


DE
Aristo
®
MA6
Betriebsanweisung
Valid from program version 1.300458 854 275 DE 110427

1 EINFÜHRUNG 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Erste Schritte 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Funktionsweise der Bedienkonsole 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Bedienkonsole 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Symbole auf dem Display 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENÜS 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Hauptmenü und Messmenü 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Auswahlmenü 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Menüstruktur 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MIG/MAG-SCHWEISSEN 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Einstellung 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MMA-SCHWEISSEN 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Einstellungen 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 FUGENHOBELN 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Einstellungen 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 ALLGEMEINE FUNKTIONEN 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Fernbedienung 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Einstellungen 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 SPEICHERVERWALTUNG 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Schweißdaten speichern 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Schweißdaten aufrufen 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Schweißdaten löschen 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 PASSWORT 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 FEHLERCODES 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Liste mit Fehlercodes 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Beschreibung der Fehlercodes 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 ERSATZTEILBESTELLUNG 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHALTPLAN 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTELLNUMMER 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Änderungen vorbehalten.
TOCg
- 2 -
DE
1 EINFÜHRUNG
In diesem Handbuch wird der Umgang mit der Bedienkonsole MA6 beschrieben.
Allgemeine Informationen zu Verwendung und Funktionsweise entnehmen Sie der
Betriebsanweisung für Stromquelle bzw. Drahtvorschubeinheit.
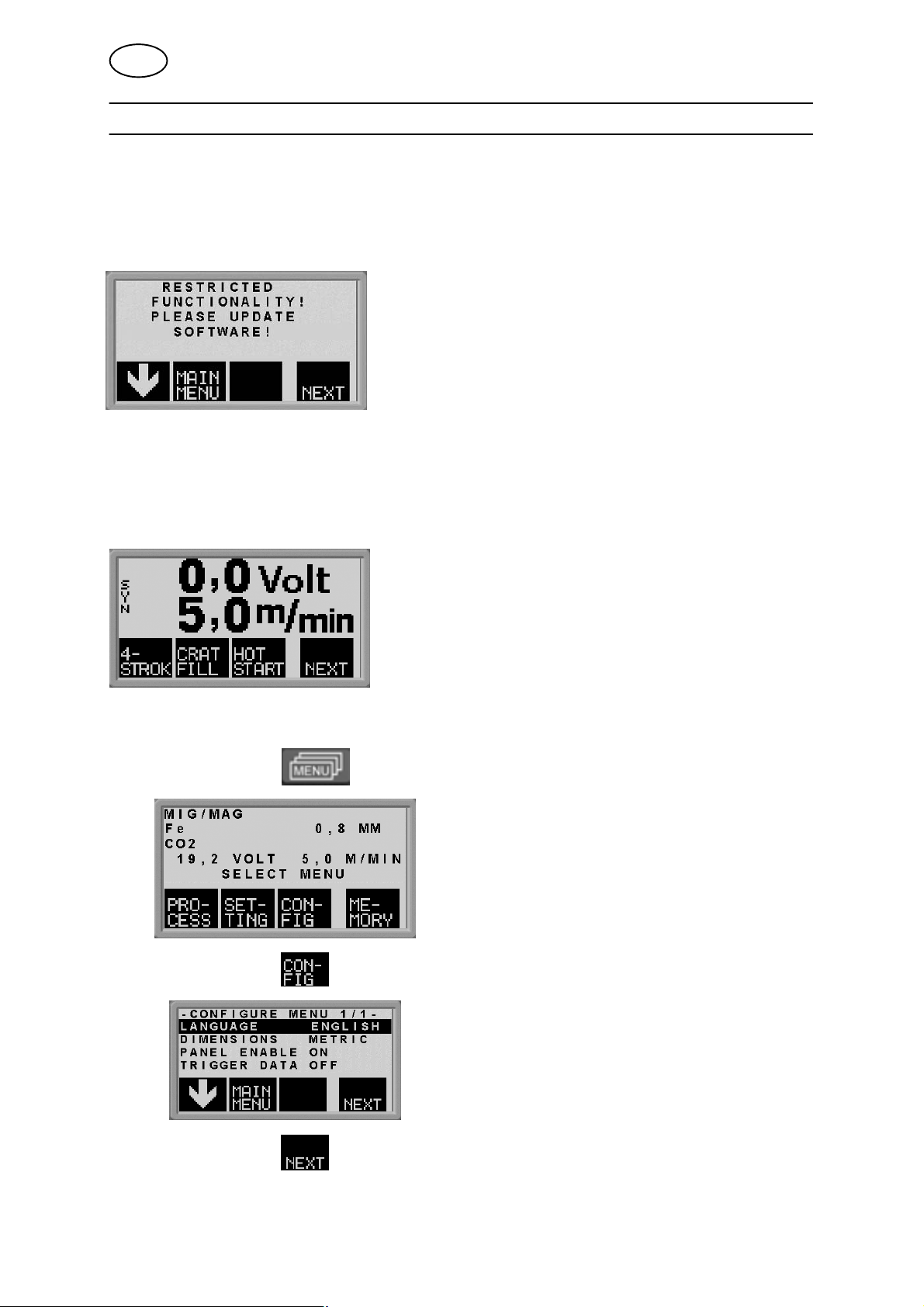
Wenn diese Warnmeldung auf dem Display erscheint, wird die betreffende Funktion
von der Stromquelle nicht unterstützt.
Wenden Sie sich an einen autorisierten ESAB-Servicetechniker, um die Software zu
aktualisieren.
1.1 Erste Schritte
Dieses Hauptmenü wird beim ersten Start der Maschine auf dem Display angezeigt.
Die Menüsprache für die Bedienkonsole ist werkseitig auf Englisch eingestellt. So
ändern Sie die Menüsprache:
S Drücken Sie auf , um das Auswahlmenü aufzurufen.
S Drücken Sie auf , um das Konfigurationsmenü aufzurufen.
S Drücken Sie auf (die Softtaste ganz rechts unter dem Display), bis die
gewünschte Sprache auf dem Display erscheint.
bi03intg1
- 3 -
© ESAB AB 2001

DE
1.2 Funktionsweise der Bedienkonsole
Die Bedienkonsole setzt sich aus zwei Komponenten zusammen: Arbeitsspeicher
und Schweißdatenspeicher.
Speichern
Arbeitsspeicher Schweißdatenspeicher
Aufrufen
Im Arbeitsspeicher wird ein kompletter Satz mit Schweißdateneinstellungen erstellt,
der im Schweißdatenspeicher abgelegt werden kann.
Schweißprozesse werden stets durch den Inhalt des Arbeitsspeichers gesteuert.
Daher ist es ebenfalls möglich, eine Schweißdatenkonfiguration vom Schweißdatenin den Arbeitsspeicher zu übertragen.
Beachten Sie, dass der Arbeitsspeicher stets die zuletzt eingegebenen
Schweißdateneinstellungen enthält. Dabei kann es sich um Daten handeln, die aus
dem Schweißdatenspeicher abgerufen oder individuell geändert wurden. Der
Arbeitsspeicher wird demnach niemals geleert oder “zurückgesetzt”
1.3 Bedienkonsole
1 Display
2 Drehknopf zur Einstellung der Spannung
3 Drehknopf zur Einstellung von Drahtvor
schubgeschwindigkeit und Strom
4 Softtasten (Funktionstasten)
5 ”MENU”-Taste
Softtasten
Diese Tasten sind je nach Untermenü mit unterschiedlichen Funktionen belegt. Die
jeweilige Tastenfunktion geht aus der unteren Textzeile auf dem Display hervor.
(Aktive Funktionen werden mit einem weißen Punkt neben dem Text
gekennzeichnet.)
“MENU”-Taste
Mithilfe dieser Taste gelangen Sie in das Auswahlmenü (siehe Abschnitt 2.2), wenn
Sie sich im Hauptmenü befinden. Ansonsten gehen Sie einen Schritt zurück.
bi03intg1
- 4 -
© ESAB AB 2001

