

EPP-400
Plasmastrømkilde
Instruktionsbog (DA)
0558006922 08/2010

SØRG FOR AT OPERATØREN FÅR DENNE INFORMATION.
DU KAN FÅ EKSTRA KOPIER GENNEM DIN LEVERANDØR.
FORSIGTIG
Disse INSTRUKTIONER er til brug for erfarne operatører. Hvis du ikke er fuldstændig fortrolig med
betjeningsprincipperne og sikkerhedsforskrifterne i forbindelse med lysbuesvejsning og skæreudstyr, beder vi dig indtrængende om at læse vor brochure "Forholdsregler og Sikkerhedsprocedurer i
forbindelse med Lysbuesvejsning, Skæring og Fugebrænding". Formular 52-529. Tillad IKKE utrænede
personer at installere, betjene eller vedligeholde dette udstyr. Forsøg IKKE at installere eller betjene
dette udstyr, førend du har læst og helt forstået disse instruktioner. Hvis du ikke helt forstår disse
instruktioner, skal du kontakte leverandøren for yderligere information. Sørg for at læse Sikkerhedsforanstaltningerne før installation eller betjening af dette udstyr.
BRUGERANSVAR
Dette udstyr fungerer i overensstemmelse med beskrivelsen heraf i denne manual og medfølgende klæbesedler og/eller
indlæg, når det installeres, betjenes, vedligeholdes og repareres i overensstemmelse med de medfølgende instruktioner.
Dette udstyr skal kontrolleres med regelmæssige mellemrum. Udstyr med funktionsfejl eller dårligt vedligeholdt udstyr bør
ikke bruges. Komponenter, der er itu, mangler, er slidte, er deforme eller forurenede, bør omgående udskiftes. Hvis det bliver
nødvendigt at reparere eller udskifte dele, anbefaler fabrikanten, at man ringer eller sender en skriftlig serviceanmodning til
den autoriserede forhandler, hvorfra udstyret blev købt.
Udstyret eller dele heraf bør ikke ændres, uden der foreligger en skriftlig tilladelse fra fabrikanten.Brugeren af dette udstyr er
alene ansvarlig for enhver funktionsfejl, som er et resultat af fejlbetjening, manglende vedligeholdelse, beskadigelse, forkert
reparation eller ændring foretaget af enhver anden end fabrikanten selv eller en servicefacilitet udpeget af fabrikanten.
LÆS OG FORSTÅ INSTRUKTIONSBOGEN FØR INSTALLATION ELLER BETJENING.
BESKYT DIG SELV OG ANDRE!

INDHOLDSFORTEGNELSE
Sektion / Titel Side
1.0 Sikkerhedsforanstaltninger . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2.0 Beskrivelse. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.1 Introduktion. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.2 Generelle specikationer. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.3 Dimensioner og vægt. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
3.0 Installation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
3.1 Generelt. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
3.2 Udpakning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
3.3 Placering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
3.4 Indgangsstrømtilslutning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
3.5 Udgangsstrømtilslutning. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
3.6 Parallel installation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
3.7 Interface-kabler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
4.0 Betjening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
4.1 Blokdiagram kredsløbsbeskrivelse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19
4.2 Kontrolpanel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
4.3 Betjeningsrækkefølge. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
4.4 Opstartsindstillinger for lysbue. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27
4.5 EPP-400 V-I kurver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
5.0 Vedligeholdelse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
5.1 Generelt. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
5.2 Rengøring. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
5.3 Smøring. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.0 Fejlnding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
6.1 Generelt. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
6.2 Fejlindikatorer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
6.3 Fejlnding. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
6.4 Test af og udskiftning af komponenter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
6.5 Kontrolkredsløbsinterface ved brug af J1 og J6 konnektorer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52
6.6 Hjælpehovedkontaktor (K3) og Solid-State kontaktorkredsløb. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
6.7 Hovedkontaktor (K1A, K1B og K1C) aktiveringskredsløb. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55
6.8 Lysbuestrøm detektorkredsløb. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
6.9 Strømkontrol Pot og ernstyret Vref . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
6.10 Pilotlysbue HI / LO (HØJ/LAV) og skære-/markeringskredsløb . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
7.0 Reservedele. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59
7.1 Generelt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59
7.2 Bestilling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59

4

SEKTION 1 SIKKERHEDSFORANSTALTNINGER
1.0 Sikkerhedsforanstaltninger
Brugere af ESAB svejseudstyr og plasmaskæreudstyr har det ultimative ansvar for at tilsikre, at enhver, der arbejder
på eller tæt ved udstyret, overholder alle relevante sikkerhedsforanstaltninger. Sikkerhedsforanstaltningerne
skal overholde de krav, der gælder for denne type svejseudstyr eller plasmaskæreudstyr. Følgende anbefalinger
bør følges udover de standardregulativer, der gælder for arbejdsstedet.
Alt arbejde skal udføres af oplært personale, der grundigt kender til betjeningen af svejseudstyret eller
plasmaskæreudstyret. Ukorrekt betjening af udstyret kan måske føre til farlige situationer, som kan resultere i
skade på operatøren og beskadigelse af udstyret.
1. Enhver, der bruger svejseudstyr eller plasmaskæreudstyr, skal være fuldt fortrolig med følgende:
- betjening heraf
- placering af nødstopkontakter
- dets funktion
- relevante sikkerhedsforanstaltninger
- svejsning og/eller plasmaskæring
2. Operatøren skal sørge for følgende:
- at der ved opstart af udstyret ikke opholder sig uautoriseret personale indenfor udstyrets arbejdsområde.
- at ingen er ubeskyttet, når lysbuen tændes.
3. Arbejdsstedet skal:
- være velegnet til formålet
- være uden gennemtræk
4. Personligt sikkerhedsudstyr:
- Brug altid anbefalet, personligt sikkerhedsudstyr så som sikkerhedsbriller, ikke-brændbart tøj og
sikkerhedshandsker.
- Hav ikke løsthængende tøj på så som tørklæder, brocher, ringe osv., da disse kan sætte sig fast i udstyret
eller forårsage forbrænding.
5. Generelle forskrifter:
- Sørg for at returkablet er grundigt tilsluttet.
- Kun faglærte elektrikere må udføre arbejde med udstyr med høj spænding.
- Relevant brandslukningsudstyr skal være tydeligt markeret og i umiddelbar nærhed.
- Smøring og vedligeholdelse af udstyret må ikke foretages under betjening.
Indkapslingsklasse
IP-koden indikerer indkapslingsklassen, hvilket vil sige beskyttelsesgraden mod indtrængning af faste emner
eller vand. Der ydes beskyttelse mod berøring af ngre, indtrængning af faste emner, der er større end 12 mm
og mod vandsprøjt i en vinkel på op til 60 grader fra vertikal position. Man kan opbevare udstyr, der er mærket
med IP23S, men det er ikke beregnet til brug udenfor under nedbør, med mindre det er beskyttet.
FORSIGTIG
Hvis udstyret placeres på en overade, der
skråner mere end 15°, kan det tippe over. Der
er fare for personskade og/eller betydelig
beskadigelse af udstyret.
Maks.
tilladt vip
15°
5

