


ESAB Cutmaster® 80
SYSTÉMU ŘEZÁNÍ PLASMOU
SL60 1Torch™
Provozní
příručce
Art # A-12774CS_AC
VÝSTUP
Revize: AD Datum vydání: 31. října, 2019 Ppříručce číslo: 300X5396CS
MAX VÝSTUP
80
AMPÉRY
PŘÍVOD NAPÁJENÍ
FÁZE
NAPĚTÍ
400V
esab.eu

OCEŇUJEME VAŠE PODNIKÁNÍ!
Blahopřejeme Vám k zakoupení nového výrobku ESAB! Jsme rádi, že jste naším zákazníkem, a budeme usilovat o to, abychom vám poskytovali ty nejlepší a nejspolehlivější
služby v odvětví Tento výrobek je podpořen rozsáhlou zárukou a celosvětovou servisní
sítí. Pro kontaktní informace na nejbližšího distributora či servisní agenturu se navštivte
naše internetové stránky na adrese: www.esab.com.
V této provozní příručce jsou zpracovány pokyny ohledně správné instalace a používání
výrobku společnosti ESAB. Vaše spokojenost s tímto výrobkem a jeho bezpečné provozování jsou našimi hlavními zájmy. Proto věnujte čas přečíst celý návod k obsluze, zejména
bezpečnostní opatření. Tato opatření vám pomohou se vyhnout možným rizikům spojeným
s použitím tohoto výrobku.
JSTE V DOBRÉ SPOLEČNOSTI!
Doporučená značka pro všechny poskytovatele služeb a výrobce na celém světě.
ESAB je globální značku na manuální a automatizace Plazmové řezání výrobků.
Lišíme se od konkurence předními inovacemi na trhu a spolehlivými výrobky, které obstály
ve zkoušce času. Zakládáme si na technické inovaci, konkurenčních cenách, vynikajícím
dodání, prvotřídním zákaznickém servisu a technické podpoře, spolu s mimořádnými prodejními a marketingovými zkušenostmi.
Naším hlavním závazkem je vytvářet technologicky pokročilé výrobky k dosažení bezpečnějšího pracovní prostředí v odvětví svařování.

Varování
!
Před instalací, provozováním a údržbou zařízení si přečtěte celou příručku a
bezpečnostní postupy pro zaměstnance tak, abyste je pochopili.
Přestože informace obsažené v příručce vyjadřují názor výrobce, výrobce
nepřebírá za jejich použití žádnou zodpovědnost.
Zdroj napájení řezání plasmou
ESAB Cutmaster® 80
SL60 1Torch™
Provozní 300X5396CS
Vydavatel:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Phone: +48 (0) 77 4019270
www.esab.com
Copyright 2015, 2019 by ESAB
Všechna práva vyhrazena.
Kopírování tohoto dokumentu nebo jeho částí bez písemného souhlasu vydavatele
je zakázáno.
Vydavatel nepřijímá a tímto odmítá jakoukoli zodpovědnost vůči jakékoli straně za
jakoukoli ztrátu nebo poškození způsobené chybou nebo opomenutím v této příručce,
ať je důvodem chyby nedbalost, nehoda či jiná příčina.
Pro tiskový materiál podle specikace viz dokument 47x1909
Původní datum vydání: 15. ledna 2015
Datum revize: 31. října, 2019
Pro účely záruky zapište následující informace:
Místo zakoupení:_______________________________ _____________
Datum zakoupení:__________________________________ _________
Sériový zdroj napájení:___________________________ ____________
Sériový hořáku:___________________________________ __________
ii

SEZNAMTE S TOUTO PŘÍRUČKOU OBSLUHU ZAŘÍZENÍ.
UPOZORNĚNÍ
DALŠÍ KOPIE SI VYŽÁDEJTE U DISTRIBUTORA.
Tato PŘÍRUČKA je určena pro zkušenou obsluhu. Jestliže nejste zcela seznámeni se
zásadami bezpečné práce se zařízeními pro obloukové svařování a řezání, doporučujeme Vám prostudovat si naši brožuru "Opatření a bezpečné postupy pro obloukové svařování, řezání a drážkování," formulář 52-529. NEDOVOLTE nezaškoleným
osobám zařízení obsluhovat, instalovat nebo udržovat. NEPOKOUŠEJTE SE zařízení instalovat ani obsluhovat bez důkladného pročtení této příručky a jejího plného
porozumění. Jestliže jste příručce neporozuměli dokonale, kontaktujte svého dodavatele pro více informací. Před instalací a jakoukoli obsluhou zařízení si přečtěte
Bezpečnostní pokyny.
ODPOVĚDNOST UŽIVATELE
Toto zařízení bude pracovat v souladu s touto příručkou, štítky nebo s přílohami, jestliže je instalováno, obsluhováno, udržováno a opravováno ve shodě s přiloženými pokyny. Zařízení musí být pravidelně kontrolováno. Nefunkční nebo nedostatečně udržované
zařízení by nemělo být používáno. Nefunkční, chybějící, opotřebované, poškozené nebo
znečištěné součásti by měly být ihned vyměněny. Stane-li se oprava nebo výměna nezbytnou, výrobce doporučuje podat písemnou nebo telefonickou žádost o servisní pokyny u
autorizovaného distributora, u kterého bylo zařízení zakoupeno.
Zařízení ani žádná jeho část by neměla být zaměňována bez předchozího písemného
souhlasu výrobce. Uživatel zařízení nese plnou odpovědnost za poruchy vzniklé v důsledku nesprávného používání, špatné údržby, poškození či záměny provedené kýmkoliv jiným
než výrobcem či servisem výrobcem stanoveným.
PŘED INSTALACÍ A POUŽÍVÁNÍM ZAŘÍZENÍ SI PROSTUDUJTE UŽIVATELSKOU PŘÍ-
!
RUČKU TAK, ABYSTE JÍ ROZUMĚLI.
CHRAŇTE SEBE I OSTATNÍ!