DE
1.4 Symbole auf dem Display
Zurück zum Hauptmenü
Cursor zu einem neuen Einstellungsparameter abwärts bewegen
Funktion für die markierte Zeile ändern
Wert erhöhen Wert verringern
2 MENÜS
Die Bedienkonsole wird über mehrere Menüs gesteuert. Dazu gehören Hauptmenü,
Messmenü, Auswahlmenü, Prozessmenü, Einstellungsmenü, Konfigurationsmenü
und Speichermenü. Während des Starts erscheint ein Eröffnungsbildschirm mit
Informationen zu Konsole und Programmversion.
2.1 Hauptmenü und Messmenü
Nach dem Start erscheint stets das Hauptmenü auf dem
Display. In ihm werden die eingestellten Werte angezeigt.
Wenn Sie sich zu Beginn eines Schweißvorgangs im
Hauptmenü befinden, wechselt das Programm automatisch zur
Anzeige der gemessenen Werte (Messmenü). Die gemessenen
Werte bleiben auch nach Abschluss des Schweißvorgangs auf dem Display.
Andere Menüs können aufgerufen werden, ohne dass die Messwerte verloren gehen.
Erst durch Betätigen eines Drehknopfs oder Wechseln der Schweißmethode werden
anstelle der Messwerte Einstellungswerte angezeigt.
2.2 Auswahlmenü
Im Auswahlmenü legen Sie das aufzurufende Untermenü fest:
Prozessmenü, Einstellungsmenü, Konfigurationsmenü oder
Speichermenü.
Prozessmenü
Hier werden
Schweißprozess,
Materialtyp u.a.
Parameter
festgelegt.
Konfigurations
menü
Hier können
Sprache, Einhei
ten u.a. geändert
werden.
Einstellungsmenü
In diesem Menü werden die
Einstellungen für verschiede
ne Schweißdaten festgelegt,
z.B. für Gasvorströmung,
Hochstartzeit (“Hot start”),
Kraterfülldauer usw.
Speichermenü
Mithilfe des Speichermenüs
lassen sich verschiedene
Schweißvorgabedaten
speichern, aufrufen und
löschen. Zum Sichern der
Schweißdaten stehen zehn
Speicherpositionen zur
Verfügung.
bi03intg1
- 5 -
© ESAB AB 2001
bi03men2
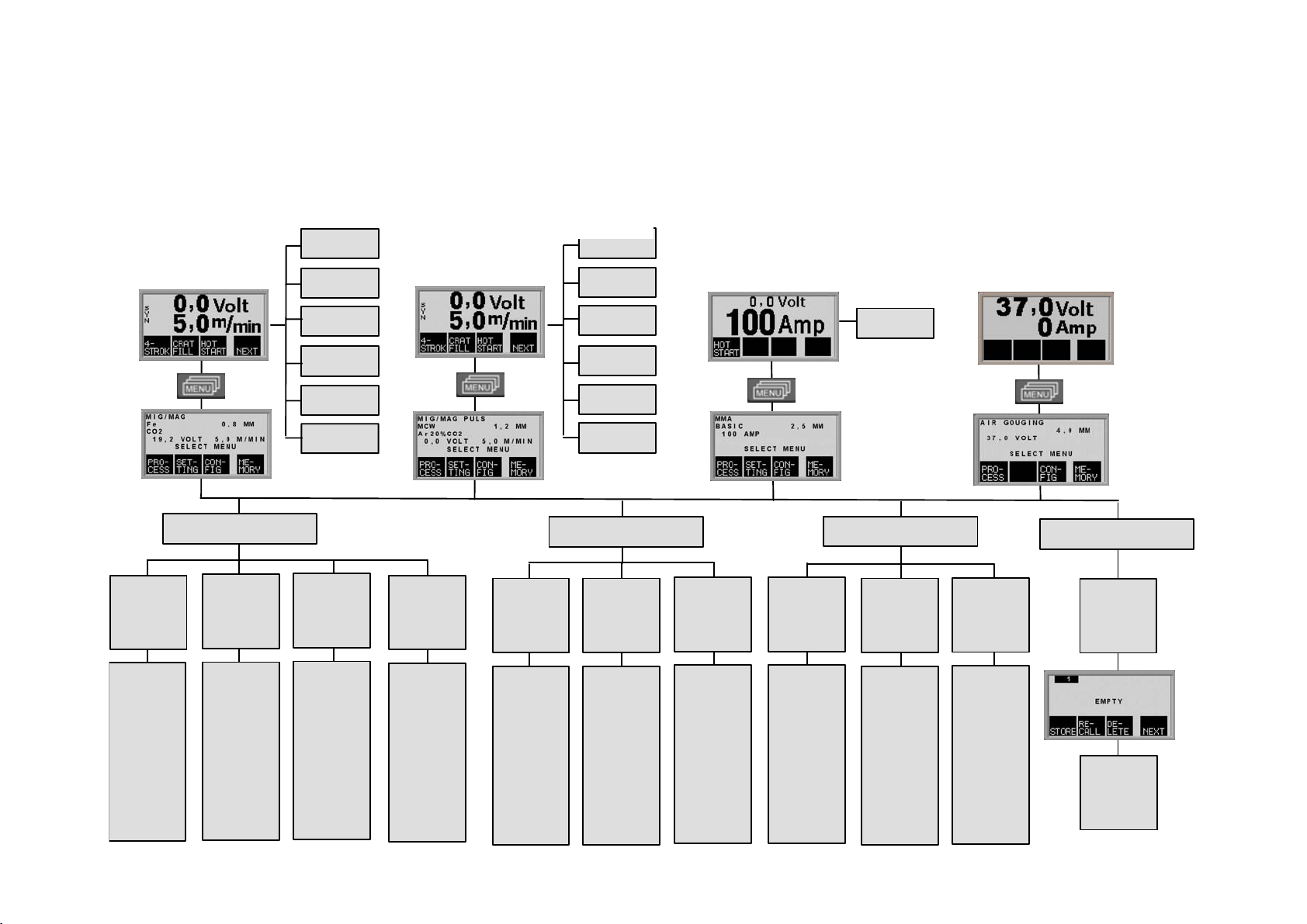
2.3 Menüstruktur
- 6 -
MIG/MAG
MIG/MAG
2/4−stroke
Craterfill Craterfill
Hot start Hot start Hot start
Creep start Creep start
Gas purge Gas purge
Wire inch Wire inch
Process menu Setting menu Configuration menu Memory menu
MIG/MAG
Pulsed
MMA
MIG/MAG Pulsed
Arc gouging
MIG/MAG
2/4−stroke
MIG/MAG
Pulsed
MMA Arc gouging
MIG/MAG
MMA
MIG/MAG
Pulsed
MMA Arc gouging
MIG/MAG
MIG/MAG
Pulsed
MMA
Aric goug.
QS
Synergic
1) Wire typ
Gas
Wire diam.
2) Wire typ
Gas
Wire diam.
3) E−type
E−diam
4) E−diam Induktanc
Gas pre fl.
Hot start
Craterfill
Burnbackt
Gas post fl.
Spot welding
Gas pre fl.
Hot start
Crater fill
Burnbackt
Gas post fl.
Spot welding
Arc force
Hot start
5) Lang.
Dimension
Panel ena.
Trigger dat.
5) Lang.
Dimension
Panel ena.
© ESAB AB 2001
5) Lang
Dimension
Panel ena.
Store
Recall
Delete
DE
1) In der folgenden Tabelle werden die Drahtdurchmesser aufgeführt, die im Prozessmenü für das
MIG/MAG-Schweißen mit Synergie zur Auswahl stehen.
Drahtart
Niedriglegierter oder hochlegierter Volldraht
(Fe)
Rostfreier Volldraht (Ss) Ar + 2%CO
Schutzgas Drahtdurchmesser
Ar + 18% CO
Ar + 8% CO
2
2
2
Ar + 3%CO2 1%H
0,8 1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
Magnesiumlegierter Aluminiumdraht (AlMg) Ar 1,0 1,2 1,6
Siliziumlegierter Aluminiumdraht (AlSi) Ar 1,0 1,2 1,6
Metallpulvergefüllter Rohrdraht (Fe) Ar + 18% CO
Rutil-flussmittelgefüllter Rohrdraht (Fe) Ar + 18% CO
Basisch-flussmittelgefüllter Rohrdraht (Fe) Ar + 18% CO
In der folgenden Tabelle werden die Drahtdurchmesser aufgeführt, die im Prozessmenü für
2)
2
2
2
1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
MIG/MAG-Puls zur Auswahl stehen.
Drahtart Schutzgas Drahtdurchmesser
Niedriglegierter oder hochlegierter Volldraht
(Fe)
Ar +18% CO
Ar + 8% CO
2
2
0,8 1,0 1,2
0,8 1,0 1,2
Rostfreier Volldraht (Ss) Ar + 2%CO
Ar + 3%CO2 1%H
2
0,8 1,0 1,2
0,8 1,0 1,2
Magnesiumlegierter Aluminiumdraht (AlMg) Ar 1,0 1,2 1,6
Siliziumlegierter Aluminiumdraht (AlSi) Ar 1,0 1,2 1,6
3) In der folgenden Tabelle werden die Elektrodendurchmesser aufgeführt, die im Prozessmenü
für das MMA-Schweißen zur Auswahl stehen.
Elektrodentyp Elektrodendurchmesser
Basisch 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutil 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Zellulose 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) Folgende Elektrodendurchmesser im Prozessmenü für das Fugenhobeln zur Auswahl stehen.
4,0 5,0 6,0 7,0 8,0
5) Für die Bedienkonsole stehen folgende Menüsprachen zur Verfügung:
Schwedisch, Dänisch, Norwegisch, Finnisch, Englisch, Deutsch, Holländisch, Französisch,
Spanisch, Italienisch, Portugiesisch, Polnisch, Tschechisch, Ungarisch, Türkisch und
amerikanisches Englisch.
bi03tabg3
- 7 -
© ESAB AB 2001

