

Page 1

EMP 205ic AC/DC
Käyttöopas
0463 703 001FI 20190927 Voimassa: sarja numero 937-xxx-xxxx
Page 2
!
VAROITUS
Lue ja ymmärrä koko tämän käyttöoppaan ja työnantajan turvallisuuskäytännöt
ennen asennusta, käyttöä tai huoltoa.
Kun tässä oppaassa oleviin tietoihin edustaa valmistajan harkintaansa, valmistaja ei
ole vastuussa sellaisista käyttöä koskevista yksityiskohtaisista säännöistä.
Hitsausjärjestelmä
EMP 205ic AC/DC
Kuvastonumero käyttöohje 0463 703 001FI
Julkaistu:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX 76208
(940) 566-2000
www.esab.eu
ESAB, Copyright 2019
Kaikki oikeudet pidätetään.
Tämän työn, kokonaan tai osittain, ilman lupaa. on kielletty.
Julkaisija ei kanna ja vakuutan irtisanoutuu kaikista vastuista muulle osapuolelle mistään
menetyksistä tai vahingoista, jotka ovat aiheutuneet laiminlyöntien tässä käsikirjassa, onko
tällainen virhe johtuu huolimattomuudesta, onnettomuudesta tai jostain muusta syystä.
Alkuperäinen Julkaisupäivämäärä: 09/27/2019
Tarkistustiedot:
Tallenna nämä numerot sivun alaosaan myöhempää käyttöä varten.
Jos ostonimike: _______________________________ ___________________
Ostopäivämäärä:__________________________________ _______________
Virtalähteen sarjanumero:___________________________ _______________
ESAB:lla on jatkuva parannus politiikka. Pidätämme siis oikeuden tehdä muutoksia ja parannuksia tuotteistamme ilman erillistä ilmoitusta.
0463 703 001FI 20190927 Voimassa: sarja numero 937-xxx-xxxx
Page 3

VARMISTA, ETTÄ KÄYTTÄJÄ SAA NÄMÄ TIEDOT.
VARO
VOIT TILATA MYYJÄLTÄ LISÄÄ KOPIOITA.
OHJEET on tarkoitettu kokeneille käyttäjille. Jos et tunne täysin kaarihitsaus- ja
leikkuulaitteiden turvallista käyttöä, lue kirjanen, jonka nimi on “Precautions and
Safe Practices for Arc Welding, Cutting, and Gouging, Form 52-529”. ÄLÄ anna
kouluttamattomien henkilöiden käyttää, asentaa tai huoltaa tätä tuotetta. ÄLÄ yritä
asentaa tai käyttää tätä tuotetta, ennen kuin olet lukenut nämä ohjeet ja sisäistänyt
ne kokonaan. Jos et ymmärrä näitä ohjeita kokonaan, pyydä tuotteen myyjältä
lisätietoja. Lue varotoimet ennen tuotteen asennusta tai käyttöä.
KÄYTTÄJÄN VASTUU
Tämä tuote toimii tässä käyttöohjeessa ja tuotteen merkinnöissä ja/tai käyttöohjeen lisäosissa olevien
kuvausten mukaisesti, kun tuote asennetaan, sitä huolletaan ja se korjataan annettujen ohjeiden mukaisesti.
Tuote on tarkistettava säännöllisesti. Jos tuote toimii väärin tai huonosti, tuotetta ei saa käyttää. Vaihda
rikkinäiset, puuttuvat, kuluneet tai saastuneet osat heti.Jos tuote vaatii korjausta tai osien vaihtoa, tilaa huolto
tai korjaus tuotteen valtuutetulta myyjältä puhelimitse tai kirjallisesti.Tätä tuotetta tai mitään sen osaa ei saa
muuttaa ilman valmistajan etukäteen antamaa kirjallista lupaa.
Tuotteen käyttäjä vastaa aina yksin toimintavioista, jotka aiheutuvat väärästä käytöstä, huollosta, väärästä
korjauksesta tai tuotteen muuttamisesta, jos sitä ei ole tehnyt valmistaja tai valmistajan valtuuttama huoltoliike.
!
LUE JA SISÄISTÄ OHJEET ENNEN ASENNUSTA JA KÄYTTÖÄ.
SUOJAA MUUT JA ITSESI!
0463 703 001FI 20190927 Voimassa: sarja numero 937-xxx-xxxx
Page 4
Page 5

Sisällysluettelo
1 TURVALLISUUS ..........................................................................................................................................7
1.1 Symbolien merkitys ................................................................................................................................7
1.2 Turvallisuusvarotoimet ............................................................................................................................7
1.3 Käyttäjän vastuu ...................................................................................................................................11
2 ESITTELY ................................................................................................................................................. 13
2.1 Laitteet .................................................................................................................................................13
2.2 Ylikuumenemissuoja us ........................................................................................................................13
3 TEKNISET TIEDOT ..................................................................................................................................... 14
3.1 EMP 205ic AC/DC tekniset tiedot ...........................................................................................................14
4 ASENNUS ................................................................................................................................................ 16
4.1 Käyttäjän vastuu ...................................................................................................................................16
4.2 Nosto-ohjeet ......................................................................................................................................... 16
4.3 Sijainti ................................................................................................................................................... 17
4.3.1 Alueen arviointi ....................................................................................................................................17
4.4 Radiotaajuuksien häiriöt ....................................................................................................................... 18
4.5 Pääsyöttö ..............................................................................................................................................19
4.6 Suositellut sähkönsyötön tekniset tiedot ..............................................................................................20
4.7 Syöttö generaattoreilta ......................................................................................................................... 20
5 KÄY TTÖ ................................................................................................................................................... 21
5.1 Liitännät ja hallintalaitteet ...................................................................................................................22
5.2 Hitsaus- ja paluukaapeleiden kytkentä .................................................................................................23
5.2.1 MIG/MMA-prosessille ............................................................................................................................23
5.2.2 TIG-prosessille .......................................................................................................................................23
5.3 Napaisuuden muutos ............................................................................................................................23
5.4 Suojakaasu ............................................................................................................................................ 23
5.5 Volttiampeerikäyrät ..............................................................................................................................24
5.5.1 SMAW (Puikko) 120 V ............................................................................................................................ 24
5.5.2 SMAW (PUIKKO) 230 V ...........................................................................................................................24
5.5.3 GMAW (MIG) 120 V ................................................................................................................................25
5.5.4 GMAW (MIG) 230 V ................................................................................................................................25
5.5.5 GTAW (DC TIG) 120 V .............................................................................................................................26
5.5.6 GTAW (DC TIG) 230 V .............................................................................................................................26
5.5.7 GTAW (AC TIG) 120 V .............................................................................................................................. 27
5.5.8 GTAW (AC TIG) 230 V .............................................................................................................................. 27
5.5.9 Käyttöjakso ...........................................................................................................................................28
5.6 Kelan poisto/asennus ............................................................................................................................29
5.7 Johtimen valinta ...................................................................................................................................29
5.8 Langan asennus/poisto .........................................................................................................................29
5.8.1 Langan asennus ....................................................................................................................................30
5.8.2 Langan poisto .......................................................................................................................................31
5.9 Hitsaus alumiinilangalla .......................................................................................................................31
5.10 Langansyöttöpaineen asettaminen .......................................................................................................32
5.11 Langan syöttörullan vaihto ...................................................................................................................33
5.11.1 Langan syöttörullan poisto .........................................................................................................34
5.11.2 Langan syöttörullan asennus ......................................................................................................35
0463 703 001FI
Page 6

Sisällysluettelo
6 OHJAUSPANEELI ...................................................................................................................................... 36
6.1 Miten navigoit .......................................................................................................................................36
6.2 EMP 205ic AC/DC Etusivu .......................................................................................................................36
6.2.1 sMIG-tila ............................................................................................................................................... 36
6.2.2 Manuaalinen MIG-tila ...........................................................................................................................37
6.2.3 Kaasuttoman jauhetäytelangan tila ......................................................................................................37
6.2.4 MMA-tila ...............................................................................................................................................38
6.2.5 DC TIG -tila ............................................................................................................................................38
6.2.6 AC TIG -tila ............................................................................................................................................39
6.3 Asetukset .............................................................................................................................................. 40
6.4 Käyttöohjeen tiedot ..............................................................................................................................40
6.5 Icon-viiteopas .......................................................................................................................................40
7 TIG (GTAW) -HITSAUS ............................................................................................................................... 44
7.1 DC TIG -hitsaus ......................................................................................................................................44
7.1.1 DC TIG -pulssi ........................................................................................................................................45
7.1.2 DC TIG kaksivirta....................................................................................................................................52
7.2 AC TIG -hitsaus ...................................................................................................................................... 54
7.3 DC TIG Nosta kaari -nousukaari ja 2-tahti/4-tahti -kuva ........................................................................58
7.4 Volframielektrodien valinta ja valmistelu .............................................................................................. 59
8 HUOLTO .................................................................................................................................................. 60
8.1 Rutiinihuolto .........................................................................................................................................60
8.2 Virtalähteen ja langansyöttölaitteen huolto .........................................................................................61
8.2.1 Langansyöttö-kokoonpanon puhdistus .................................................................................................62
8.3 EMP-yksikön tehopuolen ylläpito ..........................................................................................................63
8.4 Pistoolijohtimen huolto ........................................................................................................................63
8.4.1 Pistoolijohtimen puhdistus ................................................................................................................... 63
9 VIANETSINTÄ........................................................................................................................................... 64
9.1 Alustavat tarkastukset ..........................................................................................................................64
9.2 Ohjauspaneelin (UI) ohjelmiston näyttämät virhekoodit ......................................................................65
10 VARAOSIEN/KULUTUSOSIEN TILAAMINEN ............................................................................................... 67
KAAVIO ....................................................................................................................................................... 68
KULUTUSOSAT ............................................................................................................................................. 69
LISÄTARVIKKEET ......................................................................................................................................... 70
VARAOSAT ................................................................................................................................................... 71
0463 703 001FI
Page 7
1 TURVALLISUUS
!
!
1 TURVALLISUUS
1.1 Symbolien merkitys
Tässä käyttöoppaassa käytettynä: Tarkoittaa huomiota! Ole valppaana!
HUOMIO!
Operaatio, menettelytapa tai taustatieto, joka vaatii lisäpainotusta tai on hyödyllinen
järjestelmän tehokkaassa toiminnassa.
VAROITUS
Toimenpide, jollei sitä noudateta kunnolla, voi vahingoittaa laitetta.
VAROITUS:
Toimenpide, jollei sitä noudateta kunnolla, voi aiheuttaa henkilövahinkoja käyttäjälle
tai muille toiminta-alueella oleville henkilöille.
VAROITUS:
Antaa tietoja mahdollisista sähköiskun aiheuttamista vammoista. Varoitukset suljetaan
tällaiseen laatikkoon.
VAROITUS:
Antaa tietoja mahdollisista sähköiskun aiheuttamista vammoista.
1.2 Turvallisuusvarotoimet
VAROITUS!
Nämä turvatoimet ovat sinun suojaustasi varten. Ne tekevät yhteenvedon varotoimenpiteistä
lisätietoja turvallisuustiedot -osiossa luetelluista viitteistä.
Ennen kuin suoritat asennusta tai käyttöä, muista lukea ja noudattaa alla lueteltuja turvaohjeita
sekä kaikkia muita ohjeita, materiaaliturvallisuustiedotteita, etikettejä jne. Turvaohjeiden noudattamatta jättäminen voi johtaa loukkaantumiseen tai kuolemaan.
SUOJAA ITSEÄSI JA MUITA
Jotkut hitsaus-, leikkaus- ja hiomaprosessit ovat meluisia ja vaativat kuulonsuojaimia. Kaari, kuten
aurinko, emittoi ultravioletti- (UV) ja muuta säteilyä ja voi vahingoittaa ihoa ja silmiä. Kuuma metalli
voi aiheuttaa palovammoja. Koulutus prosessien ja laitteiden oikeaan käyttöön on välttämätöntä
onnettomuuksien estämiseksi. Siksi:
1. Käytä hitsauskypärää, joka on varustettu sopivalla suodattimen sävyllä suojaamaan kasvoasi ja silmiäsi kun hitsaat
tai katselet.
2. Käytä aina suojalaseja, joissa on sivusuojat millä tahansa työalueella, vaikka hitsauskypärät ja suojalasit olisivat
vaadittuja.
3. Käytä oikealla suodattimella ja peitelevyillä varustettua hitsausmaskia suojaamaan silmäsi, kasvot, kaula ja korvasi
kipinöiltä ja valokaarisäteiltä, kun työskentelet tai tarkkailet toimenpiteitä. Varoita sivullisia, etteivät he katsoa ja
eivät altista itseään sähkökaaren tai kuuman metallin säteille.
4. Käytä paloturvallisia hansikastyyppisiä suojakäsineitä, raskaita pitkähihaisia paitoja, suoria housuja, paloturvallisia
turvakenkiä ja hitsauskypärää tai visiiriä suojaamaan kaarisäteiltä ja kuumilta kipinöiltä tai kuumalta metallilta.
Suositellaan tulenkestävää esiliinaa suojaamaan säteilevää kuumuutta ja kipinöitä vastaan.
5. Kuumat kipinät tai metalli voivat päästä rullattuihin hihoihin, housun poimuihin tai taskuihin. Hihat ja kaulukset on
pidettävä napitettuna ja avoimet taskut poistettava vaatteiden edestä.
6. Suojaa muuta henkilöstöä kaarisäteiltä ja kuumilta kipinöiltä sopivalla palamattomalla väliseinällä tai verhoilla.
7. Käytä suojavisiiriä suojalasien päällä, kun irrotat kuonaa tai hiot. Pois hakattu kuona voi olla kuumaa ja voi lentää
pitkiä matkoja. Asiakkaiden tulee myös käyttää suojalaseja silmälasien päällä.
0463 703 001FI
-7-
Page 8
1 TURVALLISUUS
TULIPALOT JA RÄJÄHDYKSET
Liekkien ja valokaarien aiheuttama kuumuus voi aiheuttaa tulipalon. Kuuma kuona tai kipinät
voivat myös aiheuttaa tulipalon ja räjähdyksen. Siksi:
1. Suojaa itseäsi ja muita lentävistä kipinöistä ja kuumasta metallista.
2. Remove all combustible materials well away from the work area or cover the materials with a protective non-ammable covering. Palavia materiaaleja ovat puu, kangas, sahanpuru, nestemäiset ja kaasupolttoaineet, liuottimet,
maalit ja pinnoitepaperi jne.
3. Kuumat kipinät tai kuuma metalli voivat pudota halkeamien tai rakojen läpi lattian tai seinien väleihin ja aiheuttaa
kytevän tulipalon alla olevassa lattiassa. Varmista, että tällaiset aukot ovat suojattu kuumilta kipinöiltä ja metallista.
4. Älä hitsaa, leikkaa tai tee muuta kuumaa työtä ennen kuin työkappale on puhdistettu kokonaan niin, että työkappaleessa ei ole aineita, jotka voivat tuottaa palavia tai myrkyllisiä höyryjä. Älä tee kuumia töitä suljetuissa konteissa.
Ne voivat räjähtää.
5. Pidä sammutuslaitteita, kuten puutarhaletkua, vesisäiliötä, hiekkaämpäriä tai kannettavaa sammutinta, valmiina
välittömään käyttöön. Varmista, että olet koulutettu sen käyttöön.
6. Älä käytä laitetta yli sen luokituksen. Esimerkiksi ylikuormitettu hitsauskaapeli voi ylikuumentua ja aiheuttaa palovaaran
7. Kun olet lopettanut työskentelyn, tarkista työympäristö varmistaaksesi, ettei sinne ole jäänyt kuumia kipinöitä tai
kuumaa metallia, jotka voivat myöhemmin aiheuttaa tulipalon. Käytä palontorjuntaa tarvittaessa.
SÄHKÖISKUN VAARA.
Kosketus jännitteisiin sähköosiin ja maahan voi aiheuttaa vakavia vammoja tai kuoleman. ÄLÄ
käytä vaihtovirtahitsausvirtaa kosteissa tiloissa, jos liikkuminen on rajoitettua tai jos putoamisvaara on olemassa. Siksi:
1. Varmista, että virtalähteen runko (alusta) on kytketty tulojännitteen maajärjestelmään.
2. Kytke työkappale hyvään sähkömaadoitukseen.
3. Kytke työkaapeli työkappaleeseen. Huono tai puuttuva yhteys voi altistaa sinulle tai muille kohtalokkaan sähköiskun.
4. Käytä hyvin huollettuja laitteita. Vaihda kuluneet tai vaurioituneet kaapelit.
5. Pidä kaikki kuivana, mukaan lukien vaatteet, työalue, kaapelit, hitsauspistooli sekä elektrodipidin ja virtalähde.
6. Varmista, että koko vartalosi on eristetty työstä ja maadoituksesta.
7. Älä seiso suoraan metallilla tai maaperällä työskennellessäsi ahtaissa tiloissa tai kostealla alueella; seiso kuivilla
laudoilla tai eristävällä alustalla ja käytä kumipohjaisia kenkiä.
8. Pue päälle kuivat ja ehjät suojakäsineet ennen virran kytkemistä.
9. Turn OFF the power before removing your gloves.
10. Katso kohta ANSI/ASC Standardi Z49.1 for specic grounding recommendations. Älä pidä maakaapelia erehdyksessä
työjohtona.
SÄHKÖ - JA MAGNEETTISET KENTÄT
Voi olla vaarallinen. Minkä tahansa johtimen läpi virtaava sähkövirta aiheuttaa paikallisia sähkö- ja
magneettikenttiä (EMF). Hitsaus- ja leikkausvirta luo EMF-kentän hitsauskaapeleiden ja hitsauskoneiden ympärille. Siksi:
1. Hitsaajien, joilla on sydämentahdistin, on otettava yhteys lääkäriin ennen hitsausta. EMF voi häiritä joitakin sydämentahdistimia.
2. EMF-altistumisella voi olla muita tuntemattomia terveysvaikutuksia.
3. Hitsaajien tulee käyttää seuraavia menettelytapoja minimoidakseen EMF-altistumisen:
a) Ohjaa elektrodi- ja työkaapeleita yhdessä. Kiinnitä ne teipillä, kun mahdollista.
b) Älä koskaan kierrä polttimen kaapelia tai työkaapelia kehosi ympärille.
c) Älä aseta vartaloasi polttimen ja työkaapeleiden väliin. Ohjaa kaapelit samalle puolelle kehoa.
d) Kytke työkaapeli työkappaleeseen mahdollisimman lähellä hitsattavaa aluetta.
e) Pidä hitsausvirtalähde ja kaapelit mahdollisimman kaukana kehosta.
0463 703 001FI
-8-
Page 9

