

EPP-400
Fonte de Alimentação de Plasma
Manual de Instruções (PT)
0558006935 08/2010

CERTIFIQUESE DE QUE ESTAS INFORMAÇÕES CHEGUEM
ATÉ O OPERADOR.
VOCÊ PODE OBTER MAIS CÓPIAS ATRAVÉS DE SEU FORNECEDOR.
CUIDADO
Estas INSTRUÇÕES são para operadores com experiência. Caso não esteja familiarizado
com as normas de operação e práticas de segurança para solda elétrica e equipamento de
corte, recomendamos que leia nosso folheto, “Formulário 52-529 de Precauções e Práticas
de Segurança para Solda Elétrica, Corte e Goivagem”. NÃO permita que pessoas sem treinamento façam a instalação, operação ou a manutenção deste equipamento. NÃO tente
instalar ou operar este equipamento até que tenha lido e compreendido completamente
as instruções. Caso não as compreenda, contate seu fornecedor para maiores informações.
Certique-se de ter lido as Precauções de Segurança antes de instalar ou operar este equipamento.
RESPONSABILIDADE DO USUÁRIO
Este equipamento após ser instalado, operado, feito a manutenção e reparado de acordo com as instruções fornecidas, operará conforme a descrição contida neste manual acompanhando os rótulos e/ou folhetos e deve ser
vericado periodicamente. O equipamento que não estiver operando de acordo com as características contidas
neste manual ou sofrer manutenção inadequada não deve ser utilizado. As partes que estiverem quebradas,
ausentes, gastas, alteradas ou contaminadas devem ser substituídas imediatamente. Para reparos e substituição,
recomenda-se que se faça um pedido por telefone ou por escrito para o Distribuidor Autorizado do qual foi
comprado o produto.
Este equipamento ou qualquer uma de suas partes não deve ser alterado sem a autorização do fabricante. O
usuário deste equipamento se responsabilizará por qualquer mal funcionamento que resulte em uso impróprio,
manutenção incorreta, dano, ou alteração que sejam feitas por qualquer outro que não seja o fabricante ou de
um serviço designado pelo fabricante.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU OPERAR
A MÁQUINA.
PROTEJA OS OUTROS E A SI MESMO!

ÍNDICE
Secção / Título Página
1.0 Precauções de Segurança . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2.0 Descrição . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.1 Introdução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.2 Especicações gerais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.3 Dimensões e peso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
3.0 Instalação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
3.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
3.2 Desembalagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
3.3 Colocação em funcionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
3.4 Ligação da alimentação de entrada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
3.5 Ligação de saída. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
3.6 Instalação paralela. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
3.7 Cabos da interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
4.0 Funcionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
4.1 Descrição dos circuitos do diagrama de bloco. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
4.2 Painel de controlo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
4.3 Sequência de funcionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
4.4 Denições de início do arco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27
4.5 Curvas V-I do EPP-400 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
5.0 Manutenção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
5.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
5.2 Limpeza. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
5.3 Lubricação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.0 Resolução de problemas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
6.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
6.2 Indicadores de avaria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
6.3 Isolamento de avarias. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
6.4 Teste e substituição de componentes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
6.5 Interface de circuitos de controlo a utilizar os conectores J1 e J6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52
6.6 Conjuntor principal auxiliar (K3) e Circuitos do conjuntor de estado sólido . . . . . . . . . . . . . . . . . . . . . . . . 54
6.7 Circuito de activação do conjunto principal (K1A, K1B e K1C) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55
6.8 Circuitos de detecção de corrente do arco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
6.9 Cadinho de controlo de corrente e Vref remoto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
6.10 Circuitos Alto / Baixo do arco do piloto e de Corte/Marcação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
7.0 Peças Sobressalentes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59
7.1 Geral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59
7.2 Encomendas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59

4

SEÇÃO 1 MEDIDAS DE SEGURANÇA
1.0 Medidas de Segurança
Todos aqueles que utilizam equipamentos de solda e corte da ESAB devem certicar-se de que todas as pessoas
que trabalhem ou estiverem perto da máquina de solda ou corte tenha conhecimento das medidas de segurança.
Estas medidas de segurança devem estar de acordo com os requerimentos que se aplicam às máquinas de solda
e corte. Leia atentamente as recomendações a seguir. As recomendações em relação ao seu local de trabalho
relativas à segurança também devem ser seguidas.
Uma pessoa com experiência em equipamentos de solda e corte deve ser responsável pelo trabalho. A operação
incorreta da máquina pode danicar o equipamento e causar riscos à sua saúde.
1. Todos aqueles que utilizarem os equipamentos de solda e corte devem estar familiarizados com:
- sua operação.
- localização das chaves de emergência.
- sua função.
- medidas de segurança relevantes.
- processo de solda e/ou corte
2. O operador deve certicar-se de que:
- somente pessoas autorizadas mexam no equipamento.
- todos estejam protegidos quando o equipamento for utilizado.
3. A área de trabalho deve ser:
- apropriada para esta aplicação.
- sem ventilação excessiva.
4. Equipamentos de segurança pessoal:
- sempre use equipamentos de segurança como óculos de proteção, luvas e roupas especiais.
- não utilize acessórios que não sejam adequados à operação de solda ou corte, como colar, pulseira, etc.
5. Precauções gerais:
- certique-se de que o cabo de trabalho esteja rmemente conectado.
- o trabalho em equipamentos de alta voltagem deve ser feito por pessoas qualicadas.
- tenha um extintor perto da área onde a máquina esteja situada.
- não faça a manutenção ou lubricação do equipamento durante a operação de corte.
Classe da caixa
O código IP indica a classe da caixa, ou seja, o nível de protecção contra a penetração de objectos sólidos ou
água. A protecção é fornecida contra a pulverização de água até 60 graus a partir da vertical. O equipamento
marcado com IP23S poderá ser armazenado, mas não se destina a ser utilizado no exterior durante a queda de
precipitação, a menos que esteja abrigado.
Máximo
ATENÇÃO
Se o equipamento for colocado numa superfície que tenha uma inclinação superior a 15°,
poderá ocorrer o tombamento. São possíveis
ferimentos pessoais e / ou danos significativos no equipamento.
Inclinação
permitida
15°
5

