

Page 1

ESAB Cutmaster® 80
PLASMA CUTTING SYSTEM
SL60 1Torch™
Operating
Manual
Art # A-12768_AB
80
Revision: AB Issue Date: April 15, 2015 Manual No.: 0-5378
400V
esab.com.br
Page 2

WE APPRECIATE YOUR BUSINESS!
Congratulations on your new ESAB product. We are proud to have you as our customer and will strive to
provide you with the best service and reliability in the industry. This product is backed by our extensive
warranty and world-wide service network. To locate your nearest distributor or service agency, visit us on
the web at www.esab.com.br.
This Operating Manual has been designed to instruct you on the correct use and operation of your ESAB
product. Your satisfaction with this product and its safe operation is our ultimate concern. Therefore please
take the time to read the entire manual, especially the Safety Precautions. They will help you to avoid potential
hazards that may exist when working with this product.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
ESAB is a Global Brand of manual and automation Plasma Cutting Products.
We distinguish ourselves from our competition through market-leading, dependable products that have stood
the test of time. We pride ourselves on technical innovation, competitive prices, excellent delivery, superior
customer service and technical support, together with excellence in sales and marketing expertise.
Above all, we are committed to developing technologically advanced products to achieve a safer working
environment within the welding industry.
Page 3

WARNING
!
Read and understand this entire Manual and your employer’s safety practices before installing, operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer's best judgement,
the Manufacturer assumes no liability for its use.
Plasma Cutting Power Supply
ESAB Cutmaster® 80 with SL60 1Torch™
Operating Manual Number 0-5378
Published by:
ESAB
2800 Airport Rd.
Denton, TX 76208
www.esab.com.br
Copyright 2015 by ESAB
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any
loss or damage caused by any error or omission in this Manual, whether such error
results from negligence, accident, or any other cause.
Original Publication Date: April 15, 2015
Revision Date: April 15, 2015
Record the following information for Warranty purposes:
Where Purchased:_______________________________ ________________
Purchase Date:__________________________________ ________________
Power Supply Serial #:___________________________ ________________
Torch Serial #:___________________________________ ________________
i
Page 4
Be sure this information reaches the operator.
You can get extra copies through your supplier.
CAUTION
These INSTRUCTIONS are for experienced operators. If you are not fully familiar
with the principles of operation and safe practices for arc welding and cutting equipment, we urge you to read our booklet, “Precautions and Safe Practices for Arc
Welding, Cutting, and Gouging,” Form 52-529. Do NOT permit untrained persons to
install, operate, or maintain this equipment. Do NOT attempt to install or operate this
equipment until you have read and fully understand these instructions. If you do not
fully understand these instructions, contact your supplier for further information. Be
sure to read the Safety Precautions before installing or operating this equipment.
USER RESPONSIBILITY
This equipment will perform in conformity with the description thereof contained in this manual and accompanying labels and/or inserts when installed, operated, maintained and repaired in accordance with the
instructions provided. This equipment must be checked periodically. Malfunctioning or poorly maintained equipment should not be used. Parts that are broken, missing, worn, distorted or contaminated should be replaced
immediately. Should such repair or replacement become necessary, the manufacturer recommends that a telephone or written request for service advice be made to the Authorized Distributor from whom it was purchased.
This equipment or any of its parts should not be altered without the prior written approval of the manufacturer. The user of this equipment shall have the sole responsibility for any malfunction which results from
improper use, faulty maintenance, damage, improper repair or alteration by anyone other than the manufacturer or a service facility designated by the manufacturer.
!
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR
OPERATING.
PROTECT YOURSELF AND OTHERS!
Page 5

TABLE OF CONTENTS
SECTION 1: SAFETY ............................................................................................................................ 1-1
1.0 Safety Precautions ................................................................................................ 1-1
SECTION 2 SYSTEM: INTRODUCTION ................................................................................................ 2-1
2.01 How To Use This Manual ....................................................................................... 2-1
2.02 Equipment Identification ....................................................................................... 2-1
2.03 Receipt Of Equipment ........................................................................................... 2-1
2.04 Power Supply Specifications ................................................................................. 2-2
2.05 Input Wiring Specifications .................................................................................... 2-3
2.06 Power Supply Features ......................................................................................... 2-4
SECTION 2 TORCH: INTRODUCTION ...................................................................................................2T-1
2T.01 Scope of Manual ..................................................................................................2T-1
2T.02 General Description .............................................................................................2T-1
2T.03 Specifications .....................................................................................................2T-1
2T.04 Options And Accessories ......................................................................................2T-2
2T.05 Introduction to Plasma .........................................................................................2T-2
SECTION 3 SYSTEM: INSTALLATION ................................................................................................... 3-1
3.01 Unpacking ............................................................................................................ 3-1
3.02 Lifting Options ...................................................................................................... 3-1
3.03 Opening the Contactor Cover ................................................................................ 3-1
3.04 Primary Input Power Connections ......................................................................... 3-1
3.05 Gas Connections ................................................................................................... 3-2
SECTION 3 TORCH: INSTALLATION ...................................................................................................3T-1
3T.01 Torch Connections ...............................................................................................3T-1
3T.02 Setting Up Mechanical Torch ................................................................................3T-1
SECTION 4 SYSTEM: OPERATION ...................................................................................................... 4-1
4.01 Front Panel Controls / Features ............................................................................. 4-1
4.02 Preparations for Operation .................................................................................... 4-2
SECTION 4 TORCH: OPERATION .........................................................................................................4T-1
4T.01 Torch Parts Selection ...........................................................................................4T-1
4T.02 Cut Quality ...........................................................................................................4T-1
4T.03 General Cutting Information .................................................................................4T-2
4T.04 Hand Torch Operation ..........................................................................................4T-3
4T.05 Gouging ............................................................................................................... 4T-6
4T.06 Mechanized Torch Operation ................................................................................4T-6
4T.07 Parts Selection for Manual and Mechanized Torch Cutting ....................................4T-8
4T.08 Recommended Cutting Speeds for Mechanized Torch With Exposed Tip ...............4T-9
4T.09 Recommended Cutting Speeds for Mechanized Torch With Shielded Tip .............4T-12
PATENT INFORMATION ....................................................................................................................4T-16
Page 6

TABLE OF CONTENTS
SECTION 5 SYSTEM: SERVICE ............................................................................................................ 5-1
5.01 General Maintenance ............................................................................................ 5-1
5.02 Maintenance Schedule ......................................................................................... 5-2
5.03 Common Faults..................................................................................................... 5-2
5.04 Fault Indicator ....................................................................................................... 5-3
5.05 Basic Troubleshooting Guide ................................................................................. 5-4
5.06 Power Supply Basic Parts Replacement ................................................................ 5-6
SECTION 5 TORCH: SERVICE .............................................................................................................5T-1
5T.01 General Maintenance ...........................................................................................5T-1
5T.02 Inspection and Replacement of Consumable Torch Parts ......................................5T-2
SECTION 6: PARTS LISTS .................................................................................................................... 6-1
6.01 Introduction .......................................................................................................... 6-1
6.02 Ordering Information ............................................................................................. 6-1
6.03 Power Supply Replacement .................................................................................. 6-1
6.04 Replacement Power Supply Parts .......................................................................... 6-2
6.05 Options and Accessories ....................................................................................... 6-2
6.06 Replacement Parts for Hand Torch ....................................................................... 6-3
6.07 Replacement Parts - for Machine Torches with Unshielded Leads ......................... 6-4
6.08 Replacement Shielded Machine Torch Leads Assemblies ..................................... 6-6
6.09 Torch Consumable Parts (SL60) ............................................................................ 6-7
6.10 Torch Consumable Parts (SL100) .......................................................................... 6-8
APPENDIX 1: SEQUENCE OF OPERATION (BLOCK DIAGRAM) ...........................................................A-1
APPENDIX 2: DATA TAG INFORMATION .............................................................................................A-2
APPENDIX 3: TORCH PIN - OUT DIAGRAMS ...................................................................................... A-3
APPENDIX 4: TORCH CONNECTION DIAGRAMS ................................................................................A-4
APPENDIX 5: SYSTEM SCHEMATIC, 208/460V UNITS .......................................................................A-6
APPENDIX 6: SYSTEM SCHEMATIC, 600V UNITS ..............................................................................A-8
REVISION HISTORY ........................................................................................................................... A-10
Page 7
ESAB CUTMASTER 80
SECTION 1: SAFETY
1.0 Safety Precautions
Users of ESAB welding and plasma cutting equipment have the ultimate responsibility for ensuring
that anyone who works on or near the equipment observes all the relevant safety precautions. Safety
precautions must meet the requirements that apply to this type of welding or plasma cutting equipment.
The following recommendations should be observed in addition to the standard regulations that apply
to the workplace.
All work must be carried out by trained personnel well acquainted with the operation of the
welding or plasma cutting equipment. Incorrect operation of the equipment may lead to hazardous situations which can result in injury to the operator and damage to the equipment.
1. Anyone who uses welding or plasma cutting equipment must be familiar with:
- its operation
- location of emergency stops
- its function
- relevant safety precautions
- welding and / or plasma cutting
2. The operator must ensure that:
- no unauthorized person stationed within the working area of the equipment when it is started up.
- no one is unprotected when the arc is struck.
3. The workplace must:
- be suitable for the purpose
- be free from drafts
4. Personal safety equipment:
- Always wear recommended personal safety equipment, such as safety glasses, flame proof
clothing, safety gloves.
- Do not wear loose fitting items, such as scarves, bracelets, rings, etc., which could become
trapped or cause burns.
5. General precautions:
- Make sure the return cable is connected securely.
- Work on high voltage equipment may only be carried out by a qualified electrician.
- Appropriate fire extinguishing equipment must be clearly marked and close at hand.
- Lubrication and maintenance must not be carried out on the equipment during operation.
Dispose of electronic equipment at the recycling facility!
In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment and its
implementation in accordance with national law, electrical and/or electronic equipment that has reached the
end of its life must be disposed of at a recycling facility.
As the person responsible for the equipment, it is your responsibility to obtain information on approved collection stations.
For further information contact the nearest ESAB dealer.
ESAB can provide you with all necessary cutting protection and accessories.
Manual 0-5378 SAFETY
1-1
Page 8

ESAB CUTMASTER 80
WARNING
ELECTRIC SHOCK - Can kill.
- Install and earth (ground) the welding or plasma cutting unit in accordance with applicable standards.
- Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
- Insulate yourself from earth and the workpiece.
- Ensure your working stance is safe.
FUMES AND GASES - Can be dangerous to health.
- Keep your head out of the fumes.
- Use ventilation, extraction at the arc, or both, to take fumes and gases away from your
breathing zone and the general area.
ARC R AYS - Can injure eyes and burn skin.
- Protect your eyes and body. Use the correct welding / plasma cutting screen and filter
lens and wear protective clothing.
- Protect bystanders with suitable screens or curtains.
FIRE HAZARD
- Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby.
Arc welding and cutting can be injurious to yourself and others. Take
precautions when welding and cutting. Ask for your employer's safety
practices which should be based on manufacturers' hazard data.
NOISE - Excessive noise can damage hearing.
- Protect your ears. Use earmuffs or other hearing protection.
- Warn bystanders of the risk.
MALFUNCTION - Call for expert assistance in the event of malfunction.
READ AND UNDERSTAND THE INSTRUCTION MANUAL BEFORE INSTALLING OR OPERATING.
PROTECT YOURSELF AND OTHERS!
Do not use the power source for thawing frozen pipes.
WARNING
CAUTION
CAUTION
CAUTION
Class A equipment is not intended for use in residential locations
where the electrical power is provided by the public low-voltage
supply system. There may be potential difficulties in ensuring
electromagnetic compatibility of class A equipment in those locations, due to conducted as well as radiated disturbances.
This product is solely intended for metal removal. Any other use may
result in personal injury and / or equipment damage.
Read and understand the instruction manual before
installing or operating.
!
SAFETY Manual 0-5378
1-2
Page 9
ESAB CUTMASTER 80
SECTION 2 SYSTEM:
INTRODUCTION
2.01 How To Use This Manual
This Owner’s Manual applies to just specification
or part numbers listed on page i.
To ensure safe operation, read the entire manual,
including the chapter on safety instructions and warnings.
Throughout this manual, the words WARNING,
CAUTION, and NOTE may appear. Pay particular attention to the information provided under these headings.
These special annotations are easily recognized as
follows:
NOTE!
An operation, procedure, or background
information which requires additional
emphasis or is helpful in efficient operation
of the system.
CAUTION
!
!
A procedure which, if not properly followed,
may cause damage to the equipment.
WARNING
A procedure which, if not properly followed,
may cause injury to the operator or others
in the operating area.
2.02 Equipment Identification
The unit’s identification number (specification or
part number), model, and serial number usually appear on a data tag attached to the rear panel. Equipment which does not have a data tag such as torch
and cable assemblies are identified only by the specification or part number printed on loosely attached
card or the shipping container. Record these numbers
on the bottom of page i for future reference.
2.03 Receipt Of Equipment
When you receive the equipment, check it
against the invoice to make sure it is complete and
inspect the equipment for possible damage due to
shipping. If there is any damage, notify the carrier immediately to file a claim. Furnish complete information
concerning damage claims or shipping errors to the
location in your area listed in the inside back cover of
this manual.
Include all equipment identification numbers as
described above along with a full description of the
parts in error.
Move the equipment to the installation site
before un-crating the unit. Use care to avoid damaging the equipment when using bars, hammers, etc., to
un-crate the unit.
WARNING
Gives information regarding possible electrical shock injury. Warnings will be enclosed
in a box such as this.
DANGER
Means immediate hazards which, if not
avoided, will result in immediate, serious
personal injury or loss of life.
Additional copies of this manual may be purchased by contacting ESAB at the address and phone
number in your area listed on back cover of this
manual. Include the Owner’s Manual number and
equipment identification numbers.
Electronic copies of this manual can also be
downloaded at no charge in Acrobat PDF format by
going to the ESAB web site listed below
http://www. esab.com
Manual 0-5378 INTRODUCTION
2-1
Page 10

ESAB CUTMASTER 80
2.04 Power Supply Specifications
ESAB Cutmaster® 80 Power Supply Specifications
Input Power 460 VAC (414 - 506 VAC), Three Phase, 60 Hz
Input Power Cable
Output Current 30 - 80 Amps, Continuously Adjustable
Power Supply Gas
Filtering Ability
ESAB Cutmaster® 80 Power Supply Duty Cycle *
Cable for 208/230V input power includes molded plug.
Power Supply includes input cable.
Particulates to 5 Microns
Ambient Temperature
Duty Cycle Ratings @ 40° C (104° F)
Operating Range 0° - 50° C
IEC
Rating
IEC
Rating
IEC
Rating
Duty Cycle 40% 60% 100%
All Units
Current
DC Voltage
80 Amps 65 Amps 50 Amps
112 106 100
* NOTE: The duty cycle will be reduced if the primary input power (AC) is low
or the output voltage (DC) is higher than shown in this chart.
NOTE!
IEC Rating is determined as specified by the International Electro-Technical Commission. These specifications include calculating an output voltage based upon power supply rated current. To facilitate comparison
between power supplies, all manufacturers use this output voltage to determine duty cycle.
Power Supply Dimensions & Weight Ventilation Clearance Requirements
10.75"
273 mm
Art # A-07941
Art # A-07925_AB
16.375"
416 mm
6"
150 mm
24"
22.5"
43 lb / 19.5 kg
0.57 m
INTRODUCTION Manual 0-5378
2-2
610 mm
6"
150 mm
6"
150 mm
Page 11

2.05 Input Wiring Specifications
ESAB Cutmaster® 80 Power Supply Input Cable Wiring Requirements
Input voltage Freq Power Input Suggested Sizes
Volts Hz kVA I max I1eff Fuse (amps)
3 Phase 400 50/60 11.8 18 12 20 12
Line Voltages with Suggested Circuit Protection and Wire Sizes
Based on National Electric Code and Canadian Electric Code
NOTE!
Refer to Local and National Codes or local authority having jurisdiction for proper wiring requirements.
Cable size is de-rated based on the Duty Cycle of the equipment.
ESAB CUTMASTER 80
Flexible Cord
(Min. AWG)
Manual 0-5378 INTRODUCTION
2-3
Page 12

ESAB CUTMASTER 80
and Clamp
2.06 Power Supply Features
Art # A-07942
Handle and Leads Wrap
Control Panel
To rch Leads Receptacle
Work Cable
Port for Optional Automation
Interface Cable
Input Power Selection
Filter Assembly
Gas Inlet Port
Input Power Cord
Art # A-07981
INTRODUCTION Manual 0-5378
2-4
Page 13

ESAB CUTMASTER 80
SECTION 2 TORCH:
INTRODUCTION
2T.01 Scope of Manual
This manual contains descriptions, operating
instructions and maintenance procedures for the
1Torch Models SL60/Manual and SL100/Mechanized
Plasma Cutting Torches. Service of this equipment is
restricted to properly trained personnel; unqualified
personnel are strictly cautioned against attempting
repairs or adjustments not covered in this manual, at
the risk of voiding the Warranty.
Read this manual thoroughly. A complete understanding of the characteristics and capabilities of this
equipment will assure the dependable operation for
which it was designed.
2T.02 General Description
Plasma torches are similar in design to the
automotive spark plug. They consist of negative and
positive sections separated by a center insulator. Inside the torch, the pilot arc starts in the gap between
the negatively charged electrode and the positively
charged tip. Once the pilot arc has ionized the plasma
gas, the superheated column of gas flows through the
small orifice in the torch tip, which is focused on the
metal to be cut.
A single torch lead provides gas from a single
source to be used as both the plasma and secondary gas. The air flow is divided inside the torch head.
Single - gas operation provides a smaller sized torch
and inexpensive operation.
NOTE!
Refer to Section "2T.05 Introduction to
Plasma", for a more detailed description of
plasma torch operation.
Refer to the Appendix Pages for additional
specifications as related to the Power Supply used.
2T.03 Specifications
A. Torch Configurations
1. Hand/Manual Torch, Models
The hand torch head is at 75° to the torch handle. The hand
torches include a torch handle and torch trigger assembly.
10.125" (257 mm)
3.75"
(95 mm)
1.17" (29 mm)
2. Mechanized Torch, Model
The standard machine torch has a positioning tube with
rack & pinch block assembly.
15.875" / 403 mm
9.285" / 236 mm
1.375" / 35 mm
1.75" /
44.5 mm
0.625" /
4.95" / 126 mm
16 mm
1.175" / 30 mm
B. Torch Leads Lengths
Hand Torches are available as follows:
• 20ft/6.1m,withATCconnectors
• 50ft/15.2m,withATCconnectors
Machine Torches are available as follows:
• 5foot/1.5m,withATCconnectors
• 10foot/3.05m,withATCconnectors
• 25foot/7.6m,withATCconnectors
• 50foot/15.2m,withATCconnectors
C. Torch Parts
Starter Cartridge, Electrode, Tip, Shield Cup
D. Parts - In - Place (PIP)
Torch Head has built - in switch
12 VDC circuit rating
Art # A-03322_AB
Art # A-02998
E. Type Cooling
Combination of ambient air and gas stream through torch.
Manual 0-5378 INTRODUCTION
2T-1
Page 14

