1 BLU
K1A
K2
T1-AH2/BH1 BLK
C26-2 WHT
TB4
K1B
TB4
A K1B B
K2-T2 WHT
T1-AH2/BH1 BLK
T1-AH2/BH1 BLK
K1B-L1 BLK
K1B-L2 BLK
K1B-L3 BLK
TB5
TB5
K1C-L1 BLK
K1C-L2 BLK
TB6
K1C
R2-1 VIO
R3-1 ORN
TB6
T2-H1 YEL
TB5 BLK
TB5 BLK
K1A-B/K1C-B GRY
K1B-A/C25-1 ORN
L1 L2 L3L1 L2 L3L1 L2 L3
A K1C B
T1 T2 T3T1 T2 T3T1 T2 T3
T1-BH2/CH1 BLK
T1-BH2/CH1 BLK
VIEW K-K
K1C-L3 BLK
F2-2 GRN
TB6 BLK
T2-H6 BLK
TB6 BLK
TB6 BLK
K1-B/C25-2 GRY
K2-T3 RED
T1-BH2/CH1 BLK
K2-B WHT
TB1-11 WHT
1
C26
C25
R32 R33
F1
F2
2
1
2
C2(+) BLU
C2(-) YEL
K7-9 ORN
K4-B ORN
K2-A ORN
K1C-B GRY
K7-7 GRY
K1C-A ORN
K3-7 ORN
TB5 GRY
TB6 BRN
NEG PLATE
S1-4 RED
C33(+) RED
R26-2 RED
C10(+) WHT
1
C34-2 BLK
T1-CX7 GRY
R25-2 GRY
R28-2 YEL
2
R11
GC
C8(+) BLU
C8(-) YEL
D34
POS PLATE
BLK
D33
ELECTRODE PLATE
C23-2 VIO
C4(+) WHT
R53
1 2
2
1
R10
T1-CX4 WHT
T1-BX2 RED
M3
C24-1 VIO
R54
1 2
G
C
"C"
X1
K7-4 BLK
"A"
X1
"B"
F8
X1
F9
6-30
C60
R55
VIEW L-L
C62
C61
R57
R56
400V 50HZ
UNITS ONLY
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.6 Wiring Diagrams – 460V 60Hz Drawing 2 – Part 2 (P/N 35878)
C2(+) BLU
C2(-) YEL
K7-4 BLK
C23-2 VIO
C4(+) WHT
R53
1 2
2
1
R10
T1-CX4 WHT
T1-BX2 RED
M3
C24-1 VIO
R54
1 2
C10(+) WHT
1
GC
C8(+) BLU
C8(-) YEL
2
R11
G
C
"A"
X1
F8
"B"
X1
F9
"C"
X1
SECTION D-D
TB7
PRA1 YEL
C28(+) BLU
R20-2 BLU
F3-2 BLK
K5-9 RED
R52
1
3456
2
F7-1 BRN
TB7
7
TB1-9 RED
PCB1 P4-1 WHT
NEGATIVE PLATE
D31
BLK
D29 D3 0
D32
C44
C43
C41
C42
ELECTRODE PLATE
R45
9
8
K6-9 RED
POS
PLATE
ORN
101112 13
PCB1 P6-1 ORN
PRA1
PRA1 GRY
C29(-) GRY
R21-2 GRY
TD2 (SPLICE) GRY
TD1 (SPLICE) GRY
K4-T3 ORN
C27(-) WHT
VIEW G-G
ELECTRODE PLATE GRY
S1-2 WHT
PCB1 P7-9 BLU
NEG PLATE YEL
PCB1 P5-9 BLK
ESP 400C and 600C Plasma Power Sources
6-31

SECTION 6 Troubleshooting
6.6 Wiring Diagrams – 460V 60Hz Drawing 3 (P/N 35878)
TB11
SHT BUS POS BLU
1
BLK
PCB1 P9-12 YEL
2
R59
R63
R58
Note1:
Splice must pass through
transducers TD1 and TD2 in
direction shown.
L2-X4 YEL
L2-X3 YEL
3
4
PCB1 P9-13 YEL
5
6
7
RIGHT COLLECTOR BUS RED
8
TD1
P1
1 2 3 4
P1
1 PCB1 P7-1 BLK
2 PCB1 P7-4 RED
3 PCB1 P7-2 GRN
4 PCB1 P7-3 WHT
PCB1 P1-3 SHLD
PCB4 P1-4 BLU
Note: Wires on shunt
(+) and (-) must be
dressed in location and
TB1-16 BLK(TP)
(+)
SH1(-)
PCB1 P1-2 BLK(TP)
PCB1 P1-1 CLR (TP)
TB1-15 RED(TP)
TB11-1 BLU
direction shown.
TD2
P1
1 2 3 4
P1
1 PCB1 P7-5 BLK
2 PCB1 P7-8 RED
3 PCB1 P7-6 GRN
4 PCB1 P7-7 WHT
D20-2 BRN
D20-1 ORN
D19-1 ORN
D19-2 BRN
S1-6 BRN
F6-1 VIO
C32(-) BLU
D33 BUS GRY
POS PLATE RED
D35-C VIO
D34-A BLK
R25-1 YEL
R26-1 BRN
C32(-) BLU
R27-1 ORN
2
2
2
R16-2 (SPLICE) BLK
TD2
1
1
GRY
2
2
R31
R30
1
1
2
R15
R14
2
D22-2 BRN
D21-2 BRN
TB11-8 RED
C29(-) GRY
1
C29
+
1
C30
R38 R43
2
2
F3
C27
+
C28
R42 R41
+
R44
D22-1 ORN
D21-1 ORN
T1-BX7 BRN
D31-A BLK
ELECTRODE PLATE GRY
R31-2 GRY
D29/D30 BUS WHT
R16-1 WHT
POS PLATE BLU
R30-1 BLU
J
(-)
SH1
(+)
ELECTRODE PLATE (SPLICE) GRY
R22-2 BLK
F4
1
F5
1
L3
L2
BLK
L1
S1-5 BLK
C26-1 ORN
T3
B
K4
C31 R37
A
TB10 YEL
C30-1 YEL
R18-2 WHT
D32-A ORN
C30-2 WHT
PCB1 P2-5 YEL
T2
T1
T1-AX5 BLU
TB7-5 BRN
R24-1 VIO
1
12
R19-1 BRN
F6
F7
TD1
R21-1 VIO
R27-2 VIO
C32
BLK
C33
3
2
2
ELECTRODE PLATE (SPLICE) GRY
T1-CX5 BRN
D35
R40
+
R39
+
J
R29-1 RED
C36-2 BLU
R29-2 BLU
R22-1 BLU
POS PLATE RED
R23-2 RED
R17-2 (SPLICE) BLK
1
R13
R12
1
2
C34
R34
1
BLK
2
C35
R35
1
2
C36
R36
1
R27
1
222
R26 R25 R29
1
2
2
R28
1
1
1
RED
6-32
C36-1 ORN
C34-1 YEL
C35-1 BRN
C33(+) RED
H
ELECTRODE PLATE YEL
R18-1 ORN
C29(+) VIO
T1-BX5 BLU
F6-2 VIO
K4-T1 YEL
R31-1 VIO
C29 (+) VIO
K4-T2 WHT
C28 (+) BLU
H
VIEW E-E
Note: From ESP-400C/600C//460V
35719, sheet 3 of 5
Rev E
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.6 Wiring Diagrams – 460V 60Hz Drawing 4 (P/N 35878)
T5-H1 BLK
T6-H1 BLK
T5-H2 BLK
T6-H2 WHT
PCB2 P5-1 BRN
PCB2 P5-2 GRN/YEL
PCB2 P5-3 RED
TB2
TB3-1 BLK
1
TB3-2 WHT
2
P1
1 PCB1 P10-1 BLK
2 PCB1 P10-2 WHT
3 PCB1 P10-3 GRN
4 PCB1 P10-4 RED
5 PCB1 P10-7 BLU
6 PCB1 P10-8 ORN
7 PCB1 P10-9 YEL
8 PCB1 P10-10 BRN
9 PCB1 P10-5 GRY
10 PCB1 P10-6 VIO
G
R
Y
X1
G
X2
H1
R
N
X3
T5
X4
L
X5
E
H2
Y
X6
X7
U
L
B
TB2
T5
P5
P2
PCB2
1 PCB2 P2-3 YEL
2 PCB3 P2-2 CLR(TP)
3 PCB2 P2-1 YEL
4 PCB3 P2-4 SHLD
5 PCB3 P2-3 BLK(TP)
6
1 T5-X1 BRN
2 T5-X4 GRN/YEL
3 T5-X7 RED
1 T6-X1 BRN
2 T6-X4 GRN/YEL
3 T6-X7 RED
TB2-1 BLK
TB2-2 BLK
C20
D20
E
PCB3
P2
P5
P6
C6 +
R52-1 VIO
R13-1 BRN
R13-2 ORN
C
C5 +
C4 +
P1
1 PCB1 P11-1 BLK
2 PCB1 P11-2 WHT
3 PCB1 P11-3 GRN
4 PCB1 P11-4 RED
5 PCB1 P11-7 BLU
6 PCB1 P11-8 ORN
7 PCB1 P11-9 YEL
8 PCB1 P11-10 BRN
9 PCB1 P11-5 GRY
10 PCB1 P11-6 VIO
C12
+
C11
+
C10
+
1
2 PCB2 P2-2 CLR(TP)
3 PCB2 P2-5 BLK(TP)
4 PCB2 P2-4 SHLD(TP)
5
6
1 T7-X1 BRN
2 T7-X4 GRN/ YEL
3 T7-X7 RED
1 T8-X1 BRN
2 T8-X4 GRN/ Y EL
3 T8-X7 RED
PCB3 P6-1 BRN
PCB3 P6-2 GRN/YEL
PCB3 P6-3 RED
R15-2 ORN
PCB3 P3 BLK
1
Q4
C
P2
P5
P6
G
R
Y
G
X2
R
N
X3
X4
L
X5
E
Y
X6
U
L
B
C22
R15-1 BRN
D22
2
E
TB3-1 BLK
X1
H1
T8
TB3-2 BLK
H2
X7
TB3
T8-H1 BLK
T7-H1 BLK
T8-H2 BLK
T7-H2 WHT
T8
P6
TB2-1 BLK
TB9-20 BLK
1
TB2-2 WHT
2
TB9-15 WHT
TB3
Q4-C BLK
P3
Q1-C BLK
TB2-2 WHT
TB2-1 BLK
D19
C23
ECQ1
R12-1 BRN
2
1
R12-2 ORN
PCB2 P3 BLK
PCB2
P1
K2
P3
P6
T6
C19
PCB2 P6-3 RED
U
L
B
X7
X6
H2
H1
X5
X4
T6
X3
X2
G
X1
G
R
Y
L
E
Y
PCB2 P6-2 GRN/YEL
R
N
PCB2 P6-1 BRN
VIEW F-F (WITH BUS BARS)
C3 +
D23
+
C1C2+
R10-1 YEL
R10-2 BLU
R53-2 WHT
C9
+
C8
+
C7
+
R11-1 BLU
R54-2 WHT
R11-2 YEL
R54-1 VIO
2
C24
D24
1
Q3
R14-2 ORN
TB3-2 WHT
TB3-1 BLK
1
R14-1 BRN
P1
PCB3
P2
EC
2
D21
P5
T7
C21
PCB3 P5-3 RED
U
L
B
X7
X6
H2
H1
X5
X4
T7
X3
X2
X1
G
R
Y
L
E
Y
PCB3 P5-2 GRN/YEL
G
R
N
PCB3 P5-1 BRN
Note: From ESP-400C/600C//460V
35719, sheet 4 of 5
Rev E
ESP 400C and 600C Plasma Power Sources
6-33

