


ESAB Cutmaster® 100
СИСТЕМА ПЛАЗМЕННОЙ РЕЗКИ
SL100 1Torch™
Руководство по
эксплуатации
ВЫХОД
пост.
ток
Изм.: AD Первый выпуск: 1 июля 2019 № руководства: 300X5397RU
МАКС. ВЫХОД
100
Art # A-12775RU
ПОТРЕБ. МОЩНОСТЬ
ФАЗА
НАПРЯЖЕНИЕ
400V
esab.eu

МЫ УВАЖАЕМ ВАШЕ ДЕЛО!!
Поздравляем с приобретением нового изделия компании ESAB. Мы рады тому, что
вы приобрели наше изделие, и мы будем стремиться обеспечить для вас наилучший
сервис и максимальную надежность, доступные в этой области промышленности.
Серьезные гарантийные обязательства и сервисная сеть, расположенная по всему
миру, поддерживают наше оборудование. Чтобы узнать, где находится ближайший к
вам наш дистрибьютор или посетите наш сайтпо адресу www.esab.com.
Данное руководство по эксплуатации предназначено для того, чтобы научить правильному использованию и эксплуатации данного изделия компании ESAB. Нашей
основной целью являются ваша удовлетворенность нашим изделием и его безопасная
работа. Поэтому просим полностью прочитать данное руководство, особенно раздел о мерах безопасности. Это поможет избежать вам потенциальных опасностей,
которые могут возникнуть при работе с данным изделием.
ВЫ НАХОДИТЕСЬ В ХОРОШЕЙ КОМПАНИИ!
Это – бренд для заказчиков и изготовителей по всему миру!
ESAB является глобальной торговой марки ручного и автоматизации резки продуктов.
Мы занимаем лидирующие позиции на рынке благодаря надежным изделиям, испытанным временем. Мы гордимся нашими техническими достижениями, конкурентными
ценами, безупречным исполнением обязательств по поставкам, прекрасным сервисом и образцовой технической поддержкой вместе с мастерством вести торговлю и
исследовать рынок.
И прежде всего мы непрерывно разрабатываем изделия с улучшенными свойствами
для обеспечения более безопасных рабочих условий в сварочном производстве.

ПРЕДУПРЕЖДЕНИЕ
!
Прежде чем монтировать, использовать или обслуживать данное оборудование, прочитайте полностью и усвойте настоящее руководство и
правила техники безопасности для пользователей.
Информация, находящаяся в данном руководстве, подготовлена изготовителем с максимально возможной тщательностью, однако изготовитель
не несет ответственности за ее использование.
Источник питания системы плазменной резки
ESAB Cutmaster® 100
SL100 1Torch™
Руководство по эксплуатации номер 300X5397RU
Издал:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX 76208
(940) 566-2000
www.esab.com
© 2015, 2019 ГОД ESAB
Все права защищены.
Запрещается воспроизведение данного руководства, как полное, так и частичное,
без письменного разрешения издателя.
Издатель не принимает на себя никакой ответственности и тем самым отказывается от какой-либо ответственности по отношению к любой стороне за любой ущерб
или любое повреждение, вызванное любой ошибкой или любым упущением в
данном руководстве, независимо от того, является ли такая ошибка результатом
небрежности, случайного стечения обстоятельств или любой другой причины.
Для печати материал соответствует норме, см. документ 47x MS1909
Дата первоначальной публикации: 15 Январь 2015 г.
История Дата: 1 июля 2019
Запишите приведенную далее информацию для целей гарантии:
Где приобретено:_______________________________ ____________
Дата приобретения:__________________________________ _______
Заводской номер источника питания:___________________________
Заводской номер горелки:___________________________________ _
i

ОБЕСПЕЧЬТЕ РАСПРОСТРАНЕНИЕ ДАННОЙ ИНФОРМАЦИИ СРЕДИ ОПЕРАТОРОВ.
ДОПОЛНИТЕЛЬНЫЕ ЭКЗЕМПЛџРЫ МОГУТ БЫТЬ ПОЛУчЕНЫ чЕРЕЗ ВАШЕГО ПОСТАВЩИКА.
Данная Инструкция предназначена для опытных операторов. Если вы не знакомы с принципами действия и техникой безопасности при работе с устройствами электродуговой сварки и резки, настоятельно рекомендуем прочитать
нашу брошюру “Предостережения и практические приемы техники безопасности при электродуговой сварке, резке и напылении”, стандарт 52-529. ЗАПРЕЩАЕТСЯ необученным лицам монтировать такие установки, работать на них
или обслуживать их. ЗАПРЕЩАЕТСЯ приступать к монтажу или эксплуатации
таких установок до тех пор, пока вы не прочитаете и полностью не поймете
данную инструкцию. Если вы понимаете данную Инструкцию не полностью,
свяжитесь с вашим поставщиком для получения дополнительных сведений.
Прежде чем устанавливать данный агрегат или работать на нем, обязательно
прочтите правила техники безопасности.
ОТВЕТСТВЕННОСТЬ ПОЛЬЗОВАТЕЛЯ
Данная установка соответствует описанию, содержащемуся в данной Инструкции
и в сопроводительных этикетках и/или вложениях, при условии, что ее монтаж, эксплуатация, обслуживание и ремонт выполняются в соответствии с данной Инструкцией. Установка должна периодически проверяться. Не следует пользоваться установкой при ее неправильной работе или плохом техническом обслуживании. Детали,
которые поломаны, пропали, изношены, погнуты или загрязнены, должны быть немедленно заменены. В случае необходимости такого ремонта или замены изготовитель рекомендует обратиться с письменным или телефонным запросом к уполномоченному дистрибьютору, у которого была приобретена данная установка.
Данная установка или любая из ее деталей не должны подвергаться модификациям без предварительного письменного одобрения изготовителем. Пользователь данной установки несет единоличную ответственность за любое нарушение в
ее работе, произошедшее по причине неправильного использования, технического
обслуживания, повреждения, несоответствующего ремонта или модификации любым
лицом, кроме изготовителя или сервисного центра, уполномоченного изготовителем.
!
Читать и понимать инструкции по эксплуатации перед установкой и эксплуатацией.
Защитить себя и других!
Декларация соответствия
В соответствии с
Директивы по низкому напряжению 2014/35/ЕС, вступление в силу 20 апреля 2016
Об электромагнитной совместимости, Директивы 2014/30/ЕС, вступление в силу 20 апреля 2016
Директива RoHS (ограничение содержания вредных веществ) 2011/65/EC, действующая со 2
января 2013 года
Тип оборудования
СИСТЕМА ПЛАЗМЕННОЙ РЕЗКИ
Обозначение типа и т. д.
ESAB Cutmaster® 100, с серийного номера MX1518xxxxxx
Торговое наименование или товарный знак
ESAB
Изготовитель или его уполномоченный представитель, зарегистрированный в ЕЭЗ
Название, адрес, номер телефона:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207
Телефон: +01 800 426 1888, Факс: +01 603 298 7402
При проектировании были использованы такие действующие в ЕЭЗ согласованные стандарты:
IEC/EN 60974-1:2017 / AMD1:2019 Оборудование для дуговой сварки - Часть 1: Сварка источники питания.
IEC/EN 60974-10:2014 / AMD1:2015 Издал 2015-06-19 Оборудование для дуговой сварки - Часть 10: Требования по электромагнитной совместимости (ЭМС)
Дополнительная информация: Ограниченное применение, оборудование класса A, не предназначенное
для использования в жилых помещениях.
Подписывая настоящий документ, нижеподписавшийся заявляет как изготовитель или уполномоченный представитель изготовителя, что описываемое оборудование соответствует перечисленным выше требованиям безопасности.
Дата Подпись Положение задания
1 марта 2019
Flavio Santos Генеральный директор
Оборудование и отношения смежности
2019

СОДЕРЖАНИЕ
РАЗДЕЛ 1, Правила техники ...............................................................................................1-1
1.0 ТЕХНИКА БЕЗОПАСНОСТИ .................................................................... 1 -1
РАЗДЕЛ 2, СИСТЕМА: ВВЕДЕНИЕ ..................................................................................... 2-1
2.01 Как пользоваться этим руководством ......................................................2-1
2.02 Идентификация оборудования ................................................................2-1
2.03 Получение оборудования .........................................................................2-1
2.04 Характеристики источника питания .........................................................2-2
2.05 Требования к подключению входного питания .......................................2-3
2.06 Элементы источника питания ..................................................................2-4
РАЗДЕЛ 2, ГОРЕЛКА: ВВЕДЕНИЕ ....................................................................................2T-1
2T.01 Содержание руководства .......................................................................2T-1
2T.02 Общее описание .....................................................................................2T-1
2T.03 ОПИСАНИЕ ............................................................................................2T-1
2T.04 Дополнительные принадлежности ........................................................2T-2
2T.05 Введение в плазменную резку ...............................................................2T-2
РАЗДЕЛ 3, СИСТЕМА: Установка .......................................................................................3-1
3.01 Распаковка .................................................................................................3-1
3.02 Приспособления для подъема .................................................................3-1
3.03 Подсоединение электропитания ..............................................................3-1
3.04 Газовые соединения .................................................................................3-2
РАЗДЕЛ 3, ГОРЕЛКА: Установка .......................................................................................3T-1
3T.01 Подсоединение горелкиs ........................................................................ 3T-1
3T.02 Подготовка механизированной горелки ................................................3T-1
РАЗДЕЛ 4, СИСТЕМА: ЭКСПЛУАТАЦИЯ .............................................................................4-1
4.01 Органы управления и функции передней панели управления ..............4-1
РАЗДЕЛ 4, ГОРЕЛКА: ЭКСПЛУАТАЦИЯ ............................................................................4T-1
4T.01 Выбор частей горелки ............................................................................. 4T-1
4T.02 Качество реза ..........................................................................................4T-1
4T.03 Общая информация о резке ..................................................................4T-2
4T.04 Работа с ручной горелкой .......................................................................4T-3
4T.05 Строжка....................................................................................................4T-6
4T.06 Работа с механизированной горелкой ................................................... 4T-7
4T.07 Выбор деталей для резки горелкой SL100 ...........................................4T-9
4T.08 Рекомендуемые скорости резки для горелки SL100 с открытым наконеч-
ником ...................................................................................................... 4T-10
4T.09 Рекомендуемые скорости резки для горелки SL100 с закрытым наконеч-
ником ...................................................................................................... 4T-16
ИНФОРМАЦИЯ О ПАТЕНТАХ ...........................................................................................4T-22

СОДЕРЖАНИЕ
РАЗДЕЛ 5 СИСТЕМА: ОБСЛУЖИВАНИЕ ............................................................................5-1
5.01 Общее техническое обслуживание .........................................................5-1
5.02 Регламент техобслуживания .................................................................... 5-2
5.03 Распространенные неисправности ..........................................................5-2
5.04 Индикатор неисправности ........................................................................5-3
5.05 Базовое руководство по устранению неисправностей ..........................5-4
5.06 Замена основных частей источника питания .........................................5-6
РАЗДЕЛ 5 ГОРЕЛКА: ОБСЛУЖИВАНИЕ ...........................................................................5T-1
5T.01 Общее техническое обслуживание .......................................................5T-1
5T.02 Проверка и замена расходуемых деталей горелки .............................. 5T-2
РАЗДЕЛ 6: ПЕРЕЧНИ ЗАПАСНЫХ ЧАСТЕЙ .......................................................................6-1
6.01 Введение....................................................................................................6-1
6.02 Информация для заказа ........................................................................... 6-1
6.03 Замена источника питания .......................................................................6-1
6.04 Запасные части источника питания .........................................................6-1
6.05 Дополнительные принадлежности ..........................................................6-2
6.06 Запасные части для ручной горелки ......................................................6-3
6.07 Запасные части - для механизированных горелок с подводами без обо-
лочки ..........................................................................................................6-4
6.08 Расходные части горелки (SL100) ...........................................................6-6
ПРИЛОЖЕНИЕ 1: ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ (БЛОК-СХЕМА) ................. A-1
ПРИЛОЖЕНИЕ 2: ИНФОРМАЦИЯ НА ПАСПОРТНОЙ ТАБЛИЧКЕ ............................... A-2
ПРИЛОЖЕНИЕ 3: РАСПОЛОЖЕНИЕ ВЫВОДОВ ГОРЕЛКИ .......................................... A-3
ПРИЛОЖЕНИЕ 4: СХЕМЫ ПОДСОЕДИНЕНИЯ ГОРЕЛКИ ............................................. A-4
ПРИЛОЖЕНИЕ 5: ЭЛЕКТРИЧЕСКАЯ СХЕМА СИСТЕМЫ, УСТРОЙСТВА 400 В ......... A-6
История изменений ............................................................................................................. A-8

Эта страница намеренно оставлена
незаполненной.
ESAB CUTMASTER 100
РАЗДЕЛ 1, ТЕХНИКА БЕЗОПАСНОСТИ
1.0 Техника безопасности
Пользователи сварочного оборудования ESAB отвечают за выполнение правил техники безопасности
лицами, работающими на оборудовании и рядом с ним. Правила техники безопасности должны отвечать
требованиям к безопасной эксплуатации сварочного оборудования этого типа. Помимо стандартных правил
техники безопасности и охраны труда на рабочем месте рекомендуется следующее.
Все работы должны выполняться подготовленными лицами, знакомыми с эксплуатацией сварочного
оборудования. Неправильная эксплуатация оборудования может вызвать опасные ситуации, приводящие к
травмам персонала и повреждению оборудования.
1. Bсе лица, использующие сварочное оборудование, должны знать:
- правила эксплуатации;
- расположение органов аварийного останова;
- функции оборудования;
- правила техники безопасности;
- технологию сварки и/или плазменной резки.
2. Оператор должен обеспечить:
- удаление посторонних лиц из рабочей зоны оборудования при его запуске;
- защиту всех лиц от воздействия сварочной дуги.
3. Рабочее место должно:
- отвечать условиям эксплуатации;
- не иметь сквозняков.
4. Средства защиты персонала:
- Во всех случаях рекомендуется использовать индивидуальные средства защиты, например, защитные
очки, огнестойкую
спецодежду и защитные рукавицы.
- При свар к е за прещается но с ить сво б одную одеж ду и укр а ш ения, наприм е р, шар ф ы, бр аслеты, кольца,
которые могут
попасть в сварочное оборудование или вызвать ожоги.
5. Общие меры предосторожности:
- Проверьте надежность подключения обратного кабеля.
-Работы на оборудовании с высоким должны производиться только квалифицированным
электриком.
- В рабочей зоне должны находиться средства пожаротушения, имеющие ясную маркировку.
- Запрещается проводить смазку и техническое обслуживание оборудование во время эксплуатации.
Отправляйте подлежащее утилизации электронное оборудование на предприятия по переработке отходов!
В соблюдение Европейской Директивы 2002/96/EC по утилизации электрического и
электронного оборудования, и при ее осуществлении в соответствии с национальными законодательными актами, электрическое и/или электронное оборудование,
которое достигло предельного срока эксплуатации, должно отправляться на предприятия по переработке отходов.
В качестве ответственного лица за оборудование вы отвечаете за получение информации по утвержденным станциям сбора отходов.
Для получения подробной информации обращайтесь к ближайшему дилеру компании ESAB.
Компания ESAB готова предоставить вам все средства защиты и принадлежности, необходимые
для выполнения резки.
300X5397RU ОБЩАЯ ИНФОРМАЦИЯ
1-1

ESAB CUTMASTER 100
ПРЕДУПРЕЖДЕНИЕ
ЭЛЕКТРИЧЕСТВО опасно для жизни.
- Сварочный агрегат должен устанавливаться и заземляться в соответствии с действующими нормами и правилами.
- Не допускайте контакта находящихся под напряжением деталей и электродов с незащищенными частями тела, мокрыми
рукавицами и мокрой одеждой.
- Обеспечьте электрическую изоляцию оператора от земли и свариваемых деталей.
- Обеспечьте соблюдение безопасных рабочих расстояний.
ДЫМ И ГАЗЫ опасны для человека.
- Избегайте вдыхания дыма и газов.
-Во избежание отравления дымом или газами во время сварки обеспечьте общую вентиляцию
помещения, а также вытяжную вентиляцию зоны сварки.
ИЗЛУЧЕНИЕ ДУГИ может вызвать поражение глаз и ожоги кожи.
- Защитите глаза и кожу. Для этого используйте защитные щитки, цветные линзы и защитную спецодежду.
- Для защиты посторонних лиц применяются защитные экраны или занавеси.
ПОЖАРНАЯ ОПАСНОСТЬ
- Искры (брызги металла) могут вызвать пожар. Убедитесь в отсутствии горючих материалов поблизости от места
сварки.
СВАРКА ПЛАЗМЕННАЯ И РЕЗКА ОПАСНЫ КАК ДЛЯ ИСПОЛНИТЕЛЯ
РАБОТ, ТАК И ДЛЯ ПОСТОРОННИХ ЛИЦ. СОБЛЮДАЙТЕ ПРАВИЛА
БЕЗОПАСНОСТИ. ОЗНАКОМЬТЕСЬ С ПРАВИЛАМИ ТЕХНИКИ БЕЗОПАСНОСТИ, ПРИНЯТЫМИ ВАШИМ РАБОТОДАТЕЛЕМ. ЭТИ ПРАВИЛА
ДОЛЖНЫ УЧИТЫВАТЬ ДАННЫЕ О РИСКЕ, СОБРАННЫЕ ИЗГОТОВИТЕЛЕМ ОБОРУДОВАНИЯ.
ШУМ может привести к повреждению органов слуха
- Примите меры для защиты слуха. Используйте беруши или другие средства защиты слуха.
- Предупредите посторонних лиц об опасности.
НЕИСПРАВНОСТИ - При обнаружении неисправностей обратитесь к специалисту по сварочному оборудованию.
ПЕРЕД НАЧАЛОМ МОНТАЖА И ЭКСПЛУАТАЦИИ ВНИМАТЕЛЬНО ИЗУЧИТЕ ИНСТРУКЦИИ.
ЗАЩИТИТЕ СЕБЯ И ДРУГИХ!
ПРЕДУПРЕЖДЕНИЕ
Запрещается использовать источник питания для оттаивания труб.
Оборудование Class А не предназначено для использования в жилых помещениях, где электроснабжение
осуществляется из бытовых сетей низкого напряжения. В таких местах могут появиться потенциальные
трудности обеспечение электромагнитной совместимости оборудования Class А вследствие кондуктивных и радиационных помех.
Данное оборудование предназначено исключительно для плазменной
резки. Любое иное применение может привести к травме персонала и
(или) повреждению оборудования .
ПРЕДОСТЕРЕЖЕНИ
1-2
ОБЩАЯ ИНФОРМАЦИЯ 300X5397RU
ПЕРЕД НАЧАЛОМ МОНТАЖА И ЭКСПЛУАТАЦИИ ВНИМАТЕЛЬНО ИЗУЧИТЕ ИНСТРУКЦИИ.
!

