


EPP-600
Plasmaelkälla
Instruktionshandbok
0558004604

SE TILL ATT OPERATÖREN FÅR DEN HÄR INFORMATIONEN.
DU KAN FÅ EXTRA KOPIOR FRÅN ÅTERFÖRSÄLJAREN.
FÖRSIKTIGHET
Instruktionerna vänder sig till erfarna operatörer. Om du inte är förtrogen med metoder
och säkerhetsrutiner vid drift av bågsvetsnings- och skärutrustningar, läs vårt häfte ”Försiktighetsåtgärder och säkerhetsrutiner vid bågsvetsning, skärning och mejsling”, dokument 52-529. Personer utan utbildning får inte installera, använda eller underhålla utrustningen. Försök INTE att installera eller använda utrustningen innan du har läst och förstått
instruktionerna. Om du inte förstår instruktionerna helt, kontakta din leverantör för mera
information. Läs säkerhetsföreskrifterna innan du installerar eller använder utrustningen.
ANVÄNDARENS AVSVAR
Utrustningen fungerar enligt denna bruksanvisning och enligt medföljande etiketter och skyltar om den monteras, används, underhålls och repareras enligt instruktionerna. Utrustningen bör kontrolleras regelbundet. Felaktig eller dåligt underhållen utrustning får inte användas. Trasiga, saknade, slitna, skeva eller nersmutsade delar
ska omedelbart bytas ut. Om reparation eller utbyte är nödvändig, rekommenderar tillverkaren att en begäran
om reparation görs per telefon eller skriftligt till den auktoriserade återförsäljare produkten köptes från.
Utrustningen eller delar av utrustningen bör inte ändras utan skriftligt godkännande från tillverkaren. Användaren av utrustningen är ensam ansvarig för alla funktionsfel som orsakats av felanvändning, felaktig service
eller reparation, skador eller ändringar som är utförda av någon annan än tillverkaren eller en reparationsfi rma
som är utvald av tillverkaren.

INNEHÅLLSFÖRTECKNING
Avsnitt / Titel Sida
1.0 Säkerhetsåtgärder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 261
2.0 Beskrivning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 263
2.1 Inledning
2.2 Allmänna specifikationer
2.3 Dimensioner och vikt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264
3.0 Installation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265
3.1 Allmänt
3.2 Uppackning
3.3 Placering. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 266
3.4 Anslutning av ingående effekt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265
3.4.1 Primär kraft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 266
3.4.2 Ledare för ingående effekt. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 267
3.4.3 Procedur för ingående anslutning. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 267
3.5 Utgående anslutning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 268
3.5.1 Utgående kablar (tillhandahålls av kunden) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 268
3.5.2 Procedur för utgående anslutning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 269
3.6 Parallell installation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 269
3.7 Gränssnittskablar för CNC. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 272
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 263
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 263
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265
4.0 Drift . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 273
4.1 Schemabeskrivning i blockdiagram. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 273
4.2 Kontrollpanel. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 276
4.2.1 Driftslägen: Skärnings- och markeringsläge. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 279
4.3 Driftsföljd . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 280
4.4 Initiala ljusbåginställningar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 281
4.4.1 Aktivera/avaktivera tidgivare för ljusbågsinitiering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 282
4.4.2 Justera tidgivare för ljusbågsinitiering. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 282
4.4.3 Kontroller vid ljusbågsinitiering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 283
4.4.4 Startström och tidgivare för up-slope . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 283
4.5 EPP-600 V-I-kurvor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284
5.0 Underhåll. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 285
5.1 Allmänt. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 285
5.2 Rengöring. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 285
5.3 Smörjning. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 286

INNEHÅLLSFÖRTECKNING
Avsnitt / Titel Sida
6.0 Felsökning. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 287
6.1 Allmänt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 287
6.2 Felindikatorer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 287
6.3 Felisolering
6.3.1 Fläktar som inte fungerar
6.3.2 Ström inte påslagen eller låg spänning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 290
6.3.3 Fellampa tänds. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 291
6.3.4 Brännare tänds inte. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 295
6.3.5 Säkringarna F1 och F2 har utlösts
6.3.6 Periodisk, avbruten eller partiell drift
6.4 Testa och byta ut komponenter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 298
6.4.1 Effektregulatorer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 299
6.4.2 Felsökning frigångsdiod och IGBT:er . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 301
6.4.3 Installation av el-shunt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 303
6.4.4 Hur kalibrering av digitala mätare kontrolleras. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304
6.5 Gränssnitt för kontrollkrets vid användning av J1- och J6-kontakter. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 305
6.6 Extra huvudkontaktor (K3) och fasta kontaktorkretsar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 307
6.7 Aktiveringskrets för huvudkontaktorer (K1A, K1B och K1C). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 308
6.8 Ljusbågskretsar för strömprovare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 309
6.9 Kontrollpotentiometer för ström och ärrspänningsreferens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 310
6.10 Pilotjusbåge Hög/låg och Skärnings-/markeringskretsar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .311
6.11 El-omvandlare för alternativ övervakning av utström . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .312
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 290
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 290
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 296
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 296
7.0 Reservdelar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .313
7.1 Allmänt. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .313
7.2 Beställning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .313
260

AVSNITT 1 SÄKERHETSÅTGÄRDER
1.0 Säkerhetsåtgärder
De som använder svets- och plasmaskärutrustning från ESAB är ansvariga för att alla som arbetar med eller i
närheten av utrustningen följer alla tillämpliga säkerhetsföreskrifter. Säkerhetsföreskrifterna måste uppfylla
kraven som gäller denna typ av svets- eller skärutrustning. Följande rekommendationer ska följas, utöver de
standardregler som gäller på arbetsplatsen.
Allt arbete måste utföras av utbildad personal som är väl förtrogen med svets- eller skärutrustningen.
Felaktig användning av utrustningen kan leda till farliga situationer som kan orsaka personskador och skada
utrustningen.
1. Alla som använder svets- eller skärutrustning måste känna till följande:
- användningen
- nödstoppens placering
- funktionen
- tillämpliga säkerhetsåtgärder
- svetsning och/eller plasmaskärning
2. Operatören måste kontrollera följande:
- det får inte fi nnas några obehöriga personer inom utrustningens arbetsområdet när den startas.
- ingen är oskyddad när bågen tänds.
3. Arbetsplatsen måste uppfylla följande:
- vara lämplig för ändamålet
- vara fri från drag
4. Personlig säkerhetsutrustning:
- Använd alltid rekommenderad personlig säkerhetsutrustning, till exempel skyddsglasögon,
brandhärdiga kläder, säkerhetshandskar.
- Använd inte löst sittande kläder, till exempel halsdukar, armband eller ringar, som kan
fastna eller orsaka brännskador.
5. Allmänna försiktighetsåtgärder:
- Kontrollera att återledaren är ordentligt fastsatt.
- Arbeten på elektriska utrustningar får bara utföras av behörig elektriker.
- Det ska fi nnas tydligt märkt brandsläckningsutrustning till hands.
- Smörjning och underhåll kan inte utföras på utrustningen under drift.