ESAB CUTMASTER 80
F. Torch Ratings
Manual Torch Ratings
Ambient
Temperature
Duty Cycle
Maximum Current
Voltage (V
Arc Striking Voltage
Ambient
Temperature
Duty Cycle
Maximum Current
Voltage (V
Arc Striking Voltage
peak
Mechanized Torch Ratings
peak
100% @ 60 Amps @ 400 scfh
)
100% @ 100 Amps @ 400 scfh
)
G. Gas Requirements
Manual and Mechanized Torch Gas
Specifications
Gas (Plasma and Secondary)
Operating Pressure
Refer to NOTE
Maximum Input Pressure
104° F
40° C
80 Amps
500V
7kV
104° F
40° C
120 Amps
500V
7kV
Compressed Air
60 - 95 psi
4.1 - 6.5 bar
125 psi / 8.6 bar
2T.05 Introduction to Plasma
A. Plasma Gas Flow
Plasma is a gas which has been heated to an extremely high
temperature and ionized so that it becomes electrically conductive. The plasma arc cutting and gouging processes use
this plasma to transfer an electrical arc to the workpiece. The
metal to be cut or removed is melted by the heat of the arc
and then blown away.
While the goal of plasma arc cutting is separation of the
material, plasma arc gouging is used to remove metals to a
controlled depth and width.
In a Plasma Cutting Torch a cool gas enters Zone B, where a
pilot arc between the electrode and the torch tip heats and
ionizes the gas. The main cutting arc then transfers to the
workpiece through the column of plasma gas in Zone C.
_
Power
Supply
+
A
Gas Flow (Cutting and
Gouging)
300 - 500 scfh
142 - 235 lpm
WARNING
!
This torch is not to be used with oxygen
(O2).
NOTE!
Operating pressure varies with torch
model, operating amperage, and torch
leads length. Refer to gas pressure settings
charts for each model.
H. Direct Contact Hazard
For standoff tip the recommended standoff is 3/16 inches /
4.7 mm.
2T.04 Options And Accessories
For options and accessories, see section 6.
Workpiece
C
Typical Torch Head Detail
By forcing the plasma gas and electric arc through a small
orifice, the torch delivers a high concentration of heat to a small
area. The stiff, constricted plasma arc is shown in Zone C.
Direct current (DC) straight polarity is used for plasma cutting,
as shown in the illustration.
Zone A channels a secondary gas that cools the torch. This
gas also assists the high velocity plasma gas in blowing the
molten metal out of the cut allowing for a fast, slag - free cut.
B. Gas Distribution
The single gas used is internally split into plasma and secondary gases.
B
A-00002
INTRODUCTION Manual 0-5378
2T-2
Page 15
The plasma gas flows into the torch through the negative lead,
Remote Pendant
through the starter cartridge, around the electrode, and out
through the tip orifice.
The secondary gas flows down around the outside of the torch
starter cartridge, and out between the tip and shield cup around
the plasma arc.
C. Pilot Arc
When the torch is started a pilot arc is established between
the electrode and cutting tip. This pilot arc creates a path for
the main arc to transfer to the work.
D. Main Cutting Arc
DC power is also used for the main cutting arc. The negative
output is connected to the torch electrode through the torch
lead. The positive output is connected to the workpiece via
the work cable and to the torch through a pilot wire.
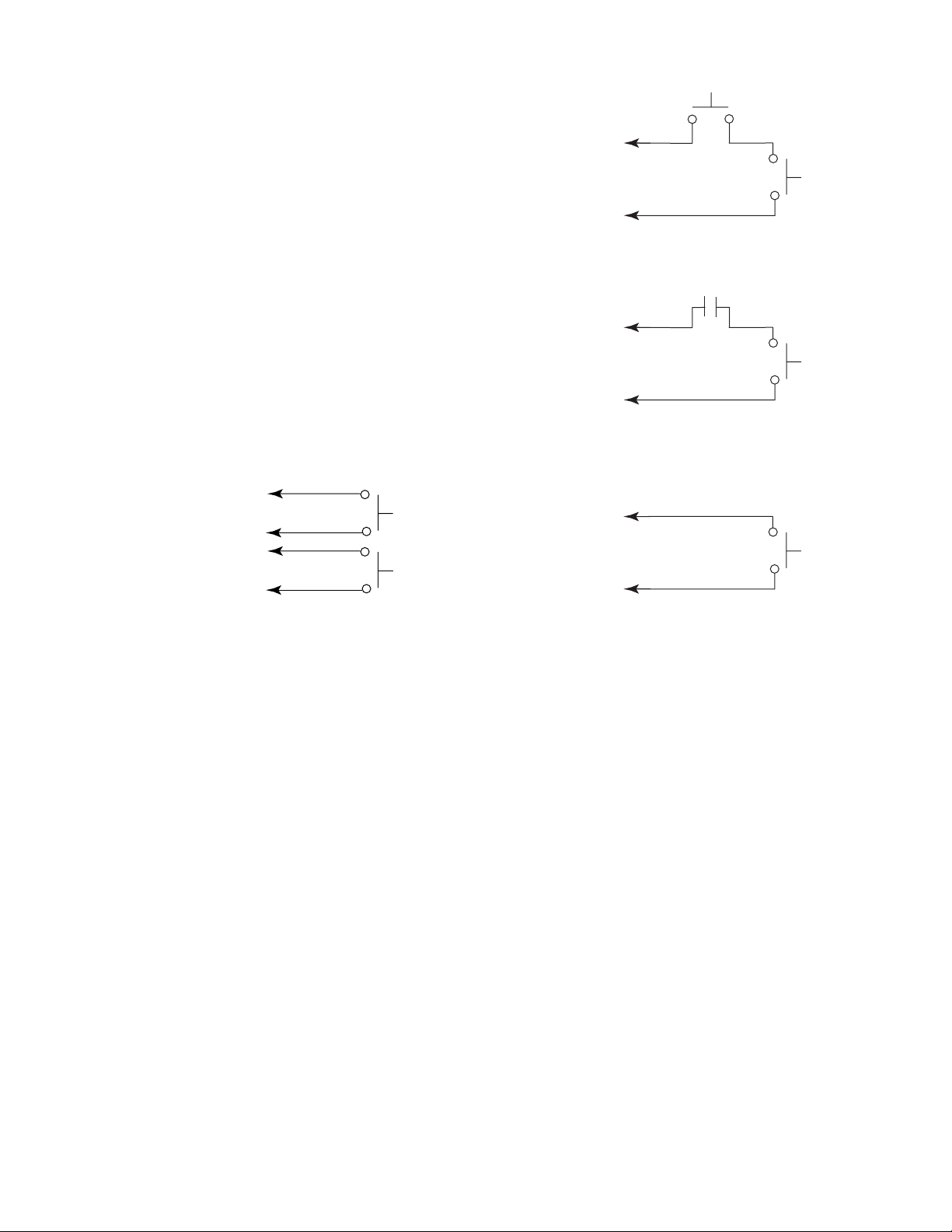
E. Parts - In - Place (PIP)
The torch includes a 'Parts - In - Place' (PIP) circuit. When the
shield cup is properly installed, it closes a switch. The torch
will not operate if this switch is open.
To Control
Torch Switch
Cable Wiring
PIP Switch
A-02997
Torch Trigger
Shield Cup
Parts - In - Place Circuit Diagram for
Hand Torch
ESAB CUTMASTER 80
To AT C
To AT C
To AT C
PIP Sw itch
CNC Start
PIP Sw itch
Automation Torch
PIP Sw itch
Parts - In - Place Circuit Diagram for
Machine Torch
Sh ield Cup
Sh ield Cup
Art # A-08168
Sh ield Cup
Manual 0-5378 INTRODUCTION
2T-3
Page 16

ESAB CUTMASTER 80
This Page Intentionally Blank
INTRODUCTION Manual 0-5378
2T-4
Page 17

SECTION 3 SYSTEM:
INSTALLATION
3.01 Unpacking
1. Use the packing lists to identify and account
for each item.
2. Inspect each item for possible shipping
damage. If damage is evident, contact your
distributor and / or shipping company before
proceeding with the installation.
3. Record Power Supply and Torch model and serial numbers, purchase date and vendor name,
in the information block at the front of this
manual.
3.02 Lifting Options
The Power Supply includes a handle for hand lifting
only. Be sure unit is lifted and transported safely and
securely.
WARNING
Do not touch live electrical parts.
!
• Onlypersonsofadequatephysicalstrength
should lift the unit.
• Liftunitbythehandles,usingtwohands.Donot
use straps for lifting.
• Useoptionalcartorsimilardeviceofadequate
capacity to move unit.
• Placeunitonaproperskidandsecureinplace
before transporting with a fork lift or other vehicle.
Disconnect input power cord before moving
unit.
WARNING
FALLING EQUIPMENT can cause serious personal injury and can damage equipment.
HANDLE is not for mechanical lifting.
ESAB CUTMASTER 80
1
2
1
2
Art# A-11478
Contactor cover
3.04 Primary Input Power Connections
CAUTION
!
The following illustration and directions are for wiring
three phase input power.
Check your power source for correct voltage before plugging in or connecting the
unit. Check the Voltage Selector at the rear
of the unit for correct setting before plugging in or connecting the unit. The primary
power source, fuse, and any extension
cords used must conform to local electrical
code and the recommended circuit protection and wiring requirements as specified in
Section 2.
Three-Phase (3ø) and Jumper Settings
Store copper jumper in spare parts box
L1
L2
L3
L4
GND
L1
L2
L3
L4
Jumper L1 -L4
Three Phase Input Power Wiring
Art # A-07983_AB
3.03 Opening the Contactor Cover
The input power cord is connected to the main contactor, the contactor is located inside a box with a snap
on cover. The cover is held in place with two or more
snap lock tabs. To remove the cover release the front
latch and tilt the cover up about ½ inch. Then squeeze
both sides of the cover and lift it straight up. See the
Primary Input Power Connections section for the necessary changes to the Contactor. Remember to replace
the Contactor Cover when the changes are complete.
Manual 0-5378 INSTALLATION
3-1
Page 18
ESAB CUTMASTER 80
Connections to Three Phase Input Power
WARNING
Disconnect input power from the power
supply and input cable before attempting
this procedure.
These instructions are for changing the input power
and or cable on the 208/230, 400, 460 VAC Power
Supply to Three - Phase input power.
1. Remove the Power Supply cover per instructions found in section 5.
2. Disconnect the original input power cable
from the main input contactor and the chassis
ground connection.
3. Loosen the through - hole protector on the
back panel of the power supply. Pull the original power cable out of the power supply.
4. Using a customer supplied four - conductor
input power cable for the voltage desired, strip
back the insulation on the individual wires.
5. Pass the cable being used through the access
opening in the back panel of the power supply.
Refer to Section 2 for power cable specifications.
CAUTION
!
The primary power source and power cable
must conform to local electrical code and
the recommended circuit protection and
wiring requirements (refer to table in Section 2).
6. Connect the wires as follows.
• SetJumperwiresonthecontactor.See
illustration.
• Green/YellowwiretoGround.
• RemainingwirestoL1,L2andL3input.It
does not matter what order these wires are
attached. See the previous illustrations.
7. With a little slack in the wires, tighten the
through - hole protector to secure the power
cable.
8. Reinstall the Power Supply cover per instructions found in section 5.
9. Connect the opposite end of individual wires to
a customer supplied plug or main disconnect.
10. Connect the input power cable (or close the
main disconnect switch) to supply power.
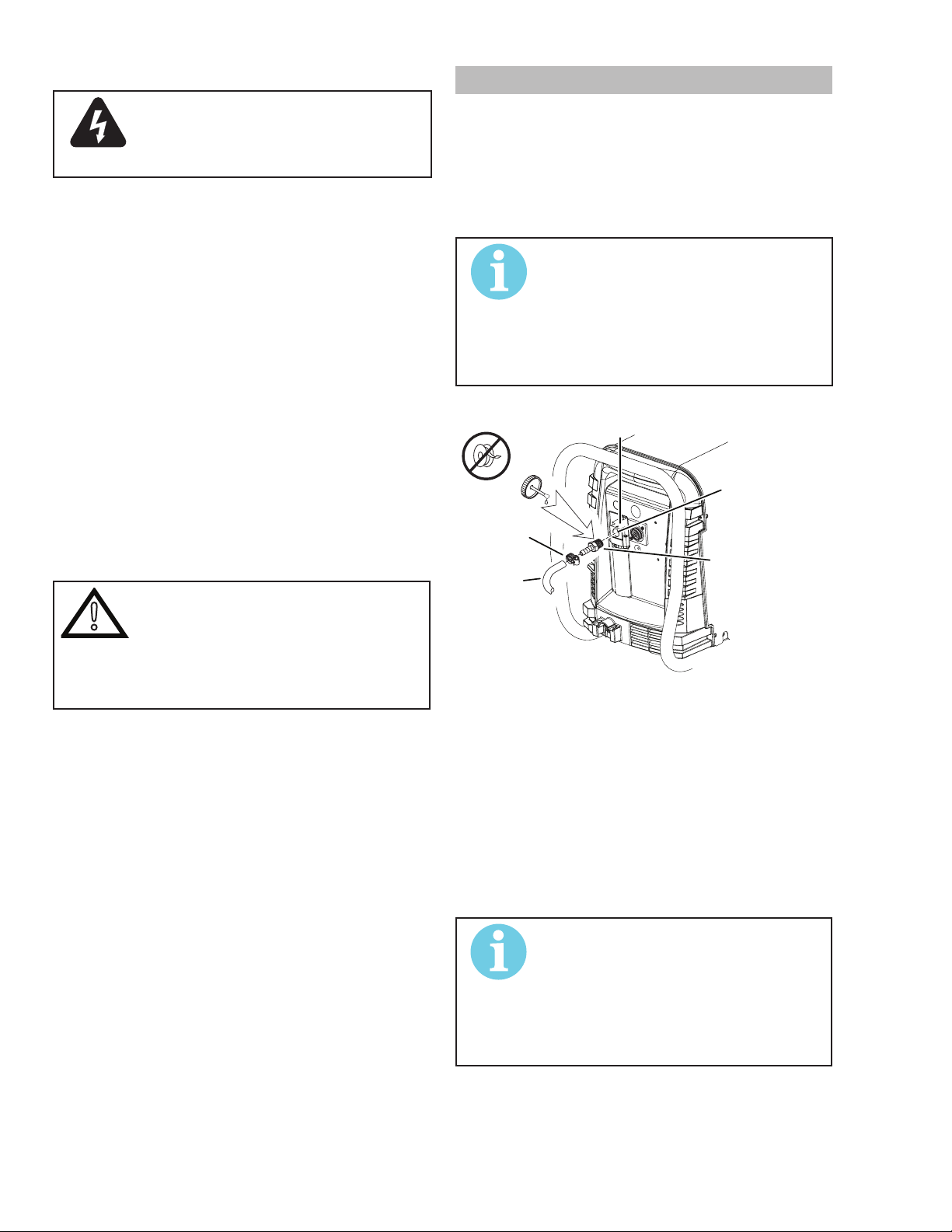
3.05 Gas Connections
Connecting Gas Supply to Unit
The connection is the same for compressed air or high
pressure cylinders. Refer to the following two subsections if an optional air line filter is to be installed.
1. Connect the air line to the inlet port. The illustration shows typical fittings as an example.
NOTE!
For a secure seal, apply thread sealant to
the fitting threads, according to manufacturer's instructions. Do not use Teflon tape
as a thread sealer, as small particles of the
tape may break off and block the small air
passages in the torch.
Regulator/Filter
Assembly
Inlet Port
Hose Clamp
1/4 NPT or ISO-R
Gas Supply
Hose
Art # A-07943
to 1/4” (6mm) Fitting
Air Connection to Inlet Port
Installing Optional Single - Stage Air Filter
An optional filter kit is recommended for improved
filtering with compressed air, to keep moisture and
debris out of the torch.
1. Attach the Single - Stage Filter Hose to the
Inlet Port.
2. Attach the Filter Assembly to the filter hose.
3. Connect the air line to the Filter. The illustration shows typical fittings as an example.
NOTE!
For a secure seal, apply thread sealant to
the fitting threads, according to the maker's
instructions. Do Not use Teflon tape as a
thread sealer, as small particles of the tape
may break off and block the small air passages in the torch. Connect as follows:
INSTALLATION Manual 0-5378
3-2
Page 19
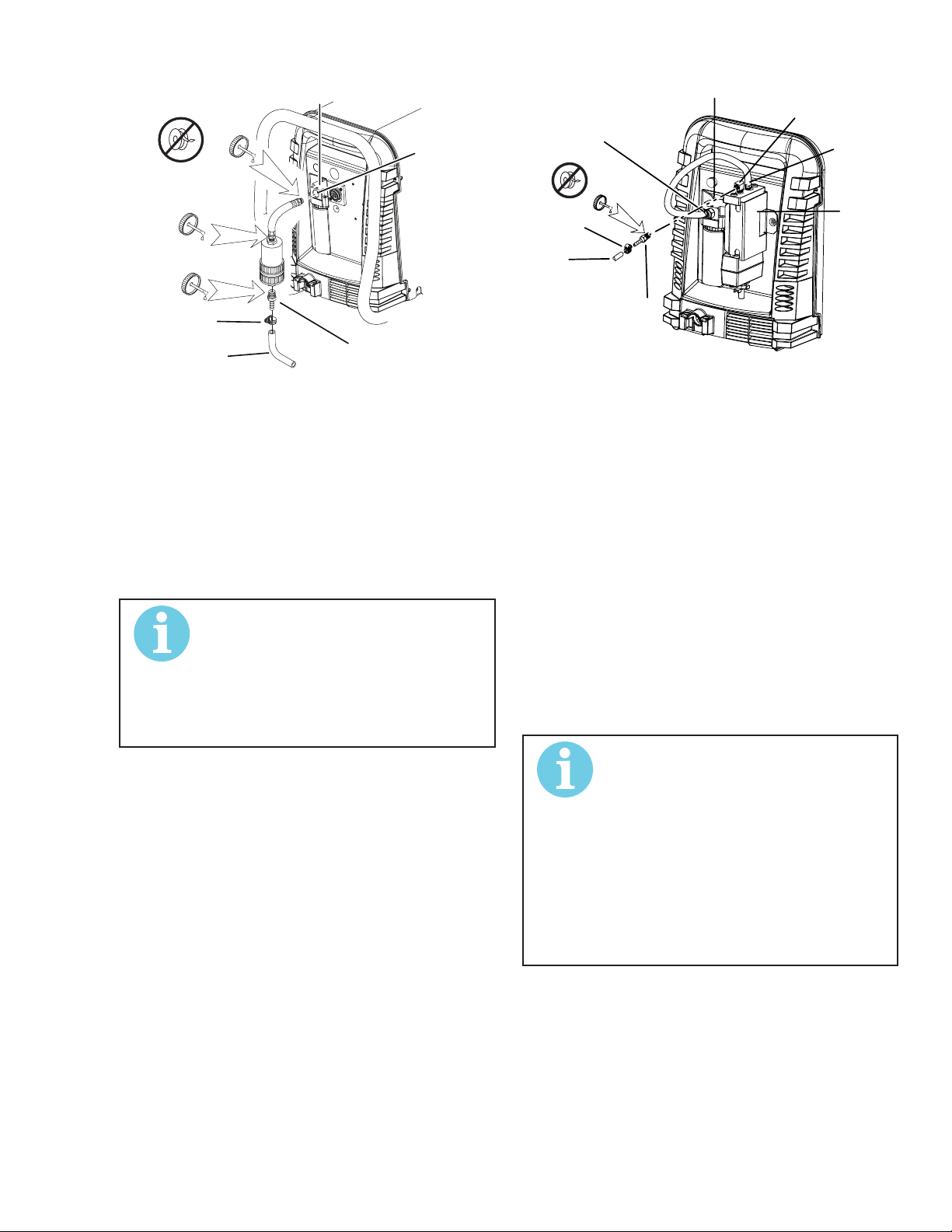
ESAB CUTMASTER 80
Regulator/Filter
Regulator/Filter
Assembly
Inlet Port
Art # A-07944
Hose Clamp
Gas Supply
Hose
1/4 NPT to 1/4"
(6mm) Fitting
Optional Single - Stage Filter Installation
Installing Optional Two - Stage Air Filter Kit
This optional two - stage air line filter is also for use
on compressed air shop systems. Filter removes
moisture and contaminants to at least 5 microns.
Connect the air supply as follows:
1. Attach the Two Stage Filter bracket to the back
of the power supply per instructions supplied
with the filter assembly.
NOTE!
For a secure seal, apply thread sealant to
the fitting threads according to manufacturer's instructions. Do Not use Teflon tape
as a thread sealer as small particles of the
tape may break off and block the small air
passages in the torch.
2. Connect the two stage filter outlet hose to the
inlet port of the Regulator / Filter Assembly.
3. Use customer - supplied fittings to connect the
air line to the Filter. A 1/4 NPT to 1/4" hose
barbed fitting is shown as an example.
Assembly
Regulator
Input
Hose Clamp
Gas Supply
Hose
1/4 NPT to 1/4”
(6mm) Fitting
2-Stage Filter
Inlet Port (IN)
Art # A-07945_AC
Optional Two - Stage Filter Installation
Using High Pressure Air Cylinders
When using high pressure air cylinders as the air
supply:
1. Refer to the manufacturer’s specifications for
installation and maintenance procedures for
high pressure regulators.
2. Examine the cylinder valves to be sure they
are clean and free of oil, grease or any foreign
material. Briefly open each cylinder valve to
blow out any dust which may be present.
3. The cylinder must be equipped with an adjustable high - pressure regulator capable of outlet
pressures up to 100 psi (6.9 bar) maximum
and flows of at least 300 scfh (141.5 lpm).
4. Connect supply hose to the cylinder.
NOTE!
Pressure should be set at 100 psi (6.9 bar)
at the high pressure cylinder regulator.
Supply hose must be at least 1/4 inch (6
mm) I.D.
For a secure seal, apply thread sealant to
the fitting threads, according to manufacturer's instructions. Do Not use Teflon tape
as a thread sealer, as small particles of the
tape may break off and block the small air
passages in the torch.
Outlet Port
(OUT)
Two Stage
Filter
Assembly
Manual 0-5378 INSTALLATION
3-3
Page 20