ESAB CUTMASTER 100
!
РАЗДЕЛ 2, СИСТЕМА:
ВВЕДЕНИЕ
2.01 Как пользоваться этим руководством
Это руководство пользователя относится к устройствам с номерами спецификации или номерами
изделия, приведенными на странице i.
Чтобы гарантировать безопасную эксплуатацию,
полностью прочтите руководство, включая главу с
указаниями и предупреждениями техники безопасности.
Обращайте особое внимание на информацию под
такими заголовками. Обращайте особое внимание
на информацию под такими заголовками. Эти специальные указания легко распознаются следующим
образом:
ПРИМЕЧАНИЕ
Рабочая, процедурная или вспомогательная информация, которая требует дополнительного внимания или
является полезной для эффективного
использования системы.
Чтобы приобрести дополнительные копии данного
руководства, свяжитесь с ESAB в вашем регионе по
адресу и телефону, указанному на обратной стороне
обложки данного руководства. Укажите номер руководства пользователя и идентификационные номера
оборудования.
Электронные копии данного руководства можно
также бесплатно загрузить в формате Acrobat PDF,
перейдя на веб-сайт ESAB
http://www.esab.eu
2.02 Идентификация оборудования
Идентификационный номер устройства (номер
спецификации или номер компонента), модель
и серийный номер обычно указаны на паспортной табличке, прикрепленной к задней панели.
Оборудование, не имеющее паспортных табличек,
например, горелка и кабельные сборки, идентифицируются только по спецификации или по
номеру детали, напечатанному на бирке или на
транспортировочном контейнере. Запишите эти номера в нижней части страницы i для справки.
2.03 Получение оборудования
!
!
ПРЕДОСТЕРЕЖЕНИЕ
Процедура, ненадлежащее соблюдение которой может повлечь за собой
повреждение оборудования.
ПРЕДУПРЕЖДЕНИЕ
Процедура, ненадлежащее
соблюдение которой может повлечь
за собой травматизм оператора или
других лиц, находящихся в рабочей
зоне.
ПРЕДУПРЕЖДЕНИЕ
Содержит информацию о возможном
поражении электрическим током.
Предупреждения помещены в такие
блоки.
ОПАСНО
Средства немедленно опасностей,
которые, если ее не избежать,
приведет к немедленному, серьезных
травм или гибели людей.
При получении оборудования сверьте его со счетом, чтобы убедиться, что оно укомплектовано, и
проверьте оборудование на предмет возможных
повреждений при транспортировке. При наличии
любых повреждений немедленно уведомите перевозчика и заполните рекламацию. Предоставьте полную
информацию касаемо рекламации или ошибок в
поставке в свое региональное представительство,
указанное на тыльной стороне обложки настоящего
руководства.
Укажите все идентификационные номера оборудования, как описано выше, вместе с полным описанием
затронутых частей.
Перед распаковкой устройства перенесите его к
месту установки. Соблюдайте осторожность при
распаковке устройства с помощью монтировки, молотка и т.д., чтобы не повредить оборудование.
300X5397RU Введение
2-1

ESAB CUTMASTER 100
Art # A-07925RU_AB
2.04 Характеристики источника питания
Характеристики источника питания ESAB Cutmaster 100
Потребляемая Мощность 400 В ПЕРЕМ.ТОКА (360 - 440 В ПЕРЕМ.ТОКА), 3 фазы, 50/60 Hz
Кабель входного питания Источник питания поставляется со входным кабелем.
Выходной ток 30 - 100 А, плавная регулировка
Степень очистки газа в ис-
точнике питания
ИСТОЧНИК ПИТАНИЯ Рабочий цикл ESAB Cutmaster 100 *
Температура окружающей
среды
Все устройства
* ПРИМЕЧАНИЕ: Относительная продолжительность включения уменьшается при низком
первичном переменном напряжении или если постоянное напряжение превышает значения,
Частицы до 5 микрон
Номинальные значения рабочих параметровs @ 40° C (104° F)
Рабочий диапазон 0 - 50 °C
Рабочий цикл 60% 80% 100%
Номинал IEC CE IEC CE IEC CE
ток
Постоянное на-
пряжение
100A -- 80A 80A 70A 70A
120 -- 112 112 92 108
указанные в данной таблице.
ПРИМЕЧАНИЕ
Номинал МЭК определяется согласно требованиям Международной электротехнической
комиссии. Эти требования включают расчет выходного напряжения исходя из номинального
тока источника питания. Чтобы упростить сравнение источников питания, все производители используют это выходное напряжение для определения относительной продолжительности включения.
Габариты и вес источника питания Требования к вентиляционным зазорам
305 mm
12"
Art # A-12887BR
381 mm
15"
150 mm
(6")
610 mm
(24")
150 mm
(6")
150 mm
(6")
28,6 kg / 63 lb
762 mm
30"
2-2
Введение 300X5397RU

ESAB CUTMASTER 100
2.05 Требования к подключению входного питания
Требования к подключению входного кабеля источника питания ESAB Cutmaster
100mm
3
фазы
Входное на-
пряжение
В Гц кВА I макс I эфф
Частота
400 50 18,7 27 24 32 10 6
Мощность
Входной
Рекомендуемые параметры
Предохранитель
(А)
Гибкий шнур
(мин. калибр
AWG)
Гибкий шнур
(Min. mm2)
Линейные напряжения с рекомендуемой защитой цепи и размерами проводов
Основано на «Национальных правилах установки электрооборудования» и «Правилах установки
электрооборудования Канады»
ПРИМЕЧАНИЕ
Чтобы определить требования к разводке, обратитесь к местным и национальным нормам
и правилам или к местным уполномоченным органам власти.
Предложенные параметры приведены для установок с гибким кабелем питания с вилкой.
Параметры фиксированной проводки см. в местных или государственных нормах.
I1макс берется при минимальной относительной продолжительности включения TDC.
I1эфф берется при номинальной относительной продолжительности включения TDC 100%.
300X5397RU Введение
2-3

ESAB CUTMASTER 100
Рукоятка и обмотка проводов
Art # A-08359RU
Входное
2.06 Элементы источника питания
Панель управления
Гнезда под провода
горелки
Отверстие для доп. кабеля
интерфейса автоматики
Фильтр в сборе
отверстие газа
Входной силовой шнур
Рабочий кабель
Art # A-08547RU
2-4
Введение 300X5397RU

ESAB CUTMASTER 100
95 mm
(3,75"
29 mm (1,17")
Art # A-03322RU_AB
Art # A-02998RU
403 mm / 15,875"
/ 0,625"
РАЗДЕЛ 2, ГОРЕЛКА:
ВВЕДЕНИЕ
2T.01 Содержание руководства
Данное руководство содержит описания, инструкции
по эксплуатации и процедуры обслуживания плазменных горелок 1Torch моделей SL100 для ручной
резки и SL100 для механизированной резки. Обслуживание данного оборудования может выполнять
только соответствующим образом подготовленный
персонал; неквалифицированному персоналу строго
запрещается выполнять ремонт или регулировки, не
описанные в настоящем руководстве, под угрозой
отмены гарантии.
Внимательно прочтите настоящее руководство.
Полное понимание характеристик и возможностей
данного оборудования гарантирует его надежную
работу, для которой оно проектировалось.
2T.02 Общее описание
2T.03 ОПИСАНИЕ
A. Конфигурации горелки
1. Ручная горелка, модели
Головка ручной горелки установлена под углом
75° к ручке горелки. Ручные горелки состоят
из ручки горелки и куркового узла.
257 mm (10,125")
)
2. Механизированная горелка, модель
В комплект стандартной механизированной
горелки входит позиционирующая трубка со
стойкой и узлом зажимного блока.
Плазменные горелки по конструкции похожи на автомобильную свечу. Они состоят из отрицательной
и положительной секций, разделенных центральным
изолятором. Внутри горелки между отрицательно
заряженным электродом и положительно заряженным наконечником возникает вспомогательная дуга.
Когда вспомогательная дуга ионизирует плазменный
газ, перегретый столб газа выходит из маленького
отверстия в наконечнике горелки, направленного на
обрабатываемый металл.
Одинарный подвод к горелке поставляет на горелку
газ от одного источника, который используется и как
плазменный, и как защитный. Поток воздуха разделяется в головке горелки. Работа с одним газом
позволяет использовать горелку меньших размеров
и удешевляет эксплуатацию.
ПРИМЕЧАНИЕ
Более подробное описание
работы плазменной горелки см. в
п. 2T.05 «Введение в плазменную
резку».
Дополнительные характеристики
используемого источника питания
см. в приложениях.
236 mm / 9,285"
1,375" / 35 mm
44,5 mm
/ 1,75"
16 mm
126 mm / 4,95"
30 mm / 1,175"
B. Длина кабелей горелки
Ручные горелки комплектуются следующими
подводами:
• 6.1 м / 20 футов, с разъемами ATC
• 15,2 м / 50 футов, с разъемами ATC
Механизированные горелки комплектуются сле-
дующими подводами:
• 1.5 м / 5 футов, с разъемами ATC
• 3.05 м / 10 футов, с разъемами ATC
• 7.6 м / 25 футов, с разъемами ATC
• 15,2 м / 50 футов, с разъемами ATC
C. Компоненты горелки
Пусковой картридж, электрод, наконечник, защитное сопло
300X5397RU Введение
D. Встроенные детали (Parts - In - Place,
PIP)
Головка горелки оборудована встроенным выключателем
2T-1
ESAB CUTMASTER 100
!
Номинал 12 В (пост.)
E. Тип охлаждения
Окружающий воздух и поток газа через горелку.
F. Номинальные параметры горелки
Номинальные параметры ручной горелки
Температура
окружающей среды
Рабочий цикл
Максимальный ток 100 A
Напряжение (V
Напряжение
зажигания дуги
Номинальные параметры механизированной
Температура
окружающей среды
Рабочий цикл
Максимальный ток 120 A
Напряжение (V
Напряжение
зажигания дуги
) 500V
peak
) 500V
peak
100% при 100 А при
400 станд. куб.футах в час
горелки
100% при 100 А при
400 станд. куб.футах в час
104° F
40° C
7kV
104° F
40° C
7kV
G. Требования к газу
ПРИМЕЧАНИЕ
Рабочие давления различаются в
зависимости от модели горелки,
рабочего тока и длины подвода.
См. таблицы давлений газа для
каждой модели.
H. Опасность непосредственного контакта
Для резки с зазором рекомендуемая высота составляет 4,7 мм / 3/16 дюйма.
2T.04 Дополнительные
принадлежности
Дополнительные принадлежности см. в разделе 2.
2T.05 Введение в плазменную
резку
A. Поток плазменного газа
Плазма представляет собой газ, нагретый до
сверхвысокой температуры, ионизированный настолько, что он становится электропроводящим.
В процессах плазменно-дуговой резки и строжки
эта плазма используется для переноса электрической дуги к заготовке. Металл, подлежащий
резке или снятию, расплавляется теплом дуги и
выдувается.
Требования к газу для ручной и
механизированной горелки
Газ (плазменный и
защитный)
Рабочее давление
См. ПРИМЕЧАНИЕ
Максимальное входное
давление
Поток газа (резка и строжка)
ПРЕДУПРЕЖДЕНИЕ
Данная горелка не предназначена
для работы с кислородом (O2).
Сжатый воздух
60 - 95 фунтов
на кв. дюйм 4,1
- 6,5 бар
125 фунтов/
кв.дюйм /
8,6 бар (930
кПа)
300 - 500 станд.
куб.футов в час
142 - 235 л/мин
Если целью плазменной резки является разделение материала, плазменная строжка служит для
удаления металла до контролируемой глубины
и ширины.
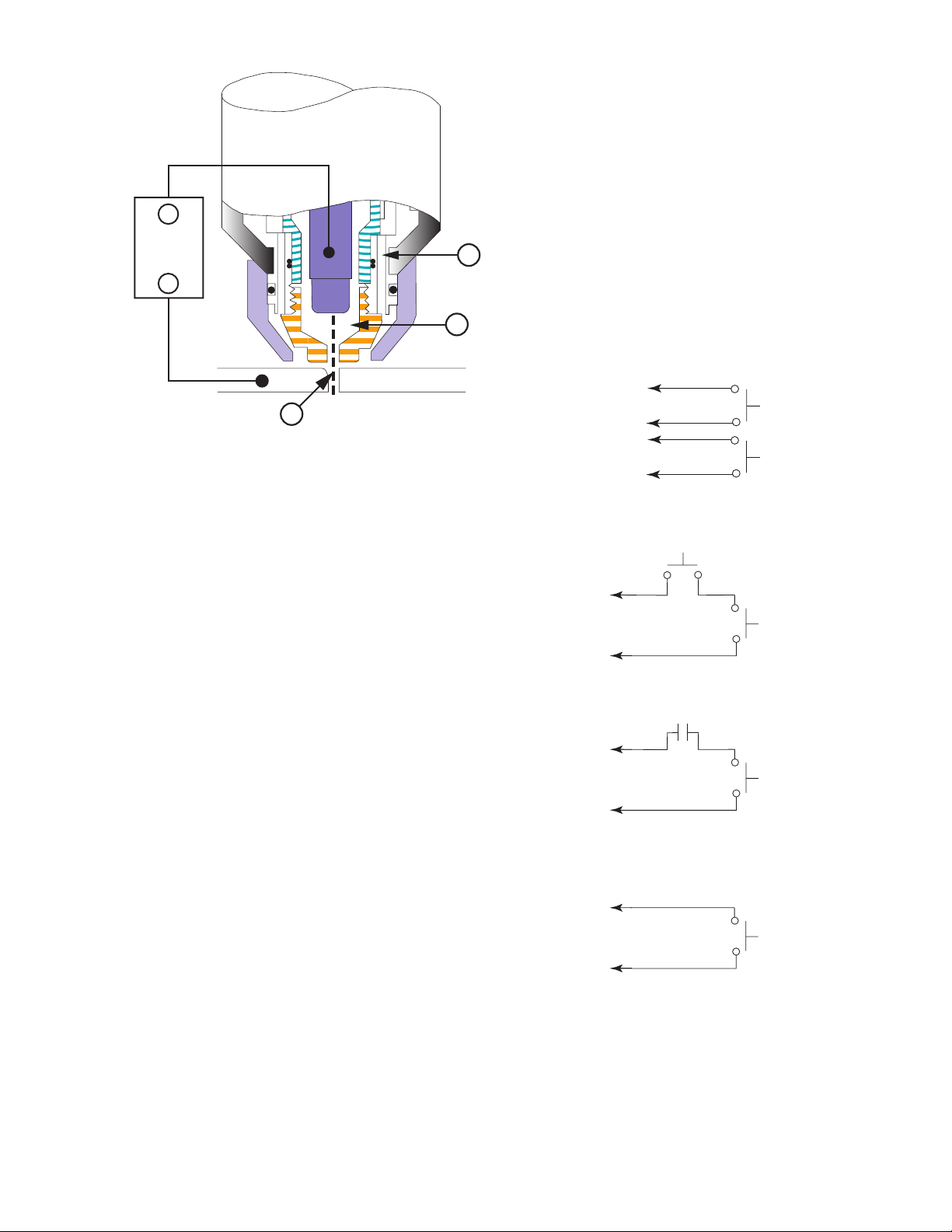
В горелке для плазменной резки холодный газ
попадает в зону B, где дуга между электродом
и наконечником горелки нагревает и ионизирует
газ. Затем между горелкой и заготовкой установится основная дуга через столб газа в зоне C.
2T-2
Введение 300X5397RU
ESAB CUTMASTER 100
C
A-02997RU
горелки
о
На
о
о
Удаленная подвеска
На
На
D. Основная режущая дуга
Для основной режущей дуги также используется
постоянный ток. Отрицательный вывод подсоединен к электроду горелки через подвод. Положительный вывод подсоединен к заготовке при
помощи рабочего кабеля и к горелке при помощи
_
провода вспомогательной дуги.
ИСТОЧНИК
ПИТАНИЯ
Пропуская плазменный газ под давлением через
отверстие небольшого диаметра, горелка концентрирует большое количество теплоты на малой
площади. В зоне C появляется устойчивая,
сжатая дуга. Постоянный ток прямой полярности
используется для плазменной резки, как показано
на иллюстрации.
В зоне A проходит защитный газ, охлаждающий
горелку. Этот газ также помогает быстрому потоку плазменного газа выдувать расплавленный
металл из реза, обеспечивая быструю резку без
шлака.
B. Распределение газа
A
+
E. Встроенные детали (Parts - In - Place,
PIP)
Горелка оснащена цепью «детали на месте»
(PIP). Когда защитное сопло установлено пра-
B
вильно, оно замыкает выключатель. Горелка не
будет работать, если этот выключатель разом-
Деталь
A-00002RU
Типовая головка горелки
кнут.
На трассу
кабеля
управления
Переключатель
горелки
Переключатель PIP
Пускатель
Защитное сопло
Схема цепи «детали на месте» для ручной горелки
ATC
Переключатель PIP
CNC START (ПУСК ЧПУ)
Защитное сопл
Используемый единый газ разделяется внутри
на плазменный и защитный газы.
Плазменный газ попадает в горелку через отрицательный подвод, проходит через пусковой
картридж, мимо электрода и выходит через отверстие в наконечнике.
Защитный газ проходи снаружи пускового картриджа горелки и выходит между наконечником
и защитным соплом, окружая плазменную дугу.
C. Вспомогательная дуга
При включении горелки между электродом и
режущим наконечником устанавливается вспомогательная дуга. Вспомогательная дуга создает
путь для перехода основной дуги на заготовку.
300X5397RU Введение
ATC
ATC
Переключатель PIP
Автомат. горелка
Переключатель PIP
Защитное сопл
Art # A-08168RU
Защитное сопл
Схема цепи «детали на месте» для
механизированной горелки
2T-3

ESAB CUTMASTER 100
Эта страница намеренно оставлена незаполненной.
2T-4
Введение 300X5397RU
ESAB CUTMASTER 100
!
РАЗДЕЛ 3, СИСТЕМА:
Установка
3.01 Распаковка
1. Определите количество для каждой позиции
по упаковочной ведомости.
2. Проверьте каждую позицию на возможные
повреждения при транспортировке. Если
заметно повреждение, перед тем, как приступать к установке, свяжитесь со своим дистрибьютором и/или транспортной компанией.
3. Запишите модели и серийные номера, дату
приобретения и наименование продавца источника питания и горелки в информационном
блоке в начале настоящего руководства.
3.02 Приспособления для подъема
Источник питания оснащен ручкой, предназначенной
только для переноски вручную. Следите за тем,
чтобы устройство поднималось транспортировалось
безопасно и надежно.
3.03 Подсоединение электропитания
ПРЕДОСТЕРЕЖЕНИЕ
!
Ниже приведены иллюстрации и указания, относящиеся к подключению трехфазного питания.
Прежде чем подключать или подсоединять устройство, проверьте
правильность напряжения в источнике питания. Первичный источник
питания, плавкий предохранитель и
любые удлинительные кабели должны соответствовать действующим на
месте нормам по электрооборудованию и рекомендованным требованиям по защите цепей и по разводке,
как указано в разделе 2.
Разъемы входного силового кабеля
Три фазы (3ø)
L1
L2
L3
L4
ЗЕМЛЯ
Art # A-08548RU
ПРЕДУПРЕЖДЕНИЕ
НЕ ПРИКАСАЙТЕСЬ к электрическим
• Поднимать устройство разрешается только
лицам, обладающим достаточной физической
силой.
• Поднимайте устройство вручную, двумя руками.
Не используйте для подъема ремни.
• Для транспортировки используйте опциональную ручную тележку или аналогичное устройство соответствующей грузоподъемности.
• Перед транспортировкой устройства вилочным
погрузчиком или другим транспортным средством поместите его на подходящий поддон и
закрепите.
частям, находящимся под напряжением.
Перед перемещением устройства отсоедините шнур питания.
ПРЕДУПРЕЖДЕНИЕ
ПАДЕНИЕ ОБОРУДОВАНИЯ может
стать причиной серьезных травм и повреждения оборудования.
РУЧКА не предназначена для механического подъема.
Подключение трехфазного питания
A. Подсоединение к трехфазному питанию
ПРЕДУПРЕЖДЕНИЕ
Перед выполнением этой процеду-
Эти инструкции описывают изменение подключения
и/или кабеля питания источника для напряжения 400
В (перем.) при переходе на трехфазное питание.
1. Снимите крышку источника питания согласно
2. Отсоедините исходный кабель питания от
3. Освободите защитную втулку на задней пане-
4. При использовании поставляемого заказчиком
ры отсоедините источник питания и
кабель от сети.
инструкциям в разделе 5.
главного входного контактора и клеммы заземления на корпусе.
ли источника питания. Вытяните оригинальный кабель питания из источника питания.
четырехжильного кабеля питания для требуемого напряжения снимите изоляцию на концах
отдельных проводов.
300X5397RU Установка
3-1

ESAB CUTMASTER 100
Зажим
Регулятор/Фильтр
)
5. Пропустите используемый кабель через отверстие в задней панели источника питания.
Требования к кабелю питания см. в разделе
2.
ПРЕДОСТЕРЕЖЕНИЕ
!
Первичный источник питания и
кабель питания должны соответствовать местным электротехническим
нормам и требованиям по рекомендованной защите цепей и подключению
(см. таблицу в разделе 2).
шланга
Шланг подачи
газа
Входное отверстие
Фитинг 1/4 NPT или
ISO-R под 1/4" (6 мм
6. Подсоедините провода следующим образом.
• Провода ко входным клеммам L1, L2 и
L3. Порядок подсоединения проводов не
имеет значения. См. предыдущую иллюстрацию и табличку на источнике питания.
• Желто-зеленый провод к заземлению.
7. Оставив небольшой свободный запас, затяните защитную втулку, чтобы зафиксировать
кабель питания.
8. Установите на место крышку источника питания согласно инструкциям в разделе 5.
9. Подсоедините противоположные концы отдельных проводов к поставляемой пользователем вилке или к разъединителю сети.
10. Подсоедините кабель питания (или замкните
разъединитель сети), подать питание.
3.04 Газовые соединения
Подсоединение подачи газа к устройству
Линия сжатого воздуха и баллоны высокого давления
подключаются одинаково. Если необходимо установить дополнительный воздушный фильтр, обратитесь
к двум следующим пунктам.
1. Подсоедините линию подачи воздуха ко
входному отверстию. На иллюстрации для
примера показаны типовые фитинги.
Art # A-07943RU
Подсоединение воздуха ко входному отверстию.
Установка опционального
одноступенчатого фильтра
Для более качественной фильтрации сжатого воздуха
рекомендуется использовать комплект дополнительного фильтра, чтобы исключить попадание в горелку
влаги и посторонних частиц.
1. Подсоедините шланг одноступенчатого фильтра ко входному отверстию.
2. Подсоедините узел фильтра к шлангу фильтра.
3. Подсоедините линию подачи воздуха к фильтру. На иллюстрации для примера показаны
типовые фитинги.
ПРИМЕЧАНИЕ
Для надежного уплотнения нанесите герметик для резьбы на резьбы
фитингов в соответствии с указаниями производителя. Не используйте
тефлоновую ленту в качестве уплотнителя резьбы, поскольку ее мелкие
фрагменты могут оторваться и забить
малые воздушные каналы в горелке.
Подсоединяйте следующим образом:
ПРИМЕЧАНИЕ
Для надежного уплотнения нанесите герметик для резьбы на резьбы
фитингов в соответствии с указаниями производителя. Не используйте
тефлоновую ленту в качестве уплотнителя резьбы, поскольку ее мелкие
фрагменты могут оторваться и забить
малые воздушные каналы в горелке.
3-2
Установка 300X5397RU

