


CUTMASTER® 60i
SYSTÈME DE COUPE AU PLASMA
MODE D’EMPLOI
Art # A-13348
SL60QD
Révision : AB Date de publication: 16/10/ 2017 Manuel N°: 0-5488FR
SORTIE SORTIE MAX
C.C.
60
TENSION
400V
ALIMENTATION
D’ENTRÉE
TRIPHASÉ
esab.com

NOUS APPRÉCIONS VOTRE FIDÉLITÉ !
Félicitations pour l’achat de votre nouveau produit ESAB. Nous sommes ers de vous compter parmi notre clientèle et ferons tout
en notre pouvoir pour vous fournir le service le plus able et de meilleure qualité dans le domaine. Ce produit est protégé par notre
large garantie et notre réseau mondial de service. Pour trouver le distributeur le plus près de chez vous ou un centre de réparation,
visitez le site Web au www.esab.com.
Ce manuel de l’utilisateur est conçu pour vous indiquer la bonne façon d’utiliser votre produit ESAB. Notre préoccupation principale
est votre satisfaction et l’utilisation appropriée du produit. Il est donc important de prendre le temps de lire ce guide en entier, en
particulier les Consignes de sécurité. Ceci permet d’éviter les risques possibles liés à l’utilisation du produit.
VOUS ÊTES EN BONNE COMPAGNIE !
La marque de choix des entrepreneurs et des fabricants dans le monde entier.
ESAB est une marque mondiale de produits de coupage manuel et automatique à l’arc plasma.
Nous nous démarquons de nos concurrents grâce à nos produits ables et d’avant-garde qui ont fait leurs preuves au l des ans.
Nous sommes ers de nos innovations techniques, nos prix compétitifs, nos délais de livraison hors pair, notre service à la clientèle
et notre soutien technique de qualité supérieure, en plus de l’excellence de notre savoir dans le domaine de la vente.
Avant tout, nous sommes engagés dans la conception de produits aux technologies innovatrices pour obtenir un environnement
de travail plus sûr dans le domaine de la soudure.

AVERTISSEMENT
Lire et assimiler l’intégralité du présent manuel et les consignes de sécurité de votre employeur avant
!
l’installation, l’exploitation ou l’entretien de l’équipement.
L’information contenue dans ce guide représente le bon jugement du fabricant, mais celui-ci n’assume
aucune responsabilité lors de l’utilisation.
Bloc d’alimentation de coupe au plasma
ESAB CutMaster™ 60i
SL60QD™ 1Torch™
Manuel de fonctionnement numéro 0-5488FR
Publié par :
ESAB Group Incorporated
2800 Airport Rd.
Denton, Texas 76207
www.esab.com
© Copyright 2017 détenu par ESAB.
Tous droits réservés.
Il est interdit de reproduire tout ou partie de ce document sans la permission de l’éditeur.
L’éditeur décline toute responsabilité envers les parties en cas de pertes ou de dommages provoqués par une erreur ou une
omission gurant dans ce Guide, qu’elle soit le résultat d’une négligence, d’un accident ou d’une autre cause.
Pour les spécications d’impression du document, voir le document 47x1909
Date de la publication initiale : Mardi 25 avril 2017
Date de révision : 16/10/ 2017
Conserver les renseignements suivant pour la garantie :
Magasin: _______________________________ __________________________
Date de l’achat:__________________________________ ____________________
N° de série du bloc d’alimentation:___________________________ _______________
Nº de série de la torche:___________________________________ ______________
i

Veillez à bien transmettre ce manuel aux utilisateurs.
Il est possible de demander d’autres exemplaires au fournisseur.
ATTENTION
Les présentes INSTRUCTIONS s’adressent aux utilisateurs expérimentés. Si vous ne
connaissez pas les principes de fonctionnement et les mesures de sécurité associés aux
équipements de coupe et de soudage à l’arc, nous vous invitons à lire notre manuel
intitulé«Precautions and Safe Practices for Arc Welding, Cutting, and Gouging» (Précautions
et mesures de sécurité à respecter pour le gougeage, le coupage et le soudage à l’arc),
manuel 0-5407. Ne laissez aucune personne non qualiée inspecter, nettoyer ou réparer
cet équipement. N’essayez PAS d’installer ou d’utiliser cet équipement avant d’avoir
lu et parfaitement compris les présentes instructions. Si vous avez un doute quant aux
instructions, demandez des précisions à votre fournisseur. Veillez à bien lire les mesures
de sécurité avant d’installer et d’utiliser cet équipement.
RESPONSABILITÉ DE L’UTILISATEUR
Cet équipement fonctionne en conformité avec la description faite plus haut dans ce manuel et les étiquettes ou plaquettes associées
lorsqu’il est installé, utilisé, entretenu et réparé dans le respect des consignes fournies. Cet équipement doit faire l’objet dune vérication
périodique. Il est conseillé de ne pas utiliser un équipement qui fonctionne mal ou qui a été mal entretenu. Les pièces brisées, manquantes,
usées, déformées ou contaminées devraient être remplacées sans délai. Si une réparation ou un remplacement s’avère nécessaire, le fabricant
recommande de formuler une demande de service par téléphone ou par écrit à l’attention du fournisseur agréé de l’endroit où l’équipement a
été acheté.
Il est recommandé de ne pas modier cet équipement ou l’une de ses pièces sans l’approbation écrite préalable du fabricant. L’utilisateur
de cet équipement sera généralement le seul responsable des défaillances engendrées par une mauvaise utilisation, un mauvais entretien,
une détérioration, une mauvaise réparation ou une modication faite par une personne autre que le fabricant ou le réparateur accrédité par ce
dernier.
!
AVANT TOUTE INSTALLATION ET UTILISATION, LISEZ LE MODE D’EMPLOI ET ASSUREZ-VOUS
DE BIEN COMPRENDRE SON CONTENU.
PENSEZ À VOTRE SÉCURITÉ ET À CELLE DES AUTRES!

DÉCLARATION DE CONFORMITÉ UE
Documents de référence
Directive «Basse tension» 2014/35/EU, entrée en vigueur le 20avril2016
Directive «EMC» 2014/30/EU, entrée en vigueur le 20avril2016
Directive «RoHS» 2011/65/EU, entrée en vigueur le 2janvier2013
Type d’équipement
SYSTÈME DE COUPE AU PLASMA
Désignation de type, etc.
ESAB CutMaster 60i, à partir du numéro de série MX1723XXXXXX
Nom commercial ou marque commerciale
ESAB
Fabricant ou son représentant agréé
Nom adresse, n° de Téléphone:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207 USA
Téléphone: +01 800 426 1888, Télécopieur+01 603 298 7402
Les normes harmonisées ci-dessous, qui sont en vigueur dans l’EEE, ont été utilisées pour la conception du produit:
IEC/EN 60974-1:2012 Équipement de soudage à l’arc - Partie1: Sources de courant de soudage
IEC/EN 60974-10:2014 + AMD 1:2015 publié le 2015-06-19 Équipement de soudage à l’arc - Partie10:
Exigences en matière de compatibilité électromagnétique (EMC)
Autres informations: Usage restreint, équipement de classeA, conçu pour être utilisé dans des endroits non
résidentiels.
En signant ce document, le soussigné déclare, en qualité de fabricant ou de représentant agréé
du fabricant, que l’équipement en question est conforme aux exigences de sécurité énoncées plus
haut.
Date Signature Titre
25 avril2017
Flavio Santos Directeur général
Accessoires et contiguïtés
2017

Cette page est intentionnellement laissée vierge.