ESAB CUTMASTER 80
This Page Intentionally Blank
INSTALLATION Manual 0-5378
3-4
Page 21

SECTION 3 TORCH:
INSTALLATION
3T.01 Torch Connections
If necessary, connect the torch to the Power
Supply. Connect only the ESAB model SL60 / Manual
or SL100 / Mechanical Torch to this power supply.
Maximum torch leads length is 100 feet / 30.5 m,
including extensions.
WARNING
Disconnect primary power at the source
1. Align the ATC male connector (on the torch
2. Secure the connection by turning the locking
before connecting the torch.
lead) with the female receptacle. Push the
male connector into the female receptacle.
The connectors should push together with a
small amount of pressure.
nut clockwise until it clicks. DO NOT use the
locking nut to pull the connection together. Do
not use tools to secure the connection.
ESAB CUTMASTER 80
3T.02 Setting Up Mechanical Torch
NOTE!
An adapter is required to be installed in the
power supply if converting a hand torch
system to operate a machine torch.
WARNING
Disconnect primary power at the source before disassembling the torch or torch leads
The mechanical torch includes a positioning tube
with rack and pinch block assembly.
1. Mount the torch assembly on the cutting table.
2. To obtain a clean vertical cut, use a square to
align the torch perpendicular to the surface of
the workpiece.
Pinch Block
Assembly
Art # A-07885
Connecting the Torch to the Power
Supply
3. The system is ready for operation.
Check Air Quality
To test the quality of air:
1. Put the ON / OFF switch in the ON
(up) position.
2. Put the Function Control switch in the SET
Square
Workpiece
A-02585
2
1
Mechanical Torch Set - Up
3. The proper torch parts (shield cup, tip, start
cartridge, and electrode) must be installed for
the type of operation. Refer to Section 4T.07,
Torch Parts Selection for details.
position.
3. Place a welding filter lens in front of the torch
and turn ON the air. Do not start an arc!
Any oil or moisture in the air will be visible on the lens.
Manual 0-5378 INSTALLATION
3T-1
Page 22

ESAB CUTMASTER 80
This Page Intentionally Blank
INSTALLATION Manual 0-5378
3T-2
Page 23
ESAB CUTMASTER 80
12
3
!
SECTION 4 SYSTEM:
OPERATION
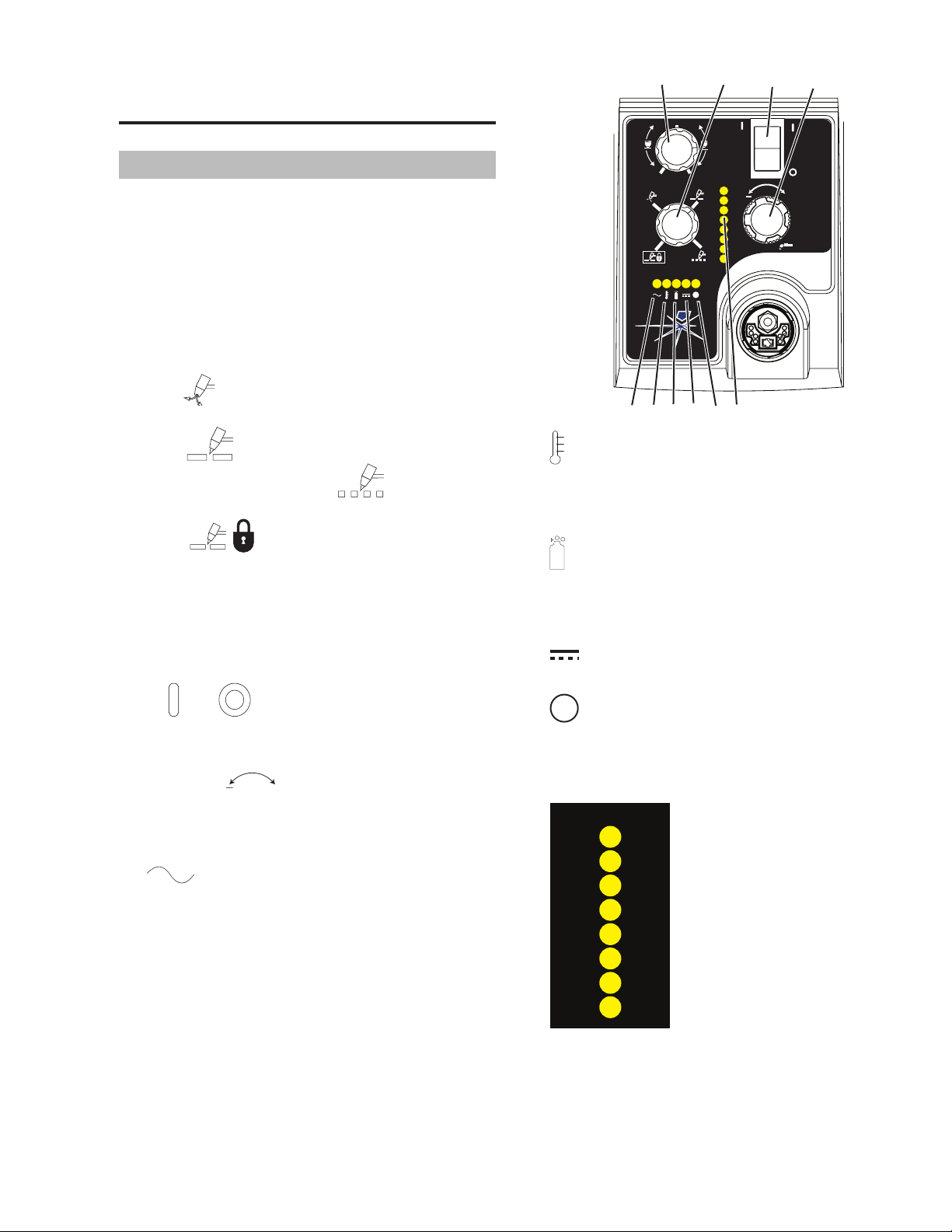
4.01 Front Panel Controls / Features
See illustration for numbering Identification
1. Output Current Control
Sets the desired output current. Output settings up to 60 Amps
may be used for drag cutting (with the torch tip contacting the
workpiece) or higher for standoff cutting.
2. Function Control
Function Control Knob; Used to select between the different
operating modes.
SET Used to purge the air through the
unit and torch and leads and to adjust gas pressure.
RUN Used for general cutting opera-
tions RAPID AUTO RESTART Allows for faster restarting of the Pilot Arc for uninterrupted cutting.
4
MAX
MIN
A
PSI BAR
MAXMAX
MINMIN
!
5
8
7
6
10
9
+
Art# A-07886
6. Temp Indicator
Indicator is normally OFF. Indicator is ON when internal
temperature exceeds normal limits. Let the unit cool before
continuing operation.
LATCH Used for longer hand held cuts. Once a
cutting arc is established, the torch switch can be released.
The cutting arc will remain ON until the torch is lifted away
from the work piece, the torch leaves the edge of the work
piece the torch switch is activated again or if one of the system
interlocks is activated.
3. ON OFF Power Switch
ON / OFF Switch controls input power to the power
supply. Up is ON, down is OFF.
4. Air/Gas Pressure Control
The Pressure
adjust the air/gas pressure. Pull the knob out to adjust and
push in to lock.
5. AC Indicator
Steady light indicates power supply is ready for operation.
Blinking light indicates unit is in protective interlock mode.
Shut unit OFF, shut OFF or disconnect input power, correct
the fault, and restart the unit. Refer to Section 5 for details.
+
Control is used in the "SET" mode to
7. Gas Indicator
Indicator is ON when minimum input gas pressure for power
supply operation is present. Minimum pressure for power
supply operation is not sufficient for torch operation.
8. DC Indicator
Indicator is ON when DC output circuit is active.
9.
Fault Error Indicator
Indicator is ON when Fault circuit is active. See section 5 for
explanations of fault lights.
10. Pressure Indicators
PSI BAR
MAX MAX
90 6.3
85 5.9
80
75
70
65
MINMIN
The Indicators will illuminate according to the pressure set by
the Pressure Control Knob (number 4).
5.5
5.2
4.8
4.5
Art # A-08170
Manual 0-5378 OPERATON
4-1
Page 24

ESAB CUTMASTER 80
Art # A-04509
1
2
4.02 Preparations for Operation
At the start of each operating session:
WARNING
Disconnect primary power at the source
before assembling or disassembling power
supply, torch parts, or torch and leads assemblies.
Torch Parts Selection
Check the torch for proper assembly and appropriate torch
parts. The torch parts must correspond with the type of operation, and with the amperage output of this Power Supply
(80 amps maximum). Refer to Section 4T.07 and following for
torch parts selection.
Torch Connection
Check that the torch is properly connected. Only ESAB model
SL60 / Manual or SL100 / Mechanical Torches may be connected to this Power Supply. See Section 3T of this manual.
Check Primary Input Power Source
1. Check the power source for proper input voltage. Make sure the input power source meets
the power requirements for the unit per Section 2, Specifications.
2. Connect the input power cable (or close the
main disconnect switch) to supply power to
the system.
Air Source
Ensure source meets requirements (refer to Section 2). Check
connections and turn air supply ON.
Power ON
Place the Power Supply ON / OFF switch to the ON (up) position.
AC indicator turns ON. Gas indicator turns ON
if there is sufficient gas pressure for power supply operation
and the cooling fans turn ON.
NOTE!
Minimum pressure for power supply
operation is lower than minimum for torch
operation.
The cooling fans will turn ON as soon as
the unit is turned ON. After the unit is idle
for ten (10) minutes the fans will turn OFF.
The fans will come back ON as soon as the
torch switch (Start Signal) is activated or if
the unit is turned off, then turned ON again.
If an over temperature condition occurs, the
fans will continue to run while the condition
exists and for a ten (10) minute period once
the condition is cleared.
Set Operating Pressure
1. Place the Power Supply Function Control knob
to the SET position. Gas will flow.
2. For Standoff cutting, adjust gas pressure from
70 - 85 psi / 4.8 - 5.9 bar (LED's in center of
control panel). Refer to the Standoff chart for
pressure setting details.
Connect Work Cable
Clamp the work cable to the workpiece or cutting table. The
area must be free from oil, paint and rust. Connect only to
the main part of the workpiece; do not connect to the part to
be cut off.
OPERATION Manual 0-5378
4-2
MIN
MAX
A
PSI BAR
MAXMAX
MINMIN
!
+
Art# A-07946
Page 25

ESAB CUTMASTER 80
STANDOFF
ESAB Cutmaster® 80 Gas Pressure Settings
Leads
Length
Up to 25'
(7.6 m)
Each additional
25' (7.6 m)
SL60
(Hand Torch)
75 psi
5.2 bar
Add 5 psi
0.4 bar
SL100
(Mechanized Torch)
75 psi
5.2 bar
Add 5 psi
0.4 bar
3. For Drag cutting, adjust gas pressure from
75 - 95 psi / 5.2 - 6.5 bar (LED's in center of
control panel). Refer to the Drag Cutting chart
for pressure setting details.
DRAG
ESAB Cutmaster® 80 Gas Pressure
Settings
Leads Length
Up to 25'
(7.6 m)
Each additional
25' (7.6 m)
SL60
(Hand Torch)
80 psi
5.5 bar
Add 5 psi
0.4 bar
Cutting Operation
When the torch leaves the workpiece during cutting operations
with the Function Control Knob in the RUN position, there is
a brief delay in restarting the pilot arc. With the knob in the
RAPID AUTO RESTART position, when the torch leaves the
workpiece the pilot arc restarts instantly, and the cutting arc
restarts instantly when the pilot arc contacts the workpiece.
(Use the 'Rapid Auto Restart' position when cutting expanded
metal or gratings, or in gouging or trimming operations when
an uninterrupted restart is desired). And with the knob in the
LATCH position the main cutting arc will be maintained after
the torch switch is released.
Typical Cutting Speeds
Cutting speeds vary according to torch output amperage, the
type of material being cut, and operator skill. Refer to Section
4T.08 and following for greater details.
Output current setting or cutting speeds may be reduced to
allow slower cutting when following a line, or using a template
or cutting guide while still producing cuts of excellent quality.
Postflow
Release the trigger to stop the cutting arc. Gas continues to
flow for approximately 20 seconds. During post - flow, if the
user moves the trigger release to the rear and presses the trigger, the pilot arc starts. The main arc transfers to the workpiece
if the torch tip is within transfer distance to the workpiece.
Select Current Output Level
1. Place the Function Control Knob in one of the
three operating positions available:
RUN ,
RAPID AUTO RESTART
or LATCH . Gas flow stops.
2. Set the output current to desired amperage
with the Output Current Control Knob.
Shutdown
Turn the ON / OFF switch to OFF (down). All
Power Supply indicators shut OFF. Unplug the input power cord
or disconnect input power. Power is removed from the system.
Manual 0-5378 OPERATON
4-3
Page 26

ESAB CUTMASTER 80
This Page Intentionally Blank
OPERATION Manual 0-5378
4-4
Page 27

ESAB CUTMASTER 80
Kerf Width
Cut Surface
Bevel Angle
Top Edge
Rounding
Cut Surface
Drag Lines
Dross
Build-Up
Top
Spatter
A-00007
SECTION 4 TORCH:
OPERATION
4T.01 Torch Parts Selection
Depending on the type of operation to be done
determines the torch parts to be used.
Type of operation:
Drag cutting, standoff cutting or gouging
Torch parts:
Shield Cup, Cutting Tip, Electrode and Starter Cartridge
NOTE!
Refer to Section 4T.07 and following for additional information on torch parts.
Change the torch parts for a different operation
as follows:
WARNING
Disconnect primary power at the source
before assembling or disassembling power
supply, torch parts, or torch and leads assemblies.
NOTE!
The shield cup holds the tip and starter
cartridge in place. Position the torch with
the shield cup facing upward to keep these
parts from falling out when the cup is
removed.
1. Unscrew and remove the shield cup assembly
from the torch head.
2. Remove the Electrode by pulling it straight out
of the Torch Head.
3. Install the replacement Electrode by pushing it
straight into the torch head until it clicks.
4. Install the starter cartridge and desired tip for
the operation into the torch head.
5. Hand tighten the shield cup assembly until it
is seated on the torch head. If resistance is
felt when installing the cup, check the threads
before proceeding.
4T.02 Cut Quality
NOTE!
Cut quality depends heavily on setup and
parameters such as torch standoff, alignment with the workpiece, cutting speed,
gas pressures, and operator ability.
Cut quality requirements differ depending on
application. For instance, nitride build - up and bevel
angle may be major factors when the surface will be
welded after cutting. Dross - free cutting is important
when finish cut quality is desired to avoid a secondary
cleaning operation. The following cut quality characteristics are illustrated in the following figure:
Torch Head
Electrode
Start Cartridge
Tip
Shield Cup
Cut Surface
Nitride Build - Up
Bevel Angle
A-03510_AB
Torch Parts (Drag Shield Cap & Shield
Cup Body Shown)
Manual 0-5378 OPERATION
Cut Quality Characteristics
The desired or specified condition (smooth or rough) of the
face of the cut.
Nitride deposits can be left on the surface of the cut when
nitrogen is present in the plasma gas stream. These buildups
may create difficulties if the material is to be welded after the
cutting process.
The angle between the surface of the cut edge and a plane
perpendicular to the surface of the plate. A perfectly perpendicular cut would result in a 0° bevel angle.
4T-1
Page 28

