

Page 1

HU
Aristo
®
MA6
Kezelési utasítások
Valid from program version 1.300458 854 283 HU 110427
Page 2

1 BEVEZETÉS 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Kezdje itt! 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 A vezérlőpanel működési módja 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Vezérlőpanel 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 A kijelzőn megjelenő szimbólumok 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENÜK 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 A főmenü és a mérési menü 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 A választást kínáló menü 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Menüstruktúra 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MIG/MAG HEGESZTÉS 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Értékek 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MMA HEGESZTÉS 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Beállítások 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 ELJÁRÁS SZÉNÉVES FAR 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Beállítások 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 ÁLTALÁNOS FUNKCIÓK 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Távvezérlő-egység 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Beállítások 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 MEMÓRIAKEZELÉS 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 A hegesztési adatok tárolása 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Hegesztési adatok előhívása 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Törölje a hegesztési adatokat 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ZÁRKÓD 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 HIBAKÓDOK 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Hibakódok listája 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 A hibakódok leírása 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 PÓTALKATRÉSZEK RENDELÉSE 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
KAPCSOLÁSI RAJZ 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
RENDELÉSI SZÁM 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fenntartjuk az elözetes bejelentés nélküli változtatás jogát.
TOCu
- 2 -
Page 3

HU
1 BEVEZETÉS
E kézikönyv az MA6 vezérlőpanel működését mutatja be.
A működésre vonatkozó általános információt megtalálja az áramforrás kezelési
utasításában.
Ha ez a figyelmeztetés megjelenik a kijelzon, ez azt jelenti, hogy az áramforrás nem
támogatja ezt a funkciót.
A frissített szoftvert kérje az ESAB engedéllyel rendelkezo szervizmérnökétol.
1.1 Kezdje itt!
Ez a főmenü akkor jelenik meg a kijelzőn, amikor első alkalommal bekapcsolja az
erőforrást.
A leszállított berendezés kijelzőjén először angol nyelvű szöveg jelenik meg. A
vezérlőpanel 14 választható nyelven programozható. A választott nyelv beállítása:
S Nyomja meg a -t, hogy belépjen az első, kiválasztást kínáló menübe.
S Nyomja meg a -t, hogy belépjen az első konfigurációs menübe.
S Nyomja addig a -t (a kijelző alján jobbra található) szimbólum alatti
gombot, ameddig megjelenik a kijelzőn a kívánt nyelv.
bi03intu1
- 3 -
© ESAB AB 2001
Page 4

HU
1.2 A vezérlőpanel működési módja
A vezérlőpanel két egységből áll: az elsődleges memóriából és a hegesztési
adatokat tartalmazó memóriából.
Tárol
Elsődleges memória A hegesztési adatokat
tartalmazó memória
Előhív
Az elsődleges memóriában létrejön a hegesztési beállítások adatainak teljes
halmaza, ami a hegesztési adatok számára fenntartott memóriában tárolódik.
Hegesztés közben mindig az elsődleges memória tartalma vezérli a folyamatot.
Éppen ezért a hegesztési adatok memóriájából elő lehet hívni a hegesztési
beállítások adatait az elsődleges memóriába.
Ne feledje, hogy az elsődleges memória a legfrissebb hegesztési beállítások adatait
tartalmazza. Ezeket a beállításokat a hegesztési adatok memóriájából lehet előhívni,
vagy egyenként lehet módosítani a beállításokat. Más szóval, az elsődleges
memória soha nem üres, illetve soha nincsen “ lenullázva ".
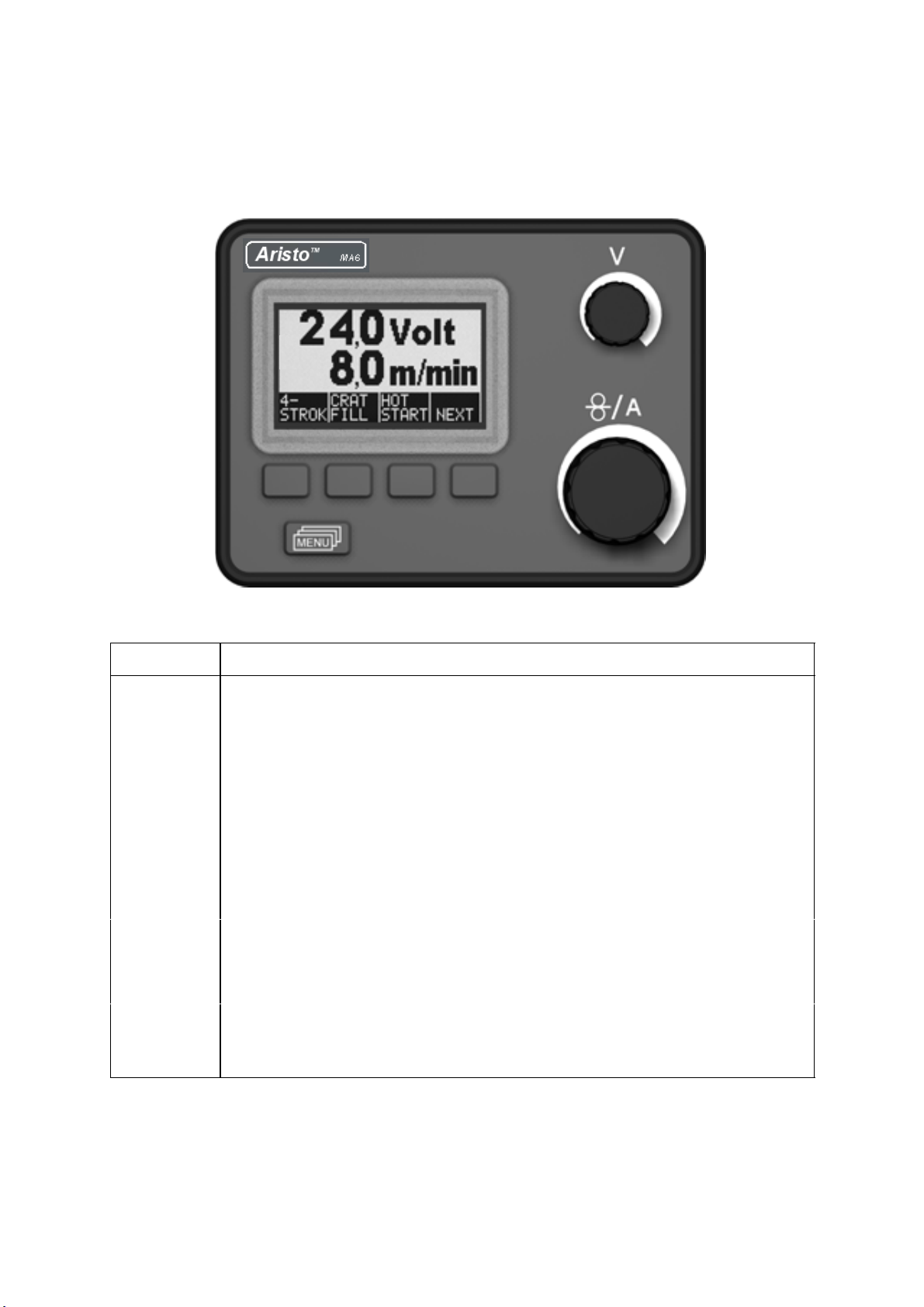
1.3 Vezérlőpanel
1 Kijelző
2 Feszültség beállító gomb
3 A huzaladagolás sebességét és a
hegesztőáram értékét kiválasztó gomb
4 Kijelző nyomógombok (funkció billentyűk)
5 MENÜ gomb
Kijelző nyomógombok
E gombok funkciói (tehát az, hogy melyik mit csinál) attól függően változnak, hogy a
kijelzőn melyik almenü jelenik meg. Az egyes gombok konkrét funkciójára a kijelző
alján megjelenő, a gomboknak megfelelően, az alsó sor utal. (A szöveg melletti
fehér pont jelzi, hogy a gomb aktív.)
MENÜ nyomógomb
A főmenüből ezzel a gombbal jut el a választást felkínáló menühöz ( lásd a <> tételt).
Ha egy másik menüben van, egy menüvel vissza tud lépni.
bi03intu1
- 4 -
© ESAB AB 2001
Page 5