ESAB CUTMASTER 60i
Garantie:
Déclaration de garantie
GARANTIE LIMITÉE : Sous réserve des conditions ci-après, ESAB garantit à l’acheteur au détail initial que les nouveaux systèmes de
coupage à l’arc plasma Thermal Dynamics CUTMASTER™ vendus après la date d’entrée en vigueur de ladite garantie sont exempts
de défauts de matériel et de vices de fabrication. En cas de constat de non-conformité à ladite garantie survenue au cours de la
période de validité énoncée ci-dessous, ESAB s’engage, après notication de sa part et preuves à l’appui que le produit a bien été
entreposé, exploité et entretenu conformément aux spécications, instructions, recommandations de Victor Thermal Dynamics
et aux procédures sanctionnées par la pratique industrielle, à corriger lesdits défauts en réparant ou en remplaçant le produit.
Cette garantie est exclusive et remplace toute garantie de qualité marchande ou de bon fonctionnement pour une
utilisation particulière.
Seul juge en la matière, ESAB réparera ou remplacera dans les délais précisés ci-après les pièces ou les composants sous garantie,
dont la défaillance est imputable à des défauts de matériel ou de vices de fabrication. Prière d’aviser ESAB de toute défaillance
dans les 30 jours. Dans ce cas, ESAB fournira les instructions relatives à l’application des conditions de garantie.
ESAB honorera les réclamations sous garantie soumises durant les périodes de garantie répertoriées ci-dessous. Les périodes
de garantie entrent en vigueur à la date à laquelle le produit a été vendu à l’acheteur au détail initial, ou 1 an après la vente à un
distributeur agréé par Victor Thermal Dynamics.
VALIDITÉ DE LA GARANTIE LIMITÉE
Produit Composants du bloc d’alimentation (pièces et main-d’œuvre) Torche et ls (pièces et main-d’œuvre)
États-Unis Non américain
CUTMASTER™ 60i 4 ans 3 ans 1 an
La présente garantie ne couvre pas :
1. aux consommables, tels que les pointes, les électrodes, les boucliers, les joints toriques, les cartouches d’amorçage, les
distributeurs de gaz, les fusibles, les ltres.
2. Équipement qui a été modié par un tiers non autorisé, incorrectement installé, exploité de manière inadéquate ou détourné
de l’usage prévu par les normes sectorielles.
En cas de réclamation dans le cadre de ladite garantie, les voies de recours laissées à la discrétion de ESAB incluront :
1. Réparation du produit défectueux.
2. Remplacement du produit défectueux.
3. Remboursement des coûts de réparation raisonnables dûment autorisés au préalable par Victor Thermal Dynamics.
4. Établissement d’un crédit à la hauteur du prix d’achat duquel la dégradation matérielle provenant de l’usage réel sera
déduite.
Lesdites voies de recours peuvent être autorisées par Victor Thermal Dynamics et sont franco bord de West Lebanon, NH ou
dans un centre de réparations agréé par ESAB. Les frais de renvoi du produit à réparer incombent au propriétaire, et les coûts de
déplacement ou de transport ne font l’objet d’aucun remboursement.
LIMITATION DE RESPONSABILITÉ : ESAB ne sera en aucun cas responsable des dommages particuliers ou indirects comme, mais non
limités à : endommagement ou perte des biens achetés ou remplacés, ou réclamations de la part du client des distributeurs (dénommés ciaprès «Acheteur») en cas d’interruption de service. Les voies de recours de l’acheteur énoncées ci-après sont exclusives et la responsabilité
d’ESAB en ce qui concerne un contrat quelconque, ou tout acte y aérent, y compris l’exécution ou la violation dudit contrat, ou découlant
de la fabrication, vente, livraison, revente ou utilisation des biens couverts ou fournis par ESAB, qu’il s’agisse d’une conséquence du contrat,
d’une négligence, d’un acte dommageable ou des clauses d’une garantie quelconque ou autre, ne devront pas, sauf disposition expresse
contraire, dépasser le prix des biens sur lequel se fonde la responsabilité.
L’utilisation de pièces de rechange ou d’accessoires susceptibles de compromettre la sécurité ou les prestations de l’un des produits
Victor Thermal Dynamics entraîne la déchéance de la présente garantie.
La présente garantie est nulle et non avenue si le produit Victor Thermal Dynamics est vendu par des personnes non autorisées.
En vigueur le 18 avril 2017
0-5488FR INFORMATIONS SUR LA GARANTIE
W-1

ESAB CUTMASTER 60i
Cette page est intentionnellement laissée vierge.
INFORMATIONS SUR LA GARANTIE 0-5488FR
W-2

TABLE DES MATIÈRES
GARANTIE: ................................................................................................. W-1
Déclaration de garantie ................................................................................................ W-1
SECTION 1 : INFORMATIONS GÉNÉRALES ............................................................. 1-1
1.01 Remarques, avertissements et mises en garde ..................................................... 1-1
SECTION 2 SYSTÈME : INTRODUCTION ................................................................. 2-1
2.01 Comment utiliser ce manuel ................................................................................. 2-1
2.02 Identification de l’équipement ............................................................................... 2-1
2.03 Réception de l’équipement .................................................................................... 2-2
2.04 Caractéristiques du bloc d’alimentation ................................................................ 2-3
2.05 Caractéristiques du câblage d’alimentation ........................................................... 2-4
2.06 Caractéristiques du bloc d’alimentation ................................................................ 2-5
SECTION 2 TORCHE : INTRODUCTION ................................................................. 2T-1
2T.01 Objet du manuel ................................................................................................. 2T-1
2T.02 Description générale ..........................................................................................2T-1
2T.03 Spécifications .................................................................................................... 2T-1
2T.04 Torche à débranchement rapide (Quick Connection) .........................................2T-2
2T.05 Options et accessoires .......................................................................................2T-2
2T.06 Introduction au plasma ......................................................................................2T-2
SECTION 3 SYSTÈME : INSTALLATION ................................................................. 3-1
3.01 Options de levage ................................................................................................. 3-1
3.02 Ouverture du couvercle de l’interrupteur principal ................................................ 3-2
3.03 Connexions de l’alimentation d’entrée principale, triphasée .................................. 3-2
3.04 Raccords à gaz ..................................................................................................... 3-3
3.05 Raccordement du câble de masse ........................................................................ 3-6
SECTION 3 TORCHE : INSTALLATION ................................................................... 3T-1
3T.01 Connexions de la torche .....................................................................................3T-1
3T.02 Réglage de la torche mécanisée .........................................................................3T-1
SECTION 4 SYSTÈME : FONCTIONNEMENT ............................................................ 4-1
4.01 Commandes et caractéristiques du panneau de commande ................................. 4-1
4.02 Préparation en vue de l’exploitation ...................................................................... 4-4
SECTION 4 TORCHE : FONCTIONNEMENT ............................................................. 4T-1
4T.01 Sélection des pièces de la torche .......................................................................4T-1
4T.02 Qualité de la coupe ............................................................................................. 4T-1
4T.03 Informations générales relatives à la coupe .......................................................4T-2
4T.04 Fonctionnement de la torche manuelle ...............................................................4T-3
4T.05 Gougeage ........................................................................................................... 4T-6
4T.06 Fonctionnement de la torche mécanisée ............................................................4T-7
4T.07 Sélection des pièces pour la coupe à la torche manuelle et mécanisée ..............4T-8
4T.08 Vitesses de coupe recommandées avec pointe non protégée ............................4T-9
4T.09 Vitesses de coupe recommandées avec pointe protégée .................................4T-12