ESAB CUTMASTER 80
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Top - Edge Rounding
Rounding on the top edge of a cut due to wearing from the
initial contact of the plasma arc on the workpiece.
Bottom Dross Buildup
Molten material which is not blown out of the cut area and
resolidifies on the plate. Excessive dross may require secondary cleanup operations after cutting.
Kerf Width
The width of the cut (or the width of material removed during
the cut).
Top Spatter (Dross)
Top spatter or dross on the top of the cut caused by slow travel
speed, excess cutting height, or cutting tip whose orifice has
become elongated.
4T.03 General Cutting Information
WARNING
!
Disconnect primary power at the source
before disassembling the power supply,
torch, or torch leads.
Frequently review the Important Safety
Precautions at the front of this manual. Be
sure the operator is equipped with proper
gloves, clothing, eye and ear protection.
Make sure no part of the operator’s body
comes into contact with the workpiece
while the torch is activated.
CAUTION
!
Sparks from the cutting process can cause
damage to coated, painted, and other surfaces such as glass, plastic and metal.
NOTE!
Handle torch leads with care and protect
them from damage.
Piloting
Piloting is harder on parts life than actual cutting because the
pilot arc is directed from the electrode to the tip rather than
to a workpiece. Whenever possible, avoid excessive pilot arc
time to improve parts life.
Edge Starting
For edge starts, hold the torch perpendicular to the workpiece
with the front of the tip near (not touching) the edge of the
workpiece at the point where the cut is to start. When starting
at the edge of the plate, do not pause at the edge and force the
arc to "reach" for the edge of the metal. Establish the cutting
arc as quickly as possible.
Direction of Cut
In the torches, the plasma gas stream swirls as it leaves the
torch to maintain a smooth column of gas. This swirl effect
results in one side of a cut being more square than the other.
Viewed along the direction of travel, the right side of the cut is
more square than the left.
Side Characteristics Of Cut
To make a square - edged cut along an inside diameter of a
circle, the torch should move counterclockwise around the
circle. To keep the square edge along an outside diameter cut,
the torch should travel in a clockwise direction.
Dross
When dross is present on carbon steel, it is commonly referred
to as either “high speed, slow speed, or top dross”. Dross present on top of the plate is normally caused by too great a torch
to plate distance. "Top dross" is normally very easy to remove
and can often be wiped off with a welding glove. "Slow speed
dross" is normally present on the bottom edge of the plate.
It can vary from a light to heavy bead, but does not adhere
tightly to the cut edge, and can be easily scraped off. "High
speed dross" usually forms a narrow bead along the bottom
of the cut edge and is very difficult to remove. When cutting a
troublesome steel, it is sometimes useful to reduce the cutting
speed to produce "slow speed dross". Any resultant cleanup
can be accomplished by scraping, not grinding.
Torch Standoff
Improper standoff (the distance between the torch tip and
workpiece) can adversely affect tip life as well as shield cup
life. Standoff may also significantly affect the bevel angle.
Reducing standoff will generally result in a more square cut.
OPERATION Manual 0-5378
4T-2
Page 29

4T.04 Hand Torch Operation
A-00024_AB
Shield Cup
Torch
Standoff Distance
1/8" - 3/8" (3 - 9mm)
A-02986
Trigger
Trigger Release
3
4
Art # A-03383
Tr igger
2
1
Tr igger Release
Standoff Cutting With Hand Torch
NOTE!
For best performance and parts life, always
use the correct parts for the type of operation.
1. The torch can be comfortably held in one hand
or steadied with two hands. Position the hand
to press the Trigger on the torch handle. With
the hand torch, the hand may be positioned
close to the torch head for maximum control or
near the back end for maximum heat protection. Choose the holding technique that feels
most comfortable and allows good control and
movement.
NOTE!
The tip should never come in contact with
the workpiece except during drag cutting
operations.
2. Depending on the cutting operation, do one of
the following:
a. For edge starts, hold the torch perpendicu-
lar to the workpiece with the front of the tip
on the edge of the workpiece at the point
where the cut is to start.
b. For standoff cutting, hold the torch 1/8 -
3/8 in (3-9 mm) from the workpiece as
shown below.
ESAB CUTMASTER 80
5. Bring the torch within transfer distance to the
work. The main arc will transfer to the work,
and the pilot arc will shut OFF.
NOTE!
The gas preflow and postflow are a characteristic of the power supply and not a
function of the torch.
Standoff Distance
3. Hold the torch away from your body.
4. Slide the trigger release toward the back of the
torch handle while simultaneously squeezing
the trigger. The pilot arc will start.
Manual 0-5378 OPERATION
6. Cut as usual. Simply release the trigger assembly to stop cutting.
7. Follow normal recommended cutting practices
as provided in the power supply operator's
manual.
NOTE!
When the shield cup is properly installed,
there is a slight gap between the shield cup
and the torch handle. Gas vents through
this gap as part of normal operation. Do
not attempt to force the shield cup to close
this gap. Forcing the shield cup against
the torch head or torch handle can damage
components.
8. For a consistent standoff height from the
workpiece, install the standoff guide by sliding
it onto the torch shield cup. Install the guide
4T-3
Page 30

ESAB CUTMASTER 80
A-03539
Non-Conductive
Straight Edge
Cutting Guide
A-02986
Trigger
Trigger Release
with the legs at the sides of the shield cup
body to maintain good visibility of the cutting
arc. During operation, position the legs of the
standoff guide against the workpiece.
Shield Cup
Standoff Guide
Torch Tip
Workpiece
Art # A-04034
Shield Cup With Straight Edge
The drag shield cup can be used with a non conductive straight
edge to make straight cuts by hand.
WARNING
The straight edge must be non-conductive.
tion. Choose the holding technique that feels
most comfortable and allows good control and
movement.
3. Keep the torch in contact with the workpiece
during the cutting cycle.
4. Hold the torch away from your body.
5. Slide the trigger release toward the back of the
torch handle while simultaneously squeezing
the trigger. The pilot arc will start.
6. Bring the torch within transfer distance to the
work. The main arc will transfer to the work,
and the pilot arc will shut OFF.
NOTE!
The gas preflow and postflow are a characteristic of the power supply and not a
function of the torch.
Tr igger
Using Drag Shield Cup With Straight
Edge
The crown shield cup functions best when cutting 3/16 inch
(4.7 mm) solid metal with relatively smooth surface.
Drag Cutting With a Hand Torch
Drag cutting works best on metal 1/4" (6 mm) thick or less.
NOTE!
For best parts performance and life, always
use the correct parts for the type of operation.
1. Install the drag cutting tip and set the output
current.
2. The torch can be comfortably held in one hand
or steadied with two hands. Position the hand
to press the Trigger on the torch handle. With
the hand torch, the hand may be positioned
close to the torch head for maximum control or
near the back end for maximum heat protec-
1
2
Tr igger Release
3
4
Art # A-03383
7. Cut as usual. Simply release the trigger assembly to stop cutting.
8. Follow normal recommended cutting practices
as provided in the power supply operator's
manual.
OPERATION Manual 0-5378
4T-4
Page 31

ESAB CUTMASTER 80
A-02986
Trigger
Trigger Release
NOTE!
When the shield cup is properly installed,
there is a slight gap between the shield cup
and the torch handle. Gas vents through
this gap as part of normal operation. Do
not attempt to force the shield cup to close
this gap. Forcing the shield cup against
the torch head or torch handle can damage
components.
Piercing With Hand Torch
1. The torch can be comfortably held in one hand
or steadied with two hands. Position the hand
to press the Trigger on the torch handle. With
the hand torch, the hand may be positioned
close to the torch head for maximum control or near the back end for maximum heat
protection. Choose the technique that feels
most comfortable and allows good control and
movement.
NOTE!
The tip should never come in contact with
the workpiece except during drag cutting
operations.
2. Angle the torch slightly to direct blowback
particles away from the torch tip (and operator)
rather than directly back into it until the pierce
is complete.
3. In a portion of the unwanted metal start the
pierce off the cutting line and then continue
the cut onto the line. Hold the torch perpendicular to the workpiece after the pierce is
complete.
4. Hold the torch away from your body.
5. Slide the trigger release toward the back of the
torch handle while simultaneously squeezing
the trigger. The pilot arc will start.
and the pilot arc will shut OFF.
NOTE!
The gas preflow and postflow are a characteristic of the power supply and not a
function of the torch.
When the shield cup is properly installed,
there is a slight gap between the shield cup
and the torch handle. Gas vents through
this gap as part of normal operation. Do
not attempt to force the shield cup to close
this gap. Forcing the shield cup against
the torch head or torch handle can damage
components.
7. Clean spatter and scale from the shield cup
and the tip as soon as possible. Spraying the
shield cup in anti - spatter compound will
minimize the amount of scale which adheres
to it.
Cutting speed depends on material, thickness,
and the operator’s ability to accurately follow the
desired cut line. The following factors may have an
impact on system performance:
• Torchpartswear
• Airquality
• Linevoltageuctuations
• Torchstandoffheight
• Properworkcableconnection
6. Bring the torch within transfer distance to the
work. The main arc will transfer to the work,
Manual 0-5378 OPERATION
4T-5
Page 32

ESAB CUTMASTER 80
35°
Workpiece
Torch Head
Standoff Height
A-00941_AB
4T.05 Gouging
WARNING
!
!
Gouging Parameters
Gouging performance depends on parameters such as torch
travel speed, current level, lead angle (the angle between the
torch and workpiece), and the distance between the torch tip
and workpiece (standoff).
!
Be sure the operator is equipped with
proper gloves, clothing, eye and ear protection and that all safety precautions at the
front of this manual have been followed.
Make sure no part of the operator’s body
comes in contact with the workpiece when
the torch is activated.
Disconnect primary power to the system
before disassembling the torch, leads, or
power supply.
CAUTION
Sparks from plasma gouging can cause
damage to coated, painted or other surfaces such as glass, plastic, and metal.
Check torch parts. The torch parts must
correspond with the type of operation. Refer
to Section 4T.07, Torch Parts Selection.
CAUTION
Touching the torch tip or shield cup to the
work surface will cause excessive parts
wear.
Gouging Angle and Standoff Distance
Standoff Distance
The tip to work distance affects gouge quality and depth.
Standoff distance of 1/8 - 1/4 inch (3 - 6 mm) allows for
smooth, consistent metal removal. Smaller standoff distances
may result in a severance cut rather than a gouge. Standoff
distances greater than 1/4 inch (6 mm) may result in minimal
metal removal or loss of transferred main arc.
Slag Buildup
Slag generated by gouging on materials such as carbon and
stainless steels, nickels, and alloyed steels, can be removed
easily in most cases. Slag does not obstruct the gouging process if it accumulates to the side of the gouge path. However,
slag build - up can cause inconsistencies and irregular metal
removal if large amounts of material build up in front of the
arc. The build - up is most often a result of improper travel
speed, lead angle, or standoff height.
Torch Travel Speed
NOTE!
Refer to Appendix Pages for additional
information as related to the Power Supply
used.
Optimum torch travel speed is dependent on current setting,
lead angle, and mode of operation (hand or machine torch).
Current Setting
Current settings depend on torch travel speed, mode of operation (hand or machine torch), and the amount of material to
be removed.
Lead Angle
The angle between the torch and workpiece depends on the
output current setting and torch travel speed. The recommended lead angle is 35°. At a lead angle greater than 45°
the molten metal will not be blown out of the gouge and may
be blown back onto the torch. If the lead angle is too small
(less than 35°), less material may be removed, requiring more
passes. In some applications, such as removing welds or
working with light metal, this may be desirable.
4T.06 Mechanized Torch Operation
Cutting With Mechanized Torch
The mechanized torch can be activated by remote control
pendant or by a remote interface device such as CNC.
1. To start a cut at the plate edge, position the
center of the torch along the edge of the plate.
Travel Speed
Proper travel speed is indicated by the trail of the arc which
is seen below the plate. The arc can be one of the following:
OPERATION Manual 0-5378
4T-6
Page 33

ESAB CUTMASTER 80
Standoff Distance
Straight Arc
Trailing Arc
Leading Arc
Direction of Torch Travel
A-02586
1. Straight Arc
A straight arc is perpendicular to the workpiece surface.
This arc is generally recommended for the best cut using
air plasma on stainless or aluminum.
2. Leading Arc
The leading arc is directed in the same direction as torch
travel. A five degree leading arc is generally recommended
for air plasma on mild steel.
3. Trailing Arc
The trailing arc is directed in the opposite direction as
torch travel.
Piercing With Machine Torch
To pierce with a machine torch, the arc should be started with
the torch positioned as high as possible above the plate while
allowing the arc to transfer and pierce. This standoff helps
avoid having molten metal blow back onto the front end of
the torch.
When operating with a cutting machine, a pierce or dwell time
is required. Torch travel should not be enabled until the arc
penetrates the bottom of the plate. As motion begins, torch
standoff should be reduced to the recommended 1/8 - 1/4
inch (3-6 mm) distance for optimum speed and cut quality.
Clean spatter and scale from the shield cup and the tip as
soon as possible. Spraying or dipping the shield cup in anti
- spatter compound will minimize the amount of scale which
adheres to it.
For optimum smooth surface quality, the travel speed should
be adjusted so that only the leading edge of the arc column
produces the cut. If the travel speed is too slow, a rough cut
will be produced as the arc moves from side to side in search
of metal for transfer.
Travel speed also affects the bevel angle of a cut. When cutting
in a circle or around a corner, slowing down the travel speed
will result in a squarer cut. The power source output should
be reduced also. Refer to the appropriate Control Module
Operating Manual for any Corner Slowdown adjustments that
may be required.
Manual 0-5378 OPERATION
Mechanized Torch Operation
4T-7
Page 34

ESAB CUTMASTER 80
4T.07 Parts Selection for Manual and Mechanized Torch Cutting
Start
Cartridge
9-8213
DRAG TIP
CUTTING
40A
CUTTING
50-60A
CUTTING
Tips:
20A 9-8205
30A 9-8206
40A 9-8207
60A 9-8252
DRAG SHIELD
CUTTING
Tip:
40A 9-8208
STANDOFF
CUTTING
DRAG SHIELD
CUTTING
Tips:
50-55A 9-8209
60A 9-8210
STANDOFF
CUTTING
Shield
Cup Body,
9-8237
Shield Cup
9-8218
O-Ring No. 8-3488
Shield
Cup Body,
9-8237
Shield Cup
9-8218
O-Ring No. 8-3488
Shield
Cup Body,
9-8237
Shield Cup
9-8218
Shield Cap, Deflector
9-8243
Shield Cap, Drag
40A 9-8244
Shield Cap, Deflector
9-8243
Standoff Guide
9-8251
Shield Cap, Drag
50-60A 9-8235
Shield Cap, Deflector
9-8243
Standoff Guide
9-8281
Electrode
9-8215
Art # A-12790_AA
DRAG SHIELD
CUTTING
70-120A
CUTTING
80A 9-8211
90/100A 9-8212
Tips:
70A 9-8231
120A 9-8253
STANDOFF CUTTING
40-120A
GOUGING
Tips:
Tip Gouging A 9-8225 (40 Amps Max.)
Tip Gouging B 9-8226 (50 - 100 Amps)
Tip Gouging C 9-8227 (60 - 120 Amps)
Tip Gouging D 9-8228 (60 - 120 Amps)
Tip Gouging E 9-8254 (60 - 120 Amps)
O-Ring No. 8-3488
Shield
Cup Body,
9-8237
Shield Cup
9-8218
Shield
Cup Body,
9-8237
Shield Cap, Drag
70-100A 9-8236
Shield Cap, Deflector
9-8243
Standoff Guide
9-8281
Shield Cap, Gouging
9-8241
NOTE
ESAB CutMaster 60 uses 60A and less
ESAB CutMaster 80 uses 80A and less
ESAB CutMaster 100 uses 100A and less
ESAB CutMaster 120 uses 120A and less
OPERATION Manual 0-5378
4T-8
Page 35

ESAB CUTMASTER 80
4T.08 Recommended Cutting Speeds for Mechanized Torch With Exposed Tip
Type Torch: SL60 With Exposed Tip Type Material: Mild Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.036 0.9 9-8208 104 40 340 8.64 0.19 4.8 70 4.8 55 170 0.00 0.2 5.1
0.06 1.5 9-8208 108 40 250 6.35 0.19 4.8 70 4.8 55 170 0.10 0.2 5.1
0.075 1.9 9-8208 108 40 190 4.83 0.19 4.8 70 4.8 55 170 0.30 0.2 5.1
0.135 3.4 9-8208 110 40 105 2.67 0.19 4.8 70 4.8 55 170 0.40 0.2 5.1
0.188 4.8 9-8208 113 40 60 1.52 0.19 4.8 70 4.8 55 170 0.60 0.2 5.1
0.25 6.4 9-8208 111 40 40 1.02 0.19 4.8 70 4.8 55 170 1.00 0.2 5.1
0.375 9.5 9-8208 124 40 21 0.53 0.19 4.8 70 4.8 55 170 NR NR NR
0.500 12.7 9-8208 123 40 11 0.28 0.19 4.8 70 4.8 55 170 NR NR NR
0.625 15.9 9-8208 137 40 7 0.18 0.19 4.8 70 4.8 55 170 NR NR NR
Type Torch: SL60 With Exposed Tip Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.036 0.9 9-8208 103 40 355 9.02 0.125 3.2 70 4.8 55 170 0.00 0.2 5.1
0.05 1.3 9-8208 98 40 310 7.87 0.125 3.2 70 4.8 55 170 0.00 0.2 5.1
0.06 1.5 9-8208 98 40 240 6.10 0.125 3.2 70 4.8 55 170 0.10 0.2 5.1
0.078 2.0 9-8208 100 40 125 3.18 0.125 3.2 70 4.8 55 170 0.30 0.2 5.1
0.135 3.4 9-8208 120 40 30 0.76 0.187 4.8 70 4.8 55 170 0.40 0.2 5.1
0.188 4.8 9-8208 124 40 20 0.51 0.187 4.8 70 4.8 55 170 0.60 0.2 5.1
0.25 6.4 9-8208 122 40 15 0.38 0.187 4.8 70 4.8 55 170 1.00 0.2 5.1
0.375 9.5 9-8208 126 40 10 0.25 0.187 4.8 70 4.8 55 170 NR NR NR
Type Torch: SL60 With Exposed Tip Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.032 0.8 9-8208 110 40 440 11.18 0.187 4.8 70 4.8 55 170 0.00 0.2 5.1
0.051 1.3 9-8208 109 40 350 8.89 0.187 4.8 70 4.8 55 170 0.10 0.2 5.1
0.064 1.6 9-8208 112 40 250 6.35 0.187 4.8 70 4.8 55 170 0.10 0.2 5.1
0.079 2.0 9-8208 112 40 200 5.08 0.19 4.8 70 4.8 55 170 0.30 0.2 5.1
0.125 3.2 9-8208 118 40 100 2.54 0.19 4.8 70 4.8 55 170 0.40 0.2 5.1
0.188 4.8 9-8208 120 40 98 2.49 0.187 4.8 70 4.8 55 170 0.60 0.2 5.1
0.250 6.4 9-8208 123 40 50 1.27 0.187 4.8 70 4.8 55 170 1.00 0.2 5.1
0.375 9.5 9-8208 134 40 16 0.41 0.187 4.8 70 4.8 55 170 NR NR NR
Manual 0-5378 OPERATION
4T-9
Page 36

