


PT
Aristo
®
MA6
Manual de instruções
Valid from program version 1.300458 854 280 PT 110427

1 INTRODUÇÃO 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Faça isto primeiro 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Método de trabalho do painel de controlo 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Painel de controlo 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Símbolos no visor 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENUS 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 O menu principal e o menu de medição 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 O menu de selecção 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Estrutura dos menus 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SOLDADURA MIG/MAG 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Definições 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 SOLDADURA MMA 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Definições 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 AIRCAIR 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Definições 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FUNÇÕES GERAIS 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Unidade de comando à distância 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Definições 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 GESTÃO DA MEMÓRIA 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Memorizar dados de soldadura 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Chamar os dados de soldadura 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Apagar os dados de soldadura 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 CODIGO PIN 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 CÓDIGOS DE AVARIA 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Lista dos códigos de avaria 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Descrições dos códigos de avaria 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 ENCOMENDAR PEÇAS SOBRESSELENTES 27. . . . . . . . . . . . . . . . . . . . . . . . .
ESQUEMA 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NÚMEROS DE REFERÊNCIA 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
TOCp
- 2 -

PT
1 INTRODUÇÃO
Este manual descreve o funcionamento do painel de controlo MA6.
Para informações generalizadas sobre o funcionamento, ver as instruções do
utilizador da fonte de alimentação ou do alimentador de fio.
Se este aviso for exibido no visor, isso significa que a fonte de alimentação não
suporta esta função.
Contacte um técnico de assistência ESAB autorizado para obter um software
actualizado.
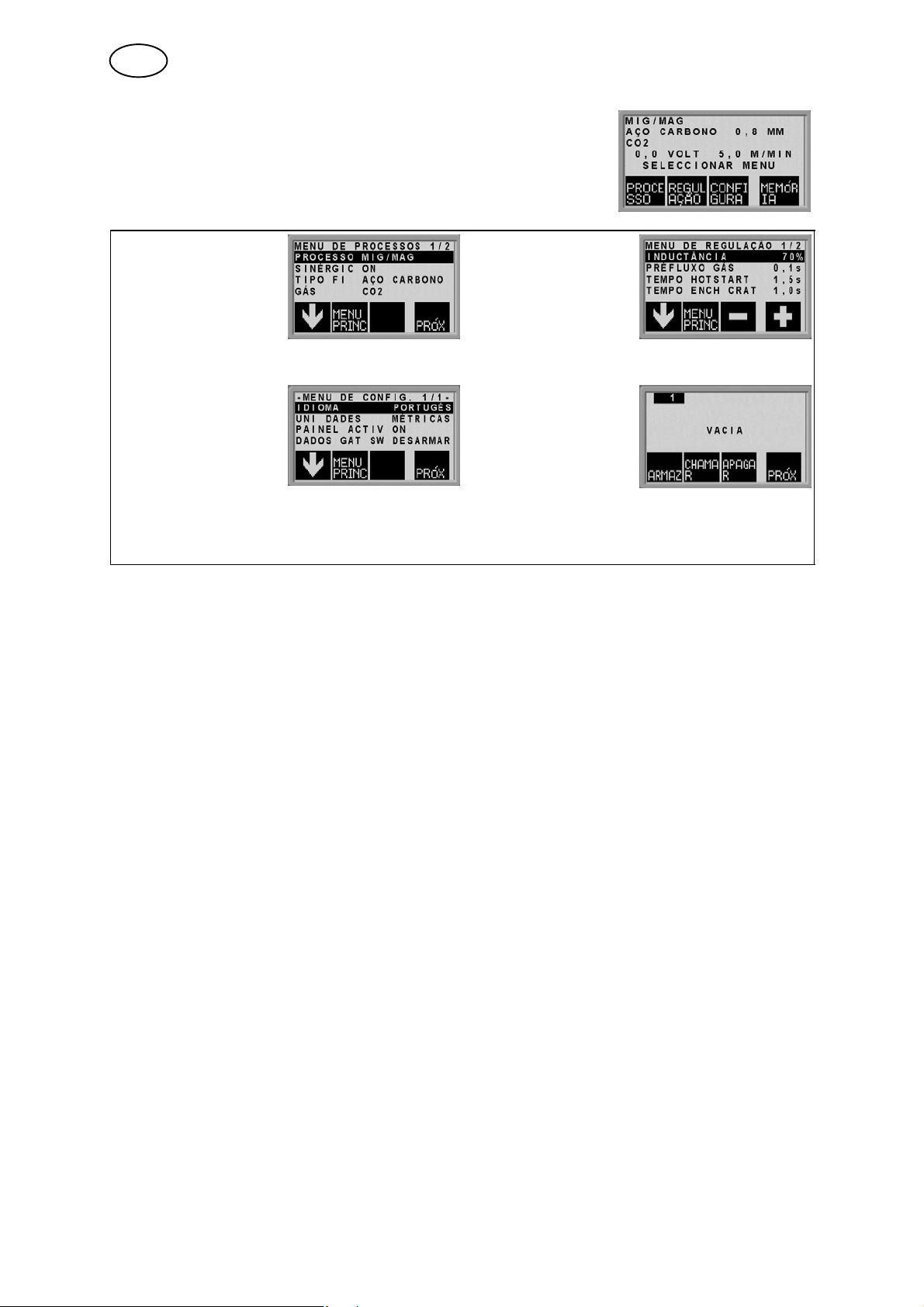
1.1 Faça isto primeiro
Este menu principal surge no visor a primeira vez que ligar a unidade de
alimentação.
Quando são entregues, o visor e o painel de controlo do aparelho estão em inglês.
Existem 14 idiomas memorizados no painel de controlo: para mudar para o idioma
pretendido proceda do seguinte modo.
Prima para ver o primeiro menu de selecção.
Prima para ver o menu de configuração.
Prima (ou seja, o botão mole do lado direito por baixo do visor) até o
idioma certo ser apresentado no visor.
bi03intp1
- 3 -
© ESAB AB 2001

PT
1.2 Método de trabalho do painel de controlo
Pode dizer-se que o painel de controlo é constituído por duas unidades: a memória
primária e a memória dos dados de soldadura.
Memorizar
Memória primária Memória dos dados de solda
dura
Chamar
Na memória primária, é criado um conjunto completo de definições de dados de
soldadura que podem ser memorizadas na memória dos dados de soldadura.
Quando se está a soldar, é sempre o conteúdo da memória primária que controla o
processo. É portanto igualmente possível chamar as definições dos dados de
soldadura da memória dos dados de soldadura para a memória primária.
Lembre-se que a memória primária contém sempre as definições dos dados de
soldadura efectuadas mais recentemente. Estas podem ser chamadas da memória
dos dados de soldadura ou de definições alteradas individualmente. Por outras
palavras, a memória primária nunca está vazia ou “reinicializada”
1.3 Painel de controlo
1 Visor
2 Botão para definir a tensão
3 Botão para definir a velocidade de alimen
tação do fio e a corrente
4 Botões moles (teclas de função)
5 Botão MENU
Botões moles
As funções destes botões (ou seja, o que cada um faz) mudam, consoante o
sub-menu exibido no visor. A função específica para cada botão é apresentada
pelo texto na parte inferior do visor, correspondente aos botões. (Um ponto branco
ao lado do texto indica que o botão está activo.)
Botão MENU
Este botão permite-lhe aceder ao menu de selecção (ver item <>) se estiver no
menu principal. Se estiver noutro menu, faz com que suba um menu.
bi03intp1
- 4 -
© ESAB AB 2001

