


ESP-150 & PT-36R直连
切割数据手册
0558010720 03/2012

请务必将本信息传达给操作人员。
更多的副本可向供应商索取。
注意
本说明手册只供有经验的操作员使用。如果您不十分熟悉电弧焊接与切割设备的工作原理和安全实
践,请务必阅读本公司的小册子“电弧焊接、切割、气刨的注意事项与安全实践”(编号52-529)。
请勿允许未经培训的人员安装、操作或维护本设备。在通读并完全理解本说明手册前,请勿试图安装
或操作本设备。如果您不能完全理解本说明手册,请与供应商联系取得进一步信息。在安装或操作本
设备前,请务必阅读安全注意事项。
用户责任
在按照随附的说明安装、操作、维护及修理本设备的前提下,本设备的性能将符合本手册及附带的标签和(或)插页中
的描述。本设备必须得到定期检查,在有故障或维护不良时不应使用。破损、缺失、老旧、变形或污染的部件应立即更
换。如若有必要进行修理或更换零件,制造商建议用电话或书信与出售本设备的特约经销商联系,征询维修意见。
未经制造商的事先书面批准,请勿改动本设备或其任何零件。对使用不当、维护过失、毁损、修理不当、或因由并非制
造商或其指定维修设施的任何其他方面改动而导致的任何故障,本设备的用户须负完全责任。
在安装或操作之前,请务必通读并理解本说明手册。
请保护自己与他人!
2

目录
节 / 标题 页号
1.0 安全注意事项 ..........................................................................................................................................................................5
2.0 PT-36R直连割炬的气体软管连接 ...............................................................................................................................7
3.0 PT-36R直连割炬切割数据(英制) ...............................................................................................................................9
3

目录
4

第1节 安全注意事项
第1节 安全注意事项
1.0 安全注意事项
ESAB焊接与等离子切割设备的用户,就确保在该设备上或附近工作的任何人遵守全部有关的安全注意事项
而言,负有终极的责任。安全注意事项必须达到对于此类焊接或等离子切割设备来说适用的要求。除适用于
1.0 安全注意事项
有关工作场所的标准规章外,还应遵守下列建议。
1. 任何使用焊接或等离子切割设备的人员都必须熟悉:
- 其操作
- 紧急停车开关的位置
- 其功能
- 相关的安全注意事项
- 焊接和(或)等离子切割
2. 操作员必须确定:
- 启动时设备工作区域内没有未经许可的人员。
- 在电弧触发时没有未加防护的人员。
3. 工作场所必须:
- 适合其用途
- 没有气流
4. 个人安全装备:
- 总是穿戴推荐的个人安全装备,例如防护镜、防火服、安全手套。
- 请勿穿戴松散的服饰,例如丝巾、手镯、戒指等;此类物品可能被夹住或点燃。
5. 通用注意事项:
- 确定回流电缆已经牢靠连接。
- 在高电压设备上的工作只可由合格电工完成。
- 适当的灭火设备必须清楚标记且随手可取。
- 设备工作时不得进行润滑和维护。
外壳防护等级
IP代码指明外壳防护等级,即防止固体物件或水穿透的保护程度。已针对手指触碰、大于12毫米固体物
件的穿透、以及与竖直线角度达60度的喷水提供防护。标记为IP23S的设备可以存放在室外雨中,但不
应在雨中无遮蔽地使用。
最大允许倾角
注意
设备若放置在倾斜度超过15°上的平面上可能翻倒,
如此可能造成人员受伤或设备严重毁损。
15°
5