ESAB CUTMASTER 80
Type Torch: SL60 With Exposed Tip Type Material: Mild Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.060 1.5 9-8210 110 60 290 7.37 0.19 4.8 75 5.2 90 245 0.00 0.19 4.8
0.075 1.9 9-8210 120 60 285 7.24 0.19 4.8 75 5.2 90 245 0.10 0.19 4.8
0.120 3.0 9-8210 120 60 180 4.57 0.19 4.8 75 5.2 90 245 0.10 0.19 4.8
0.135 3.4 9-8210 119 60 170 4.32 0.19 4.8 75 5.2 90 245 0.10 0.19 4.8
0.188 4.8 9-8210 121 60 100 2.54 0.19 4.8 75 5.2 90 245 0.20 0.19 4.8
0.250 6.4 9-8210 119 60 80 2.03 0.19 4.8 75 5.2 90 245 0.30 0.19 4.8
0.375 9.5 9-8210 124 60 50 1.27 0.19 4.8 75 5.2 90 245 0.50 0.19 4.8
0.500 12.7 9-8210 126 60 26 0.66 0.19 4.8 75 5.2 90 245 0.75 0.19 4.8
0.625 15.9 9-8210 127 60 19 0.48 0.19 4.8 75 5.2 90 245 NR NR NR
0.750 19.1 9-8210 134 60 14 0.36 0.19 4.8 75 5.2 90 245 NR NR NR
1.000 25.4 9-8210 140 60 6 0.15 0.19 4.8 75 5.2 90 245 NR NR NR
Type Torch: SL60 With Exposed Tip Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.06 1.5 9-8210 119 60 350 8.91 0.19 4.8 75 5.2 90 245 0.00 0.20 5.1
0.075 1.9 9-8210 116 60 300 7.64 0.19 4.8 75 5.2 90 245 0.10 0.20 5.1
0.120 3.0 9-8210 123 60 150 3.82 0.19 4.8 75 5.2 90 245 0.10 0.20 5.1
0.135 3.4 9-8210 118 60 125 3.18 0.19 4.8 75 5.2 90 245 0.10 0.20 5.1
0.188 4.8 9-8210 122 60 90 2.29 0.19 4.8 75 5.2 90 245 0.20 0.20 5.1
0.250 6.4 9-8210 120 60 65 1.65 0.19 4.8 75 5.2 90 245 0.30 0.20 5.1
0.375 9.5 9-8210 130 60 30 0.76 0.19 4.8 75 5.2 90 245 0.50 0.20 5.1
0.500 12.7 9-8210 132 60 21 0.53 0.19 4.8 75 5.2 90 245 0.75 0.20 5.1
0.625 15.9 9-8210 130 60 15 0.38 0.19 4.8 75 5.2 90 245 NR NR NR
0.750 19.1 9-8210 142 60 12 0.31 0.25 6.4 75 5.2 90 245 NR NR NR
Type Torch: SL60 With Exposed Tip Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.060 1.5 9-8210 110 60 440 11.18 0.25 6.4 75 5.2 90 245 0.00 0.25 6.4
0.075 1.9 9-8210 110 60 440 11.18 0.25 6.4 75 5.2 90 245 0.10 0.25 6.4
0.120 3.0 9-8210 116 60 250 6.35 0.25 6.4 75 5.2 90 245 0.10 0.25 6.4
0.188 3.4 9-8210 116 60 170 4.32 0.25 6.4 75 5.2 90 245 0.20 0.25 6.4
0.250 6.4 9-8210 132 60 85 2.16 0.25 6.4 75 5.2 90 245 0.30 0.25 6.4
0.375 9.5 9-8210 140 60 45 1.14 0.25 6.4 75 5.2 90 245 0.50 0.25 6.4
0.500 12.7 9-8210 143 60 30 0.76 0.25 6.4 75 5.2 90 245 0.80 0.25 6.4
0.625 15.9 9-8210 145 60 20 0.51 0.25 6.4 75 5.2 90 245 NR NR NR
0.750 19.1 9-8210 145 60 18 0.46 0.25 6.4 75 5.2 90 245 NR NR NR
OPERATION Manual 0-5378
4T-10
Page 37

ESAB CUTMASTER 80
Type Torch: SL60 With Exposed Tip
Type Material: Mild Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.060 1.5 9-8211 113 80 320 8.13 0.19 4.8 70 4.8 115 340 0.00 0.19 4.8
0.120 3.0 9-8211 113 80 230 5.84 0.19 4.8 70 4.8 115 340 0.10 0.19 4.8
0.135 3.4 9-8211 115 80 180 4.57 0.19 4.8 70 4.8 115 340 0.10 0.19 4.8
0.188 4.8 9-8211 114 80 140 3.56 0.19 4.8 70 4.8 115 340 0.20 0.19 4.8
0.250 6.4 9-8211 114 80 100 2.54 0.19 4.8 70 4.8 115 340 0.30 0.19 4.8
0.375 9.5 9-8211 117 80 42 1.07 0.19 4.8 70 4.8 115 340 0.40 0.19 4.8
0.500 12.7 9-8211 120 80 33 0.84 0.19 4.8 70 4.8 115 340 0.60 0.19 4.8
0.625 15.9 9-8211 133 80 22 0.56 0.19 4.8 70 4.8 115 340 0.75 0.19 4.8
0.750 19.1 9-8211 128 80 18 0.46 0.19 4.8 70 4.8 115 340 NR NR NR
0.875 22.2 9-8211 133 80 10 0.25 0.19 4.8 70 4.8 115 340 NR NR NR
1.000 25.4 9-8211 132 80 9 0.23 0.19 4.8 70 4.8 115 340 NR NR NR
Type Torch: SL60 With Exposed Tip Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.060 1.5 9-8211 120 80 340 8.64 0.25 6.4 70 4.8 115 340 0.00 0.25 6.4
0.120 3.0 9-8211 120 80 300 7.62 0.25 6.4 70 4.8 115 340 0.10 0.25 6.4
0.135 3.4 9-8211 120 80 280 7.11 0.25 6.4 70 4.8 115 340 0.10 0.25 6.4
0.188 4.8 9-8211 120 80 140 3.56 0.25 6.4 70 4.8 115 340 0.20 0.25 6.4
0.250 6.4 9-8211 120 80 100 2.54 0.25 6.4 70 4.8 115 340 0.30 0.25 6.4
0.375 9.5 9-8211 126 80 50 1.27 0.25 6.4 70 4.8 115 340 0.40 0.25 6.4
0.500 12.7 9-8211 129 80 28 0.71 0.25 6.4 70 4.8 115 340 0.80 0.25 6.4
0.625 15.9 9-8211 135 80 20 0.51 0.25 6.4 70 4.8 115 340 1.00 0.25 6.4
0.750 19.1 9-8211 143 80 10 0.25 0.25 6.4 70 4.8 115 340 NR NR NR
0.875 22.2 9-8211 143 80 9 0.23 0.25 6.4 70 4.8 115 340 NR NR NR
1.000 25.4 9-8211 146 80 8 0.20 0.25 6.4 70 4.8 115 340 NR NR NR
Type Torch: SL60 with Exposed Tip Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.06 1.5 9-8211 120 80 350 8.89 0.25 6.4 70 4.8 115 340 0.00 0.25 6.4
0.12 3.0 9-8211 124 80 300 7.62 0.25 6.4 70 4.8 115 340 0.10 0.25 6.4
0.188 4.8 9-8211 124 80 180 4.57 0.25 6.4 70 4.8 115 340 0.20 0.25 6.4
0.250 6.4 9-8211 128 80 110 2.79 0.25 6.4 70 4.8 115 340 0.30 0.25 6.4
0.375 9.5 9-8211 136 80 55 1.40 0.25 6.4 70 4.8 115 340 0.40 0.25 6.4
0.500 12.7 9-8211 139 80 38 0.97 0.25 6.4 70 4.8 115 340 0.60 0.25 6.4
0.625 15.9 9-8211 142 80 26 0.66 0.25 6.4 70 4.8 115 340 0.75 0.25 6.4
0.750 19.1 9-8211 145 80 24 0.61 0.25 6.4 70 4.8 115 340 NR NR NR
0.875 22.2 9-8211 153 80 10 0.25 0.25 6.4 70 4.8 115 340 NR NR NR
1.000 25.4 9-8211 162 80 6 0.15 0.25 6.4 70 4.8 115 340 NR NR NR
Manual 0-5378 OPERATION
4T-11
Page 38

ESAB CUTMASTER 80
NOTE!
* Gas pressure shown is for torches with leads up to 25’ / 7.6 m long. For 50’ / 15.2 m leads, set gas pressure to 70 psi / 4.8 bar.
** Total flow rate includes plasma and secondary gas flow.
4T.09 Recommended Cutting Speeds for Mechanized Torch With Shielded Tip
Type Torch: SL60 With Shielded Tip Type Material: Mild Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.036 0.9 9-8208 114 40 170 4.32 0.19 4.8 70 4.8 55 170 0.00 0.2 5.1
0.06 1.5 9-8208 120 40 90 2.29 0.19 4.8 70 4.8 55 170 0.10 0.2 5.1
0.075 1.9 9-8208 121 40 80 2.03 0.19 4.8 70 4.8 55 170 0.30 0.2 5.1
0.135 3.4 9-8208 122 40 75 1.91 0.19 4.8 70 4.8 55 170 0.40 0.2 5.1
0.188 4.8 9-8208 123 40 30 0.76 0.19 4.8 70 4.8 55 170 0.60 0.2 5.1
0.25 6.4 9-8208 125 40 25 0.64 0.19 4.8 70 4.8 55 170 1.00 0.2 5.1
0.375 9.5 9-8208 138 40 11 0.28 0.19 4.8 70 4.8 55 170 NR NR NR
0.500 12.7 9-8208 142 40 7 0.18 0.19 4.8 70 4.8 55 170 NR NR NR
0.625 15.9 9-8208 152 40 3 0.08 0.19 4.8 70 4.8 55 170 NR NR NR
Type Torch: SL60 With Shielded Tip Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.036 0.9 9-8208 109 40 180 4.57 0.125 3.2 70 4.8 55 170 0.00 0.2 5.1
0.05 1.3 9-8208 105 40 165 4.19 0.125 3.2 70 4.8 55 170 0.00 0.2 5.1
0.06 1.5 9-8208 115 40 120 3.05 0.125 3.2 70 4.8 55 170 0.10 0.2 5.1
0.078 2.0 9-8208 120 40 65 1.65 0.187 4.8 70 4.8 55 170 0.30 0.2 5.1
0.135 3.4 9-8208 125 40 25 0.64 0.187 4.8 70 4.8 55 170 0.40 0.2 5.1
0.188 4.8 9-8208 132 40 20 0.51 0.187 4.8 70 4.8 55 170 0.60 0.2 5.1
0.25 6.4 9-8208 130 40 15 0.38 0.187 4.8 70 4.8 55 170 1.00 0.2 5.1
0.375 9.5 9-8208 130 40 10 0.25 0.187 4.8 70 4.8 55 170 NR NR NR
Type Torch: SL60 With Shielded Tip Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.032 0.8 9-8208 116 40 220 5.59 0.187 4.8 70 4.8 55 170 0.00 0.2 5.1
0.051 1.3 9-8208 116 40 210 5.33 0.187 4.8 70 4.8 55 170 0.00 0.2 5.1
0.064 1.6 9-8208 118 40 180 4.57 0.187 4.8 70 4.8 55 170 0.10 0.2 5.1
0.079 2.0 9-8208 116 40 150 3.81 0.19 4.8 70 4.8 55 170 0.30 0.2 5.1
0.125 3.2 9-8208 130 40 75 1.91 0.19 4.8 70 4.8 55 170 0.40 0.2 5.1
0.188 4.8 9-8208 132 40 60 1.52 0.187 4.8 70 4.8 55 170 0.60 0.2 5.1
0.250 6.4 9-8208 134 40 28 0.71 0.187 4.8 70 4.8 55 170 1.00 0.2 5.1
0.375 9.5 9-8208 143 40 11 0.28 0.187 4.8 70 4.8 55 170 NR NR NR
OPERATION Manual 0-5378
4T-12
Page 39

ESAB CUTMASTER 80
Type Torch: SL60 With Shielded Tip Type Material: Mild Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.060 1.5 9-8210 124 60 250 6.35 0.19 4.8 75 5.2 90 245 0.00 0.2 5.1
0.075 1.9 9-8210 126 60 237 6.02 0.19 4.8 75 5.2 90 245 0.10 0.2 5.1
0.120 3.0 9-8210 126 60 230 5.84 0.19 4.8 75 5.2 90 245 0.10 0.2 5.1
0.135 3.4 9-8210 128 60 142 3.61 0.19 4.8 75 5.2 90 245 0.10 0.2 5.1
0.188 4.8 9-8210 128 60 125 3.18 0.19 4.8 75 5.2 90 245 0.20 0.2 5.1
0.250 6.4 9-8210 123 60 80 2.03 0.19 4.8 75 5.2 90 245 0.30 0.2 5.1
0.375 9.5 9-8210 132 60 34 0.86 0.19 4.8 75 5.2 90 245 0.50 0.2 5.1
0.500 12.7 9-8210 137 60 23 0.58 0.19 4.8 75 5.2 90 245 0.75 0.2 5.1
0.625 15.9 9-8210 139 60 14 0.36 0.19 4.8 75 5.2 90 245 NR NR NR
0.750 19.1 9-8210 145 60 14 0.36 0.19 4.8 75 5.2 90 245 NR NR NR
1.000 25.4 9-8210 156 60 4 0.10 0.19 4.8 75 5.2 90 245 NR NR NR
Type Torch: SL60 With Shielded Tip Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.06 1.5 9-8210 110 60 165 4.19 0.13 3.2 75 5.2 90 245 0.00 0.20 5.1
0.075 1.9 9-8210 116 60 155 3.94 0.13 3.2 75 5.2 90 245 0.10 0.20 5.1
0.120
0.135 3.4 9-8210 118 60 80 2.03 0.13 3.2 75 5.2 90 245 0.10 0.20 5.1
0.188 4.8 9-8210 120 60 75 1.91 0.13 3.2 75 5.2 90 245 0.20 0.20 5.1
0.250 6.4 9-8210 121 60 60 1.52 0.13 3.2 75 5.2 90 245 0.30 0.20 5.1
0.375 9.5 9-8210 129 60 28 0.71 0.13 3.2 75 5.2 90 245 0.50 0.20 5.1
0.500 12.7 9-8210 135 60 17 0.43 0.19 4.8 75 5.2 90 245 0.75 0.20 5.1
0.625 15.9 9-8210 135 60 14 0.36 0.19 4.8 75 5.2 90 245 NR NR NR
0.750 19.1 9-8210 142 60 10 0.25 0.19 4.8 75 5.2 90 245 NR NR NR
3.0 9-8210
115
60
125
3.18
3.2 75 5.2 90 245
0.13
0.10
0.20 5.1
Type Torch: SL60 With Shielded Tip Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.060 1.5 9-8210 105 60 350 8.89 0.13 3.2 75 5.2 90 245 0.00 0.20 5.1
0.075 1.9 9-8210 110 60 350 8.89 0.13 3.2 75 5.2 90 245 0.10 0.20 5.1
0.120 3.0 9-8210 110 60 275 6.99 0.13 3.2 75 5.2 90 245 0.10 0.20 5.1
0.188 3.4 9-8210 122 60 140 3.56 0.13 3.2 75 5.2 90 245 0.20 0.20 5.1
0.250 6.4 9-8210 134 60 80 2.03 0.19 4.8 75 5.2 90 245 0.30 0.20 5.1
0.375 9.5 9-8210 140 60 45 1.14 0.19 4.8 75 5.2 90 245 0.50 0.20 5.1
0.500 12.7 9-8210 144 60 26 0.66 0.19 4.8 75 5.2 90 245 0.80 0.20 5.1
0.625 15.9 9-8210 145 60 19 0.48 0.19 4.8 75 5.2 90 245 NR NR NR
0.750 19.1 9-8210 150 60 15 0.38 0.19 4.8 75 5.2 90 245 NR NR NR
Manual 0-5378 OPERATION
4T-13
Page 40

ESAB CUTMASTER 80
Type Torch: SL60 With Shielded Tip Type Material: Mild Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.060 1.5 9-8211 128 80 280 7.11 0.19 4.8 70 4.8 115 340 0.00 0.2 5.1
0.120 3.0 9-8211 126 80 203 5.16 0.19 4.8 70 4.8 115 340 0.10 0.2 5.1
0.135 3.4 9-8211 128 80 182 4.62 0.19 4.8 70 4.8 115 340 0.10 0.2 5.1
0.188 4.8 9-8211 128 80 137 3.48 0.19 4.8 70 4.8 115 340 0.20 0.2 5.1
0.250 6.4 9-8211 131 80 100 2.54 0.19 4.8 70 4.8 115 340 0.30 0.2 5.1
0.375 9.5 9-8211 134 80 40 1.02 0.19 4.8 70 4.8 115 340 0.50 0.2 5.1
0.500 12.7 9-8211 136 80 36 0.91 0.19 4.8 70 4.8 115 340 0.60 0.2 5.1
0.625 15.9 9-8211 145 80 21 0.53 0.19 4.8 70 4.8 115 340 0.75 0.2 5.1
0.750 19.1 9-8211 144 80 14 0.36 0.19 4.8 70 4.8 115 340 NR NR NR
0.875 22.2 9-8211 149 80 11 0.28 0.19 4.8 70 4.8 115 340 NR NR NR
1.000 25.4 9-8211 162 80 8 0.20 0.19 4.8 70 4.8 115 340 NR NR NR
Type Torch: SL60 With Shielded Tip Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.060 1.5 9-8211 110 80 340 8.50 0.125 3.2 70 4.8 115 340 0.00 0.2 5.1
0.120 3.0 9-8211 115 80 260 6.50 0.125 3.2 70 4.8 115 340 0.10 0.2 5.1
0.135 3.4 9-8211 113 80 250 6.25 0.125 3.2 70 4.8 115 340 0.10 0.2 5.1
0.188 4.8 9-8211 114 80 170 4.25 0.125 3.2 70 4.8 115 340 0.20 0.2 5.1
0.250 6.4 9-8211 116 80 85 2.13 0.125 3.2 70 4.8 115 340 0.30 0.2 5.1
0.375 9.5 9-8211 123 80 45 1.13 0.125 3.2 70 4.8 115 340 0.40 0.25 6.4
0.500 12.7 9-8211 133 80 18 0.45 0.125 3.2 70 4.8 115 340 0.75 0.25 6.4
0.625 15.9 9-8211 135 80 16 0.40 0.125 3.2 70 4.8 115 340 1.00 0.25 6.4
0.750 19.1 9-8211 144 80 8 0.20 0.125 3.2 70 4.8 115 340 NR NR NR
0.875 22.2 9-8211 137 80 8 0.20 0.125 3.2 70 4.8 115 340 NR NR NR
1.000 25.4 9-8211 140 80 8 0.20 0.125 3.2 70 4.8 115 340 NR NR NR
OPERATION Manual 0-5378
4T-14
Page 41