PT
1.4 Símbolos no visor
Voltar ao menu principal.
Movimentar o cursor para baixo para um parâmetro de definição novo.
Alterar a função na linha seleccionada.
Aumentar o valor. Diminuir o valor.
2 MENUS
O painel de controlo utiliza vários menus diferentes: o menu principal, o menu de
medição, o menu de selecção, o menu de processos, o menu de definições, o menu
de configuração e o menu de memória. Também é exibido um visor de inicialização
quando se inicia o aparelho, com informação sobre o tipo de painel e a versão do
software utilizada.
2.1 O menu principal e o menu de medição
O menu principal surge sempre imediatamente após a
inicialização do aparelho, exibindo os valores definidos. Se
se encontrar no menu principal quando iniciar a soldadura,
o menu mudará automaticamente para exibir os valores da
medição (o menu de medição). Os valores da medição permanecerão no visor
mesmo depois de a soldadura ter parado. Rode qualquer um dos botões para
regressar ao menu principal.
Outros menus poderão ser acedidos sem perder os valores da medição.
Isto só acontece quando um botão é virado ou o método de soldadura é alterado de
forma que, em vez dos valores da medição, sejam visualizados os valores de
definição.
bi03intp1
- 5 -
© ESAB AB 2001
PT
2.2 O menu de selecção
Utilize o menu de selecção para seleccionar o próximo nível
do menu para o qual pretende ir: processos, definições,
configuração ou memória.
O menu de processos
Utilize este menu para
alterar o processo de
soldadura, o tipo de
material etc.
O menu de con
figuração
Utilize este menu para
alterar o idioma, as
unidades de medida
etc.
O menu de definições
Utilize este menu para
definir os parâmetros
para a soldadura, como
o fluxo prévio do gás, o
tempo do início quente,
o tempo de enchimento
de crateras etc.
O menu de memória
Utilize este menu para
memorizar, chamar
e/ou apagar várias
definições de dados de
soldadura memoriza
das. Existem dez
posições de memoriza
ção de dados de
soldadura.
bi03intp1
- 6 -
© ESAB AB 2001

bi03men2
2.3 Estrutura dos menus
- 7 -
MIG/MAG
MIG/MAG
2/4−stroke
Craterfill Craterfill
Hot start Hot start Hot start
Creep start Creep start
Gas purge Gas purge
Wire inch Wire inch
Process menu Setting menu Configuration menu Memory menu
MIG/MAG
Pulsed
MMA
MIG/MAG Pulsed
Arc gouging
MIG/MAG
2/4−stroke
MIG/MAG
Pulsed
MMA Arc gouging
MIG/MAG
MMA
MIG/MAG
Pulsed
MMA Arc gouging
MIG/MAG
MIG/MAG
Pulsed
MMA
Aric goug.
QS
Synergic
1) Wire typ
Gas
Wire diam.
2) Wire typ
Gas
Wire diam.
3) E−type
E−diam
4) E−diam Induktanc
Gas pre fl.
Hot start
Craterfill
Burnbackt
Gas post fl.
Spot welding
Gas pre fl.
Hot start
Crater fill
Burnbackt
Gas post fl.
Spot welding
Arc force
Hot start
5) Lang.
Dimension
Panel ena.
Trigger dat.
5) Lang.
Dimension
Panel ena.
© ESAB AB 2001
5) Lang
Dimension
Panel ena.
Store
Recall
Delete

