


HU
ESP-150
Kezelési utasítások
Valid for serial no. 015-xxx-xxxx0558 004 122 HU 20110708

-2-

1 BIZTONSÁG 4.......................................................
2 BEVEZETÉS 6.......................................................
2.1 A berendezés 6.............................................................
2.2 Funkciók 6.................................................................
3MŰSZAKI ADATOK 7................................................
4 TELEPÍTÉS 7........................................................
4.1 Ellenőrzés szállításkor, és a berendezés elhelyezése 8...........................
4.2 Hálózati áramellátás 10.......................................................
4.3 A plazmavágó pisztoly csatlakoztatása 13.......................................
4.4 Gázcsatlakozás 15...........................................................
4.5 A testkábel bekötése 16.......................................................
5 ÜZEMELTETÉS 17....................................................
5.1 Vezérlő eszköz és kijelzők18..................................................
5.2 Az áramforrás beállítása 20....................................................
5.3 Ajánlott gáz és áramerősség 21................................................
6 KARBANTARTÁS 22..................................................
6.1 Ellenőrzés és tisztítás 22......................................................
6.2 A hűtőközeg feltöltése 23......................................................
6.3 Áramlásszabályozás 23.......................................................
6.4 A szikraköz beállítása 24......................................................
7 HIBAKERESÉS 24....................................................
8 PÓTALKATRÉSZEK RENDELÉSE 25...................................
KAPCSOLÁSI RAJZ 27...................................................
RENDELÉSI SZÁM 31....................................................
TARTOZÉKOK 32........................................................
Fenntartjuk az elözetes bejelentés nélküli változtatás jogát.
TOCu
-3-

HU
1 BIZTONSÁG
Az ESAB hegesztőkészülék használói végső soron maguk felelnek azért, hogy bárki, aki a
berendezést használja, vagy annak közelében dolgozik, minden vonatkozó biztonsági
óvintézkedést betartson. A biztonsági óvintézkedéseknek meg kell felelniük az adott típusú
hegesztőkészülékre vonatkozó követelményeknek. A munkahelyen alkalmazandó szokásos
előírások mellett a következő ajánlásoknak kell eleget tenni:
Minden munkát szakképzett személynek kell végeznie, aki jól ismeri a hegesztőkészülék
működését. A hegesztőkészülék szabálytalan üzemeltetése veszélyhelyzetet teremthet, és a
készüléket üzemeltető sérülését, vagy a készülék meghibásodását eredményezheti.
1. Mindenkinek, aki a hegesztőkészüléket üzemelteti, tisztában kell lennie a következőkkel:
S a hegesztőkészülék működésével,
S a vészkapcsolók helyével,
S azok funkciójával,
S a vonatkozó biztonsági óvintézkedésekkel,
S a hegesztés menetével.
2. A készülék üzemeltetőjének biztosítania kell, hogy
S illetéktelen személy ne tartózkodjon a készülék hatósugarában, amikor azt beindítják,
S a hegesztőív közelében mindenki használja a védőeszközöket.
3. A munkahely legyen
S munkavégzésre alkalmas,
S huzatmentes,
4. Egyéni védőeszközök
S Mindig használja az ajánlott egyéni védőeszközöket, azaz a védőszemüveget, a
tűzálló védőruhát és a védőkesztyűket.
S Ne viseljenek laza ruhadarabokat, például sálat, vagy karkötőt, gyűrűt, stb., ami
beakadhat vagy égési sérülést okozhat.
5. Általános óvintézkedések
S Ellenőrizzük, hogy a visszavezető kábel csatlakozása rendben van-e.
S Nagyfeszültségű berendezésen csak szakképzett villanyszerel
S Jól látható jelöléssel ellátott, megfelelő tűzoltó készülék legyen kéznél.
S Üzemeltetés közben a készüléken nem végezhető olajozás és karbantartás.
ő dolgozhat.
bp04du1
-4-
© ESAB AB 2010

HU
FIGYELEM!
Ívhegesztés és vágás sérülésveszélyes lehet önre és környezetére. Legyen óvatos hegesztéskor
és vágáskor. Tartsa be a biztonsági előírásokat melyek a gyártó figyelmeztető szövegeire
épülnek.
ÁRAMÜTÉS - Halálos lehet
S Az előírásoknak megfelelően kösse be és földelje a berendezést.
S Ne nyúljon feszültség alatti részekhez vagy elektódákhoz csupasz kézzel vagy nedves
védőberendezéssel.
S Szigetelje el önmagát a földtől és a munkadarabtól.
S Biztosítson magának biztos munkahelyzetet.
FÜST ÉS GÁZ - Veszélyes lehet egészségére
S Tartsa távol arcát a füsttől.
S Szellőztessen és szivassa el a füstöt és gázt a munkakörnyezetből
ÍV - Megsértheti a szemet és égési sebet okozhat a bőrön
S Óvja a szemét és testét. Használjon szűrőbetétes hegesztő pajzsot és viseljen védőöltözetet.
S Védje a környezetét fallal vagy függönnyel.
TŰZVESZÉLY
S Szikra tüzet okozhat. Ezért távolítson el minden éghetőt a munkakörnyezetből.
ZAJ - Erős zaj hallási sérülést okozhat
S Védje a fülét. Használjon füldugót vagy más hallásvédőt.
S Figyelmeztesse a környezetben tartózkodókat a veszélyre.
HIBA ESETÉN - Forduljon szakemberhez
Olvassa el figyelmesen a használati utasítást a bekötés és használatvétel előtt
VÉDJE ÖNMAGÁT ÉS KÖRNYEZETÉT!
FIGYELEM!
Ne használja a hegesztő berendezést befagyott csövek kiolvasztására!
VIGYÁZAT!
“Class A" osztályú berendezés nem használható lakókörnyezetben, ahol
a tápellátás a kisfeszültségű hálózaton keresztül biztosított. A vezetett,
valamint a sugárzott zavarás következtében ezeken a helyeken
potenciális nehézséget okozhat “Class A" osztályú berendezés
elektromágneses kompatibilitásának biztosítása.
VIGYÁZAT!
Ez a termék kizárólag csak ívhegesztésre alkalmas.
VIGYÁZAT!
Figyelmesen olvassa el és ismerje meg a
használati útmutatót a hálózatra kapcsolás és a
használatbavétel előtt.
bp04du1
-5-
© ESAB AB 2010