ESAB CUTMASTER 80
Type Torch: SL60 With Shielded Tip
Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (CFH) Pierce Pierce Height
Inches mm (Cat. No.) Volts(VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.06 1.5 9-8211 115 80 320 8.13 0.13 3.2 70 4.8 115 340 0.00 0.25 6.4
0.12 3.0 9-8211 120 80 240 6.10 0.13 3.2 70 4.8 115 340 0.10 0.25 6.4
0.188 4.8 9-8211 120 80 165 4.19 0.13 3.2 70 4.8 115 340 0.20 0.25 6.4
0.250 6.4 9-8211 124 80 100 2.54 0.13 3.2 70 4.8 115 340 0.30 0.25 6.4
0.375 9.5 9-8211 138 80 60 1.52 0.19 4.8 70 4.8 115 340 0.40 0.25 6.4
0.500 12.7 9-8211 141 80 36 0.91 0.19 4.8 70 4.8 115 340 0.60 0.25 6.4
0.625 15.9 9-8211 142 80 26 0.66 0.19 4.8 70 4.8 115 340 0.75 0.25 6.4
0.750 19.1 9-8211 150 80 18 0.46 0.19 4.8 70 4.8 115 340 NR NR NR
0.875 22.2 9-8211 156 80 8 0.20 0.19 4.8 70 4.8 115 340 NR NR NR
1.000 25.4 9-8211 164 80 6 0.15 0.19 4.8 70 4.8 115 340 NR NR NR
NOTE!
* Gas pressure shown is for torches with leads up to 25’ / 7.6 m long. For 50’ / 15.2 m leads, set gas pressure to 70 psi / 4.8 bar.
** Total flow rate includes plasma and secondary gas flow.
Manual 0-5378 OPERATION
4T-15
Page 42

ESAB CUTMASTER 80
PATENT INFORMATION
Plasma Cutting Torch Patents
The following parts are covered under U.S. and Foreign Patents as follows:
Catalog # Description Patent(s)
9-8215 Electrode US Pat No(s) 6163008; 6987238
Other Pat(s) Pending
9-8213 Cartridge US Pat No(s) 6903301; 6717096; 6936786;
6703581; D496842; D511280; D492709;
D499620; D504142 Other Pat(s) Pending
9-8205 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8206 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8207 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8252 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8208 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8209 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8210 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8231 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8211 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8212 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8253 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8225 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8226 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8227 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8228 Tip US Pat No(s) 6774336; 7145099; 6933461
Other Pat(s) Pending
9-8241 Shield Cap US Pat No(s) 6914211; D505309
Other Pat(s) Pending
9-8243 Shield Cap US Pat No(s) 6914211; D493183
Other Pat(s) Pending
9-8235 Shield Cap US Pat No(s) 6914211; D505309
Other Pat(s) Pending
9-8236 Shield Cap US Pat No(s) 6914211; D505309
Other Pat(s) Pending
9-8237 Shield Cup US Pat No(s) 6914211; D501632; D511633
Other Pat(s) Pending
9-8238 Shield Cap US Pat No(s) 6914211; D496951
Other Pat(s) Pending
9-8239 Shield Cap US Pat No(s) 6914211; D496951
Other Pat(s) Pending
9-8244 Shield Cap US Pat No(s) 6914211; D505309
Other Pat(s) Pending
OPERATION Manual 0-5378
4T-16
Page 43

ESAB CUTMASTER 80
Catalog # Description Patent(s)
9-8245 Shield Cap US Pat No(s) 6914211; D496951
Other Pat(s) Pending
The following parts are also licensed under U.S. Patent No. 5, 120, 930 and 5, 132, 512:
Catalog # Description
9-8235 Shield Cap
9-8236 Shield Cap
9-8237 Shield Cup
9-8238 Shield Cap
9-8239 Shield Cap
9-8244 Shield Cap
9-8245 Shield Cap
Manual 0-5378 OPERATION
4T-17
Page 44

ESAB CUTMASTER 80
This Page Intentionally Blank
OPERATION Manual 0-5378
4T-18
Page 45

5.01 General Maintenance
ESAB CUTMASTER 80
SECTION 5 SYSTEM:
SERVICE
Warning!
Disconnect input power before maintaining.
Visual check of
torch tip and electrode
Visually inspect the torch body tip,
electrode, start cartridge and shield cup
Maintain more often
if used under severe
conditions
Each Use
Weekly
Visually inspect the
cables and leads.
Replace as needed
Replace all
broken parts
3 Months
Clean
exterior
of power supply
6 Months
Visually check and
Carefully clean the
interior
Art # A-07938_AB
Manual 0-5378 SERVICE
5-1
Page 46

ESAB CUTMASTER 80
5.02 Maintenance Schedule
NOTE!
The actual frequency of maintenance may
need to be adjusted according to the operating environment.
Daily Operational Checks or Every Six Cutting
Hours:
1. Check torch consumable parts, replace if damaged or worn.
2. Check plasma and secondary supply and pressure/flow.
3. Purge plasma gas line to remove any moisture
build-up.
Weekly or Every 30 Cutting Hours:
1. Check fan for proper operation and adequate
air flow.
2. Inspect torch for any cracks or exposed wires,
replace if necessary.
3. Inspect input power cable for damage or exposed wires, replace if necessary.
Six Months or Every 720 Cutting Hours:
1. Check the in-line air filter(s), clean or replace
as required.
2. Check cables and hoses for leaks or cracks,
replace if necessary.
3. Check all contactor points for severe arcing or
pits, replace if necessary.
4. Vacuum dust and dirt out of the entire machine.
5.03 Common Faults
Problem - Symptom Common Cause
Insufficient Penetration 1. Cutting speed too fast.
2. Torch tilted too much.
3. Metal too thick.
4. Worn torch parts
5. Cutting current too low.
6. Non - Genuine ESAB parts used
7. Incorrect gas pressure
Main Arc Extinguishes 1. Cutting speed too slow.
2. Torch standoff too high from
workpiece.
3. Cutting current too high.
4. Work cable disconnected.
5. Worn torch parts.
6. Non - Genuine ESAB parts used
Excessive Dross
Formation
Short Torch Parts Life 1. Oil or moisture in air source.
1. Cutting speed too slow.
2. Torch standoff too high from
workpiece.
3. Worn torch parts.
4. Improper cutting current.
5. Non - Genuine ESAB parts used
6. Incorrect gas pressure
2. Exceeding system capability (material
too thick).
3. Excessive pilot arc time
4. Gas pressure too low.
5. Improperly assembled torch.
6. Non - Genuine ESAB parts used
CAUTION
!
SERVICE Manual 0-5378
5-2
Do not blow air into the power supply
during cleaning. Blowing air into the unit
can cause metal particles to interfere with
sensitive electrical components and cause
damage to the unit.
Difficult Starting 1. Worn torch parts.
2. Non - Genuine ESAB parts used.
3. Incorrect gas pressure.
Page 47

ESAB CUTMASTER 80
5.04 Fault Indicator
At initial power up, two lights will temporarily illuminate for 2-3 seconds to show the version of software
used.
To determine the first digit, count the function indicators left to right, 1 through 5. To determine the second
digit count the pressure indicators, reading from bottom to top, 0 through 7. In the example below the Temp
indicator and 75 psi indicators are ON indicating the version would be 2.3.
7
6
5
4
3
2
1
0
MAX
MIN
A
PSI BAR
MAXMAX
MINMIN
!
+
5
3
1
4
2
Art# A-07988
When the ! "Fault" indicator is ON or blinking it will be accompanied by one of the pressure indicator
lights depending on what the Fault is. The following table explains each of those Faults.
Pressure
Indicator
Max Over Pressure
90 Internal Error
85 Check Consumables
80 Consumables Missing
75 Start Error
70 Parts in Place
65 Input Power
Min Under Pressure
NOTE!
Fault explanations are covered in the following tables.
Fault
Manual 0-5378 SERVICE
5-3
Page 48

ESAB CUTMASTER 80
5.05 Basic Troubleshooting Guide
WARNING
There are extremely dangerous voltage and power levels present inside this unit. Do not attempt to diagnose or repair unless you have had training in power electronics measurement and troubleshooting
techniques.
Problem - Symptom Possible Cause Recommended Action
ON / OFF Switch is ON
but the A/C Indicator
does not light
Fault indicator flashing,
65 PSI indicator
flashing
1. Primary power disconnect is in OFF
position.
2. Primary fuses / breakers are blown
or tripped.
3. Units internal fuse blown.
4. Faulty components in unit.
1. INPUT VOLTAGE SELECTION
SWITCH set for incorrect voltage.
2. Primary input voltage problem.
3. Faulty components in unit.
1. Turn primary power disconnect switch to ON position.
2. a) Have qualified person check primary fuses / breakers.
b) Connect unit to known good primary power receptacle
3. a) Replace fuse.
b) If fuse blows again, return to authorized service center for
repair or replacement.
4. Return to authorized service center for repair or replacement.
1. Set INPUT VOLTAGE SELECTION SWITCH to match primary input
voltage.
2. Have qualified person check primary voltage to insure it meets
unit requirements see section 2.05.
3. Return to authorized service center for repair or replacement.
TEMPERATURE
indicator ON.
FAULT indicator
flashing.
GAS LED OFF, FAULT
and MIN pressure
indicators flashing.
FAULT and 70 PSI
indicators flashing.
FAULT and 75 PSI
indicators flashing.
1. Air flow through or around the unit
is obstructed.
2. Duty cycle of the unit has been
exceeded
3. Failed components in unit
1. Gas supply not connected to unit.
2. Gas supply not turned ON.
3. Gas supply pressure too low.
4. AIR PRESSURE CONTROL regulator
set too low.
5. Failed components in unit.
1. Shield Cup loose.
2. Torch not properly connected to
power supply.
3. Problem in torch and leads PIP
circuit.
4. Failed components in unit.
1. Start signal is active when ON/OFF
SWITCH is turned to ON position.
2. Problem in the torch and leads
switch circuit.
3. Failed components in unit.
1. Refer to clearance information – section 2.04
2. Allow unit to cool.
3. Return to authorized service center for repair or replacement.
1. Connect gas supply to unit.
2. Turn gas supply ON.
3. Set air supply inlet pressure to unit to 120 psi.
4. Adjust regulator to set air pressure - see section 4.02.
5. Return to authorized service center for repair or replacement.
1. Hand tighten the shield cup until it is snug.
2. Insure torch ATC is securely fastened to unit.
3. Replace torch and leads or return to authorized service center for
repair or replacement.
4. Return to authorized service center for repair or replacement.
1. Start can be active for one of the following:
•Handtorchswitchheldclosed
•Handpendantswitchheldclosed
•CNCSTARTsignalisactivelow
Release the START signal source
2. Replace torch and leads or return to authorized service center for
repair or replacement.
3. Return to authorized service center for repair or replacement.
SERVICE Manual 0-5378
5-4
Page 49

ESAB CUTMASTER 80
Problem - Symptom Possible Cause Recommended Action
FAULT & 80 PSI
indicators flashing.
Gas flow is cycling ON
and OFF.
1. Torch shield cup is loose.
2. Torch tip, electrode or starter
cartridge missing.
3. Torch start cartridge is stuck.
4. Open conductor in torch leads.
5. Problem in the torch and leads
switch circuit.
6. Failed components in unit.
1. Tighten shield cup by hand. Do not overtighten.
2. Turn OFF power supply. Remove shield cup. Install missing
parts.
3. Turn OFF power supply. Bleed down system pressure. Remove
shield cup, tip and start cartridge. Check start cartridge lower end
fitting for free movement. Replace if fitting does not move freely.
4. Replace torch and leads or return to authorized service center
for repair or replacement.
5. Replace torch and leads or return to authorized service center
for repair or replacement.
6. Return to authorized service center for repair or replacement.
Nothing happens when
torch switch or remote
switch is closed (Or
CNC START signal is
active), No gas flow,
DC LED OFF.
FAULT and 85 PSI
indicators flashing.
No Fault lights ON, no
arc in torch.
FAULT and 85 PSI
indicators flashing
1. Problem in the torch and leads
switch circuit (Remote pendant
switch circuit).
2. CNC Controller device not providing
Start signal.
3. Failed components in unit.
1. Upper O-Ring on torch head is in
wrong position.
2. Torch starter cartridge is stuck.
3. Worn or faulty torch parts.
4. Shorted Torch.
5. Temporary Short indicated by 5
blinks per second.
6. Power Supply Failure (Standard
rate of blinking)
1. Failed components in unit. 1. Return to an authorized service center for repair.
1. Internal Error 1. Turn the ON / OFF switch OFF then back ON again. If that does
1. Take Torch and Leads (Remote Pendant) to Authorized Repair
Facility.
2. Contact Controller manufacturer.
3. Return to authorized service center for repair or replacement.
1. Remove shield cup from torch; check upper O-Ring position;
correct if necessary.
2. Turn OFF power supply. Bleed down system pressure. Remove
shield cup, tip and starter cartridge. Check starter cartridge lower
end fitting for free movement. Replace if fitting does not move
freely.
3. Inspect torch consumable parts. Replace if necessary.
4. Replace torch and leads or return to an authorized service
center for repair.
5. Release torch switch and reactivate.
6. Return to authorized service center for repair or replacement.
not clear the fault, return to an authorized service center for repair.
Pilot arc is ON but
cutting arc will not
establish
Torch cutting is
diminished
Manual 0-5378 SERVICE
1. Work cable not connected to work
piece.
2. Work cable/connector broken.
3. Failed components in unit.
1. Incorrect current setting.
2. Worn torch consumables.
3. Poor work cable connection to
work piece.
4. Torch being moved too fast.
5. Excessive oil or water in torch.
6. Failed components in unit.
1. Connect work cable.
2. Replace work cable.
3. Return to an authorized service center for repair.
1. Check and adjust to proper setting.
2. Check torch consumables and replace as needed.
3. Check the connection of the Work Lead to the work piece.
4. Reduce cutting speed.
5. Refer to "Check air quality" in section 3 Torch.
6. Return to an authorized service center for repair.
5-5
Page 50

ESAB CUTMASTER 80
5.06 Power Supply Basic Parts Replacement
WARNING
!
Disconnect primary power to the system
before disassembling the torch, leads, or
power supply.
This section describes procedures for basic parts
replacement. For more detailed parts replacement
procedures, refer to the Power Supply Service Manual.
A. Cover Removal
1. Remove the upper and lower screws which
secure the cover to the main assembly. Do
not loosen the lower screws inside the cut out
slots in the bottom of the cover.
Upper
Screws
Lower
Screws
C. Filter Element Assembly Replacement
The Filter Element Assembly is in the rear panel.
For better system performance, the filter element
should be checked per the Maintenance Schedule
(Subsection 5.02), and either cleaned or replaced.
1. Remove power from the power supply; turn
OFF the gas supply and bleed down the system.
2. Remove the system cover. See "A Cover Removal" in this section.
3. Locate the internal air line and the fitting from
the filter assembly. Number 1 in the following
illustration.
4. Hold a wrench or similar tool against the locking ring on the filter assembly fitting, then pull
on the hose to release it. (Numbers 2 and 3 in
the following illustration).
Slots
Lower
Screws
Art # A-07947
2. Carefully pull the Cover up and away from the
unit.
B. Cover Installation
1. Reconnect the ground wire, if necessary.
2. Place the cover onto the power supply so that
slots in the bottom edges of the cover engage
the lower screws.
3. Tighten lower screws.
4. Reinstall and tighten the upper screws.
1
Art # A-07989
2
3
4
5
6mm
SERVICE Manual 0-5378
5-6
Page 51

ESAB CUTMASTER 80
Art # A-02476
Filter
Element
(Cat. No. 9-7741)
Housing
Cover
Barbed
Fitting
Spring
Assembled Filter
O-ring
(Cat. No. 9-7743)
5. Remove the fitting from the filter element assembly by inserting a 6 mm hex wrench into
the internal hex fitting and turning it counter
clock-wise (left). Numbers 4 and 5 in the previous illustration.
6. Disconnect the input line from the filter element assembly.
7. Remove the filter element assembly through
the rear opening.
NOTE!
If replacing or cleaning just the filter element refer to the following illustration for
disassembly.
Filter Element
Optional Single-Stage Filter Element Replacement
These instructions apply to power supplies
where the optional Single-Stage Filter has been
installed.
The Power Supply shuts down automatically
when the Filter Element becomes completely saturated. The Filter Element can be removed from its housing, dried, and reused. Allow 24 hours for Element
to dry. Refer to Section 6, Parts List, for replacement
filter element catalog number.
1. Remove power from power supply.
2. Shut OFF air supply and bleed down system
before disassembling Filter to change Filter
Element.
3. Disconnect gas supply hose.
4. Turn the Filter Housing Cover counter-clockwise and remove it. The Filter Element is
located inside the Housing.
Art # A-07990
8. Install the new or cleaned assembly by reversing these procedures.
9. Turn ON the air supply and check for leaks
before reinstalling the cover.
Optional Single-Stage Filter Element
Replacement
5. Remove the Filter Element from the Housing
and set Element aside to dry.
6. Wipe inside of housing clean, then insert the
replacement Filter Element open side first.
7. Replace Housing on Cover.
8. Reattach gas supply.
NOTE!
If unit leaks between housing and cover,
inspect the O-ring for cuts or other damage.
Manual 0-5378 SERVICE
5-7
Page 52