PT
1) O quadro seguinte apresenta os diâmetros dos eléctrodos que podem ser seleccionados no
menu de definição dos processos de soldadura de sinergia MIG/MAG.
Tipo de fio Gás de protecção Diâmetro do fio
Fio maciço de baixa percentagem de liga ou
sem liga (Fe)
Ar +18% CO
Ar +8% CO
2
2
0,8 1,0 1,2
0,8 1,0 1,2
Fio maciço inoxidável (Ss) Ar + 2%CO
2
1,0 1,2
Fio de liga de alumínio e magnésio (AlMg) Ar 1,0 1,2 1,6
Fio de liga de alumínio e silício (AlSi) Ar 1,0 1,2 1,6
Fio fluxado com enchimento de pó metálico
Ar + 18% CO
2
1,2 1,4 1,6
(Fe)
Fio fluxado rutílico (Fe) Ar + 18% CO
Fio fluxado básico (Fe) Ar + 18% CO
2
2
1,2
1,2
2) O quadro seguinte apresenta os diâmetros dos eléctrodos que podem ser seleccionados no
menu de soldadura MIG/MAG pulsada.
Tipo de fio Gás de protecção Diâmetro do fio
Fio maciço de baixa percentagem de liga ou
sem liga (Fe)
Fio maciço inoxidável (Ss) Ar + 2%CO
Ar + 18% CO
Ar +8% CO
2
2
2
0,8 1,0 1,2
0,8 1,0 1,2
1,0 1,2
Fio de liga de alumínio e magnésio (AlMg) Ar 1,0 1,2 1,6
Fio de liga de alumínio e silício (AlSi) Ar 1,0 1,2 1,6
3) O quadro seguinte apresenta os diâmetros dos eléctrodos que podem ser seleccionados no
menu de processos de soldadura MMA.
Tipo de eléctrodo Diâmetro do eléctrodo
Básico 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutílico 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Celulósico 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) diâmetros dos eléctrodos que podem ser seleccionados no menu de processos Aircair.
4,0 5,0 6,0 7,0 8,0
5) O texto no painel de visualização está disponível nos seguintes idiomas:
Sueco, dinamarquês, norueguês, finlandês, inglês, alemão, holandês, francês, espanhol
(castelhano), italiano, português, polaco, checo, húngaro, turco e inglês dos EUA.
bi03tabp3
- 8 -
© ESAB AB 2001
PT
3 SOLDADURA MIG/MAG
O arco na soldadura MIG/MAG funde um fio de adição (o eléctrodo) que está a ser
continuamente alimentado na solda, sendo a zona de fusão protegida por um gás de
protecção.
A corrente com impulsos afecta a transferência de gotículas fundidas do fio, para
produzir um arco estável e sem salpicos mesmo com dados de soldadura baixos.
3.1 Definições
Soldadura MIG/MAG sem impulsos
Definições Gama de definição Em passos de Adjusta de fábrica
2/4 tempos
Enchimento de crateras OFF ou ON - OFF
Tempo de enchimento de
crateras
Início quente OFF ou ON - OFF
Tempo de início quente 0 -10 s 0,1 s 1,5 s
Início da fluência OFF ou ON - ON
Purga de gás
Alimentação do fio a frio - - Qset OFF ou ON - OFF
Sinergia OFF ou ON - ON
Indutância 0 - 100 1 70
Fluxo prévio de gás 0,1 -25 s 0,1 s 0,1 s
Tempo de “burnback” 0 -0,35 s 0,01 s 0,10 s
Fluxo posterior de gás 0,1 -20 s 1 s 1 s
Solda por ponto OFF ou ON - OFF
Temp de solda ponto 0,1 - 25 s 0,1 s 0,1 s
Tensão 8 - 60 0,25 (visualizada
Velocidade de alimen
tação do fio
Dados gat sw DESARMAR,
Uni dades MÉTRICAS ou
PaInel activ OFF ou ON - ON
Memória auto
Arc feed off
Int limites
Fecho acces
VRD
1)
1)
3)
3)
3)
3)
3)
2 tempos ou 4 tempos - 2 tempos
0 - 5 s 0,1 s 1,0 s
- - -
2)
desvio de sinergia
com um decimal)
0,8 - 25,0 m/min 0,1 m/min 5 m/min
- DESARMAR
ARC ON or
ARC OFF
- MÉTRICAS
POLEGADA
OFF ou ON - OFF
OFF ou ON - OFF
OFF ou ON - OFF
OFF ou ON - OFF
- - -
0
1)
Estas funções não podem ser alteradas enquanto a soldadura estiver em curso.
2)
A linha de sinergia no fornecimento: fio maciço (Fe), gás de protecção CO
3)
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
bi03migp4
- 9 -
com fio 0,8 mm.
2
© ESAB AB 2001
PT
Soldadura MIG/MAG com impulsos
Definições Gama de definição Em passos de Adjusta de fábrica
2/4 tempos
Enchimento de crateras OFF ou ON - OFF
Tempo de enchimento de
crateras
Início quente OFF ou ON - OFF
Tempo de início quente 0 -10 s 0,1 s 1,5 s
Início da fluência OFF ou ON - ON
Purga de gás
Alimentação do fio a frio - - Fluxo prévio de gás 0,1 -25 s 0,1 s 0,1 s
Tempo de “burnback” 0 - 0,35 s 0,01 s 0,10 s
Fluxo posterior de gás 0 - 20 s 1 s 1 s
Solda por ponto OFF ou ON - OFF
Temp de solda ponto 0,1 - 25 s 0,1 s 0,1 s
Tensão 8 - 60 0,25 (visualizada
Velocidade de alimen
tação do fio
Dados gat sw DESARMAR,
Uni dades MÉTRICAS ou POLEGADA- MÉTRICAS
1)
2 tempos ou 4 tempos - 2 tempos
0 - 5 s 0,1 s 1,0 s
1)
- - -
synergy deviation
com um decimal)
0
0,8 - 25,0 m/min 0,1 m/min 5 m/min
- DESARMAR
ARC ON or
ARC OFF
PaInel activ OFF ou ON - ON
Memória auto
Arc feed off
Int limites
Fecho acces
2)
VRD
1)
Estas funções não podem ser alteradas enquanto a soldadura estiver em curso.
2)
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
2)
2)
2)
2)
OFF ou ON - OFF
OFF ou ON - OFF
OFF ou ON - OFF
OFF ou ON - OFF
- - -
A linha de sinergia no fornecimento: fio maciço (Fe), gás de protecção Ar 8% CO
com fio 1,0 mm.
2
bi03migp4
- 10 -
© ESAB AB 2001
PT
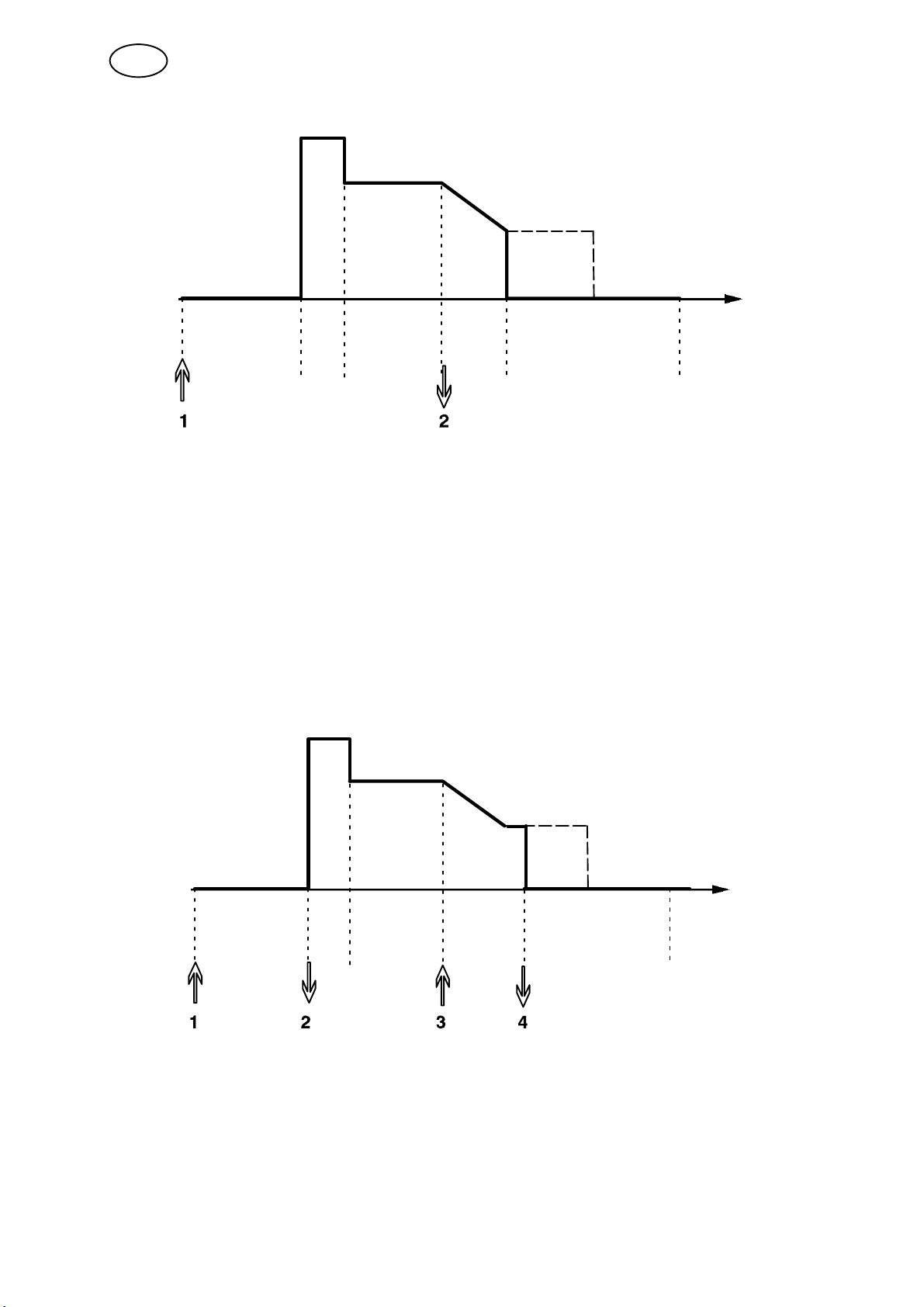
2 tempos
Fluxo prévio de
gás
Funções quando se está a utilizar o controlo de 2 tempos da tocha de soldar.
Início
quen
te
Soldadura Enchi
mento
de cra
teras
Fluxo posterior de gás
No modo de controlo de 2 tempos, premindo o interruptor de disparo da tocha de
soldar inicia-se o fluxo prévio de gás (se for utilizado) (1) e forma-se o arco.
Soltando o interruptor de disparo (2) inicia-se o enchimento de crateras (se for
utilizado), extingue-se o arco e inicia-se o fluxo posterior do gás (se for utilizado).
SUGESTÃO: Se o interruptor de disparo da tocha de soldar for novamente premido
durante o tempo de enchimento de crateras, a soldadura continua durante o tempo
que for necessário (representado pela linha ponteada), utilizando os dados de
enchimento de crateras. Também é possível interromper o enchimento de crateras
premindo e soltando rapidamente o interruptor de disparo enquanto o enchimento
de crateras está em curso.
- Activação de 2 tempos efectuada no menu principal.
4 tempos
Fluxo prévio
de gás
Funções quando se está a utilizar o controlo de 4 tempos da tocha de soldar.
Início
quen
te
Soldadura Enchi
mento de
crateras
Fluxo posterior de gás
No modo de controlo de 4 tempos, quando se prime o interruptor de disparo da
tocha de soldar inicia-se o fluxo prévio de gás (1). Soltando o interruptor de disparo
(2) inicia-se o processo de soldadura. No final da soldadura, o soldador volta a
premir o interruptor de disparo (3), o que dá início ao enchimento de crateras (se
estiver a ser utilizado) e reduz os dados de soldadura para um valor mais baixo.
Soltando novamente o interruptor de disparo (4) extingue-se o arco e inicia-se o
fluxo posterior do gás (se for utilizado).
bi03migp4
- 11 -
© ESAB AB 2001
PT
SUGESTÃO: O enchimento de crateras pára quando se solta o interruptor de
disparo. Mantendo o botão premido a soldadura continua nos dados inferiores da
função de enchimento de crateras (linha ponteada).
- Activação de 4 tempos efectuada no menu principal.
Enchimento de crateras
O enchimento de crateras ajuda a evitar a formação de porosidades, a fissuração
térmica e a formação de crateras na peça de trabalho no final da soldadura.
- Definição do tempo de enchimento de crateras efectuada no menu de definições.
Início quente
A função de início quente aumenta a corrente de soldadura durante um tempo
ajustável no início da soldadura, reduzindo assim o risco de fusão deficiente no
início da soldadura.
- Definição do tempo de início quente efectuada no menu de definições.
Início da fluência
A função de início da fluência reduz a velocidade de alimentação inicial do fio para
50% da velocidade definida, até o fio fazer contacto com a peça de trabalho.
- Activação do início da fluência efectuada no menu principal.
Purga de gás
A função de purga de gás é utilizada quando se está a medir a velocidade do fluxo
de gás ou para purgar o ar ou humidade existente nas mangueiras de gás antes de
começar a soldar. A purga continua enquanto o botão se mantiver premido e evita
que a tensão seja aplicada e que a alimentação do fio comece.
- Activação da purga de gás efectuada no menu principal.
Alimentação do fio a frio
A alimentação do fio a frio é utilizada para alimentar o fio sem activar o arco. O fio é
alimentado enquanto o botão se mantiver premido.
- Activação da alimentação do fio a frio efectuada no menu principal.
bi03migp4
- 12 -
© ESAB AB 2001