SECTION 6 Troubleshooting
6.6 Wiring Diagrams – 460V 60Hz Drawing 5 – Part 1 (P/N 35878)
PCB1
PL3-2 BRN
PCB4 P1-6 BLK
PCB4 P1-5 RED
J1-K VIO
J1-J GRY
PL1-2 WHT
PL2-2 WHT
PL1-1 BLK
CB1-2 BLK
PL2-1 RED
J1-E RED
J1-G WHT
J1-F BLK
TB8-7 BLK
S2-6 GRY
S2-4 BLU
J1-D BLU
J1-C ORN
S2-1 ORN
R50-1 VIO
J1-B YEL
J1-A BRN
WHT
TB1
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
TS6-2 BRN
K7-A BRN
SH1(-) BLK(TP)
SH1(+) RED(TP)
T9-H2 WHT
T4-H2 BLK
TB9-14 WHT
C26-2 WHT
FN4-4 WHT
T4-H1 BLK
TB9-20 BLK
T9-H1 BLK
TB7-8 RED
TB8-8 RED
FN4-2 WHT
FN4-1 BLK
PCB1 P1-3 GRY
PCB1 P4-2 GRY
TB8-12 BLU
TB8-11 ORN
PCB1 P5-8 VIO
FN3-2 YEL
FN3-1 BRN
P1
1 SH1(+) CLR(TP)
2 SH1(-) BLK(TP)
3 TB1-6 GRY
SH1-3 SHLD
P2
1
2 TB8-4 ORN
3 TB8-3 BLK
4
5 K4-A YEL
6 TB9-14 WHT
PCB P3-3 WHT
7 FN3-4 ORN
8 FN3-3 GRY
P3
1
2 K6-A BLU
3 PCB1 P2-6 WHT
PCB1 P6-2 WHT
P4
1 TB7-7 WHT
2 TB1-6 GRY
3
4 TB8-5 VIO
5 TB8-6 YEL
P5
1 TB9-1 RED
2 TB9-2 WHT
3 TB9-3 BRN
4 TB9-4 VIO
5 TB9-5 GRY
6 TB9-6 ORN
7 TB9-7 YEL
8 TB9-8 VIO
C45
J1-H GRN
GND 5
C46
9 PRA1-BLK
10 T3-X1 BRN
11 TB9-24 YEL
T3-X4 GRN/YEL
12 T3-X7 RED
P6
1 TB7-9 ORN
2 PCB1 P3-3 WHT
3 TB9-11 GRY
4 TB9-10 BLU
5 TB9-9 BLK
6
P7
1 TD1 P1-1 BLK
2 TD1 P1-3 GRN
3 TD1 P1-4 WHT
4 TD1 P1-2 RED
5 TD2 P1-1 BLK
6 TD2 P1-3 GRN
7 TD2 P1-4 WHT
8 TD2 P1-2 RED
9 PRA1- BLU
10 R51-1 GRY
11 R51-2 BLK
12 R51-3 VIO
13 S3-1 RED
14 S3-2 BRN
15 S3-3 WHT
P8
1 S2-5 GRY
2 S2-2 VIO
3
4 T4-X1 BRN
5 T4-X4 GRN/YEL
6 T4-X7 RED
P9
1
GRY
2
GRY
3
GRY
4
GRY
5
PL4(+) GRY
6
VIO
7
VIO
8
VIO
9
VIO
10
VIO
11
PL5(+) VIO
12 TB11-2 YEL
13 TB11-4 YEL
14
P10
1 PCB3 P1-1 BLK
2 PCB3 P1-2 WHT
3 PCB3 P1-3 GRN
4 PCB3 P1-4 RED
5 PCB3 P1-9 GRY
6 PCB3 P1-10 VIO
7 PCB3 P1-5 BLU
8 PCB3 P1-6 ORN
9 PCB3 P1-7 YEL
10 PCB3 P1-8 BRN
11
12
P11
1 PCB2 P1-1 BLK
2 PCB2 P1-2 WHT
3 PCB2 P1-3 GRN
4 PCB2 P1-4 RED
5 PCB2 P1-9 GRY
6 PCB2 P1-10 VIO
7 PCB2 P1-5 BLU
8 PCB2 P1-6 ORN
9 PCB2 P1-7 YEL
10 PCB2 P1-8 BRN
11
12
TB1-10 BLK
6-34
TB1-12 BLK
TB9
PCB4 P1-9 ORN
H2
H1
PCB1 P5-1 RED
PCB4 P1-8 WHT
123
X7
T4
X2
X1
PCB1 P5-3 BRN
PCB1 P5-2 WHT
PCB1 P8-6 RED
U
L
B
X6
L
E
Y
X5
PCB1 P8-5 GRN/YEL
X4
G
X3
R
N
G
R
Y
PCB1 P8-4 BRN
PCB1 P5-4 VIO
PCB1 P5-5 GRY
PCB1 P5-7 YEL
PCB1 P5-6 ORN
45678
BLK
P8
T4
TB1
P9
P10 P11
GND5
FN4
P7
PCB1
P1
TB9
P6
P5
P4
P3
P2
FN3
VIEW H-H
K5-6 BLK
K7-B WHT
T3-H2 WHT
TB3-2 WHT
TB1-12 WHT
K3-B WHT
TB8-17 WHT
PCB1 P6-3 GRY
PCB1 P6-5 BLK
PCB1 P6-4 BLU
9
101112131415161718192021222324
PCB1 P2-8 WHT
JUMPER
JUMPER
JUMPER
K3-6 BLK
PL3-1 BLK
TS7-1 BLK
TB3-1 BLK
TB1-10 BLK
JUMPER
T3-H1 BLK
JUMPER
PCB1 P5-11 YEL
PL5(-) YEL
PL4(-) YEL
K6-B BLK
ESP 400C and 600C Plasma Power Sources
T3
PCB1 P5-10 BRN
PCB1 P5-11 GRN/YEL
PCB1 P5-12 RED
TB1-1 BRN
TB1-2 YEL
TB1-7 BLK
(LINE)
TB1-8 WHT
(LINE)
G
R
Y
X1
X2
G
R
X3
N
X4
L
X5
E
Y
X6
X7
U
L
B
1
2
1
2
T3
FN3
FN4
TB9-20 BLK
TB9-15 WHT
PCB1 P2-8 GRY
3
PCB1 P2-7 ORN
4
3
4
(LOAD)
CB1-2 BLK
(LOAD)
T2-X1 WHT
TB1-11 WHT
Note: From ESP-400C/600C//460V
35719, sheet 5 of 5
Rev E