DE
3 MIG/MAG-SCHWEISSEN
Beim MIG/MAG-Schweißen schmilzt ein Lichtbogen einen kontinuierlich vorgescho
benen Draht. Die Schmelze wird mit Hilfe eines Schutzgases geschützt.
Die Option Puls wird eingesetzt, um die Tropfenübertragung vom Lichtbogen selbst bei
niedrigen Schweißdaten stabil und spritzfrei zu gestalten.
3.1 Einstellung
MIG/MAG-Schweißen ohne Puls
Einstellungen Einstellbereich Einstellungsstufen Werkseitige
Einstellung
2/4-Takt
Kraterfüllung AUS oder EIN - AUS
Kraterfülldauer 0 - 5 s 0,1 s 1,0 s
Hochstart “Hot start” AUS oder EIN - AUS
Hochstartzeit “Hot start-Zeit” 0 - 10 s 0,1 s 1,5 s
Anschleichen AUS oder EIN - EIN
Gasspülung
Kaltdrahtvorschub - - Qset AUS oder EIN - AUS
Synergie AUS oder EIN - EIN
Drossel 0 - 100 1 70
Gasvorströmung 0,1 - 25 s 0,1 s 0,1 s
Nachbrennzeit 0 - 0,35 s 0,01 s 0,10 s
Gasnachströmung 0,1 - 20 s 1 s 1 s
Punktschweissen AUS oder EIN - AUS
Punktschweisszeit 0,1 - 25 s 0,1 s 0,1 s
Spannung 8 - 60 0,25 (Anzeige mit
Drahtvorschubgeschwindigkeit 0,8 - 25,0 m/min 0,1 m/min 5 m/min
Programmwahl INAKTIV
Einheiten METRISCH oder ZOLL - METRISCH
Panel aktiv AUS oder EIN - EIN
Automatisch speicher
Autofeeder
Grenzwerte
Zugangscode
VRD
1)
Diese Funktionen können während eines Schweißvorgangs nicht geändert werden.
2)
Werkseitige Einstellung der Synergielinie: Volldraht (Fe), Schutzgas CO
3)
Um diese Funktion zu aktivieren, wenden Sie sich an einen autorisierten ESAB-Servicetechniker.
1)
1)
2-Takt oder 4-Takt - 2-Takt
- - -
2)
Synergieab-
einer Stelle)
weichung 0
- INAKTIV
LIBO AN oder
LIBO AUS
3)
3)
3)
3)
3)
AUS oder EIN - AUS
AUS oder EIN - AUS
AUS oder EIN - AUS
AUS oder EIN - AUS
- - -
mit 0,8-mm-Draht.
2
bi03migg4
- 8 -
© ESAB AB 2001
DE
MIG/MAG-Schweißen mit Puls
Einstellungen Einstellbereich Einstellungsstufen Werkseitige
Einstellung
2/4-Takt
Kraterfüllung AUS oder EIN - AUS
Kraterfülldauer 0 - 5 s 0,1 s 1,0 s
Hochstart “Hot start” AUS oder EIN - AUS
Hochstartzeit “Hot start-Zeit” 0 - 10 s 0,1 s 1,5 s
Anschleichen AUS oder EIN - EIN
Gasspülung
Kaltdrahtvorschub - - Gasvorströmung 0,1 - 25 s 0,1 s 0,1 s
Nachbrennzeit 0 - 0,35 s 0,01 s 0,10 s
Gasnachströmung 0 - 20 s 1 s 1 s
Punktschweissen AUS oder EIN - AUS
Punktschweisszeit 0,1 - 25 s 0,1 s 0,1 s
Spannung 8 - 60 0,25 (Anzeige mit
Drahtvorschubgeschwindigkeit 0,8 - 25,0 m/min 0,1 m/min 5 m/min
Programmwahl INAKTIV
Einheiten METRISCH oder ZOLL - METRISCH
Panel aktiv AUS oder EIN - EIN
Automatisch speicher
Autofeeder
Grenzwerte
Zugangscode
VRD
1)
Diese Funktionen können während eines Schweißvorgangs nicht geändert werden.
2)
Um diese Funktion zu aktivieren, wenden Sie sich an einen autorisierten ESAB-Servicetechniker.
Werkseitige Einstellung der Synergielinie: Volldraht (Fe), Schutzgas Ar 8% CO
1)
1)
2-Takt oder 4-Takt - 2-Takt
- - -
Synergieab-
einer Stelle)
weichung 0
- INAKTIV
LIBO AN oder
LIBO AUS
2)
2)
2)
2)
2)
AUS oder EIN - AUS
AUS oder EIN - AUS
AUS oder EIN - AUS
AUS oder EIN - AUS
- - -
mit 1,0-mm-Draht.
2
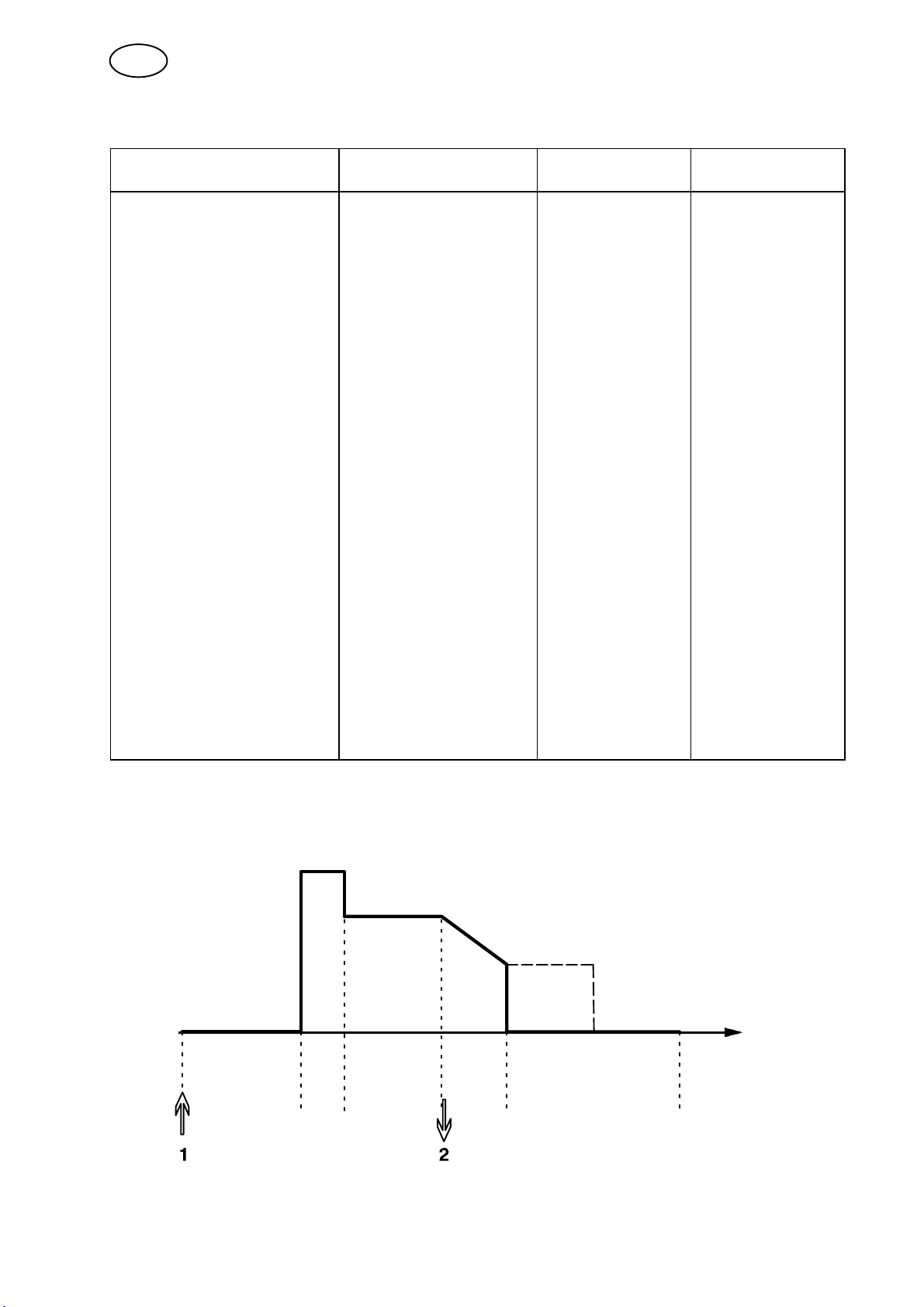
2-Takt
Gasvorströ
mung
Funktionen bei 2-Takt-Bedienung des Pistolenkontakts
bi03migg4
Hochstart
Schwei
ßen
Krater
füll.
- 9 -
Gasnachströmung
© ESAB AB 2001