PT
QSett
QSet , é utilizado para facilitar a definição dos parâmetros de soldadura.
Rodar o botão no sentido dos ponteiros do relógio aumenta (+) o comprimento
do arco.
Rodar o botão no sentido contrário dos ponteiros do relógio reduz (+) o
comprimento do arco.
ARCO CURTO
Quando se inicia a soldadura com um tipo de fio/tipo de gás, QSetdefine
automaticamente todos os parâmetros de soldadura necessários. Depois disso,
QSetarmazena todos os dados para produzir uma boa solda. A tensão segue
automaticamente as alterações na velocidade de alimentação do fio.
ARCO DE SPRAY
Quando se aproxima da área do arco de spray, o valor para QSet deve ser
aumentado.
Desactive a função QSet quando soldar com arco de spray puro. Todas as
definições são herdadas de QSet, à excepção da tensão que deve ser definida.
Recomendação: Faça a primeira soldadura (6 segundos) com QSet numa peça
de teste para obter todos os dados correctos.
Nota! A função QSet e a função de sinergia não
podem ser activadas ao mesmo tempo.
- Activação de QSet efectuada no menu do
processo.
Sinergia
Todas as combinações de tipos de fio, diâmetros de fio e misturas de gás
necessitam de uma relação única entre a velocidade de alimentação do fio e a
tensão (comprimento do arco) de forma a garantir um arco estável. A tensão de
arco (comprimento do arco) é automaticamente controlada de acordo com a linha de
sinergia pré-programada que foi seleccionada pelo soldador, o que faz com que seja
muito mais fácil descobrir rapidamente os parâmetros de soldadura ideais. A
relação entre a velocidade de alimentação do fio e os outros parâmetros é referida
como a característica da sinergia ou linha de sinergia.
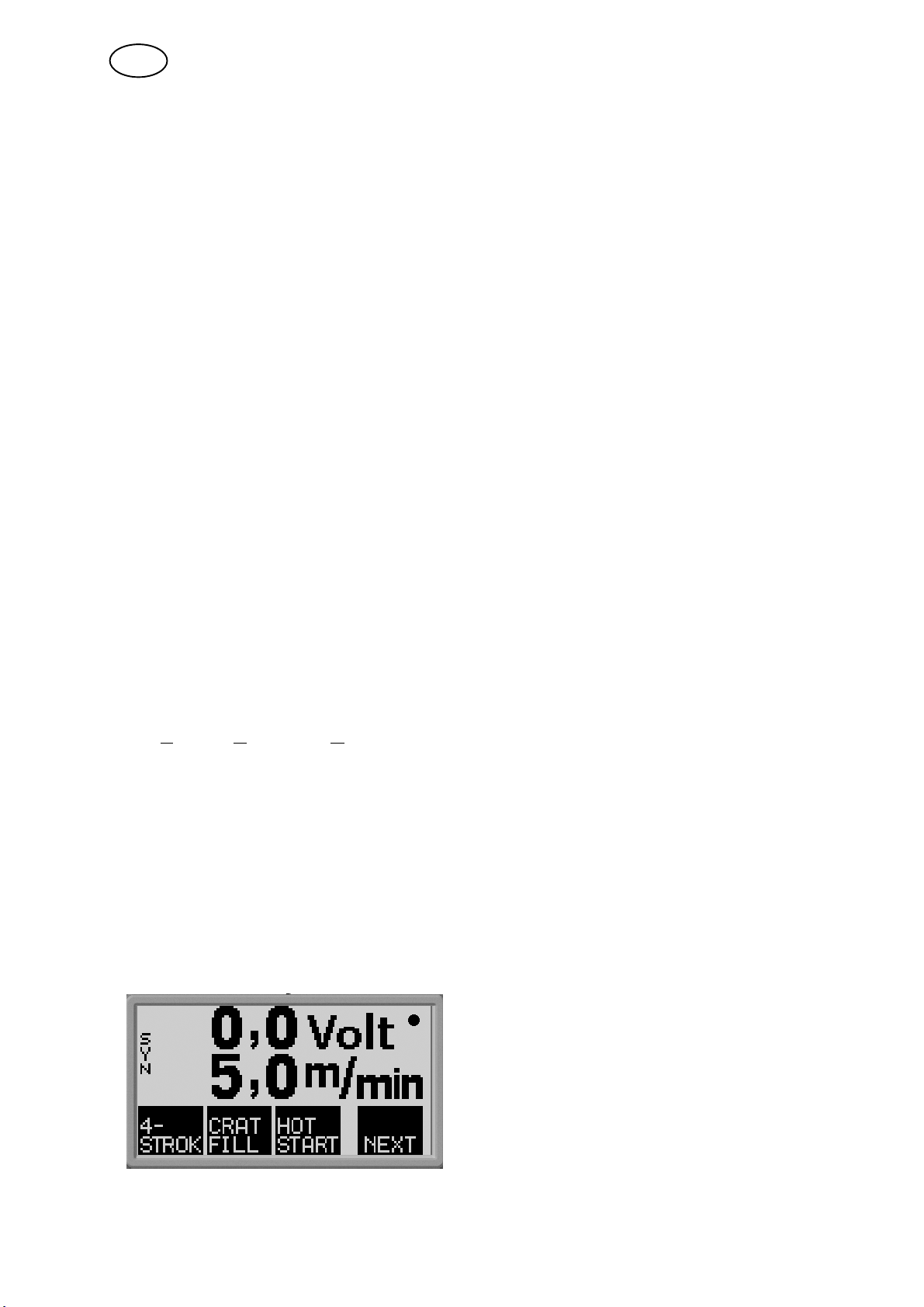
Sinergia ligada: o menu principal mostra a
alimentação do fio definida, bem como o desvio
positivo e negativo em relação à tensão da linha de
sinergia.
O desvio positivo é apresentado com uma barra por cima de SYN, o negativo é
apresentado por baixo.
Sinergia desligada: o menu principal mostra o valor definido para a tensão e a
alimentação do fio.
Activação de sinergia efectuada no menu de processos.
bi03migp4
- 13 -
© ESAB AB 2001