SECTION 6 Troubleshooting
6.6 Wiring Diagrams – 460V 60Hz Drawing 5 – Part 2 (P/N 35878)
K7
1 2 3
4 5 6
7 8 9
C25-2 GRY
T1-AX1 BLK
K3-9 YEL
TB1-18 BRN
C26-1 ORN
TB9-16 WHT
K7
VIEW J-J
VIEW F-F
(WITHOUT BUS BARS)
C25-1 ORN
T1-AX2 RED
K3-A BLU
K6-6 VIO
TB9-17 WHT
T2-X4 RED
T2-X3 YEL
TB1-5 BLU
TB1-4 ORN
K6-7 BRN
K6-1 GRY
TB1-9 RED
TB1-7 BLK
K5-B WHT
K5-A BLU
K3
1 2 3
4 5 6
7 8 9
A B
C53
TB8-19 BLU
TB8
20
19
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
TB9-16 WHT
K7-6 YEL
JUMPER
TB9-22 BLK
K6
1 2 3
4 5 6
7 8 9
C54
TB8-9 GRY
TB8-10 BRN
K6
TB9-22 BLK
PCB1 P3-2 BLU
K3K5
K6
1 2 3
4 5 6
7 8 9
A BA BA B
TB8-18 VIO
TB7-8 RED
2
TS6
1
TB8-1 BLU
TB8
TS5-2 WHT
TB1-18 BRN
TB8-2 WHT
TB7-8 RED
TB9-22 BLK
PCB1 P4-5 YEL
PCB1 P4-4 VIO
PCB1 P2-2 ORN
PCB1 P2-3 BLK
TS5-1 WHT
TS1-2 WHT
C1
D1
RED
D2
1
TS5
2
1
2
3
3
4
C13
R
2
1
C7
C2
RED
5
C14
R
C8
D3
1
2
3
RED
C15
TS4
2
1
C1
C3
6
R
C9 C10
TS1-2 WHT
C4
RED
D4 D5
3
7
C16
R
2
1
TS5-1 WHT
C6
RED
D6
3
9
C18
R
2
1
1
2
3
C5
RED
8
C17
R
C11 C12
Note: From ESP-400C/600C//460V
35719, sheet 5 of 5
Rev E
ESP 400C and 600C Plasma Power Sources
6-35

SECTION 6 Troubleshooting
6.7 Wiring Diagrams – 400V 50H
Drawing 1 – Part 1 (P/N 35879)
z
K4-L1 BLK
R19-2 ORN
R17-1 YEL
D29/30 BUS WHT
S2-6 GRY
FN4-3 BLK
TB1-10-A BLK
T2-X2
BLU
PCB1 P7-10 GRY
PCB1 P7-15 WHT
PCB1 P7-14 BRN
PCB1 P7-13 RED
ELECTRODE BUS BLK
FN1
3
GND4 GRN
Ammeter
1 7 8 2 1 7 8 2
T
N
D
K
H
L
E
B
R
W
GR
P2-1
P2-2
P2-3
P2-4
PCB4
S1
5
6
3
4
1
2
3
S2-3 RED
R50
2
1
TB1-3 VIO
CB1
PL1
R51
3
1
2
S3
3
6
2
5
1
4
YEL
Section A-A
Voltmeter
N
N
L
U
L
R
E
Y
B
B
OR
P2-5
P2-6
P2-7
P2-8
R24-2 BRN
POS PLATE RED
TB1-5 BLU
PCB1 P8-1 GRY
S2
4 5 6
1 2 3
R50-2 RED
PCB1 P8-2 VIO
TB1-4 ORN
TB1-12
WHT
TB1-11 WHT
PL3
PL2
TB1-9 RED
TB1-10-B BLK
PCB1 P7-12 VIO
PCB1 P7-11 BLK
1 T9-GRN
2 T9-GRN/YEL
3 T9-GRN
4 WORK BUS-BLU
5 TB1-15 RED
6 TB1-16 BLK
7 SH1 +
8 TB9-2 WHT
9 TB9-1 ORN
PCB4 P1-10 BLK
10 PCB4 P1-9 BLK
11 S4-1 VIO
12 S4-2 GRY
TB10
K4-T1 YEL
PCB4 P1-11 VIO
S4
1
2
TB1 6
GRY
R50-3 GRY
TB1-18 BRN
PL4
PL5
PCB1 P9-5 GRY
TB9-21 BLK
P1
TB1-10 BLK
TB1-12 BLK
PCB4 P1-12 GRY
3
C
B
D
A
P
E
R
N
V
S
U
M
T
L
H
K
J
TB9-24 YEL
TB9-24 YEL
PCB1 P9-11 VIO
BLU
FN2
3
F
G
PCB4
ESP-400C
WORK BUS BLU
GND4 GRN
PCB4 P1-1 GRN
H1
PCB4 P1-2 GRN/YEL
T9
H2
PCB4 P1-3 GRN
J1
A TB1-1 BRN
B TB1-2 YEL
C TB1-4 ORN
D TB1-5 BLU
E TB1-9 RED
F TB1-7 BLK
G TB1-8 WHT
H GND 5 GRN
J TB1-13 GRY
K TB1-14 VIO
FN2-2 BLU
PCB4 P1-4 BLU
FN1-1 BLK
PCB4 P3-1 BLK
FN1-3 GRN
FN2-3 GRN
P3
1 ELECTRODE BUS-BLK
2
WHT
C39
C40
WHT
D11,
D12
C52
D27,
D28
X1
X1
D13
D14
C47
D7,D8
BR"A" BUS
C50
"B" COIL
L1
"A" COIL
C48 D9,D10
BR "B" BUS
D15,
D16
C37
WHT
C38
WHT
X1
X1
C51
TB9-21 BLK
D25,
D26
TB11-3 YEL
TB11-2 YEL
C49
BR "C" BUS
D17,
D18
TS3-1 WHT
TS7
1
"B" COIL
L2
"A" COIL
X3 YEL
X4 YEL
Section B-B
B
GND 1
K3-4 RED
BR "A"
BUS
F5-1 BLU
L1
A
WORK BUSELECTRODE BUS
BR "B"
BUS
R23-1 BRN
M3-2 RED
M2-2 RED
M1-2 RED
F5-2 BLU
F3-1 BRN
A
GND 4
BR "C"
BUS
L2
M3-1 WHT
M2-1 WHT
M1-1 WHT
F4-1 BRN
D33 BUS GRY
X2
X3
X4
X5
X6
X7
X8
X2
X3
X4
X5
X6
X7
X8
X2
X3
X4
X5
X6
X7
X8
TS4-1 WHT
2
TS1
1
2
TS2
1
2
TS3
1
TS7-2 WHT
X9
K1A-T1.2.3 BLK
H1
H2
"A"
K1B-T1.2.3 BLK
X9
T1
H1
"B"
H2
K1C-T1.2.3 BLK
H1
"C"
H2
X9
B
Note: From ESP-400C/600C//400V
0558002859, sheet 1 of 5
6-36
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.7 Wiring Diagrams – Drawing 1 – Part 1 400V 50H
M1-3 GRN
M2-3 GRN
(P/N 35879)
z
K1B-L1 YEL
WHT
K1C-L1 BLK
F2-1 ORN
K2-L3 RED
F1-1 VIO
ELECTRODE PLATE GRY
K4-T2 WHT
F7-1 BRN
C32 (-) BLU
FN4-4 WHT
H1
H2
T2
H3
H4
H5
H6
X1
X2
X3
X4
GND 3 GRN
CB1-1 BLU
TB8-15 YEL
TB8-16 RED
F4-2 BLK
S1-3 ORN
T1-AX7 BRN
1
R3
2
1
1
R22
R19
2
2
ORN
1
1
2
2
1
T1-CX4 WHT
GND-2 GRN
3
1
M1
2
T1-BX2 RED
R2
R21
R18
T1-CX4 WHT
GND-2 GRN
3
1
M2
2
T1-BX2 RED
R20
R23
2
R1
1
2
1
1
2
R16
1
2
2
K2-L1 BLK
TB4 BLU
K2-L2 WHT
D35-C VIO
F7-2 ORN
TD2 (SPLICE) BLK
TD1 (SPLICE) BLK
2
R17
1
S1-1 YEL
C27(-) WHT
POS PLATE BLU
K4-L3 RED
Note: From ESP-400C/600C//400V,50 Hz
Drawing No. 0558002859, sheet 1 of 5
OR
ESP 400C and 600C Plasma Power Sources
6-37