TABLE DES MATIÈRES
INFORMATIONS RELATIVES AUX BREVETS ......................................................... 4T-15
SECTION 5 SYSTÈME : ENTRETIEN ...................................................................... 5-1
5.01 Entretien général ................................................................................................... 5-1
5.02 Calendrier d’entretien ............................................................................................ 5-2
5.03 Pannes courantes ................................................................................................. 5-3
5.04 Voyant d’anomalie ................................................................................................ 5-4
5.05 Guide de dépannage de base ................................................................................ 5-4
5.06 Remplacement des pièces de base du bloc d’alimentation ................................... 5-8
SECTION 5 TORCHE : ENTRETIEN ....................................................................... 5T-1
5T.01 Entretien général ................................................................................................5T-1
5T.02 Inspection et remplacement des pièces consommables de la torche .................5T-2
SECTION 6 : NOMENCLATURE DES PIÈCES ............................................................ 6-1
6.01 Introduction .......................................................................................................... 6-1
6.02 Informations relatives à la commande .................................................................. 6-1
6.03 Remplacement du bloc d’alimentation .................................................................. 6-1
6.04 Pièces de rechange pour le bloc d’alimentation .................................................... 6-2
6.05 Options et accessoires .......................................................................................... 6-2
6.06 Pièces de rechange externes (plastique) .............................................................. 6-3
6.07 Pièces de rechange de la torche manuelle ........................................................... 6-4
6.08 Pièces consommables de la torche (SL60) ........................................................... 6-5
6.09 Pièces consommables de la torche (SL100) ......................................................... 6-6
APPENDICE1: INFORMATIONS DE LA PLAQUETTE SIGNALÉTIQUE ............................... A-1
APPENDICE2: SCHÉMAS DE BROCHAGE DE LA TORCHE ........................................... A-2
APPENDICE3: SCHÉMAS DE CONNEXION DE LA TORCHE .......................................... A-3
APPENDICE4: SCHÉMA DE PRINCIPE DES APPAREILS CE 400V TRIPHASÉS ................... A-4
APPENDICE5: HISTORIQUE DES PUBLICATIONS ..................................................... A-6

ESAB CUTMASTER 60i
Section 1 : INFORMATIONS GÉNÉRALES
1.01 Remarques, avertissements et mises en garde
Le présent manuel est ponctué de remarques, d’avertissements et de mises en garde qui attirent l’attention sur
des informations importantes. Ces repères sont classés comme suit :
REMARQUE:
Fonction, procédé ou renseignement de base qui nécessite une plus grande attention ou contribue au bon
fonctionnement du système.
ATTENTION
!
!
Procédé qui, s’il n’est pas suivi correctement, peut endommager l’équipement.
AVERTISSEMENT
Procédé qui, s’il n’est pas suivi correctement, peut causer des lésions à l’utilisateur ou aux personnes dans la zone
d’exploitation.
AVERTISSEMENT
Fournit des renseignements relatifs à d’éventuelles blessures se devant à une décharge électrique.
0-5488FR INFORMATIONS GÉNÉRALES
1-1

ESAB CUTMASTER 60i
WARNING
1. Cutting sparks can cause explosion
or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and
ready to use.
1.3 Do not use a drum or other closed
container as a cutting table.
2. Plasma arc can injure and burn;
point the nozzle away from
yourself. Arc starts instantly when
triggered.
2.1 Turn o power before disassembling
torch.
2.2 Do not grip the workpiece near the
cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric
shock or burn.
3.1 Wear insulating gloves. Replace
gloves when wet or damaged.
3.2 Protect from shock by insulating
yourself from work and ground.
3.3 Disconnect power before servicing.
Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local
exhaust to remove the fumes.
4.3 Do not operate in closed spaces.
Remove fumes with ventilation.
5. Arc rays can burn eyes and injure
skin.
5.1 Wear correct and appropriate
protective equipment to protect
head, eyes, ears, hands, and body.
Button shirt collar. Protect ears from
noise. Use welding helmet with the
correct shade of filter.
6. Become trained.
Only qualified personnel should
operate this equipment. Use torches
specified in the manual. Keep
non-qualified personnel and children
away.
7. Do not remove, destroy, or cover
this label.
Replace if it is missing, damaged,
or worn.
AVERTISSEMENT
1. Les étincelles de coupage peuvent
provoquer une explosion ou un
incendie.
1.1 Ne pas couper près des matières
inflammables.
1.2 Un extincteur doit être à proximité
et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre
contenant fermé comme table de
coupage.
2. L’arc plasma peut blesser et brûler;
éloigner la buse de soi. Il s’allume
instantanément quand on l’amorce.
2.1 Couper l’alimentation avant de
démonter la torche.
2.2 Ne pas saisir la pièce à couper de la
trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de
choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer
les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en
s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant
l’entretien. Ne pas toucher les pièces
sous tension.
4. Les fumées plasma peuvent être
dangereuses.
4.1 Ne pas inhaler les fumées.
4.2 Utiliser une ventilation forcée ou un
extracteur local pour dissiper les
fumées.
4.3 Ne pas couper dans des espaces clos.
Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les
yeux et blesser la peau.
5.1 Porter un bon équipement de
protection pour se protéger la tête,
les yeux, les oreilles, les mains et le
corps. Boutonner le col de la chemise.
Protéger les oreilles contre le bruit.
Utiliser un masque de soudeur avec
un filtre de nuance appropriée.
6. Suivre une formation.
Seul le personnel qualifié a
le droit de faire fonctionner cet
équipement. Utiliser exclusivement
les torches indiquées dans le manual.
Le personnel non qualifié et les
enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir
cette étiquette.
La remplacer si elle est absente,
endommagée ou usée.
Art # A-13294
INFORMATIONS GÉNÉRALES 0-5488FR
1-2