第1节 安全注意事项
第1节 安全注意事项
警告
触电 — 能够致死。
- 按照适用标准安装焊接或等离子切割装置并将该装置接地。
- 避免让裸露的皮肤、湿手套或湿衣服与带电零件或电极接触。
- 将自己与大地和工件绝缘。
- 确定您的工作姿势是安全的。
烟雾和气体 — 能够危及健康。
- 让头部避开烟雾。
- 使用通风或在电弧处的抽吸,或两者并用,把烟气导离您的呼吸区和整个区域。
弧光— 能够伤害眼睛和烧伤皮肤。
- 保护眼睛和身体。使用正确的焊接或等离子切割屏蔽和滤光镜,并穿防护服。
- 用适当的屏蔽或幕帘保护旁人。
火灾危害
- 火星(飞溅物)能够引发火灾。请确定附近没有易燃材料。
噪声 — 过大的噪声能够损害听力。
- 保护您的耳朵。使用耳套或其他听力保护装置。
- 告诫旁人有此风险。
焊接和等离子切割能够让您自己或他人受伤。焊接或切割时务请采取预防
措施。请取得雇主的安全做法,后者应基于制造商的危害数据而制定。
故障 — 如遇故障请寻求专家协助。
在安装或操作之前,请务必通读并理解本说明手册。
注意
注意
为了避免人身伤害和(或)设备毁损,
请使用如图所示的起吊方法和挂钩点。
请保护自己与他人!
本产品只限用于等离子切割。任何其他使用均可能导致人身伤
害和(或)设备毁损。
6

第2节 安装
2.0 PT-36R直连割炬的气体软管连接
1 - 保护气体连接 - 阴5/8-18右旋(带右旋螺纹)。
2 - 水冷供电电缆 2a - 阳7/8-14左旋(带左旋螺纹)。
2b - 阳5/8-18左旋(带左旋螺纹)。
3 - 引弧电缆 - 与起弧器箱连接。
4 - 等离子气体连接 - 阳5/8-18右旋B-IG (带右旋螺纹的“B”惰性气体接头)。
3
引弧电缆
割炬引线上的黄铜螺母(951188)
连接到黄铜张力释放套(33053)
2a
供电电缆
2b
4
引弧电缆管接头
零件号:0558009992
(已附带硬件)
保护气体软管
1
等离子气体软管
7

第2节 安装
PT-36等离子割炬
7.54英寸
(191.5mm)
6.17英寸
(156.7mm)
夹持时必须离开割炬头1.25英寸(31.7毫米)以上;而
且必须夹在割炬的绝缘体上
9.13英寸
(231.9mm)
10.50英寸(266.7mm)
(皮套长度)
注意:
2.00英寸
(50.8mm)
8