SECTION 6 Troubleshooting
6.7 Wiring Diagrams – Drawing 2 – Part 1 400V 50H
SEE VIEW K-K
(P/N 35879)
z
SECTION C-C
SEE VIEW L-L
K1A
K2
F
F
E
E
D
R2-1 VIO
R3-1 ORN
TB6
K1C
K2-B WHT
TB1-11 WHT
1
C26
C25
R32 R33
F1
F2
K7-9 ORN
2
K4-B ORN
1
2
K2-A ORN
K1C-B GRY
K7-7 GRY
K1C-A ORN
K3-7 ORN
TB5 GRY
TB6 BRN
D
NEG PLATE
D34
POS PLATE
BLK
D33
ELECTRODE PLATE
S1-4 RED
C33(+) RED
R26-2 RED
C34-2 BLK
T1-CX7 GRY
R25-2 GRY
R28-2 YEL
TB4
K1B
TB5
K1A-A/K1C-A ORN
K1B-B GRY
TB4 BLK
TB4 BLK
TB4 BLK
K1B-A ORN
T1-AH1 BLK
T1-AH1 BLK
T1-AH1 BLK
R2-2 WHT
R1-2 BLK
C26-1 ORN
K1A-T3 BLK
K1B-T3 WHT
K1C-T3 RED
TB5 BLK
K2-T1 BLK
R3-2 RED
T1 T2 T3
T2-H1 YEL
TB5 BLK
TB5 BLK
K1A-B/K1C-B GRY
L1 L2 L3L1 L2 L3L1 L2 L3
A K1A B
L1 L2 L3
A K2 B
A K1B B
T1-AH2/BH1 BLK
T1-AH2/BH1 BLK
C26-2 WHT
A K1C B
T1 T2 T3T1 T2 T3T1 T2 T3
K2-T2 WHT
T1-AH2/BH1 BLK
T1-BH2/CH1 BLK
VIEW K-K
Note: From ESP-400C/600C//400V,50 Hz
Drawing No. 0558002859, sheet 2 of 5
OR
K1B-A/C25-1 ORN
TB6 BLK
T2-H6 BLK
TB6 BLK
TB6 BLK
K1-B/C25-2 GRY
T1-BH2/CH1 BLK
T1-BH2/CH1 BLK
K2-T3 RED
K1A-L3 BLK
K1A-L2 BLK
K1A-L1 BLK
R1-1 BLU
F1-2 GRY
TB4 TB5
C60
R55
K1B-L1 BLK
K1B-L2 BLK
K1B-L3 BLK
C61
R56
VIEW L-L
K1C-L1 BLK
K1C-L2 BLK
TB6
C62
R57
K1C-L3 BLK
F2-2 GRN
400V 50HZ
UNITS ONLY
6-38
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.7 Wiring Diagrams – Drawing 2 – Part 2 400V 50H
(P/N 35879)
z
C2(+) BLU
C2(-) YEL
K7-4 BLK
C23-2 VIO
C4(+) WHT
R53
1 2
2
1
R10
T1-CX4 WHT
T1-BX2 RED
M3
C24-1 VIO
R54
1 2
C10(+) WHT
1
GC
C8(+) BLU
C8(-) YEL
2
R11
G
C
"A"
X1
T2
"B"
F8
X1
F9
"C"
X1
SECTION D-D
TB7
PRA1 YEL
C28(+) BLU
R20-2 BLU
F3-2 BLK
K5-9 RED
R52
213456
F7-1 BRN
8
7
TB1-9 RED
PCB1 P4-1 WHT
TB7
NEGATIVE PLATE
D31
BLK
D29
D32
C44
C43
C41
C42
D30
ELECTRODE PLATE
R45
101112 13
9
K6-9 RED
PCB1 P6-1 ORN
POS
PLATE
ORN
PRA1
K4-T3 ORN
PRA1 GRY
C29(-) GRY
R21-2 GRY
TD2 (SPLICE) GRY
TD1 (SPLICE) GRY
C27(-) WHT
S1-2 WHT
VIEW G-G
PCB1 P7-9 BLU
NEG PLATE YEL
ELECTRODE PLATE GRY
PCB1 P5-9 BLK
Note: From ESP-400C/600C//400V,50 Hz
Drawing No. 0558002859, sheet 2 of 5
OR
ESP 400C and 600C Plasma Power Sources
6-39

SECTION 6 Troubleshooting
6.7 Wiring Diagrams – Drawing 3 400V 50H
TB11
SHT BUS POS BLU
1
BLK
PCB1 P9-12 YEL
2
R59
R63
R58
Note1:
Splice must pass through
transducers TD1 and TD2 in
direction shown.
L2-X4 YEL
L2-X3 YEL
3
4
PCB1 P9-13 YEL
5
6
7
RIGHT COLLECTOR BUS RED
8
TD1
P1
1 2 3 4
P1
1 PCB1 P7-1 BLK
2 PCB1 P7-4 RED
3 PCB1 P7-2 GRN
4 PCB1 P7-3 WHT
PCB1 P1-3 SHLD
PCB4 P1-4 BLU
(P/N 35879)
z
TB1-16 BLK(TP)
SH1
(-)
PCB1 P1-2 BLK(TP)
PCB1 P1-1 CLR (TP)
(+)
TB1-15 RED(TP)
Note: Wires on shunt
(+) and (-) must be
dressed in location and
direction shown.
TB11-1 BLU
TD2
P1
1 2 3 4
P1
1 PCB1 P7-5 BLK
2 PCB1 P7-8 RED
3 PCB1 P7-6 GRN
4 PCB1 P7-7 WHT
D20-2 BRN
D20-1 ORN
D19-1 ORN
D19-2 BRN
S1-6 BRN
F6-1 VIO
C32(-) BLU
D33 BUS GRY
POS PLATE RED
D35-C VIO
D34-A BLK
R25-1 YEL
R26-1 BRN
C32(-) BLU
R27-1 ORN
2
2
2
R16-2 (SPLICE) BLK
TD2
1
1
GRY
2
2
R31
R30
1
1
2
R15
R14
2
D22-2 BRN
D21-2 BRN
TB11-8 RED
C29(-) GRY
1
C29
+
1
C30
R38 R43
2
2
F3
C27
+
C28
R42 R41
+
R44
D22-1 ORN
D21-1 ORN
T1-BX7 BRN
D31-A BLK
ELECTRODE PLATE GRY
R31-2 GRY
D29/D30 BUS WHT
R16-1 WHT
POS PLATE BLU
R30-1 BLU
J
(-)
SH1
1
L3
B
L2
K4
C31 R37
BLK
L1
A
S1-5 BLK
C26-1 ORN
R18-2 WHT
D32-A ORN
C30-2 WHT
PCB1 P2-5 YEL
(+)
ELECTRODE PLATE (SPLICE) GRY
R22-2 BLK
F4
F5
1
T3
1
F6
T2
T1
F7
12
R19-1 BRN
TB7-5 BRN
R24-1 VIO
TB10 YEL
C30-1 YEL
T1-AX5 BLU
TD1
R21-1 VIO
R27-2 VIO
C32
BLK
C33
3
2
2
ELECTRODE PLATE (SPLICE) GRY
T1-CX5 BRN
D35
R40
+
R39
+
J
R29-1 RED
C36-2 BLU
R29-2 BLU
R22-1 BLU
POS PLATE RED
R23-2 RED
R17-2 (SPLICE) BLK
1
R13
R12
1
2
C34
R34
1
BLK
2
C35
R35
1
2
C36
R36
1
R26 R25 R29
R27
1
222
1
2
2
R28
1
1
1
RED
6-40
H
ELECTRODE PLATE YEL
H
R18-1 ORN
C29(+) VIO
T1-BX5 BLU
F6-2 VIO
K4-T1 YEL
R31-1 VIO
C29 (+) VIO
K4-T2 WHT
C28 (+) BLU
Note: From ESP-400C/600C//400V,50 Hz
Drawing No. 0558002859, sheet 3 of 5
C36-1 ORN
C34-1 YEL
C35-1 BRN
C33(+) RED
VIEW E-E
OR
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.7 Wiring Diagrams – Drawing 4 400V 50H
(P/N 35879)
z
T5-H1 BLK
T6-H1 BLK
T5-H2 BLK
T6-H2 WHT
PCB2 P5-1 BRN
PCB2 P5-2 GRN/YEL
PCB2 P5-3 RED
TB2
TB3-1 BLK
1
TB3-2 WHT
2
P1
1 PCB1 P10-1 BLK
2 PCB1 P10-2 WHT
3 PCB1 P10-3 GRN
4 PCB1 P10-4 RED
5 PCB1 P10-7 BLU
6 PCB1 P10-8 ORN
7 PCB1 P10-9 YEL
8 PCB1 P10-10 BRN
9 PCB1 P10-5 GRY
10 PCB1 P10-6 VIO
G
R
Y
X1
G
X2
H1
R
N
X3
T5
X4
L
X5
E
H2
Y
X6
X7
U
L
B
TB2
T5
P5
P2
PCB2
1 PCB2 P2-3 YEL
2 PCB3 P2-2 CLR(TP)
3 PCB2 P2-1 YEL
4 PCB3 P2-4 SHLD
5 PCB3 P2-3 BLK(TP)
6
1 T5-X1 BRN
2 T5-X4 GRN/YEL
3 T5-X7 RED
1 T6-X1 BRN
2 T6-X4 GRN/YEL
3 T6-X7 RED
TB2-1 BLK
TB2-2 BLK
C20
D20
E
PCB3
P2
P5
P6
C6 +
R52-1 VIO
R13-1 BRN
R13-2 ORN
C
C5 +
C4 +
P1
1 PCB1 P11-1 BLK
2 PCB1 P11-2 WHT
3 PCB1 P11-3 GRN
4 PCB1 P11-4 RED
5 PCB1 P11-7 BLU
6 PCB1 P11-8 ORN
7 PCB1 P11-9 YEL
8 PCB1 P11-10 BRN
9 PCB1 P11-5 GRY
10 PCB1 P11-6 VIO
C12
+
C11
+
C10
+
1
2 PCB2 P2-2 CLR(TP)
3 PCB2 P2-5 BLK(TP)
4 PCB2 P2-4 SHLD(TP)
5
6
1 T7-X1 BRN
2 T7-X4 GRN/YEL
3 T7-X7 RED
1 T8-X1 BRN
2 T8-X4 GRN/YEL
3 T8-X7 RED
PCB3 P6-1 BRN
PCB3 P6-2 GRN/YEL
PCB3 P6-3 RED
R15-2 ORN
PCB3 P3 BLK
1
CQ4
P2
P5
P6
G
R
Y
G
X2
R
N
X3
X4
L
X5
E
Y
X6
U
L
B
C22
R15-1 BRN
D22
2
E
TB3-1 BLK
X1
H1
T8
TB3-2 BLK
H2
X7
TB3
T8-H1 BLK
T7-H1 BLK
T8-H2 BLK
T7-H2 WHT
T8
P6
TB2-1 BLK
TB9-20 BLK
1
TB2-2 WHT
2
TB9-15 WHT
TB3
Q4-C BLK
P3
Q1-C BLK
TB2-2 WHT
TB2-1 BLK
ECQ1
D19
R12-1 BRN
2
C23
D23
1
R12-2 ORN
PCB2 P3 BLK
PCB2
P1
K2
P3
P6
T6
C19
PCB2 P6-3 RED
U
L
B
X7
X6
H2
H1
X5
X4
T6
X3
X2
X1
G
L
E
Y
PCB2 P6-2 GRN/YEL
G
R
N
R
Y
PCB2 P6-1 BRN
VIEW F-F (WITH BUS BARS)
C3 +
C2
+
C1
+
R10-1 YEL
R10-2 BLU
R53-2 WHT
C9
+
C8
+
C7
+
R11-1 BLU
R54-2 WHT
R11-2 YEL
R54-1 VIO
2
C24
D24
1
Q3
R14-2 ORN
TB3-2 WHT
TB3-1 BLK
P1
PCB3
P2
E
C
1
2
D21
R14-1 BRN
P5
T7
C21
PCB3 P5-3 RED
U
L
B
X7
X6
H2
H1
X5
X4
T7
X3
X2
X1
G
R
Y
L
E
Y
PCB3 P5-2 GRN/YEL
G
R
N
PCB3 P5-1 BRN
Note: From ESP-400C/600C//400V,50 Hz
Drawing No. 0558002859, sheet 4 of 5
OR
ESP 400C and 600C Plasma Power Sources
6-41

