

Page 1

ESAB Cutmaster® 80
PLAZMINIO PJOVIMO SISTEMA
SL60 1Torch™
Naudojimo
instrukcija
Art # A-12774LT_AC
I��JIMO SROV�
Istorija: AD Išdavimo data: Spalio 31, 2019 Instrukcija Nr.: 300X5396LT
DID�IAUSIA I��JIMO GALIA
80
AMPERAI
��JIMO GALIA
FAZ�
�TAMPA
400V
esab.eu
Page 2

DĖKOJAME UŽ BENDRADARBIAVIMĄ!
Sveikiname įsigijus naująjį „ESAB“ gaminį. Didžiuojamės, kad jūs tapote mūsų klientu, ir
padarysime viską, kad užtikrintumėme aukščiausios kokybės techninę priežiūrą bei patikimumą. Turėdami šį gaminį galėsite naudotis išplėstinės garantijos ir pasaulinio techninės
priežiros atstovų tinklo privalumais. Norėdami rasti artimiausią atstovą arba techninės
priežiūros centrą apsilankykite mūsų svetainėje www.esab.com.
Ši naudojimo instrukcija skirta nurodyti, kaip tinkamai naudoti „ESAB“ gaminį. Didžiausias
mūsų rūpestis – kad jūs liktumėte patenkinti šiuo gaminiu ir jo saugia eksploatacija. Nepagailėkite laiko ir atidžiai perskaitykite šį vadovą, ypač jo skyrių apie atsargumo priemones.
Jos padeda jums išvengti potencialių pavojų, galinčių atsirasti dirbant su šiuo gaminiu.
ESATE GEROJE KOMPANIJOJE!
Prekės ženklas, kurį renkasi rangovai ir gamintojai visame pasaulyje
ESAB yra pasaulinis prekės ženklo vadovas ir automatizavimo Plazminio produktų.
Mes išsiskiriame iš savo konkurentų rinkoje pirmaujančiais, patikimais gaminiais, kurie
atlaikė laiko išbandymą. Didžiuojamės savo techninėmis naujovėmis, konkurencingomis
kainomis, puikiu pristatymu, aukščiausios klasės klientų aptarnavimu ir technine pagalba,
kartu su mūsų pardavimų ir marketingo kompetencijomis.
Visų pirma, mes esame įsipareigoję plėtoti technologiškai pažangių produktų pasiekti
saugias darbo sąlygas, suvirinimo pramonei.
Page 3

ĮSPĖJIMAS
!
Perskaityti ir suprasti visą šį vadovą ir darbdavio saugumo praktiką prieš sumontuodami, dirbti ar techninę įrangą.
Nors šiame vadove pateikta informacija atitinka gamintojo geriausias sprendimas, gamintojas neprisiima jokios atsakomybės už jo naudojimą.
Plazminio pjovimo elektros tiekimo
ESAB Cutmaster® 80
SL60 1Torch™
Naudojimo instrukcija numeris 300X5396LT
Išleido:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Phone: +48 (0) 77 4019270
www.esab.com
Autorių teisės 2015, 2019 pagal ESAB
Visos teisės saugomos.
Atgaminimo šį darbą, iš dalies ar visiškai, be raštiško leidimo leidėjas yra draudžiama.
Leidėjas neprisiima atsakomybės ir atsisako bet kuriai šaliai už bet kokius nuostolius ar žalą, bet kokios
klaidos ar neveikimo šiame vadove, ar tokios klaidos rezultatų iš aplaidumo, nelaimingų atsitikimų, arba
bet kokios kitos priežasties.
Spausdinti medžiaga techninius reikalavimus žr. dokumentą 47x1909
Pirminio viešo paskelbimo dienos: 2015 m. sausio 15 d.
Peržiūrėjimo datą: Spalio 31, 2019
Užrašykite tokią informaciją dėl garantijos tikslams:
Kur pirkti:_______________________________ ________________________________
Pirkimo data:__________________________________ __________________________
Maitinimo gamyklinis numeris:___________________________ ____________________
Deglas gamyklinis numeris:___________________________________ ______________
ii
Page 4

UŽTIKRINKITE, KAD ŠI INFORMACIJA PASIEKTŲ OPERATORIŲ.
DĖMESIO
PAPILDOMŲ KOPIJŲ GALITE GAUTI IŠ TIEKĖJO.
Šios INSTRUKCIJOS skirtos patyrusiems operatoriams. Jei nesate visiškai susipažinę su naudojimo principais ir saugia arkinio suvirinimo ir pjaustymo įrangos praktika, es primygtinai reikalaujame perskaityti mūsų brošiūrą „Atsargumo priemonės ir
saugus arkinis suvirinimas, pjaustymas ir skaptavimas“, forma 52-529. NELEISKITE
neapmokytiems asmenims montuoti, naudotis ar tvarkyti šios įrangos. NEBANDYKITE montuoti ar naudoti šios įrangos, jeigu neperskaitėte ir visiškai nesupratote
šių instrukcijų. Jei nevisiškaisuprantate šias instrukcijas, išsamesnės informacijos
kreipkitės į tiekėją. Prieš montuodami ir naudodami šią įrangą būtinai perskaitykite
saugos atsargumo priemones.
VARTOTOJO ATSAKOMYBĖ
Ši įranga veiks pagal šiame vadove pateikiamą instrukciją ir pagal etiketes ir/arba priedus, kuriuose
pateikiama informacija apie montavimą, veikimą, tvarkymą ir remontą. Šią įrangą reikia periodiškai tikrinti.
Blogai veikiančios arba prastai eksploatuojamos įrangos nereikėtų naudoti. Sulūžusias, trūkstamas, nusidėvėjusias, deformuotas ar nešvarias detales reikia nedelsiant pakeisti. Jei reikėtų atlikti tokį remontą ar pakeitimus,
gamintojas rekomenduoja įgaliotam platintojui, iš kurio buvo pirkta įranga, telefonu arba raštu pateikti prašymą
dėl aptarnavimo.
Ši įranga arba kuri nors jos dalis neturėtų būti keičiama be išankstinio raštiško gamintojo patvirtinimo.
Šios įrangos naudotojas yra visiškai atsakingas už blogą veikimą dėl netinkamo naudojimo, klaidingo aptarnavimo, sugadinimų, netinkamo remonto ar pakeitimų, kuriuos atliko ne gamintojas arba gamintojo įgaliota remonto
tarnyba.
!
PRIEŠ MONTUODAMI AR EKSPLOATUODAMI PERSKAITYKITE IR SUPRASKITE INSTRUKCIJŲ VADOVĄ.
APSISAUGOKITE IR APSAUGOKITE KITUS!
Page 5

ATITIKTIES DEKLARACIJA
Remiantis
Žemos įtampos direktyva 2014/35/ES, galioja nuo 2016 m. balandžio 20 d.
EMC direktyva 2014/30/ES, galioja nuo 2016 m. balandžio 20 d.
RoHS direktyva 2011/65/ES, galioja nuo 2013 m. sausio 2 d.
Įrangos tipas
PLAZMINIO PJOVIMO SISTEMA
Tipo pavadinimas ir kt.
ESAB Cutmaster® 80, iš serijos numerio 845-xxx-xxxx
Prekės pavadinimas arba prekės ženklas
ESAB
Gamintojas arba jo įgaliotas atstovas
Vardas, pavardė, adresas, telefono nr.:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Telefonas: +48 (0) 77 4019270, FAKSAS +01 603 298 7402
Projekte buvo naudojamas šis EAA galiojantis suderintas standartas:
IEC/EN 60974-1:2017 / AMD1:2019 Lankinio suvirinimo įranga - 1 dalis: Suvirinimo šaltiniai.
IEC/EN 60974-10:2014 / AMD1:2015 Publikuota 2015-06-19 Lankinio suvirinimo įranga - 10 dalis: Elektromagnetinio suderinamumo (EMS) reikalavimai
Papildoma informacija: Riboto naudojimo, A klasės įranga, skirta naudoti ne gyvenamosiose patalpose.
Pasirašydamas šį dokumentą, toliau pasirašęs asmuo, gamintojas ar gamintojo įgaliotas atstovas, deklaruoja, kad aptariama įranga atitinka pirmiau nurodytus saugos reikalavimus.
Data Parašas Pareigos
2019 m. rugpjūčio 20 d
Flavio Santos Generalinis direktorius
Priedai ir gretimumas
2019
Page 6

Turinys
1 SKYRIUS. ATSARGUMO PRIEMONĖS.............................................................................................1-1
1.0 Atsargumo priemonės ............................................................................................................... 1-1
2 SKYRIUS. SISTEMA ĮVADAS ..........................................................................................................2-1
2.01 Kaip naudotis šia instrukcija .................................................................................................... 2-1
2.02 Įrangos identikavimas ............................................................................................................. 2-1
2.03 Įrangos įsigijimo kvitas .............................................................................................................. 2-1
2.04 Elektros tiekimo specikacijos ................................................................................................ 2-2
2.05 Įėjimo laidų instaliacijos specikacijos ................................................................................ 2-3
2.06 Elektros šaltinio charakteristikos ............................................................................................ 2-4
2 SKYRIUS. DEGIKLIS ĮVADAS ........................................................................................................ 2T-1
2T.01 Instrukcijos turinys .................................................................................................................... 2T-1
2T.02 Bendrasis aprašymas ................................................................................................................ 2T-1
2T.03 Specikacijos .............................................................................................................................. 2T-1
2T.04 Variantai ir priedai .....................................................................................................................2T-2
2T.05 Įvadas apie plazmą .................................................................................................................... 2T-2
3 SKYRIUS. SISTEMA ĮRENGIMAS .................................................................................................... 3-1
3.01 Išpakavimas ................................................................................................................................... 3-1
3.02 Kėlimo galimybės ........................................................................................................................ 3-1
3.03 Pirminės įėjimo galios jungtys ................................................................................................ 3-1
3.04 Dujų sujungimai ........................................................................................................................... 3-2
3 SKYRIUS. DEGIKLIS ĮRENGIMAS .................................................................................................. 3T-1
3T.01 Degiklio jungtys ......................................................................................................................... 3T-1
3T.02 Mechaninio degiklio nustatymas ........................................................................................ 3T-1
4 SKYRIUS. SISTEMA EKSPLOATAVIMAS ......................................................................................... 4-1
4.01 Priekinio valdymo skydelio mygtukai / savybės ............................................................... 4-1
4.02 Pasiruošimas eksploatuoti ........................................................................................................ 4-2
4 SKYRIUS. DEGIKLIS EKSPLOATAVIMAS ...................................................................................... 4T-1
4T.01 Degiklio dalių pasirinkimas .................................................................................................... 4T-1
4T.02 Pjūvio kokybė .............................................................................................................................. 4T-1
4T.03 Bendra informacija apie pjovimą ......................................................................................... 4T-2
4T.04 Rankinio degiklio eksploatavimas ....................................................................................... 4T-3
4T.05 Drožimas ....................................................................................................................................... 4T-6
4T.06 Mechaninio degiklio eksploatavimas ................................................................................. 4T-7
4T.07 Rankinio ir mechaninio degiklių dalių pasirinkimas ..................................................... 4T-8
4T.08 Rekomenduojami mechaninio degiklio su neapsaugotu antgaliu
pjovimo greičiai ..........................................................................................................................4T-9
4T.09 Rekomenduojami SL60 degiklio su apsaugotu antgaliu pjovimo greičiai .........4T-12
INFORMACIJA APIE PATENTĄ ....................................................................................................... 4T-16
Page 7

Turinys
5 SKYRIUS. SISTEMA TECHNINĖ PRIEŽIŪRA .................................................................................... 5-1
5.01 Bendra techninė priežiūra ........................................................................................................ 5-1
5.02 Techninės priežiūros tvarkaraštis ........................................................................................... 5-2
5.03 Įprasti gedimai .............................................................................................................................. 5-2
5.04 Gedimo Indikatorius ................................................................................................................... 5-3
5.05 Pagrindinis trikčių šalinimo vadovas .................................................................................... 5-4
5.06 Elektros šaltinio pagrindinių detalių keitimas ................................................................... 5-6
5 SKYRIUS. DEGIKLIS TECHNINĖ PRIEŽIŪRA ................................................................................. 5T-9
5T.01 Bendra techninė priežiūra ...................................................................................................... 5T-9
5T.02 Degiklio susidėvinčių dalių tikrinimas ir pakeitimas ................................................... 5T-10
6 SKYRIUS. DALIŲ SĄRAŠAS ............................................................................................................6-1
6.01 Įvadas ............................................................................................................................................... 6-1
6.02 Užsakymo informacija ................................................................................................................ 6-1
6.03 Elektros šaltinio keitimas........................................................................................................... 6-1
6.04 Atsarginės elektros šaltinio dalys ...........................................................................................6-1
6.05 Variantai ir priedai ....................................................................................................................... 6-2
6.06 Atsarginės rankinio degiklio dalys ........................................................................................ 6-3
6.07 Atsarginės mechaninio degiklio su neekranuotais laidais dalys ................................ 6-4
6.08 Degiklio susidėvinčios dalys (SL60) ....................................................................................... 6-6
6.09 Degiklio susidėvinčios dalys (SL100) .................................................................................... 6-7
1 PRIEDAS. VEIKSMŲ SEKA (BLOKINĖ SCHEMA) .............................................................................A-1
2 PRIEDAS. INFORMACIJA APIE DUOMENŲ ŽYMAS .......................................................................A-2
3 PRIEDAS. DEGIKLIO IŠVADŲ SCHEMA ..........................................................................................A-3
4 PRIEDAS. DEGIKLIO JUNGČIŲ SCHEMOS .....................................................................................A-4
5 PRIEDAS. SISTEMOS SCHEMA, 400 V ĮRENGINIAI ........................................................................A-6
Redagavimo istorija .........................................................................................................................A-8
Page 8

Šis puslapis yra tikslingai paliktas tuščias
Page 9

ESAB CUTMASTER 80
1 SKYRIUS. ATSARGUMO PRIEMONĖS
1.0 Atsargumo priemonės
ESAB virinimo ir plazminio pjaustymo įrangos naudotojai yra visiškai atsakingi už tai, kad užtikrintų, jog visi,
dirbantys su ar šalia įrangos, laikosi visų atsargumo priemonių. Atsargumo priemonės turi atitikti reikalavimus,
taikomus šio tipo virinimo ar plazminio pjaustymo įrangai. Be standartinių nuostatų, taikomų darbo vietoje,
reikia atsižvelgti ir į šias rekomendacijas.
Visą darbą turi atlikti išmokytas personalas, kuris yra gerai susipažinęs su virinimo ar plazminio pjaustymo
įrangos eksploatavimu. Netinkamai naudojant įrangą gali įvykti nelaimingi atsitikimai, kurių metu operatorius
gali susižaloti bei sugadinti įrangą.
1. Visi, naudojantys virinimo ar plazminio pjaustymo įrangą, turi susipažinti su:
- jos veikimo principais;
- avarinių stabdiklių vieta;
- jos funkcijomis;
- atitinkamomis atsargumo priemonėmis;
- suvirinimu ir (arba) plazminiu pjaustymu.
2. Operatorius turi užtikrinti, kad:
- paleidus įrangą darbo vietoje nebūtų nė vieno neįgalioto asmens;
- paleidus arką nė vienas nėra be apsauginių priemonių.
3. Darbo vieta turi būti:
- tinkama tam tikslui;
- nesausa.
4. Asmeninė apsauginė įranga:
- visada dėvėkite rekomenduojamą asmeninę apsaugos įrangą, pvz., apsauginius akinius, ugniai atsparius
drabužius, apsaugines pirštines;
- nedėvėkite laisvai kabančių aksesuarų, pvz., šalikų, apyrankių, žiedų ir t. t., kurie gali užkliūti arba sukelti
nudegimus.
5. Bendros atsargumo priemonės:
- patikrinkite, ar grįžtamasis kabelis patikimai pritvirtintas;
- su aukštos įtampos įranga dirbti gali tik kvalikuotas elektrikas;
- atitinkama gaisro gesinimo įranga turi būti aiškiai pažymėta ir lengvai pasiekiama;
- įrangos sutepimas ir apžiūra neturi būti atliekama eksploatavimo metu.
Nebenaudojamą elektroninę įrangą pateikite perdirbimo įmonei!
Pagal Europos Direktyvą 2002/96/EB dėl elektrinių ir elektroninių atliekų ir jos pritaikymą
pagal nacionalinius įstatymus, nebetinkama naudoti elektros ir (arba) elektroninė įranga
turi būti pateikta perdirbimo įmonei.
Esate už įrangą atsakingas asmuo, todėl įsipareigojate gauti informacijos apie patvirtintas
surinkimo stotis.
Dėl išsamesnės informacijos kreipkitės į artimiausią ESAB platintoją.
ESAB gali pateikti visas reikalingas suvirinimo apsaugas ir priedus.
300X5396LT BENDRA INFORMACIJA
1-1
Page 10

ESAB CUTMASTER 80
DĖMESIO
DĖMESIO
DĖMESIO
ATLIKDAMI VIRINIMĄ IR PLAZMINĮ PJAUSTYMĄ GALITE SUSI-
ĮSPĖJIMAS
ELEKTROS SMŪGIS – gali būti mirtinas.
- Sumontuokite ir įžeminkite virinimo ar plazminio pjaustymo įrenginį pagal atitinkamus standartus.
- Nelieskite veikiančių elektrinių dalių ar elektrodų plika oda, šlapiomis pirštinėmis ar šlapiais drabužiais.
- Izoliuokite save nuo įžeminimo ir apdirbamos detalės.
- Užtikrinkite, kad jūsų darbo padėtis yra saugi.
DŪMAI IR DUJOS – gali būti pavojingi sveikatai.
- Nelaikykite galvos dūmuose.
- Dūmams ir dujoms pašalinti iš kvėpavimo srities ir bendrosios srities naudokite ventiliaciją ir ištraukimą ties
arka.
ARKINIAI SPINDULIAI – gali sužaloti akis ir nudeginti odą.
- Apsaugokite akis ir kūną. Naudokite tinkamą virinimo / plazminio pjaustymo ekraną ir ltravimo lęšį bei
dėvėkite apsauginius drabužius.
- Pašalinius asmenis apsaugokite atitinkamais ekranais ar užuolaidomis.
GAISRO PAVOJUS
- Žiežirbos (purslai) gali sukelti gaisrą. Todėl turite patikrinti, ar šalia nėra degių medžiagų.
ŽALOTI ARBA SUŽALOTI KITUS. VIRINDAMI AR PJAUSTYDAMI
LAIKYKITĖS ATSARGUMO PRIEMONIŲ. DARBDAVIO SAUGUMO
PRAKTIKA TURI BŪTI PAGRĮSTA GAMINTOJO PATEIKTAIS DUOMENIMIS APIE PAVOJŲ.
TRIUKŠMAS – itin didelis triukšmas gali pakenkti klausai
- Apsaugokite ausis. Naudokite ausines ar kitą klausos apsaugą.
- Pašalinius asmenis įspėkite apie pavojų.
BLOGAS FUNKCIONAVIMAS – blogai funkcionuojant skambinkite ekspertams.
PRIEŠ MONTUODAMI AR EKSPLOATUODAMI PERSKAITYKITE IR SUPRASKITE INSTRUKCIJŲ VADOVĄ.
APSISAUGOKITE IR APSAUGOKITE KITUS!
Nenaudokite maitinimo šaltinio užšalusiems vamzdžiams atšildyti.
ĮSPĖJIMAS
„Class A“ tipo įranga neskirta naudoti gyvenamosiose
patalpose, kur elektros srovė tiekiama viešaisiais žemosios įtampos elektros tinklais. Gali kilti sunkumų tokiose
patalpose nustatant elektromagnetinį „class A“ įrangos
suderinamumą dėl laidais sklindančių, taip pat ir spinduliuojamų trikdžių.
Šis produktas yra skirtas išskirtinai pjovimui plazma. Bet kuris kitas panaudojimas gali sukelti asmeninius sužeidimus ir (arba) sugadinti įrengimą.
Prieš montuodami ar eksploatuodami perskaitykite ir supraskite
instrukcijų vadovą.
1-2
BENDRA INFORMACIJA 300X5396LT
!
Page 11

ESAB CUTMASTER 80
!
2 SKYRIUS. SISTEMA
ĮVADAS
2.01 Kaip naudotis šia instrukcija
Ši naudojimo instrukcija taikoma tik specikacijoms ar i
puslapyje nurodytų numerių dalims.
Kad užtikrintumėte saugų įrenginio darbą, perskaitykite
visą instrukciją, įskaitant skyrių apie saugumo instrukcijas ir įspėjimus.
Kai kuriose šios instrukcijos vietose galima rasti žodžius
PAVOJUS, ĮSPĖJIMAS, ASARGIAI ir PASTABA. Atkreipkite dėmesį į šiose antraštinėse dalyse pateiktą informaciją.
Šias specialiąsias pastabas galima lengvai pastebėti:
PASTABA!
Veiksmas, procedūra ar papildoma
informacija, į kurią būtina atkreipti
ypatingą dėmesį arba kuri gali padėti
efektyviai naudoti sistemą.
ATSARGIAI
!
Netinkamai atliekant šį veiksmą galima sugadinti įrangą.
2.02 Įrangos identikavimas
Įrenginio identikacinis numeris (specikacija arba dalies
numeris), modelis ir serijos numeris dažniausiai nurodyti
ant duomenų žymos, pritvirtintos prie galinio skydelio.
Įrenginiai be duomenų žymos, pvz. degiklis ir kabelių
mazgai, identikuojami tik pagal specikacijas arba dalių
numerį, atspausdintą ant laisvai pritvirtintos kortelės arba
siuntinio konteinerio. Užsirašykite šiuos skaičius puslapio
apačioje, kad prireikus turėtumėte šią informaciją.
2.03 Įrangos įsigijimo kvitas
Gavę įrangą, prieš pasirašydami važtaraštį ją patikrinkite,
kad įsitikintumėte, jog nieko netrūksta ir ar nėra galimų
defektų, atsiradusių transportavimo metu. Jei yra bet
koks defektas, iškart praneškite vežėjui ir užpildykite
skundą. Apsirūpinkite visa informacija apie nuostolių
atlyginimą ar pristatymo klaidas jūsų teritorijoje, kuri
nurodyta šios instrukcijos vidinėje galinio viršelio pusėje.
Taip pat nurodykite visus įrangos identikavimo numerius, kaip aprašyta pirmiau, ir išsamiai aprašykite visas
netinkamai veikiančias dalis.
Prieš išmontuodami įrenginį, patraukite įrangą į montavimo vietą. Būkite atsargūs, kad naudodami strypus,
plaktukus ir kt. įrenginiui išardyti nepažeistumėte įrangos.
ĮSPĖJIMAS
Netinkamai atliekant šį veiksmą galimi
dirbančiojo su įranga arba kitų netoliese esančių asmenų sužeidimai.
ĮSPĖJIMAS
Suteikia informaciją apie galimą
elektros smūgį. Įspėjimai bus pateikti
tokiuose kvadratėliuose kaip šis.
PAVOJUS
Nurodo neatidėliotinus pavojus,
!
Papildomas šios instrukcijos kopijas galite įsigyti susisiekę su ESAB pagal jūsų gyvenamą vietą, adresą ir
telefono numerį galite rasti ant šios instrukcijos galinio
viršelio. Nurodykite naudojimo instrukcijos numerį ir
įrangos identikavimo numerius.
Šio vadovo elektronines kopijas taip pat galima atsisiųsti
nemokamai Acrobad PDF failo formatu iš ESAB interneto
svetainės, nurodytos toliau
kurie, jų neišvengus, gali sukelti tiesioginius sunkius kūno sužalojimus
arba mirtį.
http://www.esab.eu
300X5396LT ĮVADAS
2-1
Page 12