第3节 切割数据
3.0 PT-36R直连割炬切割数据(英制)
PT-36R
直连割炬
英制
切割数据
9

第3节 切割数据
10

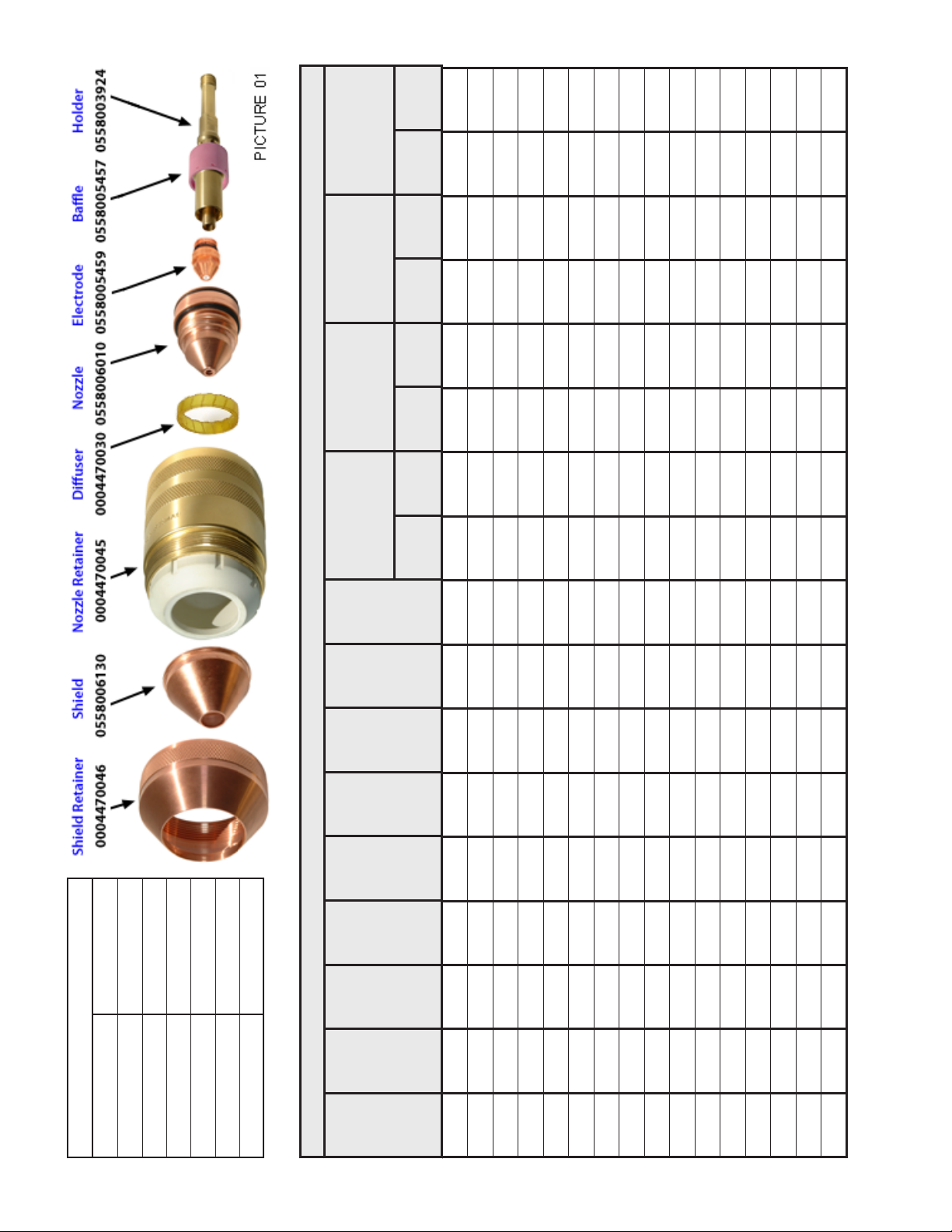
柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 铝
安培 55
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.125 110 0.045 160 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.100 130 0.045 155 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.160 95 0.045 160 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.250 70 0.045 160 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.200 80 0.045 160 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
1
PicNo
11

柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 铝
安培 100
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.200 120 0.095 151 0.160 0.375 0.187 0.1 0.5 0 0 29 45 65 65 0 0
0.375 70 0.110 174 0.160 0.375 0.250 0.6 0.8 0 0 29 45 85 85 0 0
0.250 100 0.100 154 0.160 0.375 0.187 0.4 0.5 0 0 29 45 65 65 0 0
0.500 50 0.110 183 0.160 0.375 0.312 0.6 0.8 0 0 29 45 85 85 0 0
0.750 30 0.115 189 0.160 0.500 0.312 0.7 0.9 0 0 29 45 65 65 0 0
0.625 40 0.112 186 0.160 0.500 0.312 0.6 0.9 0 0 29 45 85 85 0 0
21
PicNo
12

柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 铝
安培 150
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.200 200 0.110 148 0.160 0.375 0.187 0.2 0.4 0 0 29 40 85 85 0 0
0.375 105 0.130 159 0.160 0.375 0.250 0.2 0.4 0 0 29 40 65 65 0 0
0.250 140 0.110 149 0.160 0.375 0.187 0.2 0.4 0 0 29 40 85 85 0 0
0.500 80 0.140 174 0.160 0.375 0.312 0.3 0.5 0 0 29 40 85 85 0 0
0.750 45 0.140 180 0.160 0.500 0.312 0.5 0.5 0 0 29 40 65 65 0 0
0.625 65 0.140 177 0.160 0.500 0.312 0.6 0.5 0 0 29 40 85 85 0 0
1.000 30 0.150 184 0.160 0.500 0.312 0.7 0.5 0 0 29 40 65 65 0 0
22
PicNo
13
柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 碳钢
安培 55
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.125 180 0.045 145 0.160 0.160 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.100 220 0.040 140 0.160 0.160 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.160 137 0.045 150 0.160 0.160 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.250 80 0.045 155 0.160 0.160 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.200 95 0.045 150 0.160 0.160 0.120 0.1 0.5 0 0 50 58 65 65 0 0
1
PicNo
14

柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 碳钢
安培 100
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.200 150 0.118 148 0.160 0.375 0.125 0.3 0.5 0 0 29 45 110 110 0 0
0.375 65 0.126 162 0.160 0.375 0.187 0.4 0.5 0 0 29 45 85 85 0 0
0.250 120 0.122 154 0.160 0.375 0.156 0.4 0.5 0 0 29 45 85 85 0 0
0.500 50 0.130 162 0.160 0.375 0.187 0.5 0.5 0 0 29 45 65 65 0 0
0.750 20 0.146 184 0.160 0.500 0.312 0.7 0.5 0 0 29 45 65 65 0 0
0.625 35 0.142 175 0.160 0.500 0.281 0.6 0.5 0 0 29 45 65 65 0 0
21
PicNo
15

柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 碳钢
安培 150
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.200 160 0.100 143 0.160 0.380 0.125 0.0 0.1 0 0 29 40 85 85 0 0
0.375 90 0.110 156 0.160 0.380 0.187 0.1 0.4 0 0 29 40 65 65 0 0
0.250 140 0.100 145 0.160 0.380 0.125 0.0 0.4 0 0 29 40 55 55 0 0
0.500 75 0.112 160 0.160 0.380 0.250 0.3 0.5 0 0 29 40 65 65 0 0
0.750 45 0.125 179 0.160 0.500 0.375 0.7 0.5 0 0 29 40 65 65 0 0
0.625 50 0.115 164 0.160 0.500 0.250 0.5 0.5 0 0 29 40 65 65 0 0
1.000 25 0.140 184 0.160 0.500 0.375 0.8 0.5 0 0 29 40 65 65 0 0
22
PicNo
16

柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 不锈钢
安培 55
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.125 105 0.047 143 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.100 150 0.047 140 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.160 77 0.047 147 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.250 45 0.050 155 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
0.200 50 0.047 150 0.160 0.120 0.120 0.1 0.5 0 0 50 58 65 65 0 0
1
PicNo
17

柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 不锈钢
安培 100
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.200 100 0.100 155 0.160 0.400 0.120 0.2 0.5 0 0 29 45 85 85 0 0
0.375 35 0.135 165 0.160 0.400 0.200 0.6 0.8 0 0 29 45 85 85 0 0
0.250 55 0.115 154 0.160 0.400 0.120 0.4 0.5 0 0 29 45 85 85 0 0
0.500 25 0.140 180 0.160 0.400 0.300 0.6 0.8 0 0 29 45 65 65 0 0
0.750 10 0.150 189 0.160 0.500 0.300 0.7 0.9 0 0 29 45 65 65 0 0
0.625 18 0.145 186 0.160 0.500 0.300 0.8 0.5 0 0 29 45 65 65 0 0
21
PicNo
18