Зажим
Регулятор/Фильтр
Входное отверсти
е
Регулятор/Фильтр
Зажим
Art # A-07944RU
шланга
Шланг подачи
газа
Фитинг 1/4 NPT под 1/4" (6 мм)
Установка дополнительного одноступенчатого
фильтра
Установка опционального
двухступенчатого фильтра
Этот опциональный воздушный фильтр предназначен также для магистралей сжатого воздуха. Фильтр
удаляет влагу и загрязняющие примеси размером
до 5 микрон.
ESAB CUTMASTER 100
Входное отверстие
Вход
регулятора
шланга
Шланг подачи
газа
Фитинг 1/4 NPT
под 1/4" (6 мм)
Установка дополнительного двухступенчатого
фильтра
Использование баллонов со сжатым
воздухом
При использовании в качестве источника воздуха
баллонов высокого давления:
1. См. требования изготовителя к установке и
обслуживанию газовых редукторов высокого
давления.
2-ступенчатого фильтра
(ВХОД)
Выходное
отверстие
(OUT)
Двухступенчатый
фильтр
Art # A-07945RU_AC
Подсоедините подачу воздуха следующим образом:
1. Прикрепите кронштейн двухступенчатого
фильтра к задней панели источника питания
согласно прилагаемой к фильтру инструкции.
ПРИМЕЧАНИЕ
Для надежного уплотнения нанесите герметик для резьбы на резьбы
фитингов в соответствии с указаниями производителя. Не используйте в
качестве уплотнителя резьбы фторопластовую ленту, поскольку небольшие кусочки ленты могут отрываться
и закупоривать узкие воздушные
каналы в горелке.
2. Подсоедините выходной шланг двухступенчатого фильтра ко входному отверстию регулятора или фильтра.
3. Для подсоединения воздушной линии к фильтру используйте поставляемые заказчиком
фитинги. В качестве примера показан переходной фитинг с 1/4 NPT на «елочку» для
шланга 1/4 дюйма.
2. Проверьте клапаны баллона, чтобы убедиться
в том, что они чисты и что в них нет масла,
смазки или посторонних веществ. Ненадолго
откройте клапаны каждого из баллонов, чтобы
выдуть пыль, которая могла там скопиться.
3. Баллон должен быть оборудован регулируемым редуктором высокого давления, рассчитанным на выходное давление до 100 фунтов
на кв. дюйм (6,9 бар) и поток как минимум
300 станд. куб.футов в час (141.5 л/мин).
4. Подсоедините шланг подачи к баллону.
ПРИМЕЧАНИЕ
На редукторе баллона высокого
давления должно быть установлено
давление 100 фунтов на кв. дюйм (6,9
бар).
Шланг подачи должен иметь внутренний диаметр как минимум 1/4 дюйма
(6 мм).
Для надежного уплотнения нанесите герметик для резьбы на резьбы
фитингов в соответствии с указаниями производителя. Не используйте
тефлоновую ленту в качестве уплотнителя резьбы, поскольку ее мелкие
фрагменты могут оторваться и забить
малые воздушные каналы в горелке.
300X5397RU Установка
3-3

ESAB CUTMASTER 100
Эта страница намеренно оставлена
незаполненной.
3-4
Установка 300X5397RU

РАЗДЕЛ 3, ГОРЕЛКА:
Установка
3T.01 Подсоединение горелкиs
ESAB CUTMASTER 100
3. Поместите защитное стекло перед горелкой
и включите подачу воздуха. Не инициируйте
дугу.
Любые содержащиеся в воздухе частицы масла
или влаги будут видны на линзе.
При необходимости подсоедините горелку к источнику питания. Подсоединяйте к этому источнику
питания только ручную горелку ESAB SL100 или
горелку для механизированной резки ESAB SL100.
Максимальная длина подводов горелки равна 30,5 м
/ 100 футам, включая удлиняющие вставки.
ПРЕДУПРЕЖДЕНИЕ
Прежде, чем подсоединять
горелку, отсоедините первичное
питание от источника.
1. Совместите разъем ATC «папа» (на подводе
горелки) с гнездом. Вставьте соединитель
«папа» в гнездо. Разъем должен соединяться
при приложении небольшого усилия.
2. Зафиксируйте соединение, повернув фиксирующую гайку по часовой стрелке до щелчка.
НЕ СТЯГИВАЙТЕ соединение при помощи
фиксирующей гайки. Не пользуйтесь инструментом для фиксации соединения.
3T.02 Подготовка
механизированной горелки
ПРИМЕЧАНИЕ
При преобразовании системы с
ручной горелкой для управления
механизированной горелкой на
источнике питания необходимо
установить переходник.
ПРЕДУПРЕЖДЕНИЕ
Прежде, чем подсоединять
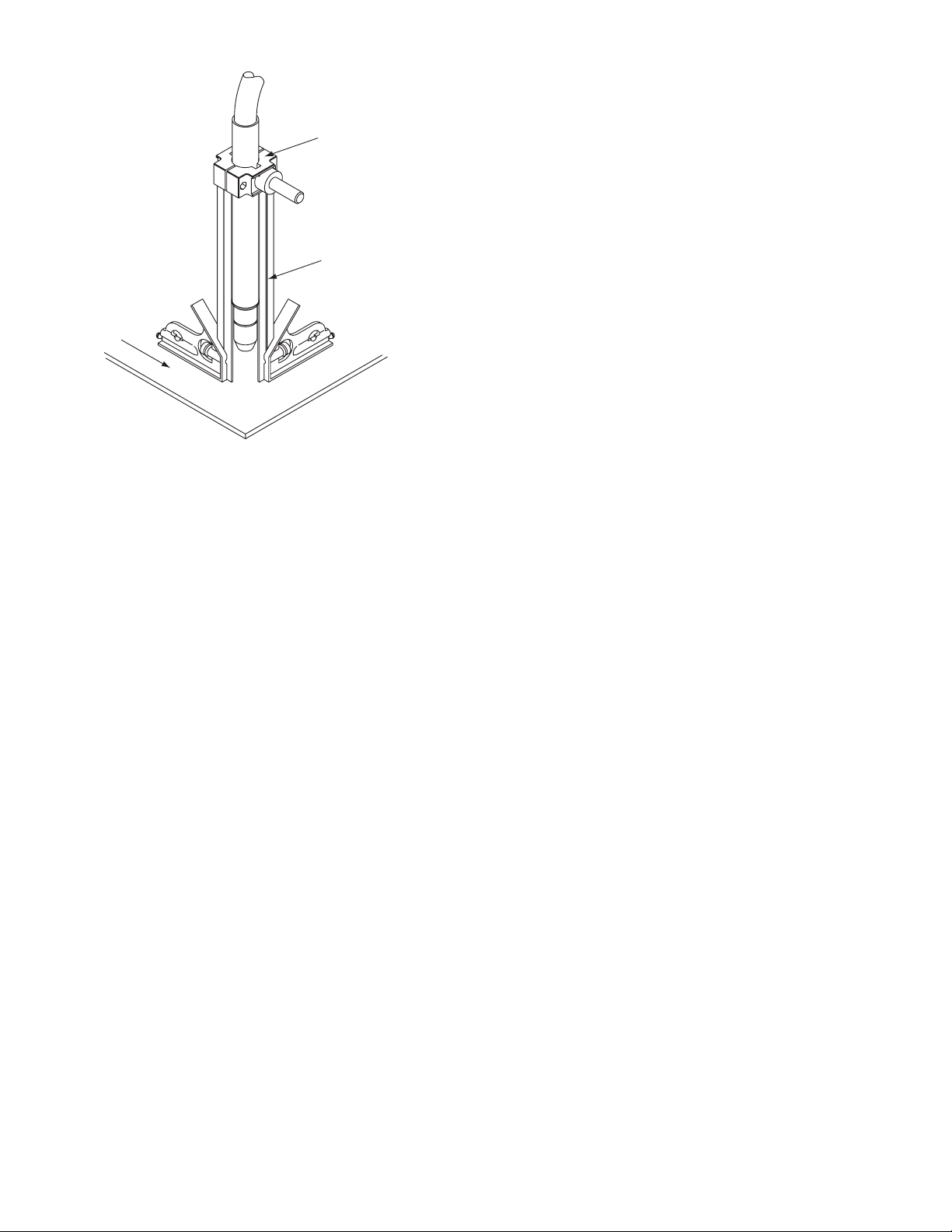
В комплект механизированной горелки входит позиционирующая трубка со стойкой и узлом зажимного
блока.
1. Смонтируйте горелку на столе для резки.
2. Чтобы получить чистый вертикальный рез,
горелку, отсоедините первичное
питание от источника.
установите горелку перпендикулярно поверхности заготовки с помощью угольника.
2
Art # A-07885
Подсоединение горелки к источнику питания
3. Система готова к работе.
1
Проверьте качество воздуха
Чтобы проверить качество воздуха:
1. / Переведите выключатель питания в
положение ВКЛ. (верхнее).
2. Установите переключатель режимов в поло-
жение НАСТРОЙКА.
300X5397RU Установка
3T-1
ESAB CUTMASTER 100
A-02585RU
Дета
узлом зажимного
блока
кв.
ль
Подготовка механизированной горелки
3. Должны быть установлены подходящие детали горелки (защитное сопло, наконечник, пусковой картридж и электрод) для выбранного
типа работ. Подробную информацию см. в п.
4T.07, Выбор деталей горелки.
3T-2
Установка 300X5397RU

ESAB CUTMASTER 100
+
12
3
5
6
7
9
10
!
РАЗДЕЛ 4, СИСТЕМА:
ЭКСПЛУАТАЦИЯ
4.01 Органы управления и функции передней панели управления
Цифровые обозначения согласно
иллюстрации
1. Регулятор выходного тока
Задает требуемый выходной ток. Для скользящей резки (когда наконечник касается заготовки)
или резки с зазором можно использовать ток до
60 А.
2. Переключатель режимов
Переключатель режимов Ручка переключения
режимов, служит для выбора режима работы.
5. Индикатор переменного тока
Постоянное свечение говорит о готовности источника питания к работе. Мигающий индикатор
говорит о том, что устройство находится в режиме
защитной блокировки. Выключите устройство,
выключите или отсоедините питание, устраните
неисправность и снова включите устройство.
Подробную информацию см. в разделе 5.
4
MAX
MIN
A
PSI BAR
MAXMAX
MINMIN
!
+
служит для выбора режима работы.
ке БЫСТРЫЙ АВТОМАТИЧЕСКИЙ
ПЕРЕЗАПУСК Позволяет быстрее перезапускать
вспомогательную дугу для непрерывной резки.
полнении длинных резов вручную. Когда установится режущая дуга, выключатель горелки можно
отпустить. Режущая дуга будет существовать до
тех пор, пока горелка не будет отведена от заготовки, горелка не выйдет за край заготовки, не
будет снова нажат выключатель горелки или не
активируется одна из блокировок системы.
3. Выключатель питания
/ Выключатель питания управляет подводом питания к устройству питания. Верхнее положение соответствует включенному состоянию,
нижнее – выключенному.
Ручка переключения режимов,
ПУСК используется при обычной рез-
БЛОКИРОВКА используется при вы-
Art# A-07886
8
6. Индикатор температуры
Индикатор обычно не горит. Индикатор находится в состоянии ВКЛ., если внутренняя температура превышает нормальный уровень. Прежде
чем продолжить работу, дайте устройству остыть.
7. Индикатор газа
Индикатор горит, когда присутствует минимальное давление газа на входе, при котором может
работать источник питания. Минимальное давление газа на входе, при котором может работать
источник питания, является недостаточным для
работы горелки.
8. Индикатор постоянного тока
Индикатор горит, когда активна выходная цепь
постоянного тока.
9.
Индикатор неисправности
4. Регулирование давления воздуха или
газа
Регулятор давления используется для
настройки давления воздуха или газа в режиме
«НАСТРОЙКА». Вытяните ручку для регулировки
и нажмите, чтобы зафиксировать.
300X5397RU ЭКСПЛУАТАЦИЯ
Индикатор горит, когда активна цепь неисправности. Описание индикаторов неисправности см.
в разделе 5.
4-1

ESAB CUTMASTER 100
Art # A-08170
Art # A-04509
10. Индикатор давления
Источник воздуха
PSI BAR
MAX MAX
90 6.3
85 5.9
80
5.5
75
5.2
70
4.8
65
4.5
MINMIN
Индикаторы будут светиться в соответствии с
давлением, заданным регулятором давления
(поз. 4).
4.02 Подготовка к работе
Каждый раз при начале работы:
ПРЕДУПРЕЖДЕНИЕ
Прежде чем собирать или
разбирать источник питания,
части горелки или саму горелку
и ее кабели, снимите первичное
питание с источника.
Выбор частей горелки
Проверьте горелку на правильность сборки на наличие соответствующих частей горелки. Детали
горелки должны соответствовать типу работы
и выходному току данного источника питания
(максимум 100 А). Для выбора деталей горелки
обратитесь к п. 4T.07 и следующим пунктам.
Подсоединение горелки
Проверьте правильность подсоединения горелки.
К этому источнику питания можно подсоединять
только ручную горелку ESAB модели SL100 или
горелку для механизированной резки ESAB
SL100. См. раздел 3T настоящего руководства.
Проверьте первичный источник питания
1. Проверьте правильность входного напряжения источника питания. Убедитесь в том, что
источник питания отвечает требованиям к
электропитанию устройства согласно разделу
2, Характеристики.
2. Подсоедините кабель питания (или замкните
разъединитель сети), чтобы запитать систему.
Убедитесь в том, что источник отвечает требованиям (см. раздел 2). Проверьте соединения и
включите подачу воздуха.
Подсоединение рабочего кабеля
Зажмите рабочий кабель на заготовке или столе
для резки. На участке не должно быть масла,
краски и ржавчины. Подсоединяйте провод только к основной части заготовки; не подсоединяйте
его к отрезаемой части.
Включение питания
Переведите выключатель питания на источнике
питания в положение ВКЛ. (верхнее).
Индикатор переменного напряжения загорается.
Индикатор газа загорается при достаточном
для работы источника питания давлении газа и
включенном вентиляторе.
ПРИМЕЧАНИЕ
Минимальное давление газа на
входе, при котором может работать источник питания, является
недостаточным для работы горелки.
Охлаждающие вентиляторы
включаются, как только включается устройство. После простоя
устройства в течение десяти (10)
минут вентиляторы выключаются.
Вентиляторы снова включатся, как
только активируется выключатель
горелки (сигнал пуска), или после выключения и последующего
включения устройства. Если возникает условие перегрева, вентиляторы будут продолжать работать, пока существует условие, и
в течение десяти (10) минут после
исчезновения условия.
4-2
ЭКСПЛУАТАЦИЯ 300X5397RU

Задайте рабочее давление
1
2
Art# A-07946
ESAB CUTMASTER 100
Выберите уровень выходного тока
1. Установите переключатель режимов на источнике питания в положение НАСТРОЙКА.
Начнет подаваться газ.
2. Для выполнения резки с зазором отрегулируйте давление газа до 70 - 85 фунтов на кв.
дюйм / 4,8 - 5,9 бар (светодиоды в центре панели управления). Подробную информацию
о настройках давления см. в таблице резки с
зазором.
1. Установите переключатель режимов в одно
из трех положений:
ПУСК,
БЫСТРЫЙ АВТОМАТИЧЕСКИЙ
ПЕРЕЗАПУСК
или ФИКСАЦИЯ. Подача газа
прекращается.
2. Задайте требуемый ток с помощью регулятора
выходного тока.
Резка
MIN
MAX
A
PSI BAR
MAXMAX
MINMIN
!
+
Фиксаторы
Настройки давления газа ESAB Cutmaster® 100
Длина
проводов
До 7,6 м
(25 футов)
Каждые
дополнительные
7,6 м (25 футов)
SL100 (ручная
горелка)
80 фунт/кв.
дюйм 5,5 бар
Добавьте 5
фунтов на кв.
дюйм (0,4 бар)
Добавьте 5 фунтов
SL100
(механизированная
горелка)
80 фунт/кв.
дюйм 5,5 бар
на кв. дюйм
(0,4 бар)
3. Для выполнения скользящей резки отрегулируйте давление газа до 75 - 95 фунтов на
кв. дюйм / 5,2 - 6,5 бар (светодиоды в центре
панели управления). Подробную информацию
о настройках давления см. в таблице скользящей резки.
СКОЛЬЖЕНИЕ (60 А или меньше)
Настройки давления газа ESAB
Cutmaster® 100
Длина проводов SL100 (ручная горелка)
До 7,6 м (25 футов)
Каждые
дополнительные 7,6 м
(25 футов)
80 фунт/кв. дюйм 5,5
бар
Добавьте 5 фунтов на
кв. дюйм (0,4 бар)
Если горелка уходит с заготовки во время резки
при переключателе режимов в положении ПУСК,
перезапуск вспомогательной дуги происходит с
небольшой задержкой. Если ручка находится в
положении «БЫСТРЫЙ АВТОМАТИЧЕСКИЙ
ПЕРЕЗАПУСК», когда горелка уходит с заготовки,
вспомогательная дуга запускается мгновенно, и
режущая дуга возникает, как только вспомогательная дуга касается заготовки. (Используйте
положение «быстрый автоматический перезапуск» при резке просечно-вытяжного листа или
сетки или при строжке или подравнивании, когда
требуется постоянный перезапуск дуги). Если же
ручка находится в положении БЛОКИРОВКИ, основная режущая дуга будет поддерживаться после того, как будет отпущен выключатель горелки.
Типовые скорости резки
Скорость резки зависит от выходного тока горелки, типа обрабатываемого материала и навыков
оператора. Более подробную информацию см.
в п. 4T.08 и в следующих пунктах.
Можно уменьшить ток или скорость резания,
чтобы можно было медленнее вести горелку
вдоль линии, или использовать шаблон или направляющую для получения качественного реза.
ПОДАЧА ЗАЩИТНОГО НАЗА ПОСЛЕ
СВАРКИ
Отпустите курок, чтобы погасить режущую дугу.
Газ продолжает подаваться в течение приблизительно 20 секунд. Во время продувки после
резки, если пользователь передвигает фиксатор
курка назад и нажимает курок, запускается вспомогательная дуга. Между горелкой и заготовкой
устанавливается основная дуга, если наконечник
горелки находится в пределах расстояния установления дуги от заготовки.
300X5397RU ЭКСПЛУАТАЦИЯ
4-3

ESAB CUTMASTER 100
Выключение
/ Переведите выключатель питания в по-
ложение ВЫКЛ. (нижнее). Все индикаторы
питания погасли. Выньте вилку шнура питания
или отсоедините питание. Питание будет отсоединено от системы.
4-4
ЭКСПЛУАТАЦИЯ 300X5397RU

РАЗДЕЛ 4, ГОРЕЛКА:
Го
A-00007RU
ЭКСПЛУАТАЦИЯ
4T.01 Выбор частей горелки
Тип выполняемой операции определяет используемые детали горелки.
Вид работы: Скользящая резка, резка с зазо-
ром или строжка
ESAB CUTMASTER 100
3. Установите сменный электрод, ровно вставив
его головку горелки до щелчка.
4. Установите пусковой картридж и наконечник
для выбранной операции в головку горелки.
5. Затяните вручную защитное сопло в сборе
до его посадки на головку горелки. Если при
установке защитного сопла ощущается сопротивление, проверьте резьбу перед дальнейшей установкой.
Части горелки: Защитное сопло, наконечник
для резки, электрод и пусковой картридж
ПРИМЕЧАНИЕ
Дополнительную информацию о
деталях горелки см. в п. 4T.07 и
следующих пунктах.
Заменяйте части горелки при изменении вида работы
следующим образом:
ПРЕДУПРЕЖДЕНИЕ
Прежде чем собирать или разбирать
источник питания, части горелки или
саму горелку и ее кабели, снимите
первичное питание с источника.
ПРИМЕЧАНИЕ
Защитное сопло удерживает на месте
наконечник и пусковой картридж.
Расположите горелку защитным
соплом вверх, чтобы эти детали не
выпали при снятии сопла.
1. Отвинтите и снимите защитное сопло с головки горелки.
4T.02 Качество реза
ПРИМЕЧАНИЕ
Качество реза сильно зависит от
настройки и параметров, таких как
высота горелки над материалом,
положение по отношению к заготовке,
скорость резания, давления газов и
навыки оператора.
Требования к качеству реза зависят от типа выполняемой операции. Например, накопление нитридов и
угол скоса являются главными факторами, если эта
поверхность подлежит сварке после резки. Когда
требуется чистовой рез, важно, чтобы резка происходила без образования окалины, чтобы исключить
операцию последующей очистки. На рисунке ниже
проиллюстрированы следующие характеристики
качества реза:
2. Снимите электрод, вытянув его из головки
горелки.
ловка горелки
Электрод
Пусковой картридж
Наконечник
Защитное сопло
Поверхность реза
Качественные характеристики реза
Желаемое или требуемое состояние (гладкое или
шероховатое) поверхности реза.
Отложение нитридов
A-03510RU_AB
Компоненты горелки
(Показан колпачок для скользящей резки и корпус
защитного сопла)
300X5397RU ЭКСПЛУАТАЦИЯ
Когда в потоке плазменного газа присутствует
азот, на поверхности реза могут откладываться
нитриды. Эти отложения могут создавать сложности при последующей сварке материала.
4T-1