SEÇÃO 1 MEDIDAS DE SEGURANÇA
O PROCESSO DE SOLDA E CORTE PODE CAUSAR DANOS À SUA SAÚDE
E A DE OUTROS. TOME AS MEDIDAS DE SEGURANÇA APROPRIADAS AO
ATENÇÃO
CHOQUE ELÉTRICO - pode ser fatal!
- instale e aterre o equipamento de solda ou corte de acordo com a norma de segurança local.
- não toque as partes elétricas ou o eletrodo sem proteção adequada, com luvas molhadas ou com pano
molhado.
- não encoste no aterramento nem na peça de trabalho.
- certique-se de que a área de trabalho é segura.
FUMOS E GASES - podem ser nocivos à saúde.
- mantenha a cabeça longe dos fumos.
- utilize ventilação e/ou extração de fumos na zona de trabalho.
RAIOS DO ARCO - podem causar queimaduras e danicar a sua visão.
- proteja os olhos e o corpo. Use a lente de solda/corte correta e roupas apropriadas.
- proteja as outras pessoas com cortinas apropriadas.
FOGO
- fagulhas podem causar fogo. Certique-se que nenhum produto inamável não esteja na área de trabalho.
SOLDAR OU CORTAR. PEÇA AO SEU EMPREGADOR PARA TER ACESSO ÀS
NORMAS DE SEGURANÇA.
RUÍDO - ruído em excesso pode prejudicar a sua audição.
- proteja o seu ouvido. Use protetor auricular.
- informe as pessoas na área de trabalho dos riscos de ruído em excesso e da necessidade de se usar protetor
auricular.
MALFUNÇÃO - caso a máquina não opere como esperado, chame uma pessoa especializada.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU OPERAR
A MÁQUINA. PROTEJA OS OUTROS E A SI MESMO!
Este produto destina-se exclusivamente a corte a plasma.
ATENÇÃO
Qualquer outra utilização poderá resultar em ferimentos pessoais e/ou danos no equipamento.
ATENÇÃO
Para evitar ferimentos pessoais e /ou danos
no equipamento, eleve o método e os pontos
de axação aqui apresentados.
6

SECÇÃO 2 DESCRIÇÃO
2.1 Introdução
A fonte de alimentação EPP foi concebida para aplicações de marcação e de corte mecanizado de plasma de
alta velocidade. Pode ser utilizada com outros produtos ESAB, tais como os maçaricos PT-15, PT-19XLS, PT-600 e
PT-36 juntamente com o Smart Flow II, um sistema informático de regulação e comutação de gás.
• 12 a 400 amperes para marcação
• 50 a 400 amperes de corrente de corte
• Refrigeração a ar forçada
• Alimentação de corrente contínua de estado sólido
• Protecção da tensão de entrada
• Controlo a partir do painel frontal, local ou remotamente
• Protecção do interruptor térmico para os componentes do transformador principal e semi-condutores
de alimentação
• Anéis de elevação superiores para forquilha na base para ns de transporte
• Capacidades de fonte de alimentação suplementar paralela para aumentar a gama de saída de corrente.
2.2 Especicações gerais
Peça Number 0558006470 0558006471 0558006472
Tensão 200 VDC
Gama de corrente CC
Saída
(100 % do ciclo
de serviço)
Entrada
(marking)
Gama de corrente CC
(cutting)
Alimentação 120 KW
* Tensão de circuito aberto
(OCV)
Tensão (trifásica) 400 V 460 V 575 V
Corrente (trifásica) 138A RMS 120A RMS 96A RMS
Frequência 50/60 HZ 60 HZ 60 HZ
KVA 95.6 KVA 95.6 KVA 95.6 KVA
Alimentação 87 KW 87 KW 87 KW
Factor de alimentação 91.0 % 91.0% 91.0%
Fusível de entrada 200A 150A 125A
EPP-400 400V,
50 / 60Hz CE
423 VCC 427 VCC 427 VCC
EPP-400 460V,
60Hz
12A a 400A
50A a 400A
EPP-400 575V,
60Hz
* A tensão do circuito aberto é reduzida para 360V no modo de marcação para os modelos de 460V e 575V a
60Hz e para 310V no modelo de 400V a 50Hz.
7

SECÇÃO 2 DESCRIÇÃO
2.3 Dimensões e peso
114,3 cm
45.00”
94,6 cm
37.25”
102,2 cm
40.25”
Peso= 825 kg.
8

SECÇÃO 3 INSTALAÇÃO
3.1 Geral
O NÃO CUMPRIMENTO DAS INSTRUÇÕES PODE CONDUZIR À MORTE,
FERIMENTOS E DANOS MATERIAIS. SIGA ESTAS INSTRUÇÕES PARA
AVISO
3.2 Desembalagem
ATENÇÃO
• Inspeccionar quanto a danos ocorridos durante o transporte imediatamente após a recepção.
• Retirar todos os componentes do contentor de transporte e vericar a existência de peças soltas no
contentor.
• Inspeccionar as grelhas de ventilação quanto à existência de obstruções.
EVITAR A OCORRÊNCIA DE FERIMENTOS OU DANOS MATERIAIS.
DEVEM SER CUMPRIDOS OS REGULAMENTOS DE SEGURANÇA LOCAIS,
REGIONAIS E NACIONAIS.
A utilização de um olhal de elevação danica a folha metálica
e a armação. Utilize ambos os olhais de elevação durante o
transporte suspenso.
3.3 Colocação em funcionamento
Nota:
Utilizar ambos os olhais de elevação ao transportar a partir de uma posição suspensa.
• Permitir uma folga mínima de 1 metro na frente e traseira do equipamento para a circulação do ar.
• Planear a instalação com espaço suciente de modo a permitir a remoção dos painéis superior e laterais
para tarefas de manutenção, limpeza e inspecção.
• Colocar o equipamento EPP-400 relativamente próximo de uma fonte e alimentação eléctrica com os
fusíveis adequados.
• Manter a área por baixo da fonte de alimentação desimpedida para permitir a circulação do ar.
• O ambiente de estar relativamente isente de poeiras, gases e calor excessivo. Estes factores afectam
adversamente a ecácia da refrigeração.
A presença de poeiras e sujidade condutora no interior da fonte
de alimentação pode provocar a ignição do arco.
ATENÇÃO
Pode ocorrer danos no equipamento. Pode ocorrer curtocircuitos eléctricos se for permitida a acumulação de poeiras no
interior da fonte de alimentação. Ver secção de manutenção.
9