DE
Im 2-Takt-Modus startet eine eventuelle Gasvorströmung, wenn der Pistolenkontakt
betätigt wird (1). Daraufhin beginnt der Schweißprozess. Durch Loslassen des
Kontakts (2) findet eine eventuelle Kraterfüllung statt. Der Schweißvorgang wird
abgebrochen und eine eventuelle Gasnachströmung setzt ein.
Hinweis: Durch erneutes Betätigen des Pistolenkontakts während der Kraterfüllung
lässt sich der Schweißvorgang mit den Enddaten der Kraterfüllung um eine beliebige
Zeitdauer verlängern (gestrichelte Linie). Die Kraterfüllung kann ebenfalls
abgebrochen werden, indem der Kontakt schnell erneut gedrückt und während der
laufenden Kraterfüllung losgelassen wird.
- Der 2-Takt-Modus wird im Hauptmenü aktiviert.
4-Takt
Gasvorströ
mung
Funktionen bei 4-Takt-Bedienung des Pistolenkontakts
Hochstart
Schwei
ßen
Kraterfüll. Gasnachströmung
Im 4-Takt-Modus startet die Gasvorströmung, wenn der Pistolenkontakt betätigt
wird (1). Wenn der Pistolenkontakt losgelassen wird (2), startet der Schweißprozess.
Durch erneutes Drücken des Kontakts (3) wird eine eventuelle Kraterfüllung
ausgelöst. Die Schweißdaten werden auf einen geringeren Wert abgesenkt. Durch
Loslassen des Pistolenkontakts (4) wird das Schweißen abgebrochen und eine
eventuelle Gasnachströmung setzt ein.
Hinweis: Die Kraterfüllung wird beendet, wenn der Pistolenkontakt losgelassen wird.
Wenn der Kontakt stattdessen über eine längere Zeit gedrückt wird, wird der
Schweißvorgang mit den Enddaten der Kraterfüllung fortgesetzt (gestrichelte Linie).
- Der 4-Takt-Modus wird im Hauptmenü aktiviert.
Kraterfüllung
Per Kraterfüllung lassen sich Poren, Risse und Kraterbildung am Werkstück zum
Schweißende leichter vermeiden.
- Die Zeitkonfiguration für die Kraterfüllung wird im Einstellungsmenü vorgenommen.
Hochstart “Hot start”
Beim Hochstart (“Hot start”) wird für einen einstellbaren Zeitraum zu Beginn des
Schweißvorgangs der Schweißstrom erhöht. Dadurch verringert sich das Risiko für
Bindefehler am Anfang der Schweißnaht.
- Die Zeitkonfiguration für den Hochstart wird im Einstellungsmenü vorgenommen.
bi03migg4
- 10 -
© ESAB AB 2001

DE
Anschleichen
Beim Anschleichen wird der Draht mit 50% der eingestellten Geschwindigkeit
vorgeschoben, bis ein elektrischer Kontakt mit dem Werkstück hergestellt wird.
- Die Option Anschleichen wird im Hauptmenü aktiviert.
Gasspülung
Die Gasspülung wird beim Messen des Gasflusses oder zum Reinigen der
Gasschläuche von eventuell vorhandener Luft oder Feuchtigkeit vor Beginn des
Schweißens eingesetzt. Die Gasspülung dauert so lange an, wie die Taste gedrückt
wird. Die Funktion wird ohne Aktivierung von Spannung oder Drahtvorschub
ausgeführt.
- Die Option Gasspülung wird im Hauptmenü aktiviert.
Kaltdrahtvorschub
Vom Kaltdrahtvorschub wird dann Gebrauch gemacht, wenn ein Draht
vorgeschoben werden soll, ohne dass die Schweißspannung aktiviert wird. Der
Draht wird so lange vorgeschoben, wie die Taste gedrückt wird.
- Die Option Kaltdrahtvorschub wird im Hauptmenü aktiviert.
QSett
Per QSett lassen sich Schweißparameter leichter einstellen.
S Durch Drehen des Reglers im Uhrzeigersinn (+) wird die Lichtbogenlänge
vergrößert.
S Durch Drehen des Reglers gegen den Uhrzeigersinn (-) wird die
Lichtbogenlänge verkleinert.
KURZBOGEN
Beim ersten Schweißstart mit einem neuen Draht- bzw. Gastyp legt
QSettautomatisch alle erforderlichen Schweißparameter fest. Danach sind in
QSett alle Daten für einen optimalen Schweißvorgang gespeichert. Bei einer
Änderung der Drahtvorschubgeschwindigkeit wird die Spannung automatisch
angeglichen.
SPRÜHBOGEN
Bei der Annäherung an einen Sprühbogenbereich muss der Wert für QSett erhöht
werden.
Deaktivieren Sie die QSett-Funktion beim Schweißen mit einem Sprühbogen. Es
werden alle QSett-Einstellungen übernommen. Nur die Spannung muss noch
festgelegt werden.
Empfohlene Vorgehensweise: Führen Sie den ersten Schweißvorgang (6
Sekunden) mit QSett auf einem Teststück aus, um alle korrekten Daten
automatisch ermitteln zu lassen.
Hinweis! QSet-Funktion und Synergiefunktion können
nicht gleichzeitig aktiviert sein.
- Die QSet-Funktion wird im Prozessmenü aktiviert.
bi03migg4
- 11 -
© ESAB AB 2001

DE
Synergie
Jede Kombination aus Drahtart, Drahtdurchmesser und Gasmischung erfordert ein
besonderes Verhältnis zwischen Drahtvorschubgeschwindigkeit und Spannung
(Lichtbogenlänge), damit ein stabiler Lichtbogen erzeugt werden kann. Die
Spannung (Lichtbogenlänge) richtet sich automatisch nach dem vorprogrammierten
Synergieprofil, das ausgewählt wurde. Dadurch wird die Einstellung der korrekten
Schweißparameter enorm erleichtert. Das Verhältnis zwischen Drahtvorschubge
schwindigkeit und den anderen Parametern wird als Synergieprofil bezeichnet.
Synergie EIN: Im Hauptmenü wird der eingestellte
Drahtvorschub sowie die positive bzw. negative
Abweichung von der Spannung der Synergielinie
angezeigt.
Bei einer positiven Abweichung erscheint ein Block über SYN, bei einer negativen
Abweichung befindet sich der Block unter SYN.
Synergie AUS: Im Hauptmenü werden die justierten Werte für Spannung und
Drahtvorschub aufgeführt.
Die Option Synergie wird im prozessmenü aktiviert.
Synergielinienset
Das im Lieferumfang befindliche Set mit Synergielinien heißt “Standard synergic
lines” und enthält die 33 häufigsten Synergielinien.
Andere Synergieliniensets können ebenfalls bestellt werden. Ihre Installation muss
jedoch von einem speziell geschulten ESAB-Servicetechniker ausgeführt werden.
Drossel
Eine höhere Drosselung vergrößert die Schweißmenge und verringert die
Spritzmenge. Eine geringere Drosselung erzeugt ein stärkeres Geräusch sowie
einen stabilen und konzentrierten Lichtbogen.
Gasvorströmung
Mithilfe der Gasvorströmung wird angegeben, wie viel Zeit zwischen dem
Ausströmen des Schutzgases und dem Entzünden des Lichtbogens vergehen soll.
Die Zeitkonfiguration für die Gasvorströmung wird im Einstellungsmenü
vorgenommen.
Nachbrennzeit
Als Nachbrennzeit wird die Zeitspanne bezeichnet, die zwischen dem Bremsbeginn
des Drahts bis zum Abschalten des Schweißstroms durch die Stromquelle liegt. Eine
zu kurze Nachbrennzeit führt zu einem langen Drahtvorsprung nach abgeschlosse
nem Schweißvorgang. Dabei besteht das Risiko, dass der Draht an der Schmelze
festfriert. Eine lange Nachbrennzeit führt zu einem kürzeren Vorsprung. Dadurch
erhöht sich das Risiko, dass der Lichtbogen im Kontaktmundstück brennt.
- Die Konfiguration für die Nachbrennzeit wird im Einstellungsmenü vorgenommen.
Gasnachströmung
Mithilfe der Gasnachströmung wird angegeben, wie lange Schutzgas nach
Ausschalten des Lichtbogens ausströmen soll.
- Die Zeitkonfiguration für die Gasnachströmung wird im Einstellungsmenü
vorgenommen.
bi03migg4
- 12 -
© ESAB AB 2001

DE
Änderung von Triggerdaten
Über diese Funktion können mithilfe eines Doppelklicks am Schweißpistolenkontakt
(Trigger) unterschiedliche voreingestellte Schweißdatenvarianten ausgewählt
werden.
Dabei wird zwischen den Speicherpositionen 1, 2 und 3 gewechselt (siehe Kapitel 7
“Speicherverwaltung”). Wenn Speicherposition 2 unbelegt ist, findet ein Wechsel
zwischen den Positionen 1 und 3 statt.
LIBO AN - Wechsel zwischen Speicherpositionen können vor, nach oder während
eines laufenden Schweißvorgangs erfolgen.
LIBO AUS - Wechsel zwischen Speicherpositionen können ausschließlich vor oder
nach dem Schweißen erfolgen.
- Der Triggerdatenwechsel wird im Konfigurationsmenü aktiviert.
AVC-Vorschubeinheit
Bei der Aktivierung dieser Funktion ist es möglich, eine lichtbogenspannungskontrol
lierte Vorschubeinheit (Off-The-Arc-Feeder) einzusetzen, bei der die
Lichtbogenspannung von der Stromquelle als Versorgungsspannung für die
Vorschubeinheit verwendet wird.
Um diese Funktion zu aktivieren, wenden Sie sich an einen autorisierten
ESAB-Servicetechniker.
- Die Aktivierung der AVC-Vorschubeinheit wird im Konfigurationsmenü
vorgenommen.
Punktschweissen
Das Punktschweißen wird verwendet, um dünne Bleche miteinander zu verbinden.
- Aktivierung und Einstellung des Punktschweißens erfolgen im Einstellungsmenü.
Spannung
Eine höhere Spannung vergrößert die Lichtbogenlänge und sorgt für einen
wärmeren und breiteren Strang.
Der Einstellungswert für Spannung kann unabhängig vom angezeigten Menü
geändert werden. Der Wert wird im Hauptmenü oder Auswahlmenü aufgeführt.
Drahtvorschubgeschwindigkeit
Als Drahtvorschubgeschwindigkeit wird die Vorschubgeschwindigkeit (m/min) für den
Draht bezeichnet.
Der Einstellungswert für Drahtvorschubgeschwindigkeit kann unabhängig vom
angezeigten Menü geändert werden. Der Wert wird im Hauptmenü oder
Auswahlmenü aufgeführt.
bi03migg4
- 13 -
© ESAB AB 2001