ESAB CUTMASTER 80
Optional Two-Stage Filter Element Replacement
The Two-Stage Air Filter has two Filter Elements. When the Filter Elements become dirty the Power Supply
will continue to operate but cut quality may become unacceptable. Refer to Section 6, Parts List, for replacement
filter element catalog number.
1. Shut OFF primary input power.
2. Shut OFF air supply and bleed down system.
WARNING
!
3. Loosen the two bolts on the top of the Filter Assembly enough to allow the Filter Elements to move freely.
4. Note the location and orientation of the old Filter Elements.
5. Slide out the old Filter Elements.
Always turn OFF the air supply and bleed the system before disassembling the Filter Assembly as injury
could result.
First & Second
Stage
Cartridges
(as marked)
Art # A-02942
Optional Two-Stage Filter Replacement
6. Slide the replacement Filter Elements into the Filter Assembly, with the same orientation as noted in Step
4 above.
7. Hand tighten the two bolts evenly, then torque each bolt to 20 - 30 in-lbs (2.3 - 3.4 Nm). Improper torque
may damage the gasket.
8. Slowly apply air pressure to the assembly, checking for leaks.
NOTE!
A small amount of air leakage from the bottom fitting is normal.
This completes the parts replacement procedures.
SERVICE Manual 0-5378
5-8
Page 53

SECTION 5 TORCH:
ATC Male Connector
Art #A-03791
Gas Fitting
O-Ring
SERVICE
ESAB CUTMASTER 80
5T.01 General Maintenance
NOTE!
Refer to Previous "Section 5: System" for
common and fault indicator descriptions.
Cleaning Torch
Even if precautions are taken to use only clean air
with a torch, eventually the inside of the torch
becomes coated with residue. This buildup can
affect the pilot arc initiation and the overall cut
quality of the torch.
WARNING
Disconnect primary power to the system
before disassembling the torch or torch
leads.
DO NOT touch any internal torch parts
while the AC indicator light of the Power
Supply is ON.
The inside of the torch should be cleaned with electrical contact
cleaner using a cotton swab or soft wet rag. In severe cases,
the torch can be removed from the leads and cleaned more
thoroughly by pouring electrical contact cleaner into the torch
and blowing it through with compressed air.
Upper O-Ring
in Correct Groove
Threads
Lower O-Ring
Torch Head O-Ring
Upper Groove
with Vent Holes
Must Remain Open
Art # A-03725
CAUTION
!
Dry the torch thoroughly before reinstalling.
O-Ring Lubrication
An o-ring on the Torch Head and ATC Male Connector requires
lubrication on a scheduled basis. This will allow the o-rings to
remain pliable and provide a proper seal. The o-rings will dry
out, becoming hard and cracked if the lubricant is not used on a
regular basis. This can lead to potential performance problems.
It is recommended to apply a very light film of o-ring lubricant
(Catalog # 8-4025) to the o-rings on a weekly basis.
ATC O-Ring
NOTE!
DO NOT use other lubricants or grease,
they may not be designed to operate
within high temperatures or may contain
“unknown elements” that may react with
the atmosphere. This reaction can leave
contaminants inside the torch. Either of
these conditions can lead to inconsistent
performance or poor parts life.
Manual 0-5378 SERVICE
5T-1
Page 54

ESAB CUTMASTER 80
Art # A-08067
Drag Shield Cap
Shield
Cup Body
O-Ring No. 8-3488
Art # A-03878
Good Tip
Worn Tip
A-03406
Spring-Loaded
/
Worn Electrode
New Electrode
Art # A-03284
5T.02 Inspection and Replacement of
Consumable Torch Parts
WARNING
Disconnect primary power to the system
before disassembling the torch or torch
leads.
DO NOT touch any internal torch parts
while the AC indicator light of the Power
Supply is ON.
Remove the consumable torch parts as follows:
NOTE!
The shield cup holds the tip and starter
cartridge in place. Position the torch with
the shield cup facing upward to prevent
these parts from falling out when the cup is
removed.
1. Unscrew and remove the shield cup from the
torch.
NOTE!
Slag built up on the shield cup that cannot
be removed may effect the performance of
the system.
2. Inspect the cup for damage. Wipe it clean or
replace if damaged.
4. Remove the tip. Check for excessive wear
(indicated by an elongated or oversized orifice).
Clean or replace the tip if necessary.
Example of Tip Wear
5. Remove the starter cartridge. Check for
excessive wear, plugged gas holes, or discoloration. Check the lower end fitting for free
motion. Replace if necessary.
Lower End Fitting
Full Compression
Spring-Loaded
Lower End Fitting at Reset
Full Extension
Art # A-08064_AC
6. Pull the Electrode straight out of the Torch
Head. Check the face of the electrode for
excessive wear. Refer to the following figure.
3. On torches with a shield cup body and a shield
cap or deflector, ensure that the cap or deflector is threaded snugly against the shield
cup body. In shielded drag cutting operations
(only), there may be an O-ring between the
shield cup body and drag shield cap. Do not
lubricate the O-ring.
Shield Cups
Electrode Wear
7. Reinstall the Electrode by pushing it straight
into the torch head until it clicks.
8. Reinstall the desired starter cartridge and tip
into the torch head.
9. Hand tighten the shield cup until it is seated
on the torch head. If resistance is felt when
installing the cup, check the threads before
proceeding.
This completes the parts replacement proce-
dures.
SERVICE Manual 0-5378
5T-2
Page 55

ESAB CUTMASTER 80
SECTION 6: PARTS LISTS
6.01 Introduction
A. Parts List Breakdown
The parts list provide a breakdown of all replaceable components. The parts lists are arranged as follows:
Section "6.03 Power Supply Replacement"
Section "6.04 Replacement Power Supply Parts"
Section "6.05 Options and Accessories"
Section "6.06 Replacement Parts for Hand Torch"
Section "6.07 Replacement Parts - for Machine Torches with Unshielded Leads"
Section "6.08 Replacement Shielded Machine Torch Leads Assemblies"
Section "6.09 Torch Consumable Parts (SL60)"
Section "6.10 Torch Consumable Parts (SL100)"
NOTE!
Parts listed without item numbers are not shown, but may be ordered by the catalog number shown.
B. Returns
If a product must be returned for service, contact your distributor. Materials returned without proper autho-
rization will not be accepted.
6.02 Ordering Information
Order replacement parts by catalog number and complete description of the part or assembly, as listed
in the parts list for each type item. Also include the model and serial number of the power supply. Address all
inquiries to your authorized distributor.
6.03 Power Supply Replacement
The following items are included with the replacement power supply: work cable & clamp, input power
cable, gas pressure regulator / filter, and operating manual.
Qty Description Catalog #
1 ESAB Cutmaster® 80 Power Supply 460VAC, 3 Phase, 60Hz,
with input power cable 0559311302
Manual 0-5378 PARTS LIST
6-1
Page 56

ESAB CUTMASTER 80
6.04 Replacement Power Supply Parts
Qty Description Catalog #
1 Regulator 9-0115*
1 Filter Assembly Replacement Element 9-0116
1 Input Power Cord for 208 / 230 V Power Supply 8-4384
1 Input Power Cord for 460/600 V Power Supply 9-8593
NOTE!
*9-0115 regulator, If the serial number of the power supply is prior to #05078755 then kit number 9-0201
will be needed to replace not only the regulator (9-0115) but the logic PCB as well. Another way to tell if
the kit is needed is to see if the regulator has a small diameter tube coming out of the bottom fitting. If
there is a transducer and wire harness instead of the tube, the kit is not needed.
6.05 Options and Accessories
Qty Description Catalog #
1 Single - Stage Filter Kit (includes Filter & Hose) 7-7507
1 Replacement Filter Body 9-7740
1 Replacement Filter Hose (not shown) 9-7742
2 Replacement Filter Element 9-7741
1 Two - Stage Filter Kit (includes Hose & Mounting Screws 9-9387
Bracket, Filter Mounting (not shown) 9-9386
1 Two - Stage Air Filter Assembly 9-7527
1 First Stage Cartridge 9-1021
1 Second Stage Cartridge 9-1022
1 Extended Work Cable (50 ft / 15.2 m) with Clamp 9-8529
1 Multi - Purpose Cart 7-8888
1 Automation Interface Kit 9-8311
1 25' / 7.6 m CNC Cable for Automation Interface Kit 9-1008
1 35' / 10.7 m CNC Cable for Automation Interface Kit 9-1010
1 50' /15.2 m CNC Cable for Automation Interface Kit 9-1011
1 Nylon Dust Cover 9-7071
Housing
Filter
Element
(Cat. No. 9-7741)
Spring
O-ring
(Cat. No. 9-7743)
Cover
Barbed
Fitting
Assembled Filter
Art # A-02476
First & Second
Stage
Cartridges
(as marked)
Art # A-02942
Optional Single - Stage Filter Kit Optional Two - Stage Filter Kit
PARTS LIST Manual 0-5378
6-2
Page 57

ESAB CUTMASTER 80
6.06 Replacement Parts for Hand Torch
Item # Qty Description Catalog #
1 1 Torch Handle Replacement Kit (includes items No. 2 & 3) 9-7030
2 1 Trigger Assembly Replacement Kit 9-7034
3 1 Handle Screw Kit (5 each, 6-32 x 1/2” cap screw, and wrench) 9-8062
4 1 Torch Head Assembly Replacement Kit (includes items No. 5 & 6) 9-8219
5 1 Large O-ring 8-3487
6 1 Small O-ring 8-3486
7 Leads Assemblies with ATC connectors (includes switch assemblies)
1 SL60, 20 - foot Leads Assembly with ATC connector 4-7834
1 SL60, 50 - foot Leads Assembly with ATC connector 4-7835
1 SL100, 20 - foot Leads Assembly with ATC connector 4-7836
1 SL100, 50 - foot Leads Assembly with ATC connector 4-7837
8 1 Switch Kit 9-7031
10 1 Torch Control Cable Adapter (includes Item N 11) 7-3447
11 1 Through - Hole Protector 9-8103
1
8
2
4
5
6
3
7
Manual 0-5378 PARTS LIST
Art # A-07993_AB
6-3
Page 58

ESAB CUTMASTER 80
6.07 Replacement Parts - for Machine Torches with Unshielded Leads
Item No. Qty Description Catalog No.
1 1 Torch Head Assembly without leads (includes items 2, 3, and 14) 9-8220
2 1 Large O-ring 8-3487
3 1 Small O-ring 8-3486
4 1 PIP Switch Kit 9-7036
5 Unshielded Automated Leads Assemblies with ATC connectors
1 5 - foot / 1.5 m Leads Assembly with ATC connector 4-7850
1 10 - foot / 3.05 m Leads Assembly with ATC connector 4-7851
1 25 - foot / 7.6 m Leads Assembly with ATC connector 4-7852
1 50 - foot / 15.2 m Leads Assembly with ATC connector 4-7853
6 Unshielded Mechanized Leads Assemblies with ATC connectors
1 5 - foot / 1.5 m Leads Assembly with ATC connector 4-7842
1 10 - foot / 3.05 m Leads Assembly with ATC connector 4-7843
1 25 - foot / 7.6 m Leads Assembly with ATC connector 4-7844
1 50 - foot / 15.2 m Leads Assembly with ATC connector 4-7845
7 1 11” / 279 mm Rack 9-7041
8 1 11” / 279 mm Mounting Tube 9-7043
9 1 End Cap Assembly 9-7044
10 2 Body, Mounting, Pinch Block 9-4513
11 1 Pin, Mounting, Pinch Block 9-4521
12 1 Torch Holder Sleeve 7-2896
13 1 PIP Plunger and Return Spring Kit 9-7045
1 Pinion Assembly (Not shown) 7-2827
1 5” / 126 mm Positioning Tube (Not shown) 9-7042
NOTE!
*Does not include Control Cable Adapter or Through - Hole Protector.
Refer to Section 6.09 for Replacement Shielded Leads Assemblies.
PARTS LIST Manual 0-5378
6-4
Page 59

ESAB CUTMASTER 80
9
7
10
8
10
1
2
11
13
3
4
12
5 & 6
A-07994_AB
Manual 0-5378 PARTS LIST
6-5
Page 60

ESAB CUTMASTER 80
6.08 Replacement Shielded Machine Torch Leads Assemblies
Item No. Qty Description Catalog No.
1 Mechanized Shielded Leads Assemblies with ATC Connectors
1 5 - foot / 1.5 m Leads Assembly with ATC Connector 4-7846
1 10 - foot / 3.05 m Leads Assembly with ATC Connector 4-7847
1 25 - foot / 7.6 m Leads Assembly with ATC Connector 4-7848
1 50 - foot / 15.2 m Leads Assembly with ATC Connector 4-7849
1
Remote Pendant Adapter is
present on Mechanized leads only.
Torch Continuity
('PIP') Switch
A-03684
PARTS LIST Manual 0-5378
6-6
Page 61

6.09 Torch Consumable Parts (SL60)
ESAB CUTMASTER 80
Start
Cartridge
9-8213
DRAG TIP
CUTTING
40A
CUTTING
50-60A
CUTTING
Tips:
20A 9-8205
30A 9-8206
40A 9-8207
60A 9-8252
DRAG SHIELD
CUTTING
Tip:
40A 9-8208
STANDOFF
CUTTING
DRAG SHIELD
CUTTING
Tips:
50-55A 9-8209
60A 9-8210
STANDOFF
CUTTING
Shield
Cup Body,
9-8237
Shield Cup
9-8218
O-Ring No. 8-3488
Shield
Cup Body,
9-8237
Shield Cup
9-8218
O-Ring No. 8-3488
Shield
Cup Body,
9-8237
Shield Cup
9-8218
Shield Cap, Deflector
9-8243
Shield Cap, Drag
40A 9-8244
Shield Cap, Deflector
9-8243
Standoff Guide
9-8251
Shield Cap, Drag
50-60A 9-8235
Shield Cap, Deflector
9-8243
Standoff Guide
9-8281
Electrode
9-8215
Art # A-12790_AA
DRAG SHIELD
CUTTING
70-120A
CUTTING
80A 9-8211
90/100A 9-8212
Tips:
70A 9-8231
120A 9-8253
STANDOFF CUTTING
40-120A
GOUGING
Tips:
Tip Gouging A 9-8225 (40 Amps Max.)
Tip Gouging B 9-8226 (50 - 100 Amps)
Tip Gouging C 9-8227 (60 - 120 Amps)
Tip Gouging D 9-8228 (60 - 120 Amps)
Tip Gouging E 9-8254 (60 - 120 Amps)
O-Ring No. 8-3488
Shield
Cup Body,
9-8237
Shield Cup
9-8218
Shield
Cup Body,
9-8237
Shield Cap, Drag
70-100A 9-8236
Shield Cap, Deflector
9-8243
Standoff Guide
9-8281
Shield Cap, Gouging
9-8241
NOTE
ESAB Cutmaster 60 uses 60A and less
ESAB Cutmaster 80 uses 80A and less
ESAB Cutmaster 100 uses 100A and less
ESAB Cutmaster 120 uses 120A and less
Manual 0-5378 PARTS LIST
6-7
Page 62

ESAB CUTMASTER 80
6.10 Torch Consumable Parts (SL100)
Ohmic Clip
Manual Torch
9-8259
Ohmic Clip
Automation Torch
9-8224
Electrode
Auto 9-8232
Manual 9-8215
Starter
Cartridge
9-8213
20-40A
STANDOFF
CUTTING
50-60A
STANDOFF
CUTTING
Heavy Duty
Starter Cartridge
Non HF Only 9-8277
70-120A
STANDOFF
CUTTING
Tip:
20A 9-8205
30A 9-8206
40A 9-8208
Tips:
50-55A 9-8209
60A 9-8210
Tips:
70A 9-8231
80A 9-8211
90/100A 9-8212
120A Auto 9-8233
120A Manual 9-8253
Shield
Cup Body,
9-8237
Shield Cup
9-8218
Shield
Cup Body,
9-8237
Shield Cup
9-8218
Shield
Cup Body,
9-8237
Shield Cup
9-8218
Shield Cap, Machine
40A 9-8245
Shield Cap, Deflector
9-8243
Drag Shield Cup
9-8235
Shield Cap, Machine
50-60A 9-8238
Shield Cap, Deflector
9-8243
Drag Shield Cup
70-100A 9-8236
Drag Shield Cup
120A 9-8258
Shield Cap, Machine
70-100A 9-8239
Shield Cap, Machine
120A 9-8256
Shield Cap, Deflector
9-8243
40-120A
GOUGING
Tips:
Tip A 9-8225 (40 Amps Max.)
Tip B 9-8226 (50 - 120 Amps)
Tip C 9-8227 (60 - 120 Amps)
Tip D 9-8228 (60 - 120 Amps)
Art # A-08066_AG
PARTS LIST Manual 0-5378
6-8
Tip E 9-8254 (60 - 120 Amps)
Shield
Cup Body,
9-8237
Shield Cup, Gouging
9-8241
Page 63

ESAB CUTMASTER 80
This Page Intentionally Blank
Manual 0-5378 PARTS LIST
6-9
Page 64

ESAB CUTMASTER 80
This Page Intentionally Blank
PARTS LIST Manual 0-5378
6-10
Page 65

ESAB CUTMASTER 80
APPENDIX 1: SEQUENCE OF OPERATION
(BLOCK DIAGRAM)
ACTION:
Close external
disconnect switch.
RESULT:
Power to system.
Connect work cable to workpiece.
Set output amperage.
System is ready
for operation.
ON / OFF switch to ON
AC indicator ON.
GAS indicator ON
pressure is adequate
for power supply operation.
ACTION:
RESULT:
ACTION:
RESULT:
when input
Power circuit ready.
ACTION:
RUN /
Rapid Auto Restart /
SET / LATCH switch
to SET
RESULT:
Gas flows to set
pressure.
Torch moved away from work (while
ACTION:
RUN / Rapid Auto Restart /
SET / LATCH
switch to RUN
(for most applications)
or to
Rapid Auto Restart
(for gouging, trimming,
or expanded metal
applications)
or to
LATCH
is used for specific applications
(torch switch can be released
after main arc transfer).
RESULT: Gas flow stops.
ACTION:
still activated).
RESULT:
ACTION:
Protect eyes and activate
Torch switch (START)
RESULT:
Fans turn on. Gas flows briefly,
then stops.Gas restarts.
DC indicator ON
Pilot arc established.
ACTION:
Release Torch switch.
RESULT:
Main arc stops.
Gas flow stops after post - flow.
(Fans will continue to run for
10 minutes after the Torch switch
[START] is removed)
PILOT ARC
ACTION:
ON / OFF switch
to OFF
RESULT:
All indicators off.
Power supply fans shut off.
Main arc stops.
Pilot arc automatically
restarts.
ACTION:
Torch moved within
transfer distance of workpiece.
RESULT:
Main arc transfers.
Pilot arc off.
ACTION:
Unplug input
power cord or
open external
disconnect.
RESULT:
No power to system.
Art #A-07979_AB
Manual 0-5378 APPENDIX
A-1
Page 66