SECÇÃO 3 INSTALAÇÃO
3.4 Ligação da alimentação de entrada
OS CHOQUES ELÉCTRICOS PODEM MATAR!!
DEVE SER FORNECIDA A PROTECÇÃO MÁXIMA CONTRA CHOQUES
ELÉCTRICOS.
AVISO
3.4.1 Alimentação principal
O equipamento EPP-400 é uma unidade trifásica. A alimentação de entrada deve ser fornecida a partir de um
interruptor de desligação da linha (de parede), que inclua fusíveis ou disjuntores, de acordo com os regulamentos
locais e nacionais.
ANTES DA REALIZAÇÃO DE QUAISQUER LIGAÇÕES NO INTERIOR DA
MÁQUINA, ABRIR O INTERRUPTOR DE DESLIGAÇÃO DE PAREDE PARA
CORTAR A ENERGIA.
Tamanhos dos condutores de entrada e fusíveis de linha recomendados:
Entrada à carga nominal Condutor de
volts amperes
400 138 95 (4/0) 200
460 120 95 (3/0) 150
575 96 50 (1/0) 125
A carga nominal é de 400 A a 200V
* Tamanhos de acordo com o Código de Electricidade Nacional para condutores de cobre de 90°C (194˚F) numa
temperatura ambiente de 40°C (104˚F). Não devem ser incluídos mais de três condutores no cabo. Devem ser seguidos
os códigos locais caso especiquem tamanhos diferentes dos listados anteriormente.
Para estimar a corrente de entrada para uma vasta gama de condições de saída, utilizar a fórmula que se segue.
Corrente de entrada =
(arco V) x (arco I) x 0.688
entrada e de terra*
CU/mm2 (AWG)
(linha V)
Tamanho do
fusível de atraso
(amperes)
Pode ser necessária uma conduta de alimentação eléctrica dedicada.
O EPP-400 está equipado com compensação de tensão de linha, mas,
AVISO
para evitar um desempenho impreciso devido à sobrecarga de um
circuito, pode ser necessária uma conduta de alimentação própria.
10
SECÇÃO 3 INSTALAÇÃO
3.4.2 Condutores de entrada
• Fornecidos pelo cliente
• Podem ser compostos por condutores de cobre cobertos de borracha pesada (três de alimentação e
um de terra) ou passarem numa conduta sólida ou exível.
• Dimensões de acordo com o quadro.
Os condutores de entrada devem ser terminados com terminais em
anel.
AVISO
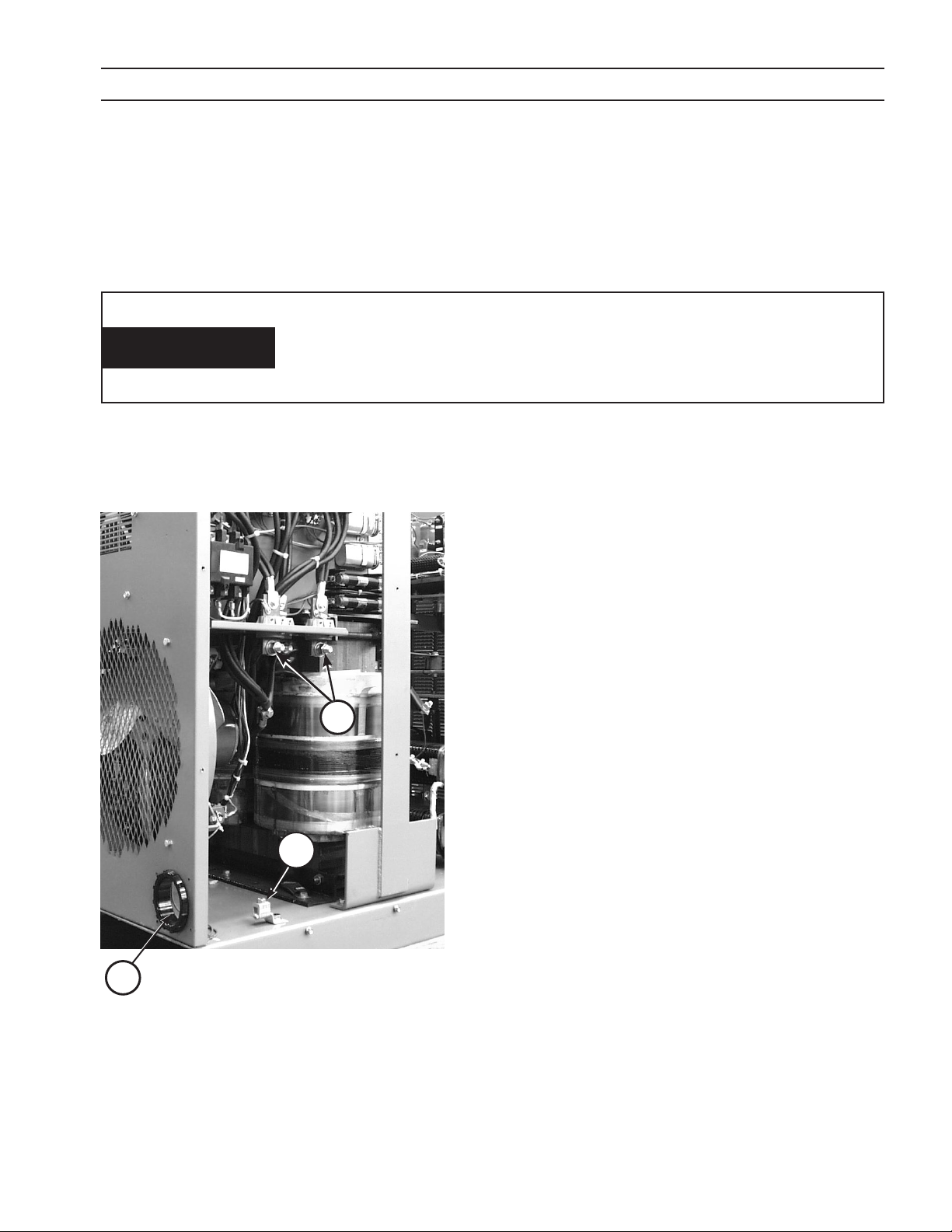
3.4.3 Procedimento de ligação de entrada
Os condutores de entrada devem ser terminados com terminais em anel
com um tamanho de 12,7 mm antes de serem ligados ao EPP-400.
1. Remover o painel lateral esquerdo do EPP-400
2. Alimentar três cabos pela abertura de acesso no painel traseiro.
3. Fixar os cabos com um aperta-cabos ou acoplamento de
condutas (não fornecidos) na abertura de acesso.
1
4. Ligar o cabo de terra ao rebite na base do chassis.
5. Ligar os terminais do anel do cabo de alimentação aos terminais
principais com os parafusos, anilhas e porcas fornecidos.
6. Ligar os condutores de entrada à desligação da linha
(parede).
2
3
1 = Terminais principais
2 = Ligação de terra do chassis
3 = Abertura de acesso do cabo de entrada de alimentação (painel traseiro)
11