ESAB CUTMASTER 80
381 mm
2.04 Elektros tiekimo specikacijos
ESAB Cutmaster 80 elektros tiekimo specikacijos
Įėjimo galia 400 V kintamoji srovė (360–440 V kintamoji srovė), trifazė, 50/60 Hz
Įėjimo elektros
tiekimo kabelis
Įėjimo elektros
tiekimo kabelis
Informaciją apie kabelius dirbant su kitomis
įėjimo įtampomis pateikta 2.05 skyriuje.
Prie elektros šaltinio pridedamas įėjimo kabelis.
Kabelis skirtas 400 V trifazei srovei.
Išėjimo srovė 20–80 nuolat reguliuojamų amperų (A)
Elektros šaltinio dujų
ltravimo funkcija
Dalelės iki 5 mikronų
ESAB Cutmaster 80 elektros tiekimo darbo ciklas *
Aplinkos
temperatūra
Reitingas
Darbo ciklas
Visi įrenginiai
Elektros srovė 80 A 80 A 65 A 65 A 50 A 50 A
Nuolatinės srovės
(DC) įtampa
* PASTABA. Darbo ciklas bus sumažinamas, jeigu pirminė įėjimo įtampa (AC) yra žema arba išėjimo
įtampa (DC) yra aukštesnė nei parodyta šioje diagramoje.
PASTABA!
IEC vertės nustatomos Tarptautinės elektrotechnikos komisijos (angl. International
Electro-Technical Commission). Į šias specikacijas įtrauktas išėjimo įtampos apskaičiavimas atsižvelgiant į elektros šaltinio vardinę srovę. Kad būtų lengviau palyginti elektros
šaltinius, visi gamintojai naudoja šią išėjimo įtampą darbo ciklui nustatyti.
Darbo ciklo vertės @ 40 °C (104 °F)
Darbo temperatūros intervalas 0–50 °C
IEC
standartai
CE
40% 60% 100%
IEC
standartai
CE
IEC
standartai
112 112 106 106 100 100
CE
Elektros šaltinio matmenys ir svoris Ventiliacijos tarpų reikalavimai
305 mm
12"
Art # A-14329
15"
24,5 kg / 54 lb
762 mm
30"
610 mm
24"
150 mm
6"
Art # A-14328
150 mm
6"
150 mm
6"
2-2
ĮVADAS 300X5396LT
Page 13

ESAB CUTMASTER 80
2.05 Įėjimo laidų instaliacijos specikacijos
ESAB Cutmaster 80 elektros tiekimo įėjimo kabelio instaliacijos reikalavimai
Įėjimo įtam-
pa
Voltai Hz kVA
Trifazė 400 50/60 11,8 17 11 20 12
Linijos įtampos su rekomenduojamais grandinės apsaugos ir laidų dydžiais
remiantis nacionaliniu elektros energijos kodeksu ir Kanados elektros energijos kodeksu
PASTABA!
Pasidomėkite vietinių ir nacionalinių kodų ar vietinės valdžios tinkamos laidų instaliacijos
reikalavimais.
Kabelio dydis sumažinamas remiantis įrangos darbo ciklu.
Dažnis Įėjimo galia Rekomenduojami dydžiai
I
maks.
I e
Saugiklis
(amperai)
Lankstus laidas
(min. AWG)
300X5396LT ĮVADAS
2-3
Page 14
ESAB CUTMASTER 80
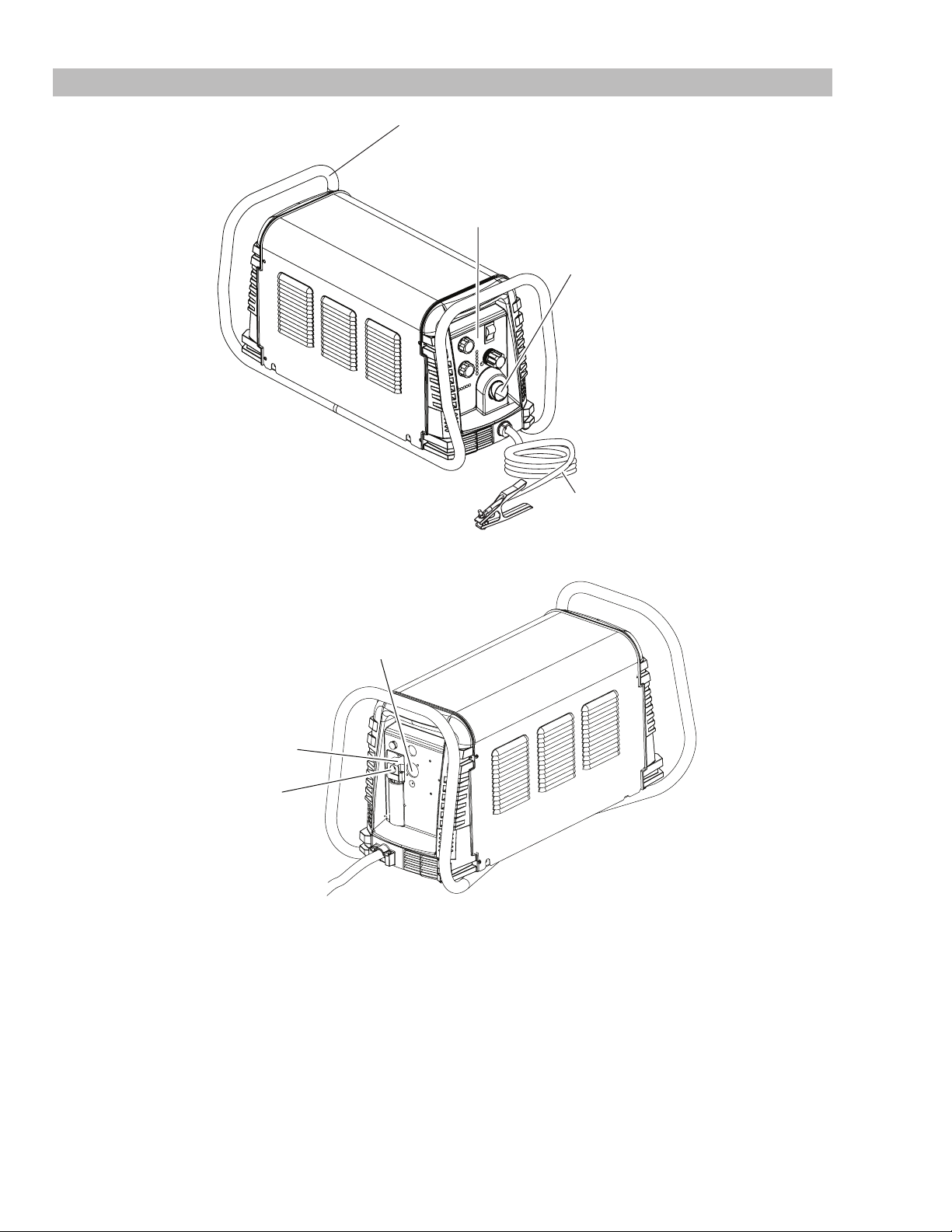
Rankena ir kabelių suvyniojimas
Art # A-08359LT
Darbinis kabelis
ir gnybtas
Įėjimo galios laidas
Duj
2.06 Elektros šaltinio charakteristikos
Valdymo skydelis
Degiklio laidų lizdai
Pasirenkamo automatizavimo
sąsajos kabelio jungtis
Filtro mazgas
ų įleidimo anga
Art # A-08547LT
2-4
ĮVADAS 300X5396LT
Page 15

ESAB CUTMASTER 80
95 mm
(3.75"
44,5 mm
403 mm /15,875"
0,625"
2 SKYRIUS. DEGIKLIS
ĮVADAS
2T.01 Instrukcijos turinys
Šioje instrukcijoje pateikiami aprašymai, naudojimo
instrukcijos ir techninės priežiūros nuostatos, taikytinos SL60 (rankinis) arba SL100 (mechaninis) modelių
degikliams. Atlikti šio įrenginio techninę priežiūrą gali
tik kvalikuotas personalas; griežtai perspėjama, kad
nekvalikuotam personalui draudžiama remontuoti ar
vykdyti kitus pakeitimus, nenurodytus šioje instrukcijoje,
priešingu atveju gaminio garantija nebegalios.
Atidžiai perskaitykite šią instrukciją. Visiškai suprantant
įrangos charakteristikas ir galimybes bus užtikrintas
patikimas jos naudojimas atliekant darbus, kuriems ji
buvo sukurta.
2T.02 Bendrasis aprašymas
Plazmos degiklių konstrukcija panaši į automobilių uždegimo žvakę. Juos sudaro neigiamos ir teigiamos dalys,
atskiriamos centrinio izoliatoriaus. Degiklyje pagalbinis
lankas pradeda veikti tarpe tarp neigiamai įkrauto elektrodo ir teigiamai įkrauto antgalio. Kai pagalbinis lankas
baigė jonizuoti dujas, itin karštų dujų kolona teka per
mažą angą į degiklio antgalį, kuris yra sufokusuotas į
pjaunamą metalą.
257 mm (10.125")
)
29 mm (1.17")
2. Mechaninis degiklis, modelis
Standartiniame mechaniniame degiklyje yra
padėties nustatymo vamzdis su stovu ir suspaudimo bloku.
236 mm / 9,285"
35 mm / 1,375"
/
1,75"
16 mm /
126 mm / 4,95"
Art # A-03322LT_AB
30 mm / 1,175"
Art # A-02998LT
B. Degiklio laidų ilgiai
Galima įsigyti toliau nurodytų rankinių degiklių:
• 6,1 m (arba 20 pėdų), su ATC jungtimis
• 15,2 m (arba 50 pėdų), su ATC jungtimis
Galima įsigyti toliau nurodytų mechaninių degiklių:
Vienas degiklio laidas tiekia dujas iš vieno šaltinio, kurios gali būti naudojamos ir kaip plazma, ir kaip antrinės
dujos. Oro srautas paskirstomas degiklio galvutėje. Kai
naudojamos tik vienos dujos, sumažinamos darbo išlaidos ir galima naudoti mažesnį degiklį.
PASTABA!
Žr. skyrių 2T.05 „Įvadas apie plazmą“,
kuriame pateikiamas detalesnis plazminio degiklio veikimo aprašymas.
Žr. priedą, kuriame pateikiama papildoma informacija apie naudojamo elektros
šaltinio specikacijas.
2T.03 Specikacijos
A. Degiklio kongūracijos
1. Rankinio degiklio modeliai
Rankinio degiklio galvutė pakreipta 75° laipsnių
kampu nuo degiklio rankenos. Rankinį degiklį sudaro degiklio rankena ir degiklio gaiduko mazgas.
• 1,5 m (arba 5 pėdos), su ATC jungtimis
• 3,05 m (arba 10 pėdų), su ATC jungtimis
• 7,6 m (arba 25 pėdos), su ATC jungtimis
• 15,2 m (arba 50 pėdų), su ATC jungtimis
C. Degiklio dalys
Starterio kasetė, elektrodas, antgalis ir apsauginis
gaubtas
D. Patogus dalių surinkimas (PIP)
Degiklio galvutėje įrengtas jungiklis
12 V nuolatinės srovės grandinės įtampa
E. Aušinimo tipas
Per degiklį einančio aplinkos oro ir dujų srovės
kombinacija.
300X5396LT ĮVADAS
2T-1
Page 16

ESAB CUTMASTER 80
!
C
F. Degiklio vertės
Rankinio degiklio vertės
Aplinkos
temperatūra
100 % @ 60 amperų @
Darbo ciklas
Maksimali srovė 80 amperų (A)
Įtampa (V
užsidegimo įtampa
Aplinkos
temperatūra
Darbo ciklas
Maksimali srovė 120 amperų (A)
Įtampa (V
užsidegimo įtampa
didž.
Lanko
Mechaninio degiklio vertės
didž.
Lanko
400 scf/h (standartinių kubinių
pėdų/val. arba 188,8 l/min.)
) 500 V
100 % @ 100 amperų @
400 scf/h (standartinių kubinių
pėdų/val. arba 188,8 l/min.)
) 500 V
40 °C
104 °F
7 kV
40 °C
104 °F
7 kV
2T.04 Variantai ir priedai
Dėl skirtingų variantų ir aksesuarų žr. 6 skyrių.
2T.05 Įvadas apie plazmą
A. Plazmos dujų srautas
Plazma - tai iki itin aukštos temperatūros pašildytos ir
jozinuotos dujos, tokiu būdu padarytos laidžios elektrai.
Plazmos lanko pjovimo ir drožimo procesų metu ši
plazma panaudojama perkelti elektrinį lanką ant ruošinio. Metalas, kuris bus pjaunamas arba pašalinamas,
išlydomas lanko karščio, tada nupučiamas.
Plazminio lanko pjovimo tikslas yra metalo atskyrimas, o plazminio lanko drožimo- pašalinti metalą iki
tam tikro gylio ir pločio.
Plazminio pjovimo degiklyje dujos įeina į B zoną, kur
pagalbinis lankas tarp elektrodo ir degiklio antgalio kaitina ir jonizuoja dujas. Tada pagrindinis pjovimo lankas
persikelia ant ruošinio per plazmos dujų koloną C srityje.
G. Dujų reikalavimai
Mechaninio ir rankinio degiklių dujų
specikacijos
Dujos (plazma ir antrinis šaltinis) Suslėgtas oras
Darbo slėgis,
žr. PASTABA
Maksimalus įėjimo slėgis
Dujų tekėjimas (pjovimas ir
drožimas)
4,1–6,5 barai
(arba 60–95 psi)
8,6 barai
(arba 125 psi)
142–235 l/min
(arba 300–
500 scf/h)
ĮSPĖJIMAS
Šis degiklis nėra skirtas naudoti su
deguonimi (O2)
PASTABA!
Darbo slėgis skiriasi priklausomai
nuo degiklio modelio, darbo srovės
stiprumo amperais ir degiklio laidų
ilgio. Žr. kiekvieno modelio dujų slėgio nustatymų lenteles.
H. Tiesioginio kontakto pavojus
Rekomenduojamas pjovimo išlaikant atstumą nuo
degiklio antgalio iki ruošinio metodo antgalio atstumas yra 4,7 mm (3/16 colio).
_
Elektros
energijos
A
tiekimas
+
B
Ruošinys
A-00002LT
Įprastos degiklio galvutės detalės
Degiklis perduoda aukštos koncentracijos karštį mažam plotui išleisdamas plazmos dujas ir elektrinį lanką
per nedidelę angą. Standus, suspaustas plazmos
lankas rodomas C zonoje. Kaip pavaizduota iliustracijoje, atliekant pjūvį plazminiu pjovikliu, naudojamas
nuolatinės srovės (DC) tiesioginis poliškumas.
A sritis nukreipia antrines dujas, kurios aušina degiklį. Šios dujos taip pat padeda didelio greičio plazmos dujoms nuo pjūvio nupūsti išlydytą metalą, taip
sudarydamos sąlygas greitai atlikti pjovimą be šlako.
2T-2
ĮVADAS 300X5396LT
Page 17

B. Dujų paskirstymas
A-02997LT
Apsauginis
gaubtas
Apsauginis
ATC
Apsauginis
Apsauginis
Kabamasis nuotolinio valdymo pultas
ATC
Naudojamos vienos rūšies dujos prietaiso viduje yra
suskaidomos į plazmą ir antrines dujas.
Plazmos dujos teka į degiklį per neigiamą kabelį,
per starterio kasetę, aplink elektrodą ir išteka per
antgalio angą.
Antrinės dujos teka žemyn, aplink degiklio starterio
kasetės išorinę pusę ir išteka tarp antgalio bei apsauginio gaubto aplink plazmos lanką.
C. Pagalbinis lankas
Paleidžiant degiklį, pagalbinis lankas būna tarp elektrodo ir pjovimo antgalio. Pagalbinis lankas sukuria
kelią pagrindiniam lankui persikelti ant ruošinio.
D. Pagrindinis pjovimo lankas
Nuolatinė srovė (DC) taip pat naudojama pjaunant
pagrindiniu pjovimo lanku. Neigiama išvestis sujungta su degiklio elektrodu per degiklio kabelį. Teigiama
išvestis sujungta su ruošiniu darbo kabeliu, o su
degikliu - pagalbiniu laidu.
ESAB CUTMASTER 80
PIP Jungiklis
gaubtas
CNC Paleidimas
PIP Jungiklis
gaubtas
Art # A-08168LT
Automatinis degiklis
E. Patogus dalių surinkimas (PIP)
Degiklis turi grandinę patogaus dalių surinkimo
grandinę (PIP). Kai apsauginis gaubtas yra tinkamai
įrengtas, jis uždaro jungiklį. Degiklis neveiks, jeigu
šis jungiklis bus suaktyvintas.
Laidams
valdyti
Rankinio degiklio patogaus dalių surinkimo
Degiklio jungiklis
PIP Jungiklis
grandinės schema
Degiklio
gaidukas
ATC
PIP Jungiklis
gaubtas
Mechaninio degiklio patogaus dalių surinkimo
grandinės schema
300X5396LT ĮVADAS
2T-3
Page 18

ESAB CUTMASTER 80
Šis puslapis yra tikslingai paliktas tuščias
2T-4
ĮVADAS 300X5396LT
Page 19

ESAB CUTMASTER 80
3 SKYRIUS. SISTEMA
ĮRENGIMAS
3.01 Išpakavimas
1. Naudokite pakavimo sąrašus ir nustatykite bei
patikrinkite visus gaminius.
2. Patikrinkite kiekvieną detalę dėl galimų defektų
gaminio pristatymo metu. Jei matomi gaminio
defektai, prieš pradedami jį montuoti, susisiekite
su savo tiekėju ar įmone, pristačiusia gaminį.
3. Šios instrukcijos pradžioje esančiame informacijos lauke užrašykite elektros šaltinio ir degiklio
modelius ir serijos numerius, pirkimo datą ir
pardavėjo vardą.
3.02 Kėlimo galimybės
Elektros šaltinyje esanti rankena skirta pakelti tik ran-
kiniu būdu. Įsitikinkite, kad prietaisas būtų keliamas ir
transportuojamas atsargiai bei saugiai.
ĮSPĖJIMAS
Nelieskite elektros detalių, kuriomis
teka įtampa.
Prieš perkeldami įrenginį atjunkite
įėjimo elektros tiekimo laidą.
3.03 Pirminės įėjimo galios jungtys
ATSARGIAI
!
Visi įrenginiai išsiunčiami iš gamyklos su 380/400
voltų įėjimo tiekimo kabeliu, prijungtu prie įėjimo kontaktoriaus pagal trifazę kongūraciją. Toliau pateiktas
paveikslas ir instrukcijos yra skirti paaiškinti, kaip
pakeisti įėjimo galios laidą.
Prieš prijungdami įrenginį ar įjungdami jį į lizdą, patikrinkite, ar tinkama elektros tiekimo šaltinio įtampa.
Pirminis elektros šaltinis, saugiklis
ir ilginamieji laidai turi atitikti vietos
elektros dalies reikalavimus ir rekomenduojamus grandinės apsaugos
bei instaliacijos reikalavimus, kaip
nurodyta 2 skyriuje.
Įėjimo galios jungtys
Trifazė (3 ø)
L1
L2
L3
L4
ĮŽEIMINIMAS (GND)
Trifazė įėjimo galios laidų instaliacija
Art # A-08548
ĮSPĖJIMAS
!
KRENTANTIS ĮRENGINYS gali sukelti rimtus asmens sužeidimus arba
sugadinti įrangą.
RANKENĖLĖ nėra skirta mechaniniam kėlimui atlikti.
• Įrenginį gali kelti tik pakankamai zinės jėgos turintys asmenys.
• Įrenginį kelkite už rankenos abejomis rankomis.
Nenaudokite kėlimo diržų.
• Naudokite pasirenkamą vežimėlį ar panašų atitinkamo pajėgumo prietaisą įrenginiui perkelti.
• Prieš transportuodami įrenginį šakiniu krautuvu
ar kita transporto priemone padėkite įrenginį ant
tinkamos lentos ir jį pritvirtinkite.
A. Trifazės įėjimo galios jungtys
ĮSPĖJIMAS
Prieš atlikdami šį veiksmą atjunkite
įėjimo elektros tiekimą nuo energijos
šaltinio ir įėjimo laido.
Šios instrukcijos taikomos keičiant 380/400V elektros
šaltinio įėjimo galios kabelį pagal trifazę įėjimo galią.
1. Nuimkite elektros šaltinio dangtelį pagal 5 skyriuje pateiktas instrukcijas.
2. Atjunkite originalų įėjimo elektros tiekimo kabelį
nuo pagrindinio įėjimo kontaktoriaus ir korpuso
įžeminimo jungties.
3. Atlaisvinkite užpakalinėje elektros šaltinio skydelyje esančią apsaugą nuo kiaurymių. Ištraukite
originalų elektros tiekimo kabelį iš elektros šaltinio.
4. Naudodami į rinkinį neįeinantį keturių laidų įėjimo elektros tiekimo kabelį pagal norimą įtampą,
nuimkite izoliaciją nuo atskirų laidų.
300X5396LT ĮRENGIMAS
3-1
Page 20