SEKTION 1 SIKKERHEDSFORANSTALTNINGER
SVEJSNING OG PLASMASKÆRING KAN VÆRE SKADELIG FOR DIG SELV
OG ANDRE. TAG DINE FORHOLDSREGLER, NÅR DU SVEJSER ELLER
ADVARSEL
ELEKTRISK STØD - Kan dræbe.
- Montér og jordforbind (jord) svejseudstyret eller plasmaskæreudstyret i overensstemmelse med gældende
normer.
- Rør ikke ved de strømførende dele eller elektroderne med den bare hud, våde handsker eller vådt tøj.
- Vær isoleret fra jordforbindelse og arbejdsstykket.
- Sørg for at din arbejdsposition er sikker.
DAMPE OG GASSER - Kan være farlige for helbredet.
- Hold ansigtet væk fra dampene.
- Anvend ventilation, udtræk ved buen, eller begge dele, for at holde dampe og gasser væk fra
åndedrætsområdet og omgivelserne i det hele taget.
LYSBUESTRÅLER - Kan beskadige øjne og give forbrændinger på huden.
- Beskyt øjne og krop. Anvend den korrekte svejseskærm/plasmaskæreskærm og skærmlter og
hav beskyttelsestøj på.
- Beskyt personer, der står i nærheden, med passende skærme eller forhæng.
SKÆRER. BED DIN ARBEJDSGIVER OM SIKKERHEDSPROCEDURER, SOM
BØR VÆRE BASERET PÅ FABRIKANTENS RISIKODATA.
BRANDFARE
- Gnister (sprøjt) kan forårsage brand. Derfor skal man sikre sig, at der ikke forendes brændbare materialer
tæt ved.
LARM - Usædvanlig høj larm kan give høreskader.
- Beskyt ørerne. Brug høreværn eller anden hørebeskyttelse.
- Advar personer, der står i nærheden, om risikoen.
FUNKTIONSFEJL - Tilkald eksperthjælp i tilfælde af funktionsfejl.
LÆS OG FORSTÅ INSTRUKTIONSBOGEN FØR INSTALLATION ELLER BETJENING.
BESKYT DIG SELV OG ANDRE!
Dette produkt er udelukkende beregnet til plasmaskæring.
FORSIGTIG
Enhver anden form for anvendelse kan føre til personskade
og/eller beskadigelse af udstyr.
FORSIGTIG
Den viste løftemetode og fastgørelsespunkter skal anvendes, så man undgår personskade og/eller beskadigelse af udstyret.
6