PROHLÁŠENÍ O SHODĚ
Podle
Směrnice o nízkém napětí 2014/35/EU, která vstoupila v platnost dne 20. dubna 2016
Směrnice EMC 2014/30/EU, která vstoupila v platnost dne 20. dubna 2016
Směrnice o omezení používání některých nebezpečných látek 2011/65/EU, která vstoupila v plat-
nost dne 2. ledna 2013
Typ zařízení
Systému řezání plasmou
Typové označení atd.
ESAB Cutmaster® 80, ze sériového čísla 845-xxx-xxxx
Značka nebo ochranná známka
ESAB
Výrobce nebo jeho autorizovaný zástupce
Jméno, adresa, telefonní číslo:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Telefon: +48 (0) 77 4019270, FAX: +01 603 298 7402
Při návrhu byla použita následující harmonizovaná norma platná v Evropském hospodářském prostoru:
IEC/EN 60974-1:2017 / AMD1:2019 Zařízení pro obloukové svařování - Část 1: Svařování Napájecí zdroje.
IEC/EN 60974-10:2014 / AMD1:2015 Vydavatel 2015-06-19 Zařízení pro obloukové svařování - Část 10: Požadavky na elektromagnetickou kompatibilitu (EMC)
Dodatečné informace: Restriktivní použití, zařízení třídy A, určené k použití v jiném než obytném prostředí.
Podpisem tohoto dokumentu níže podepsaný jakožto výrobce nebo jeho autorizovaný zástupce usazený
na území Evropského hospodářského prostoru prohlašuje, že dotyčné zařízení splňuje výše uvedené
bezpečnostní požadavky.
Date Podpis Poloha
20. srpna 2019
Flavio Santos Generální ředitel
Příslušenství
2019

Obsah
ODDÍL 1: BEZPEČNOSTNÍ OPATŘENÍ ............................................................................................... 1-1
1.0 Bezpečnostní opatření ...............................................................................................................1-1
ČÁST 2: SYSTÉM: ÚVOD ................................................................................................................... 2-1
2.01 Způsob používání této příručky ............................................................................................. 2-1
2.02 Identikace zařízení .................................................................................................................... 2-1
2.03 Příjem zařízení ............................................................................................................................... 2-1
2.04 Specikace zdroje napájení ..................................................................................................... 2-2
2.05 Specikace zapojení vstupu .................................................................................................... 2-3
2.06 Funkce zdroje napájení .............................................................................................................2-4
ČÁST 2: HOŘÁK: ÚVOD .................................................................................................................. 2T-1
2T.01 Rozsah příručky .......................................................................................................................... 2T-1
2T.02 Obecný popis .............................................................................................................................. 2T-1
2T.03 Specikace .................................................................................................................................. 2T-1
2T.04 Možnosti a příslušenství .......................................................................................................... 2T-2
2T.05 Úvod to plazmy .......................................................................................................................... 2T-2
ČÁST 3: SYSTÉM: INSTALACE ...........................................................................................................3-1
3.01 Vybalování ...................................................................................................................................... 3-1
3.02 Možnosti zdvihu ........................................................................................................................... 3-1
3.03 Připojení primárního vstupního napájení .......................................................................... 3-1
3.04 Připojení plynu ............................................................................................................................. 3-2
ČÁST 3: HOŘÁK: INSTALACE ..........................................................................................................3T-1
3T.01 Připojení hořáku .........................................................................................................................3T-1
3T.02 Nastavení mechanického hořáku ........................................................................................ 3T-1
ČÁST 4: SYSTÉM: PROVOZ ................................................................................................................ 4-1
4.01 Ovládací prvky / funkce čelního panelu .............................................................................. 4-1
4.02 Příprava na provoz ......................................................................................................................4-2
ČÁST 4: HOŘÁK: PROVOZ ............................................................................................................... 4T-1
4T.01 Výběr dílů hořáku ...................................................................................................................... 4T-1
4T.02 Kvalita řezu ................................................................................................................................... 4T-1
4T.03 Obecné informace o řezání .................................................................................................... 4T-2
4T.04 Obsluha ručního hořáku ......................................................................................................... 4T-3
4T.05 Drážkování ................................................................................................................................... 4T-6
4T.06 Provoz mechanizovaného hořáku ....................................................................................... 4T-7
4T.07 Výběr dílů pro řezání pomocí ručního a mechanizovaného hořáku .......................4T-8
4T.08 Doporučené rychlosti řezání pro mechanizovaný hořák s nechráněným hrotem 4T-9
4T.09 Doporučené rychlosti řezání pro mechanizovaný hořák s chráněným hrotem 4T-12
INFORMACE O PATENTECH ..........................................................................................................4T-16

Obsah
ČÁST 5: SYSTÉM: SERVIS ..................................................................................................................5-1
5.01 Obecná údržba ............................................................................................................................. 5-1
5.02 Plán údržby .................................................................................................................................... 5-2
5.03 Běžné chyby................................................................................................................................... 5-2
5.04 Indikátor chyby ............................................................................................................................. 5-3
5.05 Základní průvodce odstraňováním potíží .......................................................................... 5-4
5.06 Výměna základních dílů zdroje napájení ............................................................................ 5-6
ČÁST 5: HOŘÁK: SERVIS ................................................................................................................. 5T-1
5T.01 Obecná údržba ........................................................................................................................... 5T-1
5T.02 Kontrola a výměna spotřebních dílů hořáku ................................................................... 5T-2
ČÁST 6: SEZNAMY DÍLŮ .................................................................................................................... 6-1
6.01 Úvod ................................................................................................................................................. 6-1
6.02 Informace o objednání .............................................................................................................. 6-1
6.03 Výměna zdroje napájení ........................................................................................................... 6-1
6.04 Náhradní díly zdroje napájení ................................................................................................. 6-1
6.05 Možnosti a příslušenství ............................................................................................................ 6-2
6.06 Náhradní díly pro ruční hořák ................................................................................................ 6-3
6.07 Náhradní díly – pro strojové hořáky s nechráněnými vedeními .................................6-4
6.08 Spotřební díly hořáku (SL60) ................................................................................................... 6-6
6.09 Spotřební díly hořáku (SL100) ................................................................................................. 6-7
PŘÍLOHA 1: POŘADÍ OPERACÍ (BLOKOVÉ SCHÉMA) .......................................................................A-1
PŘÍLOHA 2: INFORMACE DATOVÉHO ŠTÍTKU .................................................................................A-2
PŘÍLOHA 3: SCHÉMA KOLÍKŮ HOŘÁKU ...........................................................................................A-3
PŘÍLOHA 4: SCHÉMATA PŘIPOJENÍ HOŘÁKU ..................................................................................A-4
PŘÍLOHA 5: SCHÉMA SYSTÉMU, JEDNOTKY 400 V .........................................................................A-6
Historie revizí ....................................................................................................................................A-8

Tato stránka je úmyslně ponechána prázdná.