ESAB CUTMASTER 60i
!
SECTION 2 SYSTÈME : INTRODUCTION
2.01 Comment utiliser ce manuel
Le présent manuel de l’utilisateur s’applique uniquement aux produits répertoriés à la page i.
Pour assurer une exploitation sûre de l’appareil, lire le manuel dans son intégralité, notamment le chapitre concernant les
directives de sécurité et les avertissements.
Les mentions AVERTISSEMENT, MISE EN GARDE et REMARQUE peuvent gurer tout au long de ce manuel. Prêter une attention
particulière à l’information fournie sous ces mentions. Ces symboles spéciaux se reconnaissent facilement comme suit :
REMARQUE:
Fonction, procédé ou renseignement de base qui nécessite une plus grande attention ou
contribue au bon fonctionnement du système.
ATTENTION
Procédé qui, s’il n’est pas suivi correctement, peut endommager l’équipement.
AVERTISSEMENT
!
Procédé qui, s’il n’est pas suivi correctement, peut causer des lésions à l’utilisateur ou aux
personnes dans la zone d’exploitation.
AVERTISSEMENT
Fournit des renseignements relatifs à d’éventuelles blessures se devant à une décharge
électrique. Les avertissements seront encadrés par deux lignes noires épaisses comme
celles-ci.
D’autres exemplaires du présent manuel sont en vente. Communiquez avec ESAB aux coordonnées répertoriées à la
quatrième de couverture du présent manuel. Indiquer le numéro du manuel d’utilisation et les numéros d’identication
de l’équipement.
Il est également possible de télécharger gratuitement des exemplaires électroniques de ce manuel en format Acrobat PDF
en allant sur le site Web de l’ESAB indiqué ci-dessous et en cliquant sur «Product Support» / «ESAB Documentation»: /
«Download Library», puis en navigant jusqu’à «Plasma Equipment» et «Manual».
http://www.esab.com
2.02 Identication de l’équipement
Le numéro d’identication (caractéristiques ou numéro de pièce), le nom du modèle et le numéro de série se trouvent
en général sur une plaquette signalétique xée à la base. Équipement sans plaquette signalétique comme une torche
ou un câblage, identifiés uniquement par la caractéristique ou la référence imprimée sur une étiquette libre ou
l’emballage d’expédition. Inscrire ces numéros au bas de la page 1 pour référence ultérieure.
0-5488FR INTRODUCTION
2-1

ESAB CUTMASTER 60i
2.03 Réception de l’équipement
Lors de la réception de l’équipement, faire l’inventaire de la livraison et le comparer à la facture pour s’assurer qu’il ne manque
aucun élément, puis inspecter l’équipement pour s’assurer qu’il n’a pas été endommagé pendant le transport. En cas de
dommages, entrer immédiatement en contact avec le transporteur an de faire une demande d’indemnisation. S’adresser
à l’endroit indiqué au verso de la couverture de ce manuel et fournissez tous les renseignements nécessaires à la demande
d’indemnisation en cas de dommages à l’équipement ou d’erreur de livraison.
Inscrire tous les numéros d’identication de l’équipement comme décrit ci-dessus et fournir une description complète de
la pièce défectueuse ou de l’erreur à la livraison.
Articles inclus :
• Bloc d’alimentation 60i
• Torche et ls SL60QD™
• Prise du câble de masse avec bride de serrage de pièce
• Kit de pièces de rechange (2 électrodes, 2 pointes, 6 joints
toriques)
• Mode d’emploi
• Clé à ltre
Déplacer l’équipement vers le lieu de travail avant de retirer l’appareil de sa boîte. Redoubler de vigilance an de ne pas