1 TURVALLISUUS
!
HÖYRYJÄ JA KAASUJA
Höyryt ja kaasut voivat aiheuttaa epämukavuutta tai vahinkoa, erityisesti suljetuissa tiloissa. Suojakaasut voivat aiheuttaa tukehtumisen. Siksi:
1. Pidä pääsi poissa höyryistä. Älä hengitä höyryjä ja kaasuja.
2. Varmista työalueella aina riittävä ilmanvaihto joko luonnollisilla tai mekaanisilla keinoilla. Älä hitsaa, leikkaa tai kiinnitä materiaaleja, kuten galvanoitua terästä, ruostumatonta terästä, kuparia, sinkkiä, lyijyberylliumia tai kadmiumia,
ellei mekaanista ilmanvaihtoa ole saatavilla. Älä hengitä näiden materiaalien höyryjä.
3. Älä käytä rasvanpoisto- ja ruiskutustoimintojen lähellä. Lämpö tai valokaari voi reagoida kloorattujen hiilivetyhöyryjen kanssa muodostaen fosgeenia, erittäin myrkyllistä kaasua ja muita ärsyttäviä kaasuja.
4. Jos sinulle ilmenee hetkellinen silmien, nenän tai kurkun ärsytys työskentelyn aikana, tämä on merkki siitä, että
ilmanvaihto ei ole riittävä. Pysäytä työ ja tee tarvittavat toimenpiteet parantaaksesi ilmanvaihtoa työalueella. Älä
jatka käyttöä, jos fyysinen epämukavuus jatkuu.
5. Katso ANSI/ASC-standardi Z49.1 erityisistä ilmanvaihtosuosituksista.
6. VAROITUS:: Tämä tuote, jota käytetään hitsaamiseen tai leikkaamiseen, tuottaa höyryjä tai kaasuja, jotka sisältävät
kemikaaleja, joiden Kalifornian osavaltiossa tiedetään aiheuttavan syntymävaurioita ja joissakin tapauksissa syöpää
(Kalifornian terveys- ja turvallisuuslaki §25249.5 ja sitä seuraavat).
KAASUPULLON KÄSITTELY
Kaasupullot, jos niitä käsitellään väärin, voivat rikkoutua ja vapauttaa voimakkaasti kaasua. Kaasupullon venttiilin tai painelaitteen äkillinen repeämä voi vahingoittaa tai tappaa. Siksi:
1. Sijoita kaasupullot kauaksi kuumuudesta, kipinöistä ja liekeistä. Älä koskaan laukaise hitsauskaaria kaasupulloa
kohti.
2. Käytä prosessiin sopivaa kaasua ja käytä paineenalennussäädintä, joka on suunniteltu toimimaan paineistetun
kaasupullon avulla. Älä käytä sovittimia. Pidä letkut ja liittimet hyvässä kunnossa. Noudata valmistajan käyttöohjeita
säätimen asentamiseksi painekaasupulloon.
3. Kiinnitä kaasupallot aina pystyssä ketjulla tai hihnalla sopiviin käsiajoneuvoihin, vaunuihin, penkkeihin, seinälle,
pylvääseen tai telineisiin. Älä koskaan kiinnitä kaasupulloja työpöytiin tai kiinnikkeisiin, jos niistä voi tulla osa sähköpiiriä.
4. Pidä kaasupullon venttiilejä kiinni, kun niitä ei käytetä. Pidä venttiilin suojakorkki paikallaan, jos säädintä ei ole
kytketty. Kiinnitä ja siirrä kaasupulloja sopivilla käsin kuljettavilla kärryillä.
LIIKKUVAT OSAT
Liikkuvat osat, kuten tuulettimet, roottorit ja hihnat, voivat aiheuttaa vammoja. Siksi:
1. Pidä kaikki ovet, paneelit ja kannet kiinni ja tukevasti paikoillaan.
2. Pysäytä moottori ennen yksikön asentamista tai kytkemistä.
3. Pyydä vain päteviä henkilöitä tarvittaessa poistamaan kansi huoltoa ja vianetsintää varten.
4. Irrota negatiivinen (-) akkukaapeli akusta, ettei laite vahingossa käynnisty.
5. Pidä kädet, hiukset, löysät vaatteet ja työkalut etäällä liikkuvista osista.
6. Asenna paneelit tai kannet takaisin ja sulje ovet, kun huolto on valmis ja ennen moottorin käynnistämistä.
VAROITUS!
PUTOAVA LAITE VOI AIHEUTTAA LOUKKAANTUMISEN
• Käytä laitteen nostamiseen vain nostosilmukkaa. ÄLÄ käytä juoksupyörää, kaasupulloja
tai muita lisävarusteita.
• Käytä laitteita, joilla on riittävä kapasiteetti yksikön nostamiseksi ja tukemiseksi.
• Jos käytät nostohaarukkoja yksikön siirtämiseen, varmista, että haarukat ovat riittävän
pitkiä ulottumaan yksikön vastakkaiselle puolelle.
• Pidä kaapelit ja johdot poissa liikkuvista ajoneuvoista työskennellessään antennien
läheisyydessä.
0463 703 001FI
-9-
Page 10
1 TURVALLISUUS
!
!
VAROITUS!
LISÄTURVALLISUUSTIEDOT
Lisätietoja sähkökaarihitsauksen ja -leikkauslaitteiden turvallisista käytännöistä saat
toimittajalta kopion kappaleesta "Varotoimenpiteet ja turvalliset käytännöt valokaarihitsaukseen, -leikkaukseen ja -runkoihin", lomake 52-529.
VAROITUS!
LAITTEIDEN HUOLTO
Viallinen tai huonosti huollettu laite voi aiheuttaa vamman tai kuoleman. Siksi:
1. Asennus-, vianetsintä- ja huoltotöitä on aina käytettävä pätevää henkilöstöä. Älä tee sähkötyötä,
ellei sinulla ole pätevyyttä suorittaa tällaista työtä.
2. Ennen kuin teet mitään huoltotöitä virtalähteen sisällä, irrota virtalähde tulevasta sähkövirrasta.
3. Pidä kaapelit, maadoitusjohdot, liitännät, virtajohto ja virtalähde turvallisessa toimintakunnossa.
Älä käytä mitään laitteita viallisessa tilassa.
4. Älä väärinkäytä mitään laitteita tai lisävarusteita. Pidä laitteet poissa lämmönlähteiden, kuten
uunien ja märkien paikkojen, kuten vesilätäköiden sekä öljyjen tai rasvojen, syövyttävien
ilmasto-olosuhteiden ja huonojen sääolojen läheisyydessä.
5. Pidä kaikki turvalaitteet ja kaapin kannet paikoillaan ja kunnossa.
6. Käytä tuotetta vain sen tarkoitettuun käyttöön. Älä muuta sitä millään tavalla.
Seuraavia julkaisuja suositellaan sinulle:
1. ANSI/ASC Z49.1 - "Hitsauksen ja leikkauksen turvallisuus"
2. AWS C5.5 - "Suositellut käytännöt kaasu-volframikaarihitsaukseen"
3. AWS C5.6 - "Suositellut käytännöt kaasumetallikaarihitsaukseen"
4. AWS SP - "Turvalliset käytännöt" - uusintapainos, hitsauskäsikirja
5. ANSI/AWS F4.1 - "Suositellut turvalliset käytännöt vaarallisia aineita sisältävien astioiden hitsaamiseen
ja leikkaamiseen"
6. OSHA 29 CFR 1910 - "Turvallisuus- ja terveysstandardit"
7. CSA W117.2 - "Hitsauksen ja leikkauksen turvallisuusohjeet"
8. NFPA-standardi 51B, "Palontorjunta hitsaamisen, leikkaamisen ja muun kuuman työn aikana"
9. CGA-standardi P-1, "Varotoimenpiteet painekaasujen turvallisessa käsittelyssä kaasupulloissa"
10. ANSI Z87.1, "Ammatilliset ja koulutukselliset henkilökohtaiset silmien ja kasvojen suojauslaitteet"
0463 703 001FI
-10-
Page 11

1 TURVALLISUUS
1.3 Käyttäjän vastuu
ESAB-hitsaus- ja plasmaleikkauslaitteiden käyttäjillä on lopullinen vastuu siitä, että kaikki, jotka työskentelevät laitteella tai
sen lähellä, noudattavat kaikkia asiaankuuluvia turvallisuusvarotoimia. Turvatoimenpiteiden on täytettävä vaatimukset,
joita sovelletaan tämän tyyppisiin hitsaus- tai plasmaleikkauslaitteisiin. Seuraavia suosituksia on noudatettava työpaikalla
sovellettavien vakioasetusten lisäksi.
Kaikki työt on suoritettava hitsaus- tai plasmaleikkauslaitteiden toimintaan perehtyneiden koulutettujen henkilöiden
toimesta. Laitteen väärä käyttö voi johtaa vaaratilanteisiin, jotka voivat johtaa käyttäjän loukkaantumiseen ja laitteen
vaurioitumiseen.
1. Kaikkien hitsaus- tai plasmaleikkauslaitteita käyttävien on tunnettava:
- sen toiminta
- hätäpysähdyspaikkojen sijainti
- sen toiminto
- olennaiset henkilökohtaiset varotoimet.
- hitsaus ja / tai plasmaleikkaus
2. Käyttäjän on varmistettava, että:
- kukaan luvaton henkilö ei ole laitteen työskentelyalueella, kun se käynnistetään.
- kukaan ei ole suojaamaton kun hitsauskaari laukaistaan.
3. Työpaikan tulee:
- sopivat tarkoitukseen
- vapaita vedosta
4. Henkilökohtaiset varotoimet:
- Käytä aina suositeltuja henkilökohtaisia suojavarusteita, kuten suojalaseja, paloturvallisia vaatteita ja suojakäsineitä.
- Älä käytä irtonaisia esineitä, kuten huiveja, rannekoruja, renkaita tai muita, jotka voivat takertua tai aiheuttaa
palovammoja.
5. Yleiset varotoimenpiteet:
- Varmista, että paluukaapeli on kytketty kunnolla.
- Vain pätevä sähköasentaja saa suorittaa suurjännitelaitteita koskevia töitä.
- Asianmukaiset sammutuslaitteet on merkittävä selvästi ja ne on oltava käden ulottuvilla.
- Laitteiden voitelua ja huoltoa ei saa suorittaa käytön aikana.
Hävitä elektroniset laitteet kierrätyslaitoksessa!
Sähkö- ja elektroniikkalaiteromusta annetun Euroopan parlamentin direktiivin 2002/96/EY ja sen
kansallisen lainsäädännön mukaisen täytäntöönpanon mukaisesti elinkaarensa lopussa olevat
sähkö- ja/tai elektroniset laitteet on hävitettävä kierrätyslaitoksessa.
Laitteista vastaavana henkilönä sinun vastuullasi on hankkia tiedot hyväksytyistä keräysasemista.
Lisätietoja saat lähimmältä ESAB-jälleenmyyjältä.
ESAB tarjoaa sinulle kaikki tarvittavat leikkaussuojat ja lisävarusteet.
0463 703 001FI
-11-
Page 12

1 TURVALLISUUS
VARO
VARO
VARO
Kaarihitsaus ja leikkaaminen voivat olla vahingollisia itsellesi ja muille.
VAROITUS
SÄHKÖISKUN VAARA - voi tappaa.
- Asenna ja maadoita hitsaus- tai plasmaleikkausyksikkö sovellettavien standardien mukaisesti.
- Älä kosketa jännitteisiä sähköosia tai elektrodeja paljaalla iholla, märillä käsineillä tai märillä vaatteilla.
- Eristä itsesi maasta ja työkappaleesta.
- Varmista, että työskentelyasento on turvallinen.
HÖYRYJÄ JA KAASUJA - Voi olla vaarallinen terveydelle.
- Pidä pääsi poissa höyryistä.
- Huolehdi ilmanvaihdosta ja käytä tarvittaessa imujärjestelmää, jotta höyryt ja kaasut on mahdollista poistaa sekä
hengitysvyöhykkeeltäsi että yleiseltä oleskelualueelta.
KAARISÄTEET - Voi vahingoittaa silmiä ja polttaa ihoa.
- Suojaa silmäsi ja vartalo. Käytä oikeaa hitsaukseen tai plasmaleikkuuseen sopivia hisausmaskia tai visiiriä ja käytä
suojavaatetusta.
- Suojaa sivullisia sopivilla suojaseinillä tai verhoilla.
TULIPALOVAARA
- Kipinät (roiskeet) voivat aiheuttaa tulipalon. Varmista siksi, ettei lähellä ole palavia aineita.
Ota varotoimet käyttöön hitsauksen ja leikkaamisen aikana. Kysy
työnantajasi turvallisuuskäytännöistä, joiden olisi perustuttava valmistajan
vaaratilannetietoihin.
MELU ÄÄNI - Liiallinen melu voi vahingoittaa kuuloa.
- Suojaa korvasi. Käytä korvatulppia tai kuulonsuojaimia.
- Varoita sivullisia riskistä.
TOIMINTAHÄIRIÖ - Kutsu asiantuntija-apua toimintahäiriön sattuessa.
LUE JA YMMÄRRÄ KÄYTTÖOHJEET ENNEN ASENNUSTA TAI KÄYTTÖÄ.
SUOJAA ITSEÄSI JA MUITA!
Älä käytä virtalähdettä jäätyneiden putkien sulattamiseen.
VAROITUS
Luokan A laitteita ei ole tarkoitettu käytettäviksi asuintiloissa, joiden sähkön syöttö tapahtuu yleisestä pienjännitteisestä
jakeluverkosta. A-luokan laitteiden sähkömagneettisen yhteensopivuuden varmistamisessa näissä paikoissa saattaa olla
vaikeuksia johdettujen ja säteilyhäiriöiden takia.
Tämä tuote on tarkoitettu yksinomaan metallin poistoon. Muu käyttö voi aiheuttaa henkilövahinkoja ja/tai laitevaurioita.
0463 703 001FI
Lue ja ymmärrä käyttöohjeet ennen asennusta tai käyttöä.
!
-12-
Page 13

2 ESITTELY
2 ESITTELY
ESAB EMP 205ic AC/DC -tuote on uuden sukupolven moniprosessi (MIG/Puikko/TIG: AC tai DC) -hitsauslähde.
Kaikki Rebel-laitteen virtalähteet on suunniteltu vastaamaan käyttäjän tarpeita. Ne ovat kovia, kestäviä ja kannettavia, ja
ne tarjoavat erinomaisen valokaaritehon monissa erilaisissa hitsaussovelluksissa.
EMP-perheessä on 11 cm: n (4,3 tuuman) värillinen TFT (ohutkalvotransistori) ohjauspaneeli (UI), joka tarjoaa nopean ja hel-
pon hitsausprosessien ja parametrien valinnan, sopivasti sekä vasta koulutetulle että keskitason käyttäjälle. Edistyneemmille
käyttäjille voidaan ottaa käyttöön ja räätälöidä mikä tahansa määrä toimintoja maksimaalisen joustavuuden aikaansaamiseksi.
Tuotteen ESAB-lisävarusteet löytyvät tämän oppaan luvusta "LISÄVARUSTEET".
2.1 Laitteet
ESAB EMP 205ic AC/DC -virtalähde toimitetaan:
• EMP 205ic AC/DC virtalähde
• ESAB MXL 201 MIG pistooli, 3 m (10 jalkaa) kosketuskärjillä M6 0,8 mm ja 1,0 mm
• ESAB SR-B 26 TIG pistooli lisävarusteineen
• Kaasuletku, 4,5 m (14.8 ft), pikaliitin
• MMA-hitsauskaapelisarja, 3 m (10 ft)
• Paluukaapelisarja 3 m (10 ft)
• Ohjausrulla
0.6 / 0.8 mm (0.023 in. / 0.030 in.) Täyte-, teräs- ja ruostumaton teräslanka (asennettuna käyttöjärjestelmään)
0.8 / 1.0 mm (0.030 in. / 0.040 in.) Täyte-, teräs- ja ruostumaton teräslanka (lisävarusteiden laatikossa)
• Ohjausputki
1,0 mm - 1,2 mm (0,040 tuumaa - 0,045 tuumaa) (asennettu käyttöjärjestelmään)
0.6 mm - 0.8 mm (0.023 in. - 0.030 in.) (lisävarusteiden laatikossa)
• Verkkokaapeli 3 m (10 ft), kiinnitetty pistokkeella
• Turvallisuusohjeet
• USB käyttöohjeen kanssa
• Materiaalin paksuuden opas
2.2 Ylikuumenemissuoja us
VAROITUS
Tämä yksikkö on varustettu ylikuumenemissuojalla sen virtalähteelle.
Hitsausvirtalähteellä on ylikuumenemissuoja, joka toimii, jos sisälämpötila nousee liian korkeaksi Kun tämä
tapahtuu, hitsausvirta keskeytyy, ja ylikuumenemisen symboli ilmestyy näytölle. Ylikuumenemissuojaus
palautuu automaattisesti, kun lämpötila on palannut normaaliin käyttölämpötilaan.
Toimenpiteet palautukseen ylikuumenemisen tilasta:
• Anna järjestelmän jäähtyä, Rebel toipuu itsestään.
• Anna järjestelmän jäähtyä täysin siihen pisteeseen, että puhaltimet pysähtyvät ennen lisähitsauksen aloitusta.
• Jos et saavuta täyttä ’käyttöjaksoa' ja molemmat puhaltimet toimivat, eikä muita esteitä ole, palaa huollosta.
0463 703 001FI
-13-
Page 14

3 TEKNISET TIEDOT
3 TEKNISET TIEDOT
3.1 EMP 205ic AC/DC tekniset tiedot
EMP 205ic AC/DC
Jännite 230 V,1 ph, 50/60 Hz 120 V, 1 ph, 50/60 Hz
Ensiövirta
I
GMAW – MIG 29.6 A
max.
I
GTAW - DC TIG 24,0 A Virrankatkaisin 15 A: 20.7 A
max.
I
GTAW - AC TIG 26.5 A Katkaisija 15 A: 21,4 A
max.
I
SMAW - Puikko 28.3 A Virrankatkaisin 15 A: 20.5 A
max.
H
itsausteho.
H
itsausteho.
H
itsausteho.
H
itsausteho.
GMAW – MIG 14.8 A
GMAW - DC TIG 12 A Virrankatkaisin 15 A: 14.3 A
GMAW - AC TIG 13.3 A Virrankatkaisin 15 A: 14.9 A
SMAW - Puikko 14.1 A Virrankatkaisin 15 A: 14.4 A
Sallittu kuorma GMAW – MIG
100% kuormitusaikasuhde* 110 A (V
60% kuormitusaikasuhde* 125 A (V
40% kuormitusaikasuhde* 150 A (V
25% kuormitusaikasuhde* 205 A (V
= 19.5 V)
out
= 20.25 V)
out
= 21.5 V) Virrankatkaisin 15 A: 90 A (V
out
= 24.25 V) -
out
20% kuormitusaikasuhde* - Virrankatkaisin 20 A: 115 A (V
Asetusalue (DC)
15 A (V
235 A (V
= 14.75 V) -
out
= 26.0 V)
out
Sallittu kuorma GTAW - DC TIG
100% kuormitusaikasuhde* 110 A (V
60% kuormitusaikasuhde* 125 A (V
= 14.4 V) Virrankatkaisin 15 A: 80 A (V
out
= 15,0 V) Virrankatkaisin 15 A: 100 A (V
out
40% kuormitusaikasuhde* - Katkaisija 15 A: 110 A
25% kuormitusaikasuhde* 205 A (V
Asetusalue (DC)
5 A (V
205 A (V
= 18.2 V)
out
= 10.2 V) -
out
= 18.2 V)
out
Sallittu kuorma GTAW - AC TIG
100% kuormitusaikasuhde* 110 A (V
60% kuormitusaikasuhde* 125 A (V
= 14.4 V) Virrankatkaisin 15 A: 75 A (V
out
= 15,0 V) Virrankatkaisin 15 A: 95 A (V
out
40% kuormitusaikasuhde* - Virrankatkaisin 15 A: 105 A (V
25% kuormitusaikasuhde* 205 A (V
Asetusalue (AC)
5 A (V
205 A (V
= 18.2 V)
out
= 10.2 V) -
out
= 18.2 V)
out
Sallittu kuorma SMAW - SMAW - Puikko
100% kuormitusaikasuhde* 100 A (V
60% kuormitusaikasuhde* 125 A (V
= 24 V) 55 A (V
out
= 25 V) 70 A (V
out
40% kuormitusaikasuhde* - 75 A (V
25% kuormitusaikasuhde* 170 A (V
Asetusalue (DC)
16 A (V
180 A (V
= 26.8 V) -
out
= 20.6 V) -
out
= 27.2 V)
out
Virrankatkaisin 20 A: 27.1 A
Virrankatkaisin 15 A: 20.2 A
Virrankatkaisin 20 A: 15.8 A
Virrankatkaisin 15 A: 14.5 A
Virrankatkaisin 15 A: 65 A (V
Virrankatkaisin 20 A: 70 A (V
Virrankatkaisin 15 A: 85 A (V
Virrankatkaisin 20 A: 90 A (V
15 A (V
130 A (V
5 A (V
130 A (V
5 A (V
130 A (V
16 A (V
130 A (V
= 14.75 V) -
out
= 20.5 V)
out
= 10.2 V) -
out
= 15.2 V)
out
= 10.2 V) -
out
= 15.2 V)
out
= 22.2 V)
out
= 22.8 V)
out
= 23.0 V)
out
= 20.6 V) -
out
= 25.2 V)
out
(V
= 17.25 V)
out
= 17.5 V)
out
= 18.25 V)
out
= 18.5 V)
out
= 18.5 V)
out
= 19.75 V)
out
= 13.2 V)
out
= 14.0 V)
out
out = 14,4 V)
= 13.0 V)
out
= 13.8 V)
out
= 14.2 V)
out
0463 703 001FI
-14-
Page 15

3 TEKNISET TIEDOT
S
S
!
EMP 205ic AC/DC
Avoin piirijännite (OCV)
VRD pois käytöstä 68 V
VRD käytössä 35V
Tehokkuus 78%
Tehokerroin 0.98
Langansyöttönopeus 2-12,1 m/min (80-475 tuumaa/min)
Langan halkaisija
Saostamaton teräslanka 0.6 - 0.9 mm (0.023 - 0.035 in.)
Ruostumaton teräslanka 0.8 - 0.9 mm (0.030 - 0.035 in.)
Jauhetäytelanka 0.8 - 1.1 mm (0.030 - 0.045 in.)
Alumiini 0.8 - 1.2 mm (0.030 - 0.047 in.)
Puolan koko 100-200 mm (4- 8 tuumaa)
Mitat L × L × K 548 × 229 × 406 mm (23 × 9 × 16 in.)
Paino: 25.5 kg ( 56 lb,)
Käyttölämpötila -10 ° - + 40 °C (14 ° - 104 °F)
Kotelointiluokka** IP23S
Käyttöluokitus***
*Käyttöjakso
Käyttöjakso tarkoittaa aikaa prosentteina kymmenen minuutin jaksosta, jonka voit hitsata tai leikata ylikuormittamatta
tietyllä kuormalla. Käyttöjakso on voimassa lämpötilassa 40 ° C (104 ° F) tai alle.
**Kotelointiluokka
IP-koodi ilmaisee koteloiden luokan, ts. suojan asteen kiinteiden esineiden tai veden tunkeutumiselta.
IP 23S -merkitty laite on tarkoitettu sisä- ja ulkokäyttöön; sitä ei kuitenkaan tulisi käyttää sateessa.
***Käyttöluokka
Tämä symboli osoittaa, että virtalähde on suunniteltu käytettäväksi alueilla, joilla on lisääntynyt sähkövaara.
VAROITUS!
Hitsauspiiri voi olla tai ei ole maadoitettu turvallisuussyistä. Maadoitusjärjestelyjen muuttamisen saa tehdä vain henkilö, joka on pätevä arvioimaan, lisäävätkö muutokset loukkaantumisriskiä. Esimerkiksi: sallimalla rinnakkaiset hitsausvirran paluureitit, jotka voivat vaurioittaa
muiden laitteiden maadoituspiirejä tai aiheuttaa vammoja tai kuolemanvaaran.
0463 703 001FI
-15-
Page 16