AVSNITT 1 SÄKERHETSÅTGÄRDER
BÅGSVETSNING OCH SKÄRNING KAN VARA FARLIGT FÖR DIG SJÄLV OCH
ANDRA. VIDTA FÖRSIKTIGHETSÅTGÄRDER NÄR DU SVETSAR OCH SKÄR.
VARNING
ELEKTRISKA STÖTAR är livsfarliga.
- Installera och jorda svets- eller plasmaskärutrustningen enligt gällande bestämmelser.
- Berör inte elektriska delar eller elektroder som är igång med bara händer, våta handskar eller våta kläder.
- Se till att du är isolerad mot marken och arbetsstycket.
- Se till att din arbetsställning är säker.
ÅNGOR OCH GASER - kan vara hälsovådliga.
- Undvik att andas in röken.
- Använd allmänventilation eller punktutsug, eller båda, för att ta bort rök och gaser från arbetsområdet
och hela lokalen.
DIN ARBETSGIVARE BÖR UTFORMA SÄKERHETSREGLER SOM SKA VARA
BASERADE PÅ TILLVERKARENS RISKINFORMATION.
BÅGSTRÅLAR - kan skada ögon och bränna huden.
- Skydda ögon och hud. Använd rätt utrustning för svetsning/plasmaskärning, till exempel skärm med fi lter
och skyddskläder.
- Skydda personer i omgivningen med lämpliga skärmar eller draperier.
BRANDFARA
- Gnistor (stänk) kan orsaka eldsvåda. Kontrollera att det inte fi nns antändliga material i närheten.
BULLER - Kraftigt buller kan skada din hörsel.
- Skydda öronen. Använd öronproppar eller hörselskydd.
- Varna personer i närheten för bullerrisken.
FUNKTIONSFEL - tillkalla experthjälp vid funktionsfel.
LÄS OCH FÖRSTÅ BRUKSANVISNINGEN INNAN DU INSTALLERAR ELLER ANVÄNDER ENHETEN
SKYDDA DIG SJÄLV OCH ANDRA!

AVSNITT 2 BESKRIVNING
2.1 Inledning
Kraftkällan EPP har utformats för mekaniserade plasmaskärare som drivs i hög hastighet. Den kan användas
ihop med andra ESAB-produkter som brännarna PT-15 och PT-600 och samtidigt Smart Flow II, ett datoriserat
gasreglerings- och kopplingssystem.
Skärningsintervall på 50 till 600 ampere
•
Forcerad luftkylning
•
Fast likström
•
Inspänningsskydd
•
Lokal eller ärrstyrd frontpanelskontroll
•
Värmebrytarskydd för huvudtransformator och elektriska halvledarkomponenter
•
Lyftringar högst upp eller utrymme längst ner för transport med gaffeltruck
•
Parallell, sekundär kraftkälla för utvidgning av aktuellt effektområde.
•
2.2 Allmänna specifikationer
Del nummer 0558005701 0558005702 0558005703
Spänning 200 VDC
Aktuellt likströmsområde
Avgiven effekt
(100 % arbetscykel)
Ineffekt
(markering)
Aktuellt likströmsområde
(skärning)
Effekt 120 KW
* Tomgångsspänning (OCV) 410 VDC 427 VDC 427 VDC
Spänning (trefas) 400 V 460 V 575 V
Ström (trefas) 206 A RMS 179 A RMS 143 A RMS
Frekvens 50/60 HZ 60 Hz 60 Hz
KVA 142,7 KVA 142,6 KVA 142,9 KVA
Effekt 129,9 KW 129,8 KW 129,6 KW
Effektfaktor 91,0 % 91,0% 91,0%
Rek. ingångssäkring 250 A 250 A 200 A
EPP -600 400 V,
50/60 Hz CE
EPP -600 460 V,
60 Hz
12 A till 600 A
50 A till 600 A
EPP -600 575 V,
60 Hz
* Tomgångsspänningen reduceras i markeringsläge till 290 V.
263

AVSNITT 2 BESKRIVNING
2.3 Dimensioner och vikt
114,3 mm
45,00”
94,6 mm
37,25”
102,2 mm
40,25”
Vikt = 925,34 kg.
264

AVSNITT 3 INSTALLATION
3.1 Allmänt
ATT INTE FÖLJA INSTRUKTIONERNA KAN LEDA TILL DÖDEN, PER
SON ELLER MATERIALSKADOR. FÖLJ DESSA INSTRUKTIONER SÅ ATT
VARNING
3.2 Uppackning
CAUTION
VAR FÖRSIKTIG!
PERSON OCH MATERIALSKADOR KAN UNDVIKAS. LOKALA OCH NA
TIONELLA BESTÄMMELSER ANGÅENDE ELEKTRICITET OCH SÄKER
HET MÅSTE FÖLJAS.
Om bara en lyftögla används kommer plåten och ramen att skadas.
Använd därför båda öglorna vid transport genom lyftning uppifrån.
Enheten väger mer än 907 kg. Använd därför godkända byglar och
kablar som är i gott skick.
Kontrollera genast vid leverans om det uppstått transportskador.
•
Ta bort alla komponenter från transportbehållaren och kontrollera om det finns några lösa delar i den.
•
Kontrollera om det finns några lufthinder i ventilationsgallren.
•
3.3 Placering
Det ska finnas minst 0,61 m spelrum för kylluftsflödet på fram- och baksidan.
•
Planera så att över- och sidopanelerna kan tas bort vid underhåll, rengöring och kontroll.
•
Placera EPP-600 relativt nära en korrekt säkrad kraftkälla.
•
Håll området under kraftkällan fritt från kylluftsflöde.
•
Omgivningen ska vara relativt fri från damm, ångor och stark värme. Följande faktorer påverkar kyl-
•
ningens effektivitet.
VAR FÖRSIKTIG!
Obs!
Använd båda öglorna vid transport genom lyft uppifrån.
Konduktivt damm och smuts inuti kraftkällan kan orsaka överslag i
ljusbågen.
Utrustningen kan komma till skada. Elektrisk kortslutning kan inträffa om damm får ansamlas inuti kraftkällan. Se avsnittet om underhåll.
265

AVSNITT 3 INSTALLATION
3.4 Anslutning för ineffekt
ELEKTRISKA STÖTAR KAN LEDA TILL DÖDEN!
SE TILL ATT DET FINNS MAXIMALT SKYDD MOT ELEKTRISKA STÖTAR.
VARNING
3.4.1 Primärkraft
EPP-600 är en trefasenhet. Ineffekten måste tas från en (vägg-)ledningsbrytare med säkringar eller kretsbrytare
enligt lokala eller statliga bestämmelser.
INNAN ANSLUTNINGAR GÖRS INUTI MASKINEN SKA LEDNINGENS
VÄGGBRYTARE ÖPPNAS OCH STRÖMMEN SLÅS AV.
Rekommenderade ineffektsledare och storlekar på ledningssäkring:
Ineffekt vid märklast
Märklast in och
Volt Ampere
400 206 95 (4/0) 250
460 179 95 (3/0) 250**
575 143 50 (1/0) 200
Nominell laddning är effekten av 400 A vid 200 V
* Storlekar enligt nationell ellagstiftning för en nominell kopparledare vid 90 °C och 40 °C i omgivningen. Högst tre ledare
i lagerbana eller kabel. Lokala lagar ska följas om de anger andra storlekar.
** Under grovskärning med 600 A kan inströmmen tillfälligt stiga till över 200 A och orsaka att säkringar på 200 A smälter.
Vid skärning med ström lägre än 500 A är det tillräckligt med säkringar på 200 A.
För att uppskatta inströmmen för en lång rad utmatningsförhållanden ska nedanstående formel användas.
Inström =
(V-båge) x (I-båge) x 0,688
(V-ledning)
jordledare* CU/
mm2 (AWG)
Tidsför-
dröjning
Säkringens
storlek
(Ampere)
OBS!
Det kan vara nödvändigt med en särskild kraftledning.
EPP-600 har kompensation för ledningsspänning men för att undvika försämrad effekt på grund av överladdad krets kan det komma
att krävas en särskilt kraftledning för den.
266