endommager les équipements au moment d’ouvrir la boîte.
INTRODUCTION 0-5488FR
2-2

ESAB CUTMASTER 60i
2.04 Caractéristiques du bloc d’alimentation
Triphasé
Caractéristiques du bloc d’alimentation triphasé du 60i
Alimentation d’entrée 400 VAC, triphasé, 50/60 Hz
Câble d’alimentation d’entrée triphasé Le bloc d’alimentation inclut un câble d’entrée 4/C 14 AWG triphasé de 9 pi avec che.
Courant de sortie 10 à 60 A, réglage en continu
Capacité de ltration du gaz du bloc
d’alimentation
Pression d’entrée maximale 125 PSI (8,6 bars)
Facteur de marche du bloc d’alimentation du 60i *
Particules jusqu’à 5 microns
Température d’air ambiante
Facteur de marche 50% 60% 100%
Toutes les unités
* REMARQUE: Le facteur de marche sera réduit si l’alimentation primaire (c.a.) est faible ou si la tension de sortie (c.c.) est plus élevée que celle indiquée au
** REMARQUE: Le RSCE calculée valeur basée sur les mesures nales était 275. L'équipement est conforme aux normes CEI 61000- 3-12 à condition que
la puissance de court-circuit (SSC) est égale ou supérieure à 1385560.47 au point de raccordement entre l'alimentation de l'utilisateur et le système public.
Il appartient à l’installateur ou à l’utilisateur de l’équipement de s’assurer, après consultation avec l’opérateur du réseau de distribution si nécessaire, que
l’équipement est raccordé à une source d’alimentation avec une puissance de court-circuit Ssc supérieure ou égale à 13527,84 watts.
Courant
Tension en c.c.
Taux de facteur de marche à 40 °C (104 °F)
Plage de fonctionnement de 0 à 50 °C
Valeurs nominales
60 A 50 A 40 A
126 122 119
tableau.
Capacité de coupe 60i
Recommandé Perçage Maximum
15,86mm (5/8po) 15,86mm (5/8po) 38mm (11/2po)
Recommandations visant le générateur
Lorsqu’on utilise des générateurs pour alimenter le système de coupe au plasma 60i, les valeurs suivantes constituent un
minimum et doivent être utilisées conjointement avec les valeurs répertoriées plus haut.
Spécications générateur 60i
Valeurs nominales de sortie du générateur Courant de sortie 60i Caractéristiques d’arc
15 kW 60A Intégrale
12 kW
10 kW
REMARQUE:
Selon leurs circuits, leur ancienneté et leur état, deux générateurs ayant la même puissance nominale peuvent donner des résultats diérents. Ajuster l’intensité en conséquence.
0-5488FR INTRODUCTION
60A Limitée
45A Intégrale
45A Limitée
30A Intégrale
2-3
ESAB CUTMASTER 60i
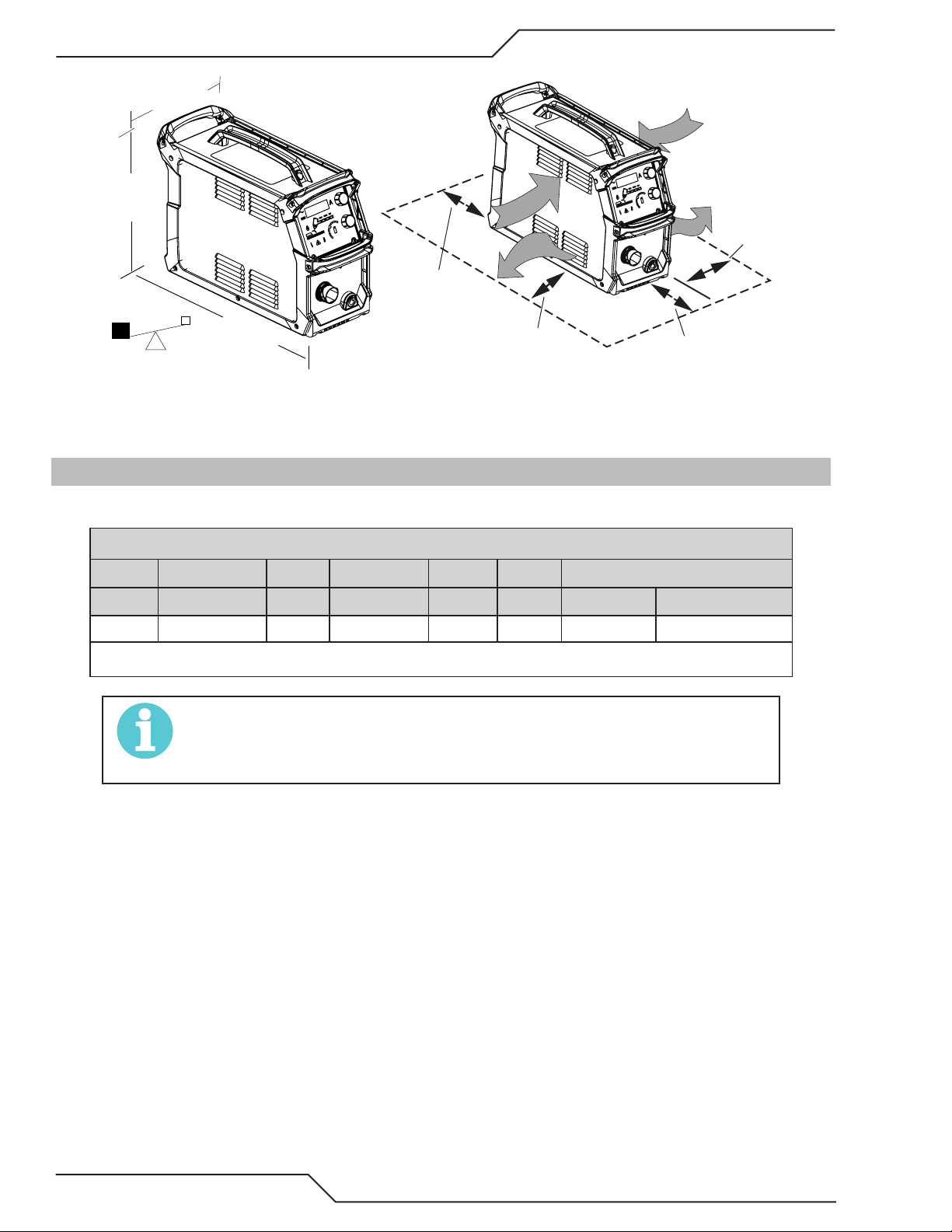
7.847
199.3 mm
14.146"
359.3 mm
Art # A-13252
15"
381 mm
6"
150 mm
35 lb / 15.875 kg
21.121"
536.47 mm
Art # A-13247
15"
381 mm
6"
150 mm
Dimensions et poids de la source d’alimentation Exigences d’espacement pour la ventilation
2.05 Caractéristiques du câblage d’alimentation
Triphasé
Câble d’entrée d’alimentation Cutmaster 60i triphasé - Exigences de câblage
Tension d’entrée Fréq. Puissance d’entrée Tailles recommandées
Volts Hz kVA l max. I1e Fusible (A) Cordon souple (min. AWG)
Triphasé 400 50/60 8,9 13,2 9,4 20 14 AWG (2,5mm2)
Tensions de ligne avec protection de circuit et tailles des ls suggérées Basé sur le Code national de l’électricité et sur le Code canadien de l’électricité
Triphasé
REMARQUE:
Se reporter à la réglementation locale et nationale ou aux pouvoirs publics locaux compétents pour obtenir les
exigences de câblages nécessaires.
La taille du câble est déclassée en fonction du facteur de marche de l’équipement.
INTRODUCTION 0-5488FR
2-4