ESAB CUTMASTER 80
Žarnos gnybtas
Reguliatorius / filtro
iki 6 mm (arba 1/4 colio)
5. Įkiškite naudojamą kabelį į jam skirtą skylę
elektros šaltinio skydelio užpakalinėje pusėje.
Žr. 2 skyrių apie įėjimo elektros tiekimo kabelio
reikalavimus.
ATSARGIAI
!
Pirminis elektros šaltinis ir elektros
tiekimo kabelis turi atitikti vietinius
elektros dalies reikalavimus ir rekomenduojamus grandinės apsaugos
bei instaliacijos reikalavimus
(žr. 2 skyriuje pateiktą lentelę).
6. Prijunkite laidus kaip nurodyta toliau.
• Pritvirtinkite ant kontaktoriaus esančius jun-
gės laidus. Žr. paveikslą.
• Žalias ar geltonas įžeminimo laidas.
• Likusių laidų L1, L2 ir L3 įvestis. Laidus gali-
ma prijungti bet kokia tvarka. Žr. ankstesnius
paveikslus.
7. Kad pritvirtintumėte elektros tiekimo kabelį, priveržkite apsaugą nuo kiaurymių, bet ties laidais
veržkite nestipriai.
8. Iš naujo įstatykite elektros šaltinio dangtelį, sekdami 5 skyriuje pateiktas instrukcijas.
9. Prijunkite priešingus atskirų laidų galus prie į rinkinį neįeinančio kištuko ar pagrindinio atjungimo
jungiklio.
10. Prijunkite įėjimo elektros tiekimo kabelį (arba
uždarykite pagrindinį atjungimo jungiklį), kad būtų
tiekiama elektra.
3.04 Dujų sujungimai
Dujų tiekimo prijungimas prie įrenginio.
mazgas
Įleidimo anga
Dujų tiekimo
žarna
Art # A-07943LT
Nuo 1/4 NPT arba ISO-R
jungiamasis elementas
Oro prijungimas prie įleidimo angos
Papildomo vienpakopio ltro įrengimo
Rekomenduojama naudoti papildomą ltro rinkinį, siekiant geresnio suspausto oro ltravimo rezultato bei
neleisti į degiklį patekti drėgmei ir nuodegoms.
1. Pritvirtinkite vienpakopio ltravimo žarną prie
įleidimo angos.
2. Pritvirtinkite ltravimo mazgą prie ltro žarnos.
3. Prijunkite oro liniją prie ltro. Šiame paveiksle
pavaizduoti įprastiniai surinkimo būdai (pavyzdys).
PASTABA!
Kad patikimai užsandarintumėte
jungčių sriegius, naudokite sriegių
sandariklį, laikydamiesi gamintojo
nurodymų. Nenaudokite teoninės
juostos sriegiams sandarinti, nes
juostos dalelės gali atlūžti ir užblokuoti nedideles degiklio oro angas.
Prijunkite kaip nurodyta:
Sujungimas toks pats tiek naudojant suslėgtą orą, tiek
aukšto slėgio balionus. Žr. kitus du skyrelius, jei ketinama
įrengti pasirenkamą oro linijos ltrą.
3-2
ĮRENGIMAS 300X5396LT
1. Prijunkite oro liniją prie įleidimo angos. Šiame
paveiksle pavaizduoti įprastiniai surinkimo būdai
(pavyzdys).
PASTABA!
Kad patikimai užsandarintumėte
jungčių sriegius, naudokite sriegių
sandariklį, laikydamiesi gamintojo
nurodymų. Nenaudokite teoninės
juostos sriegiams sandarinti, nes
juostos dalelės gali atlūžti ir užblokuoti nedideles degiklio oro angas.
Page 21

ESAB CUTMASTER 80
Žarnos gnybtas
jungiamasis elementas
Reguliatorius / filtro
leidimo anga
Reguliatorius / filtro
Išleidimo anga
Art # A-07945LT_AC
Žarnos gnybtas
mazgas
Į
Art # A-07944LT
Dujų tiekimo
žarna
Nuo 1/4 NPT 6 mm
(arba 1/4 colio)
Papildomo vienpakopio ltro įrengimas
Papildomo dvipakopio oro ltro rinkinio
įrengimas
Šis pasirenkamas dvipakopis oro ltras taip pat naudojamas suspausto oro parduotuvių sistemose. Filtras
panaikina drėgmę ir teršalus, kurių dydis iki mažiau nei
5 mikronai.
Prijunkite oro tiekimą kaip aprašyta toliau:
1. Pritvirtinkite dvipakopio ltravimo laikiklį užpakalinėje elektros tiekimo šaltinio pusėje, kaip
nurodyta instrukcijoje, pridėtoje prie ltravimo
mazgo.
mazgas
Reguliatoriaus
įėjimo įtampa
Dujų tiekimo
žarna
Nuo 1/4 NPT 6 mm
(arba 1/4 colio)
jungiamasis elementas
Dvipakopio filtro
įleidimo anga (IN)
(IŠLEIDIMAS)
Dvipakopio
filtro mazgas
Papildomo dvipakopio ltro įrengimas
Aukšto slėgio oro balionų naudojimas
Naudojant aukšto slėgio oro balionus kaip oro šaltinį:
1. Žr. gamintojo specikacijas dėl aukšto slėgio
reguliatorių įrengimo ir priežiūros.
2. Apžiūrėkite cilindrų vožtuvus ir patikrinkite, ar jie
yra švarūs ir ar juose nėra alyvos, tepalų ar kitų
pašalinių medžiagų. Trumpam atidarykite kiekvieno cilindro vožtuvą, kad nupūstumėte visas
galimas dulkes.
3. Cilindre turi būti įrengtas aukšto spaudimo reguliatorius, kurio išeigos slėgis turi būti daugiausiai 6,9 barų
(100 psi), o dujų tėkmė ne mažesnė nei 141,5 l/
min (arba 300 scf/h)
4. Prijunkite tiekimo žarną prie cilindro.
PASTABA!
Kad patikimai užsandarintumėte
jungčių sriegius, naudokite sriegių
sandariklį, laikydamiesi gamintojo
nurodymų. Nenaudokite teoninės
juostos sriegiams sandarinti, nes
juostos dalelės gali atlūžti ir užblokuoti nedideles degiklio oro angas.
2. Prijunkite dvipakopio ltravimo išleidimo žarną
prie reguliatoriaus / ltravimo mazgo įleidimo
angos.
3. Naudokite į rinkinį neįeinančias jungiamąsias detales oro linijai prie ltro prijungti. 1/4 NPT-6,35 mm
(arba 1/4 colio) štuceris pavaizduotas kaip pavyzdys.
300X5396LT ĮRENGIMAS
PASTABA!
Aukšto slėgio cilindro reguliatoriaus
slėgis turėtų būti nustatytas 6,9 barų
(100psi).
Tiekimo žarna turi būti bent 6 mm
(arba 1/4 colio) ilgio I.D.
Kad patikimai užsandarintumėte
jungčių sriegius, naudokite sriegių
sandariklį, laikydamiesi gamintojo
nurodymų. Nenaudokite teoninės
juostos sriegiams sandarinti, nes
juostos dalelės gali atlūžti ir užblokuoti nedideles degiklio oro angas.
3-3
Page 22

ESAB CUTMASTER 80
Šis puslapis yra tikslingai paliktas tuščias
3-4
ĮRENGIMAS 300X5396LT
Page 23

3 SKYRIUS. DEGIKLIS
A-02585LT
Ruošinys
ĮRENGIMAS
3T.01 Degiklio jungtys
ESAB CUTMASTER 80
3. Padėkite suvirinimo ltro lęšį prieš degiklį ir įjun-
kite oro srautą. Neįjunkite lanko!
Oro sudėtyje esanti alyva ar drėgme bus matoma
ant lęšio.
Jei būtina, prijunkite degiklį prie elektros tiekimo šaltinio. Prijunkite tik ESAB SL60 (rankinio) arba SL100
(mechaninio) modelio degiklį prie šio elektros tiekimo
šaltinio. Maksimalus degiklio laidų ilgis yra 30,5 m
(100 pėdų), įskaitant ilginamuosius laidus.
ĮSPĖJIMAS
Prieš prijungdami degiklį atjunkite
pirminį elektros tiekimą nuo energijos šaltinio.
1. Sulygiuokite ATC išorinę jungtį (ant degiklio laido)
su vidiniu lizdu. Įstumkite išorinę jungtį į vidinį
lizdą. Jungtys turėtų būti šiek tiek suspaustos.
2. Sustiprinkite jungtį sukdami ksavimo veržlę, kol
ji užsiksuos. NENAUDOKITE ksavimo veržlės,
kad pritrauktumėte jungtį. Nenaudokite įrankių
jungčiai sutvirtinti.
3T.02 Mechaninio degiklio nustatymas
PASTABA!
Jei rankinio degiklio sistema konvertuojama mechaniniam degikliui
valdyti, reikia elektros tiekimo šaltinyje įrengti adapterį.
ĮSPĖJIMAS
Prieš prijungdami degiklį atjunkite
Mechaniniame degiklyje taip pat yra padėties nustatymo
vamzdis su stovu ir suspaudimo bloku.
1. Įrenkite degiklio mazgą ant pjovimo stalo.
2. Norėdami gauti švarų statmeną pjūvį, naudokite
pirminį elektros tiekimą nuo energijos
šaltinio.
kvadratą, kad sulygiuotumėte degiklį statmenai
ruošinio paviršiui.
2
Art # A-07885
Degiklio prijungimas prie elektros šaltinio.
3. Sistema yra paruošta veikti.
1
Patikrinkite oro kokybę.
Oro kokybės tikrinimas:
1. / Nustatykite ĮJUNGTA / IŠJUNGTA
jungiklį į padėtį ĮJUNGTA (į viršų).
2. Nustatykite funkcijų valdymo jungiklį į padėtį
NUSTATYTA.
Suspaudimo
blokas
Kvadratas
Mechaninio degiklio nustatymai
3. Šio tipo darbui vykdyti būtina įrengti tinkamas
degiklio dalis (apsauginį gaubtą, antgalį, starterio
kasetę ir elektrodą). Žr. skyrių 4T.01 „Degiklio
dalių pasirinkimas“ dėl išsamesnės informacijos.
300X5396LT ĮRENGIMAS
3T-1
Page 24

ESAB CUTMASTER 80
Šis puslapis yra tikslingai paliktas tuščias
3T-2
ĮRENGIMAS 300X5396LT
Page 25

ESAB CUTMASTER 80
+
12
3
5
6
7
9
10
!
4 SKYRIUS. SISTEMA
EKSPLOATAVIMAS
4.01 Priekinio valdymo skydelio mygtukai / savybės
Žr. paveikslą dėl numeracijos atpažinimo
1. Išėjimo srovės kontrolė
Nustato norimą išėjimo srovę. Išėjimas iki 60 amperų
gali būti nustatytas taikant traukiamojo pjovimo metodą (kai degiklis liečiasi su ruošiniu) arba didesnis
taikant pjovimo išlaikant atstumą nuo degiklio antgalio iki ruošinio metodą.
2. Funkcijų valdymas
Funkcijų valdymo mygtukas, naudojamas pasirinkti
skirtingus darbo režimus.
NUSTATYTA Naudojama išleisti orą per
įrenginį, degiklį ir laidus bei nustatyti dujų slėgį.
PALEISTI Naudojamas įprastam pjovimo darbui
atlikti
5. Kintamosios srovės (AC) indikatorius
Pastoviai deganti lemputė rodo, kad elektros šaltinis paruoštas naudoti. Mirksinti švieselė rodo, kad
įjungtas įrenginio apsauginės blokuotės režimas.
IŠJUNKITE įrenginį, IŠJUNKITE arba atjunkite įėjimo
galią, ištaisykite gedimą ir iš naujo įjunkite įrenginį.
Žr. 5 skyrių dėl išsamesnė informacijos.
4
MAX
MIN
A
PSI BAR
MAXMAX
MINMIN
!
+
Art# A-07886
8
PALEIDIMAS Leidžia papildomam lankui greičiau
pakartotinai pasileisti ir atlikti nenutraukiamą pjovimą.
kiniu būdu atliekant ilgesnius pjūvius. Nustačius pjovimo lanką galima paleisti degiklio jungiklį. Pjovimo
lankas bus ĮJUNGTAS, kol degiklis nebus pakeltas
nuo ruošinio, kol degiklis nepaliks ruošinio krašto,
jeigu degiklio jungiklis bus vėl suaktyvintas arba jeigu
bus suaktyvinta viena iš blokavimo sistemų.
3. Galios ĮJUNGIMO/ IŠJUNGIMO jungiklis
/ ĮJUNGIMO / IŠJUNGIMO jungikliu valdoma įėjimo galia į maitinimo šaltinį. Jungiant į viršų
ĮJUNGTA, o į apačią IŠJUNGTA.
4. Oro / dujų slėgio kontrolė
slėgis) nustačius režimą NUSTATYTI. Norėdami
pakeisti vertę, atitraukite mygtuką, tada įstumkite jį,
kad jis užsiksuotų.
GREITAS AUTOMATINIS PAKARTOTINIS
FIKSAVIMAS Ši funkcija naudojama ran-
Slėgis valdomas (pakeičiamas oro ar dujų
6. Temperatūros indikatorius
Paprastai indikatorius IŠJUNGTAS. Indikatorius
ĮJUNGTAS, kai vidinė temperatūra viršija įprastas
ribas. Prieš tęsdami darbą leiskite įrenginiui atvėsti.
7. Dujų indikatorius
Indikatorius ĮJUNGTAS, kai yra bent minimalus
dujų įėjimo slėgis, reikalingas tiekti elektros energiją įrenginiui. Minimalus slėgis, reikalingas elektros
tiekimui užtikrinti, nėra pakankamas, kad degiklis
galėtų veikti.
8. Nuolatinės srovės (DC)
indikatorius
Indikatorius ĮJUNGTAS, kai nuolatinės srovės (DC)
grandinė yra aktyvi.
9.
Gedimo ir klaidos indikatorius
Indikatorius ĮJUNGTAS, kai gedimo grandinė yra
aktyvi. Žr. 5 skyrių dėl gedimo švieselių paaiškinimų.
300X5396LT VEIKIMAS
4-1
Page 26

ESAB CUTMASTER 80
Art # A-08170
Art # A-04509
10. Slėgio indikatoriai
Prijunkite darbinį kabelį
PSI BAR
MAX MAX
90 6.3
85 5.9
80
75
70
65
MINMIN
Indikatoriai šviečia priklausomai nuo slėgio, nustatyto
slėgio valdymo mygtuku (Nr. 4).
5.5
5.2
4.8
4.5
4.02 Pasiruošimas eksploatuoti
Veiksmai, kuriuos būtina atlikti kas kartą prieš pradedant
darbą su prietaisu.
ĮSPĖJIMAS
Prieš surinkdami ar išardydami elektros energijos šaltinį, degiklio dalis ar
degiklio ir jungiamųjų laidų mazgus,
atjunkite pirminį elektros tiekimą nuo
energijos šaltinio.
Degiklio dalių pasirinkimas
Patikrinkite, ar degiklis yra surinktas tinkamai ir ar
naudojamos tinkamos jo dalys. Degiklio dalys turi būti
parenkamos atsižvelgiant į darbo tipą ir į elektros šaltinio
srovės stiprumą amperais (ne daugiau nei 80 amperų).
Žr. 4T.07 ir kitą skyrius apie degiklio dalių pasirinkimą.
Degiklio sujungimas
Patikrinkite, ar degiklis yra tinkamai prijungtas. Tik
ESAB SL60 (rankinis) arba SL100 (mechaninis)
degiklių modeliai gali būti prijungti prie šio elektros
tiekimo šaltinio. Žr. šios instrukcijos 3T skyrių.
Pritvirtinkite darbinį kabelį prie ruošinio ar pjovimo
lentos. Plote neturi būti tepalo, dažų ar rūdžių. Prijunkite tik prie pagrindinės ruošinio dalies; neprijunkite
prie nupjaunamos dalies.
Elektros tiekimas ĮJUNGTAS
Nustatykite elektros šaltinio ĮJUNGTA / IŠJUNGTA
jungiklį į padėtį ĮJUNGTA (į viršų). Kintamosios srovės (AC) indikatorius ĮSIJUNGIA.
Dujų indikatorius ĮSIJUNGIA, jei dujų slėgis yra
pakankamas, kad būtų tiekiama elektros energija, ir
aušinimo ventiliatoriai ĮSIJUNGIA.
PASTABA!
Minimalus slėgis, reikalingas elektros tiekimui užtikrinti, mažesnis nei
minimali vertė, kurios būtina laikytis,
kad degiklis galėtų veikti.
Aušinimo ventiliatoriai ĮSIJUNGS, kai
įrenginys bus ĮJUNGTAS. Kai prietaisas nenaudojamas dešimt (10) minučių, ventiliatoriai IŠSIJUNGIA. Ventiliatoriai ĮSUJUNGS įjungus degiklio
jungiklį (paleidimo signalas) arba jeigu
įrenginys bus išjungtas ir vėl ĮJUNGTAS. Esant per aukštai temperatūrai,
ventiliatoriai dirbs tol, kol ši būklė tęsis
ir dar dešimt (10) minučių po to.
Nustatykite darbo slėgį
Patikrinkite pagrindinį įėjimo elektros tiekimo
1. Nustatykite elektros tiekimo funkcijų valdymo
šaltinį.
mygtuką į padėtį NUSTATYTA. Dujos pra-
1. Patikrinkite, ar elektros tiekimo šaltinio įėjimo įtampa yra tinkama. Užtikrinkite, kad įėjimo elektros
tiekimo šaltinis atitiktų įrenginio galios reikalavimus, nurodytus 2 skyriuje „Specikacijos“.
2. Prijunkite įėjimo elektros tiekimo kabelį (arba išjunkite pagrindinį atjungimo jungiklį), kad elektros
energija būtų tiekiama į sistemą.
dės tekėti.
2. Norėdami taikyti pjovimo išlaikant atstumą nuo
degiklio antgalio iki ruošinio metodą, pakeiskite
dujų slėgį nuo 4,8 iki 5,9 barų (70-85 psi) (LED
indikatoriai yra valdymo skydelio viduryje). Žr.
atstumų tarp degiklio antgalio ir ruošinio lentelę,
kurioje pateikiami duomenys dėl slėgio nustatymo.
Oro šaltinis
Įsitikinkite, kad šaltinis atitinka reikalavimus (žr.
2 skyrių). Patikrinkite jungtis ir ĮJUNKITE oro tiekimą.
4-2
VEIKIMAS 300X5396LT
Page 27

1
2
MIN
MAX
A
PSI BAR
MAXMAX
MINMIN
!
+
Art# A-07946
ATSTUMAS TARP DEGIKLIO
ANTGALIO IR RUOŠINIO
ESAB Cutmaster® 80 dujų slėgio nutatymai
Laidų ilgis
Iki 15,2 m
(arba 25 pėdų)
Kiekvieni papildomi
7,6 metrai
(25 pėdos)
SL60
(rankinis
degiklis)
5,2 barų
(arba 75 psi)
Pridėkite
0,4 barų
(arba 5 psi)
(mechaninis degiklis)
SL100
5,2 barų
(arba 75 psi)
Pridėkite 0,4 barų
(arba 5 psi)
ESAB CUTMASTER 80
arba FIKSAVIMAS. Dujų tekėjimas
sustoja.
2. Išėjimo srovės valdymo mygtuku nustatykite
išėjimo srovės stiprumą amperais.
Pjovimo valdymas
Kai degiklis pasitraukia nuo ruošinio paviršiaus
pjovimo metu, o funkcijų valdymo mygtukas lieka
PALEISTA padėtyje, pagalbinis lankas pakartotinai
paleidžiamas po trumpo uždelsimo. Kai mygtukas
yra GREITAS AUTOMATINIS PAKARTOTINIS
PALEIDIMAS padėtyje ir degiklis atsitraukia nuo ruošinio, pagalbinis lankas ir pjovimo lankas akimirksniu
pakartotinai pasileidžia, kai pagalbinis lankas prisiliečia prie ruošinio. (Naudokite Rapid Auto Restart
(Greito Automatinio Pakartotinio Paleidimo) režimą,
kai pjaunate išplėstinius metalo lakštus ar groteles
arba droždami ar apipjaustydami medžiagą, kai būtinas nepertraukiamas pakartotinis paleidimas). Kai
mygtukas yra FIKSUOTOJE padėtyje, pagrindinis
pjovimo lankas bus išlaikomas toje pačioje padėtyje
netgi atleidus degiklio jungiklį.
Įprasti pjovimo greičiai
Pjovimo greitis kinta priklausomai nuo degiklio
išėjimo srovės stiprumo amperais, pjaunamos medžiagos tipo ir dirbančiojo sugebėjimų. Žr. 4T.08 ir
kitą skyrius dėl išsamesnės informacijos.
3. Norėdami taikyti traukiamojo pjovimo metodą, pakeiskite dujų slėgį nuo 5,2 iki 6.5 barų (75-95 psi)
(LED indikatoriai yra valdymo skydelio viduryje). Žr.
traukiamojo pjovimo lentelę dėl slėgio nustatymo
Norint, kad būtų lėčiau pjaunama pagal liniją arba
naudojant šabloną ar pjovimo kreiptuvą bei kad pjūvis išeitų puikios kokybės, galima sumažinti nustatytą
išėjimo srovę arba pjovimo greitį.
informacijos.
TRAUKIMAS
ESAB Cutmaster®
80 dujų slėgio nutatymai
Laidų ilgis
Iki 15,2 m
(arba 25 pėdų)
Kiekvieni papildomi
7,6 metrai (25 pėdos)
SL60
(rankinis degiklis)
5,5 barai
(arba 80 psi)
Pridėkite 0,4 barų
(arba 5 psi)
Potiekis (dujų tiekimas lankui užgesus)
Atleiskite gaiduką, taip sustabdydami pjovimo lanką.
Dujos ir toliau teka apie 20 sekundžių. Jeigu nustojus
tekėti dujoms dirbantysis nustums gaiduko atleidimo
mechanizmą atgal ir paspaus gaiduką, užsidegs
papildomas lankas. Pagrindinis lankas persikelia
ant ruošinio, jeigu degiklio antgalis yra pakankamu
atstumu nuo ruošinio.
Sustabdymas
/ Nustatykite ĮJUNGTA / IŠJUNGTA jungiklį
Pasirinkite srovės išėjimo lygį
į padėtį IŠJUNGTA (žemyn).
1. Nustatykite vieną iš trijų galimų funkcijų valdymo mygtuko darbo padėtį:
Visi tiekimo indikatoriai IŠJUNGTI. Ištraukite
įėjimo tiekimo laidą iš lizdo arba atjunkite įėjimo
PALEISTI,
GREITAS AUTOMATINIS PAKARTO-
elektros tiekimą. Elektros tiekimas sistemoje panaikinimas.
TINIS PALEIDIMAS,
300X5396LT VEIKIMAS
4-3
Page 28

ESAB CUTMASTER 80
Šis puslapis yra tikslingai paliktas tuščias
4-4
VEIKIMAS 300X5396LT
Page 29