HU
Az elektromos berendezéseket újrahasznosító létesítményben helyezze el!
Az elektromos és elektronikus berendezések hulladékairól szóló 2002/96/EK
irányelvre és annak a nemzeti jogszabályok szerinti végrehajtására tekintettel az
elektromos és/vagy elektronikus berendezéseket hasznos élettartamuk leteltével
újrahasznosító létesítményben kell elhelyezni.
Miután ön felel a berendezésért, az ön feladata, hogy tájékoztatást szerezzen a
jóváhagyott begyűjtőhelyekről.
További tájékoztatásért forduljon a legközelebbi ESAB forgalmazóhoz.
Az ESAB minden hegesztéshez szükséges védőeszközt és kiegészítőtkínál.
2 BEVEZETÉS
Az ESP-150 plazma áramforrásés a PT-26 plazmavágó teljes és biztonságos
plazmavágó rendszert alkot , amely vágáshoz és faragáshoz használható.
A termékkel kapcso lato s ESAB tartozékok a 32. oldalon találhatók.
2.1 A berendezés
Az áramforrást az alábbi tartozékokkal együtt szállítják:
S Használati utasítás
2.2 Funkciók
S Nagy sebességű vágás legfeljebb 50 mm-ig.
S Vágás levegővel, nitrogénnel, vegyes argon/hidrogén vagy nitrogén/hidrogén
gázzal.
S Túlmelegedés elleni védelem.
S Hálózati feszültség kompenzáció.
S Kiegészítő funkció, automatikus szakaszos vágás, folyamatos működés
engedélyezése rácsozat, méhsejtlemez, tartós rosta vágása során stb.
S A berendezés hordozhatóságát kerekek és gázpalacktartó teszik lehetővé.
bp04du1
-6-
© ESAB AB 2010

HU
3MŰSZAKI ADATOK
ESP 150
Hálózati feszültség
Primer áram I
Üresjárati teljesítmény 600 W
Beállítási tartomány
Megengedett terhelés
40 %-os b.i. esetén
60 %-os b.i. esetén
100 %-os b.i. esetén
Hatékonyság maximális áram esetén 54 %
Üresjárati feszültség U
Üzemi hőmérséklet
Szállítási hőmérséklet
Befoglaló méretek (hossz x szélesség x
magasság)
Tömeg 360 kg
Szigetelési osztály, transzformátor H
Védelmi osztály IP 21
max.
0
3μ 380–400 / 415 V ±10 % 50 Hz
78 A, 380–400 V, 71 A, 415 V
25 A/90 V–150 A/140 V
150 A / 140 V
120 A / 128 V
110 A / 124 V
370 V
–10-től 40 °C-ig
–20-tól 55 °C-ig
1016 x 552 x 800 mm
Működési ciklus
Aműködési ciklus százalékban kifejezve arra az időtartamra utal egy tízperces időszakon belül,
ameddig túlterhelés nélkül meghatározott terheléssel hegeszthet, illetve vághat. A működési ciklus
40 °C-ra van tervezve.
A takarólemez osztályba sorolása
Az IP-kód a takarólemez osztályba sorolását adja meg, vagyis a szilárd testek, illetve a víz
behatolása elleni védelmet. Az IP 21 jelű berendezés beltéri használatra szolgál.
4 TELEPÍTÉS
A gép bekötését csak szakember végezheti.
A helyes telepítés igen fontos az üzemzavarmentes működés és a jó vágási
eredmények érdekében. Figyelmesen olvassa el és tartsa be az e fejezetben leírt
összes lépést.
FIGYELEM!
AZ ÁRAMÜTÉS HALÁLT OKOZHAT! Tegyen megfelelő óvintézkedéseket az
áramütés megelőzése érdekében. Ügyeljen rá, hogy minden áramellátás ki legyen
kapcsolva
csatlakozó kábelét a csatlakozó aljzatból, mielőtt bármilyen elektromos
csatlakoztatást végezne az áramforrásban.
– kapcsolja le a fali csatlakozónál lévő kapcsolót és húzza ki a készülék
bp04du1
-7-
© ESAB AB 2010