ESAB CUTMASTER 100
!
Right Side
Cut Angle
Left Side
Cut Angle
A-00512RUA-00512RU
Угол скоса
Это угол между поверхностью края реза и плоскостью, перпендикулярной поверхности плиты
Безупречно перпендикулярный рез даст угол
скоса 0°.
Скругление верхней кромки
Скругление верхней кромки реза из-за воздействия первоначального контакта плазменной
дуги на деталь.
Образование нижней окалины
Расплавленный материал, который не выдувается из зоны резки и затвердевает на плите. Избыточное количество окалины может потребовать
выполнения дополнительной операции зачистки
после резки.
Ширина реза
Ширина реза (или ширина материала, удаляемого при резке).
Брызги на верхней поверхности (окалина)
Брызги или окалина на верхней кромке реза
возникают из-за малой скорости перемещения,
слишком большой высоты резки или продолговатой формы отверстия наконечника.
4T.03 Общая информация о резке
ПРЕДУПРЕЖДЕНИЕ
Прежде, чем разбирать источник питания, горелку или ее кабели, отсоедините первичное питание от источника.
Часто сверяйтесь с важными правилами техники безопасности в начале
данного руководства. Убедитесь в
том, что в распоряжение оператора
предоставлены надлежащие защитные перчатки, одежда, средства защиты зрения и слуха. Убедитесь в том,
что никакие части тела оператора не
контактируют с деталью при включенной горелке.
ПРИМЕЧАНИЕ
Обращайтесь с кабелями горелки
осторожно и защищайте их от
повреждения.
Резка вспомогательной дугой
Резка вспомогательной дугой сокращает срок
службы деталей по сравнению с обычной резкой,
поскольку вспомогательная дуга направлена от
электрода к наконечнику, а не к заготовке. По
возможности избегайте длительной работы в
режиме вспомогательной дуги, чтобы увеличить
срок службы деталей.
Зазор горелки
Неправильный зазор (расстояние между наконечником горелки и заготовкой) может негативно
повлиять на срок службы как наконечника, так
и защитного сопла. Зазор может также сильно
влиять на угол скоса. Уменьшение зазора обычно
дает более прямоугольный рез.
Начало у края
Начиная резку от края, держите горелку перпендикулярно заготовке и подведите торец наконечника (не касаясь) к кромке заготовки в точке,
где должен начаться рез. Начиная резку от края
плиты, не останавливайтесь у кромки и помогите дуге «достать» до края металла. Установите
режущую дугу как можно быстрее.
Направление реза
Поток плазменного газа закручивается на выходе
из горелки, чтобы поддерживался гладкий столб
газа. Эффект вихря приводит к тому, что одна
сторона реза получается более прямоугольной,
чем другая. Если смотреть вдоль направления
перемещения, правая сторона реза более прямоугольная, чем левая.
ПРЕДОСТЕРЕЖЕНИЕ
!
4T-2
ЭКСПЛУАТАЦИЯ 300X5397RU
Искры от процесса резки могут
причинить повреждения покрытиям,
окрашенным и другим поверхностям,
таким как стекло, пластмасса и
металл.
Характеристики боковых поверхностей реза
Чтобы сделать вырез прямоугольного профиля
внутри окружности, горелка должна двигаться

ESAB CUTMASTER 100
A-00024RU_AB
Защитное сопло
Горелка
Расстояние зазора
1/8" - 3/8" (3 - 9 мм)
A-02986RU
Пускатель
Спуск пускателя
по окружности против часовой стрелки. Чтобы
сделать наружный рез прямоугольного профиля,
горелка должна двигаться по часовой стрелке.
Окалина
Когда на углеродистой стали образуется окалина, ее обычно называют «медленной, быстрой
или верхней окалиной». Присутствие окалины
на верхней поверхности плиты обычно вызвано
слишком большим расстоянием между плитой
и горелкой. «Верхняя окалина» обычно очень
легко удаляется и зачастую может быть вытерт
сварочной перчаткой. «Медленная окалина»
обычно присутствует на нижней кромке плиты.
Валик может варьироваться от легкого до массивного, но не прихватывается сильно к кромке реза
и легко счищается. «Быстрая окалина» обычно
образует узкий валик вдоль нижней кромки
реза и удаляется с большим трудом. При резке
проблемной стали иногда полезно уменьшить
скорость резки, чтобы образовывалась «медленная окалина». Любая последующая очистка
должна выполняться путем соскабливания, а не
шлифования.
2. В зависимости от операции, выполните одно
из следующих действий:
a. Начиная резку от края, держите горелку
перпендикулярно заготовке и подведите
торец наконечника (не касаясь) к кромке
заготовки в точке, где должен начаться рез.
b. Для резки с зазором удерживайте горелку
на расстоянии 1/8 - 3/8 дюйма (3-9 мм) от
заготовки, как показано ниже.
4T.04 Работа с ручной горелкой
Резка с зазором ручной горелкой
ПРИМЕЧАНИЕ
Для оптимальной работы и
увеличения срока службы деталей
всегда используйте детали,
предназначенные для выбранного
типа работ.
1. Горелку можно удобно держать одной рукой
или фиксировать двумя руками. Расположите
руку так, чтобы нажать курок на ручке горелки.
При работе с ручной горелкой можно расположить руку рядом с головкой горелки для максимального контроля или у заднего края для
максимальной защиты от тепла. Выберите
технику обращения с горелкой, которая подходит вам лучше всего и позволяет уверенно
контролировать и перемещать горелку.
ПРИМЕЧАНИЕ
Наконечник не должен
контактировать с заготовкой,
кроме случаев, когда выполняется
скользящая резка.
Зазор
3. Не направляйте горелку на себя.
4. Передвиньте фиксатор курка назад, одновременно нажимая курок. Появится вспомогательная дуга.
5. Подведите горелку к заготовке на расстояние
возбуждения основной дуги. Между горелкой
и заготовкой устанавливается основная дуга
и вспомогательная дуга исчезнет.
300X5397RU ЭКСПЛУАТАЦИЯ
4T-3

ESAB CUTMASTER 100
Art # A-03383RU
Пускатель
Art # A-04034RU
A-03539RU
Неэлектропроводящий
шаблон для резки
с прямой кромкой
ПРИМЕЧАНИЕ
Предварительная продувка газом
и продувка после резки являются
особенностями источника питания, а
не функциями горелки.
1
2
Спуск пускателя
3
4
Защитное сопло
Направляющая зазора
наконечник горелки
Деталь
Защитное сопло с линейкой
Для выполнения прямых резов вручную можно
использовать защитное сопло для скользящей
резки и непроводящую линейку.
ПРЕДУПРЕЖДЕНИЕ
Линейка должна быть непроводящей.
6. Выполняйте резку, как обычно. Чтобы прекратить резку, просто отпустите курок.
7. Используйте обычные рекомендуемые методы резки в соответствии с указаниями, приведенными в руководстве по эксплуатации
источника питания.
ПРИМЕЧАНИЕ
Когда защитное сопло установлено
правильно, между защитным соплом
и ручкой горелки имеется небольшой
зазор. При нормальной работе газ
выдувается через этот зазор. Не
пытайтесь надавить на защитное
сопло, чтобы устранить этот зазор.
Прижатие защитного сопла к головке
или ручке горелки может привести к
повреждению компонентов.
8. Для поддержания постоянной высоты над
заготовкой установите направляющую зазора, надвинув ее на защитное сопло горелки.
Установите направляющую так, чтобы ножки
находились по бокам корпуса защитного сопла, чтобы хорошо видеть режущую дугу. Во
время работы расположите ножки направляющей зазора по направлению к заготовке.
Использование защитного сопла для скользящей
резки с линейкой
Корончатое защитное сопло лучше всего работает при резке сплошного металла толщиной
4,7 мм (3/16 дюйма) со сравнительно гладкой
поверхностью.
Скользящая резка ручной горелкой
Скользящая резка работает лучше всего на металле толщиной 6 мм (1/4 дюйма) или меньше.
ПРИМЕЧАНИЕ
Скользящая резка может
выполняться только при токе 60 А или
меньше.
Для оптимальной работы и
увеличения срока службы деталей
всегда используйте детали,
предназначенные для выбранного
типа работ.
4T-4
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
A-02986RU
Пускатель
Спуск пускателя
Art # A-03383RU
Пускатель
1. Установите наконечник для скользящей резки
и задайте выходной ток.
2. Горелку можно удобно держать одной рукой
или фиксировать двумя руками. Расположите
руку так, чтобы нажать курок на ручке горелки.
При работе с ручной горелкой можно расположить руку рядом с головкой горелки для максимального контроля или у заднего края для
максимальной защиты от тепла. Выберите
технику обращения с горелкой, которая подходит вам лучше всего и позволяет уверенно
контролировать и перемещать горелку.
3. Во время цикла резки горелка должна касаться заготовки.
4. Не направляйте горелку на себя.
5. Передвиньте фиксатор курка назад, одновременно нажимая курок. Появится вспомогательная дуга.
6. Подведите горелку к заготовке на расстояние
возбуждения основной дуги. Между горелкой
и заготовкой устанавливается основная дуга
и вспомогательная дуга исчезнет.
ПРИМЕЧАНИЕ
Предварительная продувка газом
и продувка после резки являются
особенностями источника питания, а
не функциями горелки.
7. Выполняйте резку, как обычно. Чтобы прекратить резку, просто отпустите курок.
8. Используйте обычные рекомендуемые методы резки в соответствии с указаниями, приведенными в руководстве по эксплуатации
источника питания.
ПРИМЕЧАНИЕ
Когда защитное сопло установлено
правильно, между защитным соплом
и ручкой горелки имеется небольшой
зазор. При нормальной работе газ
выдувается через этот зазор. Не
пытайтесь надавить на защитное
сопло, чтобы устранить этот зазор.
Прижатие защитного сопла к головке
или ручке горелки может привести к
повреждению компонентов.
Пробивка ручной горелкой
1. Горелку можно удобно держать одной рукой
или фиксировать двумя руками. Расположите
руку так, чтобы нажать курок на ручке горелки.
При работе с ручной горелкой можно расположить руку рядом с головкой горелки для
максимального контроля или у заднего края
для максимальной защиты от тепла. Выберите технику, которая подходит вам лучше
всего и позволяет хорошо контролировать и
перемещать горелку.
ПРИМЕЧАНИЕ
Наконечник не должен
контактировать с заготовкой,
кроме случаев, когда выполняется
скользящая резка.
2. Слегка наклоните горелку, чтобы направить
отраженные частицы в сторону от наконечника (и оператора), а не прямо в него, до тех
пор, пока не будет пробито отверстие.
1
2
Спуск пускателя
3
4
300X5397RU ЭКСПЛУАТАЦИЯ
3. Пробейте отверстие на неиспользуемом
участке металла за пределами линии реза,
а затем продолжайте рез по линии. После
пробивки отверстия держите горелку перпендикулярно заготовке.
4. Не направляйте горелку на себя.
5. Передвиньте фиксатор курка назад, одновременно нажимая курок. Появится вспомогательная дуга.
4T-5

ESAB CUTMASTER 100
A-02986RU
Пускатель
Спуск пускателя
6. Подведите горелку к заготовке на расстояние
возбуждения основной дуги. Между горелкой
и заготовкой устанавливается основная дуга
и вспомогательная дуга исчезнет.
ПРИМЕЧАНИЕ
Предварительная продувка газом
и продувка после резки являются
особенностями источника питания, а
не функциями горелки.
Когда защитное сопло установлено
правильно, между защитным соплом
и ручкой горелки имеется небольшой
зазор. При нормальной работе газ
выдувается через этот зазор. Не
пытайтесь надавить на защитное
сопло, чтобы устранить этот зазор.
Прижатие защитного сопла к головке
или ручке горелки может привести к
повреждению компонентов.
7. Как можно быстрее очистите защитное сопло
и наконечник от брызг и окалины. Если распылением нанести на защитное сопло противобрызговый состав, количество прихватившейся к соплу окалины будет минимальным.
Скорость резки зависит от материала, толщины и
умения оператора точно следовать линии реза. На
работу системы влияют следующие факторы:
• Износ деталей горелки
• Качество воздуха
• Флуктуации сетевого напряжения
• Высота зазора горелки
• Надлежащий контакт рабочего кабеля.
4T.05 Строжка
ПРЕДУПРЕЖДЕНИЕ
!
!
Параметры строжки
Процесс строжки зависит от таких параметров,
как скорость перемещения горелки, ток, угол
опережения (угол между горелкой и заготовкой)
и расстояние между наконечником горелки и заготовкой (зазор).
!
Скорость перемещения горелки
Проследите за тем, чтобы оператор
был экипирован подходящими
перчатками, одеждой, средствами
защиты зрения и слуха, и что
соблюдены все правила техники
безопасности, приведенные в начале
настоящего руководства. Убедитесь
в том, что никакие части тела
оператора не контактируют с деталью
при включенной горелке.
Прежде, чем разбирать горелку,
ее кабели или источник питания,
отсоедините систему от первичного
питания.
ПРЕДОСТЕРЕЖЕНИЕ
Искры от плазменной строжки
могут повредить поверхности
с гальваническим покрытием,
окрашенные и другие поверхности,
такие как стекло, пластмасса и
металл.
Проверьте детали горелки. Детали
горелки должны соответствовать типу
работы. См. подраздел 4T.07 Выбор
частей горелки.
ПРЕДОСТЕРЕЖЕНИЕ
Касание заготовки наконечником
горелки или защитным соплом
приводит к чрезмерному износу
деталей.
ПРИМЕЧАНИЕ
Дополнительную информацию об
используемом источнике питания см.
в приложениях.
Оптимальная скорость перемещения зависит
от настройки тока, угла опережения и режима
работы (ручная или механизированная горелка).
4T-6
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
35°
Деталь
Головка горелки
Высота зазора горелки
A-00941RU_AB
Настройка тока
Настройка тока зависит от скорости перемещения горелки, режима работы (ручная или механизированная горелка) и количества удаляемого
материала.
Настройка давления
Даже когда настройка находится в пределах
заданного диапазона, если горелка плохо поддерживает вспомогательную дугу, может потребоваться уменьшение давления.
Угол опережения
Угол между горелкой и заготовкой зависит от
заданного выходного тока и скорости перемещения горелки. Рекомендованный угол опережения равен 35°. При угле наклона более 45°
расплавленный металл не будет выдуваться из
углубления и может попадать обратно в горелку.
Если угол опережения слишком мал (менее 35°),
может сниматься меньше материала, что потребует большего числа проходов. В некоторых
случаях, например, при удалении сварных швов
или при работе с легкими металлами, это может
быть полезным.
Образование шлака
Шлак, образующийся при строжке таких материалов, как углеродистая и нержавеющая сталь,
никелевые и легированные стали, в большинстве случаев легко удаляется. Шлак не препятствует строжке, если он скапливается по бокам
углубления. Тем не менее, образование шлака
может привести к неправильной обработке и
неравномерному удалению металла, если большие количества материала будут скапливаться
перед дугой. Отложения чаще всего возникают
из-за неправильной скорости перемещения, неправильного угла или зазора.
4T.06 Работа с механизированной
горелкой
Резка механизированной горелкой
Механизированная горелка может активироваться с помощью дистанционного пульта или
удаленного интерфейса, например, ЧПУ.
1. Чтобы начать рез от края плиты, поместите
центр горелки у кромки.
Угол строжки и зазор
Зазор
Расстояние от наконечника до заготовки влияет
на качество и глубину строжки. Зазор в 3 - 6 мм
(1/8 - 1/4 дюйма) обеспечивает гладкое, равномерное удаление металла. При меньших зазорах
вместо строжки может получиться сквозной рез.
Зазоры больше 6 мм (1/4 дюйма) могут стать причиной снятия минимального количества металла
или потери основной дуги.
Скорость перемещения
Правильная скорость перемещения определяется по хвосту дуги, который виден под плитой.
Возможны следующие варианты дуги:
1. Прямая дуга
Прямая дуга перпендикулярна поверхности
заготовки. Эта дуга обычно рекомендуется
для оптимальной резки нержавеющей стали
или алюминия воздушной плазмой.
2. Опережающая дуга
Опережающая дуга направлена в направлении перемещения горелки. Дуга с углом опережения пять градусов обычно рекомендуется
для воздушно-плазменной резки малоуглеродистых сталей.
3. Запаздывающая дуга
Запаздывающая дуга направлена в направлении, противоположном перемещению горелки.
300X5397RU ЭКСПЛУАТАЦИЯ
4T-7

ESAB CUTMASTER 100
Зазор
Прямая дуга
Запаздывающая
дуга
Опережающая
дуга
Направление движения светильник
A-02586RU
Работа с механизированной горелкой
жения оптимальной скорости и качества реза.
Как можно быстрее очистите защитное сопло и
наконечник от брызг и окалины. Если погрузить
защитное сопло в противобрызговый состав или
нанести состав распылением, количество прихватившейся к соплу окалины будет минимальным.
Для достижения оптимальной гладкости и качества поверхности скорость перемещения должна
быть отрегулирована так, чтобы материал резала
только передняя кромка столба дуги. Если скорость перемещения слишком мала, рез будет грубым, поскольку дуга будет двигаться из стороны в
сторону в поисках металла для переноса заряда.
Скорость перемещения также влияет на угол
скругления реза. При резке по окружности или
на повороте уменьшение скорости перемещения
даст более прямоугольный рез. Следует также
уменьшить выходной ток источника питания.
Необходимые регулировки замедления на поворотах см. в руководстве по эксплуатации соответствующего модуля управления.
Пробивка механизированной горелкой
Чтобы пробить отверстие с помощью механизированной горелки, дуга должна возбуждаться
как можно выше от заготовки при сохранении
условий для установления основной дуги и пробивки отверстия. Этот зазор помогает избежать
попадания расплавленного металла обратно на
переднюю часть горелки.
При работе с машиной для резки необходимо
выдерживать время пробивки или задержки.
Горелка не должна перемещаться до того, как
дуга достигнет нижней поверхности плиты. Когда
начнется движение, высота горелки над материалом должна быть уменьшена до рекомендуемого
расстояния 3-6 мм (1/8 - 1/4 дюйма) для дости-
4T-8
ЭКСПЛУАТАЦИЯ 300X5397RU

4T.07 Выбор деталей для резки горелкой SL100
дефлектор
машина
машина
машина
дефлектор
дефлектор
машина
Омический зажим
автомат. горелки
9-8224
Защитное
сопло,
корпус
9-8237
20-40A
БЕСКОНТАКТНАЯ
РЕЗКА
Омический зажим
ручной горелки
9-8259
Наконечник:
ESAB CUTMASTER 100
Защитный колпак,
40A 9-8245
Электрод
Авто 9-8232
Руководство 9-8215
Патрон
стартера
9-8213
50-60A
БЕСКОНТАКТНАЯ
РЕЗКА
Патрон
усиленного стартера
Только не ВЧ 9-8277
70-120A
БЕСКОНТАКТНАЯ
РЕЗКА
20A 9-8205
30A 9-8206
40A 9-8208
Наконечник:
50-55A 9-8209
60A 9-8210
Наконечник:
70A 9-8231
80A 9-8211
90/100A 9-8212
120 Авто 9-8233
120A Руководство
9-8253
Защитное
сопло
9-8218
Защитное
сопло,
корпус
9-8237
Защитное
сопло
9-8218
Защитное
сопло,
корпус
9-8237
Защитное
сопло
9-8218
Защитный колпак,
9-8243
Защитное сопло
контактной резки
9-8235
Защитный колпак,
50-60A 9-8238
Защитный колпак,
9-8243
Защитное сопло
контактной резки
70-100A 9-8236
Защитное сопло
контактной резки
120A 9-8258
Защитный колпак,
70-100A 9-8239
Защитный колпак,
120A 9-8256
Защитный колпак,
9-8243
40-120A
Строжка
Наконечник:
Наконечник A 9-8225 (40 Amps Max.)
Наконечник B 9-8226 (50 - 120 Amps)
Наконечник C 9-8227 (60 - 120 Amps)
Наконечник D 9-8228 (60 - 120 Amps)
Art # A-08066RU_AG
300X5397RU ЭКСПЛУАТАЦИЯ
Наконечник E 9-8254 (60 - 120 Amps)
Защитное
сопло,
корпус
9-8237
Защитное сопло, строжка
9-8241
4T-9