4 SKYRIUS. DEGIKLIS
Degiklio galvut
Įpjovos plotis
Pjūvio paviršiaus
nuožambis
Viršutinio krašto
užapvalinimas
Pjūvio paviršiaus
išpjova
Šlako
susidarymas
Viršutiniai
purslai
A-00007LT
EKSPLOATAVIMAS
4T.01 Degiklio dalių pasirinkimas
Degiklio dalys parenkamos atsižvelgiant į atliekamo darbo tipą.
Darbo tipas:
Traukiamasis pjovimas, pjovimas išlaikant atstumą nuo degiklio antgalio iki ruošinio ar drožimas
ESAB CUTMASTER 80
3. Pakeiskite naują elektrodą stumdami jį tiesiai į
degiklio galvutę, kol jis užsiksuos.
4. Įrenkite paleidiklio kasetę ir norimą antgalį į degiklio
galvutę.
5. Ranka veržkite apsauginio gaubto mazgą tol, kol
jis įsistatys ant degiklio galvutės. Jei montuojant
gaubtą jaučiamas pasipriešinimas, prieš tęsdami
patikrinkite sriegius.
Degiklio dalys:
Apsauginis gaubtas, pjovimo antgalis, elektrodas ir paleidiklio kasetė
PASTABA!
Žr. 4T.07 ir kitą skyrius dėl išsamesnės
informacijos apie degiklio dalis.
Norėdami atlikti kitą veiksmą, pakeiskite degiklio dalis,
kaip nurodyta toliau:
ĮSPĖJIMAS
Prieš surinkdami ar išardydami
elektros energijos šaltinį, degiklio
dalis ar degiklio ir jungiamųjų laidų
mazgus, atjunkite pirminį elektros
tiekimą nuo energijos šaltinio.
PASTABA!
Apsauginis gaubtas tvirtai laiko antgalį
ir starterio kasetę vietoje. Padėkite
degiklį su apsauginiu gaubtu taip, kad
jis būtų nukreiptas į viršų, tokiu būdu
šios dalys neiškris nuimant gaubtą.
1. Atsukite ir nuimkite apsauginio gaubto mazgą
nuo degiklio galvutės.
2. Išimkite elektrodą, ištraukdami jį tiesiai iš degiklio
galvutės.
4T.02 Pjūvio kokybė
PASTABA!
Pjūvio kokybė labai priklauso nuo nustatymų ir tokių parametrų, kaip atstumas nuo degiklio antgalio iki ruošinio,
lygiavimas su ruošiniu, pjovimo greitis,
dujų slėgis ir dirbančiojo įgūdžiai.
Pjūvio kokybės reikalavimai skiriasi priklausomai nuo
naudojimo paskirties. Pavyzdžiui, nitrido kaupimasis ir
nuožambis gali būti svarbūs veiksniai, jei baigus pjauti
paviršius bus suvirinamas. Bešlakio pjovimo metodas
naudojamas norint gauti geros kokybės pjūvį ir neatlikti
papildomo valymo. Šios pjovimo kokybės charakteristikos yra pavaizduotos toliau pateiktame paveiksle:
ė
Elektrodas
Paleidiklio kasetė
Apsauginis gaubtas
A-03510LT_AB
Degiklio dalys (traukimo skydelio dangtelis ir
apsauginio gaubto korpusas (parodyta)
300X5396LT EKSPLOATAVIMAS
Antgalis
Pjūvio kokybės charakteristikos
Pjūvio paviršius
Norima ar apibrėžta pjaunamo paviršiaus būklė
(lygus ar šiurkštus paviršius).
Nitridų kaupimasis
Nitridų nuosėdos gali likti ant pjūvio paviršiaus, kai
plazmos dujų srovėje yra azoto. Šios sankaupos gali
sudaryti sunkumų, jeigu pabaigus pjauti medžiaga
turės būti suvirinta.
4T-1
Page 30

ESAB CUTMASTER 80
!
s
Kairiosios pusės
A-00512LT
Nuožambis
Kampas tarp atpjauto krašto paviršiaus ir plokštės,
statmenos plokštės paviršiui. 0° nuožambis gaunamas atlikus tobulą statmeną pjūvį.
Viršutinio krašto užapvalinimas
Viršutinio pjūvio kraštas užapvalinamas dėl susidėvėjimo, atsirandančio plazmos lankui liečiantis
su ruošiniu.
Apatinio šlako susidarymas
Išlydyta medžiaga, kuri nėra nupučiama nuo pjūvio
ploto ir vėl sukietėja ant plokštės. Jeigu susidaro per
didelis kiekis šlako, galbūt baigus pjauti reikia atlikti
papildomą valymą.
Įpjovos plotis
Pjūvio plotis (arba medžiagos, kuri buvo pašalinta
pjūvio metu, plotis).
Viršutiniai purslai (šlakas)
Viršutiniai purslai arba virš pjūvio susidarantis šlakas
atsiranda dėl lėto judėjimo greičio, per didelio pjovimo aukščio arba ištemptos pjovimo antgalio angos.
Pagalbinis pjovimas
Pagalbinis pjovimas detalės eksploatavimo trukmei
turi daugiau neigiamos įtakos nei pats pjovimas,
nes pagalbinis lankas nukreiptas nuo elektrodo į
antgalį, o ne į ruošinį. Jei įmanoma, venkite per ilgo
pagalbinio lanko naudojimo, kad pailgintumėte dalies
eksploatavimo trukmę.
Atstumas tarp degiklio antgalio ir ruošinio
Netinkamas atstumas tarp degiklio antgalio ir ruošinio gali neigiamai paveikti antgalio bei apsauginio
gaubto eksploatavimo trukmę. Atstumas tarp degiklio
antgalio ir ruošinio taip pat gali turėti didelės įtakos
nuožambiui. Sumažinus atstumą tarp degiklio ir
ruošinio, pjūvis paprastai būna labiau kvadratinės
formos.
Pradėjimas nuo briaunos
Pradedami nuo krašto, laikykite degiklį statmenai
ruošiniui, o antgalio priekis turėtų būti arti (bet neliesti) ruošinio krašto, kur turėtų prasidėti pjūvis. Pradedant nuo plokštės krašto nesustokite ant krašto ir
neverskite lanko pasiekti metalo kraštą. Kuo greičiau
sudarykite pjovimo lanką.
Pjūvio kryptis
4T.03 Bendra informacija apie pjovimą
ĮSPĖJIMAS
Prieš surinkdami ar išardydami elektros energijos šaltinį, degiklį ar degiklio
laidus, atjunkite pirminį elektros tiekimą
nuo energijos šaltinio.
Dažnai peržiūrėkite svarbias atsargumo priemones, pateiktas šios instrukcijos pradžioje. Įsitikinkite, kad dirbantysis su įranga yra tinkamai apsirengęs,
t. y. mūvi tinkamas pirštines, dėvi
drabužius, akių ir ausų apsaugines
priemones. Užtikrinkite, kad nė viena
dirbančiojo su įrenginiu kūno dalis nesiliestų su ruošiniu, kol veikia degiklis.
ATSARGIAI
!
Pjovimo metu atsirandančios žiežirbos gali pakenkti padengtiems,
nudažytiems ir kitokiems paviršiams,
pvz., stiklui, plastikui ir metalui.
PASTABA!
Rūpestingai prižiūrėkite degiklio laidus
ir saugokite juos nuo apgadinimo.
Degikliuose plazmos dujų srautas sūkuriuoja, taip
leisdamas išlaikyti tolygią dujų koloną. Dėl šio sūkurio efekto viena pjūvio pusė būna labiau panaši
į kvadratą nei kita. Žiūrint judėjimo kryptimi, dešinė
pjūvio pusė yra labiau kvadratinė nei kairioji.
pjovimo kampas
Šalutinės pjūvio charakteristikos
Siekiant padaryti pjūvį kvadratiniais kraštais palei
vidinį apskritimo skersmenį, degiklis turi judėti aplink
apskritimą prieš laikrodžio rodyklę. Siekiant išlaikyti
kvadratinį kraštą palei išorinį pjūvio skersmenį, degiklis turi judėti pagal laikrodžio rodyklę.
Dešiniosios pusė
pjovimo kampas
Šlakai
Kai šlakai susidaro ant anglinio plieno, dažniausiai jie
vadinami „dėl didelio greičio susidariusiais šlakais, dėl
4T-2
EKSPLOATAVIMAS 300X5396LT
Page 31

ESAB CUTMASTER 80
A-00024LT_AB
Apsauginis gaubtas
Atstumas tarp degiklio
lėto greičio susidariusiais šlakais arba viršutiniais šlakais‟. Ant plokštės viršaus esantis šlakas dažniausiai
atsiranda dėl per didelio atstumo tarp degiklio ir plokštės.
Viršutinį šlaką dažniausiai labai lengva pašalinti nuvalius suvirinimo darbams atlikti skirtomis pirštinėmis. Dėl
mažo greičio susidaręs šlakas dažniausiai susiformuoja
pjūvio apačioje. Jį gali sudaryti tiek lengvi, tiek ir sunkūs
lašeliai, kurie prie pjovimo krašto tvirtai neprisitvirtina,
todėl juos galima lengvai nugrandyti. Dėl didelio greičio
susidaręs šlakas dažniausiai susiformuoja ties pjūvio
apačia ir šio tipo šlaką labai sunku pašalinti. Pjaunant
sudėtingą plieną, kartais yra naudinga sumažinti pjovimo
greitį, kad būtų gaunami „dėl lėto greičio susidarę šlakai“.
Valyti galima tik grandant, bet ne šlifuojant.
4T.04 Rankinio degiklio eksploatavimas
Pjovimas rankiniu degikliu išlaikant atstumą
nuo degiklio antgalio iki ruošinio
PASTABA!
Visada naudokite tinkamas dalis pagal veiklos tipą, kad dalys dirbtų kiek
įmanoma geriau, o jų eksploatavimo
laikas būtų kuo ilgesnis.
1. Degiklis gali būti patogiai laikomas vienoje rankoje arba tvirčiau suimamas abejomis rankomis.
Padėkite ranką taip, kad galėtumėte paspausti
ant degiklio rankenėlės esantį gaiduką. Dirbant
rankiniu degikliu, ranka gali būti netoli degiklio
galvutės, siekiant maksimalaus valdymo efektyvumo, arba netoli nugarėlės, siekiant maksimalios apsaugos nuo karščio. Prietaisą laikykite
tokiu būdu, kad jums būtų kiek įmanoma patogiau
ir kad galėtumėte tinkamai valdyti prietaisą.
PASTABA!
Antgalis niekada neturi liestis su ruošiniu, išskyrus traukiamojo pjovimo
metu.
2. Priklausomai nuo pjovimo darbo, atlikite vieną iš
šių veiksmų:
Degiklis
antgalio ir ruošinio
3–6 mm
(arba 1/4–1/8 colio)
Atstumas tarp degiklio antgalio ir ruošinio
3. Laikykite degiklį atokiau nuo kūno.
4. Nuslinkite gaiduko atleidimo mechanizmą link
degiklio rankenos apačios, tuo pat metu spausdami gaiduką. Pagalbinis lankas pradės veikti.
Gaidukas
Gaiduko atleidimas
A-02986LT
5. Pritraukite degiklį prie ruošinio tokiu atstumu, kad
jį galima būtų lengvai perkelti. Pagrindinis lankas
persikelia ant ruošinio, o pagalbinis lankas bus
išjungtas.
PASTABA!
Dujų ikitiekiminis ir potiekiminis tiekimas siejamas tik su elektros šaltiniu,
tai nėra degiklio funkcija.
a Pradedami nuo krašto, laikykite degiklį
statmenai ruošiniui, o antgalio priekis turėtų
būti ant ruošinio krašto, kur turėtų prasidėti
pjūvis.
b. Pjaudami naudodami pjovimo išlaikant
atstumą nuo degiklio antgalio iki ruošinio
metodą, laikykite degiklį 3–9 mm (1/8–
3/8 colio) atstumu nuo ruošinio, kaip parodyta
toliau.
300X5396LT EKSPLOATAVIMAS
4T-3
Page 32

ESAB CUTMASTER 80
3
4
Art # A-03383LT
Gaidukas
2
1
Gaiduko atleidimas
Art # A-04034LT
A-03539LT
Nelaidus pjovimo
tiesiu kraštu
kreiptuvas
6. Pjaukite kaip įprasta. Norėdami baigti pjauti, tiesiog
atleiskite gaiduką.
7. Laikykitės įprastų elektros tiekimo šaltinio naudotojo
vadove pateiktų rekomenduojamų pjovimo nurodymų.
Apsauginis gaubtas su tiesiu kraštu
Traukiamojo pjovimo apsauginis gaubtas gali būti
naudojamas kartu su nelaidžiu tiesiu kraštu, kad būtų
galima rankiniu būdu gauti tiesius pjūvius.
ĮSPĖJIMAS
Tiesusis kraštas turi būti nelaidus.
Traukiamojo apsauginio gaubto su tiesiu kraštu naudojimas
8. Norėdami gauti pastovų atstumo nuo degiklio antgalio iki ruošinio aukštį virš ruošinio, įrenkite atstumo
kreiptuvą įstatydami jį į degiklio apsauginį gaubtą.
Įrenkite kreiptuvą, pastatydami jo kojas apsauginio
gaubto šonuose, kad būtų užtikrintas geras pjovimo
lanko matomumas. Naudodami įtaisą, pastatykite
atstumo kreiptuvo kojas ant ruošinio.
PASTABA!
Kai apsauginis gaubtas yra tinkamai
įrengtas, tarp apsauginio gaubto ir
degiklio rankenėlės yra mažas tarpelis. Dujų prasiskverbimas per šią angą
yra įprastas prietaisui veikiant. Nebandykite per prievartą uždaryti apsauginį
gaubtą, kad šis uždengtų atsiradusį
tarpelį. Per stipriai stumiant apsauginį
gaubtą ant degiklio galvutės ar degiklio rankenos, galima pažeisti dalis.
Apsauginis gaubtas
Atstumo tarp degiklio antgalio
ir ruošinio kreiptuvas
Degiklio antgalis
Ruošinys
Karūninis apsauginis gaubtas geriausiai veikia pjaunant 4,7 mm (arba 3/16 colio) storio pakankamai
lygaus paviršiaus kietą metalą.
Traukiamasis pjovimas naudojant rankinį degiklį
Traukiamojo pjovimo metodą geriausiai taikyti pjaunant 6 mm (1/4 coli) ar mažesnio storio metalą.
PASTABA!
Visada naudokite tinkamas dalis pagal veiklos tipą, kad dalys dirbtų kiek
įmanoma geriau, o jų eksploatavimo
laikas būtų kuo ilgesnis.
1. Įrenkite traukiamojo pjovimo antgalį ir nustatykite
išėjimo srovę.
2. Degiklis gali būti patogiai laikomas vienoje rankoje
arba tvirčiau suimamas abejomis rankomis. Padėkite ranką taip, kad galėtumėte paspausti ant
degiklio rankenėlės esantį gaiduką. Dirbant rankiniu
degikliu, ranka gali būti netoli degiklio galvutės,
siekiant maksimalaus valdymo efektyvumo, arba
netoli nugarėlės, siekiant maksimalios apsaugos
nuo karščio. Prietaisą laikykite tokiu būdu, kad
jums būtų kiek įmanoma patogiau ir kad galėtumėte
tinkamai valdyti prietaisą.
3. Pjaudami užtikrinkite, kad degiklis liestųsi su ruošiniu.
4. Laikykite degiklį atokiau nuo kūno.
5. Nuslinkite gaiduko atleidimo mechanizmą link degiklio rankenos apačios, tuo pat metu spausdami
gaiduką. Pagalbinis lankas pradės veikti.
4T-4
EKSPLOATAVIMAS 300X5396LT
Page 33

A-02986LT
Gaidukas
Gaiduko atleidimas
6. Pritraukite degiklį prie ruošinio tokiu atstumu, kad
3
4
Art # A-03383LT
Gaidukas
2
1
Gaiduko atleidimas
A-02986LT
Gaidukas
Gaiduko atleidimas
jį galima būtų lengvai perkelti. Pagrindinis lankas
persikelia ant ruošinio, o pagalbinis lankas bus
išjungtas.
ESAB CUTMASTER 80
Prapjovimas naudojant rankinį degiklį
1. Degiklis gali būti patogiai laikomas vienoje rankoje
arba tvirčiau suimamas abejomis rankomis. Padėkite
ranką taip, kad galėtumėte paspausti ant degiklio
rankenėlės esantį gaiduką. Dirbant rankiniu degikliu,
ranka gali būti netoli degiklio galvutės, siekiant maksimalaus valdymo efektyvumo, arba netoli nugarėlės,
siekiant maksimalios apsaugos nuo karščio. Prietaisą
naudokite tokiu būdu, kad jums būtų kiek įmanoma
patogiau ir kad galėtumėte tinkamai valdyti prietaisą.
PASTABA!
Antgalis niekada neturi liestis su ruošiniu, išskyrus traukiamojo pjovimo metu.
PASTABA!
Dujų ikitiekiminis ir potiekiminis tiekimas siejamas tik su elektros šaltiniu,
tai nėra degiklio funkcija.
7. Pjaukite kaip įprasta. Norėdami baigti pjauti, tiesiog
atleiskite gaiduką.
8. Laikykitės įprastų elektros tiekimo šaltinio naudotojo
vadove pateiktų rekomenduojamų pjovimo nurodymų.
2. Šiek tiek nukreipkite degiklį, kad nukreiptumėte
daleles nuo degiklio galiuko (ir dirbančiojo) ir neleistumėte, jog jos būtų atgal įtrauktos į įrenginį, tol
kol įpjova bus pabaigta.
3. Prapjaudami nereikalingo metalo dalį, prapjaukite
metalą ties pjovimo linija, tada toliau tęskite pjūvį
pagal liniją. Baigę prapjauti, laikykite degiklį statmenai ruošinio.
4. Laikykite degiklį atokiau nuo kūno.
5. Nuslinkite gaiduko atleidimo mechanizmą link degiklio rankenos apačios, tuo pat metu spausdami
gaiduką. Pagalbinis lankas pradės veikti.
6. Pritraukite degiklį prie ruošinio tokiu atstumu, kad jį
galima būtų lengvai perkelti. Pagrindinis lankas persikelia ant ruošinio, o pagalbinis lankas bus išjungtas.
PASTABA!
Kai apsauginis gaubtas yra tinkamai
įrengtas, tarp apsauginio gaubto ir
degiklio rankenėlės yra mažas tarpelis. Dujų prasiskverbimas per šią angą
yra įprastas prietaisui veikiant. Nebandykite per prievartą uždaryti apsauginį
gaubtą, kad šis uždengtų atsiradusį
tarpelį. Per stipriai stumiant apsauginį
gaubtą ant degiklio galvutės ar degiklio rankenos, galima pažeisti dalis.
300X5396LT EKSPLOATAVIMAS
PASTABA!
Dujų ikitiekiminis ir potiekiminis tiekimas siejamas tik su elektros šaltiniu,
tai nėra degiklio funkcija.
Kai apsauginis gaubtas yra tinkamai
įrengtas, tarp apsauginio gaubto ir
degiklio rankenėlės yra mažas tarpelis. Dujų prasiskverbimas per šią angą
yra įprastas prietaisui veikiant. Nebandykite per prievartą uždaryti apsauginį
gaubtą, kad šis uždengtų atsiradusį
tarpelį. Per stipriai stumiant apsauginį
gaubtą ant degiklio galvutės ar degiklio rankenos, galima pažeisti dalis.
4T-5
Page 34

ESAB CUTMASTER 80
!
35°
Ruošinys
Degiklio galvutė
Atstumas tarp degiklio
antgalio ir ruošinio
A-00941LT_AB
7. Kuo skubiau nuo apsauginio gaubto ir antgalio
nuvalykite purslus ir nuodegas. Apipurškus apsauginį gaubtą nuo purslų apsaugančiu mišiniu
sumažės prie jo prilimpančių nuodegų kiekis.
Pjovimo greitis priklauso nuo medžiagos, storio ir dirbančiojo sugebėjimų tiksliai sekti norima pjovimo linija. Toliau
nurodyti veiksniai gali turėti įtakos sistemos veikimui:
• Degiklio dalių susidėvėjimas
• Oro kokybė
• Linijinės įtampos svyravimai
• Atstumas tarp degiklio antgalio ir ruošinio
• Tinkamo darbinio laido prijungimas
4T.05 Drožimas
ĮSPĖJIMAS
Įsitikinkite, kad dirbantysis su įranga
yra tinkamai apsirengęs, t. y. mūvi tinkamas pirštines, dėvi drabužius, akių
ir ausų apsaugines priemones, ir kad
laikomasi visų šios instrukcijos pradžioje nurodytų atsargumo priemonių. Užtikrinkite, kad nė viena dirbančiojo su įrenginiu kūno dalis nesiliestų
su ruošiniu, kai veikia degiklis.
Prieš surinkdami ar išardydami degiklį, laidus ar elektros tiekimo šaltinį,
atjunkite pirminį elektros tiekimą nuo
energijos šaltinio.
Degiklio judėjimo greitis
PASTABA!
Žr. priedą, kuriame pateikta papildoma informacija apie naudojamą
elektros šaltinį.
Optimalus degiklio judėjimo greitis priklauso nuo
nustatytos srovės, pakėlimo kampo ir darbo režimo
(rankinis ar mechaninis degiklis).
Elektros srovės parametrai
Elektros srovės parametrai priklauso nuo degiklio judėjimo greičio, veikimo režimo (rankinis ar mechaninis
degiklis) ir medžiagų, kurias reikės pašalinti, kiekio.
Pakėlimo kampas
Kampas tarp degiklio ir ruošinio priklauso nuo nustatytos išėjimo srovės ir degiklio judėjimo greičio. Rekomenduojamas pakėlimo kampas yra 35°. Kai pakėlimo
kampas didesnis nei 45°, išlydytas metalas nebus
nupučiamas nuo išpjovos ir gali būti nupūstas atgal
į degiklį. Jei pakėlimo kampas per mažas (mažesnis
nei 35°), pašalinama mažiau medžiagos, todėl būtina,
kad būtų daugiau vietų, per kurias medžiaga galėtų
išeiti. Gali prireikti tai padaryti, pavyzdžiui, pašalinant
suvirinimo siūles ar dirbant su lengvaisiais metalais.
ATSARGIAI
!
Plazminio drožimo metu atsirandančios žiežirbos gali pakenkti padengtiems, nudažytiems ir kitokiems paviršiams, pvz., stiklui, plastikui ir metalui.
Patikrinkite degiklio dalis. Degiklio
dalys turi būti parenkamos atsižvelgiant į darbo tipą. Žr. skyrių
Drožimo kampas ir atstumas nuo degiklio antgalio iki
ruošinio
4T.07 „Degiklio dalių pasirinkimas‟.
Atstumas tarp degiklio antgalio ir ruošinio
Drožimo parametrai
Drožimo rezultatai priklauso nuo tokių parametrų,
kaip degiklio judėjimo greitis, srovės lygis, pakėlimo
kampas (kampas tarp degiklio ir ruošinio) ir atstumo
tarp degiklio antgalio ir ruošinio.
ATSARGIAI
!
4T-6
EKSPLOATAVIMAS 300X5396LT
Jeigu degiklio antgalis arba apsauginis gaubtuvas liečiasi su darbiniu paviršiumi, dalys susidėvės itin greitai.
Antgalio atstumas tarp antgalio ir ruošinio turi įtakos
drožimo kokybei ir gyliui. Kai atstumas tarp degiklio
antgalio ir ruošinio yra 3-6 mm (arba 1/4-1/8 colio),
metalas bus tolygiai ir nuosekliai pašalinamas. Kai
atstumas tarp degiklio antgalio ir ruošinio mažesnis,
pjovimo rezultatas gali būti ne išpjova, o nebaigtas
pjūvis. Kai atstumas tarp degiklio antgalio ir ruošinio
yra didesnis nei 6 mm (arba 1/4 colio), metalas gali
būti šalinamas nepakankamai arba gali užgęsti perduotas pagrindinis lankas.
Page 35