AVSNITT 3 INSTALLATION
3.4.2 Ineffektsledare
Tillhandahålls av kunden
•
Kan bestå antingen av kopparledare (tre för effekt och en för jordning) täckt av tungt gummi eller löpa
•
i en fast eller flexibel ledning.
Som passar enligt diagrammet.
•
Ineffektsledare måste avslutas med ringterminaler.
OBS!
3.4.3 Procedur för ingående anslutning
Ineffektsledare måste avslutas med ringpoler anpassade för hårdvara på 12,7 mm innan de fästs vid EPP-600.
1.
Ta bort panelen på vänster sida av EPP-600
2. Trä kablarna genom åtkomstöppningen på den bakre panelen.
3. Säkra kablarna med dragavlastning eller skarvmuff (tillhandahålls inte) vid åtkomstöppningen.
1
4. Anslut jordledningen till pinnbulten på chassits nedre del.
5. Anslut med medlevererade bultar, brickor och muttrar strömmatningens poler till de primära polerna.
6. Anslut ineffektsledarna till ledningens (vägg-)brytare.
2
3
1 = Primära poler
2 = Chassijordning
3 = Ineffektkabelns åtkomstöppning (bakre panel)
267

AVSNITT 3 INSTALLATION
ELEKTRISKA STÖTAR KAN LEDA TILL DÖDEN!
RINGPOLERNA MÅSTE HA SPELRUM MELLAN SIDOPANEL OCH HU
VUDTRANSFORMATOR. SPELRUMMET MÅSTA VARA TILLRÄCKLIGT
VARNING!
VARNING!
3.5 Utgående anslutning
STORT FÖR ATT FÖRHINDRA EVENTUELL LJUSBÅGSBILDNING. SÄ
KERSTÄLL ATT KABLARNA INTE KOMMER I KONTAKT MED DEN RO
TERANDE KYLFLÄKTEN.
FELAKTIG JORDNING KAN RESULTERA I DÖDEN ELLER SKADA.
CHASSIT MÅSTE VARA ANSLUTET TILL GODKÄND ELEKTRISK JORD
NING. FÖRSÄKRA DIG OM ATT JORDLEDNINGEN INTE ÄR ANSLUTEN
TILL NÅGON PRIMÄR POL.
ELEKTRISKA STÖTAR KAN LEDA TILL DÖDEN! FARLIG SPÄNNING OCH
STRÖM!
VID ARBETE RUNT PLASMAKRAFTKÄLLA MED BORTTAGNA SKYDD
SKA DU ALLTID:
VARNING!
KOPPLA FRÅN KRAFTKÄLLAN VID LEDNINGENS (VÄGG-)BRYTARE.
•
LÅTA EN FÖR DETTA KVALIFICERAD PERSON KONTROLLERA DEN
•
AVGIVNA EFFEKTENS SAMLINGSSKENOR (POSITIV OCH NEGATIV)
MED EN SPÄNNINGSMÄTARE.
3.5.1 Utgående kablar (tillhandahålls av kunden)
Välj utgående kablar för plasmaskärning (tillhandahålls av kunden) grundat på en isolerad kopparkabel på 4/0 AWG,
600 V för var 400:e ampere utström.
Obs!
Använd inte isolerad svetskabel på 100 V.
268

AVSNITT 3 INSTALLATION
3.5.2 Procedur för utgångsanslutning
1. Ta bort åtkomstpanelen på kraftkällans nedre front.
2. Trä utmatningskablarna genom öppningarna längst ner på kraftkällan bakom frontpanelen.
3. Anslut kablarna till avsedda poler på kraftkällans insida med UL-listade tryckledningskonnektorer.
4. Sätt tillbaka panelen som togs bort i det första steget.
Två kraftkällor på 600 kan anslutas tillsammans för att utöka utströmsområdet.
Åtkomstpanel
3.6 Parallell installation
VAR FÖRSIKTIG!
Parallell kraftkälla initierar ström som vid skärning under 100 A överskrider rekommenderade mängder.
Använd endast en kraftkälla för ström under 100 A.
Vi rekommenderar att du kopplar från den negativa ledningen från
den sekundära kraftkällan när du byter till ström under 100 A. Denna ledning bör avslutas på säkert sätt så att det finns skydd mot elektriska stötar.
269

AVSNITT 3 INSTALLATION
arbete
(+)
arbete
(+)
Obs!
Den primära kraftkällan har (-) elektrodens ledare mellankopplad. Den sekundära kraftkällan har
arbetsledaren (+) mellankopplad.
1. Anslut de negativa (-) utkablarna till ljusbågens startlåda (högfrekvensgenerator).
2. Anslut de positiva (+) utkablarna till arbetsstycket.
3. Anslut de positiva (+) och negativa (-) ledarna mellan kraftkällorna.
4. Anslut pilotljusbågens kabel till pilotljusbågens pol på den primära kraftkällan. Pilotljusbågens anslutning på den sekundära kraftkällan används inte. Pilotljusbågens krets körs inte parallellt.
5. Ställ pilotljusbågens brytare HÖG/LÅG på den sekundära kraftkällan på “LÅG”.
6. Ställ pilotbågens brytare HÖG/LÅG på den primära kraftkällan på “HÖG”
7. Om en ärreferenssignal på 0,00 till +10,00 för VDC-ström används för att ställa in utströmmen, ska samma signal
ges till båda kraftkällorna. Koppla ihop J1-A (gemensam) och likaså J1-B (0,00 - 10.00 VDC) från båda kraftkällorna. Med båda kraftkällorna i drift kan utströmmen förutsägas med hjälp av följande formel: [utström (amp)] =
[referensspänning] x [100]
Anslutningar för parallell installation av två EPP-600 kraftkällor
EPP-600 EPP-600
Sekundär
kraftkälla
3 - 4/0 600 V
positiva ledningar
till arbetsstycket
elektrod
(-)
4/0 600 V
kabelöverkoppling
mellan enheter
Primär kraftkälla
pilotljusbåge
1 - 14 AWG 600 V-ledning
till pilotljusbågens
anslutning i startlådan
(i det följande
”generatorn”)
elektrod
(-)
3 - 4/0 600 V negativa
ledningar i ljusbågens
startlåda
(i det följande
”generatorn”)
270