ESAB CUTMASTER 100
4T.08 Рекомендуемые скорости резки для горелки SL100 с открытым
наконечником
Тип горелки: SL100 с открытым
наконечником
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип материала: малоуглеродистая сталь
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий** Задержка (с)Дюймы мм
Поток (куб.
футов в час)
Отверстие
Высота
прокола
0,036 0,9 9-8208 104 40 340 8,64 0,19 4,8 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 108 40 250 6,35 0,19 4,8 65 4,5 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 108 40 190 4,83 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 110 40 105 2,67 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 11 3 40 60 1,52 0,19 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 111 40 40 1,02 0,19 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 124 40 21 0,53 0,19 4,8 65 4,5 55 170 NR NR NR
0,500 12,7 9-8208 123 40 11 0,28 0,19 4,8 65 4,5 55 170 NR NR NR
0,625 15,9 9-8208 137 40 7 0,18 0,19 4,8 65 4,5 55 170 NR NR NR
Тип горелки: SL100 с открытым
наконечником Тип материала: нержавеющая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты
(В пост.
тока)
0,036 0,9 9-8208 103 40 355 9,02 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,05 1,3 9-8208 98 40 310 7,87 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 98 40 240 6,10 0,125 3,2 65 4,5 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 100 40 125 3,18 0,125 3,2 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 120 40 30 0,76 0,187 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 124 40 20 0,51 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 122 40 15 0,38 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 126 40 10 0,25 0,187 4,8 65 4,5 55 170 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
4T-10
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
Тип горелки: SL100 с открытым
наконечником Тип материала: алюминий
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты
(В пост.
тока)
0,032 0,8 9-8208 110 40 440 11,18 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,051 1,3 9-8208 109 40 350 8,89 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,064 1,6 9-8208 112 40 250 6,35 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 112 40 200 5,08 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 118 40 100 2,54 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 120 40 98 2,49 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 123 40 50 1,27 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 134 40 16 0,41 0,187 4,8 65 4,5 55 170 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
Тип горелки: SL100 с открытым
наконечником Тип материала: малоуглеродистая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
(А) Дюймы метры
0,060 1,5 9-8210 110 60 290 7,37 0,19 4,8 70 4,8 90 245 0,00 0,19 4,8
0,075 1,9 9-8210 120 60 285 7,24 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,120 3,0 9-8210 120 60 180 4,57 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,135 3,4 9-8210 119 60 170 4,32 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,188 4,8 9-8210 121 60 100 2,54 0,19 4,8 70 4,8 90 245 0,20 0,19 4,8
0,250 6,4 9-8210 119 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,19 4,8
0,375 9,5 9-8210 124 60 50 1,27 0,19 4,8 70 4,8 90 245 0,50 0,19 4,8
0,500 12,7 9-8210 126 60 26 0,66 0,19 4,8 70 4,8 90 245 0,75 0,19 4,8
0,625 15,9 9-8210 127 60 19 0,48 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 134 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
1,000 25,4 9-8210 140 60 6 0,15 0,19 4,8 70 4,8 90 245 NR NR NR
Скорость (в
минуту)
Дюймы
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
плазменного
фунты
мм
на кв.
дюйм*
Давление
газа
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
300X5397RU ЭКСПЛУАТАЦИЯ
4T-11

ESAB CUTMASTER 100
Тип горелки: SL100 с открытым
наконечником Тип материала: нержавеющая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,06 1,5 9-8210 119 60 350 8,91 0,19 4,8 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 116 60 300 7,64 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 123 60 150 3,82 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 125 3,18 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 122 60 90 2,29 0,19 4,8 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 120 60 65 1,65 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 130 60 30 0,76 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 132 60 21 0,53 0,19 4,8 70 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 130 60 15 0,38 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 142 60 12 0,31 0,25 6,4 70 4,8 90 245 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Дюймы
плазменного
фунты
мм
на кв.
дюйм*
Давление
газа
бар ПлазмаОбщий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
Тип горелки: SL100 с открытым
наконечником Тип материала: алюминий
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,060 1,5 9-8210 110 60 440 11,18 0,25 6,4 70 4,8 90 245 0,00 0,25 6,4
0,075 1,9 9-8210 110 60 440 11,18 0,25 6,4 70 4,8 90 245 0,10 0,25 6,4
0,120 3,0 9-8210 116 60 250 6,35 0,25 6,4 70 4,8 90 245 0,10 0,25 6,4
0,188 3,4 9-8210 116 60 170 4,32 0,25 6,4 70 4,8 90 245 0,20 0,25 6,4
0,250 6,4 9-8210 132 60 85 2,16 0,25 6,4 70 4,8 90 245 0,30 0,25 6,4
0,375 9,5 9-8210 140 60 45 1,14 0,25 6,4 70 4,8 90 245 0,50 0,25 6,4
0,500 12,7 9-8210 143 60 30 0,76 0,25 6,4 70 4,8 90 245 0,80 0,25 6,4
0,625 15,9 9-8210 145 60 20 0,51 0,25 6,4 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 145 60 18 0,46 0,25 6,4 70 4,8 90 245 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
4T-12
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
Тип горелки: SL100 с открытым
наконечником
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты
(В пост.
тока)
0,060 1,5 9-8211 11 3 80 320 8,13 0,19 4,8 65 4,5 115 340 0,00 0,19 4,8
0,120 3,0 9-8211 11 3 80 230 5,84 0,19 4,8 65 4,5 115 340 0,10 0,19 4,8
0,135 3,4 9-8211 115 80 180 4,57 0,19 4,8 65 4,5 115 340 0,10 0,19 4,8
0,188 4,8 9-8211 114 80 140 3,56 0,19 4,8 65 4,5 115 340 0,20 0,19 4,8
0,250 6,4 9-8211 114 80 100 2,54 0,19 4,8 65 4,5 115 340 0,30 0,19 4,8
0,375 9,5 9-8211 117 80 42 1,07 0,19 4,8 65 4,5 115 340 0,40 0,19 4,8
0,500 12,7 9-8211 120 80 33 0,84 0,19 4,8 65 4,5 115 340 0,60 0,19 4,8
0,625 15,9 9-8211 133 80 22 0,56 0,19 4,8 65 4,5 115 340 0,75 0,19 4,8
0,750 19,1 9-8211 128 80 18 0,46 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 133 80 10 0,25 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 132 80 9 0,23 0,19 4,8 65 4,5 115 340 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип материала: малоуглеродистая сталь
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
Поток (куб.футов
в час)
бар Плазма Общий**
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
Тип горелки: SL100 с открытым
наконечником Тип материала: нержавеющая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,060 1,5 9-8211 120 80 340 8,64 0,25 6,4 65 4,5 115 340 0,00 0,25 6,4
0,120 3,0 9-8211 120 80 300 7,62 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,135 3,4 9-8211 120 80 280 7,11 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 120 80 140 3,56 0,25 6,4 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 120 80 100 2,54 0,25 6,4 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 126 80 50 1,27 0,25 6,4 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 129 80 28 0,71 0,25 6,4 65 4,5 115 340 0,80 0,25 6,4
0,625 15,9 9-8211 135 80 20 0,51 0,25 6,4 65 4,5 115 340 1,00 0,25 6,4
0,750 19,1 9-8211 143 80 10 0,25 0,25 6,4 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 143 80 9 0,23 0,25 6,4 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 146 80 8 0,20 0,25 6,4 65 4,5 115 340 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий** Задержка (с) Дюймы мм
Поток (куб.
футов в час)
Отверстие
Высота
прокола
300X5397RU ЭКСПЛУАТАЦИЯ
4T-13

ESAB CUTMASTER 100
Тип горелки: SL100 с открытым
наконечником Тип материала: алюминий
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты
(В пост.
тока)
0,06 1,5 9-8211 120 80 350 8,89 0,25 6,4 65 4,5 115 340 0,00 0,25 6,4
0,12 3,0 9-8211 124 80 300 7,62 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 124 80 180 4,57 0,25 6,4 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 128 80 110 2,79 0,25 6,4 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 136 80 55 1,40 0,25 6,4 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 139 80 38 0,97 0,25 6,4 65 4,5 115 340 0,60 0,25 6,4
0,625 15,9 9-8211 142 80 26 0,66 0,25 6,4 65 4,5 115 340 0,75 0,25 6,4
0,750 19,1 9-8211 145 80 24 0,61 0,25 6,4 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 153 80 10 0,25 0,25 6,4 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 162 80 6 0,15 0,25 6,4 65 4,5 115 340 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
Тип горелки: SL100 с открытым
наконечником
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты
(В пост.
тока)
0,250 6,4 9-8212 110 100 105 2,65 0,190 4,8 75 5,2 130 390 0,4 0,200 5,1
0,375 9,5 9-8212 117 100 70 1,75 0,190 4,8 75 5,2 130 390 0,5 0,200 5,1
0,500 12,7 9-8212 120 100 50 1,25 0,190 4,8 75 5,2 130 390 0,6 0,200 5,1
0,625 15,9 9-8212 125 100 35 0,90 0,190 4,8 75 5,2 130 390 1,0 0,200 5,1
0,750 19,0 9-8212 131 100 18 0,45 0,190 4,8 75 5,2 130 390 2,0 0,250 6,4
1,000 25,4 9-8212 135 100 10 0,25 0,190 4,8 75 5,2 130 390 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип материала: малоуглеродистая сталь
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
Поток (куб.
футов в час)
бар Плазма Общий**
Отверстие
Задержка
(с)
Дюймы мм
Высота
прокола
4T-14
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
Тип горелки: SL100 с открытым
наконечником Тип материала: нержавеющая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,250 6,4 9-8212 118 100 90 2,30 0,190 4,8 75 5,2 130 390 0,5 0,250 6,4
0,375 9,5 9-8212 122 100 55 1,40 0,190 4,8 75 5,2 130 390 0,8 0,250 6,4
0,500 12,7 9-8212 126 100 30 0,75 0,190 4,8 75 5,2 130 390 1,0 0,250 6,4
0,625 15,9 9-8212 133 100 20 0,50 0,190 4,8 75 5,2 130 390 1,5 0,250 6,4
0,750 19,0 9-8212 138 100 15 0,40 0,190 4,8 75 5,2 130 390 NR NR NR
1,000 25,4 9-8212 139 100 10 0,25 0,190 4,8 75 5,2 130 390 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип горелки: SL100 с открытым
наконечником Тип материала: алюминий
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты
(В пост.
тока)
0,250 6,4 9-8212 108 100 120 3,05 0,190 4,8 65 4,5 120 360 0,2 0,225 5,7
0,375 9,5 9-8212 117 100 65 1,65 0,190 4,8 65 4,5 120 360 0,4 0,225 5,7
0,500 12,7 9-8212 120 100 45 1,15 0,190 4,8 65 4,5 120 360 0,5 0,225 5,7
0,625 15,9 9-8212 125 100 30 0,75 0,190 4,8 65 4,5 120 360 0,8 0,225 5,7
0,750 19,0 9-8212 131 100 25 0,65 0,190 4,8 65 4,5 120 360 1,0 0,225 5,7
1,000 25,4 9-8212 140 100 10 0,25 0,190 4,8 65 4,5 120 360 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий** Задержка (с)Дюймы мм
Поток (куб.
футов в час)
Отверстие
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Высота
прокола
Дюймы мм
ПРИМЕЧАНИЕ
* Показано давление газа для горелок со шлангами длиной до 7,6 м / 25 футов.
Информацию по шлангам длиной 15,2 м / 50 футов см. в разделе «Установка
рабочего давления» на странице <?>.
** Общий поток газа состоит из потоков плазменного и вспомогательного газов.
300X5397RU ЭКСПЛУАТАЦИЯ
4T-15

ESAB CUTMASTER 100
4T.09 Рекомендуемые скорости резки для горелки SL100 с закрытым
наконечником
Тип горелки: SL100 с закрытым
наконечником Тип материала: малоуглеродистая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,036 0,9 9-8208 11 4 40 170 4,32 0,19 4,8 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 120 40 90 2,29 0,19 4,8 65 4,5 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 121 40 80 2,03 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 122 40 75 1,91 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 123 40 30 0,76 0,19 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 125 40 25 0,64 0,19 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 138 40 11 0,28 0,19 4,8 65 4,5 55 170 NR NR NR
0,500 12,7 9-8208 142 40 7 0,18 0,19 4,8 65 4,5 55 170 NR NR NR
0,625 15,9 9-8208 152 40 3 0,08 0,19 4,8 65 4,5 55 170 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
Поток (куб.
футов в час)
бар Плазма Общий**
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
Тип горелки: SL100 с закрытым
наконечником
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип материала: нержавеющая сталь
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
0,036 0,9 9-8208 109 40 180 4,57 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,05 1,3 9-8208 105 40 165 4,19 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 115 40 120 3,05 0,125 3,2 65 4,5 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 120 40 65 1,65 0,187 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 125 40 25 0,64 0,187 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 20 0,51 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 130 40 15 0,38 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 130 40 10 0,25 0,187 4,8 65 4,5 55 170 NR NR NR
4T-16
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
Тип горелки: SL100 с закрытым
наконечником
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Зазор
Тип материала: алюминий
Тип вспомогательного газа: Горелка,
работающая на едином газе
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
0,032 0,8 9-8208 116 40 220 5,59 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,051 1,3 9-8208 116 40 210 5,33 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,064 1,6 9-8208 118 40 180 4,57 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 116 40 150 3,81 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 130 40 75 1,91 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 60 1,52 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 134 40 28 0,71 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 143 40 11 0,28 0,187 4,8 65 4,5 55 170 NR NR NR
Тип горелки: SL100 с закрытым
наконечником Тип материала: малоуглеродистая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,060 1,5 9-8210 124 60 250 6,35 0,19 4,8 70 4,8 90 245 0,00 0,2 5,1
0,075 1,9 9-8210 126 60 237 6,02 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,120 3,0 9-8210 126 60 230 5,84 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,135 3,4 9-8210 128 60 142 3,61 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,188 4,8 9-8210 128 60 125 3,18 0,19 4,8 70 4,8 90 245 0,20 0,2 5,1
0,250 6,4 9-8210 123 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,2 5,1
0,375 9,5 9-8210 132 60 34 0,86 0,19 4,8 70 4,8 90 245 0,50 0,2 5,1
0,500 12,7 9-8210 137 60 23 0,58 0,19 4,8 70 4,8 90 245 0,75 0,2 5,1
0,625 15,9 9-8210 139 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 145 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
1,000 25,4 9-8210 156 60 4 0,10 0,19 4,8 70 4,8 90 245 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
Поток (куб.
футов в час)
бар Плазма Общий**
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
300X5397RU ЭКСПЛУАТАЦИЯ
4T-17

ESAB CUTMASTER 100
Тип горелки: SL100 с закрытым
наконечником Тип материала: нержавеющая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,06 1,5 9-8210 11 0 60 165 4,19 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 116 60 155 3,94 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 115 60 125 3,18 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 80 2,03 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 120 60 75 1,91 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 121 60 60 1,52 0,13 3,2 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 129 60 28 0,71 0,13 3,2 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 135 60 17 0,43 0,19 4,8 70 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 135 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 142 60 10 0,25 0,19 4,8 70 4,8 90 245 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
Поток (куб.
футов в час)
бар Плазма Общий**
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
Тип горелки: SL100 с закрытым
наконечником Тип материала: алюминий
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,060 1,5 9-8210 105 60 350 8,89 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 110 60 350 8,89 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 110 60 275 6,99 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 3,4 9-8210 122 60 140 3,56 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 134 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 140 60 45 1,14 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 144 60 26 0,66 0,19 4,8 70 4,8 90 245 0,80 0,20 5,1
0,625 15,9 9-8210 145 60 19 0,48 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 150 60 15 0,38 0,19 4,8 70 4,8 90 245 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
4T-18
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
Тип горелки: SL100 с закрытым
наконечником Тип материала: малоуглеродистая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,060 1,5 9-8211 128 80 280 7,11 0,19 4,8 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 126 80 203 5,16 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 128 80 182 4,62 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 128 80 137 3,48 0,19 4,8 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 131 80 100 2,54 0,19 4,8 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 134 80 40 1,02 0,19 4,8 65 4,5 115 340 0,50 0,2 5,1
0,500 12,7 9-8211 136 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,2 5,1
0,625 15,9 9-8211 145 80 21 0,53 0,19 4,8 65 4,5 115 340 0,75 0,2 5,1
0,750 19,1 9-8211 144 80 14 0,36 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 149 80 11 0,28 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 162 80 8 0,20 0,19 4,8 65 4,5 11 5 340 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
Поток (куб.
футов в час)
бар Плазма Общий**
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
Тип горелки: SL100 с закрытым
наконечником Тип материала: нержавеющая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,060 1,5 9-8211 11 0 80 340 8,50 0,125 3,2 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 11 5 80 260 6,50 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 11 3 80 250 6,25 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 11 4 80 170 4,25 0,125 3,2 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 11 6 80 85 2,13 0,125 3,2 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 123 80 45 1,13 0,125 3,2 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 133 80 18 0,45 0,125 3,2 65 4,5 115 340 0,75 0,25 6,4
0,625 15,9 9-8211 135 80 16 0,40 0,125 3,2 65 4,5 115 340 1,00 0,25 6,4
0,750 19,1 9-8211 144 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 137 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 140 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
300X5397RU ЭКСПЛУАТАЦИЯ
4T-19

ESAB CUTMASTER 100
Тип горелки: SL100 с закрытым
наконечником
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,06 1,5 9-8211 115 80 320 8,13 0,13 3,2 65 4,5 115 340 0,00 0,25 6,4
0,12 3,0 9-8211 120 80 240 6,10 0,13 3,2 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 120 80 165 4,19 0,13 3,2 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 124 80 100 2,54 0,13 3,2 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 138 80 60 1,52 0,19 4,8 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 141 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,25 6,4
0,625 15,9 9-8211 142 80 26 0,66 0,19 4,8 65 4,5 115 340 0,75 0,25 6,4
0,750 19,1 9-8211 150 80 18 0,46 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 156 80 8 0,20 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 164 80 6 0,15 0,19 4,8 65 4,5 115 340 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Зазор
Тип материала: алюминий
Тип вспомогательного газа: Горелка,
работающая на едином газе
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
Тип горелки: SL100 с закрытым
наконечником Тип материала: малоуглеродистая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,250 6,4 9-8212 124 100 110 2,80 0,180 4,6 75 5,2 130 390 0,4 0,200 5,1
0,375 9,5 9-8212 127 100 75 1,90 0,180 4,6 75 5,2 130 390 0,5 0,200 5,1
0,500 12,7 9-8212 132 100 50 1,30 0,180 4,6 75 5,2 130 390 0,6 0,200 5,1
0,625 15,9 9-8212 136 100 30 0,75 0,180 4,6 75 5,2 130 390 0,8 0,200 5,1
0,750 19,0 9-8212 140 100 18 0,45 0,190 4,8 75 5,2 130 390 2,0 0,225 5,7
1,000 25,4 9-8212 147 100 10 0,25 0,190 4,8 75 5,2 130 390 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Отверстие
Задержка
(с)
Высота
прокола
Дюймы мм
4T-20
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
Тип горелки: SL100 с закрытым
наконечником Тип материала: нержавеющая сталь
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
Вольты (В
пост. тока)
0,250 6,4 9-8212 121 100 11 0 2,80 0,125 3,2 75 5,2 130 390 0,5 0,200 5,1
0,375 9,5 9-8212 125 100 60 1,50 0,150 3,8 75 5,2 130 390 0,8 0,200 5,1
0,500 12,7 9-8212 132 100 35 0,90 0,150 3,8 75 5,2 130 390 1,0 0,200 5,1
0,625 15,9 9-8212 137 100 20 0,50 0,150 3,8 75 5,2 130 390 2,0 0,225 5,7
0,750 19,0 9-8212 144 100 15 0,40 0,190 4,8 75 5,2 130 390 NR NR NR
1,000 25,4 9-8212 154 100 8 0,20 0,190 4,8 75 5,2 130 390 NR NR NR
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
Тип горелки: SL100 с закрытым
наконечником
Тип плазменного газа: воздух
Толщина Наконечник Выход Ток
Дюймы мм ( кат. №)
0,250
0,375
0,500
0,625
0,750
1,000
6,4 9-8212
9,5 9-8212
12,7 9-8212
15,9 9-8212
19,0 9-8212
25,4 9-8212
Вольты (В
пост. тока)
120
128
130
135
140
148
100
100
100
100
100
100
Скорость (в
минуту)
(А) Дюймы метры Дюймы мм
120
65
45
30
25
10
3,05
1,65
1,15
0,75
0,65
0,25
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
Поток (куб.
футов в час)
Тип материала: алюминий
Тип вспомогательного газа: Горелка,
работающая на едином газе
Зазор
0,180
0,180
0,180
0,180
0,180
0,190
Давление
плазменного
газа
фунты
на кв.
дюйм*
бар Плазма Общий**
65 4,5 105 360
65 4,5 105 360
65 4,5 105 360
65 4,5 105 360
65 4,5 105 360
65 4,5
Поток (куб.
футов в час)
105 360 NR NR
Отверстие
Задержка
(с)
Отверстие
Задержка
(с)
0,2 0,225
0,4 0,225
0,5 0,225
0,8 0,225
1,0 0,225
Высота
прокола
Дюймы мм
Высота
прокола
Дюймы мм
5,7
5,7
5,7
5,7
5,7
NR
ПРИМЕЧАНИЕ
* Показано давление газа для горелок со шлангами длиной до 7,6 м / 25 футов.
Информацию по шлангам длиной 15,2 м / 50 футов см. в разделе «Установка
рабочего давления» на странице <?>.
** Общий поток газа состоит из потоков плазменного и вспомогательного газов.
300X5397RU ЭКСПЛУАТАЦИЯ
4T-21