SECÇÃO 3 INSTALAÇÃO
OS CHOQUES ELÉCTRICOS PODEM MATAR!
OS TERMINAIS EM ANEL TÊM DE TER UMA FOLGA ENTRE O PAINEL
LATERAL E O TRANSFORMADOR PRINCIPAL. A FOLGA DEVE SER
AVISO
AVISO
3.5 Ligações de saída
SUFICIENTE PARA EVITAR A POSSÍVEL FORMAÇÃO DE ARCO. GARANTIR
QUE OS CABOS NÃO INTERFEREM COM A ROTAÇÃO DA VENTOINHA
DE REFRIGERAÇÃO.
A INCORRECTA LIGAÇÃO À TERRA PODE RESULTAR NA MORTE OU
FERIMENTOS.
OS CHASSIS DEVE SER LIGADO A UMA LIGAÇÃO DE TERRA APROVADA.
GARANTIR QUE O CABO DE TERRA NÃO ESTÁ LIGADO A QUALQUER
TERMINAL PRINCIPAL.
OS CHOQUES ELÉCTRICOS PODEM MATAR! TENSÃO E CORRENTE
PERIGOSAS!
SEMPRE QUE TRABALHAR NAS IMEDIAÇÕES DE UMA FONTE DE
ALIMENTAÇÃO DE PLASMA COM AS COBERTURAS RETIRADAS:
AVISO
3.5.1 Cabos de saída (fornecidos pelo cliente)
Escolher cabos de saída de corte de plasma (fornecidos pelo cliente) na base de um cabo de cobre isolado de
4/0 AWG, 600 V por cada 400 amperes de corrente de saída.
• DESLIGAR A FONTE DE ALIMENTAÇÃO NO INTERRUPTOR DE
DESLIGAÇÃO (PAREDE).
• PROCEDER À VERIFICAÇÃO POR UMA PESSOA QUALIFICADA DAS
BARRAS DE BARRAMENTO DE SAÍDA (POSITIVAS E NEGATIVAS) COM
UM VOLTÍMETRO.
Nota:
Não utilizar cabos de soldar isolados de 100V.
12

SECÇÃO 3 INSTALAÇÃO
3.5.2 Procedimento de ligação de saída
1. Retirar o painel de acesso da secção frontal inferior da fonte de alimentação.
2. Alimentar os cabos de saída pelas aberturas na parte inferior do painel frontal ou na parte inferior da fonte de alimentação
imediatamente por trás do painel frontal.
3. Ligar os cabos aos terminais designados montados no interior da fonte de alimentação, utilizando os conectores de
cabo de pressão listados na UL.
4. Instalar novamente o painel retirado durante o primeiro passo.
Painel de acesso
3.6 Instalação paralelaelo
Pode ser ligados dois equipamentos EPP-400 em paralelo para aumentar a gama de correntes de saída.
A corrente de saída da fonte de alimentação paralela excede os
valores recomendados ao cortar abaixo de 100 A.
Utilizar apenas uma fonte de alimentação ao cortar abaixo de
100 A.
ATENÇÃO
É recomendada a desligação do cabo negativo da fonte de
alimentação suplementar ao mudar para correntes abaixo
de 100 A. Este cabo deve ser terminado em segurança para
proteger contra choques eléctricos.
13

SECÇÃO 3 INSTALAÇÃO
3.6.1 Ligações paralelas para dois EPP-400
Nota:
A fonte de alimentação principal conta com o condutor (-) do eléctrodo ligada com ligação directa.
A fonte de alimentação suplementar conta com o terminal de trabalho (+) ligado com ligação directa.
1. Ligar os cabos de saída negativos (-) à caixa de arranque do arco (gerador de alta frequência).
2. Ligar os cabos de saída positivos (+) à peça de trabalho.
3. Ligar os condutores positivos (+) e negativos (-) entre as fontes de alimentação.
4. Ligar o cabo do arco do piloto ao terminal do arco do piloto na fonte de alimentação principal. A ligação do arco do
piloto na fonte de alimentação suplementar não é utilizada. O circuito do arco do piloto não é utilizado em paralelo.
5. Colocar o interruptor de regulação Alto / Baixo do arco do piloto, na fonte de alimentação suplementar, na posição
“LOW” (Baixo).
6. Colocar o interruptor de regulação Alto / Baixo do arco do piloto, na fonte de alimentação principal, na posição “HIGH”
(Alto).
7. Se for utilizado um sinal de referência de corrente remoto de 0.00 a +10.00 V CC para denir a corrente de saída,
alimentar o mesmo sinal a ambas as fontes de alimentação. Ligar o J1-G (V CC positiva de 0.00 a 10.00) de ambas
as fontes de alimentação e ligar o J1-P (negativo) de ambas as fontes de alimentação. Com ambas as fontes de
alimentação em funcionamento, é possível prever a corrente de saída utilizando a seguinte fórmula: [corrente de
saída (amperes)] = [tensão de referência] x [100]
As ligações para a instalação paralela de duas fontes de alimentação EPP-400 com ambas as fontes de
alimentação em funcionamento.
EPP-400 EPP-400
Fonte de alimentação
suplementar
trabalho
(+)
2 – cabos positivos
de 4/0 600V para a
peça de trabalho
eléctrodo
(-)
trabalho
(+)
1 – Cabo de 14 AWG 600V
para a ligação do arco do
piloto na caixa de arranque
Fonte de alimentação
principal
arco do piloto
(gerador)
eléctrodo
(-)
2 – Cabos
negativos 4/0
600V na caixa de
arranque do arco
(gerador)
14