PT
Pacote de linhas de sinergia
O pacote de linhas de sinergia fornecido com a máquina tem a designação de
“Standard synergic lines” e contém as 33 linhas de sinergia utilizadas com mais
frequência.
Também é possível encomendar outros pacotes de linhas de sinergia, mas estas
devem ser instaladas por um técnico de assistência da ESAB autorizado.
Indutância
A indutância mais elevada produz uma solda mais fluida e uma menor quantidade
de salpicos. A indutância mais baixa produz um som mais desagradável e um arco
concentrado e estável.
- Definição da indutância efectuada no menu de definições.
Fluxo prévio de gás
O tempo do fluxo prévio de gás é o tempo durante o qual o gás de protecção flui
antes de formar o arco.
- Definição do tempo do fluxo prévio de gás efectuada no menu de definições.
Tempo de “burnback”
O tempo de “burnback” é um atraso entre a altura em que o alimentador de fio
começa a travar o fio até a unidade de alimentação interromper a corrente de
soldadura. Um tempo de “burnback” demasiado curto deixa um grande pedaço de
fio de adição saliente depois de a soldadura ter parado, com o risco do fio endurecer
no banho de fusão em solidificação. Por outro lado, um tempo de “burnback”
demasiado longo reduz o ”stickout” de tal forma que existe o risco da formação do
arco a partir da ponta de contacto da tocha de soldar da próxima vez que se iniciar a
soldadura.
- Definição do tempo de “burnback” efectuada no menu de definições.
Fluxo posterior de gás
A função do fluxo posterior de gás controla o tempo durante o qual o gás de
protecção continua a fluir depois do arco ter sido extinto.
- Definição do tempo do fluxo posterior de gás efectuada no menu de definições.
Alteração dos dados de disparo
Utilizando esta função, é possível trocar para diversas alternativas de dados de
soldadura predefinidos fazendo duplo clique no interruptor de disparo da tocha de
soldar.
A troca tem lugar entre as posições de memória 1, 2 e 3 (ver no capítulo 7 “gestão
da memória”). Se não houver dados na posição de memória 2, a troca realiza-se em
vez disso entre as posições 1 e 3.
ARC ON - A troca entre as posições de memória pode ter lugar antes, depois ou
durante a soldadura.
ARC OFF - A troca entre as posições de memória apenas pode ter lugar antes ou
depois da soldadura.
- A activação da troca dos dados de disparo é efectuada no menu de configuração.
bi03migp4
- 14 -
© ESAB AB 2001
PT
Alimentador AVC
Quando esta função está activada, é possível utilizar um alimentador controlado por
tensão de arco (AVC) ou um alimentador fora do arco, onde a tensão do arco
proveniente da fonte de alimentação é utilizada para fornecer energia à unidade de
alimentação.
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
- Activação do alimentador AVC efectuada no menu configuração.
Solda por ponto
Seleccione Spot welding (soldadura por pontos) quando pretender soldar por pontos
folhas finas de metal.
- A activação e a definição da soldadura por pontos é efectuada no menu de
definições.
Tensão
Uma tensão mais elevada produz um arco mais longo, com um banho de fusão
mais quente e maior.
Independentemente do menu visualizado, o valor de definição para a tensão pode
ser sempre alterado. O valor é visualizado no menu principal ou no menu de
selecção.
Velocidade de alimentação do fio
A velocidade de alimentação do fio é a velocidade à qual o fio de adição é fornecido,
medida em m/min.
Independentemente do menu visualizado, o valor de definição para a velocidade de
alimentação do fio pode ser sempre alterado. O valor é visualizado no menu
principal ou no menu de selecção.
VRD (Voltage Reduction Device) (dispositivo de redução de tensão)
A função VRD garante que a tensão de circuito aberto não excede os 35 V quando
não se está a soldar. Isto é indicado quando o ícone para VRD está visível; ver
imagem.
A função VRD é bloqueada quando o sistema detecta que se iniciou a soldadura.
Se a função VRD estiver activada e a tensão de circuito aberto exceder o limite de
35 V, isso é indicado por uma mensagem de erro (16) que aparece no visor e não é
possível iniciar a soldadura enquanto a mensagem de erro estiver indicada.
A função VRD não está activa no fornecimento. Contacte um técnico de assistência
autorizado da ESAB para activar esta função.
O ícone VRD
Nota! A função VRD funciona para fontes de alimentação onde está implementada.
bi03migp4
- 15 -
© ESAB AB 2001

PT
4 SOLDADURA MMA
A soldadura MMA é a soldadura utilizando eléctrodos revestidos. A formação do arco
derrete o eléctrodo e o revestimento e este forma uma escória de protecção.
4.1 Definições
Definições Gama de definição Em passos de Adjusta de fábrica
Início quente
Tempo de início quente 1 - 30 1 10
Força do arco 0 - 10 0,5 3
Corrente
Uni dades MÉTRICAS ou
PaInel activ OFF ou ON - ON
Memória auto
Int limites
Fecho acces
3)
VRD
1)
2)
3)
OFF ou ON - OFF
3)
OFF ou ON - OFF
3)
Ligado (ON) ou desligado
(OFF)
16 - 500 A 1 A 164 A
POLEGADA
OFF ou ON - OFF
- - -
- OFF
- MÉTRICAS
1)
Esta função não pode ser alterada enquanto a soldadura estiver em curso.
2)
A corrente máxima depende do tipo de máquina a ser utilizada.
3)
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
A linha de sinergia no fornecimento de fio rutílico 4,0 mm.
Início quente
A função de início quente aumenta a corrente de soldadura durante um tempo
ajustável no início da soldadura. Tal reduz o risco de defeitos de fusão deficiente no
início da soldadura.
Definição do tempo de início quente efectuada no menu de definições.
Força do arco
A função de força do arco controla a forma como a corrente se altera quando o
comprimento do arco se altera. Um valor mais baixo produz um arco mais suave com
menos salpicos.
Definição da força do arco efectuada no menu de definições.
Corrente
Uma corrente mais elevada produz uma penetração mais larga e mais profunda na
peça de trabalho.
Independentemente do menu visualizado, o valor de definição para a corrente pode
sempre ser alterado. O valor é visualizado no menu principal ou no menu de
selecção.
bi03mmap6
- 16 -
© ESAB AB 2001