HU
FIGYELEM!
Nagyon fontos, hogy a készülékváz csatlakoztatva legyen jóváhagyott elektromos
védőföldeléshez, hogy megelőzze az áramütést és az elektromos baleseteket.
Ügyeljen rá, hogy a védőföldelés tévedésből ne valamelyik fázisvezetőre legyen
csatlakoztatva.
FIGYELEM!
A rossz csatlakozás vagy a visszatérő kábel munkadarabhoz történő
csatlakoztatásának elmulasztása halálos áramütést okozhat.
Ha a munkadarab nincsen földelve, az F3 biztosíték, valamint a CB1 kapcsoló
működésbe lép és kikapcsolja az áramforrást.
FIGYELEM!
NE indítsa be a készüléket, ha a burkolat el van távolítva.
NE csatlakoztassa a készüléket, ha az mechanikai feszültségnek van kitéve, vagy ha
a a kezében tartja vagy szállítja.
NE érjen hozzá a plazmavágó pisztoly egyetlen részéhez sem, amikor a készülék
csatlakoztatva van az elektromos hálózathoz.
VIGYÁZAT!
Ez a termék ipari használatra készült. Lakásban és irodai környezetben rádiófrekvenciás
vételi zavart okozhat. Az üzemeltető kötelessége, hogy megtegye a megfelelő
óvintézkedéseket.
FIGYELEM!
Az áramforrást legalább 3 méterre helyezze el a vágás helyétől, mert a szikrák és a
szétfreccsenő salak károsíthatják a berendezést.
4.1 Ellenőrzés szállításkor, és a berendezés elhelyezése
1. Távolítsa el a csomagolást, de a szállítócsavarokat hagyja a helyükön.
Ellenőrizze a készüléket, hogy nincs-e olyan sérülése, amely az átvételkor
azonnal észlelhető. Haladéktalanul jelentsen minden sérülést a szállító
vállalatnak.
bp04du1
-8-
© ESAB AB 2010

HU
2. Ellenőrizze, hogy van-e bármilyen különálló alkatrész a csomagolásban.
Ellenőrizze, hogy a burkolat hátsó panelén a légcsatornáit nem zárja-e el
csomagolóanyag-darab, ami megakadályozhatja, hogy a levegő keresztüláramoljon az áramforráson.
Az áramforrás emelőfüllel rendelkezik és könnyen felemelhető. Ellenőrizze, hogy
a használni tervezett emelőberendezés elviseli-e az áramforrás tömegét. A
tömegaMŰSZAKI ADATOK között található.
FIGYELEM!
A terméket emelővillás targoncával vagy
a következők szerint kell felemelni:
3. Szerelje fel a kerékkészletet az áramforrásra a készlettel együtt szállított
utasításban leírtak szerint.
4. Úgy helyezze el az áramforrást, hogy a hűtőlevegő bemeneti és kimeneti
nyílásai ne legyenek elfedve. A faltól vagy más akadálytól megengedett
minimális távolság 60 cm.
Légszűrők nem használhatók – bármilyen légszűrő telepítése vagy felszerelése
akadályozza a hideg levegő áramlását és a túmelegedés veszélyével jár. A
légszűrők használata - típustól függetlenül - érvényteleníti a garanciát.
5. A vágáshoz tiszta és száraz levegőt biztosító levegőforrás szükséges, legalább a
következő paraméterekkel: 7,08 m3/h, 76 KPa (11 psi). A vágáshoz használt
levegő nyomása nem haladhatja meg a 1000 KPa-t (150 psi), ami a
berendezéssel együtt szállított szűrő-szabályzó maximális beömlő nyomása.
bp04du1
-9-
© ESAB AB 2010

HU
4.2 Hálózati áramellátás
1. A kapcsolónál (fali csatlakozó vagy hasonló) lennie kell biztonságosan szerelt,
biztosítékkal ellátott áramköri megszakítónak, lásd az 1. ábrát. A csatlakozó
kábelnek szigetelt rézvezetőkkel kell rendelkeznie – három fázisvezetővel és
védőföldeléssel. Vastag gumi szigetelésű kábel használható. A kábel merev
kábelvezető csőben vagy rugalmas kábelcsatornában vezethető. A megfelelő
vezetők és biztosítékok méretezése az 1. táblázatban található, lásd 10. oldal.
1. ábra. Tipikus telepítés a felhasználó átal biztosított háromfázisú áramköri megszakító dobozzal,
csatlakozóval és dugóval.
Ajánlott biztosíték mérete és a minimális kábelkeresztmetszet
ESP 150 50 Hz
Feszültség 380 - 400 V 415 V
A hálózati kábel kereszt-
metszetemm
Primer áram I
Biztosíték, túláram-védelem 100 A 90 A
1. táblázat
2
1eff
4G25 4G16
49 A 44 A
MEGJEGYZÉS! A fentiekben bemutatott kábelkeresztmetszeti értékek és biztosíték méretek
megfelelnek a svéd előírásoknak. Az áramforrást a vonatkozó nemzeti rendeletekkel összhangban
kell használni.
bp04du1
-10-
© ESAB AB 2010

HU
2. Az áramforrás gyárilag a legmasabb csatlakoztatható feszültségre van beállítva.
Ha a készüléket bármilyen más áramforrásról üzemeltetik, az áramforrás
csatlakozótáblájának jumpereit az adott feszültségnek megfelelő állásba kell
állítani. A jumperek különböző állását a 2a ábra és a 2b ábra mutatja be. A
kapcsolótábla akkor válik hozzáférhet ővé, ha a baloldali szerelőajtót leemelik.
2 a ábra. A 380/415 V váltakozó árammal
működő modellek kapcsolótáblája, 380
váltakozó áramra konfigurálva.
1 4 eres kábel (a vevő
biztosítja)
4. ábra. Hálózati tápkábel csatlakozás.
2 Zöld/sárga vezető 3 Fő földcsatlakozó
–400 V
2 b ábra. A 380/415 V váltakozó árammal
működő modellek kapcsolótáblája, 415 V
váltakozó áramra konfigurálva.
bp04du1
-11-
© ESAB AB 2010