2.06 Caractéristiques du bloc d’alimentation
ESAB CUTMASTER 60i
Poignée et enrouleur de câbles
Panneau de commande
Connecteur femelle des
fils de la torche
Art # A-13258FR
Interrupteur MARCHE/ARRÊT
alimentation d'entrée
Cordon d'alimentation d'entrée
Port pour câble d'interface
d'automation en option
Port d'entrée du gaz
Système module filtre
Prise du câble de masse
Art # A-13275FR
0-5488FR INTRODUCTION
2-5

ESAB CUTMASTER 60i
Cette page est intentionnellement laissée vierge.
INTRODUCTION 0-5488FR
2-6
ESAB CUTMASTER 60i
!
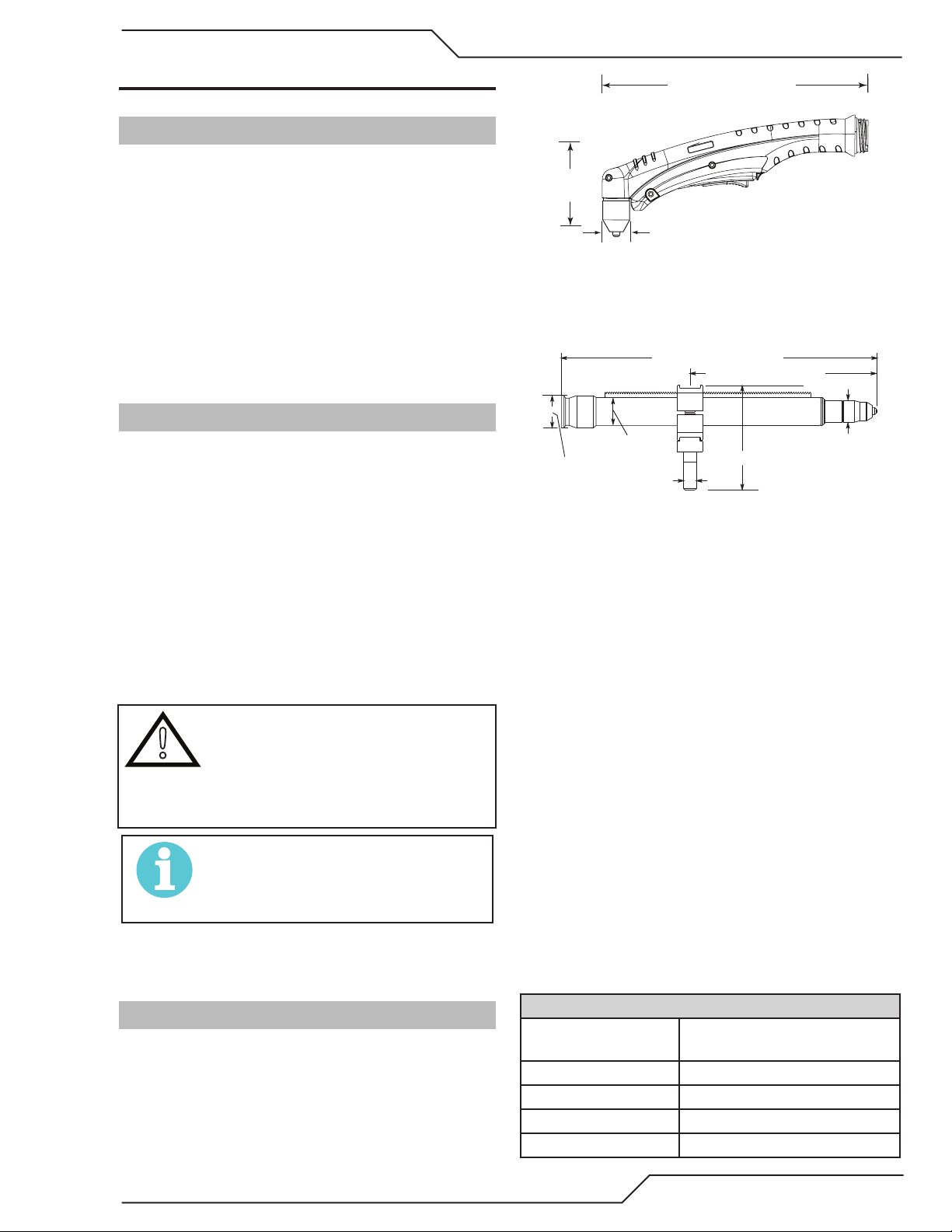
95 mm
(3.75"
44,5 mm
403 mm / 15,875"
SECTION 2 TORCHE : INTRODUCTION
2T.01 Objet du manuel
Ce manuel contient des descriptions, des instructions de
fonctionnement et des procédures d’entretien relatives aux
modèles de torches manuelles SL60, SL60QD™ et SL100/
mécanisées de coupe au plasma. La réparation de cet
équipement est restreinte au personnel d’entretien formé
à cet eet ; le personnel non compétent ne doit pas essayer
de réparer ou de régler l’équipement au-delà de ce qui est
expliqué dans le manuel au risque d’annuler la garantie.
Lire ce manuel dans son intégralité. Une parfaite assimilation
des caractéristiques et des capacités de l’équipement
contribuent à garantir la abilité d’exécution pour laquelle
il a été conçu.
2T.02 Description générale
Les torches au plasma sont semblables à la bougie du
moteur d’une automobile. Elles disposent de segments
à pôles positif et négatif séparés par une section centrale
isolée. À l’intérieur de la torche, l’arc pilote s’amorce entre
l’électrode chargée négativement et la pointe chargée
positivement. Un fois le gaz plasma ionisé par l’arc pilote, la
colonne de gaz extrêmement chaud passe par le petit orice
du bec de la torche et est acheminé sur le métal à couper.
Un seul tuyau de torche fournit un gaz d’une seule source
qui sera utilisé comme gaz secondaire et plasma. La division
du débit d’air s’eectue à l’intérieur de la tête de la torche.
Un fonctionnement à un seul gaz est peu coûteux et se fait
avec une torche de petite dimension.
ATTENTION
Même si les câbles de torche sont souples, il
faut savoir que les ls internes peuvent quand
même se casser. Ne pas dépasser un rayon de
courbure de 2 po et éviter les courbures serrées
répétées si possible.
REMARQUE:
Se reporter à la section "2T.06 Introduction au
plasma", pour une description plus approfondie du
fonctionnement d’une torche au plasma.
257 mm (10.125")
)
29 mm (1.17")
2. Torche mécanisée, modèle
La torche automatisée standard comporte un tube
de positionnement avec un dispositif de xation à
pignon et crémaillère.
236 mm / 9,285"
35 mm / 1,375"
/
1,75"
B. Longueur de ls de la torche
Les torches manuelles se présentent comme suit :
• 20 pi/6,1 m avec connecteurs ATC
• 50 pi/15,2 m avec connecteurs ATC
Les torches mécanisées présentent comme suit :
• 5 pi/1,5 m avec connecteurs ATC
• 10 pi/3,05 m avec connecteurs ATC
• 25 pi/7,6 m avec connecteurs ATC
• 50 pi/15,2 m avec connecteurs ATC
C. Pièces de la torche
Cartouche de démarreur, électrode, pointe, bouclier
D. Pièces en place (PIP)
La tête de la torche comporte un interrupteur intégré.
Tension nominale du circuit: 15Vc.c.
E. Type de refroidissement
16 mm /
0,625"
126 mm / 4,95"
Art # A-13246FR
30 mm / 1,175"
Art # A-02998FR
Voir les annexes pour de plus amples renseignements
relatifs au bloc d’alimentation utilisée.
F. Caractéristiques nominales de la torche
2T.03 Spécications
A. Congurations de la torche
1. Torche manuelle/à main, modèle SL60QD™
La tête de la torche manuelle forme un angle de 75°
par rapport à la poignée. Les torches manuelles sont
munies d’une poignée et d’une gâchette.
0-5488FR INTRODUCTION
Température ambiante
Tension d’amorçage d’arc 500V
Mélange d’air ambiant et de courant gazeux dans la torche.
Caractéristiques de la torche manuelle
40° C
104° F
Facteur de marche 100 % à 60 A à 400 pi3/heure standard
Courant maximum 60 A
Tension (V
) 500V
peak
2T-1