SECÇÃO 3 INSTALAÇÃO
trabalho
O equipamento EPP-400 não dispõe de um interruptor geral de ligar/desligar. A alimentação principal é controlado através
do interruptor de desligação da linha (parede).
NÃO OPERAR O EPP400 COM AS COBERTURAS RETIRADAS.
OS COMPONENTES DE ALTA TENSÃO FICAM EXPOSTOS A UM MAIOR
AVISO
AVISO
RISCO DE CHOQUES.
OS COMPONENTES INTERNOS PODEM FICAR DANIFICADOS DEVIDO À
PERDA DE EFICÁCIA DAS VENTOINHAS DE REFRIGERAÇÃO.
OS CHOQUES ELÉCTRICOS PODEM MATAR!
OS CONDUTORES ELÉCTRICOS EXPOSTOS PODEM SER PERIGOSOS!
NÃO DEIXAR CONDUTORES ELECTRICAMENTE “QUENTES” EXPOSTOS.
AO DESLIGAR A FONTE DE ALIMENTAÇÃO SUPLEMENTAR DA FONTE DE
ALIMENTAÇÃO PRINCIPAL, VERIFICAR SE OS CABOS CORRECTOS FORAM
DESLIGADOS, ISOLAR AS EXTREMIDADES DESLIGADAS.
AO UTILIZAR APENAS UMA FONTE DE ALIMENTAÇÃO NUMA CONFIGU
RAÇÃO PARALELA, O CONDUTOR DO ELÉCTRODO NEGATIVO DEVE SER
DESLIGADO DA FONTE DE ALIMENTAÇÃO SUPLEMENTAR E DA CAIXA DE
CANALIZAÇÃO. O NÃO CUMPRIMENTO DESTA MEDIDA DEIXA A FONTE
DE ALIMENTAÇÃO SUPLEMENTAR ELECTRICAMENTE “QUENTE”.
As ligações para a instalação paralela de duas fontes de alimentação EPP-400 com apenas uma fonte de
alimentação em funcionamento.
EPP-400 EPP-400
Fonte de alimentação
suplementar
2 – cabos positivos
de 4/0 600V para a
peça de trabalho
eléctrodo
Desligar a ligação negativa da fonte de alimentação secundária e isolar
para converter as duas
fontes numa única fonte
de alimentação
Fonte de alimentação
principal
trabalho
2 – Cabos negativos
de 4/0 600V na caixa
de arranque do arco
eléctrodo
(gerador)
15
SECÇÃO 3 INSTALAÇÃO
3.6.2 Marcação com dois EPP-400 paralelos
Pode ser ligados dois equipamentos EPP-400 em paralelo e utilizados para a marcação a 24 A e corte de 100 A a 800 A.
Podem ser feitas duas modicações simples à fonte de alimentação suplementar para permitir a marcação a 12 A. Só são
necessárias as modicações se for necessária a marcação a 12 A.
ALTERAÇÕES DE CAMPO PARA PERMITIR A MARCAÇÃO A 12 A:
1. ALTERAÇÕES À FONTE DE ALIMENTAÇÃO PRINCIPAL: Nenhuma
2. ALTERAÇÕES À FONTE DE ALIMENTAÇÃO SUPLEMENTAR:
A. Desligar o cabo Branco da bobina do K12
B. Retirar o cabo de ligação directa Laranja do TB7-11 e ligar ambas as extremidades do cabo de ligação directa
no TB7-12.
FUNCIONAMENTO DE DOIS EQUIPAMENTOS EPP-400 PARALELOS:
1. Fornece sinais do conjuntor de Ligar/Desligar, Cortar/Marcar e sinais de Alto/Baixo do Arco do Piloto às unidades
principal e suplementar para as tarefas de corte e de marcação. Para a marcação, ambas as fontes de alimentação são
ligadas, mas o sinal de marcação desactiva a saída da fonte de alimentação suplementar caso tenha sido alterada para
marcação a 12 A. Se a fonte de alimentação suplementar não tiver sido modicada, fornece a mesma corrente de saída
que a fonte de alimentação principal.
2. Alimenta o mesmo sinal de V
fonte de alimentação secundária modicada, a função de transferência de corrente de saída para a marcação é a da
fonte de alimentação principal: I
I
= 100 x V
OUT
. Para instalações com uma fonte de alimentação secundária modicada, a função de transferência de
REF
corrente de saída para corte e marcação é de I
às unidades principal e suplementar para corte e marcação. Para instalações com uma
REF
= 50 x V
OUT
. Para o corte, é a soma das fontes de alimentação principal e secundária:
REF
= 100 x V
OUT
REF
.
3.7 Cabos da interface
Interface de refrigeração a água (8 pinos)
Interface do CNC (24 pinos)
16

SECÇÃO 3 INSTALAÇÃO
3.7.1 Cabos da interface do CNC com conector da fonte de alimentação correspondente
e Interface do CNC não terminada
GRN/YEL
VISTA DAS
LIGAÇÕES
RED #4
3.7.2 Cabos da interface do CNC com conectores da fonte de alimentação correspondente em
ambas as extremidades
GRN/YEL
VISTA DAS
LIGAÇÕES
VISTA DAS
LIGAÇÕES
17
RED #4

SECÇÃO 3 INSTALAÇÃO
3.7.3 Cabos da interface de refrigeração a água com conectores da fonte de alimentação
correspondente em ambas as extremidades
VISTA DAS LIGAÇÕES
VISTA DAS LIGAÇÕES
COMPRIMENTO
18