SECTION 6 Troubleshooting
6.7 Wiring Diagrams – Drawing 5 – Part 1 400V 50H
(P/N 35879)
z
PCB1
PL3-2 BRN
PCB4 P1-6 BLK
PCB4 P1-5 RED
J1-K VIO
J1-J GRY
PL1-2 WHT
PL2-2 WHT
PL1-1 BLK
CB1-2 BLK
PL2-1 RED
J1-E RED
J1-G WHT
J1-F BLK
TB8-7 BLK
S2-6 GRY
S2-4 BLU
J1-D BLU
J1-C ORN
S2-1 ORN
R50-1 VIO
J1-B YEL
J1-A BRN
WHT
TB1
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
TS6-2 BRN
K7-A BRN
SH1(-) BLK(TP)
SH1(+) RED(TP)
T9-H2 WHT
T4-H2 BLK
TB9-14 WHT
C26-2 WHT
FN4-4 WHT
T4-H1 BLK
TB9-20 BLK
T9-H1 BLK
TB7-8 RED
TB8-8 RED
FN4-2 WHT
FN4-1 BLK
PCB1 P1-3 GRY
PCB1 P4-2 GRY
TB8-12 BLU
TB8-11 ORN
PCB1 P5-8 VIO
FN3-2 YEL
FN3-1 BRN
P1
1 SH1(+) CLR(TP)
2 SH1(-) BLK(TP)
3 TB1-6 GRY
SH1-3 SHLD
P2
1
2 TB8-4 ORN
3 TB8-3 BLK
4
5 K4-A YEL
6 TB9-14 WHT
PCB P3-3 WHT
7 FN3-4 ORN
8 FN3-3 GRY
P3
1
2 K6-A BLU
3 PCB1 P2-6 WHT
PCB1 P6-2 WHT
P4
1 TB7-7 WHT
2 TB1-6 GRY
3
4 TB8-5 VIO
5 TB8-6 YEL
P5
1 TB9-1 RED
2 TB9-2 WHT
3 TB9-3 BRN
4 TB9-4 VIO
5 TB9-5 GRY
6 TB9-6 ORN
7 TB9-7 YEL
8 TB9-8 VIO
C45
J1-H GRN
GND 5
C46
9 PRA1-BLK
10 T3-X1 BRN
11 TB9-24 YEL
T3-X4 GRN/YEL
12 T3-X7 RED
P6
1 TB7-9 ORN
2 PCB1 P3-3 WHT
3 TB9-11 GRY
4 TB9-10 BLU
5 TB9-9 BLK
6
P7
1 TD1 P1-1 BLK
2 TD1 P1-3 GRN
3 TD1 P1-4 WHT
4 TD1 P1-2 RED
5 TD2 P1-1 BLK
6 TD2 P1-3 GRN
7 TD2 P1-4 WHT
8 TD2 P1-2 RED
9 PRA1- BLU
10 R51-1 GRY
11 R51-2 BLK
12 R51-3 VIO
13 S3-1 RED
14 S3-2 BRN
15 S3-3 WHT
P8
1 S2-5 GRY
2 S2-2 VIO
3
4 T4-X1 BRN
5 T4-X4 GRN/YEL
6 T4-X7 RED
P9
1
GRY
2
GRY
3
GRY
4
GRY
5
PL4(+) GRY
6
VIO
7
VIO
8
VIO
9
VIO
10
VIO
11
PL5(+) VIO
12 TB11-2 YEL
13 TB11-4 YEL
14
P10
1 PCB3 P1-1 BLK
2 PCB3 P1-2 WHT
3 PCB3 P1-3 GRN
4 PCB3 P1-4 RED
5 PCB3 P1-9 GRY
6 PCB3 P1-10 VIO
7 PCB3 P1-5 BLU
8 PCB3 P1-6 ORN
9 PCB3 P1-7 YEL
10 PCB3 P1-8 BRN
11
12
P11
1 PCB2 P1-1 BLK
2 PCB2 P1-2 WHT
3 PCB2 P1-3 GRN
4 PCB2 P1-4 RED
5 PCB2 P1-9 GRY
6 PCB2 P1-10 VIO
7 PCB2 P1-5 BLU
8 PCB2 P1-6 ORN
9 PCB2 P1-7 YEL
10 PCB2 P1-8 BRN
11
12
6-42
TB1-12 BLK
TB1-10 BLK
TB9
PCB1 P8-6 RED
U
L
B
X7
X6
H2
H1
PCB4 P1-9 ORN
PCB1 P5-2 WHT
PCB1 P5-1 RED
PCB4 P1-8 WHT
123456789
T4
PCB1 P5-3 BRN
X5
X4
G
X3
X2
X1
G
R
Y
PCB1 P5-4 VIO
L
E
Y
PCB1 P8-5 GRN/YEL
R
N
PCB1 P8-4 BRN
PCB1 P5-5 GRY
PCB1 P5-6 ORN
BLK
PCB1 P5-7 YEL
P8
T4
TB1
P9
P10 P11
GND5
FN4
P7
PCB1
P1
TB9
P6
P5
P4
P3
P2
FN3
VIEW H-H
K5-6 BLK
K7-B WHT
TB3-2 WHT
T3-H2 WHT
TB1-12 WHT
K3-B WHT
TB8-17 WHT
PCB1 P6-3 GRY
PCB1 P6-5 BLK
PCB1 P6-4 BLU
101112131415161718192021222324
PCB1 P2-8 WHT
JUMPER
JUMPER
JUMPER
K3-6 BLK
PL3-1 BLK
TS7-1 BLK
TB3-1 BLK
TB1-10 BLK
JUMPER
T3-H1 BLK
JUMPER
PCB1 P5-11 YEL
PL5(-) YEL
PL4(-) YEL
K6-B BLK
ESP 400C and 600C Plasma Power Sources
T3
PCB1 P5-10 BRN
PCB1 P5-11 GRN/YEL
PCB1 P5-12 RED
TB1-1 BRN
TB1-2 YEL
TB1-7 BLK
(LINE)
TB1-8 WHT
(LINE)
G
R
Y
X1
X2
G
R
X3
N
X4
L
X5
E
Y
X6
X7
U
L
B
1
2
1
2
T3
FN3
FN4
TB9-20 BLK
PCB1 P2-8 GRY
3
PCB1 P2-7 ORN
4
3
4
TB9-15 WHT
(LOAD)
CB1-2 BLK
(LOAD)
T2-X1 WHT
TB1-11 WHT
Note: From ESP-400C/600C//400V,50 Hz
Drawing No. 0558002859, sheet 5 of 5
OR

SECTION 6 Troubleshooting
6.7 Wiring Diagrams – Drawing 5 – Part 2 400V 50H
(P/N 35879)
z
K7
1 2 3
4 5 6
7 8 9
C25-2 GRY
TB1-18 BRN
T1-AX1 BLK
VIEW F-F
(WITHOUT BUS BARS)
K3-9 YEL
C26-1 ORN
TB9-16 WHT
K7
VIEW J-J
TB8-18 VIO
TB7-8 RED
TB1-18 BRN
K6
1 2 3
4 5 6
7 8 9
A BA BA B
TB8-1 BLU
TB8
TB8-2 WHT
TB7-8 RED
TB9-22 BLK
TB9-17 WHT
PCB1 P4-5 YEL
PCB1 P4-4 VIO
PCB1 P2-2 ORN
PCB1 P2-3 BLK
K6
1 2 3
4 5 6
7 8 9
C54
TB8-9 GRY
TB8-10 BRN
K6
TB9-22 BLK
PCB1 P3-2 BLU
K3K5
TS5-2 WHT
T1-AX2 RED
K3-A BLU
K6-6 VIO
T2-X4 RED
T2-X3 YEL
TB1-5 BLU
TB1-4 ORN
K6-7 BRN
K6-1 GRY
TB1-9 RED
TB1-7 BLK
K5-B WHT
K5-A BLU
C25-1 ORN
K3
1 2 3
4 5 6
7 8 9
A B
C53
TB8-19 BLU
TB8
20
19
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
TB9-16 WHT
K7-6 YEL
JUMPER
TB9-22 BLK
TS5-1 WHT
TS1-2 WHT
2
TS6
1
C1
D1
RED
D2
1
TS5
2
1
2
3
3
4
C13
R
2
1
C7
C2
RED
5
C14
R
C8
C1
C3
RED
D3
1
6
C15
R
2
3
C9 C10
TS4
2
1
C4
RED
D4 D5
3
7
C16
R
2
1
1
2
3
C5
D6
RED
8
C17
R
C11 C12
C6
RED
3
9
C18
R
2
1
TS5-1 WHT
TS1-2 WHT
Note: From ESP-400C/600C//400V,50 Hz
Drawing No. 0558002859, sheet 5 of 5
ESP 400C and 600C Plasma Power Sources
OR
6-43