ESAB CUTMASTER 80
ODDÍL 1: BEZPEČNOSTNÍ OPATŘENÍ
1.0 Bezpečnostní opatření
Uživatel svařovacího a plazmového řezacího zařízení ESAB nese plnou zodpovědnost za zajištění toho, aby
každý, kdo pracuje se zařízením nebo v jeho blízkosti, dodržoval všechna příslušná bezpečnostní opatření.
Bezpečnostní opatření musí vyhovovat požadavkům, které se týkají tohoto druhu svařovacího nebo plazmového
řezacího zařízení. Následující doporučení by měla být dodržována jako doplněk ke standardním předpisům,
které se týkají pracoviště.
Veškeré práce musí provádět kvalikovaní pracovníci dobře obeznámení s obsluhou svařovacího nebo plazmového řezacího zařízení. Nesprávná obsluha zařízení může vést k nebezpečným situacím, které mohou mít za
následek poranění obsluhy nebo poškození zařízení.
1. Každý, kdo používá svařovací nebo plazmové řezací zařízení, musí být plně seznámen s:
- jeho obsluhou
- umístěním nouzových vypínačů
- jeho funkcí
- příslušnými bezpečnostními opatřeními
- svařováním, plazmovým řezáním nebo s obojím
2. Obsluha musí zajistit, aby:
- se nikdo neoprávněný nenacházel při spuštění zařízení v jeho pracovním prostoru.
- nikdo nebyl během hoření oblouku bez náležité ochrany.
3. Pracoviště musí:
- být vhodné pro daný účel
- být chráněno před průvanem
4. Pomůcky osobní ochrany:
- Vždy noste doporučené ochranné pomůcky, jako jsou ochranné brýle, nehořlavý
oděv a ochranné rukavice.
- Nenoste volné doplňky, jako jsou šály, náramky, prsteny atd., kterými byste mohli
zachytit nebo si způsobit popáleniny.
5. Obecná opatření:
- Ujistěte se, že je zemnicí kabel bezpečně připojen.
- Pracovat na vysokonapěťovém zařízení smí pouze kvalikovaný elektrotechnik.
- Patřičné hasicí zařízení můsí být jasně označeno a po ruce.
- Mazání a údržba zařízení se nesmí provádět za provozu.
Elektronická zařízení likvidujte v recyklačním zařízení!
V souladu s evropskou směrnicí 2002/96/ES o likvidaci elektrických a elektronických zařízení a její implementací podle státních zákonů se musí elektrické zařízení, které dosáhlo
konce životnosti, zlikvidovat v recyklačním zařízení.
Jako osoba zodpovědná za zařízení máte povinnost informovat se o schválených sběrných místech.
Chcete-li další informace, obraťte se na nejbližšího prodejce společnosti ESAB.
Společnost ESAB vám může poskytnout všechny potřebné ochranné prostředky a příslušenství pro řezání.
300X5396CS OBECNÉ INFORMACE
1-1
ESAB CUTMASTER 80
UPOZORNĚNÍ
SVAŘOVÁNÍ A PLAZMOVÉ ŘEZÁNÍ MŮŽE ZPŮSOBIT ZRANĚNÍ VÁM
VAROVÁNÍ
ÚRAZ ELEKTRICKÝM PROUDEM - Může být smrtelný.
- Nainstalujte a uzemněte svařovací nebo plazmovou řezací jednotku v souladu s příslušnými předpisy.
- Nedotýkejte se živých elektrických součástek ani elektrod holou kůží, vlhkými rukavicemi nebo vlhkým
oděvem.
- Izolujte se od uzemnění a od svařovaného předmětu.
- Ujistěte se, že je Váš pracovní postoj bezpečný.
KOUŘ A PLYNY - Mohou být zdraví nebezpečné.
- Držte hlavu stranou od plynných zplodin.
- Používejte ventilaci, odsávání u oblouku nebo obojí, aby se plynné zplodiny nedostaly do oblasti dýchacích
cest a okolního prostoru.
ZÁŘENÍ OBLOUKU - Může způsobit poranění očí a popálení pokožky.
- Chraňte svůj zrak a tělo. Používejte správné svářečské štíty a ochranné brýle a noste ochranný oděv.
- Chraňte osoby v okolí vhodnými štíty nebo clonami.
NEBEZPEČÍ POŽÁRU
- Jiskry (odstřikující žhavý kov) mohou způsobit požár. Zajistěte, aby se v blízkosti nenacházely žádné hořlavé
materiály.
I OSTATNÍM. PŘI SVAŘOVÁNÍ NEBO ŘEZÁNÍ DODRŽUJTE BEZPEČNOSTNÍ OPATŘENÍ. VYŽÁDEJTE SI BEZPEČNOSTNÍ PŘEDPISY SVÉHO
ZAMĚST NAVATELE, KTERÉ BY MĚLY VYCHÁZET Z MOŽNÝCH RIZIK UVÁDĚNÝCH VÝROBCEM.
HLUK - Nadměrný hluk může poškodit sluch.
- Chraňte svoje uši. Používejte protihluková sluchátka nebo jinou ochranu sluchu.
- Varujte osoby v okolí před tímto nebezpečím.
PORUCHA - V případě poruchy přivolejte odbornou pomoc.
PŘED INSTALACÍ A POUŽÍVÁNÍM ZAŘÍZENÍ SI PROSTUDUJTE UŽIVATELSKOU PŘÍRUČKU TAK,
ABYSTE JÍ ROZUMĚLI. CHRAŇTE SEBE I OSTATNÍ!
Nepoužívejte tento napájecí zdroj pro rozmrazování potrubí.
VAROVÁNÍ
Zařízení “class A" není určeno k používání v obytných
oblastech, v nichž je elektrické napájení zajišťováno veřejnou, nízkonapĕťovou rozvodnou sítí. Kvůli rušení šířenému vedením a vyzařováním se mohou v takových
oblastech objevit případné obtíže se zaručením elektromagnetické kompatibility u zařízení “class A".
Tento výrobek je určen výlučně pro plazmové řezání. Jakékoliv jiné použití
UPOZORNĚNÍ
může přivodit zranění nebo škodu na přístroji.
Před instalací a používáním zařízení si prostudujte
UPOZORNĚNÍ
1-2
OBECNÉ INFORMACE 300X5396CS
uživatelskou příručku tak,
!