柄
导流件
切割
立英尺/时
SG-2
保护气体
启动
立英尺/时
切割
(磅/平方英寸)
SG-1
保护气体
启动
(磅/平方英寸)
电极
喷嘴
分流环
喷嘴锁件
切割
(磅/平方英寸)
PG-2
等离子气体
启动
(磅/平方英寸)
切割
(磅/平方英寸)
PG-1
等离子气体
启动
(磅/平方英寸)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(英寸)
穿孔
高度
(英寸)
保护罩锁件 保护罩
生产
材料 不锈钢
安培 150
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(英寸)
电弧
电压
切缝
(英寸)
(英
速度
寸/分)
厚度
(英寸)
0.200 200 0.100 138 0.160 0.375 0.125 0.1 0.5 0 0 29 40 85 85 0 0
0.375 95 0.120 155 0.160 0.375 0.250 0.3 0.5 0 0 29 40 65 65 0 0
0.250 165 0.105 146 0.160 0.375 0.187 0.3 0.5 0 0 29 40 65 65 0 0
0.500 60 0.125 163 0.160 0.375 0.312 0.4 0.5 0 0 29 40 65 65 0 0
0.750 25 0.140 175 0.160 0.500 0.375 0.8 0.5 0 0 29 40 65 65 0 0
0.625 40 0.130 169 0.160 0.500 0.312 0.4 0.5 0 0 29 40 65 65 0 0
1.000 15 0.145 185 0.160 0.500 0.375 1.0 0.5 0 0 29 40 65 65 0 0
22
PicNo
19

第3节 切割数据
20

第3节 切割数据
3.1 PT-36R直连割炬切割数据(公制)
PT-36R
直连割炬
公制
切割数据
21

22

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 铝
安培 55
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
3 2794 1.2 160 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
厚度
(毫米)
2.5 3302 1.2 155 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
4 2413 1.2 160 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
6 1778 1.2 160 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
5 2032 1.2 160 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
1
PicNo
23

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 铝
安培 100
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
5 3048 2.4 151 4 10 4.7 0.1 0.5 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
厚度
(毫米)
6 2540 2.5 154 4 10 4.7 0.4 0.5 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
13 1270 2.8 183 4 10 7.9 0.6 0.8 0.00 0.00 2.00 3.10 5.86 5.86 0.00 0.00
10 1778 2.8 174 4 10 6.4 0.6 0.8 0.00 0.00 2.00 3.10 5.86 5.86 0.00 0.00
19 762 2.9 189 4 13 7.9 0.7 0.9 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
16 1016 2.8 186 4 13 7.9 0.6 0.9 0.00 0.00 2.00 3.10 5.86 5.86 0.00 0.00
21
PicNo
24

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 铝
安培 150
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
6 3556 2.8 149 4 10 4.7 0.2 0.4 0.00 0.00 2.00 2.76 5.86 5.86 0.00 0.00
厚度
(毫米)
5 5080 2.8 148 4 10 4.7 0.2 0.4 0.00 0.00 2.00 2.76 5.86 5.86 0.00 0.00
13 2032 3.6 174 4 10 7.9 0.3 0.5 0.00 0.00 2.00 2.76 5.86 5.86 0.00 0.00
10 2667 3.3 159 4 10 6.4 0.2 0.4 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
19 1143 3.6 180 4 13 7.9 0.5 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
16 1651 3.6 177 4 13 7.9 0.6 0.5 0.00 0.00 2.00 2.76 5.86 5.86 0.00 0.00
25 762 3.8 184 4 13 7.9 0.7 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
22
PicNo
25

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 碳钢
安培 55
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
4 3492 1.1 150 4 4 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
5 2413 1.1 150 4 4 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
3 4572 1.1 145 4 4 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
厚度
(毫米)
2.5 5588 1.0 140 4 4 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
6 2032 1.1 155 4 4 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
1
PicNo
26

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 碳钢
安培 100
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
5 3810 3.0 148 4 10 3.2 0.3 0.5 0.00 0.00 2.00 3.10 7.58 7.58 0.00 0.00
厚度
(毫米)
6 3048 3.1 154 4 10 4.0 0.4 0.5 0.00 0.00 2.00 3.10 5.86 5.86 0.00 0.00
13 1270 3.3 162 4 10 4.7 0.5 0.5 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
10 1651 3.2 162 4 10 4.7 0.4 0.5 0.00 0.00 2.00 3.10 5.86 5.86 0.00 0.00
16 889 3.6 175 4 13 7.1 0.6 0.5 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
20 508 3.7 184 4 13 7.9 0.7 0.5 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
21
PicNo
27