ESAB CUTMASTER 100
ИНФОРМАЦИЯ О ПАТЕНТАХ
Патенты на горелку для плазменной резки
Следующие детали и узлы защищены патентами США и зарубежными патентами:
Каталожный № Описание патентами США
9-8215 Электрод Номера патентов США 6163008; 6987238
Другие патенты заявлены
9-8213 Картридж Номера патентов США 6903301; 6717096; 6936786;
6703581; D496842; D511280; D492709; D499620;
D504142 Другие патенты заявлены
9-8205 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8206 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8207 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8252 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8208 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8209 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8210 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8231 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8211 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8212 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8253 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8225 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8226 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8227 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8228 Наконечник Номера патентов США 6774336; 7145099; 6933461
Другие патенты заявлены
9-8241 Защитный колпачок Номера патентов США 6914211; D505309
Другие патенты заявлены
9-8243 Защитный колпачок Номера патентов США 6914211; D493183
Другие патенты заявлены
9-8235 Защитный колпачок Номера патентов США 6914211; D505309
Другие патенты заявлены
9-8236 Защитный колпачок Номера патентов США 6914211; D505309
Другие патенты заявлены
9-8237 Защитный колпачок Номера патентов США 6914211; D501632; D511633
Другие патенты заявлены
9-8238 Защитный колпачок Номера патентов США 6914211; D496951
Другие патенты заявлены
9-8239 Защитный колпачок Номера патентов США 6914211; D496951
Другие патенты заявлены
9-8244 Защитный колпачок Номера патентов США 6914211; D505309
Другие патенты заявлены
4T-22
ЭКСПЛУАТАЦИЯ 300X5397RU

ESAB CUTMASTER 100
Каталожный № Описание патентами США
9-8245 Защитный колпачок Номера патентов США 6914211; D496951
Другие патенты заявлены
Следующие детали и узлы также лицензируются патентами США № 5,120,930 и 5,132,512:
Каталожный № Описание
9-8235 Защитный колпачок
9-8236 Защитный колпачок
9-8237 Защитный колпачок
9-8238 Защитный колпачок
9-8239 Защитный колпачок
9-8244 Защитный колпачок
9-8245 Защитный колпачок
300X5397RU ЭКСПЛУАТАЦИЯ
4T-23

ESAB CUTMASTER 100
Эта страница намеренно оставлена пустой.
4T-24
ЭКСПЛУАТАЦИЯ 300X5397RU

РАЗДЕЛ 5 СИСТЕМА: ОБСЛУЖИВАНИЕ
ПРЕДУПРЕЖДЕНИЕ!
5.01 Общее техническое обслуживание
Отключить питание перед
обслуживанием.
ESAB CUTMASTER 100
При эксплуатации в
тяжелых условиях
обслуживать чаще.
Визуальная проверка
наконечника горелки
и электрода
Выполнить визуальную проверку
наконечников корпуса горелки,
пускового патрона и защитного сопла
Заменить все
неисправные части
Каждое использование
Еженедельно
Выполнить визуальную
проверку кабелей и
проводов. Заменить
по необходимости.
Каждые три месяца
Очистить блок
питания снаружи
Раз в шесть месяцев
Выполнить визуальную проверку
и тщательно очистить внутренние
детали
300X5397RU ОБСЛУЖИВАНИЕ
5-1

ESAB CUTMASTER 100
5.02 Регламент техобслуживания
ПРИМЕЧАНИЕ
Фактическая периодичность
обслуживания может требовать
корректировки в соответствии с
условиями эксплуатации.
Ежедневные рабочие проверки или каждые
шесть часов резки:
1. Проверьте расходуемые детали горелки, замените в случае повреждения или износа.
2. Проверьте подачу, давление и поток плазменного и защитного газа.
3. Продуйте линию плазменного газа, чтобы
удалить скопившуюся влагу.
Еженедельно или каждые 30 часов резки:
1. Проверьте, нормально ли работает вентилятор и создает ли он достаточный воздушный
поток.
2. Проверьте горелку на трещины или оголенные
проводники, замените при необходимости.
3. Проверьте кабель питания на поврежденные
или оголенные проводники, замените при необходимости.
Каждые шесть месяцев или каждые 720
часов резки:
1. Проверьте проходной воздушный фильтр
(фильтры), при необходимости очистите или
замените.
2. Проверьте кабели и шланги на утечки или
трещины, замените при необходимости.
3. Проверьте все контакты контактора на сильное искрение и образование ямок, замените
при необходимости.
4. Очистите всю машину от пыли и грязи с помощью пылесоса.
ПРЕДОСТЕРЕЖЕНИЕ
!
Во время очистки не направляйте
струю воздуха в источник питания.
Попадание струи воздуха в
устройство может вызвать
соприкосновение частиц металла с
чувствительными электрическими
компонентами и привести к
повреждению устройства.
5.03 Распространенные неисправности
Проблема -
признак
Недостаточное
проплавление
Рабочая дуга
гаснет
Избыточное
образование
окалины
Короткий срок
службы частей
горелки
Трудности при
возбуждении дуги
Распространенная причина
1. Слишком высокая скорость
резки.
2. Горелка слишком сильно
наклонена.
3. Слишком толстый металл.
4. Изношенные части горелки
5. Недостаточный ток резки.
6. Использованы
неоригинальные запасные части
7. Неправильное давление газа
1. Слишком низкая скорость
резки.
2. Горелка расположена
слишком высоко над заготовкой.
3. Избыточный ток резки.
4. Рабочий кабель отсоединен.
5. 1.Изношенные части горелки.
6. Использованы
неоригинальные запасные части
1. Слишком низкая скорость
резки.
2. Горелка расположена
слишком высоко над заготовкой.
3. 1.Изношенные части горелки.
4. Неправильный ток резки
5. Использованы
неоригинальные запасные части
6. Неправильное давление газа
1. Масло или влага в
подаваемом воздухе.
2. Превышение возможностей
системы (слишком толстый
материал).
3. Избыточное время работы
вспомогательной дуги
4.Слишком низкое давление
газа.
5. Горелка собрана
неправильно.
6. Использованы
неоригинальные запасные части
1. 1.Изношенные части горелки.
2. Использованы
неоригинальные запасные
части.
3. Неправильное давление газа.
5-2
ОБСЛУЖИВАНИЕ 300X5397RU

ESAB CUTMASTER 100
1
2
3
4
2
3
4
5
6
7
5.04 Индикатор неисправности
При первом включении питания два индикатора загорятся на 2-3 секунды, отображая версию используемого
программного обеспечения.
Чтобы определить первую цифру, посчитайте функциональные индикаторы слева направо, от 1 до 5. Чтобы
определить вторую цифру, посчитайте индикаторы давления снизу вверх, от 0 до 7. В приведенном выше
примере горят индикатор температуры и индикатор 75 psi, что соответствует версии 2.3.
MAX
MIN
A
PSI BAR
MAXMAX
+
1
0
MINMIN
!
Art# A-07988
5
! Когда индикатор «неисправность» горит или мигает, это сопровождается свечением одного из инди-
каторов давления, в зависимости от неисправности. В таблице ниже приведена расшифровка индикации
этих неисправностей.
Индикатор
Неисправность
давления
Макс.
90 Внутренняя ошибка
85 Проверьте применяемые
80 Отсутствуют расходуемые
75 Ошибка пуска
70 Детали на месте
65 ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ
Мин.
Превышение давления
горюче-смазочные материалы
детали
Пониженное давление
ПРИМЕЧАНИЕ
Описания неисправностей приведены ниже в таблицах.
300X5397RU ОБСЛУЖИВАНИЕ
5-3

ESAB CUTMASTER 100
5.05 Базовое руководство по устранению неисправностей
ПРЕДУПРЕЖДЕНИЕ
Внутри данного изделия имеются очень опасные напряжения и мощности. Не пытайтесь
выполнять диагностику или ремонт оборудования, если вы не обладаете знаниями и опытом
в областях измерений в силовой электронике и техники устранения неисправностей.
Проблема признак
Выключатель
питания включен, но
индикатор питания
не горит
Мигает индикатор
неисправности,
мигает индикатор
65 PSI
Индикатор
ТЕМПЕРАТУРА
горит. Мигает
индикатор
неисправности.
Светодиод газа не
горит, индикаторы
неисправности
и минимального
давления (MIN)
мигают.
Возможная причина Рекомендуемое действие
1. Первичный выключатель
питания выключен.
2. Перегорел предохранитель
или сработал автоматический
выключатель.
3. Перегорел внутренний
предохранитель устройства.
4. Неисправен компонент
устройства.
1. Неправильная входное
напряжение.
2. Проблема со входным
напряжением.
3. Неисправен компонент
устройства.
1. Воздушный поток вокруг
устройства прегражден.
2. Превышена относительная
продолжительность включения
устройства.
3. Неисправны компоненты
устройства
1. Источник газа не подсоединен к
устройству.
2. Подача газа не включена.
3. Слишком низкое давление
подачи газа.
4. Слишком низкая настройка
РЕГУЛЯТОРА ДАВЛЕНИЯ
ВОЗДУХА.
5. Неисправны компоненты
устройства.
1. Замкните разъединитель первичной сети.
2. a) Поручите квалифицированном специалисту проверить
первичные предохранители или автоматические выключатели.
b) Подсоедините устройство к заведомо исправной розетке
питания
3. a) Замените предохранитель.
b) Если предохранитель снова перегорает, обратитесь в
авторизованный сервисный центр по поводу ремонта или
замены.
4. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр.
1. Для проверки первичного входного напряжения.
2. Поручите квалифицированном специалисту проверить
первичное напряжение, чтобы убедиться, что оно
соответствует требованиям устройства, см. п. 2.05.
3. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр.
1. См. информацию о зазорах – п. 2.04
2. Дайте устройству остыть.
3. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр.
1. Подсоедините подачу газа к устройству.
2. Откройте подачу газа.
3. Установите давление воздуха на входе до 120 фунтов на кв.
дюйм.
4. Отрегулируйте давление воздуха с помощью регулятора –
см. п. 4.02.
5. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр.
Мигают индикатор
неисправности и
индикатор 70 PSI.
Мигают индикатор
неисправности и
индикатор 75 PSI.
5-4
ОБСЛУЖИВАНИЕ 300X5397RU
1. Защитное сопло не затянуто.
2. Горелка не подключена
надлежащим образом к источнику
питания.
3. Проблема в цепи PIP горелки и
подвода.
4. Неисправны компоненты
устройства.
1. Сигнал пуска активен, когда
выключатель устройства
переводится в положение ВКЛ.
2. Проблема в цепи выключателя
горелки и подвода в цепи
выключателя горелки и подвода.
3. Неисправны компоненты
устройства.
1. Затяните вручную защитное сопло до плотного прилегания.
2. Убедитесь, что разъем ATC горелки надежно вставлен в
устройство.
3. Замените горелку и подводы или верните в авторизованный
сервисный центр для ремонта или замены.
4. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр.
1. Сигнал пуска может быть активен по одной из следующих
причин:
• Выключатель ручной горелки удерживается замкнутым
• Выключатель ручного пульта удерживается замкнутым
• Активный сигнал низкого уровня START CNC (ПУСК ЧПУ)
Отмените сигнал START (ПУСК)
2. Замените горелку и подводы или верните в авторизованный
сервисный центр для ремонта или замены.
3. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр

ESAB CUTMASTER 100
Проблема признак
Мигают индикатор
неисправности и
индикатор 80 PSI.
Поток газа
циклически
включается и
выключается.
Ничего не
происходит
при замыкании
выключателя
горелки или
дистанционного
выключателя (или
при активном
сигнале ЧПУ
START), газ не
подается, индикатор
постоянного тока не
горит.
Возможная причина Рекомендуемое действие
1. Защитное сопло горелки не
затянуто.
2. Отсутствует наконечник
горелки, электрод или пусковой
картридж.
3. Пусковой картридж горелки
заклинен.
4. Обрыв проводника в подводе
горелки.
5. Проблема в цепи выключателя
горелки и подвода.
6. Неисправны компоненты
устройства.
1. Проблема в цепи выключателя
горелки и подвода (цепь
дистанционного пульта).
2. Контроллер ЧПУ не выдает
сигнал «пуск».
3. Неисправны компоненты
устройства.
1. Затяните защитное сопло от руки. Не затягивайте
чрезмерно.
2. Отключите источник питания. Удалите защитное сопло.
Установите недостающие части.
3. Отключите источник питания. Сбросьте давление системы.
Снимите защитное сопло, наконечник и пусковой картридж.
Проверьте, свободно ли двигается нижний фитинг пускового
картриджа. Замените, если фитинг не двигается свободно.
4. Замените горелку и подводы или верните в авторизованный
сервисный центр для ремонта или замены.
5. Замените горелку и подводы или верните в авторизованный
сервисный центр для ремонта или замены.
6. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр.
1. Доставьте горелку и подводы (дистанционный пульт) в
авторизованную ремонтную мастерскую.
2. Свяжитесь с изготовителем контроллера.
3. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр.
Мигают индикатор
неисправности и
индикатор 85 PSI.
Индикаторы
неисправности не
горят, нет дуги в
горелке.
Мигают индикатор
неисправности и
индикатор 90 PSI.
Вспомогательная
дуга присутствует,
но режущая дуга не
устанавливается
Снижена
производительность
резки горелкой
1. Неправильное положение
верхнего уплотнительного
кольца в головке горелки.
2. Пусковой картридж горелки
заклинен.
3. Изношенные или неисправные
детали горелки.
4. Короткое замыкание горелки.
5. Временное короткое
замыкание отображается 5
вспышками в секунду.
6. Неисправность источника
питания (стандартная частота
мигания)
1. Неисправны компоненты
устройства.
1. Внутренняя ошибка 1. Выключите и снова включите выключатель питания. Если
1. Рабочий кабель не соединен с
заготовкой.
2. Обрыв в рабочем кабеле или
разъеме.
3. Неисправны компоненты
устройства.
1. Неправильная настройка тока.
2. Изношенные расходуемые
детали горелки.
3. Плохой контакт рабочего
кабеля с заготовкой.
4. Горелка движется слишком
быстро.
5. Избыток масла или воды в
горелке.
6. Неисправны компоненты
устройства.
1. Снимите защитное сопло с горелки; проверьте положение
верхнего уплотнительного кольца; скорректируйте при
необходимости.
2. Отключите источник питания. Сбросьте давление системы.
Снимите защитное сопло, наконечник и пусковой картридж.
Проверьте, свободно ли двигается нижний фитинг пускового
картриджа. Замените, если фитинг не двигается свободно.
3. Осмотрите расходные части горелки. Замените при
необходимости.
4. Замените горелку и подводы или верните в авторизованный
сервисный центр для ремонта.
5. Отпустите и снова нажмите выключатель горелки.
6. Обратитесь по поводу ремонта или замены в
уполномоченный сервисный центр.
1. Обратитесь в уполномоченный сервисный центр для
ремонта.
это не помогло устранить неисправность, обратитесь в
авторизованный сервисный центр по поводу ремонта.
1. Подсоедините рабочий кабель.
2. Замените рабочий кабель.
3. Обратитесь в уполномоченный сервисный центр для
ремонта.
1. Проверьте и отрегулируйте настройку.
2. Проверьте расходуемые детали горелки и замените при
необходимости.
3. Проверьте соединение провода, идущего к изделию, с
заготовкой.
4. Уменьшите скорости резки.
5. См. «Проверка качества воздуха» в разделе 3 Горелка.
6. Обратитесь в уполномоченный сервисный центр для
ремонта.
300X5397RU ОБСЛУЖИВАНИЕ
5-5

ESAB CUTMASTER 100
5.06 Замена основных частей источника питания
ПРЕДУПРЕЖДЕНИЕ
!
В этом разделе описаны процедуры замены основных
компонентов. Более подробно процедуры замены
деталей описаны в руководстве по обслуживанию
источника питания.
A. Снятие крышки
1. Снимите винты, отмеченные ПРИМЕЧАНИ-
Прежде, чем разбирать горелку, ее кабели или источник питания, отсоедините систему от первичного питания.
ЕМ, которые крепят крышку к основному узлу.
Не ослабляйте винты в прорезях в нижней
части крышки.
Верхние
винты
C. Замена фильтрующего элемента в
сборе
Фильтрующий элемент находится за задней панелью.
Для лучшей работы системы фильтрующий элемент
следует проверять согласно регламенту обслуживания (п. 5.02) и либо очищать, либо заменять.
1. Отсоедините источник питания от электропитания; перекройте подачу газа и сбросьте
давление в системе.
2. Снимите крышку системы. См. «Снятие крышки» в этом разделе.
3. Найдите внутреннюю воздушную линию и
фитинг фильтра. Поз. 1 на иллюстрации ниже.
4. Уприте ключ или подобный инструмент в
стопорное кольцо на фитинге фильтра, затем
освободите шланг, потянув его. (Поз. 2 и 3 на
иллюстрации ниже).
Нижние
винты
Слоты
Нижние
винты
Art # A-08429RU
2. Осторожно потяните крышку вверх и снимите
ее с устройства.
B. Установка крышки
1. При необходимости снова подсоедините провод заземления.
2. Установите крышку на источник питания так,
чтобы прорези в нижних кромках крышки наделись на нижние винты.
3. Затяните нижние винты.
4. Вкрутите и затяните верхние винты.
1
Art # A-07989
2
3
4
5
6mm
5. Снимите фитинг с фильтрующего элемента,
вставив шестигранный ключ размером 6 мм в
шестигранное углубление фитинга и вращая
5-6
ОБСЛУЖИВАНИЕ 300X5397RU

ESAB CUTMASTER 100
Art # A-07990RU
Art # A-02476RU
Фильтрующий
элемент
(Kat. номер 9-7741)
Корпус
Крышка
Фитинг
Пружина
Собранный фильтра
Уплотнительное
кольцо
(Kat. номер 9-7743)
его против часовой стрелки (влево). Поз. 4 и
5 на предыдущей иллюстрации.
6. Отсоедините входную линию от фильтрующего элемента.
7. Выньте фильтрующий элемент через отверстие сзади.
ПРИМЕЧАНИЕ
Если необходимо заменить или
очистить только фильтрующий
элемент, при разборке
воспользуйтесь следующей
иллюстрацией.
Фильтрующий
элемент
3. Отсоедините шланг подачи газа.
4. Поверните крышку корпуса фильтра против
часовой стрелки и снимите ее. Фильтрующий
элемент находится внутри корпуса.
Замена фильтрующего элемента дополнительного
одноступенчатого фильтра
8. Установите новый или очищенный узел, выполнив действия в обратном порядке.
9. Откройте подачу воздуха и проверьте утечки
перед тем, как устанавливать крышку на место.
Замена фильтрующего элемента
дополнительного одноступенчатого
фильтра
Эти инструкции относятся к источникам питания, в
которых установлен опциональный одноступенчатый
фильтр.
Когда фильтрующий элемент полностью заполняется, источник питания автоматически выключается.
Фильтрующий элемент можно вынуть из корпуса,
просушить и использовать повторно. Дайте фильтрующему элементу высохнуть в течение 24 часов.
Каталожный номер запасного фильтрующего элемента см. в разделе 6, Перечень запасных частей.
1. Отсоедините источник питания от электропитания.
2. Прежде, чем разбирать фильтр для замены
фильтрующего элемента, перекройте подачу
воздуха и сбросьте давление в системе.
5. Выньте фильтрующий элемент из корпуса и
оставьте снаружи, чтобы он высох.
6. Протрите начисто внутреннюю часть корпуса,
затем вставьте запасной фильтрующий элемент открытой стороной вперед.
7. Установите корпус на крышку.
8. Снова подсоедините подачу газа.
ПРИМЕЧАНИЕ
Если происходит утечка из узла
между корпусом и крышкой,
проверьте уплотнительное кольцо на
порезы и другие повреждения.
Замена фильтрующего элемента
дополнительного двухступенчатого
фильтра
Двухступенчатый воздушный фильтр имеет два
фильтрующих элемента. Когда фильтрующие элементы загрязняются, источник питания продолжает
работать, но качество реза может стать неприемлемым. Каталожный номер запасного фильтрующего
элемента см. в разделе 6, Перечень запасных частей.
1. Отключите первичное питание.
2. Перекройте подачу воздуха и сбросьте давление в системе.
300X5397RU ОБСЛУЖИВАНИЕ
5-7

ESAB CUTMASTER 100
ПРЕДУПРЕЖДЕНИЕ
!
3. Ослабьте два болта в верхней части фильтра, чтобы освободить фильтрующие элементы.
4. Запомните расположение и ориентацию старых фильтрующих элементов.
5. Выньте старые фильтрующие элементы.
Из-за риска травмирования всегда выключайте подачу воздуха и сбрасывайте давление в
системе перед тем, как разбирать фильтр.
Картриджи первой
и второй ступеней
(как отмечено)
Art # A-02942RU
Замена фильтрующего элемента дополнительного двухступенчатого фильтра
6. Вставьте новые фильтрующие элементы в фильтр в том же положении, как указано выше в шаге 4.
7. Равномерно затяните вручную два болта, затем дотяните каждый болт до момента 2,3 - 3,4 Н•м (20
- 30 фунт-дюйма). Чрезмерный момент может повредить прокладку.
8. Медленно подайте сжатый воздух в узел, проверяя утечки.
ПРИМЕЧАНИЕ
Небольшая утечка воздуха из нижнего фитинга является нормой.
На этом процедура замены завершается.
5-8
ОБСЛУЖИВАНИЕ 300X5397RU