SEKTION 2 BESKRIVELSE
2.1 Introduktion
EPP strømkilden er konstrueret til markering og højhastighedsmekaniserede plasmaskæreapplikationer. Den
kan anvendes sammen med andre ESAB-produkter så som PT-15, PT-19XLS, PT-600 og PT-36 skærebrændere
samt Smart Flow II - et computerstyret gasregulerings- og omskiftersystem.
• 12 til 400 Amp til markering
• 50 til 400 Amp skærestrømområde
• Tvungen luftkøling
• Solid state jævnstrøm
• Indgangsspændingsbeskyttelse
• Lokal- eller ernstyring af forreste panel
• Termisk afbryderbeskyttelse af hovedtransformer og strømhalvleder komponenter
• Løfteøjer foroven eller plads til løft med gaeltruck forneden ved transport
• Mulighed for parallel, supplerende strømkilde ved udvidelse af udgangsstrømområdet.
2.2 Generelle specikationer
Bestillingsnummer 0558006470 0558006471 0558006472
Spænding 200 V jævnstrøm
Strømområde jævnstrøm
Udgang
(100% inter-
mittensfaktor)
Indgang
(markering)
Strømområde jævnstrøm
(skæring)
Strøm 120 KW
* Tomløbsspænding (OCV)
Spænding (3-faset) 400 V 460 V 575 V
Spænding (3-faset) 138A RMS 120A RMS 96A RMS
Frekvens 50/60 Hz 60 Hz 60 Hz
KVA 95,6 KVA 95,6 KVA 95,6 KVA
Strøm 87 KW 87 KW 87 KW
Eektfaktor 91.0 % 91.0% 91.0%
Indgangssikring Rec. 200A 150A 125A
EPP-400 400V,
50/60Hz CE
423 V jævn-
strøm
EPP-400 460V,
60Hz
12A til 400A
50A til 400A
427 V jævnstrøm 427 V jævnstrøm
EPP-400 575V,
60Hz
* Tomløbsspænding er reduceret til 360V i markeringsmåde til 460V og 575V, 60Hz modeller og til 310V til
400V, 50Hz model.
7
SEKTION 2 BESKRIVELSE
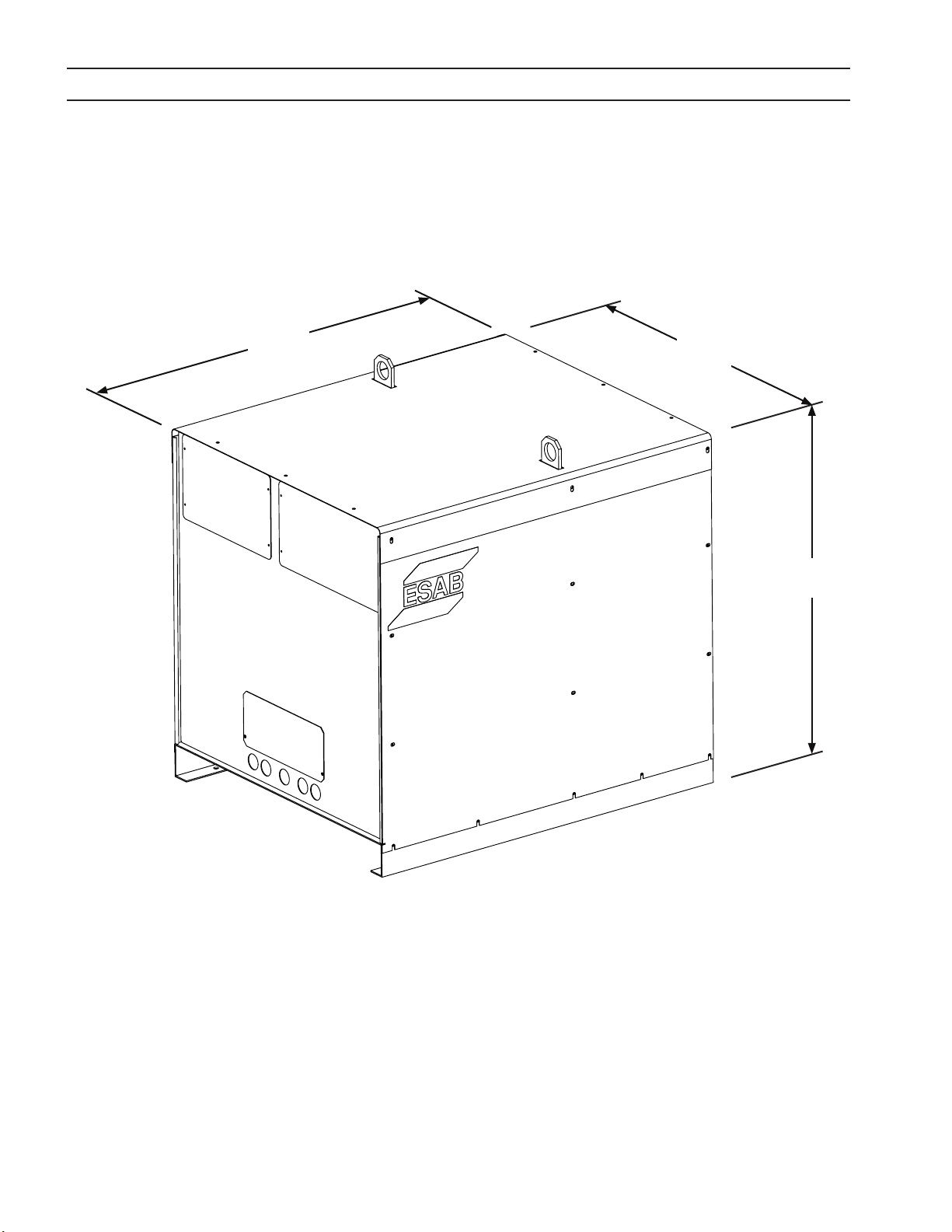
2.3 Dimensioner og vægt
114,3 cm
45.00”
94,6 cm
37.25”
102,2 cm
40.25”
Vægt = 825 kg (1814 pund)
8

SEKTION 3 INSTALLATION
3.1 Generelt
HVIS MAN UNDLADER AT FØLGE ANVISNINGERNE, KAN DET FØRE
TIL DØD, PERSONSKADE ELLER BESKADIGELSE PÅ EJENDOM. MAN
ADVARSEL
3.2 Udpakning
FORSIGTIG
FORSIGTIG
• Undersøg straks efter modtagelsen om der er sket transportskader.
• Fjern alle komponenter fra transportcontaineren og undersøg, om der er løse dele i containeren.
• Undersøg om der er lufttilstopninger i luftlamellerne.
SKAL FØLGE DISSE ANVISNINGER FOR AT UNDGÅ PERSONSKADE
ELLER BESKADIGELSE PÅ EJENDOM. MAN SKAL OVERHOLDE DE LO
KALE MYNDIGHEDERS FORSKRIFTER ELLER DE NATIONALE ELEKTRI
CITETS OG SIKKERHEDSFORSKRIFTER.
Brug af ét løfteøje vil beskadige metalplade og ramme.
Brug begge løfteøjer ved transport ved brug af hejs ovenfra.
3.3 Placering
Bemærk:
Brug begge løfteøjer ved transport ved brug af hejs ovenfra.
• Mindst 1 m (3 fod) mellemrum foran og bagved til køleluftgennemstrømning.
• Planlæg ernelse af toppanel og sidepaneler med henblik på vedligeholdelse, rengøring og eftersyn.
• Placér EPP-400 relativt tæt ved en korrekt sikret strømforsyning.
• Hold området under strømkilden fri til køleluftgennemstrømning.
• Omgivelserne bør være relativt fri for støv, dampe og overskydende varme. Disse faktorer vil have
indydelse på afkølingseektiviteten.
Ledende støv og snavs indeni strømkilden kan forårsage overtæn-
FORSIGTIG
ding af lysbue.
Udstyret bliver måske beskadiget. Der opstår måske elektrisk kortslutning, hvis støvet får lov til at hobe sig op indeni strømkilden. Se
afsnittet om vedligeholdelse.
9
SEKTION 3 INSTALLATION
3.4 Indgangsstrømtilslutning
ELEKTRISK STØD KAN DRÆBE!
MAN SKAL SØRGE FOR MAKSIMAL BESKYTTELSE MOD ELEKTRISK
ADVARSEL
3.4.1 Primærstrøm
EPP-400 er en 3-faset enhed. Indgangsstrøm skal komme fra en net-afbryderkontakt (væg), som har sikringer
eller relæer i henhold til de lokale myndigheders forskrifter.
STØD.
FØREND MAN TILSLUTTER NOGET SOM HELST INDENI MASKINEN,
SKAL MAN ÅBNE LEDNINGSAFBRYDERKONTAKTEN PÅ VÆGGEN FOR
AT SLUKKE FOR STRØMMEN.
Anbefalede størrelser på indgangsstrømleder og ledningssikringer:
Indgang ved nominel
belastning Indgang og jord-
strømleder* CU/
Volt Amp
400 138 95 (4/0) 200
460 120 95 (3/0) 150
575 96 50 (1/0) 125
Nominel belastning er udgang på 400 A ved 200 V
* Størrelser i henhold til National Electrical Code for 90° C (194˚ F) nominelle kobberstrømledere @ 40° C (104˚ F) omgivende. Ikke mere end tre strømledere i ledningsrør eller kabel. Lokale forskrifter bør følges, hvis de specicerer andre
størrelser end de, der er på listen herover.
Brug formularen herunder til beregning af indgangsstrømmen for et bredt område af udgangsforhold.
Indgangsstrøm =
(V lysbue) x (I lysbue) x 0,688
mm2 (AWG)
(V net)
Tidsfor-
skudt
Sikringsstørrelse
(Amp)
BEMÆRK
Der kræves måske en separat strømforsyning.
EPP-400 er udstyret med netspændingskompensation, men for at
undgå svækket ydeevne på grund af et overbelastet kredsløb, kræves der måske en separat strømforsyning.
10