HU
3. Vezérlés kiválasztása önálló elosztódobozzal: Az áramforrást J4 MAN ( kézi)
foglalathoz csatlakoztatott P45 csatlakozóval szállítják (a plazmavágó gázait és
a plazmavágót közvetlenül csatlakoztatják az áramforráshoz). Ha az áramforrást
önálló elosztódobozzal használják, a P45-öt J5 MECH (mechanikus) foglalathoz
kell csatlakoztatni.
Szállítási konfiguráció–P45 a J4 (MAN)-hoz
csatlakoztatva.
5. ábra. Manuális, illetve mechanikus üzem.
P45 áthelyezve a J5 (MECH)-be, amikor az
önálló elosztódobozt elmozdítják.
bp04du1
-12-
© ESAB AB 2010

HU
HIBA
JEL
A CNC
EGYSÉGHEZ
GÁZÖBLÍTÉS
JEL
A CNC
EGYSÉGTŐL
J1 TERMINÁL
ÍVGYÚJTÓ
JEL
A CNC
EGYSÉGHEZ
PLAZMA ST ART
JEL
A CNC
EGYSÉGTŐL
*) VÉSZHELYZETI
STOP JEL
A CNC
EGYSÉGTŐL
ÍVFESZÜLTSÉG
JEL
TELJESÍTMÉNYOS
ZTÓ 20:1
* MEGJEGYZÉS Ha a CNC egység vészleállító kapcsolója nem rendelkezik megszakító
csatlakozóval, egy jumpert kell elhelyezni a TB1-16 és a TB1-20 között.
6. ábra. A J1 távvezérlő csatlakozótű-konfigurációja a CNC egység csatlakoztatásához.
Megjegyzés! J1 Megfelelő dugó és
bilincs
A VEVŐ ÁLTAL BIZTOSÍTOTT
KÁBEL
14 tűs közvetlen
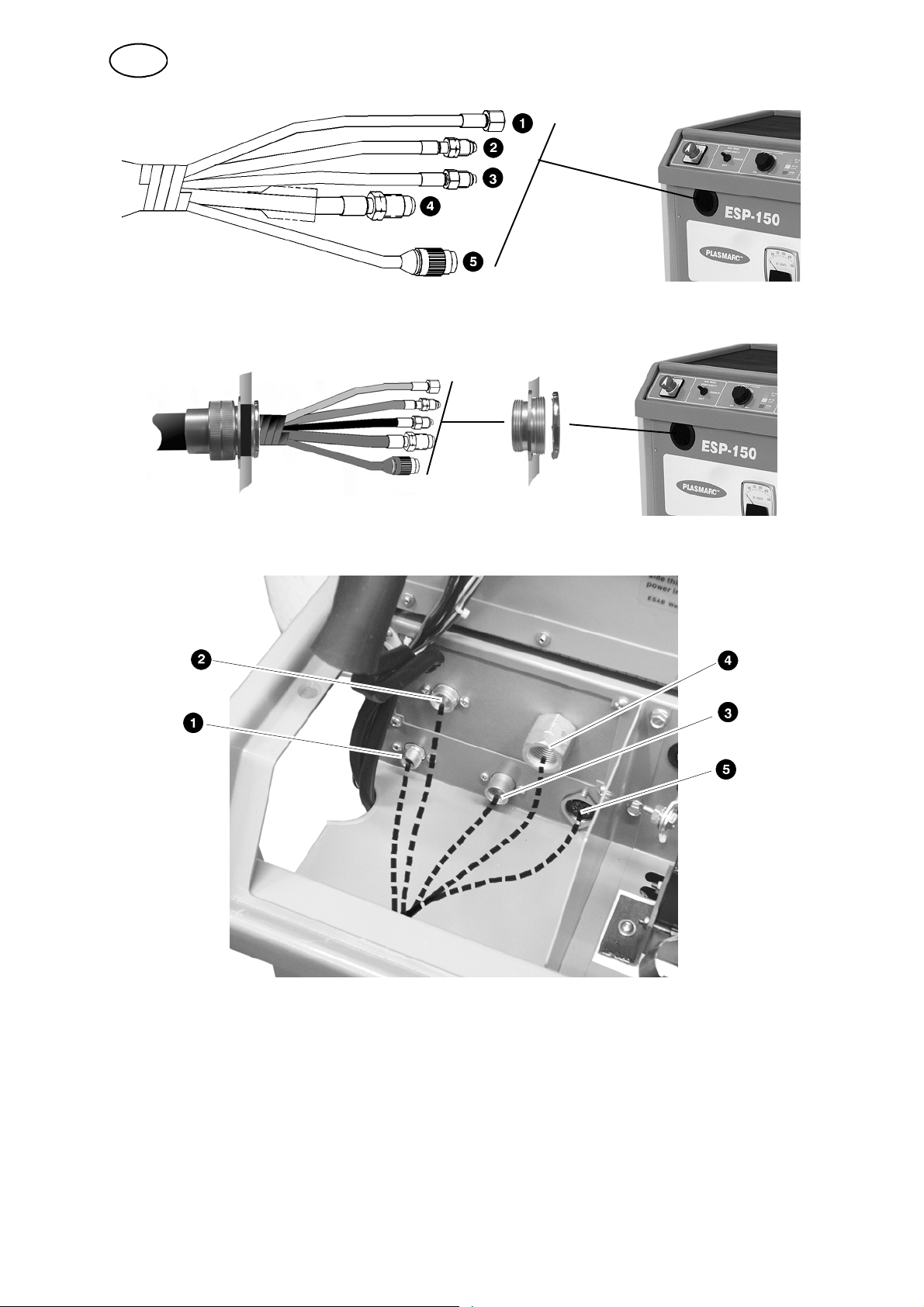
4.3 A plazmavágó pisztoly csatlakoztatása
1. A plazmavágó pisztoly csatlakoztatását lásd a 7. és a 8. ábrán.
a. Ha csak ívgyújtási jel szükséges, a szállított távvezérlő kapcsolót
(opcionális) a kapcsoló elején, a kapcsolótábla plazmavezérlő
csatlakozójához kell csatlakoztatni, lásd a 8. ábrát.
b. Ha PT-26 egyenes típusú plazmavágót kívánnak használni mechanikus
CNC üzemben, a tűk konfigurálását lásda 6. ábrán, tekintettel a be- és
kimeneti jelekre, illetve lásd az 5. ábrát a vezérlési módszer kiválasztását
illetően.
bp04du1
-13-
© ESAB AB 2010
HU
7. ábra. Ha a plazmavágót manuálisan kívánja használni, a csatlakozó kábeleket vezesse be az
ESP-150 elején lévő gumi tömítőgyűrűn keresztül és csatlakoztassa az ábra szerint.
8. ábra. Amennyiben mechanikus üzem alkalmazandó védőgázas egyenes plazmavágóval, távolítsa
el a gumitömítést, illessze be a karimát a készülék elején lévő panelbe és rögzítse a záróanyával.
1 Védőgáz 4
2 Víz BE (+) (pilotív) 5 A plazmavágó vezérlő csatlakozója
3 Plazma/startgáz
9. ábra. A plazmavágó pisztoly csatlakoztatása
bp04du1
-14-
Víz KI(
–
) (plazmavágó)
© ESAB AB 2010