4 ASENNUS
!
4 ASENNUS
Asennuksen saa suorittaa vain ammattilainen.
VAROITUS!
Tämä tuote on tarkoitettu teolliseen käyttöön. Asuinympäristössä tämä tuote voi aiheuttaa
radiohäiriöitä. Käyttäjän vastuulla on toteuttaa riittävät varotoimenpiteet.
4.1 Käyttäjän vastuu
Käyttäjä on vastuussa hitsauslaitteiden asennuksesta ja käytöstä valmistajan ohjeiden mukaisesti. Jos havaitaan sähkömagneettisia häiriöitä, hitsauslaitteiden käyttäjän vastuulla on ratkaista tilanne valmistajan teknisen avun avulla. Tämä korjaava
toimenpide voi olla yhtä yksinkertainen kuin hitsauspiirin maadoitus. Muissa tapauksissa se voi sisältää sähkömagneettisen
näytön rakentamisen, joka sulkee hitsausvirtalähteen ja työn, sekä siihen liittyvät tulosuodattimet. Kaikissa tapauksissa
sähkömagneettiset häiriöt on vähennettävä pisteeseen, jossa ne eivät enää ole ongelmallisia.
4.2 Nosto-ohjeet
Virtalähde voidaan nostaa käyttämällä mitä tahansa kahvaa.
0463 703 001FI
VAROITUS!
Varmista laitteet - etenkin jos maa on
epätasainen tai kalteva.
-16-
Page 17
4 ASENNUS
4.3 Sijainti
Sijoita virtalähde siten, että sen jäähdytysilman tulo- ja poistoaukot eivät ole tukossa.
A. 152 mm (6 tuumaa)
B. 100 mm (4 in.)
C. 152 mm (6 tuumaa)
Jätä pysyvässä asennuksessa riittävästi tilaa
oven avaamiseen ja puolan puolelle pääsyyn.
4.3.1 Alueen arviointi
Ennen hitsauslaitteiden asentamista käyttäjän tai asentajan on arvioitava ympäröivän alueen mahdolliset sähkömagneettiset
ongelmat. Seuraavia on otettava huomioon:
1. Muut syöttökaapelit, ohjauskaapelit, merkinanto- ja puhelinkaapelit; hitsauslaitteiden yläpuolella, alapuolella ja vieressä.
2. Radio- ja televisiolähettimet ja vastaanottimet.
3. Tietokone ja muut ohjauslaitteet.
4. Turvallisuuslaitteet, esim. teollisuuslaitteiden vartiointi.
5. Ympärillä olevien ihmisten terveys, esim. sydämentahdistimien ja kuulolaitteiden käyttö.
6. Kalibrointiin ja mittaukseen käytetyt laitteet.
7. Kellonaika, jolloin hitsaus tai muut toiminnot suoritetaan.
8. Muiden ympäristössä olevien laitteiden suojaus: käyttäjän on varmistettava, että muut ympäristössä käytettävät laitteet
ovat yhteensopivia: tämä saattaa vaatia ylimääräisiä suojatoimenpiteitä.
9. Tarkasteltavan ympäröivän alueen koko riippuu rakennuksen rakenteesta ja muista tapahtuvista toiminnoista. Ympäröivä
alue voi ulottua tilan rajojen ulkopuolelle.
Häiriöt on voitu lähettää korkeataajuuksilla aloitetulla tai stabiloidulla kaarihitsausvirtalähteellä seuraavilla tavoilla:
• Suora säteily: Laitteesta voi tulla säteilyä, jos kotelo on metallia eikä sitä ole kunnolla maadoitettu. Se voi tapahtua
aukkojen, kuten avoimen käyttöpaneelin, kautta. Virtalähteessä olevan korkeataajuusyksikön suojaus estää suoran
säteilyn, jos laite on asianmukaisesti maadoitettu
• Lähetys syöttöjohdon kautta: Ilman riittävää suojausta ja suodatusta korkeataajuinen energia voidaan syöttää asennuk-
sen (verkkovirta) johtimiin suoralla kytkennällä. Energia siirretään sitten sekä säteilyllä että johtavuudella. Virtalähteessä
on riittävä suojaus ja suodatus.
• Säteily hitsausjohdoista: Hitsausjohtojen säteilyhäiriöt, vaikka ilmeisesti lähellä johtimia, vähenevät nopeasti etäisyy-
den lisääntyessä. Johtojen pitäminen mahdollisimman lyhyinä minimoi tämän tyyppiset häiriöt. Johtojen silmukointia
ja keskeyttämistä tulisi välttää aina kun mahdollista.
• Uudelleen säteily maadoittamattomista metallisista esineistä: Tärkeä häiriöihin vaikuttava tekijä on hitsausjohtoja
lähellä olevista maadoittamattomista metalliesineistä tuleva säteily. Tällaisten esineiden tehokas maadoitus estää useimmissa tapauksissa uudelleen säteilyn.
0463 703 001FI
-17-
Page 18
4 ASENNUS
!
!
!
!
!
4.4 Radiotaajuuksien häiriöt
VAROITUS!
Tämän koneen korkeataajuusosan lähtöteho vastaa radiolähettimen tehoa.
Virtalähdettä EI SAA käyttää räjäytysten lähellä ennenaikaisen tulipalovaaran vuoksi.
VAROITUS!
Käyttö lähellä asennettuja tietokoneita voi aiheuttaa tietokoneen toimintahäiriöitä.
VAROITUS!
SUURTAAJUUSKENTÄT VOIVAT OLLA VAARALLISIA TERVEYDELLE. Lisävarotoimenpiteitä voidaan tarvita, kun tätä hitsausvirtalähdettä käytetään kotitaloustilanteessa. Hitsaajien, joilla
on sydämentahdistin, on otettava yhteys lääkäriin ennen hitsausta. EMF voi häiritä joitakin
sydämentahdistimia.
VAROITUS!
Potentiaalitasaus
Kaikkien metallikomponenttien kiinnittämistä hitsauslaitteistoon ja sen viereen pitäisi harki-
ta. Työkappaleeseen kiinnitetyt metalliset komponentit lisäävät kuitenkin riskiä, että käyttäjä
voi saada iskun koskettamalla metallisia komponentteja ja elektrodia samanaikaisesti. Käyttäjä on eristettävä kaikista tällaisista sitoutuneista metallisista komponenteista.
!
VAROITUS!
Työpaikan maadoitus:
Työkappaleen maadoittaminen tulee estää lisäämällä käyttäjien loukkaantumisriskiä tai mui-
den sähkölaitteiden vaurioita. Maadoitusjärjestelyjen muuttamisen saa tehdä vain henkilö,
joka on pätevä arvioimaan, lisäävätkö muutokset loukkaantumisriskiä.
VAROITUS!
Korkeataajuuksisten hitsauslaitteiden oikean asennuksen merkitystä ei voida korostaa liikaa.
Korkean taajuuden käynnistämästä tai stabiloidusta kaarista johtuvat häiriöt ovat melkein
aina jäljitettävissä väärään asennukseen. Asennuksen saa suorittaa asianmukaisesti valtuutettu henkilö, kuten esimerkiksi sähköasentaja, jolloin vältetään vammat, kuolemat tai
laitevauriot.
0463 703 001FI
-18-
Page 19

4 ASENNUS
4.5 Pääsyöttö
HUOMIO!
Verkkovirran vaatimukset
Tämä laite on Standardiin IEC 61000-3-12 mukainen, mikäli oikosulkuteho on suurempi
tai yhtä suuri kuin S
teessä. Laitteiden asentajan tai käyttäjän vastuulla on varmistaa tarvittaessa neuvottelemalla jakeluverkko-operaattorin kanssa, että laitteet kytketään vain verkkoon, jonka
oikosulkuteho on vähintään S
Syöttöjännitteen tulisi olla 230 V AC ± 10% tai 120 V AC ± 10%. Liian matala syöttöjännite voi aiheuttaa huonon hitsauksen.
Liian korkea syöttöjännite aiheuttaa komponenttien ylikuumenemisen ja mahdollisesti vikaantumisen. Ota yhteys paikallisiin sähköyhtiöihin saadaksesi tietoa käytettävissä olevista sähköpalveluista, oikeiden liitosten tekemisestä ja vaadituista
tarkastuksista.
Hitsausvirtalähteen on oltava:
• Oikein asennettu, tarvittaessa valtuutetun sähkömiehen toimesta.
• Maadoitettu oikein (sähköisesti) paikallisten määräysten mukaisesti.
• Kytketty oikean kokoiseen virtapisteeseen ja sulake alla olevien taulukoiden mukaisesti.
käyttäjän virransyötön ja julkisen järjestelmän välisessä rajapis-
scmin
. Katso tekniset tiedot luvusta TEKNISET TIEDOT.
scmin
HUOMIO!
Käytä hitsausvirtalähdettä voimassa olevien kansallisten määräysten mukaisesti.
VAROITUS!
Katkaise tulovirta ja varmista "Lukitus/merkinnät" -toiminnot. Varmista, että tulojohdon
katkaisukytkin on lukittu (Lock-out/Tagging) "Auki" (Open)-asentoon ENNEN tulovirtasulakkeiden poistamista. Kytkentä ja irrottaminen tulee suorittaa pätevien henkilöiden
toimesta.
Tyyppikilpi
kytkentätietoineen
0463 703 001FI
-19-
Page 20

4 ASENNUS
!
4.6 Suositellut sähkönsyötön tekniset tiedot
VAROITUS!
Sähköiskun tai tulipalon vaara on todennäköinen, jos seuraavia sähköhuolto-ohjeita ei
noudateta. Nämä suositukset koskevat erillistä ryhmäjohtoa, joka on mitoitettu hitsausvirtalähteen nimellisteholle ja käyttöjaksolle.
Suositellut sähkönsyötön tekniset tiedot: 120–230 V, 1 – 50/60 Hz
Tekniset tiedot 230 V AC 120 V AC
Tulovirta maksimilähdöllä 33 A 30 A
Suurin suositeltu sulake-* tai virrankatkaisinarvo
*Aikaviivevaroke UL-luokka RK5, katso UL 248
Suurin suositeltu sulake-* tai virrankatkaisinarvo
Normaalisti toimiva UL-luokka K5, katso UL 248
Johdon suositeltava vähimmäiskoko 2,5 mm (13 AWG) 2,5 mm (13 AWG)
Suurin suositeltava jatkojohdon pituus 15 m (50 ft) 8 m (25 ft)
Maadoitusjohtimen vähimmäissuositus 2,5 mm (13 AWG) 2,5 mm (13 AWG)
40 A 30 A
50 A 50 A
4.7 Syöttö generaattoreilta
Virtalähde voidaan toimittaa erityyppisistä generaattoreista. Jotkut generaattorit eivät välttämättä tarjoa riittävää tehoa
hitsausvirtalähteen toimimiseksi oikein.
Suositellaan generaattoreita, joissa on automaattinen jännitesäätö (AVR) tai vastaava tai parempi säätötyyppi ja joiden
nimellisteho on vähintään 8 kW 1 vaihe.
0463 703 001FI
-20-
Page 21

5 KÄYT TÖ
!
!
5 KÄYTTÖ
Laitteiden käsittelyä koskevat yleiset turvallisuusmääräykset ovat luvussa "Turvallisuus". Lue se läpi ennen laitteen
käynnistämistä.
HUOMIO!
Käytä laitetta siirrettäessä siihen tarkoitettua kahvaa. Älä koskaan kisko kaapeleita.
VAROITUS!
Pyörivät osat voivat aiheuttaa vammoja, ole varovainen.
!
!
VAROITUS!
SÄHKÖISKU! Älä kosketa työkappaletta tai hitsauspäätä käytön aikana!
VAROITUS!
Varmista, että sivusuojukset ovat kiinni käytön aikana.
VAROITUS!
Kiristä puolan pultti estääksesi sitä liukumasta pois navasta.
VAROITUS!
Varmista ennen jokaista käyttöä:
Pistoolirunko ja pistoolikaapeli ja johdot eivät ole vaurioituneet.
Polttimen kosketinkärki ei ole vaurioitunut.
Pistoolin suutin on puhdas eikä sisällä roskia.
0463 703 001FI
-21-
Page 22

5 KÄYT TÖ
5.1 Liitännät ja hallintalaitteet
10
1
13
2
3
15
4
6
9 8 7
5
14
12 11
Kaavio 1. Etu- ja takanäkymät EMP 205ic AC/DC
1. Virran tai langansyöttönopeuden valinnan säätöpyörä 9. Napaisuuden vaihtokaapeli
2. Nuppi jännitteen valitsemiseksi
3. Päänuppi valikossa liikkumiseen
4. Kaasun poistoaukko
5. Pistoolin tai kaukosäätimen liitäntä
6. Pistooliliitäntä
7. Negatiivinen ulostulo [-]
10. Näytä
11. Kaasun sisääntulo MIG/MAG-hitsaukselle
12. Kaasun sisääntulo TIG-hitsaukselle
13. Päävirtakytkin ON/OFF
14. Päävirtakaapeli
15. Etiketit
8. Positiivinen ulostulo [+]
1. (U) Ylempi ohjausnuppi: (a) Aseta virran lähtöarvo
(b) Aseta langansyöttönopeus
2. (L) Alempi ohjausnuppi: (a) MIG-jännitteen valitseminen
(b) SMIG jännitetasaus (c) MMA-tila: Kaari ON/OFF (päällä/
pois)
0463 703 001FI
1 (U)
2 (L)
3 (M)
Kaavio 2. Ohjauspaneelin valitsimien toiminta
3. (M) Navigointi valikossa: Valitse painamalla
HUOMIO!
Alempi ohjausnuppi (2) MMA-tilassa kääntää lähtötehon päälle tai pois päältä (ON/
OFF). Kun lähtövirta on päällä, näytön tausta muuttuu oranssiksi (katso luku "OHJAUSPANEELI").
-22-
Page 23

5 KÄYT TÖ
5.2 Hitsaus- ja paluukaapeleiden kytkentä
Virtalähteellä on kaksi lähtöä hitsaus- ja paluukaapeleiden kytkemistä varten: negatiivinen [-] -napa (7) ja positiivinen [+]
-napa (8) (katso kuva 1).
5.2.1 MIG/MMA-prosessille
MIG/MMA-prosessissa lähtö, johon hitsauskaapeli on kytketty, riippuu elektrodityypistä. Katso elektrodien oikeaa napaisuutta
koskevia tietoja elektrodien pakkauksista. Kytke paluukaapeli virtalähteen jäljellä olevaan hitsausliittimeen (9).
Kiinnitä paluukaapelin kosketinpuristin työkappaleeseen ja varmista, että sähkökosketus on hyvä. Kytke pistooliliitin pistooliliitäntään (6).
HUOMIO!
MIG-hitsauksen ohjauskaavio:
Puolan puolella olevan oven takana on MIG-hitsausohjekaavio hitsaussäätimien alustavaa valintaa varten. Tämä on tarkoitettu oppaaksi tämän laitteen parametrien asettamiseen.
5.2.2 TIG-prosessille
Kytke TIG-prosessia varten TIG-pistoolin virtajohto miinusnapaan [-] (7), katso kuva. Kytke TIG-polttimen kaasun sisääntulomutteri virtalähteen etuosassa olevaan kaasun ulostuloliittimeen (4). Kytke takapaneelin kaasunottoaukon pikakytkentä
(12) säänneltyyn suojakaasusyöttöön. Kytke työpalautusjohto paluukaapeliliittimen positiiviseen ulostuloon [+](9). Kytke
polttimen liitin negatiiviseen ulostuloon [-] (7) (katso kuva 1).
5.3 Napaisuuden muutos
1
Kaavio 3. Napaisuuden vaihtoyhteydet
1. Napaisuuden vaihtokaapeli (ei kytketty PUIKKO- tai TIG-tilassa)
Tarkista käytettävän hitsauslangan suositeltu napaisuus. Katso elektrodien oikeaa napaisuutta koskevia tietoja elektrodien
pakkauksista. Napaisuutta voidaan muuttaa siirtämällä napaisuuden vaihtokaapelia sopivan hitsausprosessin mukaan.
5.4 Suojakaasu
Soveltuvan suojakaasun valinta riippuu materiaalista. Tyypillisesti hiiliteräs hitsataan sekoitetulla kaasulla (Ar + CO2) tai 100%
hiilidioksidilla (CO2). Ruostumatonta terästä voidaan hitsata sekoitetulla kaasulla (Ar + CO2) tai trimixillä (He + Ar + CO2)
Alumiinissa ja piipronssissa käytetään puhdasta argonkaasua (Ar). SMIG-tilassa (katso luku "SMIG-tila" osa "OHJAUSPANEELI"
kappaleesta), optimaalinen hitsauskaari asetetaan automaattisesti käytetyn kaasun kanssa.
0463 703 001FI
-23-
Page 24

5 KÄYT TÖ
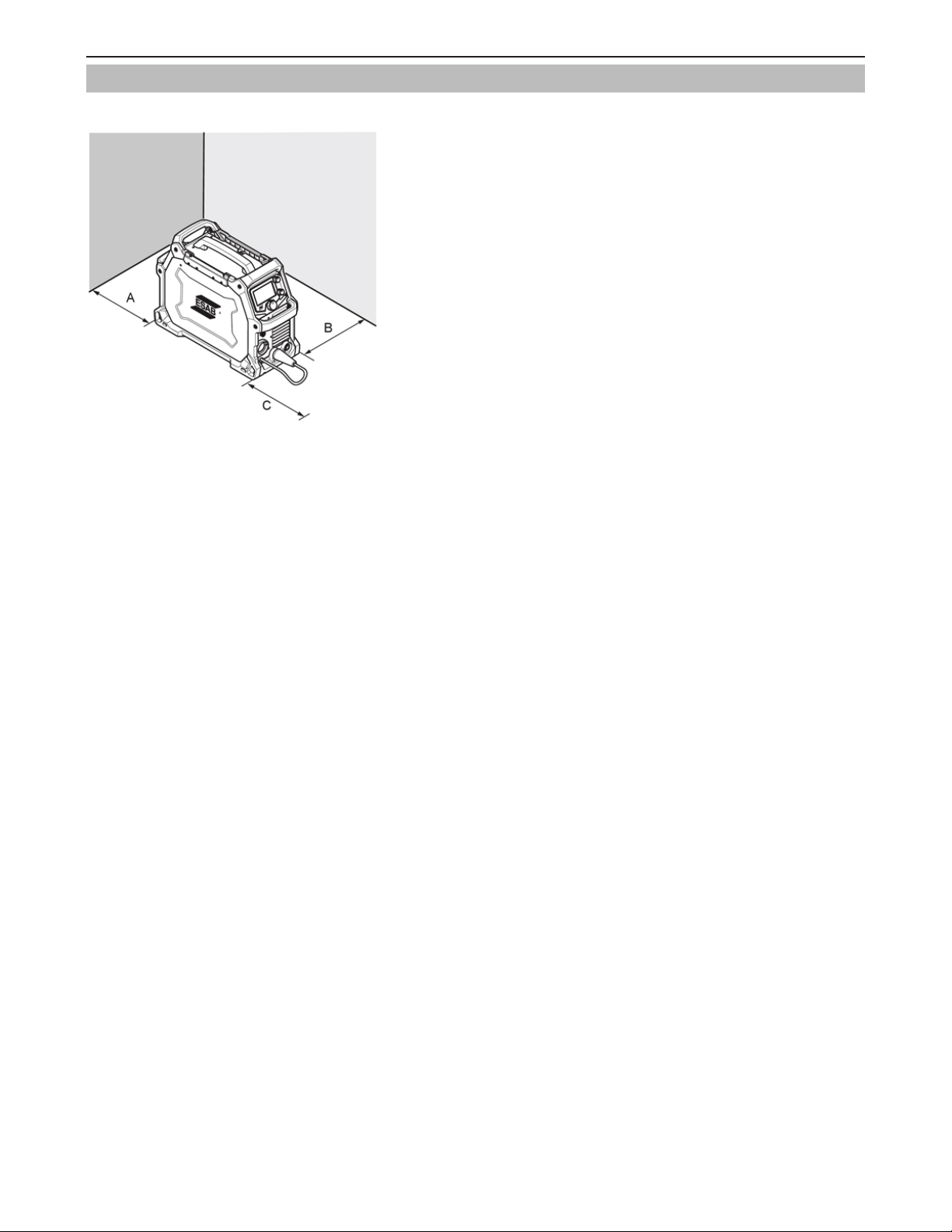
5.5 Volttiampeerikäyrät
Alla olevat käyrät osoittavat virtalähteen maksimijännitteen ja ampeerilähdön kolmella tavallisella hitsausprosessin asetuksella Muut asetukset johtavat käyriin, jotka jäävät näiden käyrien väliin.
A = hitsausvirta (AMPS), V = lähtöjännite
5.5.1 SMAW (Puikko) 120 V
Kaavio 4. SMAW (Puikko) 120 V Käyttöjakso
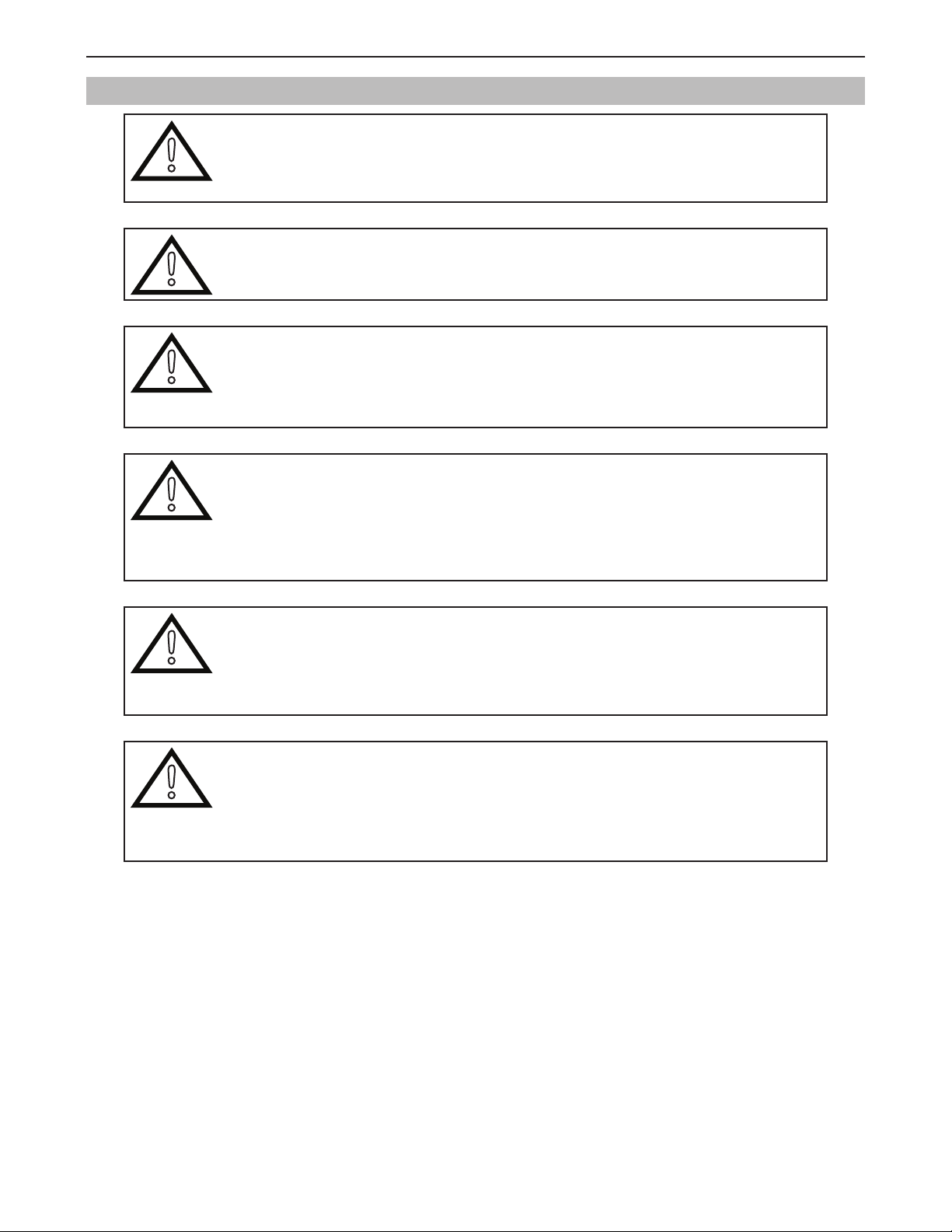
5.5.2 SMAW (PUIKKO) 230 V
Kaavio 5. SMAW (PUIKKO) 230 V Käyttöjakso
0463 703 001FI
-24-
Page 25