AVSNITT 3 INSTALLATION
arbete
ELEKTRISKA STÖTAR KAN LEDA TILL DÖDEN!
BLOTTLAGDA ELEKTRISKA LEDARE KAN INNEBÄRA RISKER!
LÄMNA INTE ELEKTRISKT “HETA“ LEDARE BLOTTLAGDA. NÄR DU
KOPPLAR BORT DEN SEKUNDÄRA KRAFTKÄLLAN FRÅN DEN PRIMÄ
VARNING!
EPP-600 har inte någon brytare för PÅ/AV. Huvudströmmen kontrolleras med (vägg-)ledningens brytare.
RA SKA DU KONTROLLERA ATT DET ÄR RÄTT KABLAR SOM KOPPLAS
FRÅN. ISOLERA DE FRÅNKOPPLADE ÄNDARNA.
VID ANVÄNDNING AV ENDAST EN KRAFTKÄLLA I PARALLELL KONFI
GURATION, MÅSTE DEN NEGATIVA ELEKTRODENS LEDARE KOPPLAS
FRÅN DEN SEKUNDÄRA KRAFTKÄLLAN OCH LÅDAN MED LEDNING
AR. OM INTE SÅ SKER KOMMER DEN SEKUNDÄRA KRAFTKÄLLAN ATT
FÖRBLI “HET”.
VARNING!
Sekundär
kraftkälla
KÖR INTE EPP600 MED SKYDDEN BORTTAGNA.
KOMPONENTER MED HÖG SPÄNNING UTSÄTTS FÖR ÖKADE RISKER
FÖR STÖTAR.
INTERN KOMPONENT KAN SKADAS PÅ GRUND AV ATT KYLFLÄK
TARNA FÖRLORAR I EFFEKTIVITET.
EPP-400 EPP-400
Primär kraftkälla
elektrod
arbete
elektrod
Positiva ledningar
på 3 - 4/0 600 V till
arbetsstycket
Koppla bort den nega
tiva anslutningen från
den sekundära kraftkällan och isolera när
du går över från två till
en kraftkälla
271
-
Negativa ledningar på
3- 4/0 600 V i ljusbågens
startlåda (i det följande
”generatorn”)

AVSNITT 3 INSTALLATION
3.7 Gränssnittskablar för CNC
B
A
A - 0558005528 anslutning med gränssnittskabel
Anslutning av 10-stiftsuttag J6 till CNC gränssnittskontakt.
B - anslutning med gränssnittskabel
Anslutning av 19-stiftsuttag J1 till CNC gränssnittskontakt.
Obs!
Gränssnittskablar levereras INTE med EPP-600
Power Supply utan informationen är endast avsedd
som referens.
272

AVSNITT 4 DRIFT
4.1 Schemabeskrivning i blockdiagram
Blockerande dioder
L1
EPP-600
Sensor
Vänster hall
BLOCKSCHEMA
ELEKTROD
Blockerande dioder
L2
MUNSTYCKE
Krets
Pilotljusbåge
R (fast)
T1
250 V
Toppvärde
R (förstärkt)
T1
425 V
Toppvärde
Höger hall
Sensor
ARBETE
Shunt
Precision
Sned stötdämpare
Krets
Hjälpstart
Kontakt på pilot
T
Ljusbågskontaktor
Galvanisk
Frigång
dioder
T
Vänster
IGBT-moduler
Kåpa
Kontaktfält
drev
Grind-
Synksignal
För alternerande
växling
PWM
(Master)
frånskiljare
2
drev
Grind-
PWM
(Slav)
Galvanisk
frånskiljare
-310 V likströmsbuss
H
IGBT-moduler
Höger
Tvinnat par
Hjälpmekanism för ström
Återkoppling för konstant
“T” gemensam ansluten till jordat arbete genom “+” avgiven effekt
300 U 120:er
Busslikriktare
Kontrollkrets
inre hjälpmekanismer
Återkoppling för snabba
Felförstärkare
Galvanisk
T
frånskiljare
S
Vänster PWM/panel för grinddrev
Vänster PWM/panel för grinddrev
Trefas
ineffekt
transformator
Huvudledning
ferens) x (80)
spänningsreferens
0,0 – 10,0 V likström
I out = (spänningsre-
(Flytande)
CNC gemensam
273

AVSNITT 4 DRIFT
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
0 50 100 150 200 250 300
4.1 Schemabeskrivning i blockdiagram (forts.)
Den strömkrets som används i EPP-600 kallas vanligen kapomvandlare eller hackare. Elektroniska höghastighetsbrytare
slås på och av flera tusen gånger i sekunden och ger elektriska pulsar till uteffekt. En filterkrets som primärt består av en
induktor (kallas ibland choke) omformar pulsarna till en relativt konstant likströmseffekt (direkt ström).
Även om filterinduktorn tar bort det mesta av svängningarna i den elektroniska brytarens “kluvna” effekt kan en del små
effektsvängningar kvarstå, så kallad strömkrusning. EPP-600 använder en patenterad strömkrets som kombinerar effekten
hos två hackare, av vilka var och en tillhandahåller ungefär hälften av den totala effekten, på ett sätt som minskar strömkrusningen. Dessa hackare är synkroniserade på så sätt att när strömkrusningen från den första av dem ökar effekten,
minskar den andra. Resultatet blir att strömkrusningen från den ena av dem delvis tar ut den andras. Det blir följaktligen
en ultralåg strömkrusning med mycket jämn och stabil effekt. Låg strömkrusning är mycket önskvärt eftersom det ofta
förlänger brännarens livslängd.
Diagrammet nedan visar effekten av ESAB:s patenterade strömkrusningsreduktion med två synkroniserade hackare som
alternerar sinsemellan. Jämfört med två hackare som alternerar i takt, minskar vanligen strömkrusningen med en faktor
från 4 till 10.
EPP-600 effekt RMS strömkrusningsström jämfört med effektspänning
Synkroniserade hackare och växling i takt (10 KHz strömkrusning)
Patenterad EPP-600
Synkroniserade hackare och alternerande
brytning (20 KHz strömkrusning)
RMS strömkrusningström (ampere)
Utspänning (volt)
274