ESAB CUTMASTER 80
!
ČÁST 2: SYSTÉM: ÚVOD
2.01 Způsob používání této příručky
Tato příručka k obsluze se vztahuje pouze na specikace
nebo čísla dílů uvedená na straně i.
K zajištění bezpečného provozu, přečíst celou příručka
včetně kapitoly o bezpečnostní pokyny a varování.
V celé této příručky, slova varování, opatrnost, nebezpečí
a poznámka může objevit. Zvláštní pozornost věnovat
informace poskytnuté podle těchto položek. Tato zvláštní
poznámky jsou snadno poznat takto:
POZNÁMKA!
Operace, řízení, nebo pozadí informace, které vyžaduje další důraz
nebo je užitečné pro účinné fungování systému.
Upozornění
!
Postup, který může při nesprávném
dodržování poškodit zařízení.
Varování
Postup, který může při nesprávném
dodržování vést k poranění obsluhy
nebo jiných osob v oblasti provozu.
2.02 Identikace zařízení
Identikační číslo (specikace nebo číslo dílu), model a
sériové číslo jednotky jsou obvykle uvedeny na datovém
štítku připevněném k zadnímu panelu. Zařízení, které
nemá datový štítek, například sestava hořáku a kabelu,
se identikuje pouze podle specikace nebo čísla dílu
vytištěného na volně připojené kartě nebo na přepravním obalu. Poznamenejte si tato čísla v dolní části
stránky pro budoucí referenci.
2.03 Příjem zařízení
Když obdržíte zařízení, porovnejte je s údaji na
faktuře, čímž se ujistíte, že zařízení je úplné. Také
zkontrolujte, zda zařízení náhodou nebylo poškozeno
při přepravě. Pokud dojde k jakémukoli poškození, ihned
upozorněte přepravce a nahlaste škodu. Úplné informace týkající se náhrad škod nebo chyb souvisejících
s přepravou podejte na místo ve své oblasti uvedené
uvnitř zadního obalu této příručky.
Zahrňte všechna identikační čísla zařízení, jak je popsáno níže, společně s úplným popisem vadných dílů.
Před vyjmutím jednotky z bedny přesuňte zařízení na
místo instalace. Při použití tyčí, kladiv apod. k vyjmutí jednotky z bedny buďte opatrní, abyste nepoškodili zařízení.
Varování
Uvádí informace týkající se možného
úrazu elektrickým proudem. Varování bude umístěno v poli, jako je toto.
Nebezpečí
Prostředky bezprostřední nebezpečí
!
Další kopie této příručky lze zakoupit kontaktováním
společnosti ESAB na adrese a telefonním čísle ve vaší
oblasti, které jsou uvedeny na zadním obalu této příručky.
Zahrnout v příručce číslo a zařízení identikační čísla.
Elektronické kopie této příručky lze také stáhnout zdarma ve formátu Acrobat PDF přejitím na níže uvedenou
webovou stránku společnosti ESAB.
http://www.esab.eu
které-pokud se vyhnout, bude mít za
následek okamžité a vážné zranění
nebo ztráty na životech.
300X5396CS ÚVOD
2-1

ESAB CUTMASTER 80
381 mm
6"
2.04 Specikace zdroje napájení
Specikace zdroje napájení ESAB Cutmaster 80
Vstupní napájení 400 VAC (360 - 440 VAC), Tři fáze, 50/60 Hz
Vstupní napájecí kabel
Vstupní napájecí kabel Zdroj napájení obsahuje vstupní kabel. Kabel pro 400 V, 3 fáze.
Výstupní proud 20 až 80 ampér, trvale nastavitelný
Schopnost zdroje
napájení ltrovat plyn
Pracovní cyklus zdroje napájení zařízení ESAB Cutmaster 80 *
Teplota okolí
Hodnocení IEC CE IEC CE IEC CE
Pracovní cyklus 40% 60% 100%
Zdroj napájení obsahuje vstupní napájecí kabel.
Pro případ kabelů s jinými vstupními napětími viz část 2.05.
Částice do 5 mikrometrů
Zatížitelnost při pracovním cyklu při 40 °C (104 °F)
Provozní rozsah 0 ° až 50 °C
Všechny jednotky
Proud
Napětí stejnosměrného
proudu
80
Ampéry
112 112 106 106 100 100
80
Ampéry
65
Ampéry
65
Ampéry
50
Ampéry
50
Ampéry
* POZNÁMKA: Pokud je primární vstupní napájení (střídavý proud) nízké nebo je výstupní napětí (stejnosměrný
proud) vyšší, než je uvedeno v tomto grafu, pracovní cyklus se zkrátí.
POZNÁMKA!
Zatížitelnost podle IEC se určuje podle specikací Mezinárodní elektrotechnické komise. Tyto specikace zahrnují výpočet výstupního napětí na základě jmenovitého proudu
zdroje napájení. Aby bylo usnadněno porovnávání zdrojů napájení, toto výstupní napětí
používají k určení pracovního cyklu všichni výrobci.
Rozměry a hmotnost zdroje napájení Požadavky na čistý prostor kolem ventilace
305 mm
12"
Art # A-14329
15"
Art # A-14328
762 mm
24,5 kg / 54 lb
30"
2-2
ÚVOD 300X5396CS
610 mm
24"
150 mm
6"
150 mm
150 mm
6"