PT
VRD (Voltage Reduction Device) (dispositivo de redução de tensão)
A função VRD garante que a tensão de circuito aberto não excede os 35 V quando
não se está a soldar. Isto é indicado quando o ícone para VRD está visível; ver
imagem.
A função VRD é bloqueada quando o sistema detecta que se iniciou a soldadura.
Se a função VRD estiver activada e a tensão de circuito aberto exceder o limite de
35 V, isso é indicado por uma mensagem de erro (16) que aparece no visor e não é
possível iniciar a soldadura enquanto a mensagem de erro estiver indicada.
A função VRD não está activa no fornecimento. Contacte um técnico de assistência
autorizado da ESAB para activar esta função.
O ícone VRD
Nota! A função VRD funciona para fontes de alimentação onde está implementada.
bi03mmap6
- 17 -
© ESAB AB 2001

PT
5 AIRCAIR
A aircair implica a utilização de um eléctrodo especial que consiste numa barra de
carbono com um revestimento de cobre. Forma-se um arco entre a barra de
carbono e a peça de trabalho, é fornecido ar para afastar o material fundido e
forma-se uma costura.
5.1 Definições
Definições Intervalo entre os
valores
Diâmetro do fio 4,0 – 8,0 mm 1 mm 4,0 mm
Tensão 8 - 60 V 0,25 V (visualizada
Em passos de Definição por defeito
37,0 V
com um decimal)
Diâmetro do fio
Um diâmetro de fio maior produz uma penetração mais ampla e mais profunda na
peça de trabalho.
Tensão
Uma tensão mais elevada produz uma penetração mais ampla e mais profunda na
peça de trabalho
bi03gougingp
- 18 -
© ESAB AB 2001

PT
6 FUNÇÕES GERAIS
6.1 Unidade de comando à distância
Comportamento do painel de controlo quando da ligação de comando à
distância
O visor congela no menu mostrando se de comando à distância está ligado.
Os valores de medição e de definição são actualizados, mas só são
apresentados nos menus nos quais os valores possam ser visualizados.
Se for visualizado um símbolo de código de avaria, este não pode ser retirado
até que de comando à distância seja desligado.
Com unidades de comando à distância de 10 programas, é possível trocar entre
as posições de memória 1, 2, 3, 4, 5, 6, 7, 8, 9 e 10. Se a posição de memória 2
estiver vazia, os valores da posição 1 são retidos. Para mais informações, ver
capítulo 7 “gestão da memória”.
6.2 Definições
Activação do painel
Quando uma unidade de comando à distância está ligada, é possível regular a
corrente ou a tensão e a velocidade de alimentação do fio através do painel de
controlo ou da unidade de comando à distância.
Nota: esta função deve ser activada antes da unidade do comando à distância ser
ligada.
- A activação do painel é efectuada no menu configuração.
Guardar automaticamente
Se uma definição de dados de soldadura for chamada da memória de dados de
soldadura e se as definições forem ajustadas, as definições alteradas serão
automaticamente guardadas quando uma definição de dados de soldadura nova for
chamada da memória.
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
- A activação de “guardar automaticamente” é efectuada no menu configuração.
Limites
Esta função facilita a garantia de uma boa qualidade de soldadura definindo valores
máx. e mín. para alimentação de fio / corrente ou tensão. Os limites podem ser
guardados nas 5 primeiras posições da memória dos dados de soldadura.
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
- A activação de “limites” é efectuada no menu configuração.
Código de bloqueio
Através desta função é possível bloquear o menu definições, depois de o fazer
apenas poderá seleccionar o menu principal e o menu de medições, ver capítulo 8
”Código de bloqueio”.
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
- A activação do código de bloqueio é efectuada no menu configuração.
bi03genp7
- 19 -
© ESAB AB 2001

PT
7 GESTÃO DA MEMÓRIA
Diversos dados de soldadura criados na memória primária podem ser memorizados
no menu de memória. Podem ser memorizadas no máximo 10 definições diferentes
de dados de soldadura.
7.1 Memorizar dados de soldadura
Faça uma definição de dados de soldadura na memória primária.
Prima para aceder ao “menu de selecção” e depois em para
aceder às definições relevantes.
Verifique se as definições dos dados de soldadura estão correctas.
Prima para aceder ao menu de memória.
Prima até chegar à posição da memória na qual pretende memorizar a
definição dos dados de soldadura, por exemplo, a posição 2.
Prima ; na posição de memória 2 é agora memorizada uma definição de
dados de soldadura. As outras posições de memória estão vazias.
bi03minp8
- 20 -
© ESAB AB 2001

PT
7.2 Chamar os dados de soldadura
Prima para aceder ao menu de selecção e depois em para
aceder às definições relevantes.
Prima para aceder ao menu de memória.
Escolha qual a posição de memória que quer chamar, por exemplo, a posição 2.
Prima até chegar à posição 2.
Prima para chamar a posição de memória 2. Aparece a pergunta seguinte:
Prima “SIM” se quiser chamar os dados de soldadura da posição de memória 2
e alterar as definições que se encontram actualmente na memória primária. (Se
mudar de ideias, prima “NÃO”)
Este ícone no menu principal mostra qual a
posição de memória que é chamada.
bi03minp8
- 21 -
© ESAB AB 2001

PT
7.3 Apagar os dados de soldadura
Prima para aceder ao menu de selecção e depois em para
aceder às definições relevantes.
Prima para aceder ao menu de memória.
Escolha qual a posição de memória que quer apagar, por exemplo, a posição 2.
Prima até chegar à posição 2.
Prima para apagar a posição de memória 2. Aparece a pergunta seguinte:
Prima “SIM” se quiser apagar os dados de soldadura da posição de memória 2
(se mudar de ideias, prima “NÃO”). A posição de memória 2 está agora vazia.
8 CODIGO PIN
Contacte um técnico de assistência autorizado da ESAB para activar o código de
bloqueio.
Prima para aceder ao menu do código de bloqueio.
Prima até o primeiro dígito do código PIN ser seleccionado.
Prima , para armazenar o primeiro dígito do código. Repita o
procedimento para os restantes dígitos.
Prima para desbloquear o painel de controlo.
- 22 -
bi03minp8
© ESAB AB 2001