SECÇÃO 4 FUNCIONAMENTO
4.1 Descrição dos circuitos do
diagrama de bloco
L1
Sensor
Left Hall
DO EPP-400
NOZZLE
ELECTRODE
Circuit
Pilot Arc
R (snub)
T1
250V Peak
Blocking Diodes
Blocking Diodes
L2
R (boost)
T1
425V Peak
Right Hall
Sensor
WORK
Shunt
Precision
Nota
Biased Snubber
Circuit
Boost Starting
Arc Contactor
Contact on Pilot
T
incluídos no mesmo módulo.
Os IGBTs e os diodos de rotação livre estão
DIAGRAMA DE BLOCO
Left
See Note
IGBT Modules
Cap.
Bank
Gate
Drive
Sync Signal
For Alternate
PWM
(Master)
Galvanic
Isolator
Left PWM / Gate Drive Board
Gate
Drive
Switching
PWM
(Slave)
Galvanic
Isolator
2
Right PWM / Gate Drive Board
DC Bus
-300V-375V
H
Free Wheeling
Diodes - See Note
T
Right
IGBT Modules
300U120’s
Bus Rectiers
T1 Main
Transformer
See Note
See
Note
Current Servo
Twisted Pair
Feedback for Constant
“T” Common Connected to Earth Grounded Work Through the “+” Output
T
Control Circuit
Error Ampliers
Feedback For Fast Inner Servos
Galvanic
Isolator
S
Input
3 Phase
Iout = (Vref ) x (50)
0.0 - 10.0V DC Vref
(Floating)
CNC Common
19

EPP-600 10/20KHz Output RMS Ripple Current Versus Output Voltage
9.0
SECÇÃO 4 FUNCIONAMENTO
4.1 Descrição dos circuitos do diagrama de bloco (continuação)
O circuito de alimentação utilizado no EPP-400 é habitualmente referido como um conversor Buck ou relé modelador. Os
interruptores electrónicos de alta velocidade ligam-se e desligam-se vários milhares de vezes por segundo fornecendo
impulsos de alimentação à saída. Um circuito de ltro, composto principalmente por um indutor (por vezes, designado
como auto-indutor de alisamento), converte os impulsos numa saída de corrente contínua (CC) relativamente constante.
Embora o indutor do ltro retire a maior parte das utuações da saída “alisada” dos interruptores electrónicos, algumas
pequenas utuações na saída permanecem. O EPP-400 utiliza um circuito de alimentação patenteado que combina a saída
de dois auto-indutores de alisamento, cada um a fornecer, aproximadamente, metade da saída total, de forma a reduzir
as utuações. Os auto-indutores de alisamento são sincronizados, de modo a que a utuação do primeiro auto-indutor
seja a saída crescente e a utuação do segundo indutor seja a saída decrescente. O resultado é a utuação de cada autoindutor cancelar parcialmente a utuação do outro auto-indutor. Consegue-se, assim, uma utuação ultra reduzida com
uma saída de corrente bastante estável. A utuação reduzida é bastante desejada, uma vez que a vida útil do maçarico é
bastante aumentada por uma utuação reduzida.
O gráco que se segue mostra o efeito da redução de utuação patenteada da ESAB com a utilização de dois autoindutores sincronizados e em comutação alternada. Em comparação com a comutação dos auto-indutores em uníssono,
a comutação alternada reduz a utuação com um factor de 4 para 10.
Corrente de Flutuação RMS do EPP-400 a 10/20 kHz vs Tensão de saída
Auto-indutores de alisamento sincronizados e comutação em uníssono (Flutuação de 10kHz)
Choppers Synchronized and Switchng in Unison (10KHz Ripple)
8.0
7.0
6.0
5.0
4.0
Auto-indutores de alisamento sincronizados e comutação alternada (Flutuação de 20kHz)
Choppers Synchronized and Switching Alternately (20KHz Ripple)
3.0
2.0
Corrente de utuação de RMS (Amperes)
1.0
0.0
0 50 100 150 200 250 300 350
Tensão de saída (volts)
20