ESAB CUTMASTER 80
2.05 Specikace zapojení vstupu
Požadavky na zapojení vstupního kabelu zdroje napájení zařízení ESAB Cutmaster 80
Vstupní napětí Frekv. Vstup napájení Navrhované velikosti (viz poznámka)
Pojistka
Volty Hz kVA I max I e
(Ampéry) Ohebná šňůra (AWG)
3 fáze
Síťová napětí s navrhovanou ochranou obvodu a velikostmi vodičů. Podle národního zákona o elektrických
zařízeních (National Electric Code) a kanadského zákona o elektrických zařízeních (Canadian Electric Code)
400 50/60 11.8 17 11 20 12
POZNÁMKA!
Správné požadavky na zapojení získáte v pravomocných místních a národních zákonech
nebo u pravomocných místních úřadů.
Velikost kabelu je snížena na základě pracovního cyklu zařízení.
300X5396CS ÚVOD
2-3
ESAB CUTMASTER 80
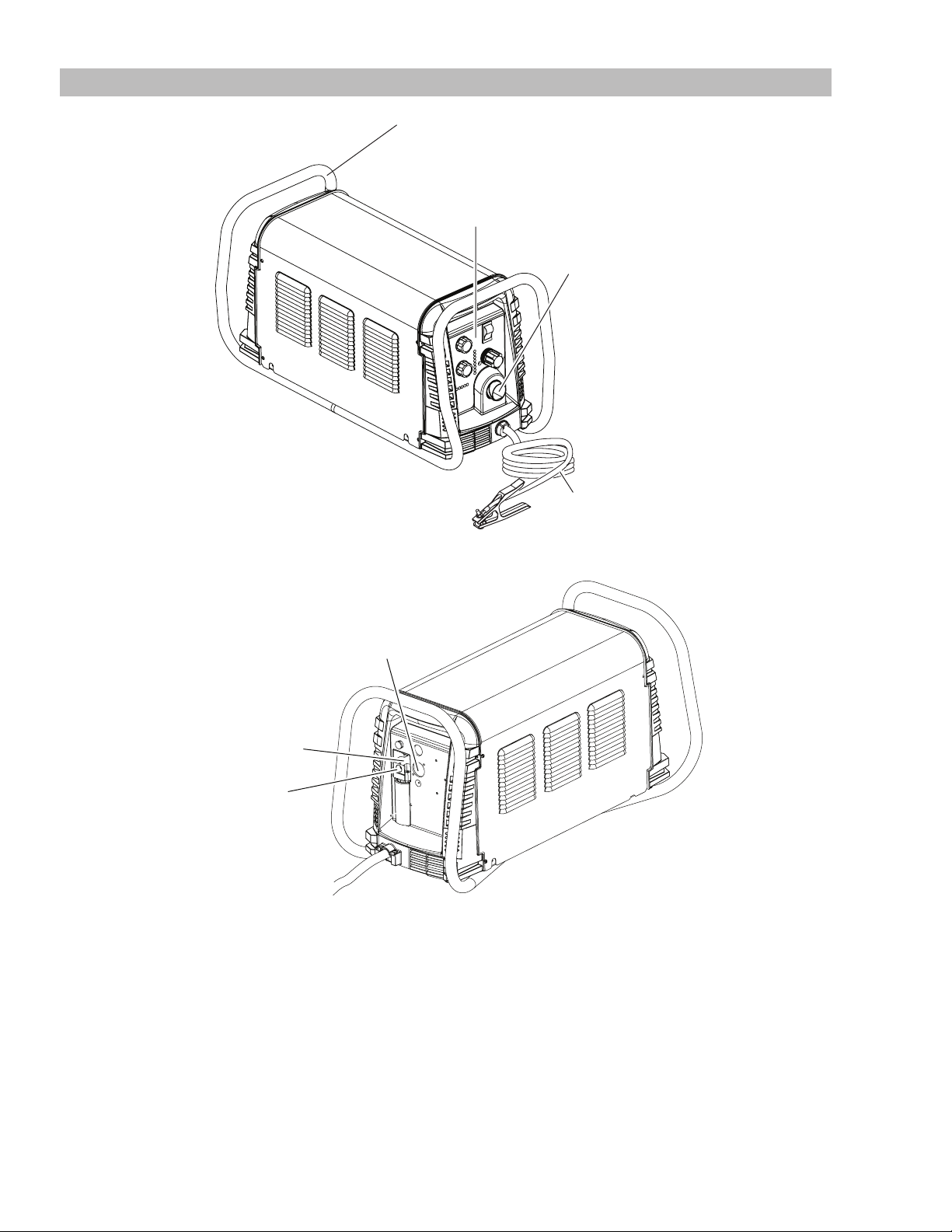
Rukojeť a obalvodičů
áku
Art # A-08359CS
a svorka
Přívodní napájecí kabel
2.06 Funkce zdroje napájení
Ovládací panel
Zásuvka vodiče hoř
Sestava filtru
Sacíotvorplynu
Pracovníkabel
Pro volitelný kabel
rozhraní automatizace
Art # A-08547CS
2-4
ÚVOD 300X5396CS

ESAB CUTMASTER 80
95 mm
44,5 mm
403 mm / 15,875"
0,625"
ČÁST 2: HOŘÁK: ÚVOD
2T.01 Rozsah příručky
Tato příručka obsahuje popisy, provozní pokyny a postupy údržby pro modely hořáků pro řezání plazmou
1Torch SL60 / ruční hořák a SL100 / mechanizovaný
hořák. Servis tohoto zařízení mohou vykonávat pouze
náležitě proškolené osoby. Důrazně upozorňujeme, že
nekvalikované osoby by se neměly pokoušet o opravy
nebo úpravy, které nejsou uvedeny v této příručce, protože hrozí riziko ztráty platnosti záruky.
Tuto příručku si důkladně pročtěte. Úplným pochopením
vlastností a schopností tohoto zařízení bude zajištěn
spolehlivý provoz, pro který bylo zařízení navrženo.
2T.02 Obecný popis
Provedení plazmových hořáků se podobá zapalovací
svíčce v automobilu. Skládají se ze záporných a kladných částí oddělených středovým izolátorem. Uvnitř
hořáku se v mezeře mezi záporně nabitou elektrodou a
kladně nabitým hrotem spustí startovní oblouk. Jakmile
startovní oblouk ionizuje plazmový plyn, sloupec přehřátého plynu protéká malým otvorem v hrotu hořáku, který
je zamířen na kov, který se má řezat.
Jedno vedení hořáku zajišťuje plyn z jednoho zdroje,
který se použije jako plazma i jako sekundární plyn.
Průtok vzduchu se rozdělí uvnitř hlavy hořáku. Výsledkem činnosti na základě plynu z jednoho zdroje je hořák
menších rozměrů a nenákladný provoz.
POZNÁMKA!
Podrobnější popis provozu plazmového hořáku najdete v části 2T.05,
"Úvod to plazmy".
Další specikace související s použitým zdrojem napájení najdete na
stránkách příloh.
2T.03 Specikace
A. Kongurace hořáku
1. Ruční hořák, modely
Hlava ručního hořáku je v úhlu 75° vzhledem k
rukojeti hořáku. Ruční hořáky obsahují sestavu
rukojeti hořáku a spouště hořáku.
257 mm (10.125")
(3.75")
29 mm (1.17")
2. Mechanický hořák, model
Standardní strojový hořák obsahuje polohovací
trubku se sestavou stojanu a bloku pro sevření.
236 mm / 9,285"
35 mm / 1,375"
/
1,75"
16 mm /
126 mm / 4,95"
B. Délky vedení hořáku
K dispozici jsou následující ruční hořáky:
• 6,1 m / 20 stop, s konektory ATC
• 15,2 m / 50 stop, s konektory ATC
K dispozici jsou následující strojové hořáky:
• 1,5 m / 5 stop, s konektory ATC
• 3,05 m / 10 stop, s konektory ATC
• 7,6 m / 25 stop, s konektory ATC
• 15,2 m / 50 stop, s konektory ATC
Art # A-03322CS
30 mm / 1,175"
Art # A-02998CS
300X5396CS ÚVOD
C. Díly hořáku
Spouštěcí zásobník, elektroda, hrot, nádoba krytu
D. Parts In Place (PIP)
Hlava hořáku obsahuje integrovaný spínač.
Zatížitelnost obvodu 12 VDC
E. Typ chlazení
Kombinace okolního vzduchu a toku plynu prostřednictvím hořáku.
2T-1