PT
9 CÓDIGOS DE AVARIA
Os códigos de avaria são utilizados para indicar a ocorrência de uma avaria no
equipamento. São apresentados no visor, sob a forma de um símbolo, como se
segue:
Os códigos de avaria são actualizados de três em três segundos. O
algarismo superior no símbolo é o número do código de avaria em
questão: ver Item 9.1. O valor inferior indica onde é que se encontra a
avaria:
O símbolo ilustrado acima mostra que o painel de controlo (0) perdeu o contacto com a
unidade de alimentação.
Se tiverem sido detectadas várias avarias, só será visualizado o código da última avaria
que ocorreu.
Prima qualquer tecla de função para limpar o símbolo do visor.
Os símbolos podem ser constantes ou estar a piscar, dependendo do tipo de avaria.
Os símbolos a piscar estão realçados com “o” na lista dos códigos de avaria.
9.1 Lista dos códigos de avaria
0 = painel de controlo 3 = alimentador do fio
1 = unidade de refrigeração 4 = unidade de comando à distância
2 = fonte de alimentação
Códi
go de
avaria
10 Fonte de alimentação 3* x
11 Servo da alimentação do fio x
12 Erro de comunicação (aviso) x x x x x
14 Erro de comunicação (“bus” desligado) x x
15 Mensagens perdidas x x x x
16 Tensão em circuito aberto elevada x
17 Contacto perdido com o alimentador de fio o
18 Contacto perdido com a unidade de alimentação o
19 Valores de definições incorrectos na RAM externa x
20 Erro de atribuição na memória x
22 Transbordamento da memória tampão do transmissor x x
Descrição 0 1 2 3 4
1 Erro de memória, EPROM x x x x x
2 Erro de memória, RAM x x x x
3 Erro de memória, RAM externa x x
4 Fonte de alimentação de 5V x x
5 Tensão de CC intermédia elevada x
6 Temperatura elevada x x
8 Fonte de alimentação 1* x x x x x
9 Fonte de alimentação 2* x x x
bi03felp9
- 23 -
© ESAB AB 2001

PT
Códi
go de
avaria
23 Transbordamento da memória tampão do receptor x x
26 “Watchdog” x x x
27 Sem fio o
28 “Stack overflow” (transbordamento da pilha) x x x x
29 Não há fluxo da água de refrigeração o
31 Não há resposta da unidade de visualização x
32 Não há fluxo de gás o
40 Unidades incompatíveis x
Unidade Alimentação 1* Alimentação 2* Alimentação 3*
Painel de controlo +3V
Unidade de refrigeração +24V
Unidade de alimentação
Unidade de alimentação L
Alimentador de fio +15V +20V
Comando à distância +13V +10V
+15V
+15V
+ 20V
+ 60V
43210Descrição
9.2 Descrições dos códigos de avaria
Códi
go de
avaria
Descrição
1 Erro na memória do programa, (EPROM)
Há uma avaria na memória do programa.
Esta avaria não desactiva nenhumas funções.
Acção: Reiniciar a máquina. Se a avaria persistir, chamar um técnico de assistência.
2 Erro na RAM do microprocessador
O microprocessador não consegue ler/escrever de/para uma certa posição da memória na
sua memória interna
Esta avaria não desactiva nenhumas funções.
Acção: Reiniciar a máquina. Se a avaria persistir, chamar um técnico de assistência.
3 Erro na RAM externa
O microprocessador não consegue ler/escrever de/para uma certa posição da memória na
sua memória externa
Esta avaria não desactiva nenhumas funções.
Acção: Reiniciar a máquina. Se a avaria persistir, chamar um técnico de assistência.
4 Fonte de alimentação de 5 V baixa
A tensão da fonte de alimentação está demasiado baixa.
O processo de soldadura actual está parado e não pode ser reiniciado.
Acção: Desligar a fonte de alimentação da rede para reiniciar a unidade. Se a avaria
persistir, chamar um técnico de assistência.
bi03felp9
- 24 -
© ESAB AB 2001

PT
Códi
go de
avaria
Descrição
5 Tensão de CC intermédia fora dos limites
A tensão está demasiado baixa ou demasiado alta. Uma tensão demasiado alta pode de
ver-se a picos transitórios na fonte de alimentação da rede ou a uma fonte de alimentação
fraca (elevada indutância da alimentação ou perda de uma fase).
A unidade de alimentação está parada e não pode ser reiniciada.
Acção: Desligar a fonte de alimentação da rede para reiniciar a unidade. Se a avaria
persistir, chamar um técnico de assistência.
6 Temperatura elevada
O interruptor de sobrecarga térmica funcionou.
O processo de soldadura actual está parado e não pode ser reiniciado até o interruptor ter
sido reinicializado.
Acção: Verificar se as entradas ou saídas do ar de refrigeração não estão obstruídas ou
entupidas com sujidade. Verificar o ciclo de trabalho que está a ser utilizado para ter a
certeza de que o equipamento não está a ser sobrecarregado.
8 Tensão da bateria baixa +3V (no painel de controlo)
A tensão da bateria auxiliar da memória está demasiado baixa. Se a bateria não for sub
stituída, o conteúdo da memória dos dados de soldadura no painel de controlo será perdi
do.
Esta avaria não desactiva nenhumas funções.
Acção: Chamar um técnico de assistência para substituir a bateria.
8 +15V na alimentação (alimentador de fio e unidade de alimentação)
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
8 +13V na alimentação, (unidade de comando à distância)
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
9 -15V na alimentação (unidade de alimentação)
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
9 +20V na alimentação, (alimentador de fio)
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
9 +10V na alimentação (unidade de comando à distância)
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
10 +24V na alimentação
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
11 Velocidade de alimentação do fio
A velocidade de alimentação do fio é diferente do valor definido.
A alimentação do fio pára se esta avaria ocorrer.
Acção: Chamar um técnico de assistência.
bi03felp9
- 25 -
© ESAB AB 2001

PT
Códi
go de
avaria
Descrição
12 Erro de comunicação (aviso)
A carga no ”bus” CAN do sistema está temporariamente demasiado elevada.
A unidade de alimentação ou o alimentador de fio podem ter perdido o contacto com o
painel de controlo.
Acção: Verificar o equipamento para garantir que apenas um alimentador de fio ou uma
unidade de comando à distância estão ligados. Se a avaria persistir, chamar um técnico
de assistência.
14 Erro de comunicação
O ”bus” CAN do sistema parou temporariamente de trabalhar devido a carga excessiva.
O processo de soldadura actual é interrompido.
Acção: Verificar o equipamento para garantir que apenas um alimentador de fio ou uma
unidade de comando à distância estão ligados. Desligar a fonte de alimentação da rede
para reiniciar a unidade. Se a avaria persistir, chamar um técnico de assistência.
15 Mensagens perdidas
O microprocessador não consegue processar as mensagens a chegar de forma suficiente
mente rápida, tendo como resultado a perda de informação.
Acção:Desligar a fonte de alimentação da rede para reiniciar a unidade. Se a avaria per
sistir, chamar um técnico de assistência.
16 Tensão em circuito aberto elevada
A tensão em circuito aberto tem estado demasiado elevada.
Acção: Desligar a fonte de alimentação da rede para reiniciar a unidade. Se a avaria
persistir, chamar um técnico de assistência.
17 Contacto perdido
O painel de controlo perdeu o contacto com o alimentador de fio.
O processo de soldadura actual é interrompido.
Acção: Verificar os cabos. Se a avaria persistir, chamar um técnico de assistência.
18 Contacto perdido
O painel de controlo perdeu o contacto com a unidade de alimentação.
O processo de soldadura actual é interrompido.
Acção: Verificar os cabos. Se a avaria persistir, chamar um técnico de assistência.
19 Valores de definições incorrectos na RAM externa
Esta avaria será detectada se a informação na memória auxiliada pela bateria ficar corrup
ta.
Acção: A avaria corrige-se a si mesma mas os dados armazenados na posição da
memória actual perder-se-ão.
20 Erro de atribuição na memória
O microprocessador não consegue reservar espaço de memória suficiente.
Esta avaria vai gerar o código de avaria 26.
Acção: Chamar um técnico de assistência.
22 Transbordamento da memória tampão do transmissor
O painel de controlo não consegue transmitir informações para as outras unidades a uma
velocidade suficientemente elevada.
Acção: Desligar a fonte de alimentação da rede para reiniciar a unidade.
- 26 -
bi03felp9
© ESAB AB 2001