РАЗДЕЛ 5 ГОРЕЛКА:
Pазъеме ATC «Мужчины»
Art #A-03791RU_AB
газовые фитинги
Круглое кольцо
#8-0525
ESAB CUTMASTER 100
ОБСЛУЖИВАНИЕ
5T.01 Общее техническое
обслуживание
ПРИМЕЧАНИЕ
Описания индикаторов общего назначения и индикаторов неисправностей
см. в разделе 5 «Система».
Очистка горелки
Даже если приняты все меры по использованию
с горелкой только чистого воздуха, с течением
времени внутри горелки все равно образуется
слой нагара. Эти отложения могут повлиять на
зажигание вспомогательной дуги и стать причиной общего ухудшения качества резки горелки.
ПРЕДУПРЕЖДЕНИЕ
Прежде чем разбирать горелку или
ее кабели, снимите первичное питание с источника.
НЕ ПРИКАСАЙТЕСЬ к любым внутренним частям горелки, пока горит
индикатор переменного тока на источнике питания.
Верхний паз с
вентиляционных
отверстий должен
оставаться открытым
Верхнее уплотнительное
кольцо в канавку
резьба
Нижнее
Art # A-03725RU
Уплотнительное кольцо головки горелки
Круглое кольцо, смазывание
Внутреннюю часть горелки следует очистить с
применением очистителя электрических контактов и ватной палочки или мягкой ветоши. В
тяжелых случаях горелку можно отсоединить
от кабелей и подвергнуть более тщательной
очистке путем заливки очистителя электрических
контактов в горелку с последующей продувкой
сжатым воздухом.
!
Уплотнительные кольца в головке горелки и разъеме ATC «папа» требуют регулярной смазки. Она
обеспечивает для колец сохранение гибкости и
надлежащего уплотнения. Если регулярно не
наносить смазку на уплотнительные кольца, они
пересыхают, становятся твердыми и растрескиваются. Это может стать причиной возникновения
проблем в работе.
Рекомендуется еженедельно наносить на уплотнительные кольца очень тонкую пленку смазки
для уплотнительных колец (каталожный номер
8-4025).
ПРЕДОСТЕРЕЖЕНИЕ
Тщательно высушите горелку перед
установкой на место.
Уплотнительное кольцо ATC
ПРИМЕЧАНИЕ
НЕ ИСПОЛЬЗУЙТЕ масло или консистентную смазку других марок, они
могут быть не предназначены для работы при повышенных температурах
или могут содержать "неизвестные
элементы", которые могут вступать
в реакцию с воздухом. Эта реакция
способна приводить к накоплению
загрязнителей внутри горелки. Любое
из этих условий может повлечь за
собой снижение производительности
или ресурса частей.
300X5397RU ОБСЛУЖИВАНИЕ
5T-1

ESAB CUTMASTER 100
Art # A-08067
Показан колпачок для
защитног
Исправный наконечник
Изношенный наконечник
A-03406RU
Art # A-08064RU_AC
Подпружиненный
Подпружиненный
тяжение
Art # A-03284RU
Изношенный электрод
Новый электрод
5T.02 Проверка и замена
расходуемых деталей
горелки
ПРЕДУПРЕЖДЕНИЕ
Прежде, чем разбирать горелку или
Снимите расходуемые детали горелки в таком порядке:
1. Отвинтите и снимите защитное сопло с горел-
2. Проверьте сопло на наличие повреждений.
ее кабели, отсоедините первичное
питание от источника.
НЕ ПРИКАСАЙТЕСЬ к любым внутренним частям горелки, пока горит
индикатор переменного тока на источнике питания.
ПРИМЕЧАНИЕ
Защитное сопло удерживает на месте
наконечник и пусковой картридж.
Расположите горелку защитным
соплом вверх, чтобы эти детали не
выпали при снятии сопла.
ки.
ПРИМЕЧАНИЕ
Шлак, накопившийся на защитном сопле, который нельзя удалить, может
повлиять на производительность
системы.
Протрите его начисто или замените при наличии повреждений.
4. Снимите наконечник. Проверьте на наличие
избыточного износа (определяется по удлиненному или существенно увеличенному отверстию). Очистите или замените наконечник
при необходимости.
Пример износа наконечника
5. Снимите пусковой картридж. Выполните
проверку на наличие избыточного износа,
засоренных отверстий для газа и изменения
окраски. Проверьте, свободно ли двигается
нижний фитинг. Замените при необходимости.
нижний фитинг полное
сжатие
нижний фитинг при
сбросе / полное рас
6. Вытяните электрод из головки горелки. Проверьте поверхность электрода на чрезмерный
износ. См. рисунок.
3. На горелках с корпусом защитного сопла и
колпачком или дефлектором убедитесь в том,
что колпачок или дефлектор плотно вкручены
в корпус защитного сопла. При скользящей
резки в защитном газе (только) между корпусом защитного сопла и колпачком для скользящей резки может находиться кольцо круглого
сечения. Не смазывайте уплотнительные
кольца.
5T-2
ОБСЛУЖИВАНИЕ 300X5397RU
Защитное сопло
корпус
о сопла
Круглое кольцо
8-3488
Art # A-03878RU
скользящей резки
Износ электрода
7. Установите на место электрод, ровно вставив
его головку горелки до щелчка.
8. Установите нужный пусковой картридж и на-
конечник в головку горелки.
9. Затягивайте вручную защитное сопло до его
посадки на головку горелки. Если при установке защитного сопла ощущается сопротивление, проверьте резьбу перед дальнейшей
установкой.
На этом процедура замены завершается.

ESAB CUTMASTER 100
РАЗДЕЛ 6: ПЕРЕЧНИ ЗАПАСНЫХ ЧАСТЕЙ
6.01 Введение
A. Разбивка перечня запасных частей
Запасные части в перечне разбиты по категориям. Перечни запасных частей организованы следующим
образом:
Раздел "6.03 Замена источника питания"
Раздел "6.04 Запасные части источника питания"
Раздел "6.05 Дополнительные принадлежности"
Раздел "6.06 Запасные части для ручной горелки"
Раздел "6.07 Запасные части - для механизированных горелок с подводами без оболочки"
Раздел "6.08 Расходные части горелки (SL100)"
ПРИМЕЧАНИЕ
Детали и узлы без позиционных обозначений не показаны, но могут быть заказаны
по каталожному номеру.
B. Возврат
Если изделие необходимо вернуть для обслуживания, свяжитесь со своим дистрибьютором. Материалы,
возвращенные без должного согласования, не принимаются.
6.02 Информация для заказа
Заказывайте запасные части по каталожному номеру и полному описанию детали или узла, указанному в
перечне запасных частей для каждой позиции. Укажите также модель и серийный номер источника питания.
Направляйте все запросы своему уполномоченному дистрибьютору.
6.03 Замена источника питания
С запасным источником питания поставляются следующие позиции: рабочий кабель с зажимом, кабель
питания, газовый регулятор и фильтр и руководство по эксплуатации.
Кол. Описание Каталожный №
1 ESAB Cutmaster 100 CE ИСТОЧНИК ПИТАНИЯ
400 В ПЕРЕМ.ТОКА, 3 фазы 50/60 Hz, Кабель входного питания 0559317304
6.04 Запасные части источника питания
Кол. Описание Каталожный №
1 Регулятор 9-0115
1 Заменяемый элемент фильтра 9-0116
1 Шнур питания для источника питания 380/400 В 9-0216
300X5397RU ПЕРЕЧЕНЬ ЧАСТЕЙ
6-1

ESAB CUTMASTER 100
а
(Kat.
6.05 Дополнительные принадлежности
Кол. Описание Каталожный №
1 Комплект одноступенчатого фильтра (включает фильтр и шланг) 7-7507
1 Запасной корпус фильтра 9-7740
1 Запасной шланг фильтра (не показан) 9-7742
2 Запасной фильтрующий элемент 9-7741
1 Комплект двухступенчатого фильтра (в комплект входят шланг и монтажные винты)
9-9387
1 Узел двухступенчатого воздушного фильтра 9-7527
1 Картридж первой ступени 9-1021
1 Картридж второй ступени 9-1022
1 Удлиненный рабочий кабель (15,2 м / 50 футов) с зажимом 9-8529
1 Комплект интерфейса автоматики
для команд пуска/останова, «OK to Move» (перемещение разрешено)
и сигнала деленного напряжения дуги) 9-8311
1 Жгут автоматики для передачи команд пуска, останова
и «OK to Move» (перемещение разрешено) 9-9385
1 Кабель ЧПУ для интерфейса автоматики, 7,6 м / 25 футов 9-1008
1 Кабель ЧПУ для интерфейса автоматики, 10,7 м / 35 футов 9-1010
1 Кабель ЧПУ для интерфейса автоматики, 15,2 м / 50 футов 9-1011
Корпус
Фильтрующий
элемент
(Kat. номер 9-7741)
Пружина
Уплотнительное
кольцо
номер 9-7743)
Крышка
Фитинг
Собранный фильтр
Art # A-02476RU
Картриджи первой
и второй ступеней
(как отмечено)
Art # A-02942RU
Комплект дополнительного одноступенчатого фильтра Комплект дополнительного
двухступенчатого фильтра
6-2
ПЕРЕЧЕНЬ ЧАСТЕЙ 300X5397RU

ESAB CUTMASTER 100
6.06 Запасные части для ручной горелки
Поз. Кол. Описание Каталожный №
1 1 Комплект запчастей ручки горелки (включает позиции №№ 2 и 3) 9-7030
2 1 Комплект для замены курка 9-7034
3 1 Комплект винтов ручки (5 винтов 6-32 x 1/2 дюйма с углублением
под шестигранник и ключ) 9-8062
4 1 Комплект запасных частей ручки горелки (включая поз. 5 и 6) 9-8219
5 1 Большое уплотнительное кольцо 8-3487
6 1 Малое уплотнительное кольцо 8-3486
7 Подводы в сборе с разъемами ATC (в комплекте с узлами выключателей)
1 SL100, 6,1 m / 20-футовый подвод с разъемом ATC 4-7836
1 SL100, 15.2 m / 50-футовый подвод с разъемом ATC 4-7837
8 1 Комплект выключателя 9-7031
10 1 Переходник управления горелки (включая поз. 11) 7-3447
11 1 Защитная втулка для отверстий 9-8103
1
8
2
4
5
6
3
7
300X5397RU ПЕРЕЧЕНЬ ЧАСТЕЙ
Art # A-07993_AB
6-3

ESAB CUTMASTER 100
6.07 Запасные части - для механизированных горелок с подводами без оболочки
Поз. Кол. Описание Каталожный №
1 1 Горелка в сборе без подводов (включая поз. 2, 3 и 14) 9-8220
2 1 Большое уплотнительное кольцо 8-3487
3 1 Малое уплотнительное кольцо 8-3486
4 1 Комплект выключателя PIP 9-7036
5 Подводы для автоматизированной горелки без защитной
оболочки с разъемами ATC
1 Подвод горелки в сборе с разъемом ATC длиной 1,5 м / 5 футов 4-7850
1 Подвод горелки в сборе с разъемом ATC длиной 3,05 м / 10 футов 4-7851
1 Подвод горелки в сборе с разъемом ATC длиной 7,6 м / 25 футов 4-7852
1 Подвод горелки в сборе с разъемом ATC длиной 15,2 м / 50 футов 4-7853
6 Подводы для механизированной горелки без защитной оболочки с разъемами ATC
1 Подвод горелки в сборе с разъемом ATC длиной 1,5 м / 5 футов 4-7842
1 Подвод горелки в сборе с разъемом ATC длиной 3,05 м / 10 футов 4-7843
1 Подвод горелки в сборе с разъемом ATC длиной 7,6 м / 25 футов 4-7844
1 Подвод горелки в сборе с разъемом ATC длиной 15,2 м / 50 футов 4-7845
7 1 Стойка 279 мм / 11 дюйма 9-7041
8 1 Монтажная труба 279 мм / 11 дюйма 9-7043
9 1 Торцевая крышка в сборе 9-7044
10 2 Корпус, опора, зажимной блок 9-4513
11 1 Штифт, опора, зажимной блок 9-4521
12 1 Удерживающая муфта горелки 7-2896
13 1 Комплект штока и возвратной пружины PIP 9-7045
1 Шестерня в сборе (не показана) 7-2827
1 Позиционирующая трубка 126 мм / 5 дюйма (не показана) 9-7042
ПРИМЕЧАНИЕ
*Без переходника кабеля управления или защитной втулки для отверстий.
6-4
ПЕРЕЧЕНЬ ЧАСТЕЙ 300X5397RU

1
10
ESAB CUTMASTER 100
9
7
8
10
2
3
4
13
11
12
5 & 6
A-07994_AB
300X5397RU ПЕРЕЧЕНЬ ЧАСТЕЙ
6-5

ESAB CUTMASTER 100
Руководс
р
р
р
6.08 Расходные части горелки (SL100)
Омический зажим
ручной горелки
9-8259
20-40A
БЕСКОНТАКТНАЯ
РЕЗКА
Наконечник:
Омический зажим
автомат. горелки
9-8224
Защитное
сопло,
корпус
9-8237
Защитный колпак, машина
40A 9-8245
Электрод
Авто 9-8232
тво 9-8215
Патрон
стартера
9-8213
50-60A
БЕСКОНТАКТНАЯ
РЕЗКА
Патрон
усиленного стартера
Только не ВЧ 9-8277
70-120A
БЕСКОНТАКТНАЯ
РЕЗКА
20A 9-8205
30A 9-8206
40A 9-8208
Наконечник:
50-55A 9-8209
60A 9-8210
Наконечник:
70A 9-8231
80A 9-8211
90/100A 9-8212
120 Авто 9-8233
120A Руководство
9-8253
Защитное
сопло
9-8218
Защитное
сопло,
корпус
9-8237
Защитное
сопло
9-8218
Защитное
сопло,
корпус
9-8237
Защитное
сопло
9-8218
Защитный колпак, дефлекто
9-8243
Защитное сопло
контактной резки
9-8235
Защитный колпак, машина
50-60A 9-8238
Защитный колпак, дефлекто
9-8243
Защитное сопло
контактной резки
70-100A 9-8236
Защитное сопло
контактной резки
120A 9-8258
Защитный колпак, машина
70-100A 9-8239
Защитный колпак, машина
120A 9-8256
Защитный колпак, дефлекто
9-8243
40-120A
Строжка
Наконечник:
Наконечник A 9-8225 (40 Amps Max.)
Наконечник B 9-8226 (50 - 120 Amps)
Наконечник C 9-8227 (60 - 120 Amps)
Наконечник D 9-8228 (60 - 120 Amps)
Art # A-08066RU_AG
6-6
ПЕРЕЧЕНЬ ЧАСТЕЙ 300X5397RU
Наконечник E 9-8254 (60 - 120 Amps)
Защитное
сопло,
корпус
9-8237
Защитное сопло, строжка
9-8241

ESAB CUTMASTER 100
Эта страница намеренно оставлена незаполненной.
300X5397RU ПЕРЕЧЕНЬ ЧАСТЕЙ
6-7

ESAB CUTMASTER 100
Эта страница намеренно оставлена незаполненной.
6-8
ПЕРЕЧЕНЬ ЧАСТЕЙ 300X5397RU

ESAB CUTMASTER 100
ПРИЛОЖЕНИЕ 1: ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ
(БЛОК-СХЕМА)
ДЕЙСТВИЕ:
Замкнуть внешний
выключатель.
РЕЗУЛЬТАТ:
Нет питания
в системе.
ДЕЙСТВИЕ:
Соединить рабочий кабель с
обрабатываемой деталью.
Настроить силу тока на выходе.
РЕЗУЛЬТАТ:
Система готова к работе.
ДЕЙСТВИЕ:
Надеть защитные очки
и включить выключатель
горелки (ПУСК)
РЕЗУЛЬТАТ:
Вентиляторы вкл. Газ
подается на короткое время,
затем поток прекращается.
Подача газа возобновлена.
Индикатор пост.т ВКЛ.
Вспом. дуга установлена.
ДЕЙСТВИЕ:
Выключатель в
положении ВКЛ.
РЕЗУЛЬТАТ:
Индикатор переменного
тока ВКЛ.
Индикатор газа ВКЛ.
при давлении на
входе, достаточном для
работы блока питания.
Цепь питания готова.
ДЕЙСТВИЕ:
РАБОТА / Быстрый
автоперезапуск
/НАСТРОЙКА/ЗАЖИМНОЙ
ПАТРОН переключить в
положении НАСТРОЙКА
РЕЗУЛЬТАТ:
Выполняется подача
газа для
настройки давления.
Вспомогательная
дуга
ДЕЙСТВИЕ:
РАБОТА / Быстрый
автоперезапуск /
НАСТРОЙКА / ЗАЖИМНОЙ
ПАТРОН переключить в
положении РАБОТА
(большинство случаев)
или Быстрый автоперезапуск
(строжка, зачистка или
обработка тянутого металла)
или Зажимной патрон,
который используется в
особых ситуациях
(выключатель горелки
можно отпустить после
переноса главной дуги).
РЕЗУЛЬТАТ:
Подача газа прекращается.
ДЕЙСТВИЕ:
Горелка выведена из работы
(но еще не выключена).
РЕЗУЛЬТАТ:
Основная дуга гаснет.
Вспом. дуга автоматически
перезапускается.
ДЕЙСТВИЕ:
Горелка подведена к обрабатываемой
детали на расстояние переноса.
РЕЗУЛЬТАТ:
Перенос главной дуги.
Вспом. дуга выкл.
ДЕЙСТВИЕ:
Отпустить выключатель горелки.
РЕЗУЛЬТАТ:
Основная дуга гаснет.
Поток газа прекращается
по завершении подачи
газа гашения дуги.
(Вентиляторы продолжат работать
10 минут после перевода
выключателя горелки
из положения [ПУСК])
ДЕЙСТВИЕ:
Выключатель в
положении ВЫКЛ.
РЕЗУЛЬТАТ:
Все индикаторы откл.
Вентиляторы блока
питания выкл.
300X5397RU ПРИЛОЖЕНИЕ
ДЕЙСТВИЕ:
Вынуть из гнезда
силовой
шнур или разомкнуть
внешний разъединитель.
РЕЗУЛЬТАТ:
Нет питания в системе.
Art #A-08793RU_AB
A-1

ESAB CUTMASTER 100
1/ 3
f
f
1
2
Mo de l:
U
1
1
1
1max 1eff
I
I
U
2
3Ø
3Ø1Ø
1Ø
S/N
U
0
=
X
Стандартные символы
Ø
перем. ток
пост. ток
фаза
ПРИМЕЧАНИЕ:
1. Указанный символ обозначает одно- или трехфазный ввод пер.
тока, конвертер-трансформатор-выпрямитель статической частоты,
выход пост. тока.
2. Значение напряжения на входе для данного блока питания. Большинство
блоков питания маркируются табличкой на входном силовом шнуре
с указанием требуемого напряжения согласно исполнительной документации.
3. Верхний ряд: Значения рабочего цикла.
Значение рабочего цикла IEC согласно нормам Международной
электротехнической комиссии.
Значение рабочего цикла TDC определяется согласно принятой
производителем методике испытаний блока питания.
Второй ряд: Номинальные значения тока резки.
Третий ряд: Ус ловное значение напряжения нагрузки.
4. Секции блока данных можно относить к отдельным зонам блока питания.
I
Art # A-12765RU_AA
Da te of Mf r:
Выходной диапазон
(сила тока/напряжение)
Тип блока
питания (прим. 1)
Тип выходного тока
Номинальное
напряжение
без нагрузки
Символ
плазменной
резки
Наименование и/или логотип,
местоположение, модель и статус
изменения, заводской номер
и код производителя
Условное напряжение нагрузки
Нормативный стандарт,
регулирующий данный тип
блока питания
Данные рабочего цикла
(прим. 3)
Коэф. рабочего цикла
Спецификации
входной мощности
(фаза, пер. или
пост. ток, частота)
Символ входной мощности
Номинальное напряжение
питания (прим. 2)
Номинальный макс. ток питания
Максимальный
эффективный ток питания
Степень защиты
Номер файла и статус
изменения электросхемы
производителя
ПРИЛОЖЕНИЕ 2: ИНФОРМАЦИЯ НА ПАСПОРТНОЙ
ТАБЛИЧКЕ
A-2
ПРИЛОЖЕНИЕ 300X5397RU