Šlako kaupimasis
Atstumas tarp degiklio
antgalio ir ruošinio
Tiesus lankas
Galinis lankas
Pagrindinis lankas
Degiklio judėjimo kryptis
A-02586LT
Šlaką, drožiant susikaupusį ant tokių medžiagų,
kaip anglis, nerūdijantis plienas, nikelis ir legiruotas
plienas, dažniausiai galima lengvai pašalinti. Šlakas
nekliudo drožimo procesui, jeigu jo sankaupos yra
vienoje drožimo kelio pusėje. Tačiau susidarius
šlakams, gali atsirasti neatitikimų ir metalas gali būti
šalimas netinkamai, jei prieš lanką kaupiasi dideli
medžiagos kiekiai. Sankaupos dažniausiai atsiranda
dėl netinkamo judėjimo greičio, kabelio kampo ar
atstumo tarp degiklio antgalio ir ruošinio.
4T.06 Mechaninio degiklio
eksploatavimas
Pjovimas mechaniniu degikliu
Mechaninis degiklis gali būti įjungtas naudojant
pernešamą nuotolinio valdymo pultą arba nuotolinės
sąsajos prietaisu, pvz., CNC.
1. Norėdami pradėti pjūvį nuo plokštės krašto, nustatykite degiklio padėtį taip, kad jo vidurys būtų
ties plokštės kraštu.
Judėjimo greitis
Tinkamą judėjimo greitį nurodo žemiau plokštės
matomas lanko kelias. Lankas gali būti vienas iš šių:
1. Tiesus lankas
Tiesus lankas yra statmenas ruošinio paviršiui. Šį
lanką dažniausiai rekomenduojama naudoti norint gauti geriausią pjovimo rezultatą oro plazma
pjaunant nerūdijantį plieną ir aliuminį.
2. Pagrindinis lankas
Pagrindinis lankas nukreipiamas degiklio kryptimi. Oro plazminiu būdu pjaunant minkštą plieną
paprastai rekomenduojama naudoti penkių lygių
pagrindinį lanką.
ESAB CUTMASTER 80
Mechaninio degiklio eksploatavimas
Siekiant optimalios lygaus paviršiaus kokybės, turi
būti sureguliuotas judėjimo greitis, kad tik vedantysis lanko kraštas atliktų pjūvį. Jei judėjimo greitis
per mažas, pjūvis bus šiurkštus, nes lankas juda iš
vienos pusės į kitą, ieškodamas perneštino metalo.
Judėjimo greitis taip pat turi įtakos pjūvio nuožambiui. Pjaunant ratu arba aplink kampą, eigos greičio
sumažinimo rezultatas gali būti labiau kvadratinis
pjūvis. Elektros šaltinio galia taip pat turėtų būti sumažinta. Žr. atitinkamą „Valdymo modulio naudojimo
instrukciją“, kurioje pateikiama informacija apie galbūt reikalingą atlikti kampo sulėtėjimo reguliavimą.
Prapjovimas naudojant mechaninį degiklį
Norint prapjauti medžiagą mechaniniu degikliu,
lankas turi būti uždegtas taip, kad degiklis būtų kuo
aukščiau virš plokštės, bet leisti lankui persikelti
ir prapjaut. Šis atstumas padeda išvengti išlydyto
metalo patekimo atgal į degiklio priekinę dalį.
300X5396LT EKSPLOATAVIMAS
3. Galinis lankas
Galinis lankas nukreiptas į priešingą nei degiklio
judėjimas kryptį.
Eksploatuojant pjovimo aparatą būtinas prasiskverbimo arba stovėjimo laikas. Degiklis neturi būti judinimas, kol lankas skverbiasi į plokštės apatinę dalį.
Procesui prasidėjus, atstumą nuo degiklio antgalio
iki ruošinio reikėtų sumažinti iki rekomenduojamos
3-6 mm (1/8-1/4 colio) vertės, siekiant optimalaus
greičio ir pjūvio kokybės. Kuo skubiau nuo apsauginio gaubto ir antgalio nuvalykite purslus ir nuodegas.
Apipurškus arba panardinus apsauginį gaubtą į nuo
purslų apsaugantį mišinį sumažės prie jo prilimpančių nuodegų kiekis.
4T-7
Page 36

ESAB CUTMASTER 80
vadovas 9-821
Skydelio dangtelis, mechanizmas
Skydelio dangtelis, mechanizmas
Skydelio dangtelis, mechanizmas
Skydelio dangtelis, mechanizmas
4T.07 Rankinio ir mechaninio degiklių dalių pasirinkimas
Automatinis degiklis
Rankinis degiklis su
20-40A
PJOVIMAS IŠLAIKANT
ATSTUMĄ NUO
DEGIKLIO ANTGALIO
IKI RUOŠINIO
ominiais gnybtais
9-8259
Antgalis:
su ominiais gnybtais
9-8224
Apsauginio
gaubto
korpusas,
9-8237
40A 9-8245
Elektrodas
Auto 9-8232
Naudotojo
Paleidiklio
kasetė
9-8213
5
50-60A
PJOVIMAS IŠLAIKANT
ATSTUMĄ NUO
DEGIKLIO ANTGALIO
IKI RUOŠINIO
Ypač tvirta
paleidiklio kasetė
Tik esant neaukštam
dažniui 9-8277
70-120A
PJOVIMAS IŠLAIKANT
ATSTUMĄ NUO
DEGIKLIO ANTGALIO
IKI RUOŠINIO
20A 9-8205
30A 9-8206
40A 9-8208
Antgalis:
50-55A 9-8209
60A 9-8210
Antgalis:
70A 9-8231
80A 9-8211
90/100A 9-8212
120A Auto 9-8233
120A Naudotojo
vadovas 9-8253
Apsauginis
gaubtas
9-8218
Apsauginio
gaubto
korpusas,
9-8237
Apsauginis
gaubtas
9-8218
Apsauginio
gaubto
korpusas,
9-8237
Apsauginis
gaubtas
9-8218
Skydelio dangtelis, kreiptuvas
9-8243
Drag Apsauginis gaubtas
9-8235
50-60A 9-8238
Skydelio dangtelis, kreiptuvas
9-8243
Drag Apsauginis gaubtas
70-100A 9-8236
Drag Apsauginis gaubtas
120A 9-8258
70-100A 9-8239
120A 9-8256
Skydelio dangtelis, kreiptuvas
9-8243
4T-8
EKSPLOATAVIMAS 300X5396LT
40-120A
DROŽIMAS
Antgalis A 9-8225 (40 Didžiausias srovės stiprumas amperais)
Art # A-08066LT_AG
Apsauginio
gaubto
korpusas,
Antgalis:
9-8237
Antgalis B 9-8226 (50 - 120 Amperai)
Antgalis C 9-8227 (60 - 120 Amperai)
Antgalis D 9-8228 (60 - 120 Amperai)
Antgalis E 9-8254 (60 - 120 Amperai)
Skydelio dangtelis, drožimas
9-8241
Page 37

ESAB CUTMASTER 80
4T.08 Rekomenduojami mechaninio degiklio su neapsaugotu antgaliu
pjovimo greičiai
Degiklio tipas: SL60 su neapsaugotu antgaliu Medžiagos rūšis: minkštas plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai
(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,036 0,9 9-8208 104 40 340 8,64 0,19 4,8 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 108 40 250 6,35 0,19 4,8 65 4,5 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 108 40 190 4,83 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 110 40 105 2,67 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 113 40 60 1,52 0,19 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 111 40 40 1,02 0,19 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 124 40 21 0,53 0,19 4,8 65 4,5 55 170
0,500 12,7 9-8208 123 40 11 0,28 0,19 4,8 65 4,5 55 170
0,625 15,9 9-8208 137 40 7 0,18 0,19 4,8 65 4,5 55 170
Degiklio tipas: SL60 su neapsaugotu antgaliu Medžiagos rūšis: nerūdijantis plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai
(nuolatinės
srovės, DC)
0,036 0,9 9-8208 103 40 355 9,02 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,05 1,3 9-8208 98 40 310 7,87 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 98 40 240 6,10 0,125 3,2 65 4,5 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 100 40 125 3,18 0,125 3,2 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 120 40 30 0,76 0,187 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 124 40 20 0,51 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 122 40 15 0,38 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 126 40 10 0,25 0,187 4,8 65 4,5 55 170
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
Atstumas
tarp degiklio
antgalio ir
ruošinio
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Plazmos dujų
slėgis
Srautas (CFH)
Srautas (CFH) Prapjovimas
Prapjovi-
mas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Prapjovimo
aukštis
Coliai mm
Degiklio tipas: SL60 su neapsaugotu antgaliu Medžiagos rūšis: aliuminis
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai
(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,032 0,8 9-8208 11 0 40 440 11,18 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,051 1,3 9-8208 109 40 350 8,89 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,064 1,6 9-8208 11 2 40 250 6,35 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 11 2 40 200 5,08 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 11 8 40 100 2,54 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 120 40 98 2,49 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 123 40 50 1,27 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 134 40 16 0,41 0,187 4,8 65 4,5 55 170
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
300X5396LT EKSPLOATAVIMAS
4T-9
Page 38

ESAB CUTMASTER 80
Degiklio tipas: SL60 su neapsaugotu antgaliu Medžiagos rūšis: minkštas plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai (nuolati-
nės srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,060 1,5 9-8210 110 60 290 7,37 0,19 4,8 70 4,8 90 245 0,00 0,19 4,8
0,075 1,9 9-8210 120 60 285 7,24 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,120 3,0 9-8210 120 60 180 4,57 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,135 3,4 9-8210 119 60 170 4,32 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,188 4,8 9-8210 121 60 100 2,54 0,19 4,8 70 4,8 90 245 0,20 0,19 4,8
0,250 6,4 9-8210 119 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,19 4,8
0,375 9,5 9-8210 124 60 50 1,27 0,19 4,8 70 4,8 90 245 0,50 0,19 4,8
0,500 12,7 9-8210 126 60 26 0,66 0,19 4,8 70 4,8 90 245 0,75 0,19 4,8
0,625 15,9 9-8210 127 60 19 0,48 0,19 4,8 70 4,8 90 245
0,750 19,1 9-8210 134 60 14 0,36 0,19 4,8 70 4,8 90 245
1,000 25,4 9-8210 140 60 6 0,15 0,19 4,8 70 4,8 90 245
Degiklio tipas: SL60 su neapsaugotu antgaliu Medžiagos rūšis: nerūdijantis plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
0,06 1,5 9-8210 119 60 350 8,91 0,19 4,8 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 116 60 300 7,64 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 123 60 150 3,82 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 125 3,18 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 122 60 90 2,29 0,19 4,8 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 120 60 65 1,65 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 130 60 30 0,76 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 132 60 21 0,53 0,19 4,8 70 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 130 60 15 0,38 0,19 4,8 70 4,8 90 245
0,750 19,1 9-8210 142 60 12 0,31 0,25 6,4 70 4,8 90 245
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
Atstumas
tarp degiklio
antgalio ir
ruošinio
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Prapjovimo
aukštis
Coliai mm
Degiklio tipas: SL60 su neapsaugotu antgaliu Medžiagos rūšis: aliuminis
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,060 1,5 9-8210 11 0 60 440 11,18 0,25 6,4 70 4,8 90 245 0,00 0,25 6,4
0,075 1,9 9-8210 11 0 60 440 11,18 0,25 6,4 70 4,8 90 245 0,10 0,25 6,4
0,120 3,0 9-8210 11 6 60 250 6,35 0,25 6,4 70 4,8 90 245 0,10 0,25 6,4
0,188 3,4 9-8210 11 6 60 170 4,32 0,25 6,4 70 4,8 90 245 0,20 0,25 6,4
0,250 6,4 9-8210 132 60 85 2,16 0,25 6,4 70 4,8 90 245 0,30 0,25 6,4
0,375 9,5 9-8210 140 60 45 1,14 0,25 6,4 70 4,8 90 245 0,50 0,25 6,4
0,500 12,7 9-8210 143 60 30 0,76 0,25 6,4 70 4,8 90 245 0,80 0,25 6,4
0,625 15,9 9-8210 145 60 20 0,51 0,25 6,4 70 4,8 90 245
0,750 19,1 9-8210 145 60 18 0,46 0,25 6,4 70 4,8 90 245
4T-10
EKSPLOATAVIMAS 300X5396LT
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Page 39

ESAB CUTMASTER 80
Degiklio tipas: SL60 su neapsaugotu antgaliu
Medžiagos rūšis: minkštas plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,250 6,4 9-8212 11 0 100 105 2,65 0,190 4,8 75 5,2 130 390 0,4 0,200 5,1
0,375 9,5 9-8212 11 7 100 70 1,75 0,190 4,8 75 5,2 130 390 0,5 0,200 5,1
0,500 12,7 9-8212 120 100 50 1,25 0,190 4,8 75 5,2 130 390 0,6 0,200 5,1
0,625 15,9 9-8212 125 100 35 0,90 0,190 4,8 75 5,2 130 390 1,0 0,200 5,1
0,750 19,0 9-8212 131 100 18 0,45 0,190 4,8 75 5,2 130 390 2,0 0,250 6,4
1,000 25,4 9-8212 135 100 10 0,25 0,190 4,8 75 5,2 130 390
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Degiklio tipas: SL60 su neapsaugotu antgaliu Medžiagos rūšis: nerūdijantis plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,250 6,4 9-8212 118 100 90 2,30 0,190 4,8 75 5,2 130 390 0,5 0,250 6,4
0,375 9,5 9-8212 122 100 55 1,40 0,190 4,8 75 5,2 130 390 0,8 0,250 6,4
0,500 12,7 9-8212 126 100 30 0,75 0,190 4,8 75 5,2 130 390 1,0 0,250 6,4
0,625 15,9 9-8212 133 100 20 0,50 0,190 4,8 75 5,2 130 390 1,5 0,250 6,4
0,750 19,0 9-8212 138 100 15 0,40 0,190 4,8 75 5,2 130 390
1,000 25,4 9-8212 139 100 10 0,25 0,190 4,8 75 5,2 130 390
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Degiklio tipas: SL60 su neapsaugotu antgaliu
Medžiagos rūšis: aliuminis
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,250 6,4 9-8212 108 100 120 3,05 0,190 4,8 65 4,5 120 360 0,2 0,225 5,7
0,375 9,5 9-8212 117 100 65 1,65 0,190 4,8 65 4,5 120 360 0,4 0,225 5,7
0,500 12,7 9-8212 120 100 45 1,15 0,190 4,8 65 4,5 120 360 0,5 0,225 5,7
0,625 15,9 9-8212 125 100 30 0,75 0,190 4,8 65 4,5 120 360 0,8 0,225 5,7
0,750 19,0 9-8212 131 100 25 0,65 0,190 4,8 65 4,5 120 360 1,0 0,225 5,7
1,000 25,4 9-8212 140 100 10 0,25 0,190 4,8 65 4,5 120 360
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
PASTABA!
* Parodytas dujų slėgis skirtas degikliams su iki 7,6 m (25 pėdų) ilgio laidais. Jeigu naudojate 15,2 m (arba 50 pėdų) laidus, žr. skyrių „Set Operating Pressure‟ (liet. darbinio slėgio
nustatymas), <?> psl.
** Bendras srautas tai plazmos ir antrinių dujų srautas.
300X5396LT EKSPLOATAVIMAS
4T-11
Page 40

ESAB CUTMASTER 80
4T.09 Rekomenduojami SL60 degiklio su apsaugotu antgaliu pjovimo greičiai
Degiklio tipas: SL60 su apsaugotu antgaliu Medžiagos rūšis: minkštas plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,036 0,9 9-8208 114 40 170 4,32 0,19 4,8 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 120 40 90 2,29 0,19 4,8 65 4,5 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 121 40 80 2,03 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 122 40 75 1,91 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 123 40 30 0,76 0,19 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 125 40 25 0,64 0,19 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 138 40 11 0,28 0,19 4,8 65 4,5 55 170
0,500 12,7 9-8208 142 40 7 0,18 0,19 4,8 65 4,5 55 170
0,625 15,9 9-8208 152 40 3 0,08 0,19 4,8 65 4,5 55 170
Degiklio tipas: SL60 su apsaugotu antgaliu Medžiagos rūšis: nerūdijantis plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
0,036 0,9 9-8208 109 40 180 4,57 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,05 1,3 9-8208 105 40 165 4,19 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 115 40 120 3,05 0,125 3,2 65 4,5 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 120 40 65 1,65 0,187 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 125 40 25 0,64 0,187 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 20 0,51 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 130 40 15 0,38 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 130 40 10 0,25 0,187 4,8 65 4,5 55 170
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
Atstumas
tarp degiklio
antgalio ir
ruošinio
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Prapjovimo
aukštis
Coliai mm
Degiklio tipas: SL60 su apsaugotu antgaliu Medžiagos rūšis: aliuminis
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,032 0,8 9-8208 116 40 220 5,59 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,051 1,3 9-8208 116 40 210 5,33 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,064 1,6 9-8208 118 40 180 4,57 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 116 40 150 3,81 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 130 40 75 1,91 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 60 1,52 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 134 40 28 0,71 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 143 40 11 0,28 0,187 4,8 65 4,5 55 170
4T-12
EKSPLOATAVIMAS 300X5396LT
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Page 41

ESAB CUTMASTER 80
Degiklio tipas: SL60 su apsaugotu antgaliu Medžiagos rūšis: minkštas plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,060 1,5 9-8210 124 60 250 6,35 0,19 4,8 70 4,8 90 245 0,00 0,2 5,1
0,075 1,9 9-8210 126 60 237 6,02 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,120 3,0 9-8210 126 60 230 5,84 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,135 3,4 9-8210 128 60 142 3,61 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,188 4,8 9-8210 128 60 125 3,18 0,19 4,8 70 4,8 90 245 0,20 0,2 5,1
0,250 6,4 9-8210 123 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,2 5,1
0,375 9,5 9-8210 132 60 34 0,86 0,19 4,8 70 4,8 90 245 0,50 0,2 5,1
0,500 12,7 9-8210 137 60 23 0,58 0,19 4,8 70 4,8 90 245 0,75 0,2 5,1
0,625 15,9 9-8210 139 60 14 0,36 0,19 4,8 70 4,8 90 245
0,750 19,1 9-8210 145 60 14 0,36 0,19 4,8 70 4,8 90 245
1,000 25,4 9-8210 156 60 4 0,10 0,19 4,8 70 4,8 90 245
Degiklio tipas: SL60 su apsaugotu antgaliu Medžiagos rūšis: nerūdijantis plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
0,06 1,5 9-8210 11 0 60 165 4,19 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 11 6 60 155 3,94 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 11 5 60 125 3,18 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 11 8 60 80 2,03 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 120 60 75 1,91 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 121 60 60 1,52 0,13 3,2 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 129 60 28 0,71 0,13 3,2 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 135 60 17 0,43 0,19 4,8 70 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 135 60 14 0,36 0,19 4,8 70 4,8 90 245
0,750 19,1 9-8210 142 60 10 0,25 0,19 4,8 70 4,8 90 245
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
Atstumas
tarp degiklio
antgalio ir
ruošinio
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Prapjovimo
aukštis
Coliai mm
Degiklio tipas: SL60 su apsaugotu antgaliu Medžiagos rūšis: aliuminis
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,060 1,5 9-8210 105 60 350 8,89 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 110 60 350 8,89 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 110 60 275 6,99 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 3,4 9-8210 122 60 140 3,56 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 134 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 140 60 45 1,14 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 144 60 26 0,66 0,19 4,8 70 4,8 90 245 0,80 0,20 5,1
0,625 15,9 9-8210 145 60 19 0,48 0,19 4,8 70 4,8 90 245
0,750 19,1 9-8210 150 60 15 0,38 0,19 4,8 70 4,8 90 245
Atstumas
tarp degiklio
antgalio ir
ruošinio
Plazmos dujų
slėgis
Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
300X5396LT EKSPLOATAVIMAS
4T-13
Page 42