HU
4.4 Gázcsatlakozás
1. Csatlakoztassa a gázellátást. A gázpalackok elhelyezhetők és rögzíthetőkaz
áramforrás gázpalackállványán. Az adott nyomáscsökkentővel együtt szállított
útmutató szerint csatlakoztassa a megfelelő nyomáscsökkentőt.
2. Csatlakoztassa a gáztömlőket a nyom áscsökkentőkhöz és a megfelelő
gázcsatlakozásokhoz (opcionális: adapterek levegőhöz, 19 x 54 for Ar/H2) az
áramforrás hátulján. A csatlakozásokat csavarkulccsal húzza meg. A
használaton kívüli terminálokat dugaszolja be és a dugókat húzza meg
csavarkulccsal. Lásd a 11. ábrát.
1 0. ábra. Légszűrő-szabályzó csatlakozások.
*) Plazmagáz használatakor CSAK a bemenetek egyikéhez csatlakozzon, SOHA ne mindkettőhöz.
1 Startgáz 2 Vágáshoz használt gáz 3 Védőgáz
1 1. ábra. Gázcsatlakozások.
bp04du1
-15-
© ESAB AB 2010

HU
4.5 A testkábel bekötése
1. Csatlakoztassa a testkábel végét a testkábel kábelcsatlakozójához balra lent, az
áramforrás elején.
2. Elektromosan csatlakoztassa a testkábel csatlakozóját a munkadarabhoz. A
csatlakozást tiszta, fémes felületen kell létrehozni, amely szennyeződésmentes,
és nincs rajta festék, r ozsda, reve stb.
1 Munkapad 2 Testkábel 3 PT-26 plazmavágó
pisztoly
bp04du1
-16-
© ESAB AB 2010

HU
5 ÜZEMELTETÉS
A berendezés kezelésére vonatkozó általános biztonsági előírások a 4.
oldaltól olvashatók. Mielőtt beüzemelné a berendezést, olvassa végig!
FIGYELEM!
Haafelső, csuklós fedél alatti kapcsoló leoldott, veszélyes feszültség lehet a
testkábel és a földelés között. Ennek általában az az oka, ha gyenge vagy
megszakadt az érintkezés a testkábel és a munkadarab között. A testkábelnek
mindig eletromos kapcsolatban kell lennie a munkadarabbal, különben fennáll az
áramütés veszélye.
FIGYELEM!
Mielőtt bármilyen beállítást vagy karbantartást végezne a plazmavágón, mindig
gondoskodjon róla, hogy ki legyen kapcsolva az áramellátása.
FIGYELEM!
Ha a fedél el van távolítva, az áramforrást semmilyen körülmények között NE
kapcsolja be. A burkolat nélküli üzemeltetés nem csak biztonsági kockázatot jelent,
hanem rontja a hűtést is, és ezért károsíthatha a berendezést.
Az oldalsó paneleknek zárva kell lenniük, amikor a berendezés áram alatt van.
A vágás megkezdése előtt vegye fel a megfelelő egyéni védőeszközt
viselni kell a hegesztősisakot és a kesztyűt.
A további biztonsági tájékoztatót lásd a 2. oldalon.
- mindig
FIGYELEM!
Afőkapcsoló a csuklós fedél alatt feszültség alatt van, amikor a csatlakozótábla is
feszültség alatt áll, még akkor is, ha a fő ÁRAMELLÁTÁS kapcsoló ki állásban van.
Ez a fejezet az áramforrás vezérlő eszközét és annak kezelését ismerteti, továbbá
javaslatokat ad a vágás minőségével kapcsolatban.
bp04du2
-17-
© ESAB AB 2010

HU
5.1 Vezérlő eszköz és kijelzők
1 Ahűtőközeg feltöltése 6 Főkapcsoló
2 Ahűtőközeg szintjelzője 7 A gáz kapcsolója
3 A testkábel bekötése 8 Az árambeállítás vezérlése
4 Amper- és voltméter 9 Jelzőlámpák
5 Csatlakozás a plazmavágóhoz
Az áramforrás frontpaneljén a jelzőlámpák az állapotot mutatják a plazmavágás
alatt. A jelzőlémpákat figyelve - a vágási folyamat előzetes ismerete alapján gyorsan elvégezheti a berendezésben a hibakeresést.
Ahhoz, hogy a jelzőlámpák működjenek, csatlakoztatni kell a helyes áramellátást, a
csatlakozó terminálon a jumpereket erre a tápfeszültségre kell konfigurálni, a
főkapcsolót be kell kapcsolni és a burkolatot megfelelően zárni kell.
A vezérlőpanel vezérlő eszközei és funkciói
ÁRAMELLÁTÁS BE/KI
Ahűtőventilátor, a hűtőegység és az üzemi áramkörök
főkapcsolója.
bp04du2
-18-
© ESAB AB 2010