HU
1.4 A kijelzőn megjelenő szimbólumok
Vissza a főmenübe.
Léptesse a kurzort egy új beállítási paraméterre.
Módosítsa a funkciót a kiválasztott sorban.
Növelje az értéket. Csökkentse az értéket.
2 MENÜK
A vezérlő panelen többféle menü fut: a főmenü, a mérési menü, a választást kínáló
menü, a folyamat menü, a beállítások menü, a konfigurációs menü és a memória
menü Indításkor egy induló képernyő látható, ami az vezérlő panelre és az
alkalmazott szoftver verzióra vonatkozó információt tartalmaz.
2.1 A főmenü és a mérési menü
A főmenü az indítás után mindig azonnal megjelenik,
bemutatva a beállított értékeket. Ha a hegesztés
megkezdésekor a főmenüben van, a menü automatikusan
vált és a mért értékeket mutatja (a mérési menü). A mért
értékek a hegesztés befejezése után is láthatóak maradnak
a kijelzőn. A gomb elfordításával visszalép a főmenübe. A többi menü a mérési
értékek elvesztése nélkül is előhívható.
A mérési értékek helyett csak akkor jelennek meg a beállítások, amikor a gombot
elfordítják, illetve megváltoztatják a hegesztési módszert.
bi03intu1
- 5 -
© ESAB AB 2001
Page 6

HU
2.2 A választást kínáló menü
A választás menüben választhatja ki azt a menüt, ahová
tovább kíván lépni. folyamat, beállítások, konfigurációs és
memória menü.
A folyamat menü
Alkalmazza ezt a
menüt a hegesz
tési folyamat
megváltoztatásá
hoz, anyagtípus ,
stb.
A konfigurációs
menü
Ezzel a menüvel
módosíthatja a
nyelvet, a
mértékegységet,
stb.
A folyamat menü
Ezzel a menüvel
állíthatja be a hegesztési
paramétereket, például
az előzetes gázáramot, a
melegindítás
időtartamát, a kráter
kitöltési időt, stb.
A memória menü
Ezzel a menüvel
tárolhatja, hívhatja elő
és/vagy törölheti a tárolt
hegesztési beállításokat.
Tíz adattárolási pozíció
áll rendelkezésre a
hegesztési adatok
számára.
bi03intu1
- 6 -
© ESAB AB 2001
Page 7
bi03men2
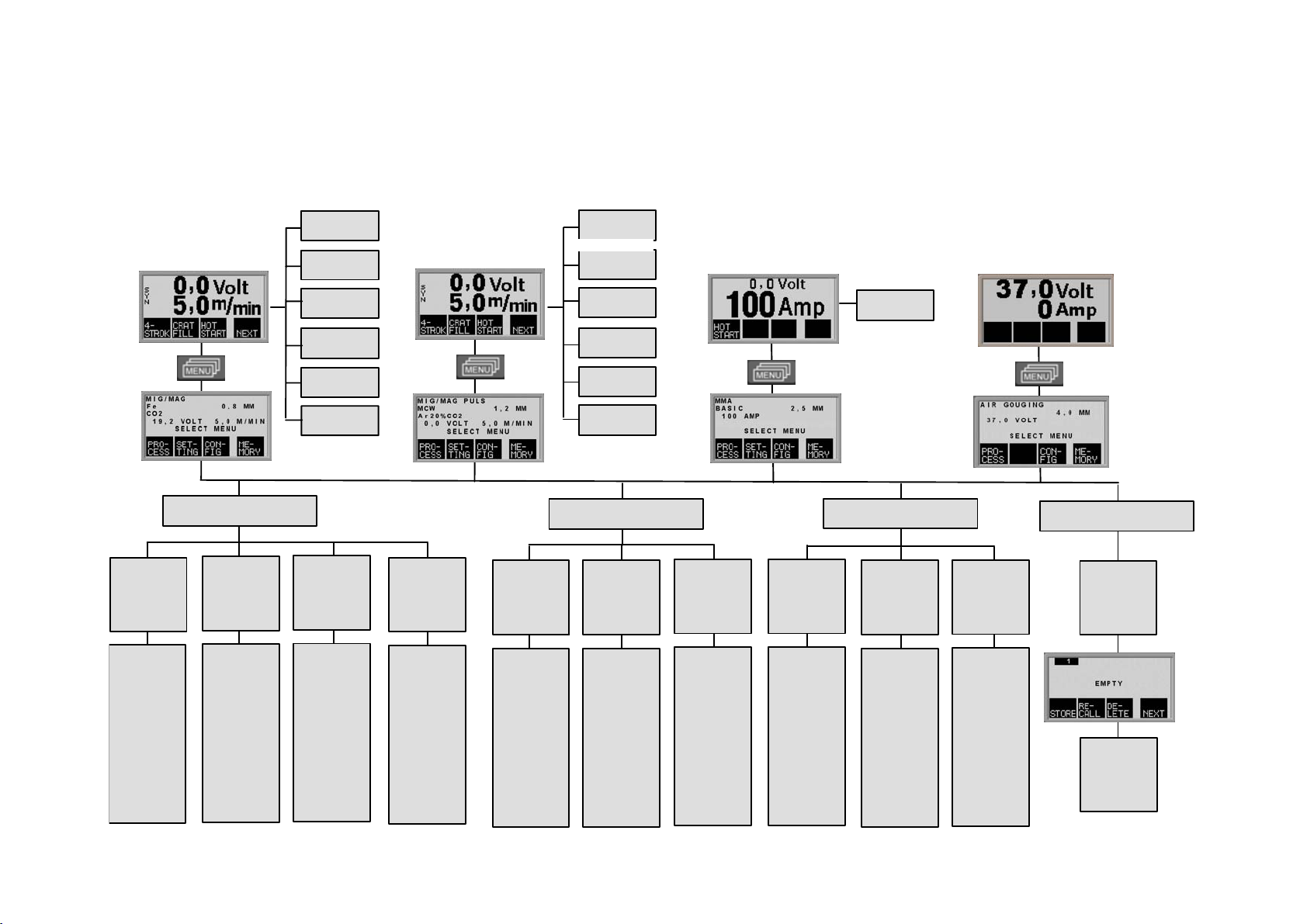
2.3 Menüstruktúra
- 7 -
MIG/MAG
MIG/MAG
2/4−stroke
Craterfill Craterfill
Hot start Hot start Hot start
Creep start Creep start
Gas purge Gas purge
Wire inch Wire inch
Process menu Setting menu Configuration menu Memory menu
MIG/MAG
Pulsed
MMA
MIG/MAG Pulsed
Arc gouging
MIG/MAG
2/4−stroke
MIG/MAG
Pulsed
MMA Arc gouging
MIG/MAG
MMA
MIG/MAG
Pulsed
MMA Arc gouging
MIG/MAG
MIG/MAG
Pulsed
MMA
Aric goug.
QS
Synergic
1) Wire typ
Gas
Wire diam.
2) Wire typ
Gas
Wire diam.
3) E−type
E−diam
4) E−diam Induktanc
Gas pre fl.
Hot start
Craterfill
Burnbackt
Gas post fl.
Spot welding
Gas pre fl.
Hot start
Crater fill
Burnbackt
Gas post fl.
Spot welding
Arc force
Hot start
5) Lang.
Dimension
Panel ena.
Trigger dat.
5) Lang.
Dimension
Panel ena.
© ESAB AB 2001
5) Lang
Dimension
Panel ena.
Store
Recall
Delete
Page 8