SEKTION 3 INSTALLATION
3.4.2 Indgangsstrømledere
• Leveret af kunden
• Kan bestå af enten kraftigt gummibelagte kobberstrømledere (tre strøm og én jord), eller de kan være
ført gennem en fast eller bøjelig ledningskanal.
• Størrelse i henhold til diagrammet.
Indgangsstrømledere skal være afsluttet med ringterminaler.
BEMÆRK
3.4.3 Procedure for indgangsstrømtilslutning
Indgangsstrømledere skal være afsluttet med ringterminaler til materialestørrelser på 12,7 mm (0,50"), før de forbindes med EPP-400.
1. Fjern panelet i venstre side på EPP-400
2. Før kabler igennem adgangsåbningen på det bagerste panel.
3. Fastgør kablerne med en ederklemme eller en ledningskanalforskruning (medfølger ikke) på adgangsåbningen.
1
4. Forbind jordledningen med skruen på understellet.
5. Tilslut strømkablernes ringterminaler med primærterminalerne ved hjælp af de medfølgende bolte, skiver og møtrikker.
6. Tilslut indgangsstrømlederne til netafbryderkontakten (væg).
2
3
1 = Primærterminaler
2 = Understellets jordforbindelse
3 = Adgangsåbning til indgangsstrømkabel (bagerste panel)
11

SEKTION 3 INSTALLATION
ELEKTRISK STØD KAN DRÆBE!
DER SKAL VÆRE AFSTAND FRA RINGTERMINALER TIL SIDEPANEL
ADVARSEL
ADVARSEL
3.5 Udgangsstrømtilslutning
OG HOVEDTRANSFORMER. AFSTANDEN SKAL VÆRE SÅ STOR, AT
MAN UNDGÅR MULIG GNISTDANNELSE. SØRG FOR AT KABLERNE
IKKE KOMMER I VEJEN FOR DEN ROTERENDE AFKØLINGSVENTILA
TOR.
UKORREKT JORDING KAN RESULTERE I DØDSFALD ELLER PERSON
SKADE.
UNDERSTELLET SKAL FORBINDES TIL GODKENDT ELEKTRISK JORD.
SØRG FOR AT JORDLEDNINGEN IKKE FORBINDES TIL NOGEN SOM
HELST PRIMÆRTERMINAL.
ELEKTRISK STØD KAN DRÆBE! FARLIG SPÆNDING OG STRØM!
HVER GANG, DER SKAL ARBEJDES OMKRING EN PLASMASTRØMKIL
DE, HVOR DÆKSLERNE ER TAGET AF, SKAL MAN:
ADVARSEL
• AFBRYDE STRØMKILDEN PÅ NETAFBRYDERKONTAKTEN (VÆG).
• FÅ EN KVALIFICERET PERSON TIL AT KONTROLLERE UDGANGSSAMLESKINNERNE (POSITIVE OG NEGATIVE) MED ET VOLTMETER.
3.5.1 Udgangskabler (leveres af kunden)
Vælg udgangskabler til plasmaskæring (leveres af kunden) på basis af ét 4/0 AWG, 600 V isoleret kobberkabel
for hver 400 Amp udgangsstrøm.
Bemærk:
Brug ikke et 100 V isoleret svejsekabel.
12

SEKTION 3 INSTALLATION
3.5.2 Procedure for udgangsstrømtilslutning
1. Fjern adgangsdækslet på den nederste, forreste del af strømkilden.
2. Træk udgangskablerne igennem åbningerne nederst på det forreste panel eller nederst på strømkilden umiddelbart
bagved det forreste panel.
3. Tilslut kablerne til de tilhørende terminaler, der er monteret inde i strømkilden ved brug af UL-godkendte trykledningskonnektorer.
4. Sæt panelet, som blev ernet under trin et, på igen.
Adgangspanel
3.6 Parallel installation
To EPP-400 strømkilder kan tilsluttes sammen parallelt for at udvide udgangsstrømområdet.
Når der skæres under 100 A overstiger minimumsudgangsstrømmen
de anbefalede mængder ved brug af parallel strømkilde.
FORSIGTIG
Brug kun én strømkilde til skæring under 100 A.
Det anbefales, at man afbryder den negative ledning fra den supplerende strømkilde, når man skifter til strøm under 100 A. Denne ledning bør være forsvarligt afsluttet, så man beskyttes mod elektrisk
stød.
13

SEKTION 3 INSTALLATION
3.6.1 Tilslutninger til to parallelle EPP-400'ere
Bemærk:
Elektrode (-) strømlederen er jumpered på primærstrømkilden. Den supplerende strømkilde er jumpe-
red på arbejdet (+).
1. Tilslut de negative (-) udgangskabler til lysbuens startanordning (høj-frekvens generator).
2. Tilslut de positive (+) udgangskabler til arbejdsstykket.
3. Tilslut de positive (+) og negative (-) strømledere til strømkilderne.
4. Tilslut pilotlysbuekablet til pilotlysbueterminalen i primærstrømkilden. Pilotlysbuetilslutningen i den supplerende
strømkilde anvendes ikke. Pilotlysbuekredsløbet køres ikke parallelt.
5. Indstil pilotlysbuevælgerkontakten HIGH / LOW (HØJ/LAV) på den supplerende strømkilde til "LOW" ("LAV").
6. Indstil pilotlysbuevælgerkontakten HIGH / LOW (HØJ/LAV) på primærstrømkilden til "HIGH" ("HØJ").
7. Hvis man anvender et ernstyret 0.00 til +10.00 V jævnstrøm referencesignal for at indstille udgangsstrømmen, så skal
man tilføre samme signal til begge strømkilder. Forbind J1-G (positive 0,00 til 10,00 VDC) fra begge strømkilder med
hinanden og forbind J1-P (negativ) fra begge strømkilder med hinanden. Når begge strømkilder bruges, så kan udgangsstrømmen forudsiges ved brug af følgende formular: [udgangsstrøm (Amp)] = [referencespænding] x [100]
Forbindelser til parallel installation af to EPP-400 strømkilder med begge strømkilder i drift.
EPP-400 EPP-400
S u p p l e r e n d e
strømkilde
(+)
2 - 4/0 600V
positive ledninger
til arbejdsstykke
elektrode
(-)
(+)
ledning til pilotlysbuetilslutning i lysbuens startanord-
pilotlysbue
1 - 14 AWG 600V
ning (h.f. generator)
Primær
strømkilde
elektrode
(-)
2 - 4/0 600V
negative ledninger i
lysbuens startanord-
ning (h.f. generator)
14