DE
VRD (Voltage Reduction Device)
Per VRD-Funktion wird sichergestellt, dass die Leerlaufspannung maximal 35 V
beträgt, wenn kein Schweißvorgang stattfindet. Dies wird über das VRD-Symbol
angezeigt (siehe Abbildung).
Die VRD-Funktion wird blockiert, wenn das System den Beginn eines
Schweißvorgangs erkannt hat.
Wenn die Leerlaufspannung bei aktivierter VRD-Funktion den Grenzwert von 35 V
überschreitet, erscheint eine Fehlermeldung (16) auf dem Display. So lange diese
Anzeige besteht, kann kein Schweißvorgang gestartet werden.
Die VRD-Funktion ist im Lieferzustand nicht aktiviert. Wenden Sie sich an einen
autorisierten ESAB-Servicetechniker, um die Funktion zu aktivieren.
VRD-Symbol
Hinweis! Die VRD-Funktion ist bei Stromquellen nutzbar, in die sie implementiert ist.
bi03migg4
- 14 -
© ESAB AB 2001

DE
4 MMA-SCHWEISSEN
Das MMA-Schweißen wird ebenfalls als Schweißen mit umhüllten Elektroden bezeich
net. Wenn der Lichtbogen entzündet wird, schmilzt die Elektrode, wodurch die Umhül
lung eine schützende Schicht bildet.
4.1 Einstellungen
Einstellungen Einstellbereich Einstellungsstufen Werkseitige Eins
tellung
Hochstart “Hot start”
Hochstartzeit “Hot start” 1 - 30 1 10
Stromnachregelung
“Arc force”
2)
Strom
Einheiten METRISCH oder ZOLL - METRISCH
Panel aktiv AUS oder EIN - EIN
Automatisch speicher
Grenzwerte
Zugangscode
3)
VRD
3)
3)
1)
AUS oder EIN - AUS
0 - 10 0,5 3
16 - 500 A 1 A 164 A
3)
AUS oder EIN - AUS
AUS oder EIN - AUS
AUS oder EIN - AUS
- - -
1)
Diese Funktion kann während eines Schweißvorgangs nicht geändert werden.
2)
Der Maximalstrom hängt vom verwendeten Maschinentyp ab.
3)
Um diese Funktion zu aktivieren, wenden Sie sich an einen autorisierten ESAB-Servicetechniker.
Werkseitige Einstellung der Synergielinie: Rutil 4,0-mm-Draht.
Hochstart “Hot start”
Beim Hochstart (“Hot start”) wird für einen einstellbaren Zeitraum zu Beginn des
Schweißvorgangs der Schweißstrom erhöht. Dadurch verringert sich das Risiko für
Bindefehler am Anfang der Schweißnaht.
- Die Zeitkonfiguration für den Hochstart wird im Einstellungsmenü vorgenommen.
Stromnachregelung “Arc force”
Per Stromnachregelung (“Arc force”) wird gesteuert, wie sich der Strom bei einer Ände
rung der Bogenlänge ändert. Ein niedrigerer Wert sorgt für einen ruhigeren Lichtbogen
mit geringerer Spritzmenge.
- Die Konfiguration für die Stromnachregelung wird im Einstellungsmenü
vorgenommen.
Strom
Durch einen höheren Strom wird ein breiteres und tieferes Eindringen in das
Werkstück erreicht.
Der Einstellungswert für Strom kann unabhängig vom angezeigten Menü geändert
werden. Der Wert wird im Hauptmenü oder Auswahlmenü aufgeführt.
bi03mmag6
- 15 -
© ESAB AB 2001

DE
VRD (Voltage Reduction Device)
Per VRD-Funktion wird sichergestellt, dass die Leerlaufspannung maximal 35 V
beträgt, wenn kein Schweißvorgang stattfindet. Dies wird über das VRD-Symbol
angezeigt (siehe Abbildung).
Die VRD-Funktion wird blockiert, wenn das System den Beginn eines
Schweißvorgangs erkannt hat.
Wenn die Leerlaufspannung bei aktivierter VRD-Funktion den Grenzwert von 35 V
überschreitet, erscheint eine Fehlermeldung (16) auf dem Display. So lange diese
Anzeige besteht, kann kein Schweißvorgang gestartet werden.
Die VRD-Funktion ist im Lieferzustand nicht aktiviert. Wenden Sie sich an einen
autorisierten ESAB-Servicetechniker, um die Funktion zu aktivieren.
VRD-Symbol
Hinweis! Die VRD-Funktion ist bei Stromquellen nutzbar, in die sie implementiert ist.
bi03mmag6
- 16 -
© ESAB AB 2001

DE
5 FUGENHOBELN
Beim Fugenhobeln kommt eine Elektrode zum Einsatz, die aus einem kupferumhüll
ten Kohlestab besteht. Zwischen Kohlestab und Werkstück bildet sich ein Lichtbo
gen, der das Material schmilzt. Luft wird zugeführt, um das geschmolzene Material
wegzublasen.
5.1 Einstellungen
Einstellungen Einstellbereich Einstellungsstufe Werkseitige Einstel
lung
Elektrodendurchmesser 4,0-8,0 mm 1 mm 4,0 mm
Spannung 8-60 V 0,25 V (Anzeige mit ei
ner Stelle)
Elektrodendurchmesser
Ein größerer Elektrodendurchmesser bewirkt ein breiteres und tieferes Eindringen in
das Werkstück.
37,0 V
Spannung
Durch eine höhere Spannung wird ein breiteres und tieferes Eindringen in das
Werkstück erreicht.
bi03gougingg
- 17 -
© ESAB AB 2001

DE
6 ALLGEMEINE FUNKTIONEN
6.1 Fernbedienung
Funktionsweise der Bedienkonsole bei Anschluss eines Fernbedienung
S Das Display zeigt konstant das Menü an, das beim Anschließen des
Fernbedienung aktiviert war.
Die Mess- und Einstellungswerte werden aktualisiert. Sie werden jedoch nur in
den Menüs dargestellt, in denen ihre Anzeige programmiert ist.
S Bei Anzeige eines Fehlerhinweissymbols kann dies erst gelöscht werden, wenn
die Verbindung mit dem Fernbedienung getrennt wird.
S Bei 10-Programm-Fernbedienungen wechseln Sie zwischen den
Speicherpositionen 1, 2, 3, 4, 5, 6, 7, 8, 9 und 10. Wenn Speicherposition 2
unbelegt ist, werden die Werte von Position 1 beibehalten. Nähere Informationen
entnehmen Sie dem Kapitel 7 “Speicherverwaltung”.
6.2 Einstellungen
Aktive Konsole
Bei angeschlossener Fernbedienung können Strom bzw. Spannung und
Drahtvorschub per Bedienkonsole oder Fernbedienung eingestellt werden.
Achtung: Diese Funktion muss aktiviert sein, bevor die Fernbedienung
angeschlossen wird.
- Die Aktivierung der aktiven Konsole wird im Konfigurationsmenü ausgeführt.
Automatisch speichern
Wird eine Schweißdatenkonfiguration aus dem Schweißdatenspeicher aufgerufen
und die Einstellungen werden modifiziert, werden diese Änderungen automatisch
gespeichert, wenn eine neue Schweißdatenkonfiguration aus dem Speicher
aufgerufen wird.
Um diese Funktion zu aktivieren, wenden Sie sich an einen autorisierten
ESAB-Servicetechniker.
- Die Aktivierung des automatischen Speicherns wird im Konfigurationsmenü
ausgeführt.
Grenzwerte
Diese Funktion ermöglicht die Sicherstellung einer guten Schweißqualität, indem
maximale und minimale Werte für Drahtvorschub/Strom oder Spannung festgelegt
werden. Die Grenzwerte können in den ersten 5 Speicherpositionen im
Schweißdatenspeicher gespeichert werden.
Um diese Funktion zu aktivieren, wenden Sie sich an einen autorisierten
ESAB-Servicetechniker.
- Die Aktivierung der Grenzwerte wird im Konfigurationsmenü ausgeführt.
bi03geng7
- 18 -
© ESAB AB 2001

DE
Codesperre
Bei dieser Funktion kann das Einstellungsmenü verschlüsselt werden. Dann können
lediglich Haupt- und Messmenü erreicht werden (siehe Kapitel 8 ”Codesperre”.
Um diese Funktion zu aktivieren, wenden Sie sich an einen autorisierten
ESAB-Servicetechniker.
- Die Aktivierung der Codesperre wird im Konfigurationsmenü ausgeführt.
bi03geng7
- 19 -
© ESAB AB 2001