ESAB CUTMASTER 80
!
F. Zatížitelnost hořáku
Zatížitelnost ručního hořáku
Teplota okolí
Pracovní cyklus
Maximální proud 80 Ampéry
Napětí (Všpičkové) 500V
Napětí zapálení
oblouku
Zatížitelnost mechanického hořáku
Teplota okolí
Pracovní cyklus
Maximální proud 120 Ampéry
Napětí (Všpičkové) 500V
Napětí zapálení
oblouku
100 % při 60 ampérech při 400
100% @ 100 Ampéry @ 400
104° F
40° C
scfh
7kV
104° F
40° C
scfh
7kV
G. Požadavky na plyn
2T.05 Úvod to plazmy
A. Průtok plazmového plynu
Plazma je plyn, který je se zahřeje na velmi vysokou teplotu a ionizuje se, takže se stává elektricky
vodivým. Postupy řezání a drážkování plazmovým
obloukem využívají tuto plazmu k přenosu elektrického oblouku na obrobek. Kov, který se má řezat
nebo odstranit, je roztaven zahřátým obloukem a
poté odňat.
Zatímco cílem řezání plazmovým obloukem je oddělení materiálu, drážkování plazmovým obloukem se
používá k odstranění kovů do určené hloubky a šířky.
V hořáku pro řezání plazmou vnikne chladný plyn do
zóny B, ve které oblouk mezi elektrodou a hrotem
hořáku plyn zahřeje a ionizuje. Hlavní řezací oblouk
se poté přenese k obrobku prostřednictvím sloupce
plazmového plynu v zóně C.
Specikace plynu ručního a mechanizovaného
hořáku
Plyn (plazma a sekundární) Stlačený vzduch
Provozní tlak
Viz POZNÁMKA
Maximální vstupní tlak
Průtok plynu (řezání a
drážkování)
60 - 95 psi
4,1 - 6,5 barů
125 psi / 8,6
barů
300 - 500 scfh
142 - 235 lpm
Varování
Tento hořák se nepoužívá s kyslíkem (O2).
POZNÁMKA!
Provozní tlak se liší podle modelu
hořáku, provozní intenzity proudu
a délky vedení hořáku. Viz grafy
nastavení tlaku plynu pro jednotlivé
modely.
H. Nebezpečí přímého kontaktu
V případě hrotu s odstupem je doporučený odstup
4,7 mm / 3/16 palce.
_
Zdroj
napájení
A
+
B
Opracovávanýdíl
C
Podrobné zobrazení obvyklé hlavy hořáku
Přívodem plazmového plynu a elektrického oblouku
malým otvorem zajistí hořák vysokou koncentraci
tepla do malé oblasti. Nehybný úzký plazmový oblouk je zobrazen v zóně C. Pro řezání plazmou se
používá normální polarita stejnosměrného proudu
(DC), jak je uvedeno na obrázku.
Zóna A dopraví sekundární plyn, který ochladí hořák. Tento plyn také pomáhá plazmovému plynu s
vysokou rychlostí odstranit roztavený kov z řezu, což
umožňuje rychlý řez bez hromadění strusky.
A-00002CS
2T.04 Možnosti a příslušenství
Možnosti a příslušenství viz část 6.
2T-2
ÚVOD 300X5396CS

B. Šíření plynu
áku
zapojení kabel
Nádobakrytu
Pro ATC
Nádobakrytu
Nádobakrytu
Vzdálený náhrdelník
Pro ATC
Použije se jeden plyn, který se vnitřně rozdělí na
plazmu a sekundární plyny.
Plazmový plyn proudí do hořáku záporným vedením, spouštěcím zásobníkem, kolem elektrody a
ven otvorem hořáku.
Sekundární plyn proudí směrem dolů kolem vnější
části spouštěcího zásobníku hořáku a směrem
ven mezi hořákem a nádobou krytu kolem plazmového oblouku.
ESAB CUTMASTER 80
Pro kontrolu
Spínačhořáku
ů
Spínač PIP
A-02997CS
Schéma obvodu funkce Parts In Place pro ruční hořák
Spínačhoř
Nádoba krytu
C. Startovní oblouk
Při spuštění hořáku se mezi elektrodou a řezacím
hrotem vytvoří startovní oblouk. Tento startovní
oblouk vytvoří cestu pro hlavní oblouk, který se
přenese k obrobku.
D. Hlavní řezací oblouk
Nepájení stejnosměrným proudem se také používá pro hlavní řezací oblouk. Záporný výstup
je připojen k elektrodě hořáku pomocí vedení
hořáku. Kladný výstup je připojen k obrobku
prostřednictvím ukostřovacího kabelu a k hořáku
prostřednictvím hlavního vodiče.
E. Parts In Place (PIP)
Hořák obsahuje obvod funkce "Parts In Place"
(PIP). Pokud je správně nainstalována nádoba
krytu, spínač se uzavře. Pokud je tento spínač
otevřený, hořák nebude pracovat.
Pro ATC
Spínač PIP
Spuštění CNC
Spínač PIP
Art # A-08168CS
Automatickýhořák
Spínač PIP
300X5396CS ÚVOD
Schéma obvodu funkce Parts In Place pro strojový
hořák
2T-3