SEKTION 3 INSTALLATION
arbejdsstykke
EPP-400 har ikke en TÆND/SLUK (ON/OFF) knap. Netstrømmen kontrolleres via ledningsafbryderkontakten (væg).
EPP400 MÅ IKKE BETJENES, NÅR DÆKSLERNE ER TAGET AF.
KOMPONENTER MED HØJ SPÆNDING ER SYNLIGGJORTE OG ØGER
ADVARSEL
ADVARSEL
FAREN FOR STØD.
INTERNE KOMPONENTER KAN BESKADIGES, FORDI AFKØLINGS
VENTILATORERNE MISTER VIRKNINGSGRADEN.
ELEKTRISK STØD KAN DRÆBE!
SYNLIGE ELEKTRISKE STRØMLEDERE KAN VÆRE FARLIGE!
LAD IKKE ELEKTRISK "TÆNDTE" STRØMLEDERE LIGGE SYNLIGT FREM
ME. NÅR MAN AFKOBLER DEN SUPPLERENDE STRØMKILDE FRA DEN
PRIMÆRE, SÅ SKAL MAN KONTROLLERE, AT DET VAR DE KORREKTE
KABLER, MAN AFKOBLEDE. ISOLÉR DE AFKOBLEDE ENDER.
NÅR MAN KUN BRUGER ÉN STRØMKILDE I EN PARALLEL KONFIGU
RATION, SÅ SKAL DEN NEGATIVE ELEKTRODESTRØMLEDER VÆRE
AFKOBLET FRA DEN SUPPLERENDE STRØMKILDE OG VANDTILSLUT
NINGSORDNINGEN. HVIS MAN UNDLADER AT GØRE DETTE, SÅ FOR
BLIVER DEN SEKUNDÆRE ELEKTRISK "TÆNDT".
Forbindelser til parallel installation af to EPP-400 strømkilder med kun én strømkilde i drift.
EPP-400 EPP-400
S u p p l e r e n d e
strømkilde
2 - 4/0 600V
positive ledninger
til arbejdsstykke
elektrode
Afbryd den negative
tilslutning fra sekundærstrømkilden og
isolér for at gå fra to
strømkilder til én.
arbejdsstykke
Primær
strømkilde
elektrode
2 - 4/0 600V
negative ledninger i
lysbuens startanord-
ning (h.f. generator)
15

SEKTION 3 INSTALLATION
3.6.2 Markering med to parallelle EPP-400'ere
To EPP-400'ere, tilsluttet parallelt, kan anvendes til markering ned til 24A og skæring fra 100A op til 800A. Der kan foretages to enkle ændringer på den supplerende strømkilde, så man kan markere ned til 12A. Det er kun nødvendigt at foretage
disse ændringer, hvis man skal markere ned til 12A.
ARBEJDSSTED-ÆNDRINGER FOR TILLADELSE AF MARKERING NED TIL 12A:
1. ÆNDRINGER TIL DEN PRIMÆRE STRØMKILDE: Ingen
2. ÆNDRINGER TIL DEN SUPPLERENDE STRØMKILDE:
A. Tag WHT ledningen fra omviklingen på K12
B. Fjern ORN jumperen fra TB7-11 og tilslut begge ender af jumperen til TB7-12.
DRIFT AF TO PARALLELLE EPP-400'ERE:
1. Sørger for kontaktor tændt/slukket (on/o), skære/markere & pilotlysbue høj/lav signaler til både primære & supple-
rende enheder til både skæring & markering. Når man markerer, tændes der for begge strømkilder, men markeringssignalet sætter udgangen ud af drift på den supplerende strømkilde, hvis den har været ændret til markering ned
til 12A. Hvis den supplerende strømkilde ikke har været ændret, yder den samme udgangsstrøm som den primære
strømkilde.
2. Tilfører samme V
ner med en ændret sekundær strømkilde er funktionen udgangsstrømoverførsel til markering den til den primære
strømkilde: I
Til installationer med en uændret sekundær strømkilde er funktionen udgangsstrømoverførsel for både skæring og
markering I
OUT
signal i både de primære & supplerende enheder til både skæring & markering. Til installatio-
REF
= 50 x V
OUT
= 100 x V
. Ved skæring er det summen af de primære & supplerende strømkilder: I
REF
.
REF
OUT
= 100 x V
REF
.
3.7 Interface-kabler
Vandafkøler interface (8 bens)
CNC interface (24 bens)
16

SEKTION 3 INSTALLATION
3.7.1 CNC interface-kabler med matchende strømkildekonnektor og
uafsluttet CNC-interface
GRN/GUL
RØD #4
3.7.2 CNC interface-kabler med matchende strømkildekonnektorer i begge ender
GRN/GUL
17
RØD #4

SEKTION 3 INSTALLATION
3.7.3 Interface-kabler til vandafkøler med matchende strømkildekonnektorer i begge ender
18