DE
7 SPEICHERVERWALTUNG
Im Speichermenü können bis zu zehn Schweißdatenkonfigurationen abgelegt
werden, die im Arbeitsspeicher erstellt wurden.
7.1 Schweißdaten speichern
S Stellen Sie im Arbeitsspeicher eine Schweißdatenkonfiguration ein.
S Drücken Sie auf , um ins “Auswahlmenü” zu wechseln. Drücken Sie
anschließend auf , um die aktuellen Einstellungen aufzurufen.
Überprüfen Sie, ob die Schweißdateneinstellungen korrekt sind.
S Drücken Sie auf , um ins Speichermenü zu gelangen.
S Betätigen Sie , bis die Speicherposition (z.B. Position 2) angezeigt wird,
unter der Sie die Schweißdatenkonfiguration ablegen wollen.
S Drücken Sie auf . Damit werden die Schweißdaten an Speicherposition 2
übertragen. Alle anderen Speicherpositionen sind leer.
7.2 Schweißdaten aufrufen
S Drücken Sie auf , um ins Auswahlmenü zu wechseln. Drücken Sie
anschließend auf , um die aktuellen Einstellungen aufzurufen.
bi03ming8
- 20 -
© ESAB AB 2001

DE
S Drücken Sie auf , um ins Speichermenü zu gelangen.
S Wählen Sie die Speicherposition aus, deren Daten aufgerufen werden sollen
(z.B. Position 2). Betätigen Sie , bis Sie Position 2 erreicht haben.
S Drücken Sie auf , um die Daten von Speicherposition 2 zu laden. Daraufhin
erscheint folgende Abfrage:
S Wählen Sie “JA”, um die Schweißdaten von Speicherposition 2 aufzurufen und
die aktuellen Einstellungen im Arbeitsspeicher zu ändern. Wählen Sie “NEIN”,
um den Vorgang abzubrechen.
Dieses Symbol im Hauptmenü zeigt die
aufgerufene Speicherposition an.
7.3 Schweißdaten löschen
S Drücken Sie auf , um ins Auswahlmenü zu wechseln. Drücken Sie
anschließend auf , um die aktuellen Einstellungen aufzurufen.
S Drücken Sie auf , um ins Speichermenü zu gelangen.
S Wählen Sie die Speicherposition aus, deren Daten gelöscht werden sollen (z.B.
Position 2). Betätigen Sie , bis Sie Position 2 erreicht haben.
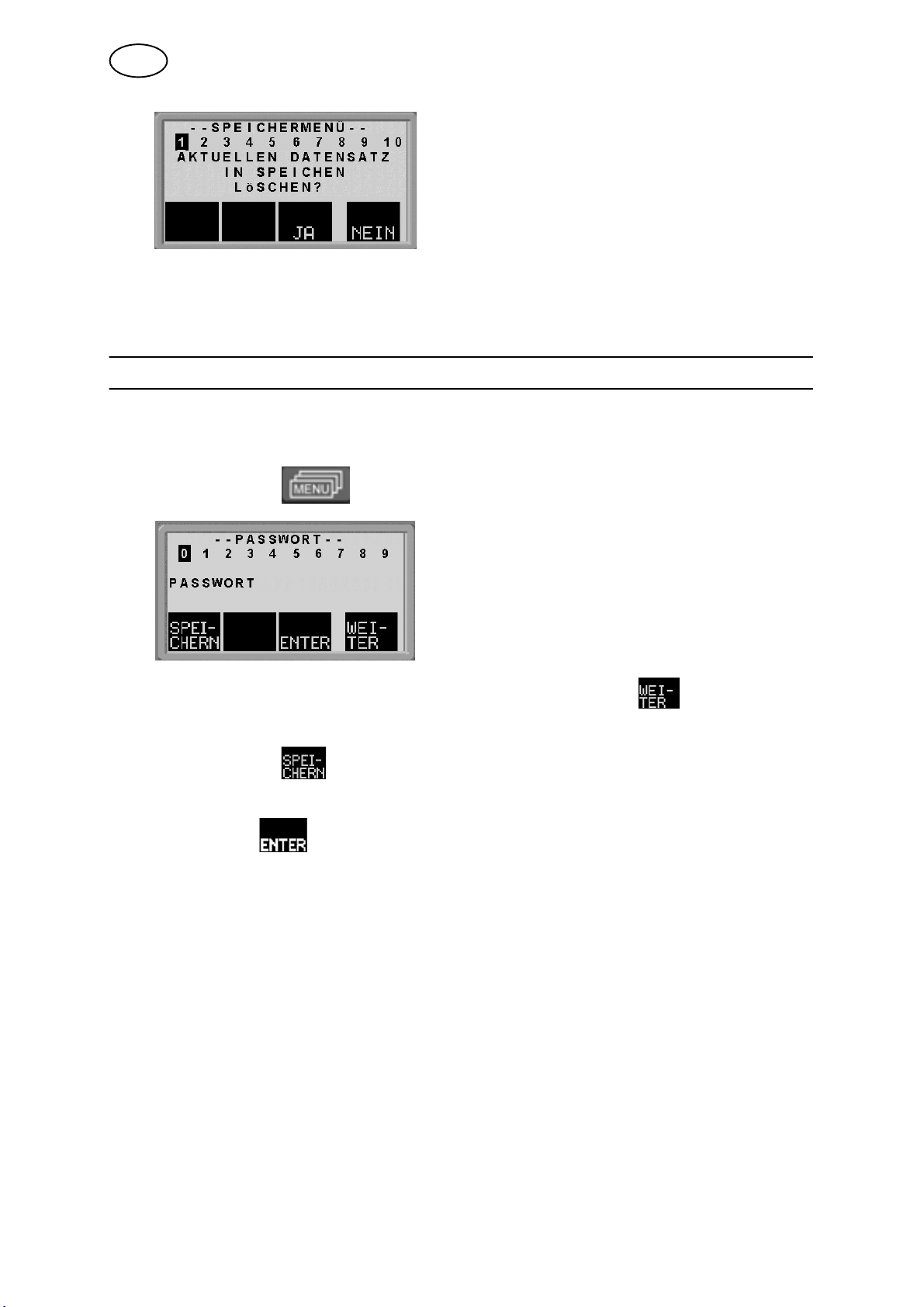
S Drücken Sie auf , um die Daten an Speicherposition 2 zu löschen.
Daraufhin erscheint folgende Abfrage:
bi03ming8
- 21 -
© ESAB AB 2001
DE
S Wählen Sie “JA”, um die Daten an Speicherposition 2 zu löschen. Wählen Sie
“NEIN”, um den Vorgang abzubrechen. Bei Auswahl von “JA” ist Speicherposi
tion 2 nunmehr unbelegt.
8 PASSWORT
Um die Passwort zu aktivieren, wenden Sie sich an einen autorisierten
ESAB-Servicetechniker.
S Drücken Sie auf , um in das Passwortmenü zu gelangen.
S Geben Sie die erste Zahl des PIN-Codes an, indem Sie auf drücken, um zur
richtigen Zahl zu gelangen.
S Drücken Sie auf . Jetzt ist die erste Zahl gespeichert. Wiederholen Sie
diesen Vorgang für die nachfolgenden Zahlen.
S Betätigen Sie , um die Bedienkonsole zu entsperren.
bi03ming8
- 22 -
© ESAB AB 2001
DE
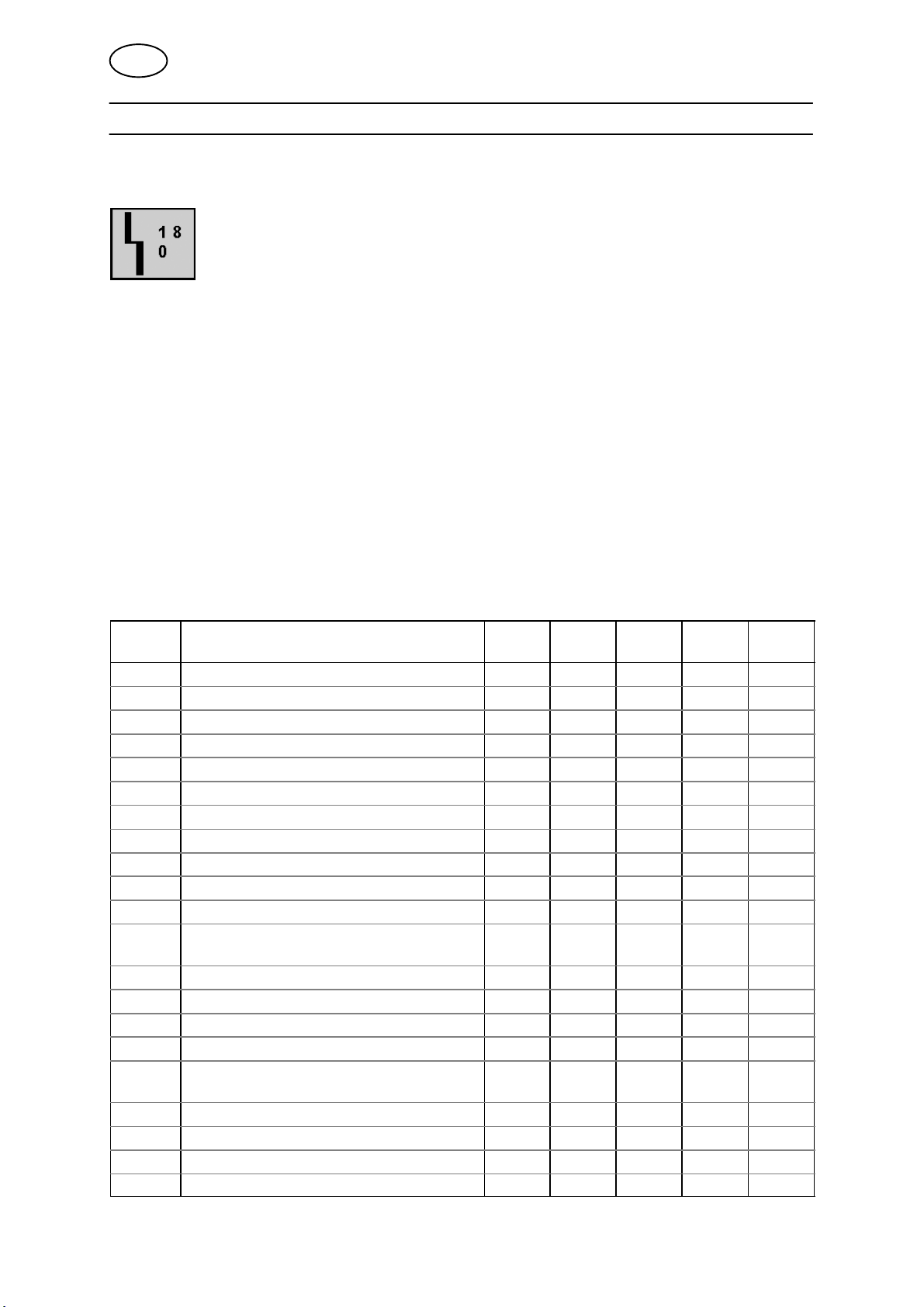
9 FEHLERCODES
Fehlercodes geben Auskunft darüber, ob ein Fehler an der Ausrüstung aufgetreten
ist. Sie werden auf dem Display mit folgendem Symbol angezeigt:
Fehlercodes werden nach drei Sekunden aktualisiert. Die oberste Zahl
im Symbol steht für die Fehlercodenummer (siehe Abschnitt 9.1). Die
unterste Zahl gibt Aufschluss über die vom Fehler betroffene Einheit:
Das oben aufgeführte Symbol weist darauf hin, dass die Verbindung zwischen