HU
1) Az alábbi táblázat bemutatja az MIG/MAG szinergikus hegesztési folyamat beállítási menüben
választható elektróda átmérőket.
Huzaltípus Védőgáz Huzalátmérő
Kis ötvözöttségü, vagy nem ötvözött tömör
huzal (Fe)
Ar + 18 % CO
Ar +8% CO
2
2
0,8 1,0 1,2
0,8 1,0 1,2
Rozsdamentes tömör huzal (Ss) Ar + 2 % CO
Ar + 3% CO
2
2 1% H
0,8 1,0 1,2
Ötvözött magnézium-alaminium huzal (AlMg) Ar 1,0 1,2 1,6
Ötvözött szilícium-alaminium huzal (AlMg) Ar 1,0 1,2 1,6
Fémes por töltetű huzal (Fe) Ar + 18 % CO
Rutil töltetű huzal (Fe) Ar + 18 % CO
Bázikus por töltetű huzal (Fe) Ar + 18 % CO
Az alábbi táblázat bemutatja az impulzusos MIG/MAG hegesztési folyamat beállítási menüben
2)
2
2
2
1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
választható elektróda átmérőket.
Huzaltípus Védőgáz Huzalátmérő
Kis ötvözöttségü, vagy nem ötvözött tömör
huzal (Fe)
Rozsdamentes tömör huzal (Ss) Ar + 20 % CO
Ar + 18 % CO
Ar +8 % CO
2
2
0,8 1,0 1,2
0,8 1,0 1,2
2
1,0 1,2
Ötvözött magnézium-alaminium huzal (AlMg) Ar 1,0 1,2 1,6
Ötvözött szilícium-alaminium huzal (AlMg) Ar 1,0 1,2 1,6
Az alábbi táblázat bemutatja az MMA folyamat beállítási menüben választható elektróda
3)
átmérőket.
Elektróda típusa Elektróda átmérője
Bázikus 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutil 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Cellulóz 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) Fúvottlevegős szénelektródás ívmegmunkálás
4,0 5,0 6,0 7,0 8,0
5) A kijelző paneljén látható szöveg a következő nyelveken áll rendelkezésre:
svéd, dán, norvég, finn, angol, német, holland, francia, spanyol (kasztíliai), olasz, portugál,
lengyel, cseh, magyar, török és amerikai angol.
bi03tabu3
- 8 -
© ESAB AB 2001
Page 9

HU
3 MIG/MAG HEGESZTÉS
A MIG/MAG hegesztéshez használt ív megolvasztja a hegesztési területre
folyamatosan adagolt kitöltő huzalt (az elektródát), miközben a megolvadt szakaszt
védőgáz védi.
Az impulzusok befolyásolják a huzalról a megolvadt cseppek továbbítását, hogy stabil
és fröcskölésmentes ív keletkezzen még alacsony hegesztési értékek mellett is.
3.1 Értékek
Impulzus nélküli MIG/MAG hegesztés
Beállítások Beállítási tartomány Lépések Alapbeállítás
2/4 ütem
Kráter feltöltés BE vagy KI - KI
Kráter feltöltés ideje 0 5 másodperc 0,1 másodperc 1,0 másodperc
Melegindítás BE vagy KI - KI
Melegindítási idő 0 10 másodperc 0,1 másodperc 1,5 másodperc
Fokozatos indítás
Gáz kifúvatás - - Hideg huzal adagolás - - Qset BE vagy KI - KI
Szinergia BE vagy KI - BE
Induktancia 0 - 100 1 70
Előzetes gázáram 0,1 25 másodperc 0,1 másodperc 0,1 másodperc
Kioltási idő 0 0,35 másodperc 0,01 másodperc 0,10 másodperc
Utólagos gázáram 0,1 20 másodperc 1 másodperc 1 másodperc
Ponthegesztés KI vagy BE - KI
Pontheg. idö 0,1 - 25 s 0,1 s 0,1 s
Feszültség 8 - 60 0,25 V (egy tizedes
Huzaladagolás sebessége 0,8 25,0 m/perc 0,1 m/perc 5 m/perc
Tr data byte LEZÁRVA,
Mértékegység METRIKUS vagy COLL - METRIKUS
Pult enged. KI vagy BE - BE
Autom mentés
Ívfesz toló
Limit meghat
Lezárás
1)
1)
2 ütem vagy 4 ütem - 2 ütem
BE vagy KI - BE
2)
szinergia ingadozás
jeggyel)
0
- LEZÁRVA
AKTÍV vagy
PASSZÍV
3)
3)
3)
3)
KI vagy BE - KI
KI vagy BE - KI
KI vagy BE - KI
KI vagy BE - KI
1)
Ezeket a funkciókat mindaddig nem lehet megváltoztatni, ameddig a hegesztés folyik.
2)
A szinergiavoezeték szállításkor tömör huzal (Fe), CO
3)
E funkció aktiválása érdekében vegye fel a kapcsolatot egy engedéllyel rendelkező ESAB
védőgáz , huzalátmérő 0,8 mm.
2
szervizmérnökkel.
bi03migu4
- 9 -
© ESAB AB 2001
Page 10