ESAB CUTMASTER 80
Tato stránka je úmyslně ponechána prázdná.
2T-4
ÚVOD 300X5396CS

ESAB CUTMASTER 80
Art # A-08546CS
ČÁST 3: SYSTÉM:
INSTALACE
3.01 Vybalování
1. Pomocí seznamu zboží lze určit a doložit každou
položku.
2. Zkontrolujte každou položku, zda u ní nedošlo
k možnému poškození při přepravě. Pokud je
poškození zjevné, před pokračováním v instalaci
se obraťte na distributora nebo přepravní společnost.
3. Do části určené pro informace v přední části této
příručky si poznamenejte číslo modelu a sériové
číslo zdroje napájení a hořáku, datum nákupu a
název dodavatele.
3.02 Možnosti zdvihu
Zdroj napájení obsahuje rukojeť pouze pro ruční zdvižení. Ujistěte se, že zdvižení a přemístění jednotky
probíhá bezpečným způsobem.
Varování
Nedotýkejte se elektrických dílů pod
!
• Jednotku by měly zdvihat pouze dostatečně fyzicky
zdatné osoby.
• Zdvihněte jednotku za rukojeť oběma rukama. Ke
zdvižení nepoužívejte popruhy.
• Pomocí doplňkového vozíku nebo podobného zařízení s přiměřenou kapacitou přesuňte jednotku.
• Před přesunem jednotky vysokozdvižným vozíkem
nebo jiným prostředkem umístěte jednotku na
vhodnou podpěrnou desku a zajistěte ji.
napětím.
Před přesunem jednotky odpojte
vstupní napájecí šňůru.
Varování
PADAJÍCÍ ZAŘÍZENÍ může způsobit
vážné zranění osoby a může poškodit zařízení.
RUKOJEŤ není určena pro mechanický zdvih.
3.03 Připojení primárního vstupního napájení
Upozornění
!
Všechny jednotky se dodávají z výroby se vstupním napájecím kabelem 380/400 voltů připojeným ke vstupnímu
stykači v třífázové konguraci. Následující obrázek a
pokyny se týkají výměny vstupního napájecího kabelu.
A. Připojení k třífázovému vstupnímu
napájení
Tyto pokyny se týkají výměny vstupního napájecího
kabelu 380/400 V pro vstupní napájení za třífázové
vstupní napájení.
1. Odeberte kryt zdroje napájení podle pokynů
2. Odpojte původní vstupní napájecí kabel od hlav-
3. Uvolněte chránič průchozího otvoru na zadním
Před zapojením nebo připojením
jednotky zkontrolujte správné napětí zdroje napájení. Primární
zdroj napájení, pojistka a jakékoli
prodlužovací šňůry musí splňovat
místní zákony týkající se elektřiny a
požadavky na doporučenou ochranu
obvodu a zapojení, jak je uvedeno v
části 2.
Třífázové nastavení (3ø) a nastavení spojky
L1
L2
L3
L4
GND
Zapojení třífázového vstupního napájení
L1
L2
L3
L4
Spojka L1 -L4
Varování
Před vyzkoušením tohoto postupu
odpojte vstupní napájení od zdroje
napájení a vstupní kabel.
uvedených v části 5.
ního vstupního stykače a uzemnění skříně.
panelu zdroje napájení. Vytáhněte původní napájecí kabel ze zdroje napájení.
300X5396CS INSTALACE
3-1

ESAB CUTMASTER 80
Sestava regulátoru/
P
hadice plynu
pro 1/4" (6 mm) tvarovku
4. Při použití vstupního napájecího kabelu se čtyřmi
vodiči, který zajistí zákazník, pro požadované
napětí odstraňte izolaci na jednotlivých vodičích.
5. Protáhněte používaný kabel přístupovým otvorem v zadním panelu zdroje napájení. Specikace napájecího kabelu najdete v části 2.
Upozornění
!
Primární zdroj napájení a napájecí
kabel musí splňovat místní zákony
týkající se elektřiny a požadavky
na doporučenou ochranu obvodu a
zapojení (viz tabulka v části 2).
6. Připojte vodiče následujícím způsobem.
• Nastavte spojovací vodiče na stykači. Viz
obrázek.
• Zelený / žlutý kabel uzemnění.
• Zbývající vodiče pro vstup L1, L2 a L3. Na
pořadí, ve kterém jsou tyto vodiče připojeny,
nezáleží. Viz předchozí obrázky.
7. Při ponechání malé mezery mezi vodiči upevněte
chránič průchozího otvoru, čímž zajistíte napájecí
kabel.
Hadicovásvorka
řívodní
Art # A-07943CS
POZNÁMKA!
Chcete-li dosáhnout bezpečného
utěsnění, použijte závitový těsnicí
materiál na závity připojovacího dílu
podle pokynů výrobce. K utěsnění
závitů nepoužívejte teonovou pásku, neboť se mohou odlomit částečky pásky a mohou zablokovat malé
průchody vzduchu v hořáku.
filtru
Otvorsání
1/4 NPT nebo ISO-R
8. Přeinstalujte kryt zdroje napájení podle pokynů
uvedených v části 5.
9. Připojte opačný konec jednotlivých vodičů k zástrčce, kterou zajistí zákazník, nebo k hlavnímu
odpojovači.
10. Připojte vstupní napájecí kabel (nebo zavřete
hlavní odpojovač), aby bylo zajištěno napájení.
3.04 Připojení plynu
Připojení přívodu plynu k jednotce
Připojení je stejné pro válce se stlačeným vzduchem
nebo vysokotlaké válce. Pokud chcete nainstalovat
doplňkový ltr přívodu vzduchu, obraťte se na následující
dvě dílčí části.
1. Připojte přívod vzduchu ke vstupnímu portu. Obrázek znázorňuje jako příklad obvyklé připojovací
díly.
Připojení vzduchu ke vstupnímu portu
Instalace doplňkového jednostupňového
vzduchového ltru
Pro zlepšení ltrování se stlačeným vzduchem se doporučuje doplňková sada ltru, která nevpustí do hořáku
vlhkost a úlomky.
1. Připevněte hadici jednostupňového filtru ke
vstupnímu portu.
2. Připevněte sestavu ltru k hadici ltru.
3. Připojte přívod vzduchu k ltru. Obrázek znázorňuje jako příklad obvyklé připojovací díly.
3-2
INSTALACE 300X5396CS