ESAB CUTMASTER 60i
Bloc d’alimentation
Bloc d’alimentation
Caractéristiques de la torche mécanisée
Température ambiante
Facteur de marche 100 % à 100 A à 400 pi3/heure standard
Courant maximum 120 A
Tension (V
Tension d’amorçage d’arc 500V
G. Exigences en matière de gaz
Caractéristiques du gaz pour les torches manuelles et
Gaz (plasma et secondaire) Air comprimé
Pression de fonctionnement, se reporter à
Pression d’entrée maximale 125 psi/8,6 bars
Flux de gaz (coupe et gougeage)
) 500V
peak
mécanisées
la REMARQUE
40° C
104° F
90 à 120 psi
6,2 à 8,3 bars
5 à 8,3 pi3/min
standard
300 à 500pi3/heure
142 à 235l/min
AVERTISSEMENT
!
Cette torche ne doit pas être utilisée avec de
l’oxygène (O2).
Il est recommandé de ne pas utiliser la torche
SL60QD sur un système HF.
3. Pour xer de nouveau l’ensemble, saisir les deux
composants et aligner soigneusement les pièces de
connexion interne.
4. Encher les deux composants.
5. Aligner le repère situé sur l’écrou de raccordement
avec celui situé sur le dessus de la poignée de la
torche et tourner vers la droite (sens horaire) pour
réunir les deux et établir les connexions internes. Ne
pas utiliser d’outils pour serrer.
2T.05 Options et accessoires
Consulter la section 6 pour connaître les options et les
accessoires.
2T.06 Introduction au plasma
A. Débit du gaz plasmagène
Le plasma est un gaz qui a été chaué à une température
extrêmement élevée et fortement ionisé an de devenir
conducteur d’électricité. Les procédés de coupage et
de gougeage à l’arc plasma utilisent ce plasma pour
transférer un arc électrique à la pièce à souder. Le métal
devant être coupé ou élimé fond sous l’eet de la chaleur
de l’arc avant d’être soué.
Contrairement à la coupe à l’arc plasma qui a pour
but de séparer le matériau, le gougeage à l’arc plasma
sert à éliminer les défauts du métal qu’il évacue à une
profondeur et une largeur contrôlées.
REMARQUE:
La pression de fonctionnement varie selon le modèle
de la torche, l’intensité du courant et la longueur du
l de la torche. Se reporter aux tableaux de réglage
de pression du gaz pour chacun des modèles.
H. Danger au contact direct
Depuis la pointe, la distance pointe/pièce recommandée
est de 3/16 po / 4,7 mm.
2T.04 Torche à débranchement rapide (Quick Connection)
La nouvelle torche SL60QD™ (Quick Disconnect) a été
conçue pour permettre une permutation rapide de
l’ensemble poignée de torche au niveau du faisceau de
ls. Pour changer l’ensemble poignée de torche, procéder
comme suit :
1. Retirer l’ensemble poignée de torche en saisissant la
poignée dans une main et l’écrou de raccordement
et les câbles dans l’autre main.
2. Tourner l’écrou sur au moins un tour complet vers
la gauche (sens anti-horaire) et sortir l’ensemble
poignée de torche des câbles en tirant en ligne droite.
Dans une torche de coupage au plasma, un gaz refroidi
pénètre dans la zone B, où il est chaué et ionisé par
un arc pilote amorcé entre l’électrode et la pointe de la
torche. L’arc électrique principal rejaillit ensuite sur la pièce
à travers la colonne de gaz plasmagène dans la zone C.
_
A
+
B
Pièce
C
Détails de la tête typique d’une torche
A-00002
INTRODUCTION 0-5488FR
2T-2
En forçant le gaz plasmagène et l’arc électrique à travers
A-02997FR
Gâchette
un orice de petite taille, la torche dégage une forte
concentration de chaleur sur une petite zone. Une fois
tendu, l’arc au plasma contracté s’établit dans la zone
C. Comme le montre l’illustration, le courant continu
(c.c.) à polarité normale est employé pour le coupage
à l’arc plasma.
La zone A achemine un gaz secondaire qui refroidit la
torche. Ce gaz aide également le gaz plasmagène très
rapide à évacuer le matériau fondu hors du trait, ce qui
mène à une découpe rapide et exempte de laitier.
B. Distribution du gaz
Le gaz simple utilisé est fractionné en interne en gaz
plasmagène et en gaz secondaire.
Le gaz plasmagène s’écoule dans la torche à travers
le l négatif, la cartouche du démarreur et autour de
l’électrode avant de s’échapper à travers l’orice de la
pointe.
Le gaz secondaire s’écoule autour de la cartouche de
démarreur de la torche et sort entre la pointe et le
bouclier pour enrober l’arc plasma.
ESAB CUTMASTER 60i
C. Arc pilote
Une fois la torche amorcée, un arc pilote s’établit entre
l’électrode et la pointe de coupage ou de gougeage.
L’arc pilote en question crée un sillon de façon à ce que
l’arc principal puisse être transféré sur la pièce.
D. Arc principal
Le c.c. est également utilisé pour l’arc principal. La sortie
négative est raccordée à l’électrode de la torche par le
biais du l de celle-ci. Quant à la sortie positive, elle
est reliée à la pièce par le câble de masse et à la torche
par un l pilote.
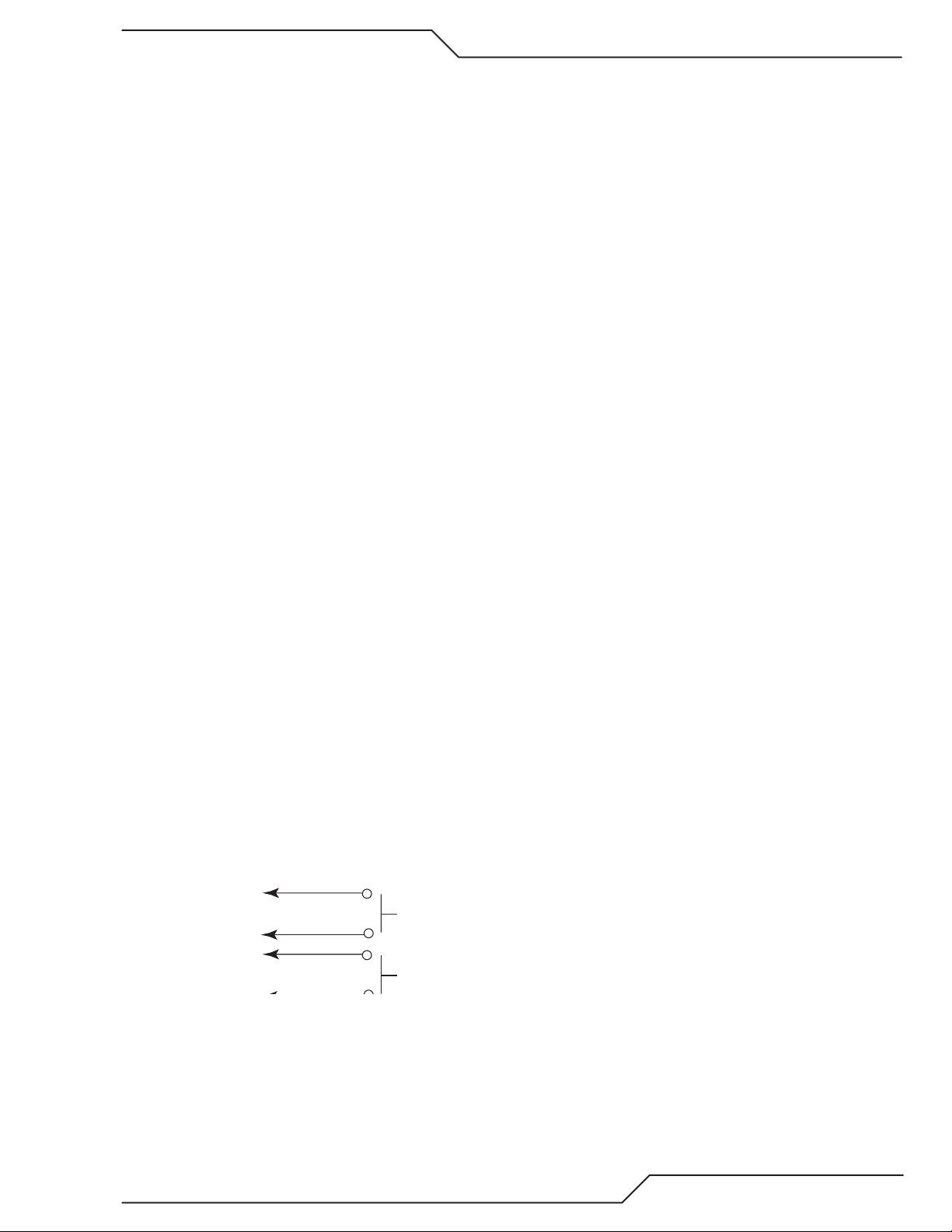
E. Pièces en place (PIP)
La torche est dotée d’un circuit pièces en place (PIP).
Une fois correctement installé, le bouclier ferme un
interrupteur. La torche ne pourra pas fonctionner si
l’interrupteur est ouvert.
Interrupteur de la torche
Vers le câblage
de commande
Interrupteur PIP
Jupe
Schéma électrique des pièces en place pour la torche manuelle
0-5488FR INTRODUCTION
2T-3