HU
Impulzusos MIG/MAG hegesztés
Beállítások Beállítási tartomány Lépések Alapbeállítás
2/4 ütem
Kráter feltöltés BE vagy KI - KI
Kráter feltöltés ideje 0 5 másodperc 0,1 másodperc 1,0 másodperc
Melegindítás BE vagy KI - KI
Melegindítási idő 0 10 másodperc 0,1 másodperc 1,5 másodperc
Fokozatos indítás BE vagy KI - BE
Gáz kifúvatás
Hideg huzal adagolás - - Előzetes gázáram 0,1 25 másodperc 0,1 másodperc 0,1 másodperc
Kioltási idő 0 - 0,35 másodperc 0,01 másodperc 0,10 másodperc
Utólagos gázáram 0 20 másodperc 1 másodperc 1 másodperc
Ponthegesztés KI vagy BE - KI
Pontheg. idö 0,1 - 25 s 0,1 s 0,1 s
Feszültség 8 - 60 0,25 V (egy tizedes
Huzaladagolás sebessége 0,8 25,0 m/perc 0,1 m/perc 5 m/perc
Tr data byte LEZÁRVA,
Mértékegység METRIKUS vagy COLL - METRIKUS
Pult enged. KI vagy BE - BE
Autom mentés
Ívfesz toló
Limit meghat
Lezárás
1)
1)
2 ütem vagy 4 ütem - 2 ütem
- - -
szinergia ingadozás
jeggyel)
0
- LEZÁRVA
AKTÍV vagy
PASSZÍV
2)
2)
2)
2)
KI vagy BE - KI
KI vagy BE - KI
KI vagy BE - KI
KI vagy BE - KI
1) Ezeket a funkciókat mindaddig nem lehet megváltoztatni, ameddig a hegesztés folyik.
2)
E funkció aktiválása érdekében vegye fel a kapcsolatot egy engedéllyel rendelkező ESAB
szervizmérnökkel.
A szinergiavezeték szállításkor tömör huzal (Fe), védőgáz: Ar 8 % CO
, a huzalátmérő 1,0 mm.
2
bi03migu4
- 10 -
© ESAB AB 2001
Page 11
HU
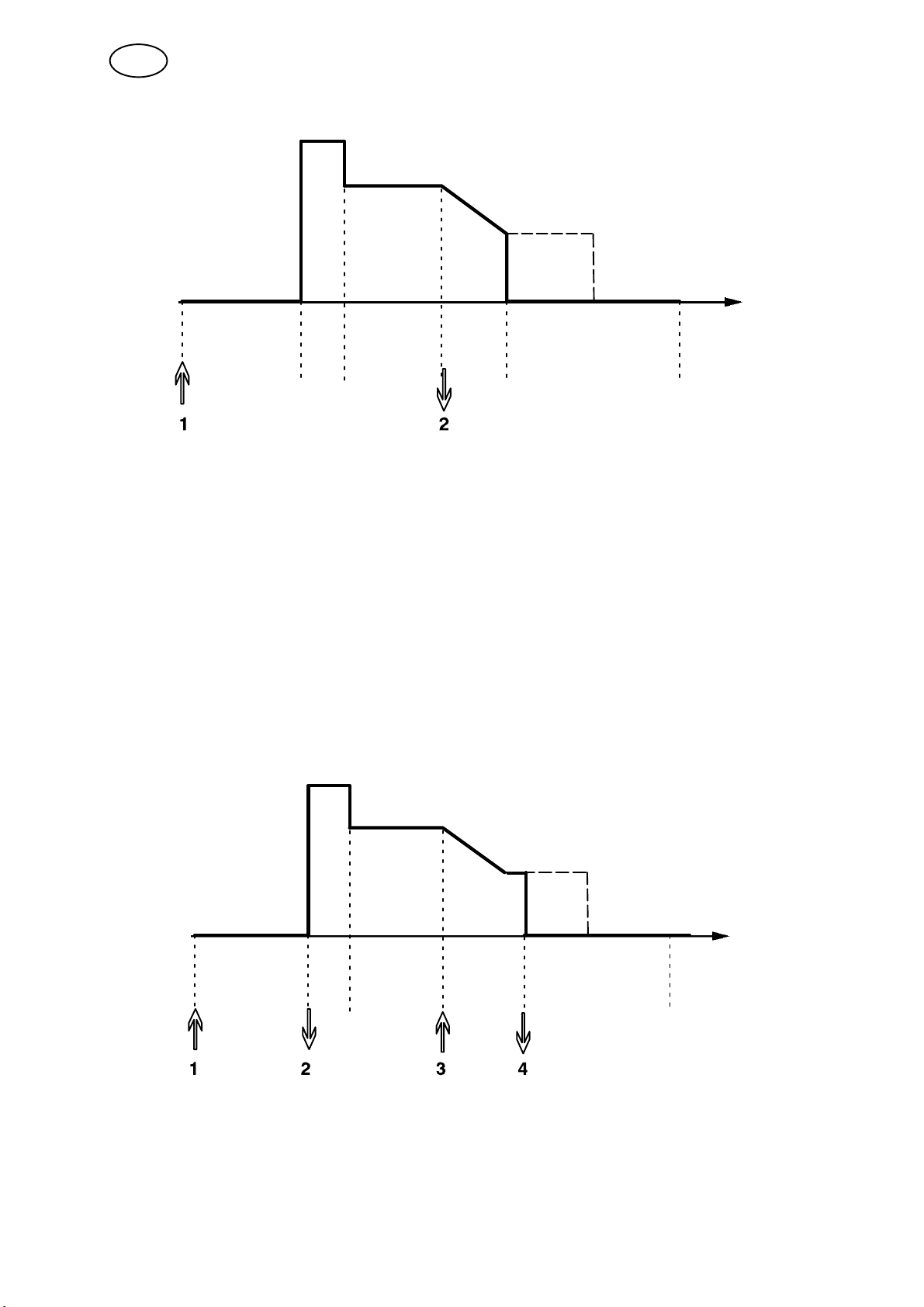
2 ütem
Előzetes
gázáram
A hegesztőpisztoly kétütemű vezérlése során használt funkciók
Mele
g
indítá
s
Hegesztés Kráter
feltöltés
Utólagos gázáram
A kétütemű vezérlési módban a működtető kapcsoló megnyomásával megindul az
előzetes gázáram (amennyiben alkalmazzák) és ívet húznak (1). A működtető
kapcsoló felengedésével (2) megkezdődik a kráter kitöltés (amennyiben
alkalmazzák), kioltódik az ív és megindul az utólagos gázáramlás (amennyiben
alkalmazzák).
TIPP: Amennyiben a kráterkitöltés közben még egyszer megnyomják a
hegesztőpisztoly működtető kapcsolóját, a hegesztés szükség szerinti ideig
folytatható (amint a kipontozott vonal is mutatja) a kráterkitöltés beállításainak
alkalmazásával. A kráter kitöltés úgy is leállítható, ha a kráter kitöltés folyamata
közben gyorsan lenyomják, majd rögtön felengedik a kapcsolót.
- A 2-ütem aktiválása a főmenüben történik.
4 ütem
Előzetes
gázáram
A hegesztőpisztoly négyütemű vezérlése során használt funkció
bi03migu4
Mele
g
indítá
s
Hegesztés Kráter
feltöltés
- 11 -
Utólagos gázáram
© ESAB AB 2001
Page 12

HU
A négyütemű vezérlési módban a működtető kapcsoló megnyomásával megindul az
előzetes gázáram (1). A hegesztés folyamata a működtető kapcsoló (2)
elengedésekor kezdődik. A hegesztés végeztével a hegesztő ismét megnyomja a
működtető kapcsolót (3), ezzel megindul kráter kitöltés (amennyiben alkalmazzák)
és a hegesztési beállítások alacsonyabb értékekre állnak be. A működtető kapcsoló
ismételt elengedésével (4) kioltódik az ív és jön az utólagos gázáram (amennyiben
működik).
TIPP: A működtető kapcsoló elengedésekor leáll a kráter kitöltés. A gomb
lenyomva tartásával a kráter kitöltési funkció legalacsonyabb beállításai mellett
folytatódik a hegesztés (kipontozott vonal).
- A 4-ütem aktiválása a főmenüben történik.
Kráter feltöltés
A kráter kitöltésével meg lehet előzni a munkadarabban a pórusok, repedések
kialakulását és a kráterek képződését a hegesztés leállításakor.
- A kráterfeltöltési idő beállítása a beállítások menüben történik.
Melegindítás
A melegindítás a hegesztés megkezdésekor szabályozható időtartamig megnöveli a
hegesztőáramot, ezáltal csökkentve a varrat kezdésénél a gyenge hegesztés
veszélyét.
- A melegindítási idő beállítása a beállítások menüben történik.
Fokozatos indítás
A fokozatos indítási funkció az előzetesen beállított huzaladagolási sebességet 50
%-ra csökkenti egészen addig, ameddig a huzal eléri a munkadarabot.
- A csúszóindítás aktiválása a főmenüben történik.
Gáz kifúvatás
Használja a gáz kifúvatás funkciót, hogy megmérje a gázáramot, illetve kifúvassa a
levegőt vagy a nedvességet a gázvezetékből a hegesztés megkezdése előtt. A
kifúvatás addig tart, ameddig a gombot benyomva tartja; ez megakadályozza a
feszültség ráadását és a huzaladagolás indítását.
- A gázlefúvatás aktiválása a főmenüben történik.
Hideg huzal adagolás
A hideg huzaladagolást az ívhúzás nélküli huzaladagoláshoz használják. A
huzaladagolás addig tart, ameddig a gombot benyomva tartja.
- A hideg huzaladagolás aktiválása a főmenüben történik.
bi03migu4
- 12 -
© ESAB AB 2001
Page 13