5 KÄYT TÖ
5.5.3 GMAW (MIG) 120 V
5.5.4 GMAW (MIG) 230 V
MIG maks.
MIG väh.
Kaavio 6. GMAW (MIG) 120 V Käyttöjakso
Kaavio 7. GMAW (MIG) 230 V Käyttöjakso
MIG maks.
MIG väh.
0463 703 001FI
-25-
Page 26
5 KÄYT TÖ
5.5.5 GTAW (DC TIG) 120 V
5.5.6 GTAW (DC TIG) 230 V
Kaavio 8. GTAW (DC TIG) 120 V Käyttöjakso
0463 703 001FI
Kaavio 9. GTAW (DC TIG) 230 V Käyttöjakso
-26-
Page 27

5 KÄYT TÖ
5.5.7 GTAW (AC TIG) 120 V
5.5.8 GTAW (AC TIG) 230 V
Kaavio 10. GTAW (AC TIG) 120 V Käyttöjakso
0463 703 001FI
Kaavio 11. GTAW (AC TIG) 230 V Käyttöjakso
-27-
Page 28

5 KÄYT TÖ
5.5.9 Käyttöjakso
25% Käyttöjakso
EMP 205ic AC/DC laitteen hitsausvirran lähtö on 205 A 25% käyttöjaksolla (230 V). Itsesäätyvä termostaatti suojaa virtalähdettä, jos käyttöjakso ylitetään.
Esimerkki: Jos virtalähde toimii 25%:n käyntijaksolla, se tuottaa nimellisvirran enintään 2,5 minuuttia jokaisesta 10 minuutin
jaksosta. Jäljellä olevan ajan, 7,5 minuuttia, virtalähteen on annettava jäähtyä.
7,5 minuuttia2,5 minuuttia
Kaavio 12. Esimerkki 25% käyttöjaksosta
Voidaan valita erilainen käyttöjakson ja hitsausvirran yhdistelmä. Alla olevien kaavioiden avulla voit määrittää oikean
käyttöjakson tietylle hitsausvirralle.
kuormitusaikasuhde (%)
Hitsausvirta (A)
Kaavio 13. Merkintäjakso 120 V: lle
0463 703 001FI
kuormitusaikasuhde (%)
Hitsausvirta (A)
Kaavio 14. Plotting Käyttöjakso for 230 V
-28-
Page 29

5 KÄYT TÖ
5.6 Kelan poisto/asennus
HUOMIO!
Kaasua ei tarvitse kytkeä tähän menettelyyn. Virran tulisi olla katkaistu OFF tätä
menettelyä varten.
Jousi asettaa "jarrutusarvon", joka toimii langansyöttömoottoria ja rullasyöttöpyörien vetoa vastaan. Kiristä pultti "A" käsin,
katso alla olevat kuvat.
Poista/asenna puola alla olevan kuvan mukaisesti.
100 mm (4 in.)
200 mm (8 in.)
Kaavio 15. Puolan lukitusmutterin kiristäminen 100 mm:lle (4 tuumalle)
5.7 Johtimen valinta
Katso polttimon käyttöoppaasta USB-tikulta, sopivan langanjohtimen vaihto valitulle lankatyypille ja halkaisijalle.
5.8 Langan asennus/poisto
HUOMIO!
Jos asennat alumiinilankaa, katso kohta "Hitsaus alumiinilangalla".
EMP 205ic AC/DC laite käyttää kahta pienempää puolakokoa, 100 mm (4 tuumaa) ja 200 mm (8 tuumaa). Katso luvusta
"TEKNISET TIEDOT" sopivat langan mitat jokaiselle lankatyypille.
4
5
2
3
1
6
Kaavio 16. Näkymä lankapuolan puolelta
1. Puolanapa 4. Avaa sivukansi
2. EMC-suodatin 5. Kaasuventtiili
3. Suojalaukaisin 6. Langansyöttömekanismi
0463 703 001FI
-29-
Page 30

5 KÄYT TÖ
!
!
VAROITUS!
Älä aseta tai osoita pistoolia lähellä kasvoja, käsiä tai vartaloa, koska se voi johtaa loukkaantumiseen.
VAROITUS!
Puristumis- tai nipistysvaara lankakelaa vaihdettaessa! Älä käytä suojakäsineitä, kun asetat
hitsauslankaa syöttörullien väliin.
HUOMIO!
Varmista, että käytetään oikeita syöttö- ja paineteloja. Lisätietoja on kohdassa KULUVAT OSAT.
HUOMIO!
Muista käyttää hitsauspolttimessa oikeaa kosketuskärkeä käytetyn langan halkaisijan mukaan. Pistooli on varustettu kontaktikärjellä 0,8 mm (0,030 tuumaa) lankaa varten. Jos käytät
toista halkaisijaa, sinun on vaihdettava kosketinkärki ja käyttötela. Polttimeen asennettua
langanohjainta suositellaan hitsaukseen Fe- ja SS-langoille.
5.8.1 Langan asennus
1. Kytke yksikön virta pois päältä OFF.
2. Avaa sivukansi.
3. Vapauta painerullavarsi työntämällä kiristysruuvia itseäsi kohti (1).
4. Nosta painetelan vartta ylös (2).
VAROITUS!
!
5. MIG-hitsauslankaa syötettäessä puolan pohjasta, vie elektrodijohdin syöttöohjaimen (3) läpi, telojen välillä poisto-ohjaimen läpi ja MIG-polttimeen.
6. Kiinnitä painetelan varsi ja langan kiristysruuvi ja säädä paine tarvittaessa.
7. Kytke yksikön virta päälle ON.
8. Kun MIG-pistoolin johto on kohtuullisen suora, työnnä johdin MIG-pistoolin läpi painamalla liipaisinkytkintä.
9. Sulje sivukansi.
Pidä MIG-hitsauslankaa tiukasti, ettei se purkaudu.
0463 703 001FI
Kaavio 17. Langansyöttömekanismi
-30-
Page 31

5 KÄYT TÖ
!
5.8.2 Langan poisto
1. Kytke yksikön virta pois päältä OFF.
2. Katkaise pistoolista esiin työntyvä MIG-hitsauslangan pää.
3. Avaa sivukansi.
4. Vapauta painerullavarsi työntämällä kiristysruuvia itseäsi kohti (1).
5. Nosta painetelan vartta ylös (2).
VAROITUS!
Pidä MIG-hitsauslankaa tiukasti, ettei se purkaudu.
6. Kelaa lanka takaisin kelalle kääntämällä kelaa manuaalisesti myötäpäivään. Kun lanka on kierretty kokonaan puolaan,
kiinnitä pää kelalle purkautumisen estämiseksi.
7. Sulje sivukansi.
5.9 Hitsaus alumiinilangalla
HUOMIO!
Kun olet käynyt läpi tämän osan ohjeet, palaa kohtaan "5.8 Langan asennus tai
poistaminen".
Alumiinin hitsaamiseksi vakiovarusteisiin sisältyvällä polttimella, katso MIG-polttimen käyttöoppaasta tavallisen teräspolttimen langanjohtimen vaihtaminen Teon®-polttimen langanjohtimeen.
• Malli EMP 205ic AC / DC käyttää pistoolimallia: MXL™ 270 A MIG pistooli 3 m (10 ft) johdon kanssa (FCW:lle 1,2 mm)
Tilaa seuraavat lisävarusteet:
• Torch Teon® -putkijohdin (PTFE-johdin), 3 m (10 jalkaa): Katso ESAB-pistoolin käyttöohjeen OSAT kohta (Langanohjaustaulukko) (katso yllä oleva huomautus).
• Teon®-päällystetty langansyöttöputki (valitse koko sopivaksi langalle Tavaraosat-osiossa olevasta taulukosta).
0463 703 001FI
-31-
Page 32

5 KÄYT TÖ
!
5.10 Langansyöttöpaineen asettaminen
HUOMIO!
Tämä toimenpide vaatii, että yksikkö on kytketty päälle. Kaasua ei tarvitse kytkeä
tähän menettelyyn.
1. Kytke yksikön virta päälle ON.
2. Aloita varmistamalla, että lanka kulkee sujuvasti langanohjaimen läpi.
VAROITUS!
On tärkeää, että syöttöpaine ei ole liian korkea tai liian matala.
3. Tarkista, että syöttöpaine on asetettu oikein, syötä lanka eristettyä esinettä vasten, esim. puun palasta.
4. Minimi-rullapaineen säätäminen:
Kun pidät hitsauspistoolia noin 6 mm (¼ tuumaa) puukappaleesta (katso kuva 12), langansyöttörullien tulee luistaa. Jos
niitä ei ole, vähennä langan jännitystä säätämällä langansyöttökokoonpanon kiristysnuppia.
VAHVA
PUUPINTA
6 mm
Kaavio 18. Tarkista syöttörullan liukkaus joka merkitsee, ettei siinä ole ylipainetta
5. Oikean rullapaineen säätäminen:
Jos pidät hitsauspistoolia noin 50 mm (2 tuumaa) puukappaleesta, lanka tulee syöttää ulos ja taivuttaa (kuva 13).
VAROITUS!
!
Suojaa kasvot/silmät/kehon langan päässä.
VAHVA
PUUPINTA
0463 703 001FI
50 mm
Kaavio 19. Oikean syöttörullapaineen tarkistaminen
-32-
Page 33

5 KÄYT TÖ
!
5.11 Langan syöttörullan vaihto
VAROITUS!
Katkaise yksikön virta ennen tämän tehtävän aloittamista.
HUOMIO!
Kaasua ei tarvitse kytkeä tähän menettelyyn.
Erikokoiset parit kaksoisuraisia syöttörullia toimitetaan vakiona (lueteltu Kulutusosien osassa). Vaihda syöttörullat vastaamaan
langan kokoa/puolan tyyppiä. Katso "KULUTUSOSAT" osiosta syöttörullien valikoimat. Kaavio 20 näyttää langansyöttörullien
sijainnin. Paineteloja ei ole vaihdettu.
1
Kaavio 20. Näyttää langansyöttörullien ja painetelojen sijainnin.
1. Painerulla 3. Lukitusnuppi
2. Langan syöttörullar
HUOMIO!
Langansyöttörullan sivulle leimattu visuaalinen etiketti osoittaa langanuran koon
telan vastakkaiselle (sisä) puolelle. Valitun uran tulee vastata käytetyn langan kokoa.
Jokainen tela on suunniteltu kahdelle urakoolle. Rullan urakoko, kun olet kohti itseäsi,
vastaa rullan vastakkaisella reunalla olevaa uraa. Asenna halutun kokoinen ura ja
etiketti telan puolelle itseäsi kohti.
2
3
0463 703 001FI
-33-
Page 34

5 KÄYT TÖ
!
5.11.1 Langan syöttörullan poisto
1. Jos uusia teloja on asennettuna, valitse oikea koko ja tyyppi (U-ura, V-ura tai pyöristetty) asennettavalle langalle (katso
kohta Kuluvat osat)
2. Irrota virtalähde yksiköstä.
3. Avaa kansi EMP-yksikön lanka-puolan puolella.
4. Ennen kuin siirrät kiristysnuppia: huomioi sen rungossa osoitettu numeerinen asetus heti kahvan alapuolella. Tallenna
tämä numero palauttaaksesi jännityksen likimääräiselle alueelle. Kohdassa "Langansyöttöpaineen asettaminen" kuvataan
tämän kireyden säädön hienosäätö.
HUOMIO!
Koska langansyöttöpaineen säätö voi häiritä tämän varren vapauttamista, telojen
jännitystä on muutettava myöhemmässä vaiheessa. Häiriöttömän asteikkonumeron tallentaminen edellisessä vaiheessa helpottaa tarkkaa jännityksen asetusta
prosessin lopussa.
5. Vapauta kiristysvarsi löysäämällä kiristysnuppia, vetämällä se ylös pidättimestään ja kääntämällä sitä itseäsi kohti (katso
1 kuvassa 10). Koska langansyöttöpaineen säätö voi häiritä tämän varren vapauttamista, telojen jännitystä on säädettävä
uudelleen tämän toimenpiteen lopussa.
HUOMIO!
Kiristysvarsi on jousikuormitettu. Se ponnahtaa ylös, kun kiristysnuppia kierretään pois tieltä.
6. Nosta lanka urastaan.
7. Poista langansyöttörulla poistamalla sen lukitusnuppi ja liu'uttamalla rulla akselistaan.
VAROITUS!
Kun poistat telaa, ole varovainen, ettet menetä moottorin akselin vetoakseliavainta. Noudattamatta jättäminen tekee koko yksikön käyttökelvottomaksi,
kunnes tämä osa korvataan.
0463 703 001FI
-34-
Page 35

5 KÄYT TÖ
5.11.2 Langan syöttörullan asennus
1. Asenna käyttötela (oikeassa koossa ja uran oikeassa suunnassa). Varmista, että oikean kokoinen ura on suunnattu sisäpuolelle (katso kuva 21).
HUOMIO!
Langansyöttörullat joko vaihdetaan (vastaamaan asennettavan uuden langan
kokoa ja tyyppiä) tai käytetään uudelleen, jos sama koko ja lankatyyppi vaihdetaan.
1
Kaavio 21. Langansyöttörullia on tarjolla useita kokoja
1. Etiketti ja vastaava ura
HUOMIO!
Etiketti rullapuolella vastaa uraa vastakkaisella puolella olevan uran kanssa.
2. Kiristä vetopyörän lukitusnuppi kääntämällä sitä myötäpäivään. Käsivoimin riittää.
3. Aseta lanka langansyöttörullan sisäuraan.
HUOMIO!
Jos lanka poistettiin (ei vain nostettu telan urasta), lanka on asennettava uudelleen (katso kappale "Langan asentaminen").
4. Sulje langan painetelat.
5. Säädä langansyöttöpaine säätämällä langan jännitystä langansyöttörullien kohdalla kiertämällä kiristysnappia "Langansyöttöpaineen asettaminen"- osiossa kuvatulla tavalla.
6. Sulje kansi EMP-yksikön lanka-puolan puolella.
0463 703 001FI
-35-
Page 36

6 OHJAUSPANEELI
6 OHJAUSPANEELI
Laitteiden käsittelyä koskevat yleiset turvallisuusmääräykset ovat tämän oppaan luvun "TURVALLISUUS" osassa
"Turvatoimenpiteet". Yleistä tietoa käytöstä löytyy tämän oppaan luvusta "KÄYTTÖ". Lue ja noudata työnantajan
turvallisuuskäytäntöjä ennen tämän laitteen asentamista, käyttöä tai huoltoa.
HUOMIO!
Laitteen käynnistyttyä ohjauspaneelin päävalikko tulee näkyviin.
6.1 Miten navigoit
1. Ylempi ohjausnuppi
a) Aseta virran lähtöarvo
b) Aseta langansyöttönopeus
1 (U)
2 (L)
3 (M)
2. Alempi ohjausnuppi
a) MIG-jännitteen valitseminen
b) SMIG jännitetasaus
c) MMA-tila: Kaari ON/OFF (päällä/pois)
d) DC TIG: Aseta PPS
e) AC TIG: Aseta tasapaino
3. Valikossa navigointi: Valitse painamalla
6.2 EMP 205ic AC/DC Etusivu
4
3
2
1
5
9
6.2.1 sMIG-tila
• Perus:
5
4
3
2
1
6
1. sMIG-tila
2. Manuaalinen MIG-tila
3. Kaasuttoman jauhetäytelangan tila
4. MMA-tila
6
5. DC TIG -tila
6. AC TIG -tila
7. Asetukset
7
8. Käyttöohjeet
9. Valintaikkuna
8
1. Etusivu
2. Tiedot
3. Muisti
4. Materiaalivalinta
5. Langansyöttönopeus
6. Materiaalin paksuusindikaattori
7. Valintaikkuna
• Edistynyt:
0463 703 001FI
7
-36-
Page 37

6 OHJAUSPANEELI
6
5
4
3
2
1
1. Etusivu
7
2. Tiedot
3. Muisti
4. Materiaalivalinta
5. Parametrien valinta
6. Langansyöttönopeus
7. Materiaalin paksuusindikaattori
8. Jännitteen tasauksen säätö
9. Valintaikkuna
6.2.2 Manuaalinen MIG-tila
• Perus:
4
63
2
1
7
• Edistynyt:
5
4
3
2
1
7
9
5
8
1. Etusivu
2. Tiedot
3. Muisti
4. Materiaalivalinta
5. Langansyöttönopeus
6. Jännitteen säätö
7. Valintaikkuna
1. Etusivu
6
2. Tiedot
3. Muisti
4. Materiaalivalinta
5. Parametrien valinta
6. Langansyöttönopeus
7. Jännitteen säätö
8. Valintaikkuna
6.2.3 Kaasuttoman jauhetäytelangan tila
8
• Perus:
4
3
2
1
• Edistynyt:
0463 703 001FI
5
6
1. Etusivu
2. Tiedot
3. Muisti
4. Langansyöttönopeus
5. Jännitteen säätö
6. Valintaikkuna
-37-
Page 38

6 OHJAUSPANEELI
5
6
3
4
2
1
7
8
4
3
2
1
6.2.4 MMA-tila
• Perus:
3
2
1
5
1. Etusivu
2. Tiedot
3. Muisti
4. Parametrien valinta
6
5. Langansyöttönopeus
6. Jännitteen säätö
7. Valintaikkuna
7
1. Etusivu
4
2. Tiedot
3. Muisti
4. Ampeeriluvun säätö
5. Hitsin ulostulojännite
(Avoin piirijännite tai kaari)
5
6. Valintaikkuna
7. Kaari ON/OFF (päällä/pois)
Sininen muuttuu oranssiksi, kun lähtö on "kuuma".
6
7
• Edistynyt:
1. Etusivu
2. Tiedot
3. Muisti
4. Parametrien valinta
5. Ampeeriluku
6. Hitsin ulostulojännite
(Avoin piirijännite tai kaari)
7. Kaari ON/OFF (päällä/pois)
8. Valintaikkuna
Sininen muuttuu oranssiksi, kun lähtö on "kuuma".
6.2.5 DC TIG -tila
• Perus:
5
4
3
2
1
1. Etusivu
2. Tiedot
3. Muisti
4. Pulssi
5. Ampeeriluku
6. Valintaikkuna
0463 703 001FI
6
-38-
Page 39

6 OHJAUSPANEELI
• Edistynyt Pulssi poissa (OFF):
6
5
4
3
2
1
7
• Edistynyt Pulssi päällä (ON):
6
5
4
3
2
1
8
7
1. Etusivu
2. Tiedot
3. Muisti
4. Pulssi
5. Parametrien valinta
6. Ampeeriluku
7. Valintaikkuna
1. Etusivu
2. Tiedot
3. Muisti
4. Pulssi
5. Parametrien valinta
6. Ampeeriluku
7. Valintaikkuna
8. Huippuaika
6.2.6 AC TIG -tila
• Perus:
3
2
1
• Edistynyt
4
3
2
1
4
1. Etusivu
2. Tiedot
3. Muisti
4. Ampeeriluku
5. Valintaikkuna
5
5
1. Etusivu
2. Tiedot
3. Muisti
6
4. Parametrien valinta
5. Ampeeriluku
6. Tasapaino
7. Valintaikkuna
7
0463 703 001FI
-39-
Page 40