SECÇÃO 4 FUNCIONAMENTO
4.1 Descrição dos circuitos do diagrama de bloco (continuação)
O Diagrama de Bloco do EPP-400 (depois da sub-secção 6.4.4) mostra os principais elementos funcionais da fonte de
alimentação. T1, o transformador principal, fornece o isolamento da linha da alimentação principal, bem como a tensão
adequada ao barramento de *375 V CC. Os recticadores de barramento convertem a saída trifásica do T1 na tensão do
barramento de *375V. Uma bateria de condensadores proporciona a ltragem e armazenamento de energia, que fornece
energia aos interruptores electrónicos de alta velocidade. Os interruptores são IGBTs (Transístores bipolares de porta
isolada). O barramento de *375V fornece alimentação ao auto-indutor de alisamento esquerdo (principal) e ao autoindutor de alisamento direito (secundário).
Cada auto-indutor de alisamento contém IGBTs, diodos de rotaçãolivre, um sensor, um indutor de ltro e diodos de
bloqueio. Os IGBTs são interruptores electrónicos que, no EPP-400, ligam-se e desligam-se 10.000 vezes por segundo.
Fornecem os impulsos de alimentação ltrados pelo indutor. Os diodos de rotação livre fornecem o caminho para o uxo
de corrente quando os IGBTs estão desligados. O sensor é um transdutor de corrente, que controla a corrente de saída e
fornece o sinal de retorno ao circuito de controlo.
Os diodos de bloqueio desempenham duas funções. Primeiro, impedem a CC de 425V do circuito de arranque por
impulso de retornar aos IGBTs e ao barramento de *375V. Em segundo lugar, fornecem isolamento aos dois auto-indutores
de alisamento. Estas funções permitem o funcionamento independente de cada auto-indutor de alisamento sem o
funcionamento do outro auto-indutor de alisamento.
O circuito de controlo contém servos reguladores para ambos os auto-indutores de alisamento. Também inclui um terceiro
servo, que controla o sinal de corrente de saída total que retorna do Derivador de Precisão. Este terceiro servo ajusta os
dois servos dos auto-indutores para manter uma corrente de saída precisamente controlada e comandada pelo sinal Vref.
Os circuitos Vref são isolados galvanicamente dos restantes componentes da fonte de alimentação. O isolamento evita
problemas que possa surgir de saltos de “terra”.
Cada auto-indutor de alisamento, o esquerdo e o direito, inclui o seu próprio PWM / Placas de circuitos da unidade PC
montadas juntos aos IGBTs. Estes circuitos fornecem sinais de activação / desactivação da PWM (Modulação da Largura do
Impulso) para comandar os IGBTs. A PWM esquerda (principal) fornece um sinal de relógio sincronizado ao conjunto de
circuitos da unidade de cancela, bem como ao conjunto de circuitos da unidade de cancela direita (secundária). É através
deste sinal sincronizado que os IGBTs de ambos os lados comutam alternadamente reduzindo a utuação de saída.
O EPP-400 inclui uma Fornecimento de Impulso para fornecer, aproximadamente 425 VCC para o arranque do arco. Depois
do estabelecimento do arco de corte, o Fornecimento de Impulso é desligado com um contacto no Conjuntor do Arco do
Piloto (K4).
Um amortecedor invertido reduz os transientes da tensão criados durante o encerramento do arco de corte. Também
reduz as tensões do transiente da fonte de alimentação paralela, evitando assim danos na fonte de alimentação.
O circuito do arco do piloto é composto pelos componentes necessários para o estabelecimento do arco do piloto. Este
circuito é desactivado quando o arco de corte ou marcação é estabelecido.
* A tensão do barramento para o modelo de 400V, 50Hz é aproximadamente de 320V CC.
21
SECÇÃO 4 FUNCIONAMENTO
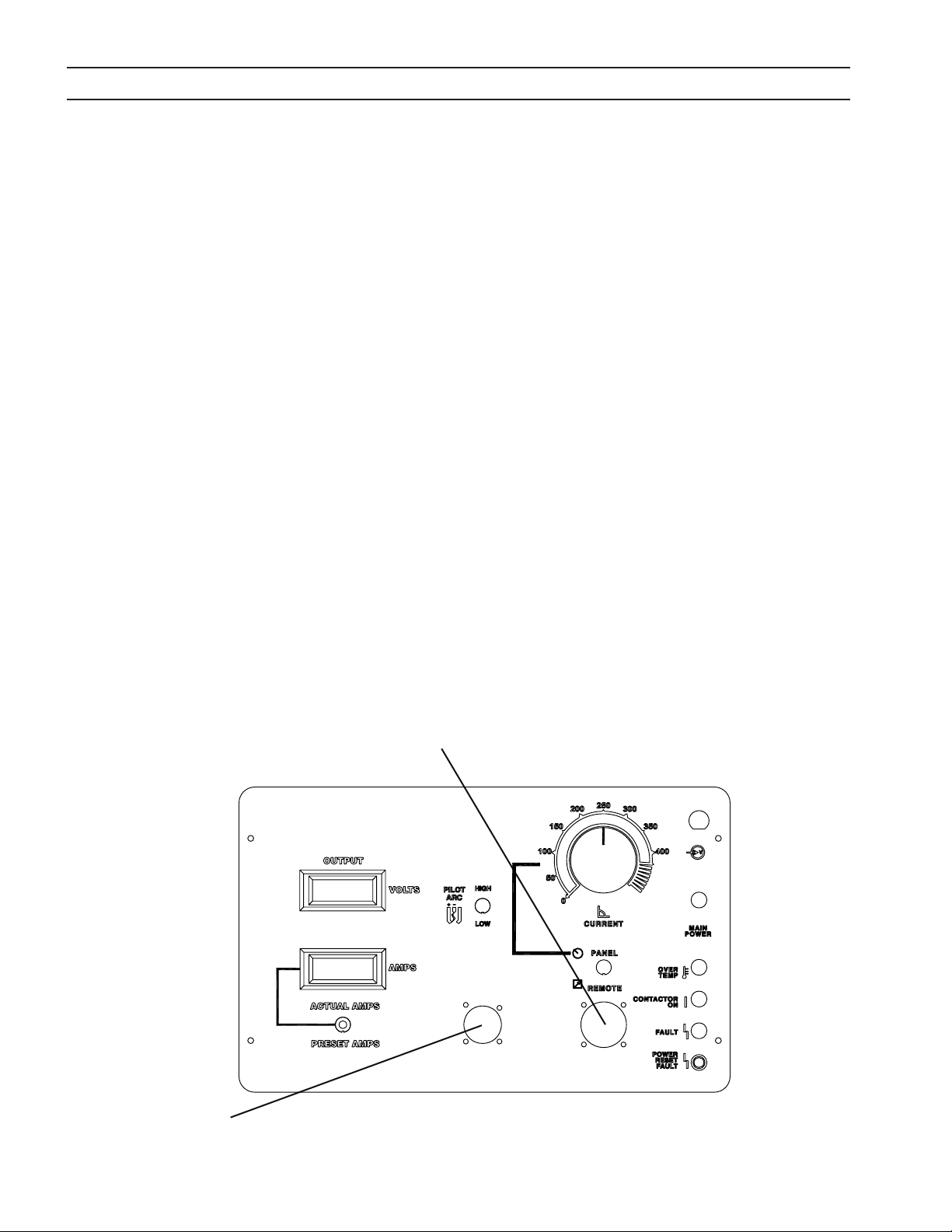
4.2 Painel de controlo
I
H
F
J
K
L
A - Alimentação principal
O indicador acende-se quando a alimentação de entrada é aplicada à fonte de alimentação.
G
A
C
B
D
E
B - Conjuntor ligado
O indicador acende-se quando o conjuntor principal é energizado.
C - Sobreaquecimento
O indicador acende-se quando a fonte de alimentação entra em sobreaquecimento.
D - Avaria
O indicador acende-se quando existem anormalidades no processo de corte ou quando a tensão da linha de entrada cai
abaixo do valor nominal obrigatório em ±10%.
E - Avaria de reposição de alimentação
O indicador acende-se quando é detectada uma avaria grave. A alimentação de entrada tem de ser desligada durante,
um mínimo de 5 segundos e aplicada novamente.
F - Botão de corrente (Potenciómetro)
B o tã o d o EP P-4 00 a pre sen tad o. O E PP- 40 0 c o nt a c om u ma g ama d e 12 a 4 00 A .
Utilizado apenas no modo de painel.
22