ESAB CUTMASTER 80
Degiklio tipas: SL60 su apsaugotu antgaliu Medžiagos rūšis: minkštas plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,060 1,5 9-8211 128 80 280 7,11 0,19 4,8 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 126 80 203 5,16 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 128 80 182 4,62 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 128 80 137 3,48 0,19 4,8 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 131 80 100 2,54 0,19 4,8 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 134 80 40 1,02 0,19 4,8 65 4,5 115 340 0,50 0,2 5,1
0,500 12,7 9-8211 136 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,2 5,1
0,625 15,9 9-8211 145 80 21 0,53 0,19 4,8 65 4,5 115 340 0,75 0,2 5,1
0,750 19,1 9-8211 144 80 14 0,36 0,19 4,8 65 4,5 115 340
0,875 22,2 9-8211 149 80 11 0,28 0,19 4,8 65 4,5 115 340
1,000 25,4 9-8211 162 80 8 0,20 0,19 4,8 65 4,5 115 340
Atstumas tarp
degiklio antgalio
ir ruošinio
Plazmos dujų slėgis Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Degiklio tipas: SL60 su apsaugotu antgaliu
Medžiagos rūšis: nerūdijantis plienas
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma
Greitis (per minutę)
0,060 1,5 9-8211 110 80 340 8,50 0,125 3,2 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 115 80 260 6,50 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 113 80 250 6,25 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 114 80 170 4,25 0,125 3,2 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 116 80 85 2,13 0,125 3,2 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 123 80 45 1,13 0,125 3,2 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 133 80 18 0,45 0,125 3,2 65 4,5 115 340 0,75 0,25 6,4
0,625 15,9 9-8211 135 80 16 0,40 0,125 3,2 65 4,5 115 340 1,00 0,25 6,4
0,750 19,1 9-8211 144 80 8 0,20 0,125 3,2 65 4,5 115 340
0,875 22,2 9-8211 137 80 8 0,20 0,125 3,2 65 4,5 115 340
1,000 25,4 9-8211 140 80 8 0,20 0,125 3,2 65 4,5 115 340
Atstumas tarp
degiklio antgalio
ir ruošinio
Plazmos dujų slėgis Srautas (CFH) Prapjovimas
Uždelsimas
Iš
(sekundėmis)
viso**
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
Degiklio tipas: SL60 su apsaugotu antgaliu Medžiagos rūšis: aliuminis
Plazmos dujų rūšis: oras Antrinių dujų rūšis: vienos rūšies dujų degiklis
Storis Antgalis Rezultatas
Coliai mm (kat. Nr.)
Voltai(nuolatinės
srovės, DC)
Srovės
stiprumas
amperais
(amperai) Coliai Skaitikliai Coliai mm psi* baras Plazma Iš viso**
Greitis (per minutę)
0,06 1,5 9-8211 115 80 320 8,13 0,13 3,2 65 4,5 115 340 0,00 0,25 6,4
0,12 3,0 9-8211 120 80 240 6,10 0,13 3,2 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 120 80 165 4,19 0,13 3,2 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 124 80 100 2,54 0,13 3,2 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 138 80 60 1,52 0,19 4,8 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 141 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,25 6,4
0,625 15,9 9-8211 142 80 26 0,66 0,19 4,8 65 4,5 115 340 0,75 0,25 6,4
0,750 19,1 9-8211 150 80 18 0,46 0,19 4,8 65 4,5 115 340
0,875 22,2 9-8211 156 80 8 0,20 0,19 4,8 65 4,5 115 340
1,000 25,4 9-8211 164 80 6 0,15 0,19 4,8 65 4,5 115 340
Atstumas tarp
degiklio antgalio
ir ruošinio
Plazmos dujų slėgis Srautas (CFH) Prapjovimas
Uždelsimas
(sekundėmis)
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Nežinoma Nežinoma Nežinoma
Prapjovimo
aukštis
Coliai mm
PASTABA!
* Parodytas dujų slėgis skirtas degikliams su iki 7,6 m (25 pėdų) ilgio laidais. Jeigu naudojate 15,2 m (arba 50
pėdų) laidus, žr. skyrių „Set Operating Pressure‟ (liet. darbinio slėgio nustatymas), <?> psl.
** Bendras srautas tai plazmos ir antrinių dujų srautas.
4T-14
EKSPLOATAVIMAS 300X5396LT
Page 43

Šis puslapis yra tikslingai paliktas tuščias
ESAB CUTMASTER 80
300X5396LT EKSPLOATAVIMAS
4T-15
Page 44

ESAB CUTMASTER 80
INFORMACIJA APIE PATENTĄ
Plazminio pjautuvo degiklio patentai
Šios dalys yra apsaugotos pagal JAV ir užsienio šalių patentus, kaip išdėstyta toliau:
Katalogo Nr. Aprašymas Patentas(-ai)
9-8215 Elektrodas JAV pat. Nr. 6163008; 6987238
Kitos dalies (-ių) laukiama
9-8213 Kasetė JAV pat. Nr. 6903301; 6717096; 6936786;
6703581; D496842; D511280; D492709;
D499620; D504142
Kitos dalies (-ių) laukiama
9-8205 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8206 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8207 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8252 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8208 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8209 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8210 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8231 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8211 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8212 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8253 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8225 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8226 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8227 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8228 Antgalis JAV pat. Nr. 6774336; 7145099; 6933461
Kitos dalies (-ių) laukiama
9-8241 Skydelio dangtelis JAV pat. Nr. 6914211; D505309
Kitos dalies (-ių) laukiama
9-8243 Skydelio dangtelis JAV pat. Nr. 6914211; D493183
Kitos dalies (-ių) laukiama
9-8235 Skydelio dangtelis JAV pat. Nr. 6914211; D505309
Kitos dalies (-ių) laukiama
9-8236 Skydelio dangtelis JAV pat. Nr. 6914211; D505309
Kitos dalies (-ių) laukiama
9-8237 Apsauginis gaubtas JAV pat. Nr. 6914211; D501632; D511633
Kitos dalies (-ių) laukiama
9-8238 Skydelio dangtelis JAV pat. Nr. 6914211; D496951
Kitos dalies (-ių) laukiama
9-8239 Skydelio dangtelis JAV pat. Nr. 6914211; D496951
Kitos dalies (-ių) laukiama
9-8244 Skydelio dangtelis JAV pat. Nr. 6914211; D505309
Kitos dalies (-ių) laukiama
4T-16
EKSPLOATAVIMAS 300X5396LT
Page 45

ESAB CUTMASTER 80
Katalogo Nr. Aprašymas Patentas(-ai)
9-8245 Skydelio dangtelis JAV pat. Nr. 6914211; D496951
Kitos dalies (-ių) laukiama
Šios dalys taip pat yra licencijuotos pagal JAV Patentus Nr. 5, 120, 930 ir 5, 132, 512:
Katalogo Nr. Aprašymas
9-8235 Skydelio dangtelis
9-8236 Skydelio dangtelis
9-8237 Apsauginis gaubtas
9-8238 Skydelio dangtelis
9-8239 Skydelio dangtelis
9-8244 Skydelio dangtelis
9-8245 Skydelio dangtelis
300X5396LT EKSPLOATAVIMAS
4T-17
Page 46

ESAB CUTMASTER 80
Šis puslapis yra tikslingai paliktas tuščias
4T-18
EKSPLOATAVIMAS 300X5396LT
Page 47

5 SKYRIUS. SISTEMA TECHNINĖ PRIEŽIŪRA
Jeigu prietaisas naudojamas
ĮSPĖJIMAS!
5.01 Bendra techninė priežiūra
ESAB CUTMASTER 80
Prieš atlikdami techninę priežiūrą,
išjunkite įėjimo galią.
Apžiūrėkite degiklio antgalį,
elektrodą, paleidiklio kasetę
ir apsauginį gaubtą
Kaskart naudojant
Degiklio antgalio ir
elektrodo vizuali
patikra
Kiekvieną savaitę
Apžiūrėkite kabelius
ir laidus. Jei reikia,
pakeiskite.
3 mėnesiai
nepalankiomis sąlygomis,
techninę priežiūrą būtina
atlikti dažniau.
Pakeiskite visas
sugedusias dalis
Art # A-07938LT_AB
Išvalykite energijos
šaltinio vidų
6 mėnesiai
Vizualiai patikrinkite
ir atsargiai išvalykite
iš vidaus
300X5396LT TECHNINĖ PRIEŽIŪRA
5-1
Page 48

ESAB CUTMASTER 80
5.02 Techninės priežiūros
tvarkaraštis
PASTABA!
Būtina pakeisti faktinį techninės
apžiūros dažnumą atsižvelgiant į
aplinką, kurioje prietaisas veikia.
Kasdienė arba kas šešias pjovimo valandas
atliekama eksploatavimo patikra:
1. Patikrinkite degiklio susidėvinčias eksploatuojamas dalis, jei jos pažeistos ar susidėvėjusios,
pakeiskite.
2. Patikrinkite plazmą ir antrinį šaltinį bei slėgį / srautą.
3. Išvalykite plazmos dujų liniją, kad pašalintumėte
susikaupusią drėgmę.
Kas savaitę arba kas 30 pjovimo valandų:
1. Patikrinkite, ar ventiliatorius tinkamas eksploatuoti ir ar oro srautas yra pakankamas.
2. Patikrinkite degiklį, ar nėra įskilimų ar neapsaugotų laidų, jei reikia, pakeiskite.
3. Patikrinkite įėjimo elektros tiekimo kabelį, ar nėra
defektų ar neapsaugotų laidų, jei reikia, pakeiskite.
Šeši mėnesiai arba kas 720 pjovimo valandų:
1. Patikrinkite įmontuotą oro ltrą(-us), jeigu reikia,
išvalykite arba pakeiskite jį (juos).
2. Patikrinkite kabelius ir žarnas, ar nėra pratekėjimo ar skylių, ir, jei reikia, pakeiskite.
3. Patikrinkite visus kontaktoriaus taškus, ar nėra
kibirkščiavimo ar skylių, ir, jei reikia, pakeiskite.
4. Išsiurbkite dulkes ir išvalykite purvą visame
įrenginyje.
ATSARGIAI
!
Valydami nepūskite oro į elektros
šaltinį. Pučiant orą į įrenginį, metalo
dalelės gali patekti į jautrias elektros
dalis ir tokiu būdu pakenkti įrenginiui.
5.03 Įprasti gedimai
Triktis ir požymiai Įprasta priežastis
Nepakankamas
skverbimasis
Pagrindinio lanko
gesintuvai
Susidaro per daug
šlako
Degiklio
dalių trumpa
eksploatacinė
trukmė
Sunki pradžia 1. Nusidėvėjusios degiklio dalys.
1. Pjovimo greitis per didelis.
2. Degiklis per daug pakrypęs.
3. Per didelis metalo storis.
4. Nusidėvėjusios degiklio dalys
5. Pjovimo srovė per žema
6. Naudojamos neoriginalios
ESAB dalys
7. Netinkamas dujų slėgis
1. Pjovimo greitis per mažas.
2. Atstumas tarp degiklio antgalio ir
ruošinio per didelis.
3. Pjovimo srovė per aukšta
4. Darbinis kabelis atjungtas.
5. Nusidėvėjusios degiklio dalys.
6. Naudojamos neoriginalios
ESAB dalys
1. Pjovimo greitis per mažas.
2. Atstumas tarp degiklio antgalio ir
ruošinio per didelis.
3. Nusidėvėjusios degiklio dalys.
4. Netinkama pjovimo srovė.
5. Naudojamos neoriginalios
ESAB dalys
6. Netinkamas dujų slėgis
1. Oro šaltinyje yra tepalo arba
drėgmės.
2. Sistemos pajėgumų viršijimas
(per didelis medžiagos storis).
3. Per ilgas pagalbinio lanko
naudojimo laikas
4. Per mažas dujų slėgis.
5. Netinkamai sumontuotas
degiklis.
6. Naudojamos neoriginalios
ESAB dalys
2. Naudojamos neoriginalios
ESAB dalys.
3. Netinkamas dujų slėgis.
5-2
TECHNINĖ PRIEŽIŪRA 300X5396LT
Page 49

ESAB CUTMASTER 80
1
2
3
4
2
3
4
5
6
7
!
5.04 Gedimo Indikatorius
Įjungus įrenginį, dvi švieselės laikinai švies 2-3 sekundes, parodydamos naudojamos programinės įrangos versiją.
Norėdami nustatyti pirmąjį skaičių, skaičiuokite funkcijų indikatorius iš kairės į dešinę nuo 1 iki 5. Norėdami nustatyti
antrąjį skaičių, skaičiuokite slėgio indikatorius nuo apačios į viršų nuo 0 iki 7. Toliau pateiktame pavyzdyje įjungti
laiko indikatorius ir 75 psi indikatoriai, tai rodo, kad naudojama 2.3 versija.
MAX
MIN
A
PSI BAR
MAXMAX
+
1
0
MINMIN
!
Art# A-07988
5
Kai ĮJUNGTAS arba mirksi gedimo indikatorius, kartu dega slėgio indikatoriaus šviesos, priklausomai nuo
gedimo rūšies. Toliau pateiktoje lentelėje aprašomi visi šie gedimai (triktys).
Slėgio
Gedimas
indikatorius
Maksimumas Viršslėgis
90 Vidinis gedimas
85 Patikrinkite susidėvinčias eksploa-
tuojamas dalis
80 Trūkstamos susidėvinčios eksplo-
atuojamos dalys.
75 Paleidimo klaida
70 Patogus dalių surinkimas
65 Įėjimo galia
Min. Veikiant slėgiui
PASTABA!
300X5396LT TECHNINĖ PRIEŽIŪRA
Gedimų paaiškinimai išdėstyti toliau pateiktose lentelėse.
5-3
Page 50

ESAB CUTMASTER 80
5.05 Pagrindinis trikčių šalinimo vadovas
ĮSPĖJIMAS
Įrenginio viduje yra ypatingai pavojinga įtampa ir galingumo lygiai. Nebandykite diagnozuoti ar remontuoti, jei nesate praėjęs mokymų apie galios elektronikos matavimų ir gedimo šalinimų metodiką.
Triktis ir požymiai Galimos priežastys Rekomenduojami veiksmai
ĮJUNGIMO /
IŠJUNGIMO jungiklis
ĮJUNGTAS, bet A/C
indikatorius nešviečia
1. Pirminės galios išjungimas
nustatytas IŠJUNGTA padėtyje.
2. Pirminiai saugikliai / perjungikliai
perdega arba išsijungia.
3. Įrenginio vidinis saugiklis perdegė.
4. Įrenginyje yra sugedusių dalių.
1. Nustatykite pirminio elektros tiekimo atjungimo jungiklį į padėtį
ĮJUNGTA.
2. a) Paveskite kvalikuotam asmeniui patikrinkite pirminius
saugiklius / pertraukiklius.
b) Prijunkite įrenginį prie pirminio elektros lizdo, kuris, kaip
žinoma, tinkamai veikia.
3. a) Pakeiskite saugiklį.
b) Jeigu saugiklis vėl perdegs, nuvežkite įrenginį į autorizuotą
aptarnavimo centrą, kad būtų atliktas įrenginio remontas ar
pakeitimas.
4. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
Mirksi gedimo
indikatorius, mirksi
65 PSI indikatorius
TEMPERATŪROS
indikatorius yra
ĮJUNGTAS. Mirksi
GEDIMO indikatorius
Mirksi dujų LED
IŠJUNGTA,
GEDIMAS ir MIN
slėgio indikatoriai.
GEDIMAS ir mirksi
70 PSI indikatoriai.
1. Netinkama įėjimo įtampa.
2. Netinkama pirminė įėjimo įtampa.
3. Įrenginyje yra sugedusių dalių.
1. Oro srautas per ar aplink įrenginį
yra blokuojamas
2. Viršytas įrenginio darbo ciklas.
3. Prietaiso komponentų gedimas
1. Dujų tiekimas neprijungtas prie
įrenginio.
2. Dujų tiekimas NEĮJUNGTAS.
3. Dujų tiekimo slėgis yra per mažas.
4. Nustatyta per maža ORO SLĖGIO
KONTROLĖS reguliatoriaus vertė.
5. Įrenginyje yra netinkamai
veikiančių dalių.
1. Atsilaisvinęs apsauginis gaubtas.
2. Degiklis netinkamai prijungtas prie
elektros šaltinio.
3. Degiklio ir laidų PIP grandinės
triktis.
4. Įrenginyje yra netinkamai
veikiančių dalių.
1. Patikrinkite, ar tinkama pirminė įėjimo įtampa.
2. Paveskite kvalikuotam asmeniu patikrinti pirminę įtampą ir
užtikrinti, kad ji atitinka įrenginiui keliamus reikalavimus, žr. 2.05
skyrių.
3. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
1. Žr. informaciją apie tarpus (2.04 skyrius).
2. Leiskite įrenginiui atvėsti.
3. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
1. Prijunkite dujų tiekimą prie įrenginio.
2. ĮJUNKITE dujų tiekimą.
3. Nustatykite įrenginio oro tiekimo įėjimo slėgį iki 120 psi.
4. Sureguliuokite reguliatorių, kad nustatytumėte oro slėgį, žr.
4.02 skyrių.
5. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
1. Ranka veržkite apsauginį gaubtą tol, kol jis gerai priglus.
2. Įsitikinkite, kad degiklio ATC jungtis būtų saugiai prijungta prie
įrenginio.
3. Pakeiskite degiklį ir laidus arba kreipkitės į įgaliotą
aptarnavimo centrą dėl remonto arba keitimo.
4. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
GEDIMAS ir mirksi
75 PSI indikatoriai.
5-4
TECHNINĖ PRIEŽIŪRA 300X5396LT
1. Paleidimo signalas yra įjungtas, kai
ĮJUNGTA / IŠJUNGTA JUNGIKLIS
yra padėtyje ĮJUNGTA.
2. Laidų ir degiklio perjungimo
grandinės gedimas.
3. Įrenginyje yra netinkamai
veikiančių dalių.
1. Paleidimo signalas gali būti suaktyvintas dėl šių dalių:
• Rankinio degiklio jungiklis laikomas uždarytu
• Rankinis kabamasis jungiklis laikomas uždarytu
• Aktyvus žemas CNC paleidimo (START) signalas
Paleiskite paleidimo (START) signalo šaltinį
2. Pakeiskite degiklį ir laidus arba kreipkitės į įgaliotą
aptarnavimo centrą dėl remonto arba keitimo.
3. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
Page 51

ESAB CUTMASTER 80
Triktis ir požymiai Galimos priežastys Rekomenduojami veiksmai
Mirksi GEDIMO ir
80 PSI indikatoriai.
Dujų tekėjimas yra
cikliškas, ĮJUNGTA ir
IŠJUNGTA
1. Degiklio apsauginis gaubtas
atsilaisvinęs.
2. Trūksta degiklio antgalio, elektrodo
ir paleidiklio kasetės.
3. Užstrigusi degiklio paleidimo
kasetė.
4. Degiklio laiduose yra neekranuotas
laidas.
5. Laidų ir degiklio perjungimo
grandinės gedimas.
6. Įrenginyje yra netinkamai veikiančių
dalių.
1. Ranka suveržkite apsauginį gaubtą. Nesuveržkite per stipriai.
2. IŠJUNKITE elektros tiekimą. Nuimkite apsauginį gaubtą.
Įrenkite trūkstamas dalis.
3. IŠJUNKITE elektros tiekimą. Išleiskite sistemos slėgį.
Nuimkite apsauginį gaubtą, antgalį ir paleidiklio kasetę.
Patikrinkite, ar paleidiklio kasetės apatinio galo jungtis laisvai
juda. Pakeiskite, jei jungtis nejuda laisvai.
4. Pakeiskite degiklį ir laidus arba kreipkitės į įgaliotą
aptarnavimo centrą dėl remonto arba keitimo.
5. Pakeiskite degiklį ir laidus arba kreipkitės į įgaliotą
aptarnavimo centrą dėl remonto arba keitimo.
6. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
Niekas nevyksta
uždarius degiklio
jungiklį arba
nuotolinio valdymo
jungiklį (arba aktyvus
CNS paleidimo
(START) signalas)
Dujos neteka,
nuolatinės srovės
(DC) LED šviesos
diodas IŠJUNGTAS.
GEDIMAS ir mirksi
85 PSI indikatoriai.
Gedimo švieselės
nėra ĮJUNGTOS,
degiklyje nėra lanko.
Mirksi gedimo ir 85
PSI indikatoriai.
1. Degiklio ir laidų perjungimo
grandinės (nuotolinio valdymo
perjungimo grandinės) triktis.
2. CNC valdiklis be paleidimo signalo.
3. Įrenginyje yra netinkamai veikiančių
dalių.
1. Degiklio galvutėje esantis viršutinis
žiedinis tarpiklis yra netinkamoje
padėtyje.
2. Užstrigusi degiklio paleidimo
kasetė.
3. Susidėvėjusios arba sugedusios
degiklio dalys
4. Degiklis, pažeistas trumpojo
sujungimo.
5. Laikinas trumpas jungimas
(indikatorius mirksi 5 mirks. per minutę
dažnumu).
6. Elektros šaltinio gedimas
(standartinis mirksėjimo dažnis)
1. Įrenginyje yra netinkamai veikiančių
dalių.
1. Vidinis gedimas 1. Nustatykite ĮJUNGTA / IŠJUNGTA jungiklį į padėtį IŠJUNGTA,
1. Degiklį ir kabelius (nuotolinio pernešamą valdymo pultelį)
nuvežkite į įgaliotą remonto centrą.
2. Susisiekite su valdiklio gamintoju.
3. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
1. Išimkite apsauginį gaubtą iš degiklio; patikrinkite, ar žiedinis
tarpiklis yra tinkamoje padėtyje; jei reikia, pataisykite.
2. IŠJUNKITE elektros tiekimą. Išleiskite sistemos slėgį.
Nuimkite apsauginį gaubtą, antgalį ir paleidiklio kasetę.
Patikrinkite, ar paleidiklio kasetės apatinio galo jungtis laisvai
juda. Pakeiskite, jei jungtis nejuda laisvai.
3. Patikrinkite degiklio susidėvinčias dalis. Jei reikia, pakeiskite.
4. Pakeiskite degiklį ir laidus arba kreipkitės į įgaliotą
aptarnavimo centrą dėl remonto.
5. Atleiskite degiklio jungiklį ir įjunkite jį iš naujo.
6. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų ar pakeistų.
1. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų.
tada vėl į padėtį ĮJUNGTA. Jei tai nepadeda pašalinti gedimo,
kreipkitės į įgaliotą aptarnavimo centrą dėl prekės remonto.
Pagalbinis lankas
ĮJUNGTAS, bet
pjovimo lankas
nesuaktyvinamas
Degiklis pjauna
nepakankamai
1. Darbinis kabelis neprijungtas prie
ruošinio.
2. Darbinis kabelis / jungtis sugedę.
3. Įrenginyje yra netinkamai veikiančių
dalių.
1. Netinkamai nustatyta srovė.
2. Susidėvėjusios susidėvinčios
degiklio dalys.
3. Darbinis kabelis netinkamai
prijungtas prie ruošinio.
4. Degiklis juda per greitai.
5. Degiklyje per daug tepalo ar
vandens.
6. Įrenginyje yra netinkamai veikiančių
dalių.
1. Prijunkite darbinį kabelį.
2. Pakeiskite darbinį kabelį.
3. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų.
1. Patikrinkite ir sureguliuokite tinkamus nustatymus.
2. Patikrinkite degiklio susidėvinčias eksploatuojamas dalis ir,
jei reikia, jas pakeiskite.
3. Patikrinkite jungtį tarp darbinio laido ir ruošinio.
4. Sumažinkite pjovimo greitį.
5. Žr. 3 skyriuje Degiklis pateiktą dalį „Patikrinkite oro kokybę‟.
6. Nusiųskite prietaisą į įgaliotąjį aptarnavimo centrą, kad jį
suremontuotų.
300X5396LT TECHNINĖ PRIEŽIŪRA
5-5
Page 52