SEKTION 4 BETJENING
4.1 Blokdiagram kredsløbsbeskrivelse
Blokeringsdioder
L1
EPP-400
sensor
Venstre hall
BLOKDIAGRAM
DYSE
ELEKTRODE
kredsløb
Pilotlysbue-
R (snub)
T1
R (forstærker)
Blokeringsdioder
L2
Højre hall
sensor
425 V topspænding
T1
425 V topspænding
AR-
shunt
BEJDEPræcisions-
modul.
Bemærk
Biased Snubber
Der er både IGBT'ere og friløbsdioder i det samme
kredsløb
Forstærket opstarts-
lysbuekontaktor
Kontakt på pilot-
T
T
Friløbs-
dioder - Se bemærkning
Venstre
IGBT moduler
Se bemærkning
Cap.
Bank
Gate
Drive
Synkr. signal
til skiftevis
PWM
(Master)
Galvanisk
adskiller
Venstre PWM / Gate Drive Board
Gate
Drive
afbrydelse
PWM
(Slave)
Galvanisk
adskiller
2
-300V-375V
jævnstrøm bus
H
Højre PWM / Gate Drive Board
3-faset
indgang
Højre
IGBT moduler
Se bemærkning
300U120'ere
Bus-ensrettere
Kontrolkredsløb
T1 hoved-
transformer
Se
Bemærk
Snoet par
strømservo
Tilbagemelding for konstant
"T" standard tilsluttet til jordet arbejdsstykke via "+" udgangen
T
Fejlforstærkere
Galvanisk
adskiller
S
Tilbagemelding for hurtig, indvendig servo
Iout = (Vref ) x (50)
0,0-10,0 V jævnstrøm Vref
(Flydende)
CNC standard
19

EPP-600 10/20KHz Output RMS Ripple Current Versus Output Voltage
9.0
SEKTION 4 BETJENING
4.1 Blokdiagram kredsløbsbeskrivelse (fortsat)
Den tekniske strømkreds, der er brugt i EPP-400, benævnes i daglig tale som en Buck Converter eller en Chopper. Højhastigheds elektroniske afbrydere tænder og slukker mange tusinde gange pr. sekund og giver strømimpulser til udgangen. Et lterkredsløb, der hovedsageligt består af en induktor (nogle gange kaldet en choker), omdanner impulserne til en
relativt konstant jævnstrømsudgang.
Selv om lterinduktoren erner de este svingninger fra den "choppede" udgang fra de elektroniske afbrydere, så forbliver der nogle små udgangssvingninger, kaldet rippel. EPP-400 bruger en patenteret teknisk strømkreds og kombinerer
udgangen fra de to choppere, som hver især yder ca. halvdelen af den totale udgang på en måde, der reducerer rippel.
Chopperne er synkroniseret således, at når rippelet fra den første chopper øger udgangen, så sænker den anden chopper
udgangen. Resultatet bliver, at rippelet fra hver chopper delvis sletter rippelet fra den anden. Resultatet er ultralav rippel med en meget blød og stabil udgang. Lav rippel er langt at foretrække, fordi levetiden på brænderens forbrugsdele
forbedres med lav rippel.
Grafen herunder viser eekten af ESAB's patenterede rippel-reduktion ved brug af to synkroniserede choppere, der skiftevis tænder og slukker. Sammenlignet med to choppere, der tænder og slukker på samme tid, så reducerer den skiftevise
tænd- og slukfunktion typisk rippelet med en faktor på 4 til 10.
EPP-400 10/20 KHz udgang RMS rippelstrøm vs. udgangsspænding
Choppere, der er synkroniserede og tænder og slukker på samme tid (10 KHz rippel)
Choppers Synchronized and Switchng in Unison (10KHz Ripple)
8.0
7.0
6.0
5.0
4.0
Choppere, der er synkroniserede og skiftevis tænder og slukker (20 KHz rippel)
Choppers Synchronized and Switching Alternately (20KHz Ripple)
3.0
RMS rippelstrøm (Amp)
2.0
1.0
0.0
0 50 100 150 200 250 300 350
Udgangsspænding (volt)
20