PT
Códi
go de
avaria
Descrição
23 Transbordamento da memória tampão do receptor
O painel de controlo não consegue processar as informações das outras unidades a uma
velocidade suficientemente elevada.
Acção: Desligar a fonte de alimentação da rede para reiniciar a unidade.
26 “Watchdog”
Algo impediu o processador de realizar as suas funções de programa normais.
O programa reinicia-se automaticamente. O processo de soldadura actual será interrom
pido.
Esta avaria não desactiva nenhumas funções.
Acção: Se a avaria voltar a aparecer, chamar um técnico de assistência.
27 Sem fio (alimentador de fio)
O alimentador de fio não está a alimentar fio. O processo de soldadura actual será inter
rompido e não pode ser reiniciado.
Acção: Carregar um fio novo.
28 “Stack overflow” (transbordamento da pilha)
A execução do programa não está a funcionar.
Acção: Desligar a fonte de alimentação da rede para reiniciar a unidade. Se a avaria per
sistir, chamar um técnico de assistência.
29 Não há fluxo da água de refrigeração
O interruptor do monitor do fluxo funcionou.
O processo de soldadura actual está parado e não pode ser reiniciado.
Acção: Verificar o circuito da água de refrigeração e a bomba.
31 Não há resposta da unidade de visualização
O microprocessador não está em contacto com o painel de visualização.
Acção: Chamar um técnico de assistência.
32 Não há fluxo de gás
O fluxo de gás é inferior a 6 l/min. A soldadura não pode ser iniciada.
Acção: Verificar a válvula do gás, as mangueiras e os conectores.
40 Unidades incompatíveis
O alimentador de fio ligado está errado. Arranque impedido
Acção: Ligar o alimentador de fio correcto.
10 ENCOMENDAR PEÇAS SOBRESSELENTES
CUIDADO!
Todas as condições de garantia do fornecedor deixam de se aplicar se o cliente tentar
realizar ele próprio qualquer trabalho no produto durante o período de garantia por forma a
rectificar quaisquer avarias.
As peças sobresselentes podem ser encomendadas através do seu concessionário
mais próximo da ESAB, consulte a última página desta publicação.
bi03felp9
- 27 -
© ESAB AB 2001
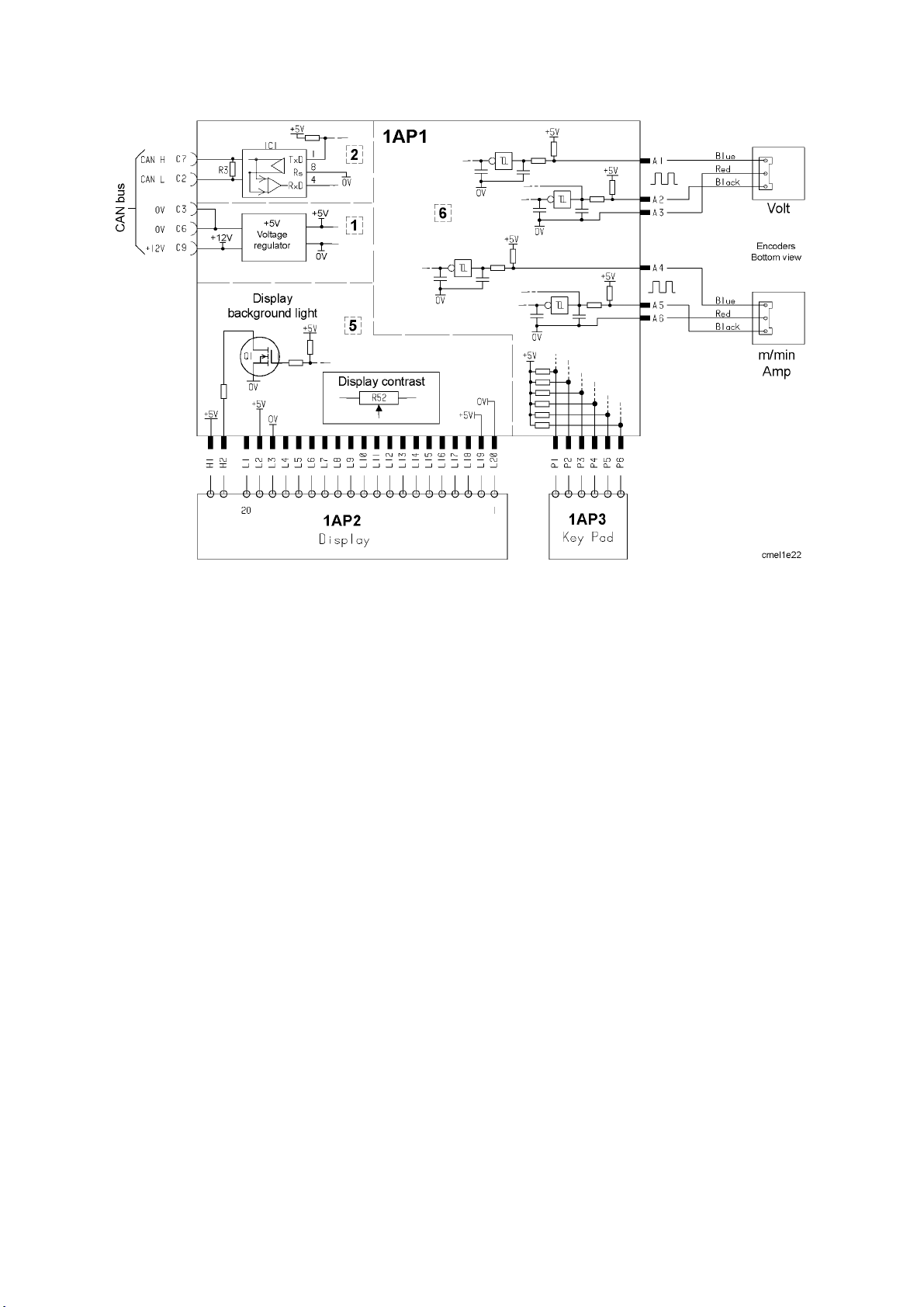
Esquema
bi03e11a
- 28 -
© ESAB AB 2001

Producte type
Números de referência
Ordering no. Denomination
0458 535 886 Aristo MA6
0458 854 270 Instruction manual SE
0458 854 271 Instruction manual DK
0458 854 272 Instruction manual NO
0458 854 273 Instruction manual FI
0458 854 274 Instruction manual GB
0458 854 275 Instruction manual DE
0458 854 276 Instruction manual FR
0458 854 277 Instruction manual NL
0458 854 278 Instruction manual ES
0458 854 279 Instruction manual IT
0458 854 280 Instruction manual PT
0458 854 281 Instruction manual GR
0458 854 282 Instruction manual PL
0458 854 283 Instruction manual HU
0458 854 284 Instruction manual CZ
0458 854 286 Instruction manual RU
0458 818 990 Spare parts list
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
bi03o11a
- 29 -
© ESAB AB 2001

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
- 30 -
notes
© ESAB AB 2001

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
- 31 -
notes
© ESAB AB 2001

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...