ESAB CUTMASTER 60i
Cette page est intentionnellement laissée vierge.
INTRODUCTION 0-5488FR
2T-4
ESAB CUTMASTER 60i
SECTION 3 SYSTÈME : INSTALLATION
3.01 Options de levage
Le bloc d’alimentation est doté d’une poignée pour le levage manuel uniquement. Veiller à soulever et à transporter
l’appareil de façon sûre.
AVERTISSEMENT
Ne pas toucher les pièces électriques sous tension.
Déconnecter le câble d’alimentation avant de déplacer l’appareil.
TOUTE CHUTE D’ÉQUIPEMENT peut entraîner des blessures graves, voire
endommager l’équipement.
Les POIGNÉES ne sont pas prévues pour un levage mécanique.
• Seul un personnel doté d’une force physique adéquate doit soulever l’appareil.
• Soulever l’appareil par les poignées en s’aidant des deux mains. Ne pas utiliser de sangles pour le levage.
• Utiliser le chariot fourni en option ou un dispositif similaire de capacité adéquate pour déplacer l’appareil.
• Poser l’appareil sur un patin prévu à cet eet et le xer en place pour pouvoir le transporter au moyen d’un chariot
élévateur ou d’un appareil de manutention similaire.
0-5488FR INSTALLATION
3-1

ESAB CUTMASTER 60i
Art # A-13244
!
Art # A-13336FR
3.02 Ouverture du couvercle de l’interrupteur principal
Les systèmes sont congurés et livrés avec un cordon d’alimentation relié pour une conguration triphasée. L’interrupteur
d’alimentation d’entrée est situé sur le panneau arrière, dans la partie supérieure. Pour accéder aux points d’entrée, retirer
la vis située dans la partie supérieure du couvercle et rabattre ce dernier.
AVERTISSEMENT
Couper l’alimentation avant de retirer le couvercle.
Couvercle de l’interrupteur principal
3.03 Connexions de l’alimentation d’entrée principale, triphasée
ATTENTION
L’alimentation primaire, le fusible et toute rallonge utilisés doivent être conformes
à la réglementation électrique locale et aux caractéristiques recommandées en
matière de câblage et de protection des circuits, comme spécié dans la section 2.
Triphasé (3ø)
Commutateur d'alimentation
Line
Câblage d’alimentation pour modèle triphasé
Cordon
d’alimentation
Masse
INSTALLATION 0-5488FR
3-2
ESAB CUTMASTER 60i
Port entrée 1/4 NPT
Art# A-13352
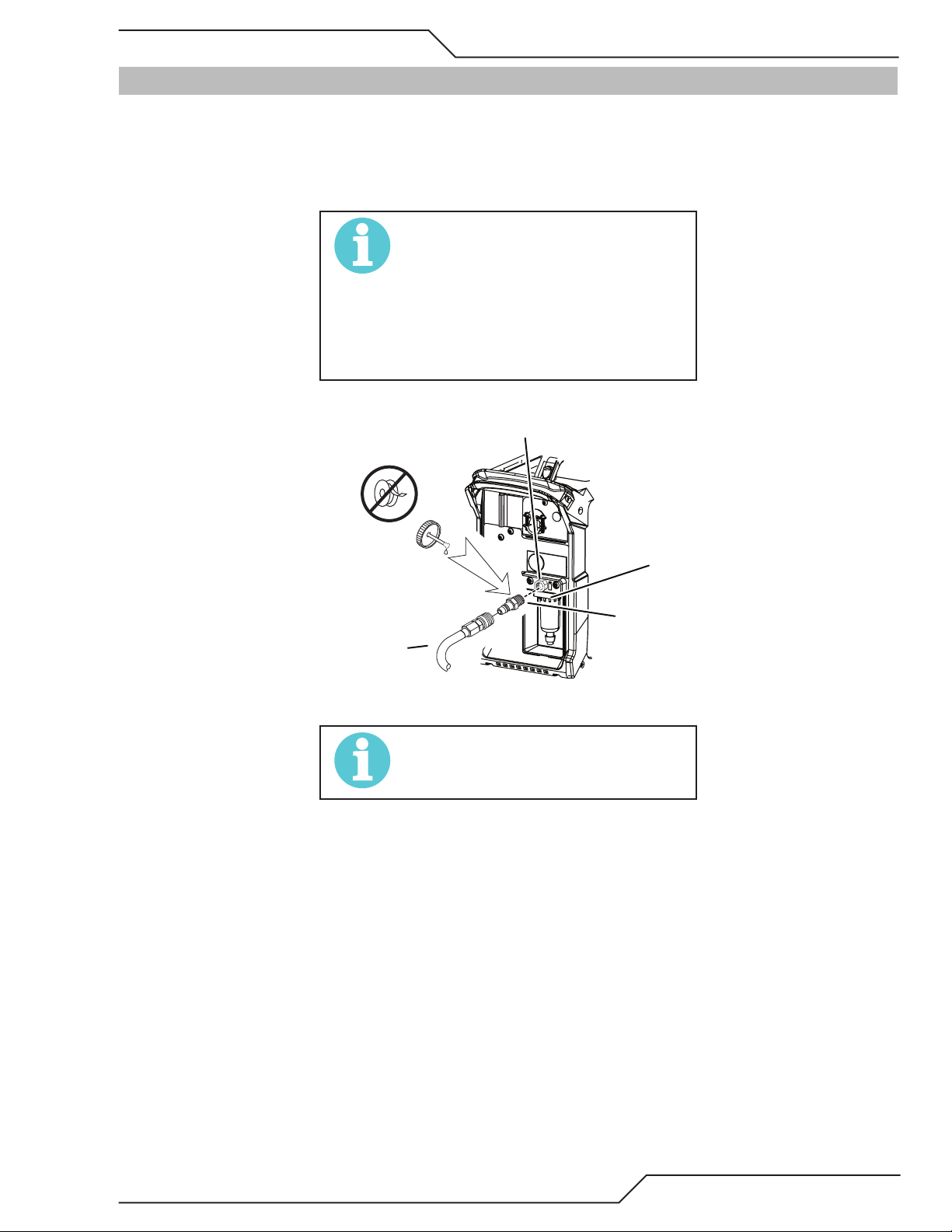
3.04 Raccords à gaz
Connexion de l’alimentation en gaz à l’appareil
La connexion est la même pour l’air comprimé ou les bonbonnes à haute pression. S’il faut installer un ltre facultatif sur
la conduite d’air, consulter les deux sous-sections suivantes.
1. Connecter la conduite d’air à son port d’admission. L’illustration montre des raccords types à titre illustratif.
REMARQUE:
Pour une parfaite étanchéité, appliquer une pâte
d’étanchéité pour raccords letés selon les instructions du fabricant. Ne pas utiliser de ruban adhésif
Téon en tant que mastic à letage, dans la mesure
où de nes particules de l’adhésif peuvent se détacher et obstruer les minuscules passages d’air dans
la torche.
Tuyau d’alimentation
en gaz
Module
filtre
Raccord rapide
vers raccord
1/4 po NPT (6 mm)
Connexion de la conduite d’air à l’orice d’admission
REMARQUE:
Les numéros de pièce des ltres de rechange gurent
à la Section6 de ce manuel.
0-5488FR INSTALLATION
3-3
 Loading...
Loading...