HU
QSett
A QSett a hegesztési paraméterek beállításának elősegítésére szolgál.
S Ha a gombot az óramutató járásával azonos irányba forgatják, nő (+) az ív
hossza.
S Ha a gombot az óramutató járásával ellentétes irányba forgatják, csökken (-)
az ív hossza.
RÖVID ÍV
Amikor egy huzal / gáz típussal első alkalommal hegesztenek, a QSett
automatikusan beállítja az összes szükséges hegesztési paramétert. Ezt követően
a QSett tárolja a jó hegesztéshez szükséges valamennyi adatot. A feszültség
automatikusan igazodik a huzaladagolási sebességben bekövetkezett
változásokhoz.
A spray ív területhez közeledbe a QSett értéket növelni kell.
Ha tisztán spray ívvel hegesztenek, kapcsolják ki a QSett funkciót. Minden
beállítást a QSett-ből vesznek át a feszültség kivételével, amit meg kell adni.
Ajánlás: Az első hegesztést (6 másodpercig) QSett-tel készítsék egy
próbadarabon, hogy minden helyes adat meglegyen.
Megjegyzés! A QSet funkció és a szinergia funkció
nem aktiválható egyszerre.
- A QSet aktiválása a folyamat menüben történik.
Szinergia
Minden huzal típus, huzal átmérő és gázelegy kombinációja egyedi huzaladagolási
sebességet és feszültséget (ívhosszat) kíván a stabil ív biztosításához. Az ív
feszültséget (az ív hosszát) automatikusan szabályozzák a hegesztő által választott,
előre programozott szinergikus beállítással, ami nagyban megkönnyíti az optimális
hegesztési paraméterek gyors meghatározását. A huzaladagolási sebesség és az
egyéb paraméterek közötti kapcsolatra szinergikus jellemzőkként, illetve szinergikus
beállításként hivatkozunk.
Szinergia BE: a főmenüben látható a beállított
huzaladagolási sebesség, valamint a pozitív és
negatív eltérés a szinergiavonal feszültségértékétől.
A pozitív eltérést a SYN feletti, a negatív eltérést a
SYN alatti vonal jelöli.
Szinergia KI: a főmenü a feszültség és a huzaladagolás beállított értékeit mutatja.
A szinergia aktiválása a folyamat menü
Szinergiavezeték-csomag
A berendezéssel együtt szállított szinergiavezeték-csomag neve “Standard synergic
lines” és tartalmazza a 33 leggyakrabban használt szinergiavezetéket.
Szinergiavezetékek más csomagjai is megrendelhető, de ezeket csak az arra
jogosult ESAB szervizmérnök szerelheti fel.
bi03migu4
- 13 -
© ESAB AB 2001
Page 14

HU
Induktancia
A nagyobb induktancia folyósabb hegesztést és kevesebb szikrát eredményez. A
kisebb induktanciát erőteljesebb hang kíséri, de stabil, koncentrált ívet eredményez.
- Az induktancia beállítása a beállítások menüben történik.
Előzetes gázáram
Az előzetes gázáram beállítás szabályozza azt az időt, ami alatt a védőgáz már a
hegesztőív húzását megelőzően áramlik.
- A gáz előáramlási idő beállítása a beállítások menüben történik.
Kioltási idő
A kioltási idő azt a késleltetést jelenti, amikor huzaladagoló egység megkezdi a huzal
lefékezését addig, amikor a tápegység kikapcsolja a hegesztőáramot. Ha túl hosszú
a kioltási idő, a hegesztés leállítási után túl hosszú kitöltő elektróda nyúlik ki, és
fennáll a veszélye, hogy a huzal beleragad a megszilárduló hegesztési olvadékba.
Ezzel szemben a túl hosszú kioltási idő olyan mértékben csökkenti a túlnyúlást, hogy
fennáll a veszélye annak, hogy a hegesztőpisztoly csúcsáról átugrik az ív, amikor a
hegesztést legközelebb újrakezdik.
- A kioltási idő beállítása a beállítások menüben történik.
Utólagos gázáram
Az utólagos gázkiáramlási funkció szabályozza azt az időt, ami alatt a védőgáz még
az ív kioltása után is áramlik.
- A gáz utóáramlási idő beállítása a beállítások menüben történik.
A trigger adatok változása
Ennek a funkciónak az igénybevételével, a hegesztőpisztoly gombjával kettőt
kattintva különféle, előre beállított hegesztési adatok hívhatók elő.
A váltás az 1., 2. és 3. memóriahelyek között történik (lásd az 7 fejezetet, a “
memóriakezelés " cím alatt. Ha a 2. memóriahelyen nincsenek adatok, az
átkapcsolás az 1. és a 3. memóriahely között történik. AKTÍV vagy PASSZÍV
AKTÍV - A memória pozíciók közötti átkapcsolás történhet a hegesztés előtt,, után
vagy közben.
PASSZÍV - A memóriapozíciók közötti átkapcsolás csak a hegesztés előtt vagy
után történhet.
- A trigger adatok közötti váltás aktiválása a konfigurációs menüben történik.
AVC adagoló
E funkció aktiválása esetén használható az “Arc Voltage Control" és az
“Off-The-Arc" adagoló, amikor az áramforrás ívfeszültségét használják az
adagolóegység áramellátásához.
E funkció aktiválása érdekében vegye fel a kapcsolatot egy engedéllyel rendelkező
ESAB szervizmérnökkel.
- Az AVC adagoló aktiválása a konfigurációs menüben történik.
bi03migu4
- 14 -
© ESAB AB 2001
Page 15

HU
Ponthegesztés
Ha vékony fémlemezeket kíván ponthegesztéssel összeilleszteni, válassza a
“ponthegesztés" funkciót.
- A ponthegesztés funkció aktiválása és a beállítások megadása a beállítások
menüben történik.
Feszültség
Magasabb feszültség mellett hosszabb ív keletkezik, forróbb és szélesebb
olvadékkal.
Függetlenül attól, hogy melyik menü látható, a feszültség beállított értéke mindig
módosítható. Az érték a főmenüben, vagy a kiválasztás menüben jelenik meg.
Huzaladagolás sebessége
A huzaladagolás sebessége a kitöltő huzal m/percben mért adagolási sebessége.
Függetlenül attól, hogy melyik menü látható, a huzaladagolás beállított értéke mindig
módosítható. Az érték a főmenüben, vagy a kiválasztás menüben jelenik meg.
bi03migu4
- 15 -
© ESAB AB 2001
Page 16