SECTION 6 Troubleshooting
6.8 Wiring Diagrams – 575V 60H
Drawing 1 – Part 1 (P/N 35880)
z
K4-L1 BLK
R19-2 ORN
R17-1 YEL
D29/30 BUS WHT
S2-6 GRY
FN4-3 BLK
TB1-10-A BLK
T2-X2
BLU
PCB1 P7-10 GRY
PCB1 P7-15 WHT
PCB1 P7-14 BRN
PCB1 P7-13 RED
ELECTRODE BUS BLK
FN1
3
GND4 GRN
Ammeter
1 7 8 2 1 7 8 2
T
N
D
K
H
L
E
B
R
W
GR
P2-1
P2-2
P2-3
P2-4
PCB4
S1
5
6
3
4
1
2
3
S2-3 RED
R50
2
1
TB1-3 VIO
CB1
PL1
R51
3
1
2
S3
3
6
2
5
1
4
YEL
TB10
K4-T1 YEL
Section A-A
Voltmeter
N
U
L
RN
B
B
OR
P2-5
P2-6
S2
4 5 6
1 2 3
PCB1 P8-2 VIO
TB1-4 ORN
TB1-12
WHT
TB1-11 WHT
PL2
TB1-9 RED
TB1-10-B BLK
PCB1 P7-12 VIO
PCB1 P7-11 BLK
L
E
Y
P2-7
P2-8
R24-2 BRN
POS PLATE RED
TB1-5 BLU
PCB1 P8-1 GRY
TB1 6
GRY
R50-3 GRY
R50-2 RED
PL3
PL4
TB9-21 BLK
PCB4 P1-11 VIO
S4
1
2
TB1-18 BRN
TB9-24 YEL
PL5
PCB1 P9-5 GRY
P1
1 T9-GRN
2 T9-GRN/YEL
3 T9-GRN
4 SHUNT 1-3 -BLU
5 TB1-15 RED (600C Only)
6 TB1-16 BLK
7 TB1-15 (400C Only)
8 TB9-2 WHT
9 TB9-1 ORN
PCB4 P1-10 ORN
10 PCB4 P1-9 ORN
11 S4-1 VIO
12 S4-2 GRY
BLU
3
TB1-10 BLK
TB1-12 BLK
PCB4 P1-12 GRY
3
C
B
D
A
P
E
R
N
V
F
S
U
M
G
T
L
H
K
J
TB9-24 YEL
PCB1 P9-11 VIO
WORK BUS BLU
FN2
GND4 GRN
PCB4 P1-1 GRN
H1
PCB4 P1-2 GRN/YEL
T9
H2
PCB4 P1-3 GRN
J1
A TB1-1 BRN
B TB1-2 YEL
C TB1-4 ORN
D TB1-5 BLU
E TB1-9 RED
F TB1-7 BLK
G TB1-8 WHT
H GND 5 GRN
J TB1-13 GRY
K TB1-14 VIO
FN2-2 BLU
PCB4 P1-4 BLU
FN1-1 BLK
PCB4 P3-1 BLK
FN1-3 GRN
FN2-3 GRN
PCB4
1 ELECTRODE BUS-BLK
ESP-400C
P3
D11,
D12
C52
C39
D27,
D28
2
C40
WHT
WHT
X1
X1
D13
D14
C47
D7,D8
BR"A" BUS
C50
"B" COIL
L1
"A" COIL
C48 D9,D10
BR "B" BUS
D15,
D16
C37
WHT
C38
WHT
X1
X1
C51
TB9-21 BLK
D25,
D26
TB11-3 YEL
TB11-2 YEL
C49
BR "C" BUS
D17,
D18
TS3-1 WHT
TS7
1
"B" COIL
L2
"A" COIL
X3 YEL
X4 YEL
Section B-B
B
GND 1
K3-4 RED
BR "A"
BUS
F5-1 BLU
BR "B"
BUS
R23-1 BRN
M3-2 RED
M2-2 RED
M1-2 RED
F5-2 BLU
F3-1 BRN
L1
A
WORK BUSELECTRODE BUS
A
BR "C"
BUS
GND 4
L2
M3-1 WHT
M2-1 WHT
M1-1 WHT
F4-1 BRN
D33 BUS GRY
X2
X3
X4
X5
X6
X7
X8
X2
X3
X4
X5
X6
X7
X8
X2
X3
X4
X5
X6
X7
X8
TS4-1 WHT
2
TS1
1
2
TS2
1
2
TS3
1
TS7-2 WHT
X9
K1A-T1.2.3 BLK
H1
H2
H3
"A"
H4
K1B-T1.2.3 BLK
X9
H1
T1
H2
"B"
H3
H4
K1C-T1.2.3 BLK
H1
H2
"C"
H3
H4
X9
B
Note: From ESP-400C/600C//575V
Drawing No. 0558002852, sheet 1 of 5
OR
6-44
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.8 Wiring Diagrams – 575V 60H
Drawing 1 – Part 2 (P/N 35880)
z
M1-3 GRN
M2-3 GRN
K1B-L1 YEL
K1C-L1 BLK
WHT
F2-1 ORN
K2-L3 RED
F1-1 VIO
ELECTRODE PLATE GRY
K4-T2 WHT
F7-1 BRN
C32 (-) BLU
H1
H2
H3
T2
H4
H5
H6
H7
X1
X2
X3
X4
FN4-4 WHT
GND 3 GRN
CB1-1 BLU
TB8-15 YEL
TB8-16 RED
GND 3
F4-2 BLK
S1-3 ORN
T1-AX7 BRN
1
R3
2
1
1
R22
R19
2
2
ORN
1
2
1
1
2
T1-CX4 WHT
GND-2 GRN
3
1
M1
2
T1-BX2 RED
R2
R21
R18
T1-CX4 WHT
GND-2 GRN
3
1
M2
2
T1-BX2 RED
R20
R23
2
R1
1
2
1
1
2
R16
1
2
2
K2-L1 BLK
TB4 BLU
K2-L2 WHT
D35-C VIO
F7-2 ORN
TD2 (SPLICE) BLK
TD1 (SPLICE) BLK
2
R17
1
S1-1 YEL
C27(-) WHT
POS PLATE BLU
K4-L3 RED
Note: From ESP-400C/600C//575V
Drawing No. 0558002852, sheet 1 of 5
OR
ESP 400C and 600C Plasma Power Sources
6-45

SECTION 6 Troubleshooting
6.8 Wiring Diagrams – 575V 60H
SEE VIEW K-K
Drawing 2 – Part 1 (P/N 35880)
z
SECTION C-C
SEE VIEW L-L
K1A
K2
F
F
E
E
D
R2-1 VIO
R3-1 ORN
TB6
K1C
K2-B WHT
TB1-11 WHT
1
C26
C25
R32 R33
F1
F2
K7-9 ORN
2
K4-B ORN
1
2
K2-A ORN
K1C-B GRY
K7-7 GRY
K1C-A ORN
K3-7 ORN
TB5 GRY
TB6 BRN
D
NEG PLATE
D34
POS PLATE
BLK
D33
ELECTRODE PLATE
S1-4 RED
C33(+) RED
R26-2 RED
C34-2 BLK
T1-CX7 GRY
R25-2 GRY
R28-2 YEL
TB4
K1B
TB5
6-46
K1A-A/K1C-A ORN
K1B-B GRY
TB4 BLK
TB4 BLK
TB4 BLK
K1B-A ORN
T1-AH1 BLK
T1-AH1 BLK
T1-AH1 BLK
R2-2 WHT
R1-2 BLK
C26-1 ORN
K1A-T3 BLK
K1B-T3 WHT
K1C-T3 RED
TB5 BLK
K2-T1 BLK
R3-2 RED
T1 T2 T3
A K1A B
L1 L2 L3
A K2 B
T2-H1 YEL
TB5 BLK
TB5 BLK
K1A-B/K1C-B GRY
K1B-A/C25-1 ORN
TB6 BLK
T2-H6 BLK
TB6 BLK
TB6 BLK
L1 L2 L3L1 L2 L3L1 L2 L3
A K1B B
T1-AH2/BH1 BLK
T1-AH2/BH1 BLK
C26-2 WHT
A K1C B
T1 T2 T3T1 T2 T3T1 T2 T3
K2-T2 WHT
T1-AH2/BH1 BLK
VIEW K-K
K1-B/C25-2 GRY
K2-T3 RED
T1-BH2/CH1 BLK
T1-BH2/CH1 BLK
T1-BH2/CH1 BLK
Note: From ESP-400C/600C//575V
Drawing No. 0558002852, sheet 2 of 5
ESP 400C and 600C Plasma Power Sources
K1A-L3 BLK
K1A-L2 BLK
K1A-L1 BLK
R1-1 BLU
F1-2 GRY
OR
TB4
C60
R55
K1B-L1 BLK
K1B-L2 BLK
K1B-L3 BLK
TB5
C61
R56
VIEW L-L
K1C-L1 BLK
K1C-L2 BLK
TB6
C62
R57
K1C-L3 BLK
F2-2 GRN
400V 50HZ
UNITS ONLY