ESAB CUTMASTER 80
Art # A-07944CS
Hadicovásvorka
pro 1/4" (6 mm) tvarovku
Sestava regulátoru/
Sestava
fázového filtru
Art # A-07945CS
Hadicovásvorka
POZNÁMKA!
Chcete-li dosáhnout bezpečného
utěsnění, použijte závitový těsnicí
materiál na závity připojovacího dílu
podle pokynů výrobce. K utěsnění závitů nepoužívejte teonovou
pásku, neboť se mohou odlomit
částečky pásky a mohou zablokovat
malé průchody vzduchu v hořáku.
Proveďte připojení následujícím způsobem:
filtru
Otvorsání
1. Připevněte držák dvoustupňového ltru k zadní
části zdroje napájení podle pokynů dodaných se
sestavou ltru.
POZNÁMKA!
Chcete-li dosáhnout bezpečného
utěsnění, použijte závitový těsnicí
materiál na závity připojovacího dílu
podle pokynů výrobce. K utěsnění
závitů nepoužívejte teonovou pásku, neboť se mohou odlomit částečky pásky a mohou zablokovat malé
průchody vzduchu v hořáku.
2. Připojte odtokovou hadici dvoustupňového ltru
ke vstupnímu portu regulátoru / sestavy ltru.
3. K připojení přívodu vzduchu k ltru použijte připojovací díly, které zajistí zákazník. Jako příklad je
uveden připojovací díl 1/4 palcového trubkového
závitu NPT k 1/4palcové hadici.
regulátoru/filtru
Vstup
regulátoru
Sacíotvor 2fázového
filtru (vstupní)
Výstupní port
(VÝSTUP)
Přívodní hadice
plynu
1/4 NPT nebo ISO-R
Instalace doplňkového jednostupňového ltru
Instalace sady doplňkového dvoustupňového
vzduchového ltru
Tento doplňkový dvoustupňový ltr přívodu vzduchu se
také používá v systémech stlačeného vzduchu v komerčních prostorách. Filtr odstraňuje vlhkost a nečistoty do
velikosti minimálně 5 mikrometrů.
Připojte přívod vzduchu následovně:
Sestavadvou
Přívodní
hadice plynu
1/4 NPT pro
1/4" (6 mm)
tvarovku
Instalace doplňkového dvoustupňového ltru
Použití vysokotlakých vzduchových válců
Při použití vysokotlakých vzduchových válců jako přívodu
vzduchu:
1. Viz specikace výrobce týkající se postupů instalace a údržby regulátorů vysokého tlaku plynu.
2. Prověřte ventily válce, čímž se ujistíte, zda jsou
čisté a zda na nich není olej, mazivo nebo cizí
materiál. Krátce otevřete každý ventil válce, čímž
odstraníte jakýkoli prach, který se v něm může
nacházet.
300X5396CS INSTALACE
3. Válec musí být vybaven nastavitelným vysokotlakým regulátorem, který pojme výstupní tlaky
až po maximum 6,9 barů (100 psi) a průtoky
nejméně 141,5 lpm (300 scfh).
4. Připojte přívodní hadici k válci.
3-3

ESAB CUTMASTER 80
POZNÁMKA!
Ve válcovém regulátoru vysokého
tlaku je třeba nastavit tlak na 6,9
barů (100 psi).
Přívodní hadice musí mít vnitřní průměr nejméně 6 mm (1/4 palce).
Chcete-li dosáhnout bezpečného
utěsnění, použijte závitový těsnicí
materiál na závity připojovacího dílu
podle pokynů výrobce. K utěsnění
závitů nepoužívejte teonovou pásku, neboť se mohou odlomit částečky pásky a mohou zablokovat malé
průchody vzduchu v hořáku.
3-4
INSTALACE 300X5396CS

ESAB CUTMASTER 80
A-02585CS
Opracovávanýdíl
ČÁST 3: HOŘÁK:
INSTALACE
3T.01 Připojení hořáku
V nezbytném případě připojte hořák ke zdroji napájení.
K tomuto zdroji napájení připojte pouze model SL60 /
ruční hořák nebo SL100 / mechanický hořák společnosti
ESAB. Maximální délka vedení hořáku je 30,5 m / 100
stop, včetně prodloužení.
Varování
Před připojením hořáku odpojte
1. Zarovnejte kolíkový konektor ATC (na vedení ho-
2. Zajistěte připojení otočením pojistné matice po
primární napájení ve zdroji.
řáku) se zdířkovou zásuvkou. Zasuňte kolíkový
konektor do zdířkové zásuvky. Konektory by do
sebe měly při vyvinutí malého tlaku zapadnout.
směru hodinových ručiček, dokud neuslyšíte
cvaknutí. NEPOUŽÍVEJTE pojistnou matici ke
stáhnutí připojení k sobě. K zajištění připojení
nepoužívejte nástroje.
3. Umístěte svařovací ltrační čočky před hořák
a ZAPNĚTE přívod vzduchu. Nespouštějte
oblouk!
Jakýkoli olej nebo jakákoli vlhkost ve vzduchu budou
viditelné na čočkách.
3T.02 Nastavení mechanického
hořáku
POZNÁMKA!
V případě změny systému ručního
hořáku tak, aby ovládal strojový hořák, je vyžadována instalace adaptéru ve zdroji napájení.
Varování
Před připojením hořáku odpojte
Mechanický hořák obsahuje polohovací trubku se sestavou stojanu a bloku pro sevření.
1. Namontujte sestavu hořáku na řezací stůl.
2. Chcete-li získat čistý svislý řez, použijte příložník,
primární napájení ve zdroji.
pomocí kterého zarovnáte hořák kolmo k povrchu
obrobku.
2
Art # A-07885CS
1
Připojení hořáku ke zdroji napájení
3. Systém je připraven k provozu.
Kontrola kvality vzduchu
Zkouška kvality vzduchu:
1. / Uveďte vypínač do ZAPNUTÉ polohy
(nahoru).
2. Uveďte spínač ovládání funkcí do polohy NA-
STAVENÍ.
Sestavablokupinů
Čtverec
Nastavení mechanického hořáku
3. Pro typ provozu je nutné nainstalovat správné
díly hořáku (nádobu krytu, hrot, spouštěcí zásobník a elektrodu). Podrobnosti najdete v části
4T.07, Výběr dílů hořáku.
300X5396CS INSTALACE
3T-1
 Loading...
Loading...