HU
4 MMA HEGESZTÉS
Az MMA hegesztés olyan hegesztés, aminek a során bevonatos elektródákat
használnak. Az ívhúzás megolvasztja az elektródát és annak bevonatát azzal, hogy a
bevonat képezi a védősalakot.
4.1 Beállítások
Beállítások Beállítási tartomány Lépések Alapbeállítás
Melegindítás
Melegindítási idő 1 - 30 1 10
Ív ereje 0 - 10 0,5 3
Áramerősség
Mértékegység METRIKUS vagy COLL - METRIKUS
Pult enged. KI vagy BE - BE
Autom mentés
Limit meghat
Lezárás
3)
VRD
1)
2)
3)
3)
3)
BE vagy KI - KI
16 500 A 1 A 164 A
KI vagy BE - KI
KI vagy BE - KI
KI vagy BE - KI
- - -
1)
Ezeket a funkciókat mindaddig nem lehet megváltoztatni, ameddig a hegesztés folyik.
2)
A maximális áram attól függ, hogy milyen géptípust használnak.
3)
E funkció aktiválása érdekében vegye fel a kapcsolatot egy engedéllyel rendelkező ESAB
szervizmérnökkel.
A szinergiavezeték szállításkor 4,0 mm-es rutilhuzal.
Melegindítás
A melegindítással a hegesztés megkezdésekor szabályozható ideig megnövekszik a
hegesztőáram. Ezzel csökken a hegesztés kezdetén a gyenge fúziós hibák
veszélye.
A melegindítási idő beállítása a beállítások menüben történik.
Ív ereje
Az ív ereje funkció szabályozza az áramerősség változását, az ív hosszának változása
közben. Kisebb érték esetén nyugodtabb, kevesebb anyagot kifröcskölő ív keletkezik.
Az ív elejének a beállítása a beállítások menüben történik.
Áramerősség
A nagyobb áramerősség szélesebb sávban és mélyebben hevíti fel a munkadarabot.
Függetlenül attól, hogy melyik menü látható, az áramerősség beállított értéke mindig
módosítható. Az érték a főmenüben, vagy a kiválasztás menüben jelenik meg.
bi03mmau6
- 16 -
© ESAB AB 2001
Page 17

HU
VRD Feszültség Csökkentő Eszköz)
A VRD-funkció biztosítja, hogy az üresjárási feszültség ne haladja meg a 35 V-t,
amikor nem végeznek hegesztést. Ezt azt jelzi, amikor a VRD-ikon látható; lásd a
képet.
A VRD-funkció zárolva van, amikor a rendszer érzékeli, hogy megkezdődött a
hegesztés.
Ha a VRD-funkció aktiválva van, és az üresjárási feszültség meghaladja a 35 V-t, ezt
a kijelzőn látható hibaüzenet (16) jelzi; a hegesztés nem kezdhető meg, amíg a
hibaüzenet látható.
Szállításkor a VRD-funció nem aktív. E funkció aktiválása érdekében vegye fel a
kapcsolatot egy engedéllyel rendelkező ESAB szerviztechnikussal.
A VRD-ikon
Megjegyzés! A VRD-funció azokon az áramforrásokon működik, amelyekre
telepítették.
bi03mmau6
- 17 -
© ESAB AB 2001
Page 18
HU
5 ELJÁRÁS SZÉNÉVES FAR
A eljárás széníves far különleges rézbevonatú szénelektróda használatát igényli. A
szénrúd és a munkadarab között ív jön létre, a levegő biztosítja a megolvadt anyag
lefúvatását, és varrat keletkezik.
5.1 Beállítások
Beállítások Beállítási tartomány Lépések Alapbeállítás
Huzalátmérő 4,0 '2d 8,0 mm 1 mm 4,0 mm
Feszültség 8 '2d 60 V 0,25 V (egy tizedes
jeggyel)
Huzalátmérő
A nagyobb huzalátmérő miatt szélesebb sávban és mélyebben hevíthető fel a
munkadarab.
Feszültség
37,0 V
A nagyobb feszültségerősséggel szélesebb sávban és mélyebben hevíthető fel a
munkadarab.
bi03gougingu
- 18 -
© ESAB AB 2001
Page 19

HU
6 ÁLTALÁNOS FUNKCIÓK
6.1 Távvezérlő-egység
A távvezérlő helyes működéséhez az integrált vezérlőpanellel felszerelt gépeknél
legalább 1.21 vagy ennél magasabb programverzió szükséges.
A vezérlőpanel viselkedése a távvezérlő csatlakoztatásakor
S A kijelzőn annak a menünek a képe rögzül, amely csatlakoztatásakor volt
látható.
A mérési és a beállítási értékeket aktualizálódnak, de csak azokban a menükben
láthatók, amelyekben az értékek megjeleníthetők.
S Amennyiben egy hibakód jelenik meg, az mindaddig nem törölhető, ameddig a
távvezérlő csatlakoztatva van.
S Az ötprogramos távvezérlő egységekkel váltani lehet az 1., 2., 3., 4. 5, 6, 7, 8, 9,
és 10. memóriahely között. Ha a 2. memóriahely üres, az 1. memóriahely adatai
maradnak érvényben. További információ található a 7 fejezetben, a “
memóriakezelés " cím alatt.
6.2 Beállítások
Panel engedélyezve
Amikor a távvezérlő-egység csatlakoztatva van, az áramerősséget és a feszültséget,
valamint a huzal sebességét a vezérlőpanelről vagy a távvezérlő-egységről lehet
beállítani.
MEGJEGYZÉS! Ezt a funkciót még a távvezérlő-egység csatlakoztatása előtt kell
aktiválni.
- A panel engedélyezés aktiválása a konfigurációs menüben történik.
Automatikus mentés
Amikor a hegesztési beállításokat a hegesztési adatok memóriájából hívják elő és
módosítanak a beállításokon, a megváltoztatott beállításokat a rendszer
automatikusa elmenti, amikor az új hegesztési adatokat előhívják a memóriából.
E funkció aktiválása érdekében vegye fel a kapcsolatot egy engedéllyel rendelkező
ESAB szervizmérnökkel.
Az automatikus mentés aktiválása a konfigurációs menüben történik.
Határértékek
Ez a funkció lehetővé teszi a jó hegesztési minőség biztosítását a max és min.
huzalelőtolás / áram vagy feszültség értékek beállításával. A határértékek a
hegesztési adatok memóriában az első 5 memóriapozícióban menthetők el.
E funkció aktiválása érdekében vegye fel a kapcsolatot egy engedéllyel rendelkező
ESAB szervizmérnökkel.
- A határértékek aktiválása a konfigurációs menüben történik.
Zárkód
Ezzel a funkcióval a beállítások menü lezárható. Ilyenkor csak a főmenü és a
mérések menü választható. Lásd a Zárkód c. 8 fejezetet.
E funkció aktiválása érdekében vegye fel a kapcsolatot egy engedéllyel rendelkező
ESAB szervizmérnökkel.
- A zárkód aktiválása a konfigurációs menüben történik.
bi03genu7
- 19 -
© ESAB AB 2001
Page 20

HU
7 MEMÓRIAKEZELÉS
Az elsődleges memóriában keletkező különféle hegesztési adatok a memória
menüben tárolhatók. Maximálisan 10 különféle hegesztési adat beállítás tárolható.
7.1 A hegesztési adatok tárolása
S Hegesztési adatok sorozatának beállítása az elsődleges memóriában
S Nyomja meg a -t, hogy beléphessen a “kiválasztás menü" -be, majd a
-t, hogy hozzáférhessen a releváns beállításokhoz.
Ellenőrizze, hogy a hegesztési adatok beállításai helyesek-e?
S Nyomja meg a -t, hogy beléphessen a memória menübe..
S Nyomja addig a -t, ameddig el nem jut ahhoz a memóriahelyhez, ahol a
hegesztési adatbeállításokat tárolni akarja, vagyis a 2. memóriahelyig.
S Nyomja meg a -t, egy hegesztési adat el van tárolva a 2. memóriahelyen. A
többi memóriahelyek üresek.
bi03minu8
- 20 -
© ESAB AB 2001
Page 21