HU
GÁZ ÜZEMMÓD
ÁRAMSZABÁLYOZÁS
Gáz üzemmód háromállású kapcsoló.
S A vágáshoz használt gáz nyomása és áramlása a
VÁGÁS [CUT] üzemmódban állítható be.
S Az indítás, a véd őgáz nyomása és a gáz áramlása a
START/VÉDELEM [START/SHIELD] üzemmódban
állítható be.
S Vágás során a kapcsolónak ÜZEM [OPERATE]
üzemmódban kell lennie.
A megfelelő vágási áram beállításának
szabályozása. Az alkalmazásra vonatkozó
információt lásd még 21 oldal.
Jelzőlámpák
'
TÚLMELEGEDÉS [OVER TEMP]
A túlmelegedést jelző lámpa akkor kezd világítani, ha az áramforrás egy
vagy több hőkioldója túlmelegedés miatt működésbe lépett. A
gáz-utóáramlás alatt a lámpa gyengébben világít.
Ha a lámpa világít, állítsa le a vágást, és hagyja lehűlni a berendezést.
Ha a lámpa annak ellenére világít, hogy nem következhetett be
túlmelegedés, vizsgálja meg a hőkioldókat és ellenőrizze, hogy nem
lazultak-e meg a csatlakozások.
KÉSZ/ALACSONY GÁZ [READY/LOW GAS]
bp04du2
A lámpa azt jelzi, hogy a berendezés üzemkész, de a plazmavágó kioldó
gomjának és a gáz üzemmód kapcsolónak is ez a kijelzője, továbbá
figyelmeztet az alapcsony gáznyomásra vagy az alacsony gázáramlásra is.
A lámpa akkor világít, amikor a hálózati kapcsoló be van kapcsolva, de a
berendezés nem üzemel (nem történik vágás). A lámpa folyamatosan
világít, amikor a gáz üzemmód kapcsoló VÁGÁS [CUT] üzemmódban van,
de akkor is, amikor a gázáramlás vagy gáznyomás megfelelően van
beállítva. A lámpa nem kapcsol ki, amikor a gáz üzemmód kapcsoló ÜZEM
[OPERATE] üzemmódba van kapcsolva (a gáz szolenoid szelepei zárva
vannak).
-19-
© ESAB AB 2010

HU
ÜZEM [OPERATE] üzemmódban a lámpa az ALACSONY GÁZ-ra [LOW GAS]
figyelmeztet. Ha a lámpa a plazmavágó kioldó gomjának megnyomása közben
világít, a gáz nyomása vagy áramlása túl alacsony.
MAGAS FREKVENCIA AKTIVÁLVA [HIGH FREQ ENERGIZED]
A lámpa akkor világít, amikor a berendezés ÜZEM [OPERATE]
üzemmódban van, és megnyomják a plazmavágó kioldó gombját. A
lámpának addig kell világítania, ameddig a plazmaív fennáll.
PLAZMAVÁGÓ BE
A lámpa akkor világít, amikor az áramforrásból kibocsátott feszültség
aktiválja és fenntartja a plazmaívet.
MEGJEGYZÉS! Ha a PLAZMAVÁGÓ BE [TORCH BE] lámpa világít,
soha ne érintse meg az elülső részeket, és ne végezzen beállítást a
plazmavágón még akkor sem, ha a főkapcsoló le van kapcsolva.
5.2 Az áramforrás beállítása
1. Lassan nyissa ki az összes gázszelepet.
2. ÜZEM [OPERATE] üzemmódban fordítsa a gáz üzemmód kapcsolót GÁZ MÓD
[GAS MODE] állásba, az áramforrás feszültségkapcsolóját ÁRAMELLÁTÁS KI
[POWER OFF] állásba.
3. A kapcsolót (fali csatlakozó vagy hasonló) kapcsolja be.
4. Állítsa a hálózati kapcsolót ÁRAMELLÁTÁS BE állásba. Az ÁRAMELLÁTÁS
[POWER] jelzőlámpának világítania kell és a hűtőventilátornak üzemelnie kell.
5. Amikor a GÁZ MÓD [GAS MODE] gázüzemmód-kapcsoló START/VÉDELEM
[START/SHIELD] módban van, a gáz szolenoid szelepei legyenek nyitva. Állítsa
a start/védőgáz nyomásszabályozón.
Állítsa a kapcsolót VÁGÁS [CUT] üzemmódba, és a vágáshoz használt gáz
nyomásszabályozóján.
6. Hagyja néhány percig áramolni a gázt, hogy kifújja a kondenzvizet a tömlőkből.
7. A GÁZ ÜZEMMÓD [GAS MODE] kapcsolót állítsa ÜZEM [OPERATE]
üzemmódba. Ezután a gázáramot ki kell kapcsolni.
8. Állítsa az ÁRAMSZABÁLYOZÁS [CURRENT CONTROL] gombot a kívánt
értékre.
bp04du2
-20-
© ESAB AB 2010