AVSNITT 4 DRIFT
4.1 Schemabeskrivning i blockdiagram (forts.)
Blockdiagrammet för EPP-600 (efter underavsnitt 6.4.4) visar kraftkällans viktigaste funktionselement. T1, huvudtransformatorn, ger isolering från den primära kraftledningen och rätt spänning för likströmsbussen på 310V. Busslikriktarna
omvandlar den trefasiga uteffekten från T1 till busspänningen på 310V. En kondensatorbank tillhandahåller filtrering och
energilagring som ger kraft åt de elektroniska höghastighetsbrytarna. Brytarna är IGBT:er (isolerade, bipolära grindtransistorer: Insulated Gate Bipolar Transistors). Bussen på 310 V ger kraft åt både vänster (master) och höger (slav) hackare.
Varje hackare innehåller IGBT:er, frigångsdioder, en hallsensor, en filterinduktor och blockeringsdioder. IGBT:erna är de
elektroniska brytare som på EPP-600 slås på och av 10 000 gånger per sekund. De tillhandahåller kraftpulsar som filtrerats
av induktorn. Frigångsdioderna tillhandahåller den väg som strömmen ska flöda på när IGBT:erna är avstängda. Hallsensorn är en strömomvandlare som övervakar utströmmen och ger återkopplingssignalen till kontrollkretsen.
Blockeringsdioderna har två funktioner. För det första förhindrar de likström på 425 V från hjälpstartskretsen från att
strömma tillbaka till IGBT:erna och bussen på 310 V. För det andra isolerar de hackarna från varandra. Detta gör att en hackare kan fungera oberoende av den andra.
Kontrollkretsen innehåller reglerande hjälpmekanismer för båda hackarna. Den innehåller också en tredje hjälpmekanism
som övervakar den totala utströmssignal som kommer tillbaka från precisionsshunten. Denna tredje hjälpmekanism hjälper de två hjälpmekanismerna för hackare så att de upprätthåller en exakt utström som styrs av spänningsreferenssignalen.
Spänningsreferensens kretslösning är galvaniskt isolerad från resten av kraftkällan. Isoleringen förhindrar problem som
kan uppstå ur okontrollerade jordningsslingor
Varje hackare, vänster master och höger slav innehåller sin egen datorpanel med PWM/grinddrev som är monterad direkt
på IGBT:erna. Denna kretslösning ger signaler till PWM (pulsbreddsmodulering) på/av för drift av IGBT:erna. Vänster (master) PWM ger en synkroniserad klockpuls till sin egen grinddrevs kretslösning och till höger (slav) grinddrevs kretslösning.
Det är genom denna synkroniserade signal som IGBT:erna på båda sidor alternerande bryter och minskar uteffektens
strömkrusning.
EPP-600 innehåller en tillsats som ger ungefär 425 V likström för start av ljusbåge. När skärljusbågen har upprättats slås
tillsatsen av med en kontakt på pilotljusbågens kontaktor (K4).
En sned stötdämpare minskar de spänningssvängningar som skapas vid skärning med ljusbågsavslutning. Den minskar
också utjämningsspänningarna från en parallell kraftkälla och förhindrar därigenom att kraftkällan skadas.
Pilotljusbågskretsen består av nödvändiga komponenter för att framställa en pilotljusbåge. Denna krets kopplas från när
den skärande ljusbågen framställts
275
AVSNITT 4 DRIFT
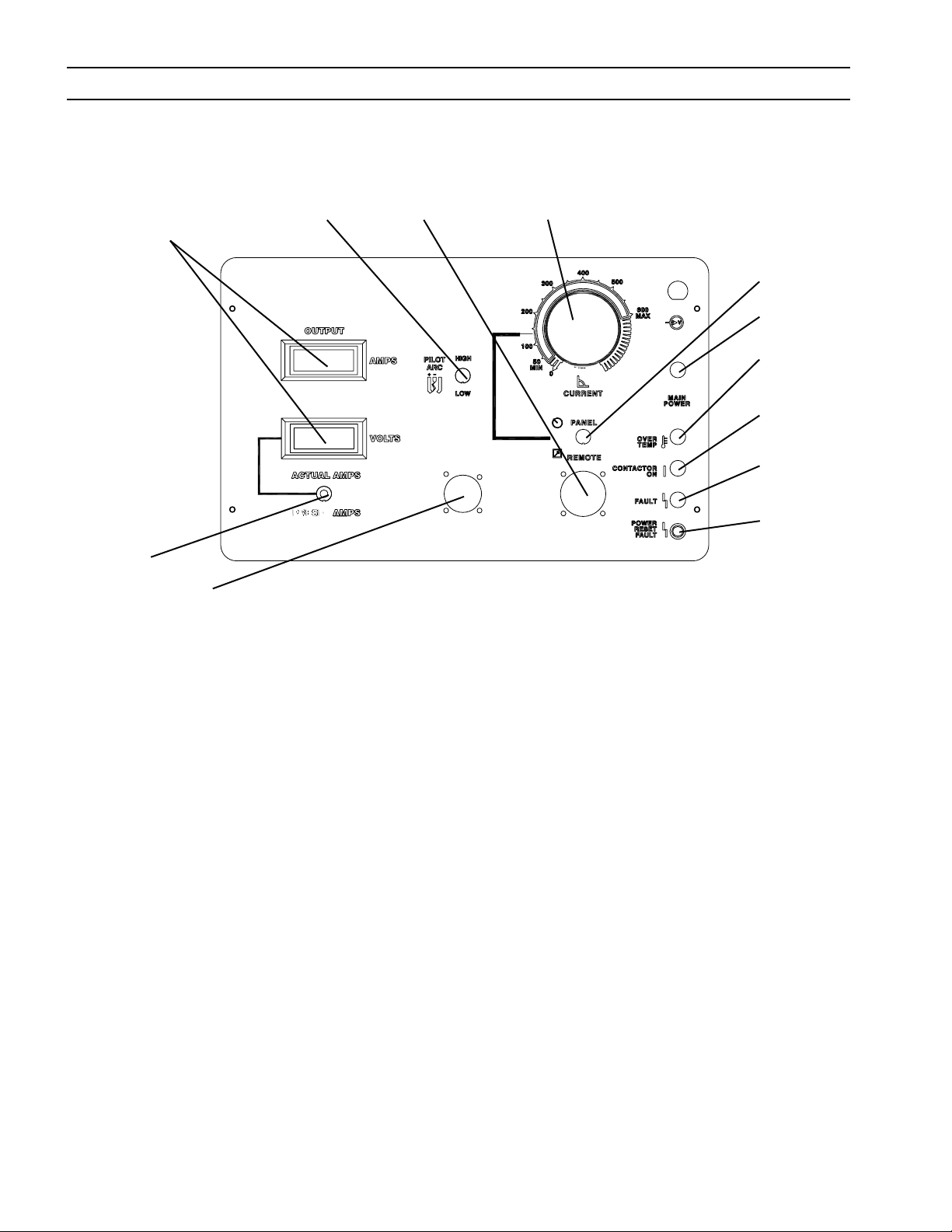
4.2 Kontrollpanel
I
H
F
J
G
A
C
B
D
E
K
L
A - Huvudkraft
Indikatorn tänds när ineffekten sätts in på kraftkällan.
B - Kontaktor på
Indikatorn tänds när huvudkontaktorn aktiveras.
C - För hög temperatur
Indikatorn tänds när kraftkällan har överhettats.
D - Fel
Indikatorn tänds när det inträffar något onormalt i skärningsprocessen eller
när inledningens spänning faller utanför erfordrat nominellt värde med ±10 %.
E - Fel vid återställande av kraft
Indikatorn tänds när ett allvarligt fel har detekterats. Ineffekten måste kopplas bort i minst fem sekunder och sedan kopplas på igen.
F - Strömskiva (potentiometer)
Skiva för EPP-600 visas. EPP-600 har ett område på 12 till 600 A. Används
endast i panelläge.
276

AVSNITT 4 DRIFT
4.2 Kontrollpanel (forts.)
G - Panelens ärrkoppling
Kontrollerar var strömstyrningen finns.
Sätt den i PANEL-läge för kontroll med användning av ström-
•
potentiometern.
Sätt den i FJÄRR-läge för kontroll från en extern signal
•
(CNC).
H och L - Fjärranslutning
Amfenol 19 stickpropp (J1) och 10 stickpropp ( J6) för anslutning av kraftkälla
till CNC.
I - Pilotljusbågbrytare för HÖG/LÅG
Används för att välja den mängd ljusbågsström som önskas. Som tumregel ska
inställningen LÅG användas för 100 ampere och därunder. Detta kan variera
beroende på gas, material och brännare som används. Inställningarna Hög/låg
specificeras i de skärningsdata som ingår i handboken till brännaren. När EPP600 står i markeringsläge måste denna brännare befinna sig i läge Låg.
I
H
F
J
G
A
C
B
D
E
K
L
277
AVSNITT 4 DRIFT
4.2 Kontrollpanel (forts.)
J - Mätare
Visar spänning och strömstyrka vid skärning. Amperemätaren kan aktiveras
utan att skärning pågår för en uppskattning av skärningsströmmen innan
skärningen påbörjas.
K - Brytaren Faktisk/förinställd
Den ädrande strömbrytaren FAKTISK STRÖMSTYRKA/FÖRINSTÄLLD STRÖMSTYRKA, S42, står som standard i läge FAKTISK (UPP). I läget FAKTISK visar
AMPEREMÄTAREN FÖR UTEFFEKT skärningsströmmen.
I läge FÖRINSTÄLLT (NER) visar den en uppskattning av skärningsströmmen
vid övervakning av dennas 0,00 – 10,00 VDC referenssignal (Vref ). Referenssignalen kommer från STRÖMPOTENTIOMETER med brytaren PANEL/FJÄRR i
läge PANEL (UPP) och från en ärrreferenssignal (J1-A / J1-B(+)) med brytaren
PANEL/FJÄRR i läge FJÄRR (NER). Värdet som visas på AMPEREMÄTAREN FÖR
UTEFFEKT kommer att vara Vref-värdet (Volt) gånger 80. En referenssignal på
5,00 V kommer till exempel att resultera i ett förinställt värde på 400 ampere
på mätaren.
VARNING!
Brytaren kan när som helst slås om mellan lägena FAKTISKT och FÖRINSTÄLLT
utan att det påverkar skärningsprocessen.
FARLIG SPÄNNING OCH STRÖM!
ELEKTRISKA STÖTAR KAN LEDA TILL DÖDEN!
FÖRE DRIFT SKA DET SÄKERSTÄLLAS ATT ALLA INSTALLATIONS
OCH JORDNINGSPROCEDURER HAR FÖLJTS. ANVÄND INTE DENNA
UTRUSTNING MED SKYDDEN BORTTAGNA.
278