6 OHJAUSPANEELI
6.3 Asetukset
6.4 Käyttöohjeen tiedot
1. Palauta tilat
2. Tuumaa/metriä
3. Perus/Edistynyt
4. Kieliasetukset
5. Tiedot
6. Etusivu
7. Valintaikkuna
1. Huoltotiedot
2. Kulutus-/Varaosat
3. Käyttötiedot
4. Etusivu
5. Valintaikkuna
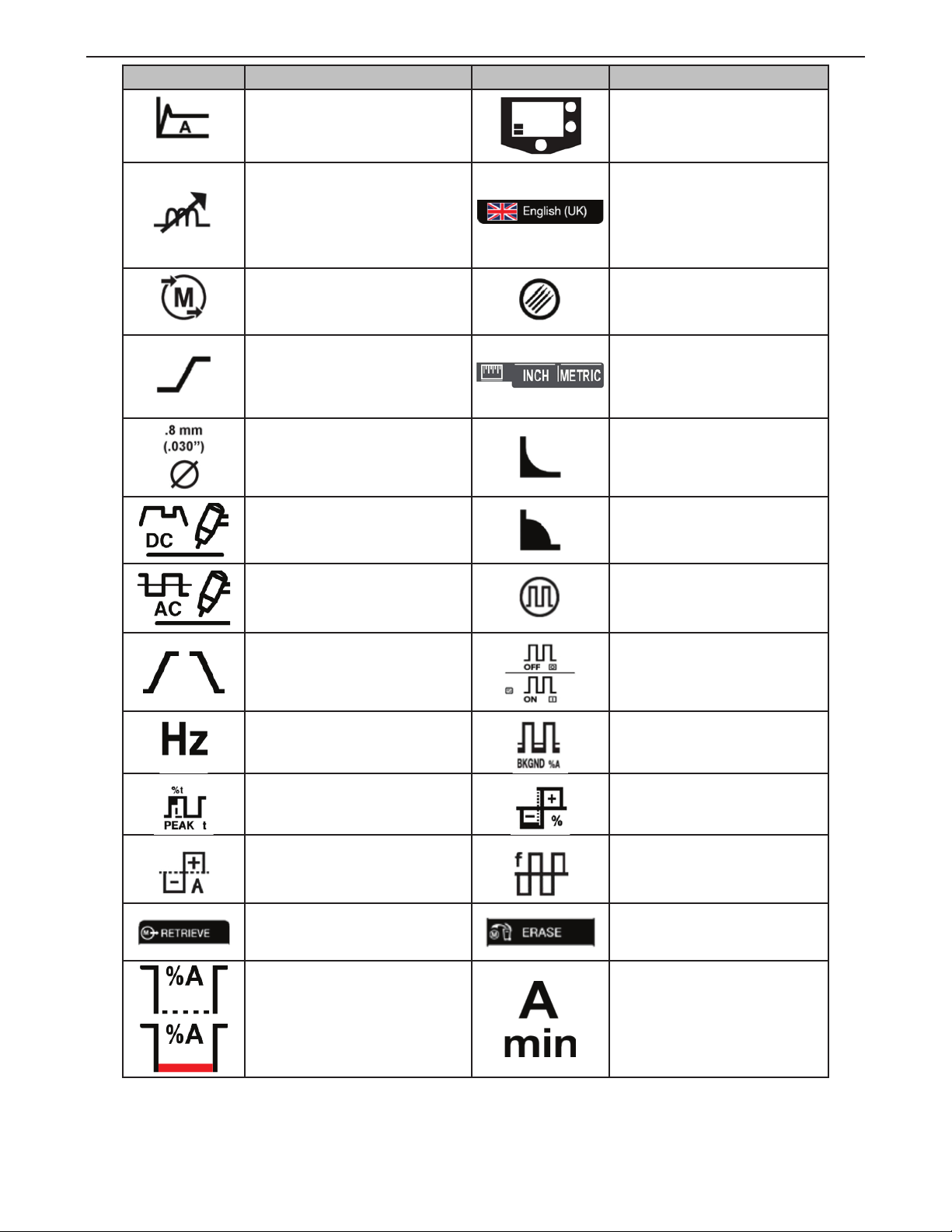
6.5 Icon-viiteopas
HUOMIO!
SCT - oikosulkukatkaisu on automaattisen jälkipalon menetelmä hitsauksen lopussa
langan leikkaukseen sähköisesti syöttämällä jaksoissa korkeaa hitsausvirtaa kontrolloidussa prosessissa. Tuloksena on mukava, puhdas langan pää, jossa ei ole kasaantumia
tai takertuvia hitsisulaa tai lyijyä.
Tämä mahdollistaa seuraavien hitsausten poikkeuksellisen uudelleenkäynnistyksen.
Tämä ominaisuus on tarkoitettu ensisijaisesti pehmeästä ja ruostumattomasta teräksestä valmistettuun lyhytkaarihitsaukseen. Ruisku- ja jauhetäytehitsauksessa suositellaan perinteistä jälkipaloa. Kun jälkipaloaika asetetaan nollaan, otetaan oikosulkulopetus (SCT) automaattisesti käyttöön. Ei-nolla jälkipaloajan asetus poistaa käytöstä
oikosulkulopetuksen (SCT).
KUVAKE MERKITYS KUVAKE MERKITYS
Aloitus Pisteaika päällä/poissa valinta
(käytä valintanuppia ja valitse
näytöstä painamalla)
Jälkipalo
Ajan säätäminen ajalle jolloin
jännite pysyy päällä langansyötön
lopettamisen jälkeen. Toimenpide
estää langan jäätymisen hitsisulassa.
SCT-VALINTA NÄY-
TÖSSÄ
Oikosulun lopetus
(SCT: katso HUOMAUTUS yläpuolella)
POIS: jälkipalo asetettu nollaan.
POIS: palamisasetus asetettu
ei-nollaan.
0463 703 001FI
-40-
Page 41

6 OHJAUSPANEELI
KUVAKE MERKITYS KUVAKE MERKITYS
Tiedot Langansyöttönopeus
MIG-pistooli Pisteaika säädössä
Parametrit Jauhetäyte
Parametrit Manuaalinen MIG
Prosentti PUIKKO
Alkuvirtaus Aika, jolloin suoja-
Smart MIG
kaasu pysyy päällä, ennen kuin
hitsauskaari käynnistetään
Jälkivirtaus Aika, jolloin suoja-
Lift-TIG
kaasu pysyy päällä, kun hitsauskaari on pysäytetty
Sekuntia Hitsausohjelmien tallenta-
minen muistitilassa tietylle
sovellukselle
Asetukset käyttöoppaan vali-
Peruuta
kossa
Puolapistooli
Kauko-ohjaus
(Rajoitetusti saatavilla)
Asetukset Jalkaohjaus
2T, Laukaisu päälle/pois päältä
Voltit
(ON/OFF)
4T, Käynnistin
Käyttöohje päävalikossa
pito/lukitus
0463 703 001FI
Ampeeria Levyn paksuus sMIG-tilassa
Kaaripaine puikkohitsauksessa
kaaren pituutta lyhennetään
kasvattamalla ampeeria. Näin
puikon elektrodin jäätymistä
Leikkaa palkki Hitsaussauman
proilin vaihtaminen tasaisesta
kuperaksi tai tasaisesta kove-
raksi
voidaan vähentää tai estää hitsisulassa.
Alaspäin suuntautuvat Laskee
Edistyneen tilan asetukset
virtaa alas jonkin aikaa hitsausjakson lopussa.
-41-
Page 42
6 OHJAUSPANEELI
KUVAKE MERKITYS KUVAKE MERKITYS
Kuuma aloitus Ampeerien
lisäys, kun elektrodia isketään
tarttumisen vähentämiseksi
Perusasetukset
Induktanssi Induktanssin
Kielen valinta
lisääminen kaariominaisuuksiin
kaaren vakauttamiseksi ja roiskeen vähentämiseksi oikosulkuprosessissa
Muisti
Puikon elektrodivalinta
Kyky tallentaa hitsausohjelmia
tiettyyn sovellukseen
Nousuaika
Mittayksikkö
Nostaa virtaa ylös jonkin aikaa
hitsausjakson alussa.
Langan halkaisija Helmiproili, kovera
DC-TIG Helmiproili, kupera
AC-TIG Pulssi
Nousuaika/Laskuaika Pulssi päällä/pois päältä (ON/
OFF)
Hz Paluuvirta
Huippuaika Tasapaino
Oset Taajuus
Hae Pyyhkiä pois
Kaksivirta Amin
0463 703 001FI
-42-
Page 43

6 OHJAUSPANEELI
KUVAKE MERKITYS KUVAKE MERKITYS
HF-käynnistys Nosta kaari
Alkuvirtaus/Jälkivirtaus
0463 703 001FI
-43-
Page 44
7 TIG (GTAW) -HITSAUS
7 TIG (GTAW) -HITSAUS
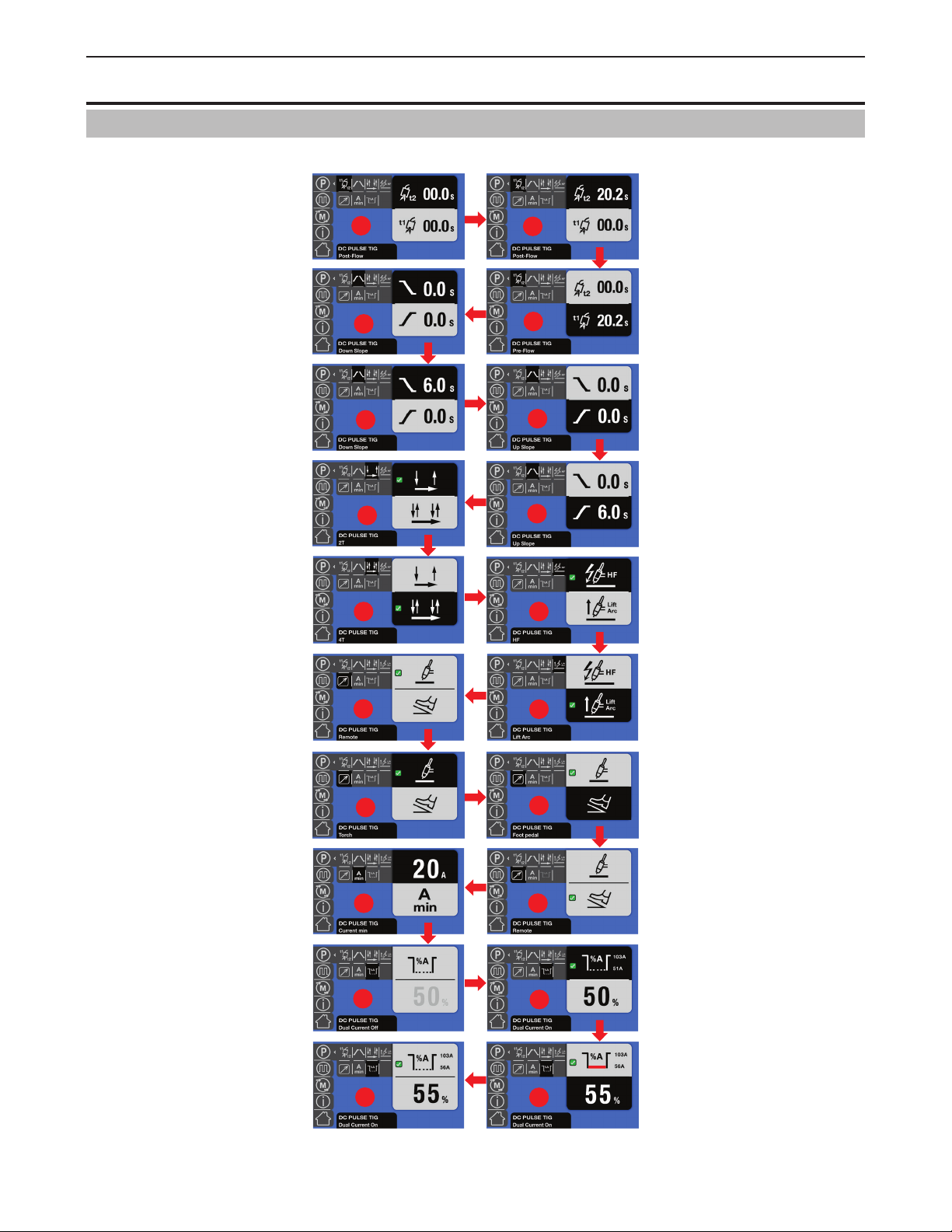
7.1 DC TIG -hitsaus
Below illustration shows the navigation/setup of DC TIG -hitsaus in Edistynyt mode (A-B-C-D-E-F-G-H-I-J-K-L-M-N-O-P-Q-R-S-T).
A
D
E
H
I
B
C
F
G
J
L
M
P
Q
T
K
N
O
R
S
0463 703 001FI
-44-
Page 45

7 TIG (GTAW) -HITSAUS
7.1.1 DC TIG -pulssi
DC TIG -pulssi -hitsausta käytetään pääasiassa ohuissa metalleissa, mutta sitä voidaan käyttää myös paksumpaan materiaaliin
sovelluksen perusteella. Pulssityöskentelyssä käyttäjä voi hallita työkappaleeseen kohdistetun lämmön määrää. Pulssiasetus
antaa käyttäjälle paljon paremman hallinnan hitsausprosessista vaarantamatta hitsin lujuutta ja eheyttä. Tuloksena saadaan
puhdas ja sileä hitsausjälki.
Perustila:
Perustilassa DC TIG -pulssilla on oletusasetukset: paluuvirta = 50%, huippuaika = 50%, PPS = 2.
Käyttäjän on oltava etukäteen tilassa säätääksesi näitä parametreja. Alla oleva kuva näyttää DC TIG -pulssin navigoinnin
ja asetuksen perustilassa (A-B-C-D).
A
Edistynyt tila:
Edistyneessä tilassa käyttäjällä on mahdollisuus säätää DC Pulssi TIG -asetuksia alla esitetyllä tavalla.
1 3
2
1. Pulssi päällä/pois päältä (ON/OFF)
2. Paluuvirta (%)
3. Huippuaika (%)
4
4. Huippu/Asetetettu virta (A)
5. Hz/PPS (Pulssia sekunnissa)
B
CD
5
Paluuvirta (%): Taustavirta on sen virran määrä, jolla DC TIG-pulssin aaltomuoto on tausta-ajalla. Taustavirtaa säädetään
pulssivalikossa prosentuaalisesti huippuvirrasta. Voidaan säätää välillä 1 - 99 %.
Huippuaika (%): Huippuaika on aika, jolloin DC TIG-pulssin aaltomuoto on huipputeholla. Huippuaika säädetään prosentuaalisena PPS-määränä. Voidaan säätää välillä 1 - 99 %.
Huippu/Asetetettu virta (A): Huippuvirta asetetaan käyttämällä ylempää säätönuppia. Voidaan säätää välillä 5 - 205 A.
Hz/PPS (Pulssia sekunnissa): Nopeus, jolla DC TIG -pulssin lähtövirran aaltomuoto vaihtuu huippuvirran ja taustavirran
välillä, asetetaan alaohjausnupilla. Voidaan säätää välillä 0,1 - 500.
0463 703 001FI
-45-
Page 46

7 TIG (GTAW) -HITSAUS
Alla oleva kuva näyttää DC TIG -pulssin navigoinnin/asetuksen edistyneessä tilassa (A-B-C-D-E-F-G-H-I-J).
E
H
A
D
B
C
F
G
0463 703 001FI
I J
-46-
Page 47
7 TIG (GTAW) -HITSAUS
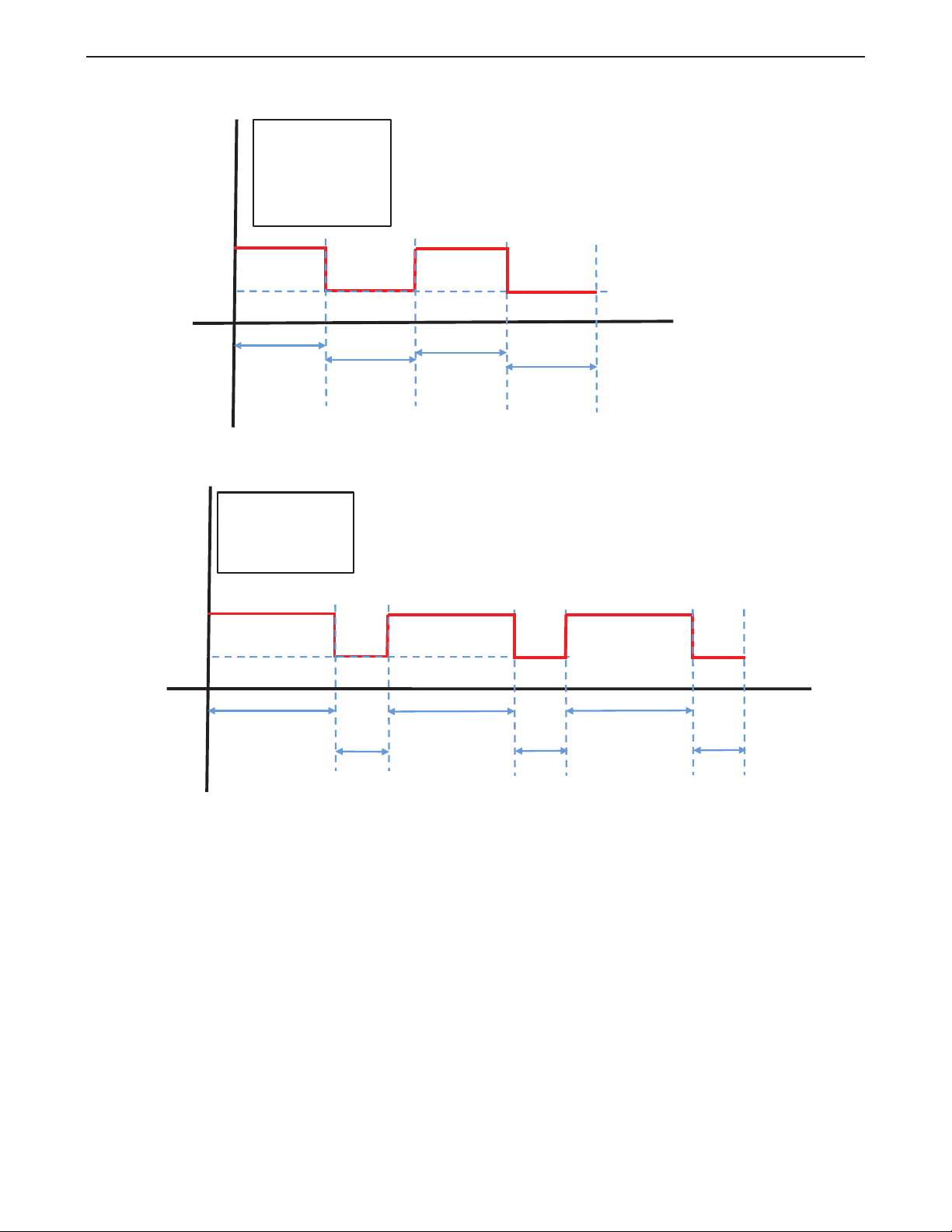
Kuvan alla on esimerkki DC TIG -pulssi -lähtövirran ihanteellisista aaltomuodoista perus- ja edistyneessä tilassa.
Käyttäjän asetukset:
= 100A
I
HUIPPU
Oletusasetukset:
Tausta = 50%
Huippuaika = 50%
Hz/PPS = 2.0
Kaksivirtatila = OFF
I
= 100A
HUIPPU
I
= 50A
TAKAPUOLI
I
HUIPPU
I
TAKAPUOLI
= 100A
= 50A
50% HUIPPU
HITSAAMINEN PERUSTILASSA
Käyttäjän asetukset:
= 100A
I
HUIPPU
Tausta = 50%
Huippuaika = 70%
Hz/PPS = 3.0
Kaksivirtatila = OFF
70% HUIPPU
50% TAKAPUOLI
30% TAKAPUOLI
50% HUIPPU
50% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
HITSAAMINEN EDISTYNEESSÄ TILASSA
70% HUIPPU
30% TAKAPUOLI
0463 703 001FI
-47-
Page 48

7 TIG (GTAW) -HITSAUS
DC TIG -pulssitoiminto kytkettynä kaukosäätimen ohjaimeen:
EMP 205 -laite tukee seuraavien ESAB:in toimittamien virran kaukosäätimien käyttöä.
1. Jalkapoljin
2. Kaukosäätimen käsiohjain
3. Kaukosäätimen kaukosäädin (erillinen tai osana TIG-pistoolin kokoonpanoa)
Kun kaukosäädin on kytketty EMP 205 -laitteeseen etupaneelin 8-nastaisella pistorasialla, taustavirtalaskelmat ovat erilaisia
kuin tavallisilla liipaisimella varustetulla TIG-pistoolilla. Ilman kaukosäädintä taustavirta-arvo on prosenttiosuus käyttäjän
asettamasta virrasta, mutta kaukosäätimellä se on asetettu prosenttimäärä kertaa kaukosäätimeen asetettu virta.
Esimerkki:
Perustila: Jos käyttäjä asettaa virran
I
(A) = 100
peak
Muiden parametrien oletusasetukset perustilassa ovat
Tausta (%) = 50
Huippuaika (%) = 50
Hz/PPS (Pulssia sekunnissa) = 2.0
I
MIN
(A) = 5
Laskettu arvo
I
(A) = 50A (I
back
* 50% = 100 * 0.5)
peak
Tämä tarkoittaa, jos kaukosäädin on kokonaan asetettuna.
I
I
peak
back
= 100A
= 50A
mutta jos käyttäjä asettaa kaukosäätimen puoliväliin,
I
I
peak
back
= 50A
= 25A
ja jos käyttäjä asettaa kaukosäätimen kolmeneljäsosaan,
I
I
peak
back
= 75A
= 37A
Alla oleva kuva osoittaa edellisen esimerkin lähtövirran aaltomuodoissa perustilassa.
0463 703 001FI
-48-
Page 49