ПРИЛОЖЕНИЕ 3: РАСПОЛОЖЕНИЕ ВЫВОДОВ
1
2
3
4
5
6
7
8
5
6
7
8
1
2
3
4
Pазъеме ATC «Женщины»
Вид спереди
Вспомогательная Дуга
Вспомогательная Дуга
6 - Открыто
7 - Открыто
8 - Открыто
5 - Открыто
Отрицательный
/ Плазма
6 - Открыто
7 - Открыто
5 - Открыто
2 - PIP
3 - выключатель
4 - выключатель
1 - PIP
4 - Зеленый /
выключатель
2- Оранжевый
/
PIP
3 - Белый
выключатель
1 - Черный / PIP
Отрицательный
/ Плазма
8 - Заземление
Pазъеме ATC «Мужчины»
Вид спереди
A-03701RU
Отрицательный / Плазма
3 - Белый /
не используется
4- Черный –
подвесной
разъем
2 - Оранжевый
/
PIP
1 - Черный / PIP
Вспомогательная Дуга
2 - PIP
1 - PIP
6 - Открыто
7 - Открыто
5 - Открыто
8 - Заземление
8 - Зеленый -
Подвесной
разъем
заземления
5 - Белый / не
используется
7 - Зеленый /
не используется
6 - Открыто
МАШИННАЯ ГОРЕЛКА БЕЗ ЗАЩИТНОЙ СРЕДЫ
3 - выключатель
4 - выключатель
Art # A-03799RU
Отрицательный / Плазма
Вспомогательная Дуга
1
2
3
4
5
6
7
8
5
6
8
1
2
3
4
7
Pазъеме ATC «Женщины»
Вид спереди
Pазъеме ATC «Мужчины»
Вид спереди
ГОРЕЛКИ
A. Расположение выводов ручной горелки
B. Расположение выводов механизированной горелки
ESAB CUTMASTER 100
300X5397RU ПРИЛОЖЕНИЕ
A-3

ESAB CUTMASTER 100
Горелка: Ручная горелка SL60 / SL100
Провода: Провода горелки с разъемом ATC
Блок питания: с гнездом ATC
Отрицательный / Плазма
Источник
Питания
Переключатель
PIP
Наружный
разъем
ATC проводов
Pазъеме ATC
«Женщины»
Вспомогательная Дуга
Отрицательный / Плазма
Черный
Оранжевый
Кабели
горелки
Головка
горелки
На цепь
блока питания
Art # A-03797RU
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
Переключатель
горелки
Зелёный
Белый
На цепь
блока питания
Вспомогательная Дуга
Горелка: Механизированная машинная горелка без защитной среды (SL100)
Провода: Провода с разъемом ATC и
удаленным подвесным разъемом
Блок питания: с гнездом разъема ATC
Вспомогательная Дуга
Отрицательный / Плазма
Источник
Питания
На удаленное управление
Удаленный
подвесной
разъем
Переключатель
PIP
не
используется.
Наружный
разъем
ATC проводов
Pазъеме ATC
«Женщины»
Вспом. провод
Отрицательный / провод плазмы
Кабели
горелки
Головка
горелки
Art # A-03798RU
1
2
5
6
4
3
8
7
На цепь
блока питания
Зелёный
На цепь
блока питания
1
2
5
6
4
3
8
7
Черный
Белый
Зелёный
Черный
Оранжевый
Белый
ПРИЛОЖЕНИЕ 4: СХЕМЫ ПОДСОЕДИНЕНИЯ ГОРЕЛКИ
A. Схема подсоединения ручной горелки
B. Схема подсоединения механизированной горелки
A-4
ПРИЛОЖЕНИЕ 300X5397RU

ESAB CUTMASTER 100
Эта страница намеренно
оставлена незаполненной.
300X5397RU ПРИЛОЖЕНИЕ
A-5

ESAB CUTMASTER 100
5
4
D D
C C
B B
A A
5
4
D
C C
B
A
ПРИЛОЖЕНИЕ 5: ЭЛЕКТРИЧЕСКАЯ СХЕМА СИСТЕМЫ,
УСТРОЙСТВА 400 В
T1T1
T1T1
PRI 4 PRI 4
PRI 4 PRI 4
PRI 3PRI 3
J1J1
J1J1
SW1SW1
SW1SW1
1 3
1 3
1
1
2
2
3
3
4
4
2 4
2 4
5
5
+12VDC
+12VDC
K1K1
K1K1
EMI
EMI
*
*
CHOKE
CHOKE
CE UNITS
CE UNITS
*
*
ONLY
ONLY
EMI
EMI
*
*
FILTER
FILTER
1
1
1
1
L1
L1
L2
L2
L3
L3
GND
GND
380/400/415V
380/400/415V
OR 600V
OR 600V
3 PH AC INPUT
3 PH AC INPUT
PRIMARY POWER CONNECTIONS:
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
USE L1, L2, L3 & GND
2
2
2
2
3
3
3
3
4
4
4
4
MOT1MOT1
MOT1MOT1
FAN
FAN
+ -
+ -
SOL 1SOL 1
SOL 1SOL 1
W1W1
W1W1
SERIAL PORT
SERIAL PORT
MOT2MOT2
MOT2MOT2
FAN
FAN
MOT3MOT3
MOT3MOT3
FAN
FAN
/INRUSH
/INRUSH
W1W1
W1W1
7
7
L1
T1
L1
T1
8
8
L2
T2
L2
T2
9
9
L3
T3
L3
T3
7A
7A
L4
T4
L4
T4
+12VDC
+12VDC
J7J7
J7J7
1
1
2
2
J5J5
J5J5
1
1
2
2
3
3
24VAC
5
5
6
6
+-
+-
+-
+-
24VAC
J6J6
J6J6
1
1
24VAC RET
24VAC RET
2
2
J4J4
J4J4
3.3VDC
3.3VDC
1
1
TXD
TXD
2
2
RXD
RXD
3
3
4
4
D
D
5
5
J13J13
J13J13
FERRITE
FERRITE
FILTER
FILTER
J4J4
123456789
J4J4
123456789
+12VDC
+12VDC
J1J1
J1J1
1
1
2
2
J2J2
J2J2
1
1
2
2
/FAN
/FAN
/SOLENOID
/SOLENOID
1 /OVERTEMP
1 /OVERTEMP
2 /FAN_ON
2 /FAN_ON
3 /CSR
3 /CSR
4 CUR_SET
4 CUR_SET
5 MAIN_PCB_ID
5 MAIN_PCB_ID
6 COMMON
6 COMMON
12345
12345
/FAN
/FAN
INRUSH
INRUSH
RESISTORS
RESISTORS
6
6
D1
D1
BIAS
BIAS
SUPPLY
SUPPLY
TP2TP2
MTH1MTH1
TP2TP2
+
+
D1
D1
_
_
J14J14
J14J14
SYNC
SYNC
10
10
+12VDC
+12VDC
J9J9
J9J9
SYNC
SYNC
+
+
MTH1MTH1
+12VDC
+12VDC
BIAS
BIAS
SUPPLY
SUPPLY
MTH7MTH7
TP8TP8
MTH7MTH7
TP8TP8
AC1AC1
AC1AC1
80A_AC180A_AC1
80A_AC180A_AC1
80A_AC280A_AC2
AC2AC2
80A_AC280A_AC2
AC2AC2
AC3AC3
80A_AC380A_AC3
AC3AC3
80A_AC380A_AC3
+12VDC
+12VDC
J2J2
J2J2
1
1
2
2
J3J3
J3J3
1
2
1
2
AC1AC1
40A_AC140A_AC1
AC1AC1
40A_AC140A_AC1
AC2AC2
40A_AC240A_AC2
AC2AC2
40A_AC240A_AC2
AC3AC3
40A_AC340A_AC3
AC3AC3
40A_AC340A_AC3
PMTH1PMTH1
PMTH1PMTH1
PMTH1PMTH1
PMTH1PMTH1
PCB2
PCB2
INPUT CAPACITOR PCB
INPUT CAPACITOR PCB
C7 & C10 may not be installed
C7 & C10 may not be installed
C16-17+C16-17
C16-17+C16-17
+
+
+
+
+
+
C3,C4,C7,C8*+C3,C4,C7,C8*
C3,C4,C7,C8*+C3,C4,C7,C8*
C5,C6,C9,C10*+C5,C6,C9,C10*
C5,C6,C9,C10*+C5,C6,C9,C10*
C12-13+C12-13
C12-13+C12-13
B
B
PRI 2PRI 2
PRI 2PRI 2
PRI 2PRI 2
PRI 2PRI 2
A
A
PRI 1PRI 1
PRI 1PRI 1
PRI 1PRI 1
PRI 1PRI 1
MTH2MTH2
TP1TP1
MTH2MTH2
TP1TP1
MTH4MTH4
TP5TP5
MTH4MTH4
TP5TP5
MTH8MTH8
TP4TP4
MTH8MTH8
TP4TP4
TP3TP3
TP3TP3
MTH6MTH6
MTH6MTH6
PCB1
PCB1
PRI 1 PRI 1
PRI 1 PRI 1
A
A
PMTH2PMTH2
PMTH2PMTH2
PMTH2PMTH2
PMTH2PMTH2
PMTH3PMTH3
PMTH3PMTH3
PMTH3PMTH3
PMTH3PMTH3
+
+
Q1
Q1
Q2
Q2
MAIN PCB ASSY
MAIN PCB ASSY
Q1
Q1
Q2
Q2
+
+
_
_
+
+
PRI 3PRI 3
C
C
D
D
T2T2
T2T2
PRI 3PRI 3
PRI 4PRI 4
PRI 3PRI 3
PRI 2 PRI 2
PRI 2 PRI 2
B
B
PRI 4PRI 4
C
C
D
D
PMTH4PMTH4
PMTH4PMTH4
PMTH4PMTH4
PMTH4PMTH4
_
_
40/50 AMP PCB
40/50 AMP PCB
PCB5
PCB5
A-12770_AA
A-12770_AA
A-6
ПРИЛОЖЕНИЕ 300X5397RU
5
5
4
4
_
_

ESAB CUTMASTER 100
3
2
1
3
2
1
1TORCH
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
P2P2
P2P2
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
J2J2
J2J2
14
14
13
13
12
12
11
11
10
10
9
9
8
8
7
7
6
6
5
5
4
4
3
3
2
2
1
1
P1P1
P1P1
E1E1
E1E1
+12VDC
+12VDC
K1K1
K1K1
PCB4
PCB4
AUTOMATION
AUTOMATION
INTERFACE PCB
INTERFACE PCB
1TORCH
PIP SWITCHPIP SWITCH
PIP SWITCHPIP SWITCH
TORCH SWITCHTORCH SWITCH
TORCH SWITCHTORCH SWITCH
AUTOMATION
AUTOMATION
TORCH SOLENOID
TORCH SOLENOID
OK TO MOVE
OK TO MOVE
}
}
/START / STOP
/START / STOP
}
}
*
*
123
123
WORKWORK
WORKWORK
*
*
K1
K1
CNC PINOUT
CNC PINOUT
13
13
47
47
811
811
1214
1214
To configure DIVIDED ARC VOLTS signal output
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
Jumper pins 2 & 3 for ARC VOLTS / 50
J1J1
J1J1
1
1
2
2
3
3
/START / STOP
/START / STOP
}
}
4
4
(-)
(-)
*
*
5
5
DIVIDED ARC VOLTS
DIVIDED ARC VOLTS
}
}
(+)
(+)
6
6
(-)
(-)
7
7
ARC VOLTS
ARC VOLTS
8
8
}
}
(W/ 100K IN SERIES (2))
(W/ 100K IN SERIES (2))
(+)
(+)
9
9
10
10
11
11
12
12
OK-TO-MOVE
OK-TO-MOVE
13
13
}
}
14
14
D
D
C
C
TS1TS1
TS1TS1
L1L1
/START
/START
/PIP
/PIP
PILOT IGBTQ5PILOT IGBT
PILOT IGBTQ5PILOT IGBT
+12VDC
+12VDC
L1L1
ELECTRODE1ELECTRODE1
ELECTRODE1ELECTRODE1
L2L2
L2L2
-V OUT 1-V OUT 1
-V OUT 1-V OUT 1
WORK1WORK1
WORK1WORK1
ATC CONNECTOR
ATC CONNECTOR
J1J1
J1J1
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
-
E64
E64
E35
E35
TIP1TIP1
TIP1TIP1
J9J9
J9J9
78
78
1
1
79
79
2
2
80
80
3
3
81
81
4
4
82
82
5
5
6
6
83
83
7
7
J10J10
P10P10
J10J10
P10P10
1
1
1
1
2
2
2
2
3
3
3
3
4
4
4
4
5
5
5
5
6
6
6
6
7
7
7
7
8
8
8
8
J2
J2
40 PIN RIBBON CABLE SIGNALS
40 PIN RIBBON CABLE SIGNALS
1
1
-V_OUT_SIGNAL
FERRITE
FERRITE
FILTER
FILTER
-V_OUT_SIGNAL
2
2
/TIP_VOLTS
/TIP_VOLTS
3
3
/TIP_SENSE
/TIP_SENSE
4
4
/460V_IN
/460V_IN
5
5
/230V_IN
/230V_IN
6
6
CUR_SET
CUR_SET
7
7
/RAR (RAPID AUTO RESTART)
/RAR (RAPID AUTO RESTART)
8
8
/INRUSH
/INRUSH
9
9
/W1_ON
/W1_ON
10
10
SHDN
SHDN
11
11
/TORCH_SOLENOID
/TORCH_SOLENOID
12
12
/SOLENOID_ON
/SOLENOID_ON
13
13
/OK_TO_MOVE
/OK_TO_MOVE
14
14
/FAN_ON
/FAN_ON
15
15
/LATCH_ACTIVE
/LATCH_ACTIVE
16
16
/TORCH_SWITCH
/TORCH_SWITCH
17
17
/PIP
/PIP
18
18
AC_ON
AC_ON
19
19
CSR
CSR
20
20
/TORCH_SOLENOID_DETECT
/TORCH_SOLENOID_DETECT
21
21
/OVERTEMP
/OVERTEMP
22
22
V_IN
V_IN
23
23
+12VDC
+12VDC
24
24
+12VDC
+12VDC
25
25
COMMON
COMMON
26
26
COMMON
COMMON
29
29
MAIN_PCB_ID
MAIN_PCB_ID
34
34
460_IN
460_IN
35
35
+3.3VDC
+3.3VDC
36
36
TXD
TXD
37
37
RXD
RXD
38
38
COMMON
COMMON
39
39
D
D
M-L
M-L
M-L
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
L-M
M-L
M-L
M-L
M-L
L-M
L-M
M-L
M-L
-
+
+
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
To -V OUT 1
To -V OUT 1
on PCB1
on PCB1
P10P10
P10P10
1
1
1
1
2
2
2
2
3
3
3
3
4
4
4
4
5
5
5
5
6
6
6
6
7
7
7
7
8
8
8
8
J11J11
J11J11
1
2
1
D59 PCRD59 PCR
D59 PCRD59 PCR
D78 CSRD78 CSR
D78 CSRD78 CSR
+12VDC
+12VDC
2
TEMP
TEMP
/OVERTEMP
/OVERTEMP
CIRCUIT
CIRCUIT
NTCNTC
NTCNTC
D3
D3
TEST POINTS
TEST POINTS
GND1
GND1
COMMON
COMMON
GND2
GND2
COMMON
COMMON
+12V1
+12V1
+12 VDC SUPPLY
+12 VDC SUPPLY
48V1
48V1
+48 VDC SUPPLY
+48 VDC SUPPLY
I_DMD_1
I_DMD_1
CURRENT DEMAND
CURRENT DEMAND
TIP_SEN
TIP_SEN
TIP DRAG SENSE
TIP DRAG SENSE
SEC1SEC1
SEC1SEC1
SEC2SEC2
SEC2SEC2
CHOKE1CHOKE1
CHOKE1CHOKE1
Q5
Q5
24VAC RETURN
24VAC RETURN
24VAC SUPPLY
24VAC SUPPLY
OK-TO-MOVE
OK-TO-MOVE
(5A @ 250VAC / 30VDC)
(5A @ 250VAC / 30VDC)
B
B
J1
Current ControlCurrent Control
Current ControlCurrent Control
LATCH
LATCH
SET
SET
RUN
RUN
RAR
RAR
ACAC
ACAC
OVERTEMPOVERTEMP
OVERTEMPOVERTEMP
GASGAS
GASGAS
DCDC
DCDC
ERRORERROR
ERRORERROR
J1
FAULT
FAULT
ERROR IND
ERROR IND
MAX
MAX
90
90
85
85
80
80
75
75
70
70
65
65
MIN
MIN
TEST POINTS
TEST POINTS
TP1
TP1
TP2
TP2
TP3
TP3
TP4
TP4
TP5
TP5
TP6
TP6
TP7
TP7
+12VDC
+12VDC
OVER PRESSURE
OVER PRESSURE
INTERNAL ERROR
INTERNAL ERROR
SHORTED TORCH
SHORTED TORCH
CONSUMABLES MISSING
CONSUMABLES MISSING
START ERROR
START ERROR
PARTS IN PLACE
PARTS IN PLACE
INPUT POWER
INPUT POWER
UNDER PRESSURE
UNDER PRESSURE
GND
GND
+12 VDC
+12 VDC
+5 VDC
+5 VDC
3.3 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
1.8 VDC
CURRENT DEMAND
CURRENT DEMAND
D1D1
D1D1
LOGIC PCB
LOGIC PCB
PCB3
PCB3
SEE A-09130
SEE A-09130
INTRO ECO B1357
INTRO ECO B1357
AA
AA
ECO B1399RWH
ECO B1399RWH
AB
AB
ECO B1611 RWH
ECO B1611 RWH
AB
AB
Last Modified:
Last Modified:
Last Modified:
Last Modified:
Last Modified:
Last Modified:
Friday, December 11, 2009
Friday, December 11, 2009
0-100PSI / 0-4.5VDC
0-100PSI / 0-4.5VDC
+5VDC
+5VDC
RWH
RWH
MAXMAX
MAXMAX
9090
9090
8585
8585
8080
8080
7575
7575
7070
7070
6565
6565
AIR
AIR
INLET
INLET
MINMIN
MINMIN
J3J3
J3J3
3
3
2
2
1
1
DateByRevisionsRev
DateByRevisionsRev
DateByRevisionsRev
DateByRevisionsRev
DateByRevisionsRev
DateByRevisionsRev
03/31/09
03/31/09
05/05/09
05/05/09
05/05/09
05/05/09
NOTE:
NOTE:
NOTE:
NOTE:
NOTE:
NOTE:
TITLE:
TITLE:
TITLE:
TITLE:
TITLE:
TITLE:
09:02:19
09:02:19
09:02:19
09:02:19
09:02:19
09:02:19
GAS CONTROL
GAS CONTROL
REGULATOR
REGULATOR
FILTER
FILTER
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Capacitors are in Microfarads (UF)
Capacitors are in Microfarads (UF)
Capacitors are in Microfarads (UF)
Capacitors are in Microfarads (UF)
Capacitors are in Microfarads (UF)
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
1
1
SOLENOID
SOLENOID
VALVE
VALVE
PRESSURE
PRESSURE
TRANSDUCER
TRANSDUCER
123
123
ATC
ATC
A-12770_AA
A-12770_AA
PCB No:
PCB No:
PCB No:
PCB No:
PCB No:
PCB No:
Assy No:
Assy No:
Assy No:
Assy No:
Assy No:
Assy No:
SupersedesScale
SupersedesScale
SupersedesScale
SupersedesScale
SupersedesScale
SupersedesScale
Date:
Date:
Date:
Date:
Date:
Date:
MARCH 30, 2009
MARCH 30, 2009
Drawn: References
Drawn: References
Drawn: References
Drawn: References
Drawn: References
Drawn: References
RWH
RWH
Chk: App:
Chk: App:
Chk: App:
Chk: App:
Chk: App:
Chk: App:
11
11
11
11
11
11
DWG No:
Size
DWG No:
Size
DWG No:
Size
DWG No:
Size
DWG No:
Size
DWG No:
Size
42X1330
D
42X1330
D
42X1330
D
42X1330
D
42X1330
D
42X1330
D
A
A
Sheet
Sheet
Sheet
Sheet
Sheet
Sheet
of
of
of
of
of
of
SEC1SEC1
SEC2SEC2
SEC1SEC1
D2
D2
NTCNTC
NTCNTC
3
3
CHOKE1CHOKE1
SEC2SEC2
CHOKE1CHOKE1
TEMP
TEMP
/OVERTEMP
/OVERTEMP
CIRCUIT
CIRCUIT
+OUT_1+OUT_1
+OUT_1+OUT_1
2
2
300X5397RU ПРИЛОЖЕНИЕ
A-7

ESAB CUTMASTER 100
История изменений
Дата Изм. Описание
01/15/2015 AA Выпуск руководства
08/14/2015 AB
11/14/2015 AC Пересмотренная программа DOC, снят отпечатано в текст
01/07/2019 AD
Обновленные искусства на крышке, обновленные doc, добавлен рабочий цикл
значения, снят Резервни защитени проводници за машинна горелка
A-8
ПРИЛОЖЕНИЕ 300X5397RU

Эта страница намеренно оставлена незаполненной.

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers to our distributors in other
countries, please visit our home
page
www.esab.eu
www.esab.eu
©2015 ESAB Welding and Cutting Products
 Loading...
Loading...