AVSNITT 4 DRIFT
4.2.1 Driftslägen: Skärnings- och markeringsläge
EPP-600 fungerar i skärningsläge genom ett enda kontinuerligt justerbart område för utström från 50 A till och med
1.
600 A med användning av antingen strömpotentiometern på frontpanelen eller en ärrströmsreferenssignal som matas in i konnektorn J1.
Vid användning av ärrsignal motsvarar 80 A en strömreferenssignal på 1,00 VDC och 600 A motsvarar en signal på
7,50 VDC. För signaler över 8,00 V begränsar kraftkällan internt utströmmen till ett normalvärde på 680 A.
EPP-600 går till skärningsläge för drift såvida inte kommandosignalen för markeringsläge ges.
Kraftkällan står i markeringsläge med ett externt isolerat relä eller en brytkontakt som ansluter J1-F (115VAC) till J6-A.
2.
Se Schematiskt diagram på bakskyddets insida. Denna kontakttillslutning måste göras innan (50 mS eller mer) du ger
kommandot Start eller Kontaktor på.
EPP-600 fungerar i markeringsläge genom ett enda kontinuerligt justerbart område för utström från 12 A till och med
400 A med användning av antingen strömpotentiometern på frontpanelen eller en ärrströmsreferenssignal som matas in i konnektorn J1.
Vid användning av ärrsignal motsvarar 12 A en strömreferenssignal på 0,15 VDC och 600 A motsvarar en signal på
7,50 VDC. För signaler över 8,00 V begränsar kraftkällan internt utströmmen till ett normalvärde på 680 A.
I markeringsläget är den tillsats, som i skärningsläge används för ljusbågsstart, avaktiverad. Den resulterande tomgångsspänningen är ungefär 290 V vid nominell inledningsspänning. Dessutom stängs K12 och ansluter R60 till och
med R67 till utkretsen. Dessa resistorer hjälper till att stabilisera avgiven effekt för de låga markeringsströmmarna.
Kraftkällan kan i markeringsläget uppnå sin fulla 600 A 100 % märkeffekt.
I markeringsläget måste den fabriksinställda minsta startströmmen på 43 ampere reduceras till sex ampere genom
ändring av inställningarna på brytare två (SW2) på kontrolldatorpanelen bakom åtkomstskyddet uppe till höger på
frontpanelen. SW2-lägena 5, 6, och 7 bör vara avstängda (nere) och läge 8 bör vara på (uppe).
279
AVSNITT 4 DRIFT
Begin
Cutting
ACTUAL AMPS
PRESET AMPS
HIGH
LOW
PILOT
ARC
PANEL
REMOTE
Apply Power
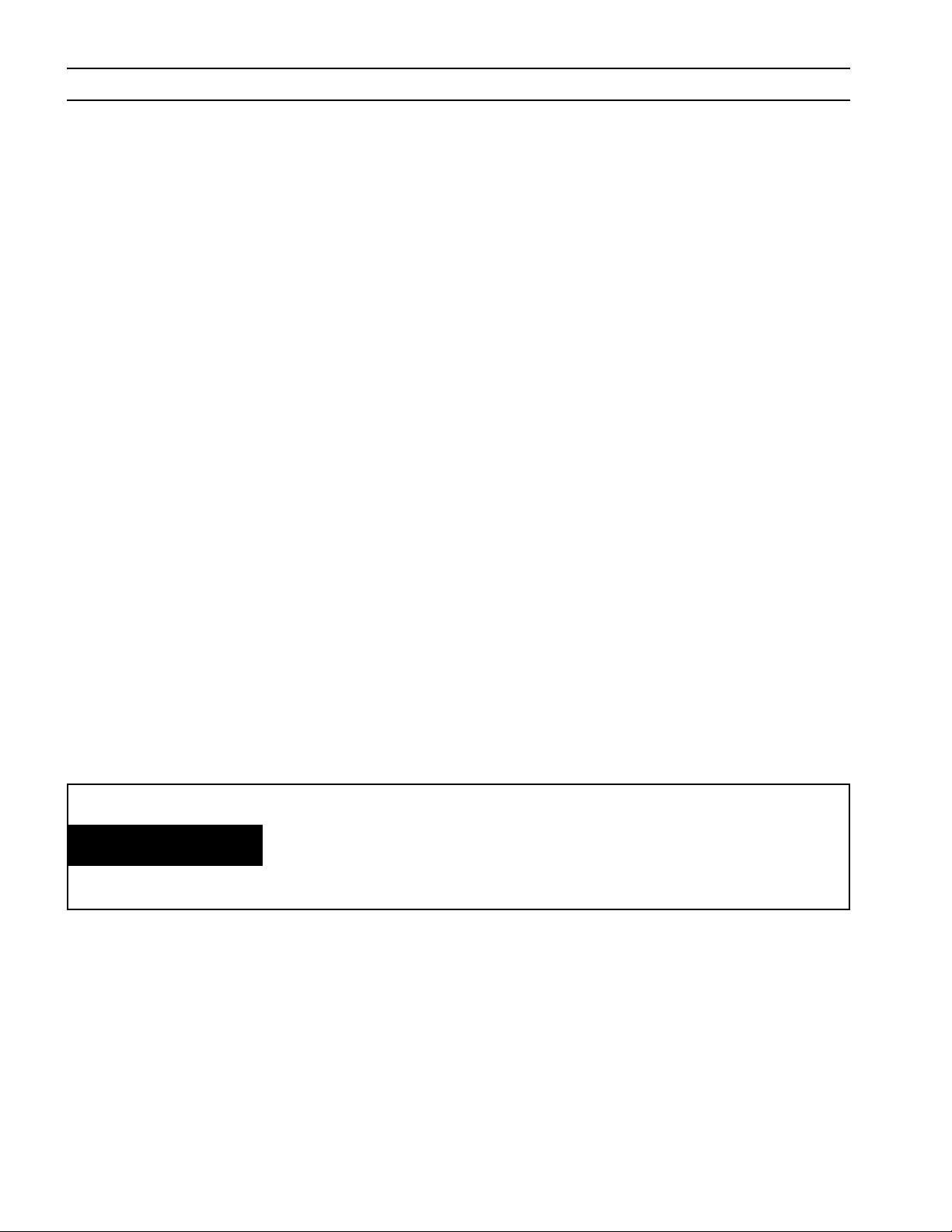
4.3 Driftsföljd
Sätt på ström genom att stänga ledningens (vägg-) brytare.
1.
EPP-600 har inte någon brytare för På/av. Lampan för huvudström tänds och fellampan blinkar och slocknar sedan.
Välj panel/ärrinställning.
2.
Ställ in pilotljusbågens brytare Hög/låg. (Ske skärningsdata
3.
i handboken till brännaren.)
Om du använder panelläge ska du titta på förinställd ström-
4.
styrka med brytaren FAKTISK/FÖRINSTÄLLD STRÖMSTYRKA.
Justera strömmen till dess ungefärligt önskat värde visas på
amperemätaren.
Påbörja plasmaskärningen. I denna kan det ingå manuell
5.
inställning av andra alternativ beroende på plasmapaketet
i sin helhet
Om du använder panelläge ska du när skärningen har påbör-
6.
jats justera strömmen till önskad mängd.
Kontrollera om fellampan tänds. Om så är fallet hänvisas till
7.
avsnittet om felsökning.
Obs!
Fellampan blinkar när kontaktorn slås på för att
signalera att likströmsbussen aktiveras normalt.
280
AVSNITT 4 DRIFT
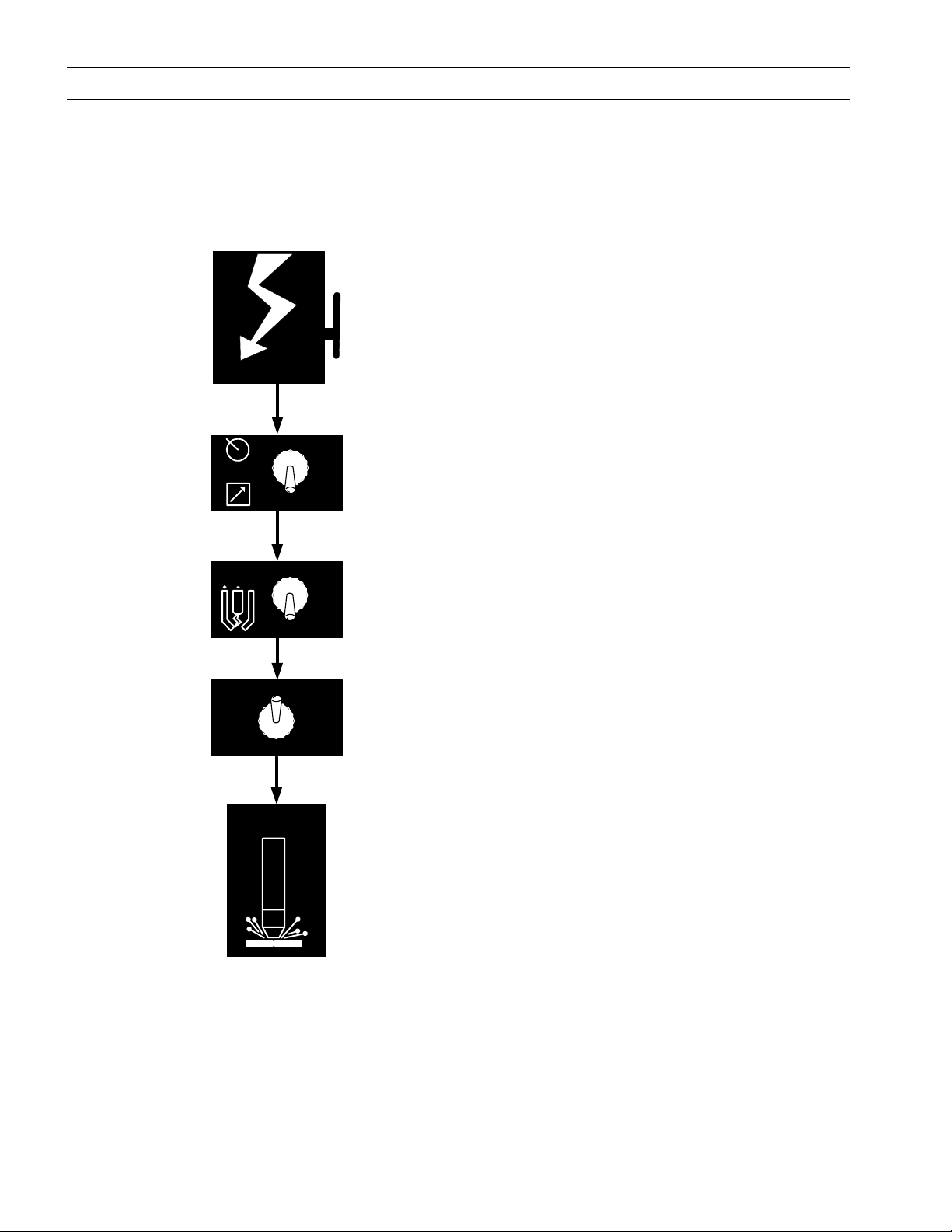
4.4 Initiala ljusbågsinställningar
Det går att ställa in tiden innan full ström uppnås så att du får en mjuk start. Med denna egenskap är strömmen till en början
reducerad men ökar sedan gradvis till full ström. EPP-600 skickas fån fabriken med mjuk start aktiverad. Standardinställningarna är:
Minsta startström
. . . . . . . . . . . . . . . . . . . 45 A
Startström . . . . . . . . . . . . . . . . . . . . . . . . . 50 % av skärningsströmmen
Beräknad tid tills full ström uppnås. . 800 msek
Uppehållstid . . . . . . . . . . . . . . . . . . . . . . . 50 msek
Dessa tidsfunktioner kan avaktiveras eller justeras så att de passar enskilda systemkrav.
Starta strömvågsform med mjukstart AV
Likström utström
Ungefär två msek till full ström
Skärningsström
1UT = 80 V
REF
Starta strömvågsform med mjukstart PÅ
Startström
Likström utström
Fördröjning
Tid
Tid till full s tröm
800 msek
Skärningsström
1UT = 80 V
REF
VARNING!
Tid
Tid
ELEKTRISKA STÖTAR KAN LEDA TILL DÖDEN!
STÄNG AV STRÖMMEN VID LEDNINGENS VÄGG BRYTARE INNAN
DU TAR BORT NÅGRA SKYDD ELLER GÖR NÅGRA JUSTERINGAR PÅ
STRÖMKÄLLAN.
281