Bedienkonsole (0) und Stromquelle unterbrochen wurde.
Liegen mehrere Fehler vor, wird nur der Code für den zuletzt aufgetretenen Fehler
angezeigt.
Um das Symbol vom Display zu löschen, drücken Sie eine der Funktionstasten.
Je nach Fehlertyp blinkt das Symbol oder leuchtet durchgehend.
Blinkende Symbole werden in der Liste mit Fehlercodes mit “o” gekennzeichnet.
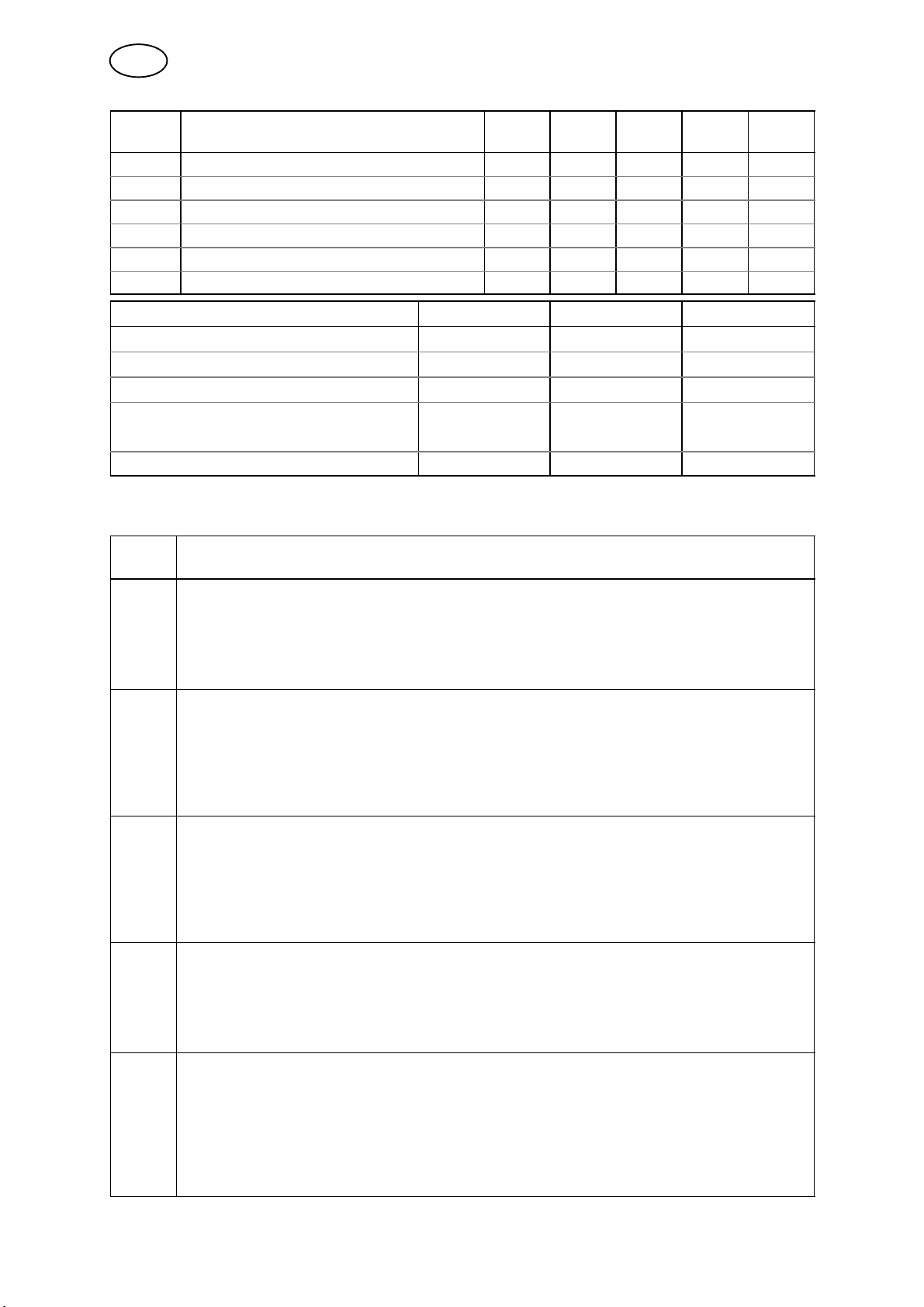
9.1 Liste mit Fehlercodes
0 = Bedienkonsole 3 = Drahtvorschubeinheit
1 = Kühlaggregat 4 = Fernbedienung
2 = Stromquelle
Fehler
code
10 Versorgungsspannung 3* x
11 Drahtgeschwindigkeitsservo x
12 Kommunikationsfehler (Warnung) x x x x x
14 Kommunikationsfehler (Bus wird deaktivi
15 Meldungsverlust x x x x
16 Hohe Leerlaufspannung x
17 Kontaktverlust mit der Vorschubeinheit o
18 Kontaktverlust mit der Stromquelle o
19 Fehlerhafte Einstellungswerte im externen
20 Speicherzuordnungsfehler x
22 Überlauf im Sendepuffer x x
23 Überlauf im Empfangspuffer x x
26 Überwachungsfunktion x x x
Beschreibung 0 1 2 3 4
1 Speicherfehler EPROM x x x x x
2 Speicherfehler RAM x x x x
3 Speicherfehler externer RAM x x
4 Versorgungsspannung5V x x
5 Hohe Mittelspannung x
6 Hohe Temperatur x x
8 Versorgungsspannung 1* x x x x x
9 Versorgungsspannung 2* x x x
x x
ert)
x
RAM
bi03felg9
- 23 -
© ESAB AB 2001
DE
Fehler
code
27 Draht aufgebraucht o
28 Stapelüberlauf x x x x
29 Kein Wasserfluss o
31 Displayeinheit reagiert nicht x
32 Kein Gasfluss o
40 Inkompatible Einheiten x
Einheit Spannung 1* Spannung 2* Spannung 3*
Bedienkonsole +3 V
Kühlaggregat +24 V
Stromquelle +15 V -15 V +24 V
Drahtvorschubeinheit
Drahtvorschubeinheit L
Fernbedienung +13 V +10 V
+15 V
+15 V
+ 20V
+ 60V
9.2 Beschreibung der Fehlercodes
Fehler
code
Beschreibung
1 Programmspeicherfehler (EPROM)
Der Programmspeicher ist beschädigt.
Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin besteht, setzen
Sie sich mit Wartungspersonal in Verbindung.
2 Fehler im RAM des Mikroprozessors
Der Mikroprozessor kann im internen Speicher keinen Schreib- bzw. Lesevorgang ausfü
hren.
Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin besteht, setzen
Sie sich mit Wartungspersonal in Verbindung.
3 Fehler im externen RAM
Der Mikroprozessor kann im externen Speicher keinen Schreib- bzw. Lesevorgang ausfü
hren.
Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin besteht, setzen
Sie sich mit Wartungspersonal in Verbindung.
4 Spannungsabfall bei der 5-V-Versorgungsspannung
Die Versorgungsspannung ist zu niedrig.
Der laufende Schweißprozess wird angehalten und ein Neustart blockiert.
Maßnahme:Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler wei
terhin besteht, setzen Sie sich mit Wartungspersonal in Verbindung.
5 Mittelspannung überschreitet den Grenzwert
Die Spannung ist zu hoch oder zu niedrig. Eine zu hohe Spannung kann durch starke
Übersteuerungen im Netz oder ein zu schwaches Netz (hohe Netzdrosselung oder Verlust
einer Phase) hervorgerufen werden.
Die Stromquelle wird angehalten und ein Neustart blockiert.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler wei
terhin besteht, setzen Sie sich mit Wartungspersonal in Verbindung.
43210Beschreibung
bi03felg9
- 24 -
© ESAB AB 2001