7 TIG (GTAW) -HITSAUS
I
HUIPPU
I
TAKAPUOLI
= 100A
= 50A
Käyttäjän asetukset:
= 100A
I
HUIPPU
Oletusasetukset:
Tausta = 50%
Huippuaika = 50%
Hz/PPS = 2.0
Kaksivirtatila = OFF
50% HUIPPU
50% TAKAPUOLI
50% HUIPPU
50% TAKAPUOLI
HITSAAMINEN PERUSTILASSA KAUKOSÄÄDIN ASTETTUNA KOKONAAN
Käyttäjän asetukset:
= 100A
I
HUIPPU
Oletusasetukset:
Tausta = 50%
Huippuaika = 50%
Hz/PPS = 2.0
Kaksivirtatila = OFF
I
= 50A
HUIPPU
I
= 25A
TAKAPUOLI
50% HUIPPU
50% TAKAPUOLI
50% HUIPPU
50% TAKAPUOLI
HITSAAMINEN PERUSTILASSA KAUKOSÄÄDIN PUOLIVÄLISSÄ
Käyttäjän asetukset:
= 100A
I
HUIPPU
Oletusasetukset:
Tausta = 50%
Huippuaika = 50%
Hz/PPS = 2.0
Kaksivirtatila = OFF
0463 703 001FI
I
= 75A
HUIPPU
= 37A
I
TAKAPUOLI
50% HUIPPU
50% TAKAPUOLI
50% HUIPPU
50% TAKAPUOLI
HITSAAMINEN PERUSTILASSA KAUKOSÄÄDIN ASETETTUNA KOLME NELJÄNNESTÄ
-49-
Page 50

7 TIG (GTAW) -HITSAUS
Edistynyt tila: Jos käyttäjä asettaa parametrit
I
(A) = 100
peak
Tausta (%) = 80
Huippuaika (%) = 70
Hz/PPS (Pulssia sekunnissa) = 3.0
I
MIN
(A) = 5
Laskettu arvo
I
(A) = 80A (I
back
* 80% = 100 * 0.8)
peak
Tämä tarkoittaa, jos kaukosäädin on kokonaan asetettuna.
I
I
peak
back
= 100A
= 80A
mutta jos käyttäjä asettaa kaukosäätimen puoliväliin,
I
I
peak
back
= 50A
= 40A
ja jos käyttäjä asettaa kaukosäätimen kolmeneljäsosaan,
I
I
peak
back
= 75A
= 60A
Alla olevassa kuvassa esitetään yllä oleva esimerkki lähtövirran aaltomuotojen suhteen edistyneessä tilassa.
0463 703 001FI
-50-
Page 51
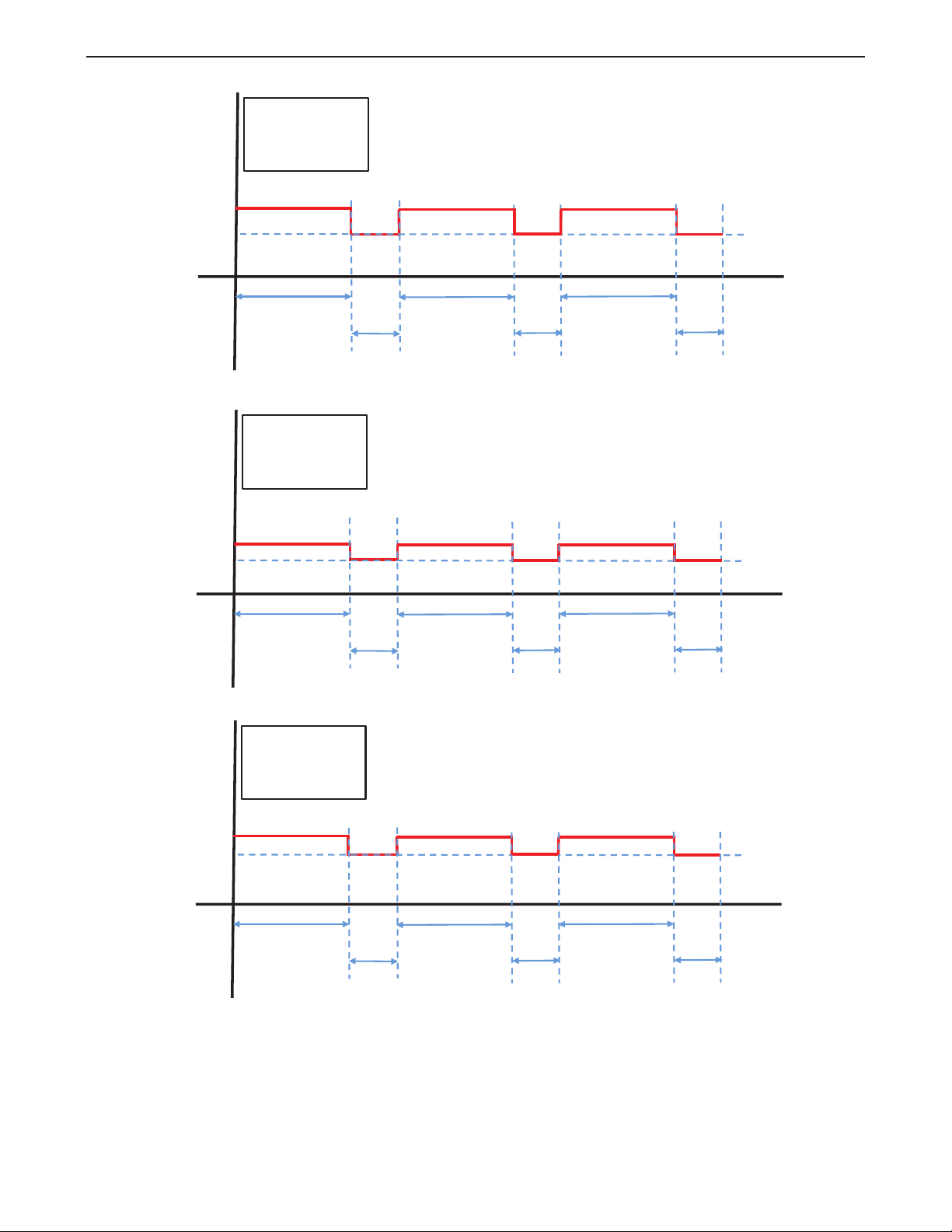
7 TIG (GTAW) -HITSAUS
= 100A
I
HUIPPU
= 80A
I
TAKAPUOLI
Käyttäjän asetukset:
= 100A
I
HUIPPU
Tausta = 80%
Huippuaika = 70%
Hz/PPS = 3.0
Kaksivirtatila = OFF
I
HUIPPU
I
TAKAPUOLI
= 50A
= 40A
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
HITSAAMINEN EDISTYNEESSÄ TILASSA KAUKOSÄÄDIN ASTETTUNA KOKONAAN
Käyttäjän asetukset:
= 100A
I
HUIPPU
Tausta = 80%
Huippuaika = 70%
Hz/PPS = 3.0
Kaksivirtatila = OFF
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
HITSAAMINEN EDISTYNEESSÄ TILASSA KAUKOSÄÄDIN PUOLIVÄLISSÄ
Käyttäjän asetukset:
= 100A
I
HUIPPU
Tausta = 80%
Huippuaika = 70%
Hz/PPS = 3.0
Kaksivirtatila = OFF
30% TAKAPUOLI
I
HUIPPU
I
TAKAPUOLI
0463 703 001FI
= 75A
= 60A
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
HITSAAMINEN EDISTYNEESSÄ TILASSA KAUKOSÄÄDIN ASETETTUNA KOLME NELJÄNNESTÄ
-51-
Page 52

7 TIG (GTAW) -HITSAUS
7.1.2 DC TIG kaksivirta
EMP 205 CE esittelee Rebel-laiteperheessä uuden ominaisuuden, nimeltään kaksivirran käyttö DC TIG- hitsauksessa (sekä
suora että pulssinen DC-toiminta). Kaksivirtaominaisuuden avulla käyttäjä voi siirtyä alhaisempaan hitsausvirtaan kulmien
tai reunojen hitsauksen aikana pysäyttämättä hitsausta.
Kaksivirtakäyttö on käytettävissä vain edistyneessä tilassa 4-tahdin ollessa käytössä ja kaukosäädin asetettuna
pistooliin.
Kun kaksivirta-tila on käytössä, se voidaan aktivoida nopealla laukaisutoiminnolla hitsauksen aikana. Yksi nopea napautus
liipaisimeen (paina ja vapauta) vaihtaa hitsauslähtövirran "Virta A":sta "Virta B":hen. Toinen nopea napautus liipasimeen
vaihtaa virran "Virta B":stä "Virta A":han. Katso alla oleva kuva.
Asetukset:
- 4-tahti käytössä
- Pistooli valittu kaukosäätimessä
- Kaksivirtatila käytössä
Liipaisin
vapautettu
Liipaisin
painettu
Liipaisin
vapautettu
Pikakäynnistysnapa
(työnnä ja vapauta)
Virta A
Virta B
Liipaisin
painettu
Alla oleva kuva näyttää DC TIG -hitsauksen kaksivirran navigoinnin/asetuksen edistyneessä tilassa (A-B-C-D-E-F-G).
A
B
0463 703 001FI
D
E
C
F
G
-52-
Page 53
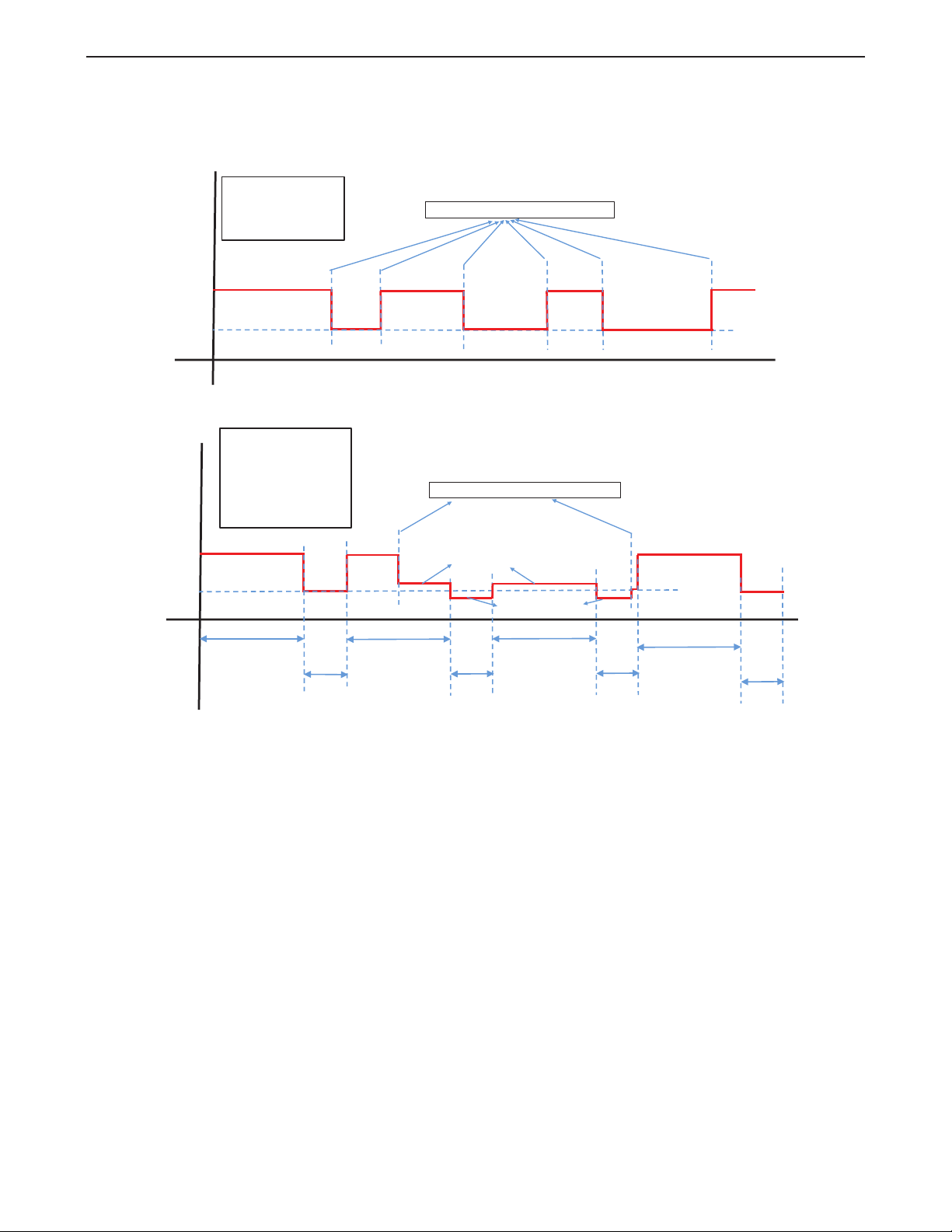
7 TIG (GTAW) -HITSAUS
"Virta B" -arvo on prosenttiosuus käyttäjän asettamasta virrasta ("Virta A"). Yllä olevasta kuvasta kaksivirtaprosentti on asetettu 55%:iin ja käyttäjän asettama virta ("hitsausvirta A") asetettu arvoon 103A, "hitsausvirta B" -arvo on 103 x 55% = 56A.
Pulssitoiminnossa "Virta B" -arvo huippuvirralle on kaksivirran prosenttiosuus huippuvirralla ja taustavirralla "Virta B" -arvo
on taustavirta kertaa 0,85. Katso alla olevat kuvat.
Käyttäjän asetukset:
= 100A (Virta A)
I
SET
Virta A = 100A
Virta B = 55A
I
= 103A
HUIPPU
2T/4T = 4T tila
Kaksivirtatila = ON
Kaksivirta = 55%
HITSAAMINEN EDISTYNEESSÄ TILASSA KAKSIVIRTA KÄYTÖSSÄ
Käyttäjän asetukset:
= 100A (Virta A)
I
SET
2T/4T = 4T tila
Kaksivirtatila = ON
Kaksivirta = 55%
Tausta = 50%
Huippuaika = 70%
Hz/PPS = 3.0
Virta A = 100A
Pikakäynnistysnapa >100ms ja <250ms
Pikakäynnistysnapa >100ms ja <250ms
Virta B (HUIPPU) = 56A
I
TAKAPUOLI
= 51A
Virta B(TAKAPUOLI) = 43A
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
70% HUIPPU
30% TAKAPUOLI
HITSAAMINEN EDISTYNEESSÄ TILASSA DC-PULSSILATAUKSELLA KAKSIVIRTA KÄYTÖSSÄ
0463 703 001FI
-53-
Page 54
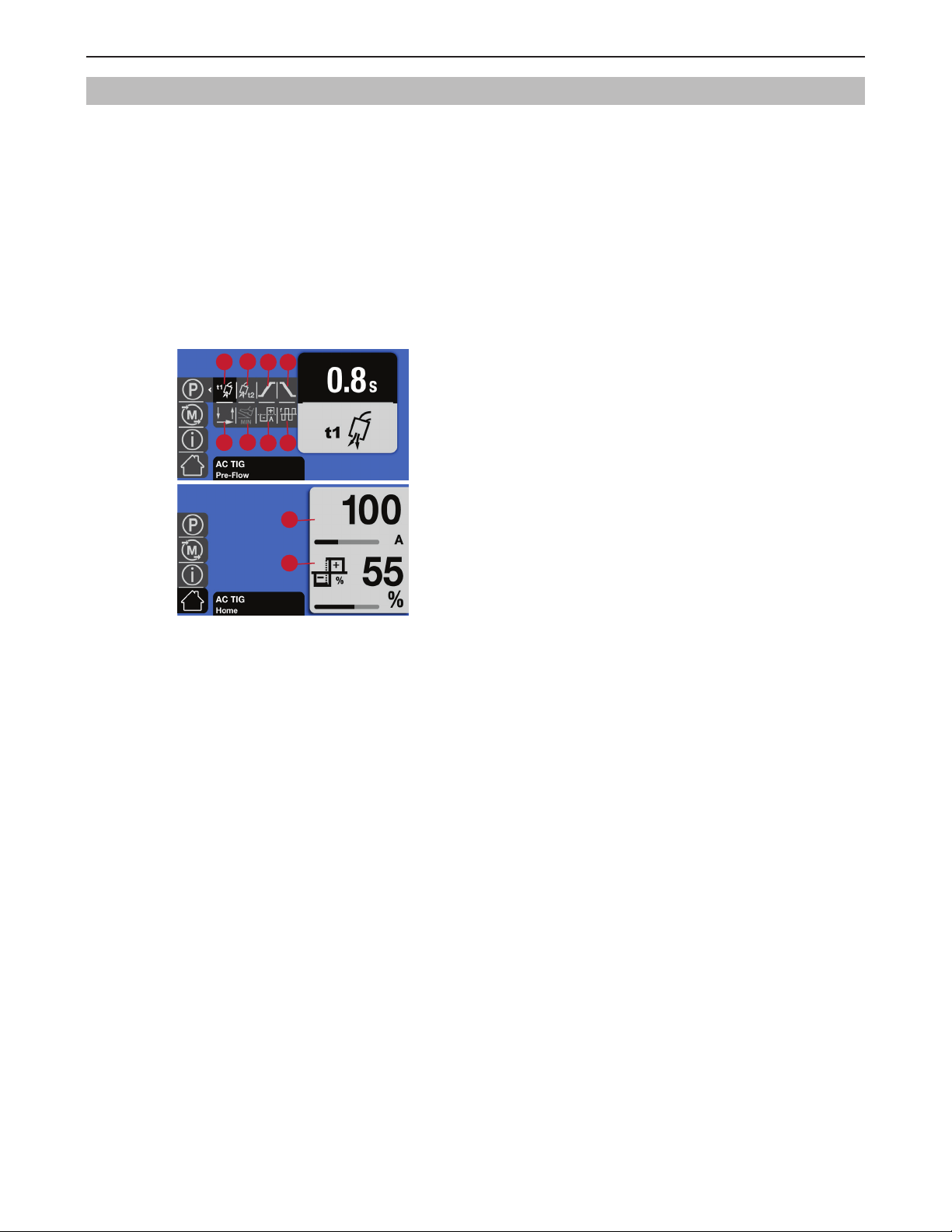
7 TIG (GTAW) -HITSAUS
7.2 AC TIG -hitsaus
AC TIG -hitsausta käytetään pääasiassa muihin kuin rautapitoisiin materiaaleihin, esimerkiksi alumiiniin. AC TIG -hitsauksessa lähtövirran napaisuus vaihdetaan elektrodin positiivisen (EP) ja elektrodin negatiivisen (EN) välillä. Rebel 205ic AC/
DC laitteessa lähtönapaisuuden vaihto vaihtelee välillä 25 - 400 Hz. (EN) Negatiivinen napaisuus on hitsaukselle ja (EP)
positiivinen puhdistukseen.
Perustila:
Perustilassa AC TIG: n oletusasetukset ovat: etuvirtaus = 0,8 sekuntia, jälkivirtaus = 8 sekuntia, nousuaika = 0,5 sekuntia,
laskuaika = 0,5 sekuntia, siirtymä = 0, MIN = 5 A, taajuus = 120 Hz , ja tasapaino = 70%.
Käyttäjän on oltava etukäteen tilassa säätääksesi näitä parametreja.
Edistynyt tila:
Edistyneessä tilassa käyttäjällä on mahdollisuus säätää AC TIG -asetuksia alla esitellyllä tavalla.
2
1
3 4
1. Alkuvirtaus
2. Jälkivirtaus
6
5
7 8
3. Nousuaika
4. Alaspäin suuntautuvat
5. 2T/4T-tila
9
6. MIN (A)
7. Oset (A)
10
8. Taajuus (Hz)
9. Ampeeriluku (A)
10. Tasapaino (%)
MIN (A): MIN (minimi) hitsausvirran asetusta käytetään kauko-ohjauksessa tai jalkapoljintilassa. Oletusarvo on 5 A, käyttäjä
voi säätää tämän arvon käyttäjän asettamalle hitsausvirralle vahvistamaan alarajan.
Nousu- ja laskuajan asetuksia ei voi säätää etä- tai jalkapoljintilassa.
Taajuus (Hz): Taajuus on määrä, kuinka monta kertaa AC TIG -kaari vaihtuu EP: n ja EN: n välillä sekunnissa. Taajuus Rebel 205
AC/DC -koneessa vaihtelee välillä 25 - 400 Hz oletusarvolla 120 Hz. Taajuus auttaa kaventamaan hitsaussaumaa ja tarkentamaan kaarta erityiskäytössä. Suuremmat taajuudet kaventavat hitsaussaumaa, valokaari on tarkempi ja valokaaren vakaus
lisääntyy. Toisin sanoen kaarikartio on paljon tiukempi taajuudella 400 Hz ja kohdistettu samaan kohtaan volframielektrodi
osoittaa kuin 60 Hz:n toimiva kaarikartio.
Tasapaino (%): Päänäyttöä ja oikeanpuoleista kooderia käytetään säätämään tasapainoa (%) AC TIG edistyneessä tilassa.
Tasapainolla voit hallita kaaren leveyttä, lämpöä ja puhdistustoimenpiteitä jne.
Edut tasapainon kasvattamisessa (ts. AC TIG -aaltomuodon EN-osan kasvattaminen):
• Saavuta laajempi tunkeuma
• Auttaa lisäämään siirtonopeutta
• Auttaa kaventamaan hitsaussaumaa
• Auttaa lisäämään volframielektrodin käyttöikää ja vähentää sauman kasaantumista
• Pienentää etsatun vyöhykkeen kokoa parannetuille pinnoille
0463 703 001FI
-54-
Page 55