SECTION 6 Troubleshooting
6.8 Wiring Diagrams – 575V 60H
Drawing 2 – Part 2 (P/N 35880)
z
C2(+) BLU
C2(-) YEL
K7-4 BLK
C23-2 VIO
C4(+) WHT
R53
1 2
2
1
R10
T1-CX4 WHT
T1-BX2 RED
M3
C24-1 VIO
R54
1 2
C10(+) WHT
1
GC
C8(+) BLU
C8(-) YEL
2
R11
G
C
"A"
X1
T2
"B"
F8
X1
F9
"C"
X1
SECTION D-D
PRA1 YEL
C28(+) BLU
R20-2 BLU
F3-2 BLK
213456
TB7
BLK
ELECTRODE PLATE
K5-9 RED
R52
R45
8
7
F7-1 BRN
TB1-9 RED
K6-9 RED
PCB1 P4-1 WHT
TB7
NEGATIVE PLATE
D31
D29
D32
C44
C43
PLATE
ORN
C41
C42
D30
101112 13
9
PCB1 P6-1 ORN
POS
PRA1
K4-T3 ORN
PRA1 GRY
C29(-) GRY
R21-2 GRY
TD2 (SPLICE) GRY
TD1 (SPLICE) GRY
C27(-) WHT
S1-2 WHT
VIEW G-G
PCB1 P7-9 BLU
NEG PLATE YEL
ELECTRODE PLATE GRY
PCB1 P5-9 BLK
Note: From ESP-400C/600C//575V
Drawing No. 0558002852, sheet 2 of 5
OR
ESP 400C and 600C Plasma Power Sources
6-47

SECTION 6 Troubleshooting
6.8 Wiring Diagrams – 575V 60H
TB11
SHT BUS POS BLU
1
BLK
R59
R63
R58
Note1:
Splice must pass through
transducers TD1 and TD2 in
direction shown.
PCB1 P9-12 YEL
2
L2-X4 YEL
L2-X3 YEL
3
4
PCB1 P9-13 YEL
5
6
7
RIGHT COLLECTOR BUS RED
8
TD1
P1
1 2 3 4
P1
1 PCB1 P7-1 BLK
2 PCB1 P7-4 RED
3 PCB1 P7-2 GRN
4 PCB1 P7-3 WHT
Drawing 3 (P/N 35880)
z
TB1-16 BLK(TP)
PCB1 P1-3 SHLD
PCB4 P1-4 BLU
SH1(-)
PCB1 P1-2 BLK(TP)
PCB1 P1-1 CLR (TP)
(+)
TB1-15 RED(TP)
Note: Wires on shunt
(+) and (-) must be
dressed in location and
direction shown.
TB11-1 BLU
TD2
P1
1 2 3 4
P1
1 PCB1 P7-5 BLK
2 PCB1 P7-8 RED
3 PCB1 P7-6 GRN
4 PCB1 P7-7 WHT
D20-2 BRN
D20-1 ORN
D19-1 ORN
D19-2 BRN
S1-6 BRN
F6-1 VIO
C32(-) BLU
D33 BUS GRY
POS PLATE RED
D35-C VIO
D34-A BLK
R25-1 YEL
R26-1 BRN
C32(-) BLU
R27-1 ORN
2
2
2
R16-2 (SPLICE) BLK
TD2
1
1
GRY
2
2
R31
R30
1
1
2
R15
R14
1
C29
+
1
C30
R38 R43
2
R44
F3
D22-2 BRN
D21-2 BRN
TB11-8 RED
C29(-) GRY
C27
+
C28
+
2
2
R42 R41
D22-1 ORN
D21-1 ORN
T1-BX7 BRN
D31-A BLK
ELECTRODE PLATE GRY
R31-2 GRY
D29/D30 BUS WHT
R16-1 WHT
POS PLATE BLU
R30-1 BLU
J
(-)
SH1
(+)
ELECTRODE PLATE (SPLICE) GRY
R22-2 BLK
F4
1
F5
1
L3
L2
BLK
L1
S1-5 BLK
C26-1 ORN
PCB1 P2-5 YEL
T3
B
K4
C31 R37
A
TB10 YEL
C30-1 YEL
R18-2 WHT
D32-A ORN
C30-2 WHT
T2
T1
T1-AX5 BLU
TB7-5 BRN
R24-1 VIO
1
12
R19-1 BRN
F6
F7
TD1
R21-1 VIO
R27-2 VIO
C32
BLK
C33
3
2
2
ELECTRODE PLATE (SPLICE) GRY
T1-CX5 BRN
D35
R40
+
R39
+
J
R29-1 RED
C36-2 BLU
R29-2 BLU
R22-1 BLU
POS PLATE RED
R23-2 RED
R17-2 (SPLICE) BLK
1
R13
R12
1
2
C34
R34
1
BLK
2
C35
R35
1
2
C36
R36
1
R27
1
222
R26 R25 R29
1
2
2
R28
1
1
1
RED
6-48
C36-1 ORN
C34-1 YEL
C35-1 BRN
C33(+) RED
H
ELECTRODE PLATE YEL
R18-1 ORN
C29(+) VIO
T1-BX5 BLU
F6-2 VIO
K4-T1 YEL
R31-1 VIO
C29 (+) VIO
K4-T2 WHT
C28 (+) BLU
Note: From ESP-400C/600C//575V
H
Drawing No. 0558002852, sheet 3 of 5
VIEW E-E
OR
ESP 400C and 600C Plasma Power Sources

SECTION 6 Troubleshooting
6.8 Wiring Diagrams – 575V 60H
Drawing 4 (P/N 35880)
z
T5-H1 BLK
T6-H1 BLK
T5-H2 BLK
T6-H2 WHT
PCB2 P5-1 BRN
PCB2 P5-2 GRN/YEL
PCB2 P5-3 RED
TB2
TB3-1 BLK
1
TB3-2 WHT
2
P1
1 PCB1 P10-1 BLK
2 PCB1 P10-2 WHT
3 PCB1 P10-3 GRN
4 PCB1 P10-4 RED
5 PCB1 P10-7 BLU
6 PCB1 P10-8 ORN
7 PCB1 P10-9 YEL
8 PCB1 P10-10 BRN
9 PCB1 P10-5 GRY
10 PCB1 P10-6 VIO
G
R
Y
X1
G
X2
H1
R
N
X3
T5
X4
L
X5
E
H2
Y
X6
X7
U
L
B
TB2
T5
P5
P2
PCB2
1 PCB2 P2-3 YEL
2 PCB3 P2-2 CLR(TP)
3 PCB2 P2-1 YEL
4 PCB3 P2-4 SHLD
5 PCB3 P2-3 BLK(TP)
6
1 T5-X1 BRN
2 T5-X4 GRN/YEL
3 T5-X7 RED
1 T6-X1 BRN
2 T6-X4 GRN/YEL
3 T6-X7 RED
TB2-1 BLK
TB2-2 BLK
C20
D20
E
PCB3
P2
P5
P6
C6 +
R52-1 VIO
R13-1 BRN
R13-2 ORN
C
C5 +
C4 +
P1
1 PCB1 P11-1 BLK
2 PCB1 P11-2 WHT
3 PCB1 P11-3 GRN
4 PCB1 P11-4 RED
5 PCB1 P11-7 BLU
6 PCB1 P11-8 ORN
7 PCB1 P11-9 YEL
8 PCB1 P11-10 BRN
9 PCB1 P11-5 GRY
10 PCB1 P11-6 VIO
C12
+
C11
+
C10
+
1
2 PCB2 P2-2 CLR(TP)
3 PCB2 P2-5 BLK(TP)
4 PCB2 P2-4 SHLD(TP)
5
6
1 T7-X1 BRN
2 T7-X4 GRN/YEL
3 T7-X7 RED
1 T8-X1 BRN
2 T8-X4 GRN/YEL
3 T8-X7 RED
PCB3 P6-1 BRN
PCB3 P6-2 GRN/YEL
PCB3 P6-3 RED
R15-2 ORN
PCB3 P3 BLK
1
CQ4
P2
P5
P6
G
R
Y
G
X2
R
N
X3
X4
L
X5
E
Y
X6
U
L
B
C22
R15-1 BRN
D22
2
E
TB3-1 BLK
X1
H1
T8
TB3-2 BLK
H2
X7
TB3
T8-H1 BLK
T7-H1 BLK
T8-H2 BLK
T7-H2 WHT
T8
P6
TB2-1 BLK
TB9-20 BLK
1
TB2-2 WHT
2
TB9-15 WHT
TB3
Q4-C BLK
P3
Q1-C BLK
TB2-2 WHT
TB2-1 BLK
ECQ1
D19
R12-1 BRN
2
C23
D23
1
R12-2 ORN
PCB2 P3 BLK
PCB2
P1
K2
P3
P6
T6
C19
PCB2 P6-3 RED
U
L
B
X7
X6
H2
H1
X5
X4
T6
X3
X2
X1
G
L
E
Y
PCB2 P6-2 GRN/YEL
G
R
N
R
Y
PCB2 P6-1 BRN
VIEW F-F (WITH BUS BARS)
R10-1 YEL
C3 +
C2
C1
+
+
R10-2 BLU
R53-2 WHT
C9
+
C8
+
C7
+
R11-1 BLU
R54-2 WHT
R11-2 YEL
R54-1 VIO
2
C24
D24
1
Q3
R14-2 ORN
TB3-2 WHT
TB3-1 BLK
P1
PCB3
P2
E
C
1
2
D21
R14-1 BRN
P5
T7
C21
PCB3 P5-3 RED
U
L
B
X7
X6
H2
H1
X5
X4
T7
X3
X2
X1
G
R
Y
L
E
Y
PCB3 P5-2 GRN/YEL
G
R
N
PCB3 P5-1 BRN
Note: From ESP-400C/600C//575V
Drawing No. 0558002852, sheet 4 of 5
OR
ESP 400C and 600C Plasma Power Sources
6-49