HU
7.2 Hegesztési adatok előhívása
S Nyomja meg a -t, hogy beléphessen a kiválasztás menübe, majd a
-t, hogy hozzáférhessen a releváns beállításokhoz.
S Nyomja meg a -t, hogy beléphessen a memória menübe..
S Válassza ki a visszahívni kívánt memóriahelyet, például a 2-at. Nyomja addig a
-t, ameddig el nem jut a 2. memóriahelyhez.
S Nyomja meg a -t, hogy visszahívja 2. memóriahelyet. A következő kérdés
jelenik meg:
S Nyomja meg az “IGEN" -t, ha vissza akarja hívni a 2. memóriahelyről a
hegesztési adatokat, és meg akarja változtatni az adott időpillanatban az
elsődleges memóriában található beállításokat. (Ha meggondolja magát, nyomja
meg a “NEM"-et.)
Ez a főmenüben lévő ikon mutatja meg, hogy
melyik memóriapozició tartalmát töltötték be.
7.3 Törölje a hegesztési adatokat
S Nyomja meg a -t, hogy beléphessen a kiválasztás menübe, majd a
-t, hogy hozzáférhessen a releváns beállításokhoz.
bi03minu8
- 21 -
© ESAB AB 2001
Page 22

HU
S Nyomja meg a -t, hogy beléphessen a memória menübe.
S Válassza ki a törölni kívánt memóriahelyet, például a 2-at. Nyomja addig a
-t, ameddig el nem jut a 2. memóriahelyhez.
S Nyomja meg a -t, hogy törölje 2. memóriahelyet. A következő kérdés
jelenik meg:
S Nyomja meg az “IGEN" -t, ha törölni kívánja a hegesztési adatokat a 2.
memóriahelyről, (ha meggondolja magát, nyomja meg a “NEM"-t.) A 2.
memóriahely most már üres.
8 ZÁRKÓD
A zárkód aktiválása érdekében vegye fel a kapcsolatot egy engedéllyel rendelkező
ESAB szervizmérnökkel.
S Nyomja meg a gombot, hogy hozzáférjen a zárkód menüjéhez.
S Nyomja addig a gombot, ameddig a PIN-kód első jegye megjelenik.
S Nyomja meg a gombot, hogy a kód első jegyét tárolja. Ismételje meg az
eljárást a kód többi jegyével.
S Nyomja meg a gombot, hogy kioldja a vezérlőpanelt.
bi03minu8
- 22 -
© ESAB AB 2001
Page 23

HU
9 HIBAKÓDOK
A hibakódok azt jelzik, hogy hiba keletkezett a berendezésben. A kijelzőn az
alábbiakban bemutatott szimbólumok jelennek meg:
A hibakódok frissítése három másodpercenként történik. A
szimbólumban látható felső szám a konkrét hibakód száma. Lásd a 9.1
tételt. Az alsó szám azt jelzi, hogy hol található a hiba.
A fenti szimbólum azt jelzi, hogy nincs összeköttetés a vezérlőpanel (0) és a tápegység
között.
Ha egyszerre több hibát érzékelnek, csak az utoljára előforduló hiba kódja jelenik meg.
Bármely funkció billentyű megnyomásával törölheti a szimbólumot a kijelzőről.
A szimbólumok világíthatnak folyamatosan, illetve villoghatnak az adott hiba típusától
függően.
A villódzó szimbólumokat a hibakódok listájában egy “ o " jelzi.
9.1 Hibakódok listája
0 = Vezérlőpanel 3 = Huzaladagoló egység
1 = Hűtőegység 4 = Távvezérlő-egység
2 = Áramforrás
Hiba
kód
Leírás 0 1 2 3 4
1 Memóriahiba, EPROM x x x x x
2 Memóriahiba, RAM x x x x
3 Memóriahiba, külső RAM x x
4 5 V-os áramellátás x x
5 Nagy közbenső egyenáramú feszültség x
6 Magas hőmérséklet x x
8 Áramellátás 1* x x x x x
9 Áramellátás 2* x x x
10 Áramellátás 3* x
11 Huzaltovábbító szervo x
12 Kommunikációs hiba (figyelmeztetés) x x x x x
14 Kommunikációs hiba (busz kikapcsolva) x x
15 Elvesztett üzenetek x x x x
16 Magas nyílt áramköri feszültség x
17 Nincs kapcsolat a huzaladagoló egységgel o
18 Nincs kapcsolat a tápegységgel o
19 Nem megfelelő beállítások a külső RAM-ban x
20 Memória allokációs hiba x
22 Jeladó puffer túlcsordulás x x
23 Vevő puffer túlcsordulás x x
26 Felügyelő x x x
27 Elfogyott a huzal o
bi03felu9
- 23 -
© ESAB AB 2001
Page 24

HU
Hiba
kód
28 Verem túlcsordulás x x x x
29 Nincs hűtővíz-áram o
31 Nincs válasz a kijelző egységtől x
32 Nincs gázáram o
40 Inkompatibilis egységek x
Egység Áramellátás 1* Áramellátás 2* Áramellátás 3*
Vezérlőpanel +3V V
Hűtőegység +24V
Tápegység +15 V -15 V +24 V
Huzaladagoló egység
Huzaladagoló egység L
Távvezérlő +13 V +10V
+15V
+15V
+20 V
+60 V
9.2 A hibakódok leírása
HibakódLeírás
1 A program memóriahibája (EPROM)
Hiba van a program memóriában
A hiba nem tilt le semmilyen funkciót.
Intézkedés Indítsa újra a berendezést. Ha a hiba makacsul visszatér, hívja a szerviz
technikust.
2 Mikroprocesszor RAM hiba
A mikroprocesszor képtelen a belső memória egy bizonyos memória pozícióját
olvasni/írni.
A hiba nem tilt le semmilyen funkciót.
Intézkedés Indítsa újra a berendezést. Ha a hiba makacsul visszatér, hívja a szerviz
technikust.
3 Külső RAM hiba
A mikroprocesszor képtelen a külső memória egy bizonyos memória pozícióját
olvasni/írni.
A hiba nem tilt le semmilyen funkciót.
Intézkedés Indítsa újra a berendezést. Ha a hiba makacsul visszatér, hívja a szerviz
technikust.
4 5 V áramellátás alacsony
Az áramellátás feszültség értéke túl alacsony.
A folyamatban lévő hegesztési folyamat leáll és nem lehet újraindítani.
Intézkedés Az egység újraindításához kapcsolja ki a hálózati áramellátást. Ha a hiba
makacsul visszatér, hívja a szerviz technikust.
5 A közbenső egyenáramú feszültség a határértékeken kívül van.
A feszültség vagy túl alacsony, vagy túl magas. A túl magas feszültség kiváltó oka lehet
az elektromos hálózat erős feszültség ingadozása, vagy a túl gyenge áramellátás (az
áramellátás magas induktanciája vagy fázishiány).
A tápegység leáll és nem lehet újraindítani.
Intézkedés Az egység újraindításához kapcsolja ki a hálózati áramellátást. Ha a hiba
makacsul visszatér, hívja a szerviz technikust.
43210Leírás
bi03felu9
- 24 -
© ESAB AB 2001
Page 25