7 TIG (GTAW) -HITSAUS
Edut tasapainon pienentämiselle (ts. AC TIG-aaltomuodon EP-osan lisäämiselle):
• Parempi puhdistustoimenpide raskaamman hapettumisen poistamiseksi työlevyltä
• Minimoi tunkeutumisen, joka auttaa estämään ohuiden materiaalien palamisen
• Laajentaa hitsaussauman proilia ja auttaa kiinnittämään molemmat puolet liitoksesta
HUOMIO!
Tasapainon pienentäminen pienemmäksi arvoksi tietyllä hitsausvirralla aiheuttaa
enemmän volframin kuulautumista, mikä vähentää volframielektrodin käyttöikää ja
voi menettää valokaaren stabiilisuuden, joten tasapainon säätämisessä on noudatettava varovaisuutta.
Oset (A): AC TIG Oset-ominaisuutta käytetään muuttamaan EP- tai EN-virtauksia parempaan puhdistukseen tai parempaan tunkeutumiseen säätämättä tasapainoa (käyttöastetta) ja/tai käyttäjän asettamaa virtaa. Oset antaa käyttäjälle
mahdollisuuden saada kapeampi sauma syvemmällä tunkeutumisalla ja ilman näkyvää puhdistustoimintaa tai leveämpää
saumaa vähemmällä tunkeutumisella ja selkeä näkyvä puhdistustoiminta sen mukaan, mihin suuntaan Oset on säädetty.
Edistyneessä AC TIG -tilassa käyttäjä voi säätää Oset-parametreja, joka vaihtelee välillä - (UserSetVirta - MIN) – + (UserSetVirta
- MIN) (käyttäjän asettama virta). Kun käytät jalkakytkintä, MIN-virran asetettu arvo vaikuttaa käytettävään Oset-alueeseen.
Esimerkki, jos UserSetVirta (käyttäjän asettama virta) on asetettu arvoon 104 A, niin Oset-säätöalue on välillä -99 A – +99
A, koska MIN-hitsausvirta on 5 A ja lisäämällä 5 A – 99 A tekee tulokseksi 104.
Toinen esimerkki; jos siirtymän arvoksi on asetettu +15 A käyttäjän asettamalla virralla 104 A, hitsausvirta siirtyy arvoon EP
= 119 A ja EN = 89 A alla olevien kuvien mukaisesti.
0463 703 001FI
-55-
Page 56

7 TIG (GTAW) -HITSAUS
Alla oleva kuva näyttää AC TIG -hitsauksen navigoinnin/asetuksen edistyneessä tilassa (A-B-C-D-E-F-G-H-I-J-K).
A
D
E
H
B
C
F
G
0463 703 001FI
I
J
K
-56-
Page 57

7 TIG (GTAW) -HITSAUS
Kuvan alla on esimerkki AC TIG -lähtövirran ihanteellisista aaltomuodoista perus- ja edistyneessä tilassa.
Käyttäjän asetukset:
I = 100A
Default Settings:
Tasapaino = 70%
Taajuus = 120Hz
Oset = 0A
I
= 100A
EN
I
= 100A
EP
Käyttäjän asetukset:
I = 100A
Tasapaino = 75%
Taajuus = 180Hz
Oset = -20A
I
= 120A
EN
= 80A
I
EP
HITSAAMINEN EDISTYNEESSÄ TILASSA - 20A OFFSET KAUKOSÄÄDIN ASETETTUNA PUOLIVÄLIIN
EN
70% EN
HITSAAMINEN PERUSTILASSA
EN
75% EN
25% EP
EP EP
30% EP
EP EP
70% EN
EN
75% EN
EN
25% EP
30% EP
EN
75% EN
EP
25% EP
Käyttäjän asetukset:
I = 100A
Tasapaino = 75%
Taajuus = 180Hz
Oset = -20A
I
= 60A
EN
= 40A
I
EP
EN
75% EN
EP
25% EP
EN
75% EN
Kaukosäädin puoliväliin:
Oset = ( -20 x 50%) = -10A
I
kanssa Oset= 60A
EN
I
kanssa Oset = 40A
EP
EP
25% EP
EN
75% EN
HITSAAMINEN EDISTYNEESSÄ TILASSA + 20A OFFSET KAUKOSÄÄDIN ASETETTUNA PUOLIVÄLIIN
Käyttäjän asetukset:
I = 100A
Tasapaino = 75%
Taajuus = 180Hz
Oset = +20A
= 80A
I
EN
= 120A
I
EP
EN
75% EN
25% EP
EN
EP EP
75% EN
25% EP
EN
75% EN
HITSAAMINEN EDISTYNEESSÄ TILASSA + 20A OFFSET
Käyttäjän asetukset:
I = 100A
Tasapaino = 75%
Taajuus = 180Hz
Oset = +20A
Kaukosäädin puoliväliin:
Oset = (+20 x 50%) = +10A
I
kanssa Oset= 40A
EN
I
kanssa Oset = 60A
EP
EP
25% EP
EP
25% EP
0463 703 001FI
I
= 60A
EN
= 40A
I
EP
EN
75% EN
EP
25% EP
EN
75% EN
EP
25% EP
EN
75% EN
EP
25% EP
HITSAAMINEN EDISTYNEESSÄ TILASSA + 20A OFFSET KAUKOSÄÄDIN ASETETTUNA PUOLIVÄLIIN
-57-
Page 58

7 TIG (GTAW) -HITSAUS
7.3 DC TIG Nosta kaari -nousukaari ja 2-tahti/4-tahti -kuva
2-tahti ja 4-tahti hitsausprosessi havainnollistettuna
Liipaisinta käytetään ja jotkut hitsausvirrat virtaavat jo, kun elektrodia nostetaan iskua varten.
2-tahti
2-tahti-tilassa paina TIG-pistoolin laukaisukytkintä (1) käynnistääksesi suojakaasun virtauksen ja aloittaaksesi kaaren. Virta nousee asetettuun virran arvoon saakka. Vapauta liipaisinkytkin (2), niin hitsausvirta laskee
ja lopettaa kaaren. Suojakaasu virtaa edelleen hitsauksen ja volframielektrodin suojaamiseksi.
Virran lasku
Kaasun esivirtaus
Virran nousu
Kaasun jälkivirtaus
4-tahti
Paina 4-tahti-tilassa TIG-pistoolin laukaisukytkintä (1) aloittaaksesi suojakaasun virtauksen ja aloittaaksesi
pilottitasolla kaaren. Vapauta liipaisinkytkin (2), niin hitsausvirta nousee asetettuun virta-arvoon. Voit
lopettaa hitsauksen painamalla laukaisukytkintä uudelleen (3). Virta laskee alas jälleen pilottitasolle. Vapauta liipaisinkytkin (4) kaaren lopettamiseksi. Suojakaasu virtaa edelleen hitsauksen ja volframielektrodin
suojaamiseksi.
Virran lasku
Kaasun esivirtaus Kaasun jälkivirtaus
Virran nousu
0463 703 001FI
-58-
Page 59

7 TIG (GTAW) -HITSAUS
7.4 Volframielektrodien valinta ja valmistelu
Volframielektrodin värikoodaus:
On tärkeää valita oikea volframielektrodityyppi TIG-hitsaukseen, joko tasa- tai vaihtovirtaan. Seuraavassa on joitain markkinoilla saatavilla olevista volframielektrodityypeistä. Suosittelemme Rebel EMP 205ic AC/DC -laitteessa kultavärillä koodattujen
1,5%: n lantanoitujen volframielektroditankojen käyttöä.
• Oranssi: 2% luokiteltu (AC: llä)
• Sininen: 2% lantadinoitu (AC ja DC)
• Kulta 1,5% lantadinoitu (AC ja DC)*
• Punainen: 2% turvattu (vain DC)
• Vihreä: puhdas volframi (vain DC)
* Toimitetaan Rebel EMP 205ic AC/DC -laitteiden kanssa.
Volframielektrodin hiomatekniikat:
Volframielektrodin kärjen muodolla on tärkeä rooli TIG-hitsauksessa Ole varovainen, kun hiot volframielektrodia. Seuraavassa
on joitain suosituksia volframielektrodin hiomiseeni Rebel 205 -koneiden käyttöön.
ELEKTRODIN
HALKAISIJA
VOLFRAMIELEKTRODI
MUKANA
KULMA *
KÄRJEN HALKAISIJA
KUINKA VALMISTELLA VOLFRAMIELEKTRODEJA
2D
D
.015 koulua .025 in.
Väärä - ristikkäin tehdyt hiontamerkit
rajoittavat hitsausvirtaa, aiheuttavat
kaarivaelluksia ja riskin sulkeumista.
Alumiini kaaren piste.
Pallokärki kaarihitsaukseen puhtaalla
alumiinilla.
2 koulua 3D
D
Oikea - pituussuunnassa
hankausmerkit eivät rajoita
hitsausvirtaa. Timanttihiomapeili
-viimeistely on paras.
0463 703 001FI
1/4D
Alumiininen DCEN-hitsaus piste
-59-
Page 60
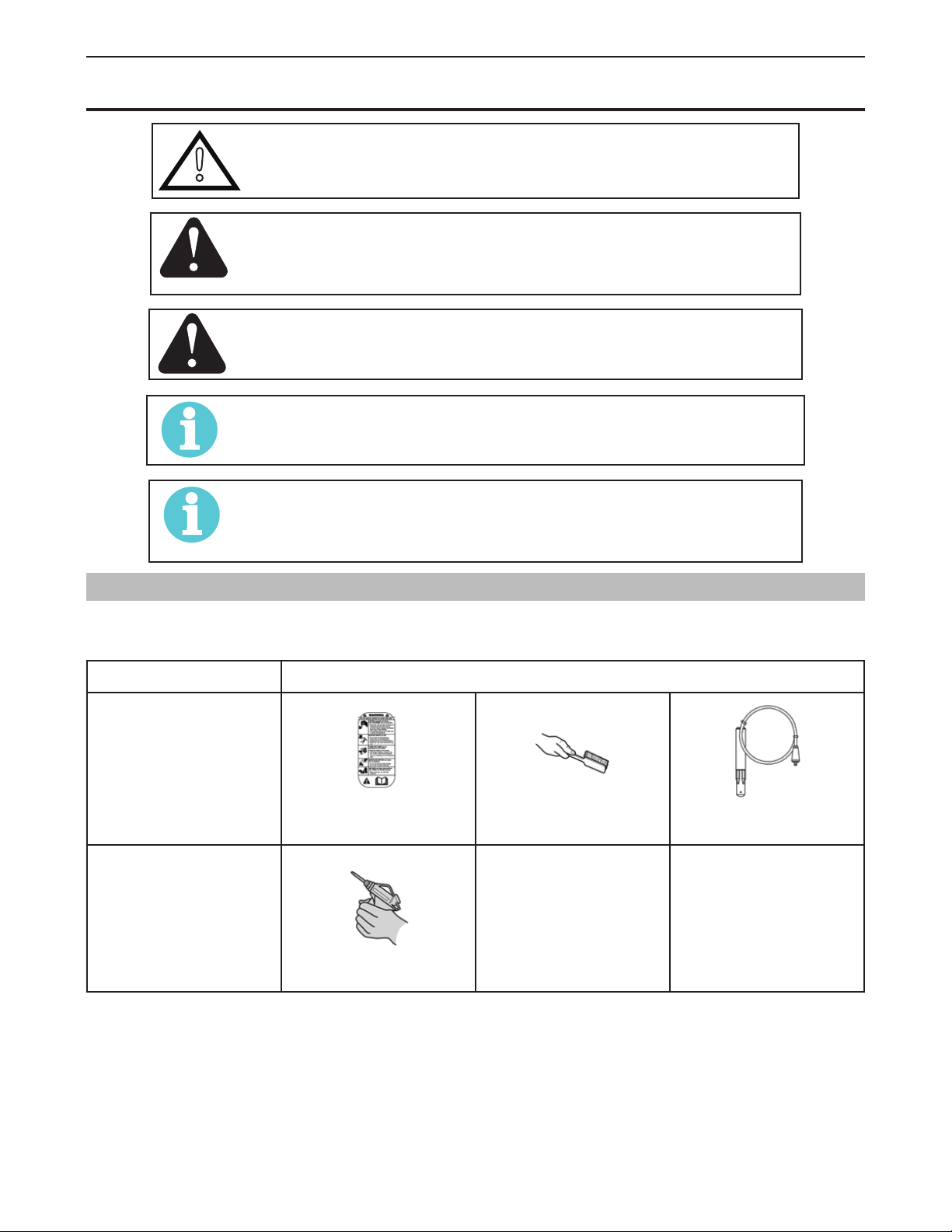
8 HUOLTO
!
8 HUOLTO
VAROITUS!
Irrota virtalähde yksiköstä.
VAROITUS!
Älä poista paneeleja. Laitteeseen pääsy on rajoitettu vain henkilöille, joilla on asianmukainen sähköasentajan ammattitaito (valtuutettu henkilöstö), jotka voivat poistaa
turvalevyjä langan ja puolan huoltoa varten.
VAROITUS!
Tuotteelle annetaan valmistajan takuu. Takuu mitätöidään jos luvattomat huoltoliikkeet ovat suorittaneet laitteiseen korjauksia.
HUOMIO!
Ylimääräiset huoltotoimenpiteet ovat suositeltavia, jos työskentely tapahtuu erittäin
pölyisissä tiloissa.
HUOMIO!
EMP-yksikön virransyöttöpuolen sisällä ei ole käyttäjän huollettavia osia.
Mahdolliset virransyöttöpuolen huoltotarpeet tulisi toimittaa lähimpään ESAB-palvelukeskukseen.
8.1 Rutiinihuolto
Huoltoaikataulu normaaleissa olosuhteissa:
Aikaväli Ylläpidettävä alue
3 kuukauden
välein
Puhdista tai vaihda tarrat,
joita ei voi lukea.
6 kuukauden
välein
Puhdista laitteen sisäosat
Puhdista hitsausliittimet
Tarkista tai vaihda hitsaus-
kaapelit
0463 703 001FI
-60-
Page 61
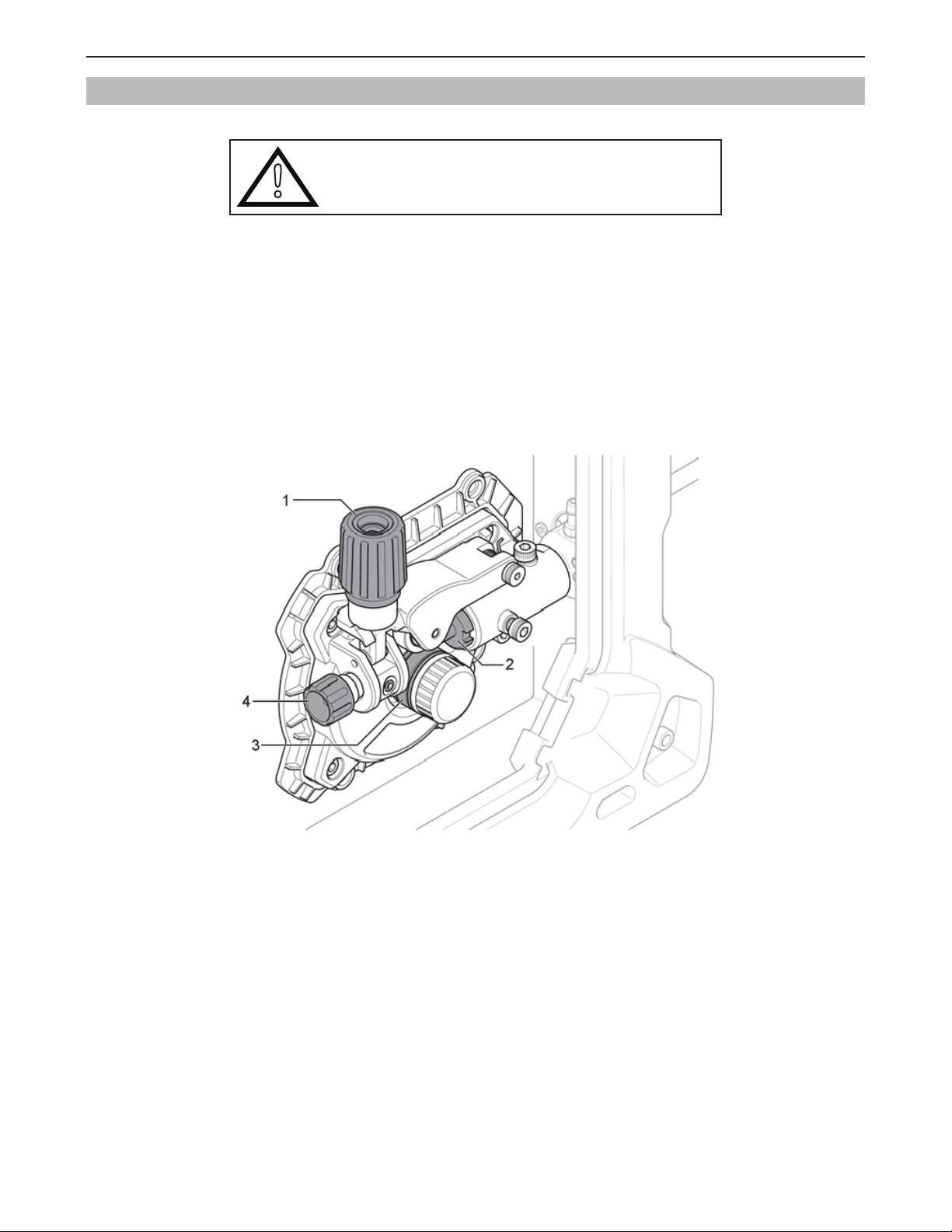
8 HUOLTO
8.2 Virtalähteen ja langansyöttölaitteen huolto
Suorita virtalähteen puhdistus aina, kun vaihdat Ø100 mm (4 tuumaa) tai Ø200 mm (8 tuumaa) lankakelan.
VAROITUS!
!
1. Irrota virtalähde tulopistorasiasta.
2. Avaa kansi ja vapauta painetelan kireys kääntämällä kiristysruuvia (1) vastapäivään ja vetämällä sitä sitten itseäsi kohti.
3. Poista lanka ja lankakela.
4. Poista pistooli ja puhdista puhaltamalla matalapaineisella ilmalla virtalähteen sisätilat ja virtalähteen ilmanottoaukko
samalla varoen, ettet anna hitsauslangan purkautua.
5. Tarkista, onko tulolangan ohjain (4), lähtölangan ohjain (2) tai syöttörulla (3) kuluneet ja tarvitseeko niitä vaihtaa. Katso
"KULUTUSOSAT" osiosta osien tilausnumerot.
6. Poista ja puhdista langansyöttötela pehmeällä harjalla. Puhdista langansyöttömekanismiin kytketty painerulla pehme-
ällä harjalla.
Käytä puhdistuksessa aina käsi- ja silmäsuojaimia.
0463 703 001FI
Kaavio 22. Langansyöttökokoonpanon osat
1. Kiristysnuppi 3. Syöttörulla
2. Langan ulostulon ohjain 4. Tulolangan ohjain
-61-
Page 62

8 HUOLTO
!
8.2.1 Langansyöttö-kokoonpanon puhdistus
VAROITUS!
Käytä puhdistuksessa aina käsi- ja silmäsuojaimia.
1. Irrota virtalähde yksiköstä.
2. Avaa kansi EMP-yksikön lanka-puolan puolella.
3. Ennen kiristysnupin (1) siirtämistä: huomioi sen rungossa osoitettu numeerinen asetus oikealla kahvan alapuolella. Tal-
lenna tämä numero palauttaaksesi jännityksen likimääräiselle alueelle. Kohdassa "Langansyöttöpaineen asettaminen"
kuvataan tämän kireyden säädön hienosäätö.
HUOMIO!
Koska langansyöttöpaineen säätö voi häiritä tämän varren vapauttamista, telojen
jännitystä on säädettävä uudelleen tämän toimenpiteen lopussa. Häiriöttömän
asteikkonumeron tallentaminen edellisessä vaiheessa helpottaa tarkkaa jännityksen
asetusta prosessin lopussa.
4. Vapauta painetelojen kireys kääntämällä kiristysvarren kiristysnuppia vastapäivään niin, että se vetää ensin ylös (pidä-
tysaukostaan) ja sitten itseesi päin (katso 1 yllä olevassa kuvassa). Kiristysvarsi nousee heti kun kiristysvarsi vapautetaan.
Tämän pitäisi vapauttaa langan liike langan poistamiseksi seuraavassa vaiheessa.
5. Käytä (tarvittaessa) joko pehmeäharjaista harjaa tai puhalla paineilmaa (enintään 5 bar) poistaaksesi kaikki tähän tilaan
mahdollisesti kertyneet roskat. KÄYTÄ SILMÄSUOJIA.
6. Tarkista onko syöttölangan ohjaimet ja syöttörullat kuluneita ja tarvitseeko niitä vaihtaa. Katso "KULUTUSOSAT" osiosta
kulutusosien tilausnumerot. Katso kappale "Langansyöttörullan irrottaminen" kohdan "KÄYTTÖ" luvun "Langansyöttörullan irrottaminen/asentaminen" kohdasta. Jos yksikään ei tarvitse vaihtoa - vain puhdistus - siirry seuraavaan vaiheeseen.
VAROITUS!
Kun poistat telaa, ole varovainen, ettet menetä moottorin akselin vetoakseliavainta.
Noudattamatta jättäminen tekee koko yksikön käyttökelvottomaksi, kunnes tämä
osa korvataan.
7. Puhdista langansyöttötela pehmeällä harjalla.
8. Puhdista kiristysvarteen kiinnitetty painetela pehmeällä harjalla.
9. Sulje kiristysvarsi langan päältä langansyöttörullien urassa.
HUOMIO!
Varmista, että lanka on urassaan ja ettei se pääse liukumaan ulos rullan pinnan urasta.
10. Varmista silmämääräisesti, että lanka näkyy suorana linjana koko langansyöttökokoonpanon läpi.
11. Tarkista silmämääräisesti, että lanka työntyy pistoolin kärjestä esitettyjen ohjeistuksen mukaan eikä sitä ole vedetty
pistoolipäähän.
12. Säädä langansyöttöpaine säätämällä langan jännitystä langansyöttörullien kohdalla kiertämällä kiristysnappia "Lan-
gansyöttöpaineen asettaminen"- osiossa kuvatulla tavalla.
13. Sulje kansi EMP-yksikön lanka-puolan puolella.
0463 703 001FI
-62-
Page 63