AVSNITT 4 DRIFT
1 2 3 4 5 6 7 8
SW2
1 2 3 4 5 6 7 8
SW2
4.4.1 Aktivera/avaktivera villkoren för bågens tidgivare för initiering
Fabriksinställda inställningar visas
på
av
SW1
1. Ta bort åtkomstpanelen i frontpanelens övre högra hörn. Se till att denna panel sätts tillbaka när justeringarna har
gjorts.
2. Lokalisera SW1 och PCB1 och skjut ner båda vippkontakterna så att de avaktiveras . För att aktivera dem skjuter du upp
båda brytarna. (Om en brytare är uppe och den andra nere anses tiden för ljusbågsinitierig vara på.)
4.4.2 Justera bågens tidgivare för initiering
Fabriksinställda inställningar visas
på
av
Minsta startström
Kontrolleras genom val av lägena 5 till och med 8 på SW2. När en brytare skjuts i läge ‘På’ läggs dess värde till det fabriksinställda minsta värdet på 5 A.
Brytare nr. 5 = 40 A minsta startström
Brytare nr. 6 = 20 A minsta startström
Brytare nr. 7 = 10 A minsta startström
Brytare nr. 8 = 5 A minsta startström
Standardinställningar är med 5 på 40 A + 5 A = 45 A
Uppehållstid
Kontrolleras genom val av lägena 1 till och med 4 på SW2 på PCB1. När en brytare skjuts i läge på läggs dess värde till den
minsta uppehållstiden på 10 msek.
Brytare nr. 1 = 10 msek uppehållstid
Brytare nr. 2 = 20 msek uppehållstid
Brytare nr. 3 = 40 msek uppehållstid
Brytare nr. 4 = 80 msek uppehållstid
Standarinställning är med brytare nr. 3 på. 40 msek + 10 msek (minimum) = 50 msek
282