HU
HibakódLeírás
6 Magas hőmérséklet
Működésbe lépett a túlmelegedés ellen védő megszakító.
A folyamatban lévő hegesztési folyamat leáll és nem lehet újraindítani megszakító cseréje
nélkül.
Intézkedés Ellenőrizze, hogy a hűtőlevegő bemeneti vagy kimeneti nyílásai nincsenek-e
elzárva vagy elszennyeződve. Ellenőrizze az alkalmazott működési ciklust, megvizsgálva,
hogy a berendezés nincs-e túlterhelve.
8 Kis akkumulátor feszültség +3 V (vezérlőpanelben)
A memória akkumulátorának a feszültsége túl alacsony. Ha nem cserélik az
akkumulátort, elveszhet a vezérlő panelben lévő hegesztési memória adat tartalma.
A hiba nem tilt le semmilyen funkciót.
Intézkedés Hívja a szerviz technikust és cseréltesse ki az akkumulátort.
8 +15 V áramellátás (huzaladagoló egység és tápegység)
A feszültség túl alacsony, vagy túl magas.
Intézkedés Hívja a szerviz technikust.
8 + 13 V áramellátás (távvezérlő egység)
A feszültség túl alacsony, vagy túl magas.
Intézkedés Hívja a szerviz technikust.
9 -15V V áramellátás (tápegység)
A feszültség túl alacsony, vagy túl magas.
Intézkedés Hívja a szerviz technikust.
9 +20 V áramellátás (huzaladagoló egység)
A feszültség túl alacsony, vagy túl magas.
Intézkedés Hívja a szerviz technikust.
9 + 10 V áramellátás (távvezérlő egység)
A feszültség túl alacsony, vagy túl magas.
Intézkedés Hívja a szerviz technikust.
10 +24V-os áramellátás
A feszültség túl alacsony, vagy túl magas.
Intézkedés Hívja a szerviz technikust.
11 Huzaladagolás sebessége
A huzaladagolás sebessége eltér a beállított értéktől.
A huzaladagolás leáll, ha ez a hiba bekövetkezik.
Intézkedés Hívja a szerviz technikust.
12 Kommunikációs hiba (figyelmeztetés)
A rendszer CAN busz terhelése átmenetileg túl magas.
Megszakadt a tápegység kapcsolata a vezérlőpanellel, vagy a huzaladagoló egységgel.
Intézkedés Ellenőrizze a berendezést, hogy csak egyetlen huzaladatoló egység vagy
távvezérlő egység kapcsolódjon. Ha a hiba makacsul visszatér, hívja a szerviz
technikust.
14 Kommunikációs hiba
A rendszer CAN busz a túlterheltség miatt átmenetileg nem működik.
A folyamatban lévő hegesztési folyamat leáll.
Intézkedés Ellenőrizze a berendezést, hogy csak egyetlen huzaladatoló egység vagy
távvezérlő egység kapcsolódjon. Az egység újraindításához kapcsolja ki a hálózati
áramellátást. Ha a hiba makacsul visszatér, hívja a szerviz technikust.
bi03felu9
- 25 -
© ESAB AB 2001
Page 26
HU
HibakódLeírás
15 Elvesztett üzenetek
A mikroprocesszor képtelen elég gyorsan feldolgozni a bejövő üzeneteket, aminek
következtében elveszik az információ.
Intézkedés Az egység újraindításához kapcsolja ki a hálózati áramellátást. Ha a hiba
makacsul visszatér, hívja a szerviz technikust.
16 Magas nyílt áramköri feszültség
A nyílt áramköri feszültség túl magas.
Intézkedés Az egység újraindításához kapcsolja ki a hálózati áramellátást. Ha a hiba
makacsul visszatér, hívja a szerviz technikust.
17 Megszakadt a kapcsolat
Megszűnt az összeköttetés a vezérlőpanel és a huzaladagoló egység között.
A folyamatban lévő hegesztési folyamat leáll.
Intézkedés Ellenőrizze a kábeleket. Ha a hiba makacsul visszatér, hívja a szerviz
technikust.
18 Megszakadt a kapcsolat
Megszűnt az összeköttetés a vezérlőpanel és a tápegység között.
A folyamatban lévő hegesztési folyamat leáll.
Intézkedés Ellenőrizze a kábeleket. Ha a hiba makacsul visszatér, hívja a szerviz
technikust.
19 Nem megfelelő beállítások a külső RAM-ban
A hiba akkor érzékelhető, ha az akkumulátorral támogatott memóriában lévő információ
sérül.
Intézkedés A hiba önjavító, de az adott memóriahelyen tárolt adatok elvesznek.
20 Memória allokációs hiba
A mikroprocesszor képtelen elegendő memóriát biztosítani.
A hiba következtében a 26. hibakód jelenik meg.
Intézkedés Hívja a szerviz technikust.
22 Jeladó puffer túlcsordulás
A vezérlőpanel képtelen elég gyorsan információt továbbítani a többi egységbe.
Intézkedés Az egység újraindításához kapcsolja ki a hálózati áramellátást.
23 Vevő puffer túlcsordulás
A vezérlőpanel képtelen elég gyorsan feldolgozni a többi egységből érkező információt.
Intézkedés Az egység újraindításához kapcsolja ki a hálózati áramellátást.
26 Felügyelő
Valami meggátolta a processzort abban, hogy szokásos programozott feladatait ellássa.
A program automatikusan elindul. A folyamatban lévő hegesztési folyamat le fog állni.
A hiba nem tilt le semmilyen funkciót.
Intézkedés Ha a hiba makacsul visszatér, hívja a szerviz technikust.
27 Elfogyott a huzal (huzaladagoló egység)
A huzaladagoló egységből egyáltalán nem érkezik huzal. A folyamatban lévő hegesztési
folyamat leáll és nem lehet újraindítani.
Intézkedés Töltsön be új huzaltekercset.
28 Verem túlcsordulás
A program végrehajtása nem működik.
Intézkedés Az egység újraindításához kapcsolja ki a hálózati áramellátást. Ha a hiba
makacsul visszatér, hívja a szerviz technikust.
bi03felu9
- 26 -
© ESAB AB 2001
Page 27
HU
HibakódLeírás
29 Nincs hűtővíz-áram
Működésbe lépett a hűtőközeg áramlásfigyelő kapcsoló.
A folyamatban lévő hegesztési folyamat leáll és nem lehet újraindítani.
Intézkedés Ellenőrizze a hűtővíz-kört és a szivattyút.
31 Nincs válasz a kijelző egységtől
A mikroprocesszornak nincs kapcsolata a kijelzővel.
Intézkedés Hívja a szerviz technikust.
32 Nincs gázáram
A gázáram 6 l/percnél kisebb. A hegesztés nem kezdhető meg.
Intézkedés Ellenőrizze a gázszelepet, a tömlőket és a csatlakozásokat.
40 Inkompatibilis egységek
Nem megfelelő huzaladagoló egység van csatlakoztatva. Az újraindítás gátolt.
Intézkedés: Csatlakoztassa a megfelelő huzaladagoló egységet.
10 PÓTALKATRÉSZEK RENDELÉSE
VIGYÁZAT!
A szállító minden garanciális kötelezettsége megszűnik, ha a vevő kísérletet tesz arra,
hogy bármilyen hibát saját maga javítson ki a garanciális időszak alatt.
Pótalkatrészek rendelhetők a legközelebbi ESAB forgalmazótól. Lásd e kiadvány
legutolsó oldalát.
bi03felu9
- 27 -
© ESAB AB 2001
Page 28

Kapcsolási rajz
bi03e11a
- 28 -
© ESAB AB 2001
Page 29
Producte type
Rendelési szám
Ordering no. Denomination
0458 535 886 Aristot MA6
0458 854 270 Instruction manual SE
0458 854 271 Instruction manual DK
0458 854 272 Instruction manual NO
0458 854 273 Instruction manual FI
0458 854 274 Instruction manual GB
0458 854 275 Instruction manual DE
0458 854 276 Instruction manual FR
0458 854 277 Instruction manual NL
0458 854 278 Instruction manual ES
0458 854 279 Instruction manual IT
0458 854 280 Instruction manual PT
0458 854 281 Instruction manual GR
0458 854 282 Instruction manual PL
0458 854 283 Instruction manual HU
0458 854 284 Instruction manual CZ
0458 854 286 Instruction manual RU
0458 818 990 Spare parts list
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
bi03o11a
- 29 -
© ESAB AB 2001
Page 30

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 30 -
© ESAB AB 2001
Page 31

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 31 -
© ESAB AB 2001
Page 32

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...