HU
5.3 Ajánlott gáz és áramerősség
Az alábbiakban megadjuk az általánosan használt fémekhez ajánlott gázt és
áramerősséget a legjobb vágási e redményekhez.
Szénacél Rozsdamentes acél
Legfeljebb 3,2 mm-ig
50–65 A, plazmagáz
levegő/védőgáz levegő.
Legfeljebb 3,2 mm-ig
50–65 A, plazmagáz
N2/védőgáz, N2 adja a
legjobb felületet kis
salakréteggel, 3,2
mm-es anyagon.
4,8–12,7 mm
12,7–50,8 mm
Szénacél Alumínium
3,2–9,6 mm
100 A, plazmagáz/védőgáz levegő. 100 A,
plazmagáz/védőgáz
levegő szintén jól
működik, de a 12.7
mm-es anyag alsó
szélén salak keletkezik.
150 A, plazmagáz/levegő
100 A, plazmagáz
N
/védőgáz N2nem jár
2
salakképződéssel 12,7
mm-en, vagy csak
kevés salak keletkezik,
és jó minőségű
anyagfelületet
eredményez.
100 A, plazmagáz/védőgáz levegő némi
salakképződéssel jár
az alsó szélen, de
durvább felületet
eredményez.
Legfeljebb 6,35 mm-ig
6,35 mm felett 150 A, plazmagáz/N
50–65 A, plazmagáz
levegő/védőgáz levegő
salakmentes, de durva
felületet eredményez.
50–65 A, plazmagáz
N2/védőgáz N2
viszonylag sima,
salakmentes vágást
eredményez.
50–65 A, plazmagáz
levegő/védőgáz levegő
durvább felületet
eredményez.
2
H-35
bp04du2
-21-
© ESAB AB 2010

HU
6 KARBANTARTÁS
FIGYELEM!
Ügyeljen rá, hogy a gép hálózati csatlakozása kívül legyen leválasztva. Az
áramforrás ellenőrzése vagy az azon végzendő munka előtt kapcsolja le a fali
csatlakozó kapcsolóját.
FIGYELEM!
A plazmavágó berendezés rendkívül nagy feszültséggel működik, ami súlyos
sérülést, de akár halált is okozhat. Legyen rendkívül óvatos, ha akkor végez
valamilyen munkát, amikor a burkolat el van távolítva.
VIGYÁZAT!
A szállító minden garanciális kötelezettsége megszűnik, ha a vevő kísérletet tesz arra,
hogy bármilyen hibát saját maga javítson ki a garanciális időszak alatt.
A biztonságos, megbízható működés érdekében fontos a rendszeres karbantartás.
Avédőlemezeket csak megfelelő szakismeretekkel (és engedéllyel) rendelkező
villanyszerelő távolíthatja el.
Ha a berendezés nem műküdik hibátlanul, azonnal fejezze be a munkát és állapítsa
meg a probléma okát. Karbantartási munkát csak megfelelő szaktudással
rendelkező személyek végezhetnek. Elektromos munkákat csak szakképzett
villanyszerelők végezhetnek. A berendezés ellenőrzését, tisztítását vagy javítását
kizárólag megfelelő szakismerettel r endelkező személyeknek engedélyezze.
Kizárólag az ajánlott pótalkatrészeket használja fel.
6.1 Ellenőrzés és tisztítás
Az áramforrás következő pontjait rendszeresen kell ellenőrizni és/vagy tisztítani.
1. Csatlakoztassa a visszavezető kábel csatlakozóját a munkadarabhoz.
2. Ellenőrizze, hogy a munkadarab védőföldelése biztonságosan legyen
csatlakoztatva az áramforrás házának földelő csatlakozójához.
3. Ellenőrizze a plazmavágó pisztoly hővédő pajzsát. Ha sérült, cserélje ki.
4. Naponta ellenőrizze a p lazmavágó elektródájának és az elektródacsúcsnak a
kopását. Távolítsa el a szétfreccsent olvadékot.
5. Ellenőrizze, hogy a kábelek vagy a tömlők nem sérültek vagy görbültek meg.
6. Ellenőrizze, hogy minden csatlakozó dugó, csatlakozó és földelő terminál
csatlakozása szilárd legyen. MEGJEGYZÉS! A víz a sűrített levegő vezetékeiben
összegyűlhet. A károsodás megelőzése érdekében az első levegősugarat soha
ne irányítsa a berendezés felé.
bp04du3
-22-
© ESAB AB 2010

HU
7. Gondoskodjon róla, hogy minden bemenő hálózati csatlakozást szétkapcsoljon.
Használjon védőszemüveget és maszkot, és kisnyomású, száraz sűrített
levegővel fúvassa tisztára az áramforrás belsejét.
8. Rendszeresen ürítse ki a vizet a légszabályozók alatti szűrőből.
6.2 A hűtőközeg feltöltése
FIGYELEM!
Ahűtőközeg szivattyúja károsodhat, ha a berendezést úgy használják, hogy a
rendszerben nincsen hűtőközeg.
VIGYÁZAT!
Ahűtőközeget kémiai hulladékként kell kezelni
S Töltse fel a rendszert 7,5 liter hűtőfolyad ékkal.
Az ESAB előre összeállított hűtőfolyadékát ajánljuk használatra. A tartozékokat
lásd a következő oldalon: 32.
Megjegyzés! Ahűtőközeget plazmavágó, hegesztőpisztoly vagy 5 méternél
hosszabb csatlakozó kábel csatlakoztatása esetén utána kell tölteni. Amikor a
vízszintet utántöltéssel állítja be, a hűtőközeg tömlőjét nem szükséges leszerelni.
6.3 Áramlásszabályozás
A nem megfelelő folyadékáramlás lerövidítheti a fogyó alkatrészek hasznos
élettartamát, megnehezítheti az indítást, illetve a vágás szennyezését vagy a
plazmavágó túlmelegedését okozhatja. Az alább megadott áramlási értékek hideg
helyzetre vonatkoznak (ív nincs begyújtva). Mindig tartsa be a biztonsági
intézkedéseket az áramlás m érése előtt, hogy megelőzze az esetleg halálos
áramütés veszélyét.
1. A hálózati csatlakozónál található kapcsolóval kapcsolja ki a bejövő áramellátást.
2. Nyissa ki az áramforrás burkolatát és húzza ki a plazmavágó indító vezetékének
csatlakozó dugóját.
3. Zárja be a burkolatot.
4. A hálózati csatlakozónál található kapcsolóval kapcsolja be a bejövő
áramellátást.
5. A GÁZ ÜZEMMÓD [GAS MODE] kapcsolót állítsa START/VÉD [START/SHIELD]
üzemmódba.
6. Állítsa a hálózati kapcsolót ÁRAMELLÁTÁS BE állásba.
7. Mérje az áramlást az áramlásmérő készlettel (opcionális).
8. Állítsa a GÁZ ÜZEMMÓD [GAS MODE] kapcsolót VÁG [CUT] üzemmódba és
ellenőrizze az áramlást az áramlásmérő készlettel (opcionális).
bp04du3
-23-
© ESAB AB 2010