AVSNITT 4 DRIFT
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
0 1 2 3 4 5 6 7
8 9 10
4.4.3 Kontroller av ljusbågsinitiering
Startströmspotentiometern
Tidgivare för up-slope
SW1
SW2
4.4.4 Starta tidgivare för ström och up-slope
Förhållande (%) mellan startström och
Procentuell andel (%) av skärningsströmmen
Startströmmens potentiometerinställning
potentiometerinställning
Startström
Ställ in med den potentiometer som finns ovanför och till vänster
om mitten på PCB1. Fabriksinställda inställningar på sju resultat
med en startström som är 50 % av skärningsströmmen.
Tidgivare för up-slope
Tre lägesbrytare placerade bredvid startströmspotentiometern. Tid från startström (när fördröjningen avslutats) till full
ström. Fabriksstandard = 800 msek.
Vänster läge = 250 msek
Centralt läge = 800 msek
Höger läge = 1200 msek
MAX
283

AVSNITT 4 DRIFT
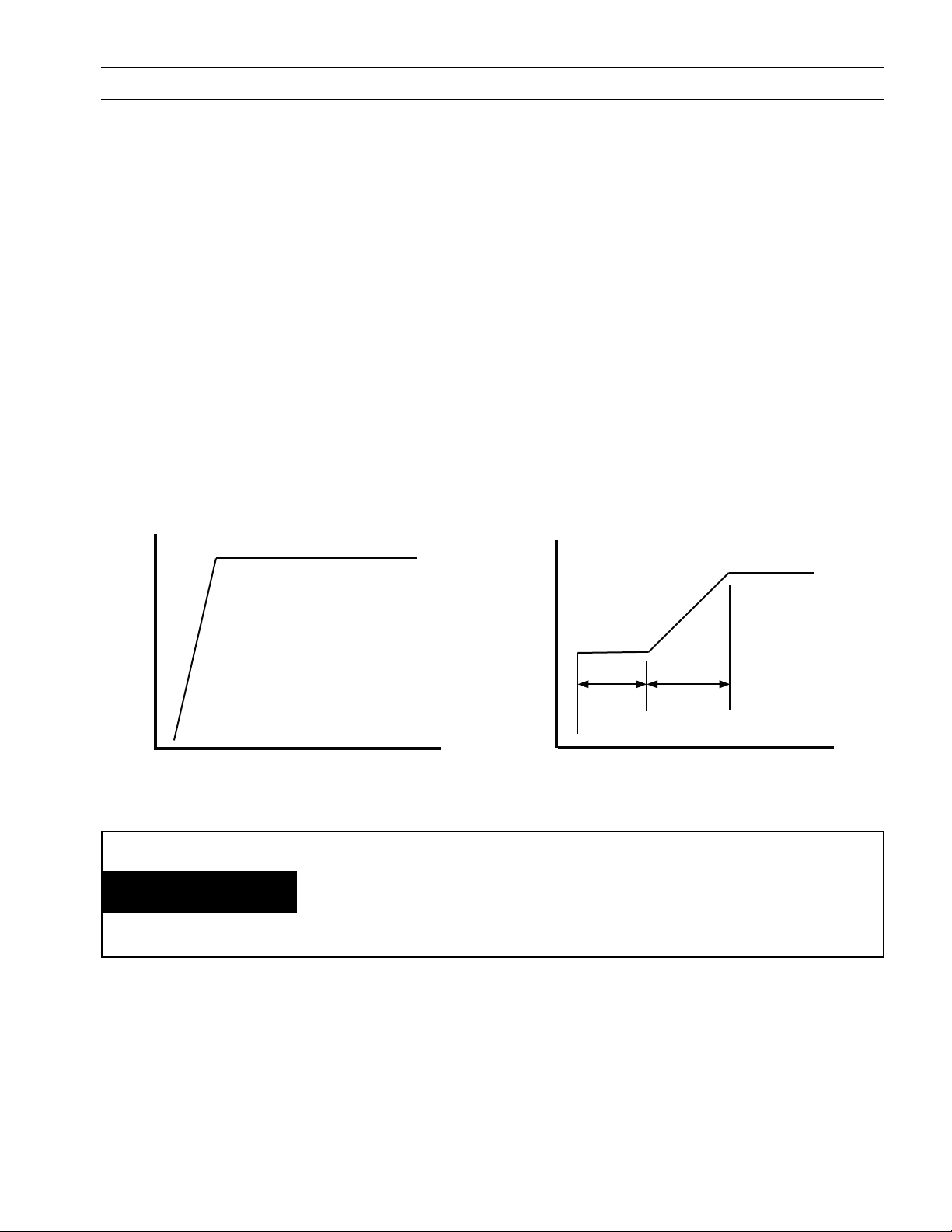
EPP-600 V-I CURVES
0
50
100
150
200
250
300
350
400
450
0 100 200 300 400 500 600 700
OUTPUT VOLTAGE (Volts)
V
REF
= 0.625V
MIN CUT RATING
V
REF
= 4.000V
V
REF
= 3.000V
V
REF
= 2.000V
V
REF
= 1.000V
INTERNAL CURRENT LIMIT
V
REF
= 7.500V
V
REF
= 7.000V
V
REF
= 6.000V
V
REF
= 5.000V
MAX RATING
427V Open Circuit (460V & 575V Models)
410V Open Circuit (400V Model)
Output of Boost/Start Circuit (Off in Marking Mode)
Max Output Voltage
@
Nominal Line
I
OUT
= (80) x (V
REF
)
MIN MARK RATING
V
REF
= 0.150V
4.5 EPP-400 V-I-kurvor
Utspänning (volt)
Utström (ampere)
Minsta markeringsström
Minsta skärningsström
V
REF
V
REF
V
REF
V
REF
= 1 000V
= 2 000V
= 3 000V
V
=
REF
= 5 000V
V
REF
V
REF
= 0,150V
= 0,625V
Uteffekt av förstärkt/startkrets (av i markeringsläge)
427 V tomgång (460 & 575 V modeller)
410 V tomgång (400 & 575 V modeller)
Högsta strömrating
Intern strömgräns
V
REF
V
REF
V
REF
= 6 000V
= 7 000V
= 7 500V
284
Max. utspänning
Vid märkledning
I
UT
= (80) x (V
RE F
)
 Loading...
Loading...