SEKTION 4 BETJENING
4.1 Blokdiagram kredsløbsbeskrivelse (fortsat)
Blokdiagrammet for EPP-400 (efter delafsnit 6.4.4) viser strømkildens funktionelle hovedelementer. T1, hovedtransformeren, yder isolation fra den primære netstrøm og korrekt spænding til *375 V jævnstrøms-bus. Bus-ensretterne konverterer
den trefasede udgang fra T1 til *375 V bus-spændingen. En kondensatorbank yder ltrering og energilagring, der giver
strøm til de højhastigheds elektroniske afbrydere. Afbryderne er IGBT'ere (Insulated Gate Bipolar Transistors). *375 V bus
yder strøm til både den venstre (master) chopper og den højre (slave) chopper.
Hver chopper indeholder IGBT'ere, friløbsdioder, en hall sensor, en lterinduktor og blokdioder. IGBT'erne er de elektroniske afbrydere, der - i EPP-400 - tænder og slukker 10.000 gange pr. sekund. De giver strømimpulser ltreret af induktoren.
Friløbsdioderne viser den vej, strømmen skal yde, når der er slukket for IGBT'erne. Hall sensoren er en strømtransducer,
der overvåger udgangsstrømmen og giver tilbagemeldingssignal til kontrolkredsløbet.
Blokdioderne har to funktioner. For det første forhindrer de, at 425 V jævnstrømmen fra det forstærkede opstartskredsløb
føres tilbage til IGBT'erne og *375 V bus. For det andet isolerer de de to choppere fra hinanden. Hermed får man uafhængig betjening af hver chopper, uden at den anden chopper virker.
Kontrolkredsløbet indeholder regulerende servoer for begge choppere. Det indeholder også en tredje servo, der overvåger det totale udgangsstrømsignal, der er ført tilbage fra præcisions-shunten. Denne tredje servo justerer de to chopperes
servoer, så der bibeholdes en nøjagtigt kontrolleret udgangsstrøm, der er ledet af Vref signalet.
Vref kredsløbet er galvanisk isoleret fra resten af strømkilden. Isoleringen forhindrer problemer, der kan opstå fra "jord"
løkker.
Hver chopper, den venstre Master og den højre Slave, har sine egne PWM/Gate Drive PC Boards, der er monteret ved siden
af IGBT'erne. Dette kredsløb giver tænd/sluk PWM (Pulse Width Modulation) signalerne til drift af IGBT'erne. Den venstre
(Master) PWM giver et synkroniseret taktsignal til sit eget Gate Drive kredsløb og også til det højre (Slave) Gate Drive
kredsløb. Det er gennem dette synkroniserede signal, at IGBT'erne skiftevis tænder og slukker fra to sider og reducerer
udgangs-rippelen.
EPP-400 har en forstærket forsyning, så den kan yde ca. 425V jævnstrøm til start af lysbue. Når skærelysbuen er etableret,
så slukkes der for den forstærkede forsyning på en kontakt på pilotlysbuekontaktoren (K4).
En biased snubber reducerer spændings-indsvingsningsstrømmen, der er blevet skabt ved afslutningen af skærelysbuen.
Den reducerer også transientspændingerne fra en parallel strømkilde og forhindrer derved beskadigelse af strømkilden.
Pilotlysbuekredsløbet består af komponenter, der er nødvendige for at etablere en pilotlysbue. Dette kredsløb kobles ud,
når skærelysbuen eller markeringsbuen er blevet etableret.
* Bus-spændingen for 400V, 50Hz modellen er ca. 320 V jævnstrøm.
21
SEKTION 4 BETJENING
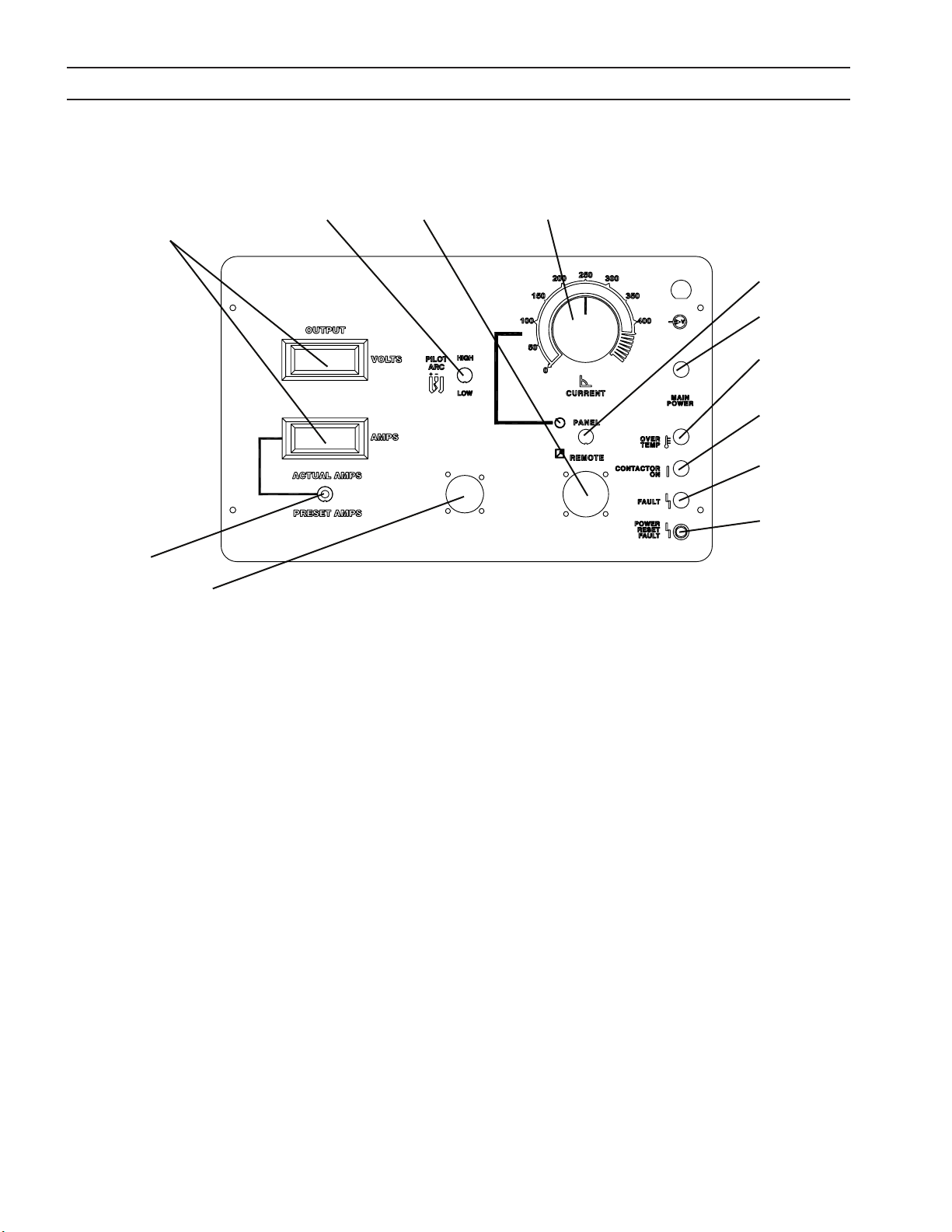
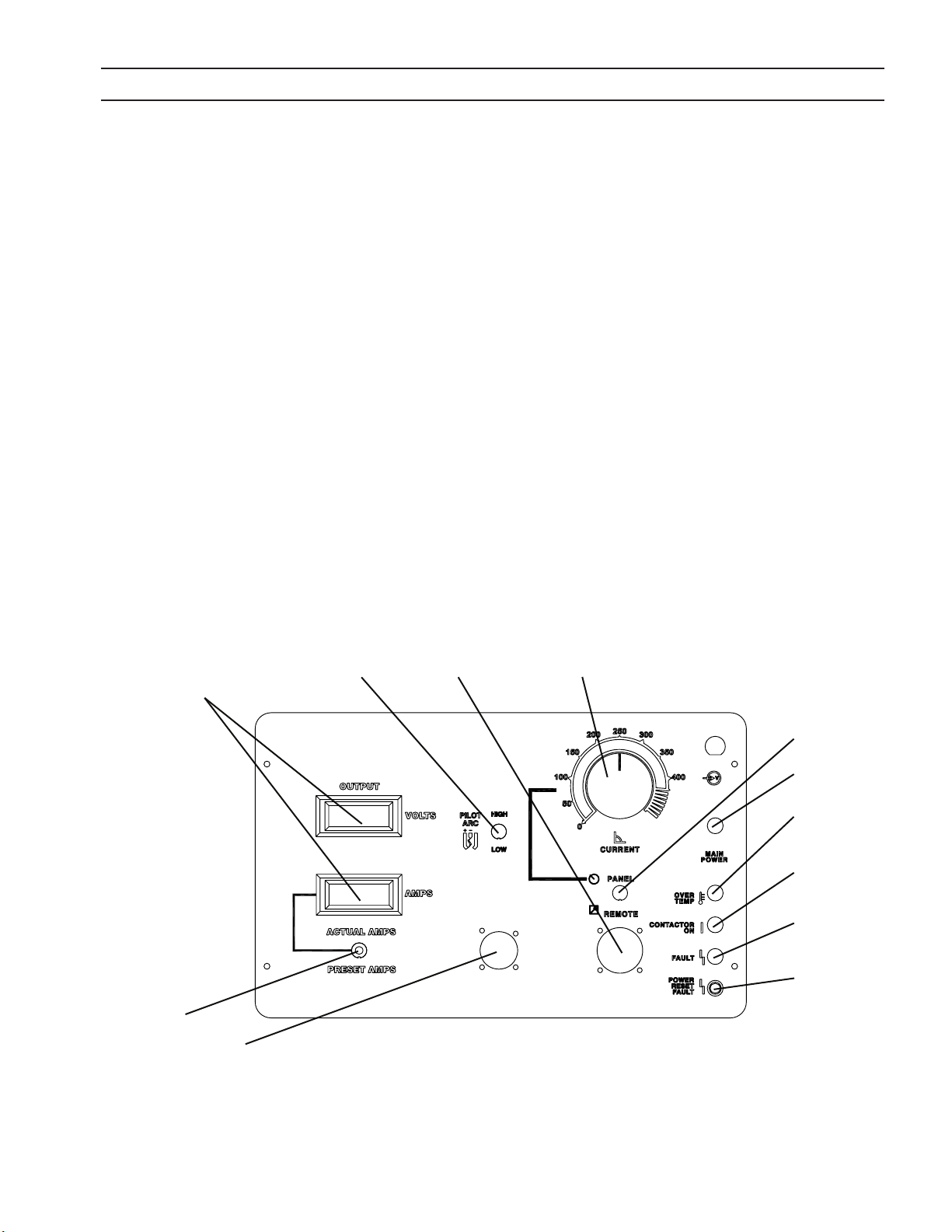
4.2 Kontrolpanel
K
A - Netstrøm
I
H
F
J
G
A
C
B
D
E
L
En indikator lyser, når der tændes for indgangsstrømmen til strømkilden.
B - Kontaktor tændt (on)
En indikator lyser, når der tændes for hovedkontaktoren.
C - Overtemperatur
En indikator lyser, når strømkilden er overophedet.
D - Fejl
En indikator lyser, når der er uregelmæssigheder i skæreprocessen, eller når spændingen i indgangsledningen falder
udenfor den krævede nominelle værdi på ±10%.
E - Strømgenindstillingsfejl
En indikator lyser, når der detekteres en alvorlig fejl. Der skal være slukket for indgangsstrømmen i mindst 5 sekunder,
hvorefter der skal tændes for den igen.
F - Strømurskive (potentiometer)
EPP-400 urskive vist. EPP-400 har et område på 12 til 400 A. Kun anvendt i panel-arbejdsmåde.
22
SEKTION 4 BETJENING
4.2 Kontrolpanel (fortsat)
G - Fjernstyret panel vælgerkontakt
Styrer placeringen af strømkontrollen.
• Sæt den i positionen PANEL til kontrol ved brug af strøm-potentiometeret.
• Sæt den i positionen REMOTE til kontrol fra et eksternt signal (CNC).
H og L - Fjernstyrede forbindelser
H - 24-bens stik til forbindelse af strømkilden til CNC (ernstyring)
L - 8-bens stik til forbindelse af strømkilden til vandafkøleren
I - Pilotlysbue HØJ/LAV (high/low) afbryderknap
Bruges til at vælge den ønskede mængde af pilotlysbuestrøm. Som en tommelngerregel skal indstillingen LAV (low) bruges
for 100 Amp og derunder. Dette kan variere afhængig af hvilken gas, materiale og brænder, der bruges. Indstillingerne
for høj/lav (high/low) speciceres i skæredataene, der er nævnt i brænderens instruktionsbog. Når EPP-400 er indstillet til
markerings-arbejdsmåde, så skal denne vælgerkontakt være i position lav (low).
I
H
F
J
G
A
C
B
D
E
K
L
23