HU
9. Állítsa a hálózati kapcsolót ÁRAMELLÁTÁS KI állásba.
10. A hálózati csatlakozónál található kapcsolóval kapcsolja ki az áramellátást.
11. Csatlakoztassa ismét a plazmavágó indító vezetékét az áramforráson belül.
PT-26, plazmagázáramlás (ív nélkül)
Nitrogén vagy levegő, 412 KPa (60 psi): 3115 l/h, H-35, 619 KPa (90 psi):
3681 l/h
PT-26, induló gázáramlás
Nitrogén vagy levegő, 271 KPa (40 psi): 2124 l/h
PT-26, védőgázáramlás
Levegő vagy nitrogén, 577 KPa (85 psi): legalább 5663 l/h.
6.4 A szikraköz beállítása
A szikraköz gyári beállítása, amely a nagyfrekvenciás generátor része, 0,635 +/0,002 mm. Hosszú ideig tartó használat vagy meghibásodás észlelése esetén az
elektródákat be kell állítani vagy ki kell cserélni. A szikraközt hézagmérővel állítsa
be. A szikraköz elektródáit nem szabad tisztítani vagy megmunkálni. Mindig
egyszerre cserélje ki a két elektródát.
7 HIBAKERESÉS
Mielőtt értesítené a szakszervizt, próbálkozzon az alább javasolt ellenőrzési és
vizsgálati módszerekkel:
A hiba típusa Megszüntetésére tett intézkedés
Nincs ív S Ellenőrizze, hogy a főkapcsoló be van-e
kapcsolva?
S Ellenőrizze, hogy a hegesztőáram munka-
és testkábelei helyesen legyenek
csatlakoztatva.
S Ellenőrizze, hogy a helyes áramérték legyen
beállítva.
Hegesztés közben megszakad a hegesztőáram. S Ellenőrizze, hogy a túlmelegedés elleni
kapcsolók valóban működtek-e (világít-e az
előlapon a lámpa ).
S Ellenőrizze a villamos hálózat biztosítékait.
Ahőkioldó gyakran működésbe lép. S Győződjön meg arról, hogy nem lépték-e túl
az áramforrásra megadott határértékeket
(azaz a berendezés nincs-e túlterhelve).
Gyenge hegesztési teljesítmény S Ellenőrizze, hogy a hegesztőáram munka-
és testkábelei helyesen legyenek
csatlakoztatva.
S Ellenőrizze, hogy a helyes áramérték legyen
beállítva.
S Ellenőrizze, hogy megfelelő elektródát
használ-e.
S Ellenőrizze a villamos hálózat biztosítékait.
bp04du3
-24-
© ESAB AB 2010

HU
8 PÓTALKATRÉSZEK RENDELÉSE
A ESP 150 kialakítása és tesztelése az EN 60974-1, EN 60974-2, EN 60974-3 és az EN
60974-10 nemzetközi és európai szabványok szerinti. A szervizelést vagy javítást
végző szerviz feladata annak ellenőrzése, hogy a termék még megfelel-e a felsorolt
szabványoknak.
Javítást és elektromos munkákat csak engedéllyel rendelkező ESAB szerelő
végezhet.
Csak eredeti ESAB pótalkatrészeket és kopó alkatrészeket használjon.
Pótalkatrészek rendelhetők a legközelebbi ESAB forgalmazótól. Lásd e kiadvány
legutolsó oldalát.
bp04du3
-25-
© ESAB AB 2010

p
-26-

Kapcsolási rajz
bp04e
-27-
© ESAB AB 2010

bp04e
-28-
© ESAB AB 2010

bp04e
-29-
© ESAB AB 2010

bp04e
-30-
© ESAB AB 2010

ESP-150
Rendelési szám
Ordering no. Denomination Type Type
0558 002 713 Power source for plasma cutting ESP 150 400 V
0463 147 086 Instruction manual RU ESP 150
Instruction manuals are available on the Internet at www.esab.com
bp04o
-31-
© ESAB AB 2010

ESP-150
Tartozékok
Coolant (Ready mixed) 10 l ................ 0007 810 012
Information on further accessories can be found in separate brochures.
bp04a
-32-
© ESAB AB 2010

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
-33-

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
-34-

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
-35-

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel:+390297968.1
Fax:+390297968701
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 ( 044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel:+553121914333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax:+19056704879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax:+5283507554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax:+18436645748
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel:+862123263000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel:+91334784517
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel:+62214600188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel:+81456707073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel:+82552698170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...