DE
Fehler
code
10 Versorgungsspannung +24 V
11 Drahtgeschwindigkeit
12 Kommunikationsfehler (Warnung)
14 Kommunikationsfehler
Beschreibung
6 Hohe Temperatur
Der Thermostat wurde aktiviert.
Der laufende Schweißprozess wird angehalten. Ein erneuter Start ist erst möglich, nach
dem der Thermostat wieder zurückgesetzt wurde.
Maßnahme: Vergewissern Sie sich, dass der Ein- bzw. Auslass für Kühlluft nicht blockiert
oder verschmutzt ist. Kontrollieren Sie ebenfalls den Arbeitszyklus. Die Nennwerte dürfen
nicht überschritten werden.
8 Niedrige Batteriespannung +3 V (Bedienkonsole)
Zu niedrige Batteriespannung. Wenn die Batterie nicht gewechselt wird, gehen alle gespe
icherten Daten verloren.
Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Beauftragen Sie Wartungspersonal mit dem Batteriewechsel.
8 Versorgungsspannung +15 V (Vorschubeinheit und Stromquelle)
Die Versorgungsspannung ist zu hoch oder zu niedrig.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
8 Versorgungsspannung +13 V (Fernbedienung)
Die Versorgungsspannung ist zu hoch oder zu niedrig.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
9 Versorgungsspannung -15 V (Stromquelle)
Die Versorgungsspannung ist zu hoch oder zu niedrig.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
9 Versorgungsspannung +20 V (Vorschubeinheit)
Die Versorgungsspannung ist zu hoch oder zu niedrig.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
9 Versorgungsspannung +10 V (Fernbedienung)
Die Versorgungsspannung ist zu hoch oder zu niedrig.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
Die Versorgungsspannung ist zu hoch oder zu niedrig.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
Die Drahtgeschwindigkeit weicht vom Vorgabewert ab.
Bei Auftreten des Fehlers wird der Drahtvorschub angehalten.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
Die Auslastung des CAN-Systembusses ist vorübergehend zu hoch.
Möglicher Kontaktverlust zwischen Bedienkonsole und Stromquelle/Vorschubeinheit.
Maßnahme: Kontrollieren Sie die Ausrüstung. Es dürfen lediglich eine Vorschubeinheit
oder eine Fernbedienung angeschlossen sein. Wenn der Fehler weiterhin besteht, setzen
Sie sich mit Wartungspersonal in Verbindung.
Der CAN-Systembus ist durch Überlastung vorübergehend außer Betrieb.
Der laufende Schweißvorgang wird angehalten.
Maßnahme: Kontrollieren Sie die Ausrüstung. Es dürfen lediglich eine Vorschubeinheit
oder eine Fernbedienung angeschlossen sein. Trennen Sie zum Zurücksetzen die Span
nungszufuhr. Wenn der Fehler weiterhin besteht, setzen Sie sich mit Wartungspersonal in
Verbindung.
bi03felg9
- 25 -
© ESAB AB 2001

DE
Fehler
code
15 Meldungsverlust
16 Hohe Leerlaufspannung
17 Kontaktverlust
18 Kontaktverlust
19 Fehlerhafte Einstellungswerte im externen RAM
20 Speicherzuordnungsfehler
22 Überlauf im Sendepuffer
23 Überlauf im Empfangspuffer
26 Überwachungsfunktion
27 Draht aufgebraucht (Vorschubeinheit)
Beschreibung
Der Mikroprozessor kann die eingehenden Meldungen nicht schnell genug bearbeiten. Da
durch ist ein Informationsverlust aufgetreten.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler wei
terhin besteht, setzen Sie sich mit Wartungspersonal in Verbindung.
Die Leelaufspannung war zu hoch.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler wei
terhin besteht, setzen Sie sich mit Wartungspersonal in Verbindung.
Kontaktverlust zwischen Bedienkonsole und Vorschubeinheit.
Der laufende Schweißvorgang wird angehalten.
Maßnahme: Überprüfen Sie die Verkabelung. Wenn der Fehler weiterhin besteht, setzen
Sie sich mit Wartungspersonal in Verbindung.
Kontaktverlust zwischen Bedienkonsole und Stromquelle.
Der laufende Schweißvorgang wird angehalten.
Maßnahme: Überprüfen Sie die Verkabelung. Wenn der Fehler weiterhin besteht, setzen
Sie sich mit Wartungspersonal in Verbindung.
Wenn sich im batteriegesicherten Backup-Speicher falsche Informationen befinden, wird
ein Fehler gemeldet.
Maßnahme: Der Fehler wird automatisch behoben. Die gespeicherten Daten an der be
treffenden Position gehen jedoch verloren.
Der Mikroprozessor kann nicht genug Speicher reservieren.
Dieser Fehler löst Fehlercode 26 aus.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
Die Bedienkonsole kann Informationen an andere Einheiten nicht in ausreichend hoher
Geschwindigkeit senden.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr.
Die Bedienkonsole kann Informationen von anderen Einheiten nicht in ausreichend hoher
Geschwindigkeit verarbeiten.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr.
Der Prozessor wurde an der Ausführung seiner normalen Funktionen im Programm gehin
dert.
Das Programm wird automatisch neu gestartet. Der laufende Schweißvorgang wird ange
halten. Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Wenn sich der Fehler wiederholt, setzen Sie sich mit Wartungspersonal in
Verbindung.
Es befindet sich kein Draht in der Drahtvorschubeinheit. Der laufende Schweißprozess
wird angehalten und ein Schweißstart blockiert.
Maßnahme: Bestücken Sie die Einheit mit Draht.
bi03felg9
- 26 -
© ESAB AB 2001

DE
Fehler
code
28 Stapelüberlauf
29 Kein Wasserfluss
31 Displayeinheit reagiert nicht
32 Kein Gasfluss
40 Inkompatible Einheiten
Beschreibung
Die Programmausführung funktioniert nicht.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler wei
terhin besteht, setzen Sie sich mit Wartungspersonal in Verbindung.
Der Durchflusswächter wurde aktiviert.
Der laufende Schweißprozess wird angehalten und ein Neustart blockiert.
Maßnahme: Kontrollieren Sie Kühlwasserkreis und Pumpe.
Es besteht keine Verbindung zwischen Mikroprozessor und Displaykarte.
Maßnahme: Setzen Sie sich mit Wartungspersonal in Verbindung.
Der Gasfluss ist unter 6 l/min gefallen. Der Start wird blockiert.
Maßnahme: Überprüfen Sie Gasventil, Schläuche und Anschlüsse.
Es ist eine falsche Drahtvorschubeinheit angeschlossen. Der Start wird blockiert.
Maßnahme: Schließen Sie die korrekte Drahtvorschubeinheit an.
10 ERSATZTEILBESTELLUNG
VORSICHT!
Sämtliche Garantien des Lieferanten erlöschen, wenn der Kunde während der Garantiezeit
selbsttätig Eingriffe in das Produkt vornimmt, um eventuelle Fehler zu beseitigen.
Ersatzteile bestellen Sie bei einem ESAB-Vertreter in Ihrer Nähe (siehe letzte Seite).
bi03felg9
- 27 -
© ESAB AB 2001

Schaltplan
bi03e11a
- 28 -
© ESAB AB 2001

Producte type
Bestellnummer
Ordering no. Denomination
0458 535 886 Aristot MA6
0458 854 270 Instruction manual SE
0458 854 271 Instruction manual DK
0458 854 272 Instruction manual NO
0458 854 273 Instruction manual FI
0458 854 274 Instruction manual GB
0458 854 275 Instruction manual DE
0458 854 276 Instruction manual FR
0458 854 277 Instruction manual NL
0458 854 278 Instruction manual ES
0458 854 279 Instruction manual IT
0458 854 280 Instruction manual PT
0458 854 281 Instruction manual GR
0458 854 282 Instruction manual PL
0458 854 283 Instruction manual HU
0458 854 284 Instruction manual CZ
0458 854 286 Instruction manual RU
0458 818 990 Spare parts list
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
bi03o11a
- 29 -
© ESAB AB 2001

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
- 30 -
notes
© ESAB AB 2001

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
- 31 -
notes
© ESAB AB 2001

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...