SEKTION 4 BETJENING
4.2 Kontrolpanel (fortsat)
J - Målere
Viser spænding og Amp under skæring. Amperemeteret kan aktiveres, når der ikke skæres, så man får vist en beregning af
skærestrømmen, inden man begynder at skære.
K - Faktisk/forudindstillet vælgerkontakt
Standardindstillingen for FAKTISK AMP/FORUDINDSTILLET AMP retureder vippekontakten, S42, er i position ACTUAL (UP)
(faktisk (op)). I position ACTUAL viser UDGANGS AMPEREMETERET udgangsskærestrømmen.
I position PRESET (DOWN) (forudindstillet (ned)) viser UDGANGS AMPEREMETERET en beregning af udgangsskærestrømmen
ved monitorering af 0,00 til 10,00 V jævnstrøm skære- eller markeringsstrøms-referencesignalet (Vref ). Referencesignalet
kommer fra STRØM-POTENTIOMETERET med vælgerkontakten PANEL/REMOTE (panel/ernstyret) i position PANEL (UP) (op)
og fra et ernstyret referencesignal (J1-J/J1-L(+)) med vælgerkontakten PANEL/REMOTE i position REMOTE (DOWN) (ernstyret
(ned)). Den viste værdi på UDGANGS AMPEREMETERET vil være værdien af Vref (volt) gange 50. Fx vil et referencesignal på
5,00V resultere i en forudindstillet måling på 250 Amp på meteret.
Vælgerkontakten kan ændres til og fra position ACTUAL og PRESET på et hvilket som helst tidspunkt, uden at det får indydelse på skæreprocessen.
FARLIG SPÆNDING OG STRØM!
ELEKTRISK STØD KAN DRÆBE!
ADVARSEL
FØR BETJENING SKAL MAN SIKRE SIG, AT INSTALLATIONS OG JOR
DINGSPROCEDURERNE ER BLEVET FULGT. LAD VÆRE MED AT BETJE
NE DETTE UDSTYR, NÅR DÆKSLERNE ER TAGET AF.
24
 Loading...
Loading...