ESAB CUTMASTER 80
Apatiniai
5.06 Elektros šaltinio pagrindinių detalių keitimas
ĮSPĖJIMAS
!
Šiuo skyriumi aprašoma pagrindinių dalių keitimo tvarka.
Išsamesni dalių pakeitimo veiksmai aprašyti Elektros
tiekimo naudojimo instrukcijoje.
A. Dangtelio šalinimas
1. Išimkite varžtus, kuriais dangtelis pritvirtintas prie
Prieš surinkdami ar išardydami degiklį, laidus ar elektros tiekimo šaltinį,
atjunkite pirminį elektros tiekimą nuo
energijos šaltinio.
pagrindinio mazgo (žr. PASTABA). Neatlaisvinkite apatinių varžtų, esančių išpjautose angose
dangčio apačioje.
Viršutiniai
varžtai
C. Filtro elemento mazgo keitimas
Filtro elemento mazgas yra galiniame skydelyje. Kad
sistema veiktų geriau, būtina tikrinti ltro elementą pagal
techninės priežiūros tvarkaraštį (5.02 skyrelis), taip pat
jį valyti arba pakeisti.
1. Nutraukite elektros tiekimą iš elektros šaltinio; IŠJUNKITE dujų tiekimą ir išleiskite dujas iš sistemos.
2. Nuimkite sistemos dangtelį. Žr. šio skyriaus dalį
„A Dangtelio šalinimas‟.
3. Suraskite vidinę oro liniją ir ltro mazgo jungtį.
Toliau pateiktame paveikslėlyje pažymėta 1.
4. Laikykite veržliaraktį ar panašų įrankį prieš ksuojantį žiedą ant ltravimo mazgo jungties ir
tada patraukite už žarnos, kad ją atlaisvintumėte.
(Šios iliustracijos skaičiai 2 ir 3).
1
varžtai
Angos
Apatiniai
varžtai
Art # A-08429LT
2. Atsargiai pakelkite ir nuimkite dangtį nuo įrenginio.
B. Dantgelio įrengimas
1. Jei reikia, iš naujo prijunkite įžeminimo laidą.
2. Uždėkite dangtelį ant elektros šaltinio, kad apatiniuose kraštuose esantys grioveliai susijungtų
su žemiau esančiais varžtais.
Art # A-07989
2
3
4
5
6mm
3. Suveržkite žemiau esančius varžtus.
4. Iš naujo įstatykite ir užveržkite viršutinius varžtus.
5-6
TECHNINĖ PRIEŽIŪRA 300X5396LT
Page 53

5. Nuimkite jungiamąsias dalis nuo ltro mazgo,
T
Art # A-02476LT
Filtro elementas
(Kat. # 9-7741)
Korpusas
Dangtis
Štuceris
Spyruoklės
Sumontuotas filtras
Žiedinis tarpiklis
(kat. Nr. 9-7743)
įstatydami 6 mm veržliaraktį į vidinę jungtį ir
sukdami ją prieš laikrodžio rodyklę (į kairę).
Ankstesniame paveikslėlyje pažymėta 4 ir 5.
6. Atjunkite įėjimo liniją nuo ltravimo elemento
mazgo.
7. Išimkite ltro elemento mazgą per galinę angą.
PASTABA!
Keisdami ar valydami tik ltro elementą, laikykitės toliau pateiktų
išmontavimo paveikslėlių.
Filtro elementas
ESAB CUTMASTER 80
Papildomo vienpakopio ltro elemento pakeitimas
5. Išimkite ltro elementą iš korpuso ir padėkite
elementą atskirai, kad išdžiūtų.
6. Švariai iššluostykite korpuso vidų, tuomet įdėkite
atsarginį ltro elementą (pirmiausiai atidaryta
puse).
Art # A-07990L
8. Įrenkite naują ar išvalytą mazgą atvirkščiai sekdami šiuos veiksmus.
9. ĮJUNKITE oro tiekimą ir prieš vėl įstatydami
dangtelį patikrinkite, ar nėra nutekėjimo.
Papildomo vienpakopio ltro elemento
pakeitimas
Šios instrukcijos yra taikomos elektros šaltiniams su
įrengtu vienpakopiu ltru.
Elektros šaltinis automatiškai išsijungia, kai ltro elementas yra visiškai prisotintas. Filtro elementą galima išimti
iš korpuso, nusausinti ir vėl naudoti. Palikite elementą
24 valandoms išdžiūti. Žr. 6 skyrių "Dalių sąrašas" dėl
atsarginio ltro elemento katalogo numerių.
1. Nutraukite elektros tiekimą iš elektros šaltinio.
2. Prieš išardydami ltrą ir keisdami ltro elementą,
IŠJUNKITE oro tiekimą ir nuorinkite sistemą.
7. Pakeiskite ant dangtelio esantį korpusą.
8. Iš naujo prijunkite dujų šaltinį.
PASTABA!
Jei tarp korpuso ir dangčio prateka
dujos, patikrinkite žiedinį tarpiklį, ar
jame nėra įpjovimų ar kitų pažeidimų.
Papildomo dvipakopio ltro elemento
pakeitimas
Dvipakopiame oro ltre yra du ltro elementai. Kai ltro
elementas yra purvinas, elektros šaltinis veiks ir toliau,
bet pjūvio kokybė gali būti nepriimtina. Žr. 6 skyrių "Dalių
sąrašas" dėl atsarginio ltro elemento katalogo numerių.
1. IŠJUNKITE pirminę įėjimo galią.
2. IŠJUNKITE oro tiekimą ir nuorinkite sistemą.
3. Atjunkite dujų tiekimo žarną.
4. Sukite ltro korpuso dangtį prieš laikrodžio rodyklę ir jį nuimkite. Filtro elementas yra korpuso
viduje.
300X5396LT TECHNINĖ PRIEŽIŪRA
5-7
Page 54

ESAB CUTMASTER 80
Pirmojo ir antrojo
(kaip paženklinta)
ĮSPĖJIMAS
!
3. Atlaisvinkite du varžtus, esančius ant ltro mazgo viršaus, kad ltro dalys galėtų laisvai judėti.
4. Įsidėmėkite senų ltro elementų vietą ir kryptį.
5. Išimkite senus ltro elementus
Prieš išmontuodami ltravimo mazgą, visuomet IŠJUNKITE oro tiekimą ir išleiskite orą iš
sistemos, kad išvengtumėte sužeidimų.
etapų kasetės
Art # A-02942LT
Papildomo dvipakopio ltro keitimas
6. Įdėkite naujus ltro elementus į ltro mazgą ta pačia kryptimi, kaip nurodyta pirmiau aprašytame 4 etape.
7. Ranka vienodai suveržkite du varžtus, tuomet sukite kiekvieną varžtą taikydami 2,3-3,4 Nm (20-30 in-lbs)
jėgą. Netinkamai sukant galima pažeisti tarpiklį.
8. Lėtai apdorokite mechanizmą oru, tikrindami, ar nėra nutekėjimo.
PASTABA!
Gali būti nedidelis oro nuotėkis iš apatinės jungties.
Dalių keitimo veiksmų eiga baigta.
5-8
TECHNINĖ PRIEŽIŪRA 300X5396LT
Page 55

5 SKYRIUS. DEGIKLIS
Viršutinis žiedinis tarpiklis
Art # A-03725LT
ATC išorinė jungtis
Art #A-03791LT_AB
Dujų aparatūra
Žiedinis tarpiklis
#8-0525
TECHNINĖ PRIEŽIŪRA
5T.01 Bendra techninė priežiūra
PASTABA!
Žr. pirmiau pateiktą skyrių „5 skyrius.
Sistema‟, kuriame pateikti bendrų ir
gedimo indikatorių aprašymai.
Degiklio valymas
Net imantis atsargos priemonių, kad degikliu būtų
tiekiamas tik švarus oras, galiausiai jo vidus vis tiek
pasidengia nuosėdomis. Šios sankaupos gali daryti
įtaką pagalbinio lanko suaktyvinimui ir bendrai degiklio pjovimo kokybei.
ĮSPĖJIMAS
Prieš surinkdami ar išardydami
degiklį ar degiklio laidus, atjunkite
pirminį elektros tiekimą nuo energijos šaltinio.
Nelieskite jokių vidinių degiklio
dalių, kol elektros šaltinio kintamosios srovės indikatoriaus švieselė
ĮJUNGTA.
ESAB CUTMASTER 80
Viršutinis griovelis su
ventiliacijos angomis
turi likti atviras
tinkamame griovelyje
Sriegiai
Apatinis žiedinis tarpiklis
Degiklio galvutės žiedinis tarpiklis
Žiedinio tarpiklio tepimas
Degiklio vidus turėtų būti valomas elektros kontaktų
valikliu, naudojant medvilninę plaušinę arba minkštą
šlapią skudurėlį. Sunkiais atvejais galima nuimti degiklio laidus ir kruopščiai juos išvalyti pilant elektros
kontaktų valiklį į degiklį ir išpučiant jį suslėgtu oru.
ATSARGIAI
Gerai nusausinkite degiklį prieš jį
!
Ant degiklio galvutės esantis žiedinis tarpiklis ir ATC
išorinė jungtis turi būti tepami pagal tvarkaraštį. Tai
leis žiediniams tarpikliams išlikti lankstiems ir suteiks
reikiamą sandarumą. Reguliariai nesutepant žiedinių tarpiklių, jie išdžius, sukietės bei sutrūkinės. Dėl
to gali atsirasti potencialių veikimo trikčių.
Rekomenduojama kartą per savaitę tepti žiedinius
tarpiklius labai nedideliu žiedinių tarpiklio tepalo
sluoksniu (katalogo Nr. 8-4025).
surinkdami.
ATC žiedinis tarpiklis
PASTABA!
NENAUDOKITE kitus tepalus ar
alyvas, jos gali nebūti skirtos naudoti aukštoje temperatūroje arba jų
sudėtyje gali būti nežinomų sudedamųjų medžiagų, kurios gali reaguoti
su atmosfera. Šios reakcijos metu
degiklyje gali likti teršalų. Bet kuri
iš šių sąlygų gali būti nenuoseklaus
darbo rezultato arba trumpalaikės
dalių eksploatavimo trukmės priežastimi.
300X5396LT TECHNINĖ PRIEŽIŪRA
5T-9
Page 56

ESAB CUTMASTER 80
Art # A-08067
Traukiamojo pjovimo
Žiedinio tarpiklio Nr. 8-3488
Tinkamas antgalis
Nusidėvėjęs antgalis
A-03406LT
Spyruokle valdomo jungiamojo
elemento apatinis galas nustatant
numatytus parametrus / atliekant
Nusidėvėjęs elektrodas
Naujas elektrodas
Art # A-03284LT
5T.02 Degiklio susidėvinčių dalių
tikrinimas ir pakeitimas
ĮSPĖJIMAS
Prieš surinkdami ar išardydami degiklį
Nuimkite susidėvinčias degiklio dalis kaip nurodyta:
1. Atsukite ir nuimkite apsauginio gaubtą nuo degi-
ar degiklio laidus, atjunkite pirminį
elektros tiekimą nuo energijos šaltinio.
Nelieskite jokių vidinių degiklio dalių,
kol elektros šaltinio kintamosios srovės indikatoriaus švieselė ĮJUNGTA.
PASTABA!
Apsauginis gaubtas tvirtai laiko antgalį ir starterio kasetę vietoje. Padėkite degiklį su apsauginiu gaubtu
taip, kad jis būtų nukreiptas į viršų,
tokiu būdu šios dalys neiškris nuimant gaubtą.
klio galvutės.
4. Nuimkite antgalį. Patikrinkite, ar nėra per didelio
susidėvėjimo (pasireiškiančio pailginta ar padidėjusia anga). Nuvalykite arba, jei reikia, pakeiskite
antgalį.
Antgalio susidėvėjimo pavyzdys
5. Išimkite paleidiklio kasetę. Patikrinkite, ar nėra
per didelio susidėvėjimo, užkištų dujų skylių bei
spalvos nublukimo. Patikrinkite, ar apatinio galo
jungtis laisvai juda. Jei reikia, pakeiskite.
Spyruokle valdomo
jungiamojo elemento
apatinio galo suspaudimas
visišką išplėtimą
PASTABA!
Ant apsauginio gaubto susikaupęs
šlakas, kurį sunku pašalinti, gali
turėti neigiamos įtakos sistemos
veikimui.
2. Patikrinkite, ar nėra gaubto defektų. Jį nuvalykite
arba pakeiskite nauju, jei pažeistas.
Apsauginiai gaubtai
3. Kai degikliai yra su apsauginiais gaubtais ir
apsauginėmis galvutėmis arba kreiptuvu, įsitikinkite, kad galvutė arba kreiptuvas yra glaudžiai
įsriegtas į apsauginį gaubtą. (Tik) kai vykdomas
pjovimas su traukimo skydeliu, tarp apsauginio
gaubto korpuso ir traukimo skydelio dangtelio gali
būti žiedinis tarpiklis. Netepkite žiedinio tarpiklio.
apsauginis gaubtas
Apsauginio
gaubto
korpusas
Art # A-08064LT_AC
6. Ištraukite elektrodą tiesiai iš degiklio galvutės.
Patikrinkite elektrodo paviršių, ar jis nėra per
daug susidėvėjęs. Žr. kitą paveikslą.
Elektrodo susidėvėjimas
7. Vėl įdėkite elektrodą stumdami jį tiesiai į degiklio
galvutę, kol jis užsiksuos.
8. Iš naujo įstatykite norimą paleidiklio kasetę ir
antgalį į degiklio galvutę.
9. Ranka veržkite apsauginį gaubtą tol, kol jis
įsistatys ant degiklio galvutės. Jei montuojant
gaubtą jaučiamas pasipriešinimas, prieš tęsdami
patikrinkite sriegius.
Dalių keitimo veiksmų eiga baigta.
5T-10
TECHNINĖ PRIEŽIŪRA 300X5396LT
Art # A-03878LT
Page 57

ESAB CUTMASTER 80
6 SKYRIUS. DALIŲ SĄRAŠAS
6.01 Įvadas
A. Dalių sąrašo suskirstymas
Dalių sąraše pateikti suskirstyti keičiami komponentai. Dalių sąrašai išdėstyti taip:
Skyrius "6.03 Elektros šaltinio keitimas"
Skyrius "6.04 Atsarginės elektros šaltinio dalys"
Skyrius "6.05 Variantai ir priedai"
Skyrius "6.06 Atsarginės rankinio degiklio dalys"
Skyrius "6.07 Atsarginės mechaninio degiklio su neekranuotais laidais dalys"
Skyrius "6.08 Degiklio susidėvinčios dalys (SL60)"
Skyrius "6.09 Degiklio susidėvinčios dalys (SL100)"
PASTABA!
Dalių sąrašuose be gaminio numerio pateiktos dalys nėra rodomos, bet jas galima užsisakyti naudojant kataloge nurodytą numerį.
B. Grąžinimai
Jei produktą būtina grąžinti techninei priežiūrai atlikti, susiekite su savo tiekėju. Medžiagos, grąžintos be tinkamo
leidimo, nebus priimamos atgal.
6.02 Užsakymo informacija
Užsisakykite atsargines dalis pagal katalogo numerį ir pateikite dalies ar mazgo aprašymą, kaip nurodyta kiekvieno tipo gaminio dalių sąraše. Taip pat nurodykite elektros tiekimo šaltinio modelį ir serijos numerį. Dėl bet kokių
klausimų kreipkitės į savo įgaliotą tiekėją.
6.03 Elektros šaltinio keitimas
Šie prietaisai yra pridėti prie naujo elektros šaltinio: darbo kabelis ir gnybtai, įėjimo galios laidas, dujų slėgio reguliatorius / ltras ir naudojimo instrukcija.
Kiekis Aprašymas Katalogo Nr.
1 ESAB Cutmaster 80, 400 V CE elektros šaltinis su 400 / 415 V
trifaze kintamąja srove, 50/60 Hz, su įėjimo elektros tiekimo kabeliu 0559313304
6.04 Atsarginės elektros šaltinio dalys
Kiekis Aprašymas Katalogo Nr.
1 Reguliatorius 9-0115
1 Atsarginis ltro mazgo elementas 9-0116
1 208 / 230 V elektros tiekimo įėjimo elektros laidas 8-4384
1 400 V elektros tiekimo įėjimo elektros laidas 9-0218
300X5396LT DALIŲ SĄRAŠAS
6-1
Page 58

ESAB CUTMASTER 80
Sumontuotas filtras
Žiedinis tarpiklis
Pirmojo ir antrojo
(kaip paženklinta)
6.05 Variantai ir priedai
Kiekis Aprašymas Katalogo Nr.
1 Vienpakopio ltro rinkinys (įskaitant ltrą ir žarną) 7-7507
1 Atsarginis ltro korpusas 9-7740
1 Atsarginė ltro žarna (neparodyta) 9-7742
2 Atsarginis ltro elementas 9-7741
1 Dvipakopio ltro rinkinys (įskaitant žarnas ir montavimo varžtus) 9-9387
1 Dvipakopio oro ltro mazgas 9-7527
1 Pirmos pakopos kasetė 9-1021
1 Antros pakopos kasetė 9-1022
1 Pailgintas darbo kabelis (15,2 m ilgio / 50 pėdų) su gnybtu 9-8529
1 Daugiafunkcis vežimėlis 7-8888
1 Automatizavimo sąsajos rinkinys 9-8310
1 Automatizavimo sąsajos rinkinio 7,6 m / 25 colių CNC kabelis 9-1008
1 Automatizavimo sąsajos rinkinio 10,7 m / 35 colių CNC kabelis 9-1010
1 Automatizavimo sąsajos rinkinio 15,2 m / 50 colių CNC kabelis 9-1011
1 Nailoninis apdangalas nuo dulkių 9-7071
Korpusas
Filtro elementas
(Kat. # 9-7741)
Spyruoklės
(kat. Nr. 9-7743)
etapų kasetės
Dangtis
Štuceris
Art # A-02476LT
Art # A-02942LT
Papildomo vienpakopio ltro rinkinys Papildomo dvipakopio ltro rinkinys
6-2
DALIŲ SĄRAŠAS 300X5396LT
Page 59

ESAB CUTMASTER 80
6.06 Atsarginės rankinio degiklio dalys
Dalis Kiekis Aprašymas Katalogo Nr.
1 1 Degiklio rankenos keitimo rinkinys (įskaitant dalis Nr. 2 ir 3) 9-7030
2 1 Paleidiklio mazgo keitimo rinkinys 9-7034
3 1 Rankenos varžtų rinkinys (5 varžtai kiekviename rinkinyje,
6-32 x 1/2 colio tvirtinimo sraigtas ir veržliaraktis) 9-8062
4 1 Degiklio galvutės mazgo keitimo rinkinys (įskaitant dalis Nr. 5 ir 6) 9-8219
5 1 Didelis žiedinis tarpiklis 8-3487
6 1 Mažas žiedinis tarpiklis 8-3486
7 Laidų mazgai su ATC jungtimis (įskaitant jungiklio mazgus)
1 SL60, 20 pėdų laidų mazgas su ATC jungtimi 4-7834
1 SL60, 50 pėdų laidų mazgas su ATC jungtimi 4-7835
1 SL100, 20 pėdų laidų mazgas su ATC jungtimi 4-7836
1 SL100, 50 pėdų laidų mazgas su ATC jungtimi 4-7837
8 1 Jungiklių rinkinys 9-7031
10 1 Degiklio valdymo kabelio adapteris (įskaitant 11 dalį) 7-3447
11 1 Apsauga nuo kiaurymių 9-8103
1
8
2
4
5
6
3
7
300X5396LT DALIŲ SĄRAŠAS
Art # A-07993_AB
6-3
Page 60

ESAB CUTMASTER 80
6.07 Atsarginės mechaninio degiklio su neekranuotais laidais dalys
Dalis Kiekis Aprašymas Katalogo Nr.
1 1 Degiklio galvutės mazgas be laidų (įskaitant dalis Nr. 2, 3 ir 14) 9-8220
2 1 Didelis žiedinis tarpiklis 8-3487
3 1 Mažas žiedinis tarpiklis 8-3486
4 1 PIP jungiklių rinkinys 9-7036
5 Neekranuoti automatizuoti laidų mazgai su ATC jungtimis
1 1,5 m (5 pėdų) ilgio laidų mazgas su ATC jungtimi 4-7850
1 3,05 m (10 pėdų) ilgio laidų mazgas su ATC jungtimi 4-7851
1 7,6 m (25 pėdų) ilgio laidų mazgas su ATC jungtimi 4-7852
1 15,2 m (50 pėdų) ilgio laidų mazgas su ATC jungtimi 4-7853
6 Neekranuoti mechanizuoti laidų mazgai su ATC jungtimis
1 1,5 m (5 pėdų) ilgio laidų mazgas su ATC jungtimi 4-7842
1 3,05 m (10 pėdų) ilgio laidų mazgas su ATC jungtimi 4-7843
1 7,6 m (25 pėdų) ilgio laidų mazgas su ATC jungtimi 4-7844
1 15,2 m (50 pėdų) ilgio laidų mazgas su ATC jungtimi 4-7845
7 1 279 mm (11 colių) stovas 9-7041
8 1 279 mm (11 colių) tvirtinimo vamzdelis 9-7043
9 1 Galo dangtelio mazgas 9-7044
10 2 Korpusas, montavimas, suspaudimo blokas 9-4513
11 1 Kaištis, montavimas, suspaudimo blokas 9-4521
12 1 Degiklio laikiklio mova 7-2896
13 1 PIP stūmoklio ir grąžinamosios spyruoklės rinkinys 9-7045
1 Krumpliaračių mazgas (neparodyta) 7-2827
1 126 mm (5 colių) padėties nustatymo vamzdis (neparodyta) 9-7042
PASTABA!
* Neįskaitant valdymo kabelio adapterio ir apsaugos nuo kiaurymių.
6-4
DALIŲ SĄRAŠAS 300X5396LT
Page 61