8 HUOLTO
8.3 EMP-yksikön tehopuolen ylläpito
HUOMIO!
Virtapuolella ei ole käyttäjän huollettavia osia. Pölyisissä ympäristöissä tehopuoli on
tarkistettava säännöllisesti pölyn ja roskien kertymisen varalta, koska tällä puolella
käytetään puhaltimen paineilmajäähdytystä.
Sähköstaattisesti herkkien komponenttien ja paljaiden piirilevyjen takia tämän puoleiset kunnossapidot tulee tehdä valtuutetun ESAB-huoltoteknikon toimesta.
8.4 Pistoolijohtimen huolto
Katso MIG-pistoolin käyttöoppaasta tavallisen teräspistoolin langanjohtimen vaihtaminen Teon®-pistoolin langanjohtimeen.
8.4.1 Pistoolijohtimen puhdistus
1. Irrota virtalähde yksiköstä.
2. Avaa kiristysnuppi, kierrä kelaa myötäpäivään pitäen lankaa, kunnes lanka ei enää ole pistoolissa. Kiinnitä johdin uudel-
leen painenupin ja telan väliin.
3. Irrota pistoolikokoonpano yksiköstä.
4. Poista langanjohdin pistoolin letkusta ja tarkista, ettei siinä ole vaurioita tai taipumia. Puhdista vuoraus puhaltamalla
paineilmaa (enint. 5 bar) lähinnä yksikköä kiinnitetyn johtimen läpi.
5. Asenna langanjohdin uudelleen MIG-polttimen käyttöohjeen ohjeiden mukaisesti
6. Asenna lanka takaisin langansyöttökokoonpanon läpi, kunnes se näkyy polttimen kärjessä. Varmista, että langan syöttö
polttimesta toimii oikein.
HUOMIO!
Liian kuluneet pistoolin johtimet vaativat säännöllistä vaihtoa. Jos edellä mainitut
vaiheet eivät ratkaise syöttölaitteeseen liittyviä ongelmia, vaihda johdin kohdan 5.7
Johtimen valinta mukaisesti
0463 703 001FI
-63-
Page 64

9 VIANETSINTÄ
9 VIANETSINTÄ
9.1 Alustavat tarkastukset
Kokeile näitä tarkastuksia ennen valtuutetun huoltoteknikon kutsumista.
Ennen kuin yrität tehdä vianmäärityksen ESAB Rebel -sovelluksessa, suositellaan ensin suorittamaan hitsaustietojen
palautus tehdasasetuksiin WELD DATA RESET (siirry kohtaan HOME/SETTING/RESET/WELD DATA RESET). Järjestelmän WELD DATA RESET-valinta palauttaa laitteen oletushitsaustilaan. Tämän nollauksen suorittaminen ei menetä
käyttäjän tallentamia muistiarvoja, mutta luo perustason, josta kaiken vianetsinnän tulisi alkaa. Jos WELD DATA
RESET -sovellus ei onnistu, on suositeltavaa suorittaa tehdasasetusten palautus ja toistaa testaus.
VAROITUS!
Tehdasasetuksen palautus poistaa myös kaikki käyttäjän tallentamat muistipaikat.
Jos tämä ei korjaa ongelmaa, seuraa taulukkoa mahdollisuuksien mukaan.
Vikatyyppi Korjaava toimenpide
• Tarkista, ettei kaasupullo ole tyhjä.
• Tarkista, että kaasusäädin on kiinni.
Huokoisuus hitsausmetallissa
Langansyötössä
on ongelmia
MIG (GMAW /
FCAW) Hitsausongelmat
MMA (SMAW)
-hitsauksen perusongelmat
• Tarkista kaasun sisääntuloletkussa mahdolliset vuodot tai tukkeumat.
• Tarkista, että oikea kaasu on kytketty ja että oikeaa kaasuvirtausta on käytetty.
• Pidä MIG-pistoolin suuttimen ja työkappaleen välinen etäisyys minimissä.
• Älä työskentele vetoisilla alueilla, joissa suojakaasun hajaantuminen on yleistä.
• Varmista ennen hitsausta, että työkappale on puhdas eikä pinnalla ole öljyä tai rasvaa.
• Varmista, että lankakelan jarru on oikein säädetty (katso kohta "5.6 Puolan irrottaminen/asentaminen").
• Varmista, että syöttörulla ja kireys on säädetty oikein (katso kohta "5.11 Langansyöttörullan
vaihtaminen").
• Varmista, että syöttörullille on asetettu oikea paine (katso kohta "5.8 Langansyöttöpaineen asettaminen").
• Varmista, että oikea liikesuunta on asetettu lankatyypin perusteella (hitsisulan sisään alumiinille).
• Varmista, että käytetään oikeaa kosketinkärkeä ja että se ei ole kulunut.
• Varmista, että johdin on oikean kokoinen ja tyyppinen langalle (katso kohta "3.1 EMP 205ic AC/DC
-määritykset").
• Varmista, että johdin ei ole taipunut niin, että johtimen ja langan välillä on kitkaa.
• Varmista, että MIG-pistooli on kytketty oikeaan napaisuuteen. Tarkista oikea napaisuus elektrodijohtimen valmistajalta.
• Vaihda kosketinkärki, jos putkessa on kaaren aiheuttamia merkkejä, jotka aiheuttavat liiallista
vetoa langalle.
• Varmista, että käytetään oikeaa suojakaasua, kaasun virtausta, jännitettä, hitsausvirtaa, ajonopeutta ja MIG-pistoolin kulmaa.
• Varmista, että työpuristin on kunnolla kosketuksessa työkappaleeseen.
• Varmista, että käytät oikeaa napaisuutta. Elektrodipidike on yleensä kytketty positiiviseen
napaisuuteen ja työ johtaa negatiiviseen napaisuuteen. Jos olet epävarma, katso lomakkeesta
elektroditiedot.
0463 703 001FI
-64-
Page 65

9 VIANETSINTÄ
Vikatyyppi Korjaava toimenpide
• Varmista, että TIG-pistooli on kytketty oikeaan virtalähteeseen: Kytke TIG-pistooli negatiiviseen [-]
hitsausliittimeen. Kytke hitsausmaakaapeli positiiviseen [+] hitsausliittimeen.
• Käytä TIG-hitsaukseen vain 100% argonkaasua.
• Varmista, että säädin/virtausmittari on kytketty kaasupulloon.
TIG (GTAW) -hitsausongelmat
Ei virtaa/Ei
kaarta
Ylikuumenemissuoja laukeaa
usein.
• Varmista, että TIG-polttimen kaasuputki on kytketty virtalähteen etuosassa olevaan kaasuputken liittimeen.
• Varmista, että työpuristin on kunnolla kosketuksessa työkappaleeseen.
• Varmista, että kaasupullo on avattu ja tarkista kaasun virtausnopeus säätimessä ja virtausmittarissa. Virtausnopeuden tulisi olla välillä 10-25 CFH (4,7 - 11,8 l/min).
• Varmista, että virtalähde on kytketty päälle ON ja TIG-hitsausprosessi on valittu.
• Varmista, että kaikki liitännät ovat tiukkoja ja tiiviitä.
• Tarkista, että sisääntulon virtakytkin on päällä (ON).
• Tarkista, näkyykö käyttöpaneelissa lämpötilavika.
• Tarkista onko järjestelmän katkaisija lauennut.
• Tarkista, että tulo-, hitsaus- ja paluukaapelit on kytketty oikein.
• Tarkista, että oikea virta-arvo on asetettu.
• Tarkista syöttöjännitteen sulakkeet/katkaisijat.
• Varmista, että et ylitä käyttämäsi hitsausvirran suositeltua käyttöjaksoa.
Katso luvun "KÄYTTÖ" jakso "Käyntijakso".
• Varmista, että ilmanottoaukot tai poistoaukot eivät ole tukossa.
• Varmista, että hitsauksen aikana puhaltimet toimivat.
9.2 Ohjauspaneelin (UI) ohjelmiston näyttämät virhekoodit
Seuraavassa taulukossa on vika- ja virhekoodeja, jotka voivat auttaa vianmäärityksessä.
Vakavuusasteen merkitys (katso taulukon vakavuusastesarake):
• (C) Kriittinen huolto vaaditaan - yksikkö ei toimi tai on lukittu, eikä sitä voida palauttaa, ennen kuin vika on korjattu.
• (NC) Ei-kriittinen - Huolto toivottu - yksikkö toimii rajoitetulla suorituskyvyllä
• (W) Varoitus - yksikkö toimii ja palautuu itsestään. Odotuspalautumisaika voi vaihdella välillä 1-5 minuuttia.
0463 703 001FI
-65-
Page 66

9 VIANETSINTÄ
Virhekoodi Vakavuusaste Toiminnallisen piirivian selitys
001 W
PFC-jäähdytyslevy, IGBT-jäähdytyslevy tai päämuuntaja on ylikuumentunut> 85 ° C
(185 ° F)
002 W Lähtödiodin lämpötilavika
Varoitus - Jos tapahtui kuormituksen tai kaarikäynnistyksen aikana, syynä on alhainen
tulojännite - ERR009
003 W/C
Kriittinen - Jos tapahtuu käynnistyksen yhteydessä kuormittamattomissa olosuhteissa.
DC-väylän (400 V) viallinen painuminen kuormituksen aikana, PFC ei syötä 400 V taajuusmuuttajaan.
004 C Lähtöjännite on yli VRD-tason, kun VRD-kytkin on aktiivinen
005-007 (Varattu)
008 C OCV-virhe, lähtöjännitettä ei havaita ohjauskortissa CN1 kuten odotetaan
009 W Pienjännitevirhe, AC verkkojännite on alle 108 V AC, tämä voi laukaista virheen ERR003
010 (Varattu)
011 C
Käyttäjä on yrittänyt parametrin tai tehdasasetusten palauttamisen, mutta järjestelmä
ei vahvistanut sitä.
012 C Tiedonsiirtoyhteys alhaalla, ei yhteyttä CN6:ssa välillä UI ja Ctrl PCB
013 C Alhainen sisäisen virtalähteen (IPS) jännitevirhe, +24 V IPS on alle 22 V DC
014 C Toisiovirta-anturin lähtöä ei havaittu Ohjaus PCB CN18: lla
015 C
Tietoliikenneyhteys alhaalla, ei yhteyttä CN14:ssa välillä Ctrl PCB ja AC DC invertteri
CN3:ssa
016 C AC-DC -invertterin lämpötilavika
017-019 (Varattu)
020 C Flash-sovelluksesta ei löytynyt
021 C Flash sovelluksesta saatu kuva on vioittunut,
022 NC
023 NC
Kaksi yritystä epäonnistui tallentamaan käyttäjän muisti pysyvään muistiin SPI Flash-sovelluksessa.
Kaksi yritystä epäonnistui palauttamaan käyttäjän tallentaman muistin pysyvään
muistiin SPI Flash -sovelluksesta.
0463 703 001FI
-66-
Page 67
10 VARAOSIEN/KULUTUSOSIEN TILAAMINEN
10 VARAOSIEN/KULUTUSOSIEN TILAAMINEN
VAROITUS!
Laitteen korjaukset ja sähkötyöt saa suorittaa vain valtuutettu ESAB-huoltoteknikko. Käytä vain
alkuperäisiä ESAB-varaosia ja kuluvia osia.
EMP 205ic AC/DC laite on suunniteltu ja testattu kansainvälisten Standardiien mukaisesti
IEC-/EN 60974-1, IEC-/EN 60974-3, IEC-/EN 60974-5, IEC-/EN 60974-7, IEC-/EN 60974-10
IEC-/EN 60974-11, IEC-/EN 60974-12 and IEC-/EN 60974-13. Huolto- tai korjaustyön suorittanut valtuutettu huol-
topalvelu on velvollinen varmistamaan, että tuote täyttää edelleen edellä mainittujen Standardiien vaatimukset.
Varaosia ja kuluvia osia voi tilata lähimmän ESAB-jälleenmyyjän kautta, katso tämän asiakirjan takakansi. Ilmoita tilauksen
yhteydessä tuotetyyppi, sarjanumero, nimike ja varaosanumero varaosaluettelon mukaisesti. Tämä helpottaa lähettämistä
ja varmistaa oikean toimituksen.
0463 703 001FI
-67-
Page 68
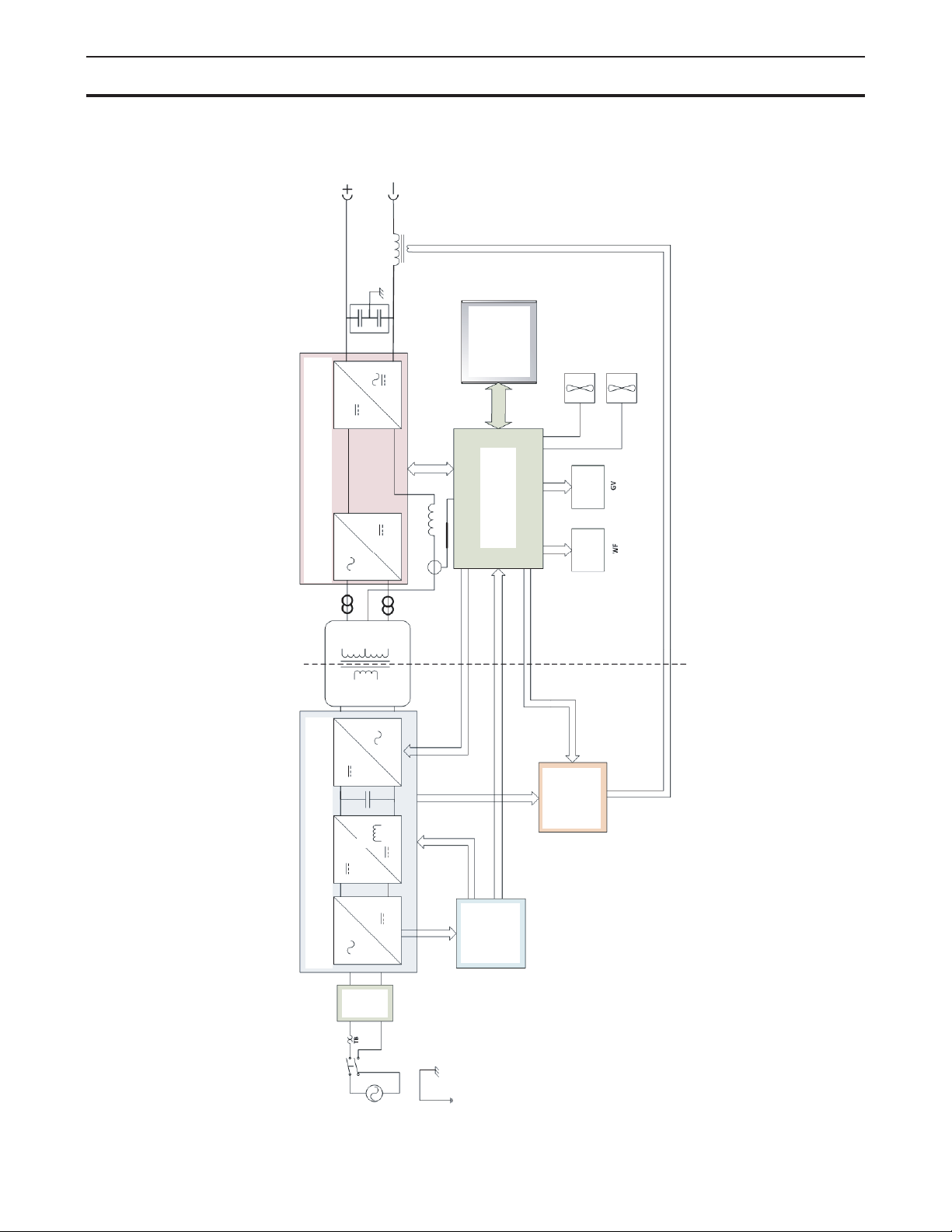
DIAGRAM
Toiminnallinen lohkokaavio
Kaavio
KAAVIO
HITSAUS
TEHO
HF MUUNTAJA
HF OHITUS LAUTA
TOISSIJAINEN SIVU ENSISIJAINEN SIVU
AC DC-INVERTTERI LAUTA
TOISSIJAINEN TASASUUNTAAJA AC-INVERTTERI
RENGAS
YTIMET
PÄÄMUUNTAJA
PFC
INDUATTORI
LÄHTÖ
VIRTA
INDUATTORI
-ANTURI
/TFT NÄYTTÖ
OHJAUSPANEELIN
OHJAUS KORTTI
HF
TUULETIN 1
KAASU
VENTTIILIT
LANGANSYÖ
-TTÖLAITE
-KORTTI
KÄYNNISTIN
TUULETIN 2
0463 703 001FI
PÄÄVIRTA JOHTO
TULON TASASUUNTAAJA LISÄKSI PFC ENSISIJAINEN INVERTTERI
LÄMPÖ-ISKU
TULO
KYTKIN
EMI
-SUODATIN
VASARA
±10%
50/60 Hz
120 VAC-230 VAC
IPS-KORTTI
-68-
Page 69

KULUTUSOSAT
KULUTUSOSAT
Tuote Tilausnumero Nimellisarvo Lankatyyppi Langan mitat
1 0558 102 460 Langan poisto-ohjain teräkselle
0558 102 461 Langan poisto-ohjain teräkselle
0464 598 880
2 0558 102 328 Langan tulo-ohjain
3 0191 496 114 Key-drive shaft crescent N/A N/A
4 0367 556 001 Syöttörulla "V" -ura
0367 556 002 Syöttörulla "V" -ura
0367 556 003 Syöttörulla "V" -ura
0367 556 004 Syöttörulla "U" -ura Alumiini 1.0 mm / 1.2 mm (0.040 in. / 0.045 in.)
5 0558 102 329 Lukitusnuppi N/A N/A
6 0558 102 331
7 0558 102 330 Ruuvi N/A N/A
8 0558 102 459 Eurosovittimen paikannusruuvi N/A N/A
Langan poisto-ohjain Teon®
langalle
Painevarren täydellinen kokoonpano
Fe/SS/Jauhetäyte
-täytelanka
Fe/SS/Jauhetäyte
-täytelanka
Alumiini 1.0 mm - 1.2 mm (0.040 in. - 0.045 in.)
Fe/SS/Jauhetäyte
-täytelanka
Fe/SS/Jauhetäyte
-täytelanka
Fe/SS/Jauhetäyte
-täytelanka
Fe/SS/Jauhetäyte
-täytelanka
N/A N/A
1.0 mm - 1.2 mm (0.040 in. - 0.045 in.)
0.6 mm - 0.8 mm (0.023 in. - 0.030 in.)
0.6 mm / 0.8 mm / 0.9 mm / 1.2 mm
(0.023 in. / 0.030 in. / 0.035 in. / 0.045 in.)
0.6 mm / 0.8 mm (0.023 in. / 0.030 in.)
0.8 mm / 1.0 mm (0.030 in. / 0.040 in.)
1.0 mm / 1.2 mm (0.040 in. / 0.045 in.)
0463 703 001FI
-69-
Page 70

LISÄTARVIKKEET
0700 025 557 TIG-pistooli
TIG-pistooli, 4 m, 200A, joustava pää
0700 200 004 MIG-pistooli
MXLTM 270 3 m (FCW: 1,2 mm)
0459 366 887 Kärryt
LISÄTARVIKKEET
W4014450 Jalkaohjaus
Kytkin päällä/pois ja virranhallinta 4,6 m
(15 ft) -kaapelilla ja 8-napaisella urosliittimellä
0463 703 001FI
-70-
Page 71

VARAOSAT
VARAOSAT
Tuote Tilausnumero Nimellisarvo
1 0700 200 002 MIG-pistooli MXL™ -pistooli 201, 3 m (10 jalkaa)
2 0700 025 556 ESAB SR-B 26 TIG pistooli, 4 m, 200 A
3 0349 312 105 Kaasuletku, 4.5 m (14.8 ft)
4 0700 006 900 MMA-hitsauskaapelisarja, 3 m (10 ft)
5 0700 006 901 Paluuhitsauskaapelisarja, 3 m (10 ft)
0463 703 001FI
-71-
Page 72

ESAB subsidiaries and representative oces
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Oce
Soa
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacic
AUSTRALIA
ESAB South Pacic
Archereld BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tok yo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacic Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers
to our distributors in other countries, please visit our home page
www.esab.eu
www.esab.eu
©2017 ESAB Welding and Cutting Products
 Loading...
Loading...