ESAB CUTMASTER 80
1/ 3
f
f
1
2
Mo de l:
U
1
1
1
1max 1eff
I
I
U
2
3Ø
3Ø1Ø
1Ø
S/N
U
0
=
X
Standard Symbols
Ø
AC
DC
Phase
NOTES:
1. Symbol shown indicates single- or three-phase AC input,
static frequency converter-transformer-rectifier, DC output.
2. Indicates input voltages for this power supply. Most power
supplies carry a label at the input power cord showing input
voltage requirements for the power supply as built.
3. Top row: Duty cycle values.
IEC duty cycle value is calculated as specified by
the International ElectroTechnical Commission.
TDC duty cycle value is determined under the power supply
manufacturer's test procedures.
Second row: Rated cutting current values.
Third row: Conventional load voltage values.
4. Sections of the Data Tag may be applied to separate areas
of the power supply.
I
Art # A-12765_AA
Da te of Mf r:
Output Range (Amperage/
Voltage)
Type of Power
Supply (Note 1)
Output Current Type
Rated NoLoad Voltage
Plasma Cutting
Symbol
Manufacturer's Name and/or
Logo, Location, Model and
Revision Level, Serial Number
and Production Code
Conventional
Load Voltage
Regulatory Standard Covering
This Type of Power Supply
Duty Cycle Data (Note 3)
Duty Cycle Factor
Input Power
Specifications
(Phase, AC or DC
Hertz Rating)
Input Power
Symbol
Rated Supply
Voltage (Note 2)
Rated Maximum
Supply Current
Maximum Effective
Supply Current
Degree of Protection
Manufacturer's Electrical
Schematic File Number
and Revision Level
APPENDIX 2: DATA TAG INFORMATION
APPENDIX Manual 0-5378
A-2
Page 67

APPENDIX 3: TORCH PIN - OUT DIAGRAMS
1
2
3
4
5
6
7
8
5
6
7
8
1
2
3
4
ATC Female Receptacle
Front View
Pilot
Pilot
6 - Open
7 - Open
8 - Open
5 - Open
Negative /
Plasma
6 - Open
7 - Open
5 - Open
2 - PIP
3 - Switch
4 - Switch
1 - PIP
4 - Green /
Switch
2- Orange /
PIP
3 - White /
Switch
1 - Black /
PIP
Negative /
Plasma
8 - Ground
ATC Male Connector
Front View
A-03701
ATC Female Receptacle
Front View
ATC Male Connector
Front View
Negative / Plasma
3 - White Pendant
Connector
4- Black Pendant
Connector
2 - Orange /
PIP
1 - Black /
PIP
Pilot
2 - PIP
1 - PIP
6 - Open
7 - Open
5 - Open
8 - Ground
8 - Green Pendant
Connector
Ground
5 - White /
Not Used
7 - Green /
Not Used
6 - Open
UNSHIELDED MACHINE TORCH
3 - Switch
4 - Switch
Art # A-03799
Negative / Plasma
Pilot
1
2
3
4
5
6
7
8
5
6
8
1
2
3
4
7
A. Hand Torch Pin - Out Diagram
B. Mechanized (Machine) Torch Pin - Out Diagram
ESAB CUTMASTER 80
Manual 0-5378 APPENDIX
A-3
Page 68

ESAB CUTMASTER 80
To rch: SL60 / SL100 Hand Torch
Leads: To rch Leads with AT C Connector
Power Supply: with ATC Receptacle
Pilot
Negative / Plasma
Power
Supply
PIP
Switch
Male
ATC Leads
Connector
AT C Female
Receptacle
Pilot
Negative / Plasma
Black
Orange
Torch
Leads
Torch
Head
To Power Supply
Circuitry
Art # A-03797
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
Torch
Switch
Green
White
To Power Supply
Circuitry
To rch: Unshielded Mechanized SL100 Machine Torch
Leads: Leads with ATC Connector and
Remote Pendant Connector
Power Supply: with ATC Female Receptacle
Pilot
Negative / Plasma
Power
Supply
To Remote Control
Remote
Pendant
Connector
PIP
Switch
Not
Used
Male
AT C Leads
Connector
AT C Female
Receptacle
Pilot Lead
Negative / Plasma Lead
Torch
Leads
Torch
Head
Art # A-03798
1
2
5
6
4
3
8
7
To Power Supply
Circuitry
Green
To Power Supply
Circuitry
1
2
5
6
4
3
8
7
Black
White
Green
Black
Orange
White
APPENDIX 4: TORCH CONNECTION DIAGRAMS
A. Hand Torch Connection Diagram
B. Mechanized Torch Connection Diagram
APPENDIX Manual 0-5378
A-4
Page 69

ESAB CUTMASTER 80
This Page Intentionally Blank
Manual 0-5378 APPENDIX
A-5
Page 70

ESAB CUTMASTER 80
APPENDIX 5: SYSTEM SCHEMATIC, 208/460V UNITS
D
*
PRIMARY
AC INPUT
JUMPER
C
B
A
A-12766_AA
*
5
SW1SW1
1 3
2 4
SW2SW2
W1W1
SERIAL PORT
W1W1
L1
T1
L2
T2
L3
T3
L4
T4
5
6
5
L1
L2
L3
GND
PRIMARY POWER CONNECTIONS:
3PH USE L1,L2,L3 & GND
REMOVE JUMPER BETWEEN L2 TO L3
1PH USE L1, L2 & GND INSTALL JUMPER BETWEEN L2 TO L3
INPUT VOLTAGE SELECTOR
(Closed for 230VAC input)
40 PIN RIBBON CABLE SIGNALS
1
-V_OUT_SIGNAL
/TIP_VOLTS
2
/TIP_SENSE
3
4
/460V_IN
5
/230V_IN
6
CUR_SET
7
/RAR (RAPID AUTO RESTART)
8
/INRUSH
9
/W1_ON
10
/SHDN
11
/TORCH_SOLENOID
12
/SOLENOID_ON
13
/OK_TO_MOVE
14
/FAN_ON
15
/LATCH_ACTIVE
16
/TORCH_SWITCH
17
/PIP
18
AC_ON
19
CSR
20
/TORCH_SOLENOID_DETECT
21
/OVERTEMP
22
V_IN
23
+12VDC
24
+12VDC
25
COMMON
26
COMMON
29
MAIN_PCB_ID
34
460_IN
35
+3.3VDC
36
TXD
37
RXD
38
COMMON
39
D
4
J3J3
1
2
3
J12J12
123
+12VDC
BIAS
SUPPLY
J1J1
1
2
3
4
5
INRUSH
RESISTORS
AC1AC1
7
AC2AC2
8
AC3AC3
9
7A
J3J3
460_IN
1
2
J6J6
1
24 VAC RETURN
2
J4J4
3.3VDC
1
TXD
2
RXD
3
4
D
5
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
Current ControlCurrent Control
LATCH
SET
RUN
RAR
ACAC
OVERTEMPOVERTEMP
GASGAS
DCDC
ERRORERROR
/INRUSH
D1
24VAC
/460
K1K1
D59 PCRD59 PCR
D78 CSRD78 CSR
J2
J1
ERROR IND FAULT
MAX
90
85
80
75
70
65
MIN
TEST POINTS
TP1
TP2
TP3
TP4
TP5
TP6
TP7
+12VDC
PCB3
/230
K1K1
PCB2
PCB1
40 CIRCUIT
RIBBON CABLE
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
POT. DEMAND
D1D1
LOGIC PCB
MAIN PCB ASSY
K5, K6K5, K6
MTH1MTH1
C1-C4*+C1-C4*
MTH3MTH3
K2K2
K5K5
MTH5MTH5
INPUT CAPACITOR PCB
K1-K4K1-K4
MTH2MTH2
+
MTH4MTH4
K3K3
K6K6
MTH6MTH6
C5-C8*+C5-C8*
+
MTH7MTH7
C3 & C5 not installed
0-100PSI / 0-4.5VDC
4
K4K4
MTH8MTH8
MAXMAX
9090
8585
8080
7575
7070
6565
MINMIN
+5VDC
COMMON
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
/SOLENOID
PRI 1 PRI 1
PRI 4 PRI 4
AB
PRI 2 PRI 2
Q1
Q2
+12VDC
J5J5
TEST POINTS
GND1
GND2
GND3
+12V1
48V1
I_DMD_1
TIP_SEN
123
SOL1SOL1
GAS CONTROL
REGULATOR
SOLENOID
VALVE
FILTER
AIR
INLET
J3J3
1
2
3
PRESSURE
TRANSDUCER
123
PRI 3PRI 3
DC
ATC
3
T1T1
3
2
2
APPENDIX Manual 0-5378
A-6
Page 71

ESAB CUTMASTER 80
1
CM82 / A60 ONLY
TS1TS1
SEC1SEC1
+12VDC
J11J11
NTCNTC
TEMP
CIRCUIT
1TORCH
PIP SWITCHPIP SWITCH
TORCH SWITCHTORCH SWITCH
1
AUTOMATION
2
TORCH SOLENOID
3
4
5
6
7
8
WORKWORK
J2 PINOUT
13
47
811
1214
D
C
-V OUT 1-V OUT 1
ELECTRODE1ELECTRODE1
WORK1WORK1
L1L1
ATC CONNECTOR
J1J1
1
2
3
4
5
6
7
8
J2J2
14
13
12
11
10
9
8
7
6
5
4
3
2
1
-
+
OK TO MOVE
}
(5A @250VAC / 30VDC)
/START / STOP
}
(Sink 50mA @12VDC)
E64
TIP1TIP1
E35
J9J9
78
1
79
2
80
3
81
4
82
5
6
83
7
P10P10
J10J10
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
1
2
/OVERTEMP
D3
SEC2SEC2
Q5
/START
24VAC RETURN
24VAC SUPPLY
OK-TO-MOVE
CHOKE1CHOKE1
PILOT IGBTQ5PILOT IGBT
/PIP
+12VDC
SupersedesScale
SupersedesScale
SupersedesScale
Sheet
Sheet
Sheet
11
11
11
of
of
of
B
A
+12VDC
1
2
J7J7
+ -
MOT1MOT1
1
+12VDC
J8J8
+ -
MOT2MOT2
1
2
NAFNAF
/FAN/FAN
SEE A-09131
INTRO ECO B534
AA
AB
ECO B855
AC
AD
ECO B1357
AE
Last Modified:
Last Modified:
Last Modified:
P10P10
Monday, March 30, 2009
Monday, March 30, 2009
Monday, March 30, 2009
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
**
To -V OUT 1
on PCB1
1
2
3
4
5
6
7
8
J1J1
1
2
3
4
5
6
7
8
J3J3
E1E1
+12VDC
K1K1
PCB4
Date
Date
Date
ByRevisionsRev
ByRevisionsRev
ByRevisionsRev
RWH 07/23/07
MNC 04/23/08ECO B890
MNC 05/09/08
MNC 10/03/08ECO B1159
RWH 03/31/09
13:16:29
13:16:29
13:16:29
123
AUTOMATION
INTERFACE PCB
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS /16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
J2J2
1
2
3
/START / STOP
}
4
(-)
5
DIVIDED ARC VOLTS
}
*
(+)
6
7
(-)
ARC VOLTS
8
}
(W/ 100K IN SERIES (2))
(+)
9
10
11
12
OK-TO-MOVE
13
K1
NOTE: UNLESS OTHERWISE SPECIFIED -
NOTE: UNLESS OTHERWISE SPECIFIED -
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
TITLE:
TITLE:
TITLE:
Schematic, ESAB Cutmaster 60 20' SL60
208-460V 1/3ph CSA (Configured for 460V 3ph
}
14
A-12766_AA
PCB No:
PCB No:
PCB No:
Assy No:
Assy No:
Assy No:
Date:
Date:
Date:
Thursday, March 27, 2008
Thursday, March 27, 2008
Thursday, March 27, 2008
Drawn: References
Drawn: References
Drawn: References
RWH
Chk: App:
Chk: App:
Chk: App:
DWG No:
Size
DWG No:
Size
DWG No:
Size
42X1298
42X1298
42X1298
C
C
C
Manual 0-5378 APPENDIX
A-7
Page 72

ESAB CUTMASTER 80
APPENDIX 6: SYSTEM SCHEMATIC, 600V UNITS
D
CE UNITS
*
ONLY
L1
L2
L3
GND
C
380/400/415V
OR 600V
3 PH AC INPUT
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
B
40 PIN RIBBON CABLE SIGNALS
1
-V_OUT_SIGNAL
2
/TIP_VOLTS
3
/TIP_SENSE
4
/460V_IN
5
/230V_IN
6
CUR_SET
7
/RAR (RAPID AUTO RESTART)
8
/INRUSH
9
/W1_ON
10
/SHDN
11
/TORCH_SOLENOID
12
/SOLENOID_ON
13
/OK_TO_MOVE
14
/FAN_ON
15
/LATCH_ACTIVE
16
/TORCH_SWITCH
17
/PIP
18
AC_ON
19
CSR
20
/TORCH_SOLENOID_DETECT
21
/OVERTEMP
22
23
24
25
26
29
34
35
36
37
38
39
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
A
A-12767_AA
EMI
*
FILTER
1
2
3
4
EMI
*
CHOKE
1
2
3
4
5
BIAS
SUPPLY
J1J1
SW1SW1
1 3
2 4
W1W1
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
5
L1
L2
L3
L4
5
6
SERIAL PORT
Current ControlCurrent Control
LATCH
SET
RUN
RAR
W1W1
1
2
3
4
5
7
T1
8
T2
9
T3
7A
T4
J6J6
1
2
J4J4
1
2
3
4
5
ACAC
OVERTEMPOVERTEMP
GASGAS
DCDC
ERRORERROR
INRUSH
RESISTORS
AC1AC1
AC2AC2
AC3AC3
24VAC
24 VAC RETURN
3.3VDC
TXD
RXD
D
J2
J1
ERROR INDFAULT
MAX
90
85
80
75
70
65
MIN
TEST POINTS
TP1
TP2
TP3
TP4
TP5
TP6
TP7
+12VDC
PCB3
+12VDC
K1K1
/INRUSH
D1
D59 PCRD59 PCR
D78 CSRD78 CSR
40 CIRCUIT
RIBBON CABLE
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
POT. DEMAND
D1D1
LOGIC PCB
4
MTH2MTH2
MTH1MTH1
C1-C4*+C1-C4*
+
MTH3MTH3
MTH4MTH4
MTH8MTH8
MTH6MTH6
C5-C8*+C5-C8*
+
MTH5MTH5
MTH7MTH7
PCB2
INPUT CAPACITOR PCB
C3 & C5 may not be installed
MAIN PCB ASSY
PCB1
0-100PSI / 0-4.5VDC
4
MAXMAX
9090
8585
8080
7575
7070
6565
MINMIN
+5VDC
COMMON
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
/SOLENOID
PRI 1 PRI 1
AB
PRI 4 PRI 4
DC
PRI 3PRI 3
PRI 2 PRI 2
Q1
+12VDC
J5J5
Q2
GND1
GND2
GND3
+12V1
48V1
I_DMD_1
TIP_SEN
TEST POINTS
123
SOL1SOL1
GAS CONTROL
REGULATOR
SOLENOID
ATC
VALVE
FILTER
AIR
INLET
J3J3
1
2
3
PRESSURE
TRANSDUCER
123
APPENDIX Manual 0-5378
A-8
Page 73

ESAB CUTMASTER 80
3
TS1TS1
T1T1
J11J11
1
+12VDC
2
TEMP
/OVERTEMP
CIRCUIT
NTCNTC
D3
SEC1SEC1
SEC2SEC2
Q5
/START
24VAC RETURN
24VAC SUPPLY
OK-TO-MOVE
/PIP
2
+12VDC
CHOKE1CHOKE1
ELECTRODE1ELECTRODE1
PILOT IGBTQ5PILOT IGBT
-V OUT 1-V OUT 1
TIP1TIP1
WORK1WORK1
1
L1L1
ATC CONNECTOR
J1J1
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
J2J2
14
13
12
11
10
9
8
7
6
5
4
3
2
1
-
+
OK TO MOVE
}
(5A @250VAC / 30VDC)
/START / STOP
}
(Sink 50mA @12VDC)
E64
E35
J9J9
78
1
79
2
80
3
81
4
82
5
6
83
7
P10P10
J10J10
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
1TORCH
PIP SWITCHPIP SWITCH
TORCH SWITCHTORCH SWITCH
AUTOMATION
TORCH SOLENOID
WORKWORK
J2 PINOUT
D
C
13
47
811
1214
SupersedesScale
SupersedesScale
SupersedesScale
Sheet
Sheet
Sheet
11
11
11
of
of
of
B
A
+12VDC
1
2
J7J7
+ -
MOT1MOT1
3
+12VDC
J8J8
+
SEE A-09133
INTRO ECO B1357
AA
AB
Last Modified:
Last Modified:
Last Modified:
Wednesday, May 06, 2009
2
MOT2MOT2
/FAN/FAN
1
2
P10P10
NAFNAF
-
DateByRevisionsRev
DateByRevisionsRev
DateByRevisionsRev
RWH 03/31/09
RWH 90/50/509931B OCE
13:16:29
13:16:29
13:16:29
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
To -V OUT 1
on PCB1
1
2
3
4
5
6
7
8
E1E1
J1J1
+12VDC
1
2
3
4
5
6
7
8
PCB4
NOTE: UNLESS OTHERWISE SPECIFIED -
NOTE: UNLESS OTHERWISE SPECIFIED -
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
TITLE:
TITLE:
TITLE:
Schematic ESAB Cutmaster 60/80 20'/50' SL60 400V/208-460V 3ph
CE/Non-CE CCC / 1/3ph CSA (Configured for 460V 3ph)
To configure DIVIDED ARC VOLTS signal output
**
No jumper installed for ARC VOLTS /16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
123
J3J3
K1K1
K1
AUTOMATION
INTERFACE PCB
J2J2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
/START / STOP
}
(-)
DIVIDED ARC VOLTS
}
*
(+)
(-)
ARC VOLTS
}
(W/ 100K IN SERIES (2))
(+)
OK-TO-MOVE
}
A-12767_AA
PCB No:
PCB No:
PCB No:
Assy No:
Assy No:
Assy No:
Date:
Date:
Date:
Thursday, March 27, 2008
Drawn: References
Drawn: References
Drawn: References
RWH
Chk: App:
Chk: App:
Chk: App:
Size
Size
Size
C
C
C
DWG No:
DWG No:
DWG No:
42X1329
42X1329
42X1329
Manual 0-5378 APPENDIX
A-9
Page 74

ESAB CUTMASTER 80
Revision History
Date Rev Description
01/15/2015 AA Manual release
05/22/2015 AB Miscellaneous corrections and updates
APPENDIX Manual 0-5378
A-10
Page 75

This Page Intentionally Blank
Page 76

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers to our distributors in other
countries, please visit our home
page
www.esab.eu
www.esab.eu
©2015 ESAB Welding and Cutting Products
Printed in Mexico
 Loading...
Loading...