1
10
ESAB CUTMASTER 80
9
7
8
10
2
3
4
13
11
12
5 & 6
A-07994_AB
300X5396LT DALIŲ SĄRAŠAS
6-5
Page 62

ESAB CUTMASTER 80
6.08 Degiklio susidėvinčios dalys (SL60)
Paleidiklio
kasetė
9-8213
TRAUKIAMASIS
PJOVIMAS
NAUDOJANT
ANTGALĮ
40A
PJOVIMAS
50-60A
PJOVIMAS
60A 9-8210
Antgalis:
20A 9-8205
30A 9-8206
40A 9-8207
Apsauginio
gaubto
korpusas,
9-8237
Apsauginis
gaubtas
9-8218
Skydelio dangtelis,
60A 9-8252
TRAUKIAMOJO PJOVIMO
METODAS SU APSAUGA
Antgalis:
40A 9-8208
PJOVIMAS IŠLAIKANT ATSTUMĄ NUO DEGIKLIO ANTGALIO IKI RUOŠINIO
TRAUKIAMOJO PJOVIMO
METODAS SU APSAUGA
Antgalis:
50-55A 9-8209
PJOVIMAS IŠLAIKANT ATSTUMĄ NUO DEGIKLIO ANTGALIO IKI RUOŠINIO
Žiedinis tarpiklis # 8-3488
Apsauginio
gaubto
korpusas,
9-8237
Apsauginis
gaubtas
9-8218
Žiedinis tarpiklis # 8-3488
Apsauginio
gaubto
korpusas,
9-8237
Apsauginis
gaubtas
9-8218
traukiamasis pjovimas
Skydelio dangtelis,
Skydelio dangtelis,
traukiamasis pjovimas
Skydelio dangtelis,
kreiptuvas
9-8243
Skydelio dangtelis,
40A 9-8244
kreiptuvas
9-8243
Atstumo tarp
degiklio antgalio ir
ruošinio kreiptuvas
9-8281
50-60A 9-8235
kreiptuvas
9-8243
Atstumo tarp
degiklio antgalio ir
ruošinio kreiptuvas
9-8281
Elektrodas
9-8215
Drožimo antgalis A 9-8225 (40 Didžiausias srovės stiprumas amperais)
Art # A-12790LT
Žiedinis tarpiklis # 8-3488
Apsauginio
gaubto
korpusas,
9-8237
Apsauginis
gaubtas
9-8218
Apsauginio
gaubto
korpusas,
9-8237
70-120A
PJOVIMAS
40-120A
DROŽIMAS
TRAUKIAMOJO PJOVIMO
METODAS SU APSAUGA
Antgalis:
70A 9-8231
80A 9-8211
90/100A 9-8212
120A 9-8253
PJOVIMAS IŠLAIKANT ATSTUMĄ NUO DEGIKLIO ANTGALIO IKI RUOŠINIO
Antgalis:
Drožimo antgalis B 9-8226 (50 - 100 Amperai)
Drožimo antgalis C 9-8227 (60 - 120 Amperai)
Drožimo antgalis D 9-8228 (60 - 120 Amperai)
Drožimo antgalis E 9-8254 (60 - 120 Amperai)
Skydelio dangtelis,
traukiamasis pjovimas
70-100A 9-8236
Skydelio dangtelis,
kreiptuvas
9-8243
Atstumo tarp
degiklio antgalio ir
ruošinio kreiptuvas
9-8281
Skydelio dangtelis,
drožimas
9-8241
PASTABA.
ESAB CutMaster veikia esant 60 A arba mažesnei srovei
ESAB CutMaster veikia esant 80 A arba mažesnei srovei
ESAB CutMaster veikia esant 100 A arba mažesnei srovei
ESAB CutMaster veikia esant 120 A arba mažesnei srovei
6-6
DALIŲ SĄRAŠAS 300X5396LT
Page 63

6.09 Degiklio susidėvinčios dalys (SL100)
vadovas 9-821
Skydelio dangtelis, mechanizmas
Skydelio dangtelis, mechanizmas
Skydelio dangtelis, mechanizmas
Skydelio dangtelis, mechanizmas
Automatinis degiklis
Rankinis degiklis su
20-40A
PJOVIMAS IŠLAIKANT
ATSTUMĄ NUO
DEGIKLIO ANTGALIO
IKI RUOŠINIO
ominiais gnybtais
9-8259
Antgalis:
su ominiais gnybtais
Apsauginio
gaubto
korpusas,
9-8237
ESAB CUTMASTER 80
9-8224
40A 9-8245
Elektrodas
Auto 9-8232
Naudotojo
Paleidiklio
kasetė
9-8213
5
50-60A
PJOVIMAS IŠLAIKANT
ATSTUMĄ NUO
DEGIKLIO ANTGALIO
IKI RUOŠINIO
Ypač tvirta
paleidiklio kasetė
Tik esant neaukštam
dažniui 9-8277
70-120A
PJOVIMAS IŠLAIKANT
ATSTUMĄ NUO
DEGIKLIO ANTGALIO
IKI RUOŠINIO
20A 9-8205
30A 9-8206
40A 9-8208
Antgalis:
50-55A 9-8209
60A 9-8210
Antgalis:
70A 9-8231
80A 9-8211
90/100A 9-8212
120A Auto 9-8233
120A Naudotojo
vadovas 9-8253
Apsauginis
gaubtas
9-8218
Apsauginio
gaubto
korpusas,
9-8237
Apsauginis
gaubtas
9-8218
Apsauginio
gaubto
korpusas,
9-8237
Apsauginis
gaubtas
9-8218
Skydelio dangtelis, kreiptuvas
9-8243
Drag Apsauginis gaubtas
9-8235
50-60A 9-8238
Skydelio dangtelis, kreiptuvas
9-8243
Drag Apsauginis gaubtas
70-100A 9-8236
Drag Apsauginis gaubtas
120A 9-8258
70-100A 9-8239
120A 9-8256
Skydelio dangtelis, kreiptuvas
9-8243
40-120A
DROŽIMAS
Antgalis:
Antgalis A 9-8225 (40 Didžiausias srovės stiprumas amperais)
Antgalis B 9-8226 (50 - 120 Amperai)
Antgalis C 9-8227 (60 - 120 Amperai)
Antgalis D 9-8228 (60 - 120 Amperai)
Art # A-08066LT_AG
Antgalis E 9-8254 (60 - 120 Amperai)
300X5396LT DALIŲ SĄRAŠAS
Apsauginio
gaubto
korpusas,
9-8237
Skydelio dangtelis, drožimas
9-8241
6-7
Page 64

ESAB CUTMASTER 80
Šis puslapis yra tikslingai paliktas tuščias
6-8
DALIŲ SĄRAŠAS 300X5396LT
Page 65

ESAB CUTMASTER 80
FIKSAVIMAS jungiklis nustatomas
1 PRIEDAS. VEIKSMŲ SEKA (BLOKINĖ SCHEMA)
VEIKSMAS:
Išjunkite išorinį
atjungimo jungiklį.
REZULTATAS:
Sistemai
netiekiama
galios.
ĮJUNGIMO / IŠJUNGIMO
jungiklį nustatyti į
ĮJUNGTA padėtį
Kintamosios srovės
(AC) indikatorius ĮSIJUNGIA.
Dujų indikatorius ĮJUNGTAS,
kai dujų slėgis yra
pakankamas, kad būtų
tiekiama elektros energija.
Elektros grandinė pasiruošusi.
VEIKSMAS:
Prijunkite darbinį kabelį prie ruošinio.
Nustatyti išėjimo srovės
stiprumą amperais
REZULTATAS:
Sistema yra paruošta veikti.
VEIKSMAS:
Apsaugokite akis ir suaktyvinkite
degiklio jungiklį (PALEIDIMAS)
REZULTATAS:
Ventiliatoriai įsijungia. Dujos
trumpa teka, tada nebeteka.
Dujos ir vėl pradeda tekėti.
Nuolatinės srovės (DC)
indikatorius yra ĮJUNGTAS
Pagalbinis lankas paleistas.
VEIKSMAS:
REZULTATAS:
VEIKSMAS:
PALEISTI / GREITAS
AUTOMATINIS
PAKARTOTINIS
PALEIDIMAS / SET
/ FIKSAVIMAS jungiklį
nustatyti į
NUSTATYTI padėtį
REZULTATAS:
Dujos teka į
nustatytas slėgis.
PAGALBINIS
LANKAS
VEIKSMAS:
PALEISTI / Greitas
automatinis pakartotinis
paleidimas / NUSTATYTI /
į PALEISTI (daugeliui
funkcijų vykdyti) arba į
Greito automatinio pakartotinio
paleidimo padėtį (drožiant,
apipjaustant arba pjaunate
išplėstinius metalo lakštus)
ar į FIKSAVIMAS padėtį
vykdant specifines funkcijas
(degiklio jungiklį galia atleisti
perdavus pagrindinį lanką).
REZULTATAS:
Dujų tekėjimas sustoja.
VEIKSMAS:
Degiklis pasislinko nuo ruošinio
(būdamas suaktyvintas).
REZULTATAS:
Pagrindinis lankas sustoja.
Pagalbinis lankas automatiškai
pasileidžia iš naujo.
VEIKSMAS:
Degiklis pasislinko ruošinio
judėjimo atstumo ribose.
REZULTATAS:
Pagrindinis lankas perduodamas.
Pagalbinis lankas išjungtas.
VEIKSMAS:
Atleiskite degiklio jungiklį.
REZULTATAS:
Pagrindinis lankas sustoja.
Suaktyvinus dujų tėkmės nutraukimo
funkciją dujos nustoja tekėti.
(Ventiliatoriai veiks 10 minučių
po to, kai nuimamas degiklio
jungiklis [PALEIDIMAS])
VEIKSMAS:
ĮJUNGIMO / IŠJUNGIMO
jungiklį nustatyti
į IŠJUNGTA padėtį
REZULTATAS:
Visi indikatoriai išjungti
Elektros tiekimo
ventiliatoriai išjungti.
300X5396LT PRIEDAS
VEIKSMAS:
Ištraukite elektros
tiekimo laidą arba
įjunkite išorinį
atjungimo jungiklį.
REZULTATAS:
Sistemai netiekiama
galios.
Art # A-08793LT_AB
A-1
Page 66

ESAB CUTMASTER 80
patikrinimo lygis, serijos numeris
ą
Įė
specifikacijos
(faz
ar nuolatin
dažnis hercais)
2 PRIEDAS. INFORMACIJA APIE DUOMENŲ ŽYMAS
Mo de l:
Da te of Mf r:
Elektros tiekimo
šaltinio tipas
(1 pastaba)
1/ 3
f
1
f
2
S/N
Gamintojo pavadinimas ir (arba)
logotipas, vieta, modelis ir
bei gamybos kodas
Reglamentuojantis standartas,
apimantis šio tipo elektros tiekim
Plazminio
pjovimo simbolis
jimo galios
ė, kintamosios
Išėjimo srovės tipas
X
I
=
U
0
U
2
Vardinė tuščiosios
veikos įtampa
Įėjimo galios
simbolis
ės srovės
Apsaugos laipsnis
Pastaba:
1. Pateiktas simbolis nurodo vienfazę arba trifazę kintamąją
įėjimo srovę, statinį dažnio keitiklį-transformatorių-lygintuvą
ir išėjimo nuolatinę srovę.
2. Nurodo šio elektros tiekimo šaltinio įėjimo įtampą. Daugumos
elektros tiekimo šaltinių įėjimo galios laidai turi etiketes,
kuriose pateikti įėjimo įtampos reikalavimai pagal gamyklinius
elektros tiekimo nustatymus.
3. Viršutinė eilutė: Darbo ciklo vertės.
IEC darbo ciklo vertė skaičiuojama taip, kaip nustatyta
Tarptautinės elektrotechnikos komisijos (angl. International
Electro-Technical Commission).
Darbo ciklo viršutinio rimties taško (TDC) vertė nustatoma
pagal elektros šaltinio gamintojo bandymų procedūras.
Sutartinė apkrovos įtampa
U1
Vardinė maitinimo įtampa (2 pastaba)
Darbo ciklo koeficientas
Didžiausia
vardinė srovė
1max 1eff
I
1
1Ø
3Ø
Išėjimo srovės vertė
(stiprumas amperais /
įtampa voltais)
Darbo ciklo duomenys
(3 pastaba)
I
1
3Ø1Ø
Standartiniai simboliai
Didžiausia efektyvioji
srovė
Gamintojo elektros
schemos numeris ir
patikrinimo lygis
Kintamoji srovė (AC)
Nuolatinė srovė (DC)
Fazė
Ø
Art # A-12765LT
A-2
PRIEDAS 300X5396LT
Page 67

3 PRIEDAS. DEGIKLIO IŠVADŲ SCHEMA
3 - Jungiklis
2- Oranžin
PIP
2 - Oranžin
PIP
4 - Jungiklis
Art # A-03799LT
A. Rankinio degiklio išvadų schema
ESAB CUTMASTER 80
ATC išorinė jungtis
Neigiama /
plazma
4 - Žalia /
Jungiklis
3 - Balta /
Jungiklis
ė /
1 - Juoda /
PIP
Pagalbinis
Vaizdas iš priekio
4
3
2
1
8
7
6
5
5 - Atidaryta
B. Mechaninio degiklio išvadų schema
ATC išorinė jungtis
Vaizdas iš priekio
4- Juoda kabamojo
valdymo
pulto jungtis
3 - Balta –
kabamojo
valdymo
pulto jungtis
ė /
4
3
2
1
MECHANINIS DEGIKLIS BE APSAUGOS
Neigiama / plazma
8 - Žalia –
kabamojo
valdymo pulto
įžeminimo
jungtis
8
7
6
5
7 - Žalia /
nenaudojama
6 - Atidaryta
8 - Atidaryta
7 - Atidaryta
6 - Atidaryta
8 - Įžeminimas
7 - Atidaryta
6 - Atidaryta
5 - Atidaryta
Pagalbinis
7 - Atidaryta
8 - Įžeminimas
6 - Atidaryta
ATC vidinis lizdas
Vaizdas iš priekio
8
7
6
5
ATC vidinis lizdas
Vaizdas iš priekio
8
7
6
5
Neigiama /
plazma
4
3
2
1
1 - PIP
Neigiama / plazma
4
3
2
1
4 - Jungiklis
2 - PIP
A-03701LT
3 - Jungiklis
2 - PIP
1 - Juoda /
PIP
Pagalbinis
5 - Balta /
nenaudojama
300X5396LT PRIEDAS
5 - Atidaryta
1 - PIP
Pagalbinis
A-3
Page 68

ESAB CUTMASTER 80
Art # A-03797LT
Art # A-03798LT
4 PRIEDAS. DEGIKLIO JUNGČIŲ SCHEMOS
A. Rankinio degiklio prijungimo schema
Degiklis: SL60 / SL100 (rankinis degiklis)
Kabeliai: Degiklio laidai su ATC jungtimi
Elektros energijos tiekimas: su ATC jungtimis
Degiklio
galvutė
PIP
Jungiklis
Degiklio
jungiklis
Degiklio
laidas
Juoda
Oranžinė
Žalia
Balta
Neigiama / plazma
Pagalbinis
Laidai su išorine
ATC jungtimi
ATC vidinis
lizdas
1
2
5
6
4
3
8
7
Elektros
energijos
tiekimas
1
2
5
6
4
3
8
7
Elektros tiekimo
grandinių schemai
Elektros tiekimo
grandinių schemai
Neigiama / plazma
Pagalbinis
B. Mechaninio degiklio prijungimo schema
Degiklis: Mechaninis degiklis su apsauga SL100
Kabeliai: Kabeliai su ATC jungtimi ir kabamojo
nuotolinio valdymo pulto jungtimi
Elektros tiekimas: su ATC vidiniu lizdu
Laidai su išorine
ATC jungtimi
Degiklio
galvutė
PIP
Jungiklis
Nenaudojama
Neigiama / plazminio pjautuvo kabeliai
Pagalbinis laidas
Degiklio
laidas
Juoda
Oranžinė
Balta
Žalia
Kabamojo nuotolinio
Nuotoliniam valdymui vykdyti
valdymo pulto
jungtis
Juoda
Balta
Žalia
ATC vidinis
lizdas
Elektros
energijos
tiekimas
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
Elektros tiekimo
grandinių schemai
Elektros tiekimo
grandinių schemai
Neigiama / plazma
Pagalbinis
A-4
PRIEDAS 300X5396LT
Page 69

ESAB CUTMASTER 80
Šis puslapis yra tikslingai paliktas tuščias
300X5396LT PRIEDAS
A-5
Page 70

ESAB CUTMASTER 80
5
4
5 PRIEDAS. SISTEMOS SCHEMA, 400 V ĮRENGINIAI
D
CE UNITS
*
ONLY
L1
L2
L3
GND
C
380/400/415V
OR 600V
3 PH AC INPUT
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
B
40 PIN RIBBON CABLE SIGNALS
1
-V_OUT_SIGNAL
2
/TIP_VOLTS
3
/TIP_SENSE
4
/460V_IN
5
/230V_IN
6
CUR_SET
7
/RAR (RAPID AUTO RESTART)
8
/INRUSH
9
/W1_ON
10
/SHDN
11
/TORCH_SOLENOID
12
/SOLENOID_ON
13
/OK_TO_MOVE
14
/FAN_ON
15
/LATCH_ACTIVE
16
/TORCH_SWITCH
17
/PIP
18
AC_ON
19
CSR
20
/TORCH_SOLENOID_DETECT
21
/OVERTEMP
22
23
24
25
26
29
34
35
36
37
38
39
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
A
A-12767_AA
EMI
*
FILTER
1
2
3
4
EMI
*
CHOKE
1
2
3
4
COMMON
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
/SOLENOID
GAS CONTROL
REGULATOR
PRI 1 PRI 1
AB
SOLENOID
VALVE
PRESSURE
TRANSDUCER
PRI 4 PRI 4
123
PRI 3PRI 3
DC
ATC
MTH5MTH5
MTH8MTH8
MAXMAX
9090
8585
8080
7575
7070
6565
MINMIN
+5VDC
PRI 2 PRI 2
Q1
Q2
TEST POINTS
GND1
GND2
GND3
+12V1
48V1
I_DMD_1
TIP_SEN
+12VDC
J5J5
123
SOL1SOL1
FILTER
AIR
INLET
J3J3
1
2
3
BIAS
SW1SW1
1 3
1
2
3
4
2 4
5
W1W1
7
L1
T1
8
L2
T2
9
L3
T3
7A
L4
T4
5
J6J6
6
SERIAL PORT
Current ControlCurrent Control
LATCH
SET
RUN
RAR
1
2
J4J4
1
2
3
4
5
ACAC
OVERTEMPOVERTEMP
GASGAS
DCDC
ERRORERROR
W1W1
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
5
INRUSH
RESISTORS
AC1AC1
AC2AC2
AC3AC3
24VAC
24 VAC RETURN
3.3VDC
TXD
RXD
D
J2
J1
ERROR INDFAULT
MAX
90
85
80
75
70
65
MIN
TEST POINTS
TP1
TP2
TP3
TP4
TP5
TP6
TP7
+12VDC
PCB3
+12VDC
K1K1
/INRUSH
D1
D59 PCRD59 PCR
D78 CSRD78 CSR
40 CIRCUIT
RIBBON CABLE
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
POT. DEMAND
D1D1
LOGIC PCB
SUPPLY
J1J1
MTH2MTH2
MTH1MTH1
C1-C4*+C1-C4*
+
MTH3MTH3
MTH4MTH4
MTH6MTH6
C5-C8*+C5-C8*
+
MTH7MTH7
PCB2
INPUT CAPACITOR PCB
C3 & C5 may not be installed
MAIN PCB ASSY
PCB1
0-100PSI / 0-4.5VDC
4
A-6
PRIEDAS 300X5396LT
Page 71

ESAB CUTMASTER 80
3
2
1
11
11
11
TS1TS1
T1T1
-V OUT 1-V OUT 1
ELECTRODE1ELECTRODE1
WORK1WORK1
L1L1
ATC CONNECTOR
J1J1
1
2
3
4
5
6
7
8
J2J2
14
13
12
11
10
9
8
7
6
5
4
3
2
1
-
+
OK TO MOVE
}
(5A @250VAC / 30VDC)
/START / STOP
}
(Sink 50mA @12VDC)
E64
TIP1TIP1
E35
J9J9
78
1
79
2
80
3
81
4
82
5
6
83
7
P10P10
J10J10
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
J11J11
1
+12VDC
2
TEMP
/OVERTEMP
CIRCUIT
NTCNTC
D3
SEC2SEC2
Q5
/START
24VAC RETURN
24VAC SUPPLY
OK-TO-MOVE
CHOKE1CHOKE1
PILOT IGBTQ5PILOT IGBT
/PIP
+12VDC
SEC1SEC1
1TORCH
PIP SWITCHPIP SWITCH
TORCH SWITCHTORCH SWITCH
1
AUTOMATION
2
TORCH SOLENOID
3
4
5
6
7
8
WORKWORK
J2 PINOUT
D
C
13
47
811
1214
+12VDC
1
2
J7J7
+ -
MOT1MOT1
3
+12VDC
J8J8
+
SEE A-09133
INTRO ECO B1357
AA
AB
Last Modified:
Last Modified:
Last Modified:
Wednesday, May 06, 2009
2
MOT2MOT2
/FAN/FAN
1
2
P10P10
NAFNAF
-
DateByRevisionsRev
DateByRevisionsRev
DateByRevisionsRev
RWH 03/31/09
RWH 90/50/509931B OCE
13:16:29
13:16:29
13:16:29
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
To -V OUT 1
on PCB1
1
2
3
4
5
6
7
8
E1E1
J1J1
+12VDC
1
2
K1K1
3
4
5
6
7
8
PCB4
NOTE: UNLESS OTHERWISE SPECIFIED -
NOTE: UNLESS OTHERWISE SPECIFIED -
NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF).
TITLE:
TITLE:
TITLE:
Schematic ESAB Cutmaster 60/80 20'/50' SL60 400V/208-460V 3ph
CE/Non-CE CCC / 1/3ph CSA (Configured for 460V 3ph)
To configure DIVIDED ARC VOLTS signal output
**
No jumper installed for ARC VOLTS /16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
123
J3J3
K1
AUTOMATION
INTERFACE PCB
1
J2J2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
/START / STOP
}
(-)
DIVIDED ARC VOLTS
}
*
(+)
(-)
ARC VOLTS
}
(W/ 100K IN SERIES (2))
(+)
OK-TO-MOVE
}
A-12767_AA
PCB No:
PCB No:
PCB No:
Assy No:
Assy No:
Assy No:
Date:
Date:
Date:
Thursday, March 27, 2008
Drawn: References
Drawn: References
Drawn: References
RWH
Chk: App:
Chk: App:
Chk: App:
Size
Size
Size
C
C
C
DWG No:
DWG No:
DWG No:
42X1329
42X1329
42X1329
B
A
SupersedesScale
SupersedesScale
SupersedesScale
Sheet
Sheet
Sheet
of
of
of
300X5396LT PRIEDAS
A-7
Page 72

ESAB CUTMASTER 80
Redagavimo istorija
Data Red. Apibūdinimas
2015-01-15 AA Rankinis paleidimas
2015-08-14 AB
2015-11-14 AC Peržiūrėti "Field Doc", išspausdinti tekstą
2019-10-31 AD Atjaunināti mākslas faili, atjaunināts atbilstības deklarācija
Atnaujintas meno ant gaubto, atnaujinta "Field Doc", - pridūrė ciklo vertybes, pašalinti ekranuoti mašinos
deglas laidus mazgai
A-8
PRIEDAS 300X5396LT
Page 73

Šis puslapis yra tikslingai paliktas tuščias
Page 74

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers to our distributors in other
countries, please visit our home
page
www.esab.eu
www.esab.eu
©2015 ESAB Welding and Cutting Products
 Loading...
Loading...