SECÇÃO 4 FUNCIONAMENTO
4.2 Painel de controlo (continuação)
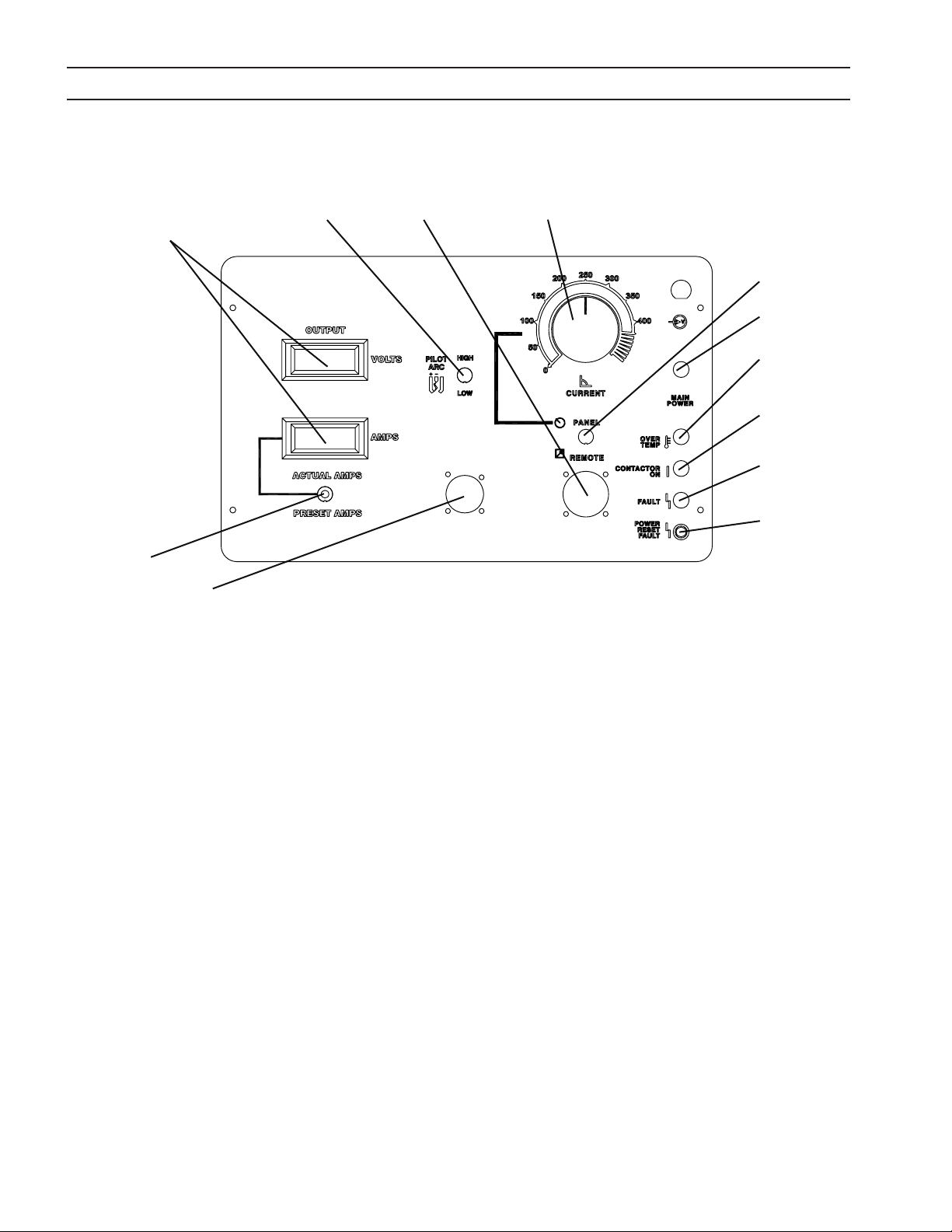
G - Interruptor remoto do painel
Controla a localização do controlo da corrente.
• Colocar na posição PANEL (Painel) para controlar utilizando o potenciómetro de corrente.
• Colocar na posição REMOTE (Remoto) para controlar a partir de um sinal externo (CNC).
H e L - Ligações remotas
H - Ficha de 24 pinos para ligação da fonte de alimentação ao CNC (controlo remoto)
L - Ficha de 8 pinos para ligação da fonte de alimentação à refrigeração
a água
I - Interruptor Alto / Baixo do Arco do Piloto
Utilizado para seleccionar a quantidade de corrente do arco do piloto pretendida. Como regra geral, para 100 amperes e
valores inferiores, é utilizada a regulação LOW (Baixo). Esta situação pode variar, dependendo do gás, material e maçarico
utilizados. As regulações High/Low (Alto/Baixo) são especicadas nos dados de corte incluídos no manual do maçarico.
Quando o EPP-400 está denido para o modo de marcação, este interruptor deve estar na posição Baixa.
I
H
F
J
G
A
C
B
D
E
K
L
23

SECÇÃO 4 FUNCIONAMENTO
4.2 Painel de controlo (continuação)
J - Medidores
Mostram a tensão e amperagem durante o corte. O amperímetro pode ser activado quando não se encontrar no modo de
corte para visualizar uma estimativa da corrente de corte antes de se iniciar o corte.
K - Interruptor actual/predenido
O interruptor de activação montado em mola AMPS ACTUAL / AMPS PREDEF., S42, assume a regulação predenida de
ACTUAL (para cima). Na posição ACTUAL, o amperímetro de saída mostra a corrente de corte de saída.
Na posição PREDEF. (para baixo), o amperímetro de saída mostra uma estimativa da corrente de corte de saída através
do controlo do sinal de referência da corrente de corte ou de marcação de 0.00 a 10.00 V CC (Vref ). O sinal de referência
resulta do potenciómetro de corrente com o interruptor PANEL/REMOTE na posição PANEL (para cima) e de um sinal de
referência remoto (J1-J / J1-L(+)) com o interruptor PANEL/ REMOTE na posição REMOTE (para baixo). O valor apresentado
no amperímetro de saída será o valor de Vref (volts) vezes 50. Por exemplo, um sinal de referência de 5.00V resulta numa
leitura predenida de 250 amperes no medidor.
O interruptor pode ser alternado entre as posições ACTUAL e PREDEF. a qualquer momento sem afectar o processo de corte.
TENSÕES E CORRENTES PERIGOSAS!
OS CHOQUES ELÉCTRICOS PODEM MATAR!
AVISO
ANTES DO FUNCIONAMENTO, GARANTIR QUE OS PROCEDIMENTOS
DE INSTALAÇÃO E LIGAÇÃO À TERRA FORAM SEGUIDOS. NÃO OPERAR
ESTE EQUIPAMENTO COM AS PROTECÇÕES RETIRADAS.
24
 Loading...
Loading...