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 碳钢
安培 150
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
6 3556 2.5 145 4 10 3.2 0.0 0.4 0.00 0.00 2.00 2.76 3.79 3.79 0.00 0.00
厚度
(毫米)
5 4064 2.5 143 4 10 3.2 0.0 0.1 0.00 0.00 2.00 2.76 5.86 5.86 0.00 0.00
13 1905 2.8 160 4 10 6.4 0.3 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
10 2286 2.8 156 4 10 4.7 0.1 0.4 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
16 1270 2.9 164 4 13 6.4 0.5 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
20 1143 3.2 179 4 13 9.5 0.7 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
25 635 3.6 184 4 13 9.5 0.8 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
22
PicNo
28

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 不锈钢
安培 55
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
3 2667 1.2 143 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
厚度
(毫米)
2.5 3810 1.2 140 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
4 1968 1.2 147 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
6 1143 1.3 155 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
5 1270 1.2 150 4 3 3.0 0.1 0.5 0.00 0.00 3.40 4.00 4.50 4.50 0.00 0.00
1
PicNo
29

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 不锈钢
安培 100
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
6 1397 2.9 154 4 10 3.0 0.4 0.5 0.00 0.00 2.00 3.10 5.86 5.86 0.00 0.00
厚度
(毫米)
5 2540 2.5 155 4 10 3.0 0.2 0.5 0.00 0.00 2.00 3.10 5.86 5.86 0.00 0.00
13 635 3.6 180 4 10 7.6 0.6 0.8 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
10 889 3.4 165 4 10 5.1 0.6 0.8 0.00 0.00 2.00 3.10 5.86 5.86 0.00 0.00
16 457 3.7 186 4 13 7.6 0.8 0.5 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
20 254 3.8 189 4 13 7.6 0.7 0.9 0.00 0.00 2.00 3.10 4.48 4.48 0.00 0.00
21
PicNo
30

柄
导流件
切割
(立方米/小时)
SG-2
保护气体
启动
(立方米/小时)
切割
(巴)
SG-1
保护气体
启动
(巴)
电极
喷嘴
分流环
喷嘴锁件
切割
(巴)
PG-2
等离子气体
启动
(巴)
切割
(巴)
PG-1
等离子气体
启动
(巴)
延迟
AHC
(秒)
穿孔
延迟
(秒)
切割
高度
(毫米)
穿孔
高度
(毫米)
保护罩锁件 保护罩
生产
材料 不锈钢
安培 150
气体选择 8
启动气体 空气
切割气体 空气
保护气体-1 空气
保护气体-2 无
ESAB Welding and Cutting Products
初始
高度
(毫米)
电弧
电压
切缝
(毫米)
速度
分钟)
(毫米/
6 4191 2.6 146 4 10 4.7 0.3 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
厚度
(毫米)
5 5080 2.5 138 4 10 3.2 0.1 0.5 0.00 0.00 2.00 2.76 5.86 5.86 0.00 0.00
13 1524 3.2 163 4 10 7.9 0.4 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
10 2413 3.0 155 4 10 6.4 0.3 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
16 1016 3.3 169 4 13 7.9 0.4 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
20 635 3.6 175 4 13 9.5 0.8 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
25 381 3.7 185 4 13 9.5 1.0 0.5 0.00 0.00 2.00 2.76 4.48 4.48 0.00 0.00
22
PicNo
31

notes

notes

notes
34

revision history
1. Original release - 08/2011.
2. Revision 09/2011 - minor updates to connection diagram per K. Li.
3. Revision 03/2012 - add torch dimensions per K. Li.
35

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-- Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
 Loading...
Loading...