SECTION 6 Troubleshooting
6.8 Wiring Diagrams – 575V 60H
Drawing 5 – Part 1 (P/N 35880)
z
PCB1
PL3-2 BRN
PCB4 P1-6 BLK
PCB4 P1-5 RED
J1-K VIO
J1-J GRY
PL1-2 WHT
PL2-2 WHT
PL1-1 BLK
CB1-2 BLK
PL2-1 RED
J1-E RED
J1-G WHT
J1-F BLK
TB8-7 BLK
S2-6 GRY
S2-4 BLU
J1-D BLU
J1-C ORN
S2-1 ORN
R50-1 VIO
J1-B YEL
J1-A BRN
WHT
TB1
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
TS6-2 BRN
K7-A BRN
SH1(-) BLK(TP)
SH1(+) RED(TP)
T9-H2 WHT
T4-H2 BLK
TB9-14 WHT
C26-2 WHT
FN4-4 WHT
T4-H1 BLK
TB9-20 BLK
T9-H1 BLK
TB7-8 RED
TB8-8 RED
FN4-2 WHT
FN4-1 BLK
PCB1 P1-3 GRY
PCB1 P4-2 GRY
TB8-12 BLU
TB8-11 ORN
PCB1 P5-8 VIO
FN3-2 YEL
FN3-1 BRN
P1
1 SH1(+) CLR(TP)
2 SH1(-) BLK(TP)
3 TB1-6 GRY
SH1-3 SHLD
P2
1
2 TB8-4 ORN
3 TB8-3 BLK
4
5 K4-A YEL
6 TB9-14 WHT
PCB P3-3 WHT
7 FN3-4 ORN
8 FN3-3 GRY
P3
1
2 K6-A BLU
3 PCB1 P2-6 WHT
PCB1 P6-2 WHT
P4
1 TB7-7 WHT
2 TB1-6 GRY
3
4 TB8-5 VIO
5 TB8-6 YEL
P5
1 TB9-1 RED
2 TB9-2 WHT
3 TB9-3 BRN
4 TB9-4 VIO
5 TB9-5 GRY
6 TB9-6 ORN
7 TB9-7 YEL
8 TB9-8 VIO
C45
J1-H GRN
GND 5
C46
9 PRA1-BLK
10 T3-X1 BRN
11 TB9-24 YEL
T3-X4 GRN/YEL
12 T3-X7 RED
P6
1 TB7-9 ORN
2 PCB1 P3-3 WHT
3 TB9-11 GRY
4 TB9-10 BLU
5 TB9-9 BLK
6
P7
1 TD1 P1-1 BLK
2 TD1 P1-3 GRN
3 TD1 P1-4 WHT
4 TD1 P1-2 RED
5 TD2 P1-1 BLK
6 TD2 P1-3 GRN
7 TD2 P1-4 WHT
8 TD2 P1-2 RED
9 PRA1- BLU
10 R51-1 GRY
11 R51-2 BLK
12 R51-3 VIO
13 S3-1 RED
14 S3-2 BRN
15 S3-3 WHT
P8
1 S2-5 GRY
2 S2-2 VIO
3
4 T4-X1 BRN
5 T4-X4 GRN/YEL
6 T4-X7 RED
P9
1
GRY
2
GRY
3
GRY
4
GRY
5
PL4(+) GRY
6
VIO
7
VIO
8
VIO
9
VIO
10
VIO
11
PL5(+) VIO
12 TB11-2 YEL
13 TB11-4 YEL
14
P10
1 PCB3 P1-1 BLK
2 PCB3 P1-2 WHT
3 PCB3 P1-3 GRN
4 PCB3 P1-4 RED
5 PCB3 P1-9 GRY
6 PCB3 P1-10 VIO
7 PCB3 P1-5 BLU
8 PCB3 P1-6 ORN
9 PCB3 P1-7 YEL
10 PCB3 P1-8 BRN
11
12
P11
1 PCB2 P1-1 BLK
2 PCB2 P1-2 WHT
3 PCB2 P1-3 GRN
4 PCB2 P1-4 RED
5 PCB2 P1-9 GRY
6 PCB2 P1-10 VIO
7 PCB2 P1-5 BLU
8 PCB2 P1-6 ORN
9 PCB2 P1-7 YEL
10 PCB2 P1-8 BRN
11
12
6-50
TB1-12 BLK
TB1-10 BLK
TB9
PCB1 P8-6 RED
U
L
B
X7
X6
H2
H1
PCB4 P1-9 ORN
PCB1 P5-2 WHT
PCB1 P5-1 RED
PCB4 P1-8 WHT
123456789
T4
PCB1 P5-3 BRN
X5
X4
G
X3
X2
X1
G
R
Y
PCB1 P5-4 VIO
L
E
Y
PCB1 P8-5 GRN/YEL
R
N
PCB1 P8-4 BRN
PCB1 P5-5 GRY
PCB1 P5-6 ORN
BLK
PCB1 P5-7 YEL
P8
T4
TB1
P9
P10 P11
GND5
FN4
P7
PCB1
P1
TB9
P6
P5
P4
P3
P2
FN3
VIEW H-H
K5-6 BLK
K7-B WHT
TB3-2 WHT
T3-H2 WHT
TB1-12 WHT
K3-B WHT
TB8-17 WHT
PCB1 P6-3 GRY
PCB1 P6-5 BLK
PCB1 P6-4 BLU
101112131415161718192021222324
PCB1 P2-8 WHT
JUMPER
JUMPER
JUMPER
K3-6 BLK
PL3-1 BLK
TS7-1 BLK
TB3-1 BLK
TB1-10 BLK
JUMPER
T3-H1 BLK
JUMPER
PCB1 P5-11 YEL
PL5(-) YEL
PL4(-) YEL
K6-B BLK
ESP 400C and 600C Plasma Power Sources
T3
PCB1 P5-10 BRN
PCB1 P5-11 GRN/YEL
PCB1 P5-12 RED
TB1-1 BRN
TB1-2 YEL
TB1-7 BLK
(LINE)
TB1-8 WHT
(LINE)
G
R
Y
X1
X2
G
R
X3
N
X4
L
X5
E
Y
X6
X7
U
L
B
1
2
1
2
T3
FN3
FN4
TB9-20 BLK
PCB1 P2-8 GRY
3
PCB1 P2-7 ORN
4
3
4
TB9-15 WHT
CB1-2 BLK
T2-X1 WHT
TB1-11 WHT
Note: From ESP-400C/600C//575V
Drawing No. 0558002852, sheet 5 of 5
OR
(LOAD)
(LOAD)

SECTION 6 Troubleshooting
6.8 Wiring Diagrams – Drawing 5 – Part 2 575V 50H
(P/N 35880)
z
K7
1 2 3
4 5 6
7 8 9
C25-2 GRY
TB1-18 BRN
T1-AX1 BLK
VIEW F-F
(WITHOUT BUS BARS)
K3-9 YEL
C26-1 ORN
TB9-16 WHT
K7
VIEW J-J
TB8-18 VIO
TB7-8 RED
TB1-18 BRN
K6
1 2 3
4 5 6
7 8 9
A BA BA B
TB8-1 BLU
TB8
TB8-2 WHT
TB7-8 RED
TB9-22 BLK
TB9-17 WHT
PCB1 P4-5 YEL
PCB1 P4-4 VIO
PCB1 P2-2 ORN
PCB1 P2-3 BLK
K6
1 2 3
4 5 6
7 8 9
C54
TB8-9 GRY
TB8-10 BRN
K6
TB9-22 BLK
PCB1 P3-2 BLU
K3K5
TS5-2 WHT
T1-AX2 RED
K3-A BLU
K6-6 VIO
T2-X4 RED
T2-X3 YEL
TB1-5 BLU
TB1-4 ORN
K6-7 BRN
K6-1 GRY
TB1-9 RED
TB1-7 BLK
K5-B WHT
K5-A BLU
C25-1 ORN
K3
1 2 3
4 5 6
7 8 9
A B
C53
TB8-19 BLU
TB8
20
19
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
TB9-16 WHT
K7-6 YEL
TB9-22 BLK
JUMPER
TS5-1 WHT
TS1-2 WHT
2
TS6
1
C1
D1
RED
D2
1
TS5
2
1
2
3
3
C13
R4
2
1
C7
C2
RED
C14
R5
C8
C1
C3
RED
D3
1
C15
R6
2
3
C9 C10
TS4
2
1
C4
RED
D4 D5
3
C16
R7
2
1
1
2
3
C5
D6
RED
3
C17
R8
2
1
C11 C12
C6
RED
C18
R9
TS5-1 WHT
TS1-2 WHT
Note: From ESP-400C/600C//575V
Drawing No. 0558002852, sheet 5 of 5
ESP 400C and 600C Plasma Power Sources
OR
6-51

SECTION 6 Troubleshooting
6.9 PC Controller Board (PCB1,P/N 38032, REV C) Schematics Drawing 1 Part 1
6-52
ESP 400C and 600C Plasma Power Sources
 Loading...
Loading...