

Page 1

FR
Control panel MA6
Manuel d’instructions
Valid for program version 1.300458 854 176 FR 051003
Page 2

1 INTRODUCTION 3...................................................
1.1 Avant de commencer 3......................................................
1.2 Procédure – panneau de commande 4.........................................
1.3 Panneau de commande 4....................................................
1.4 Symboles de l’écran d’affichage 5.............................................
2 MENUS 5...........................................................
2.1 Menu principal et menu Mesures 5............................................
2.2 Le menu Sélectionner 6......................................................
2.3 Structure des menus 7.......................................................
3 SOUDAGE MIG/MAG 9...............................................
3.1 Paramètres 9...............................................................
4 SOUDAGE MMA 14...................................................
4.1 Paramètres 14...............................................................
5 GOUGEAGE ARC--AIR 15.............................................
5.1 Paramètres 15...............................................................
6 FONCTIONS GÉNÉRALES 16..........................................
6.1 Commande à distance 16.....................................................
6.2 Paramètres 16...............................................................
7 GESTION DE LA MÉMOIRE 17.........................................
7.1 Enregistrement des paramètres de soudage 17..................................
7.2 Rappel des paramètres de soudage 17..........................................
7.3 Effacement des paramètres de soudage 18......................................
8 CODE PERSONNEL 19................................................
9 CODES D’ERREUR 20.................................................
9.1 Codes d’erreur 20............................................................
9.2 Description des codes d’erreur 21..............................................
10 COMMANDE DE PIÈCES DE RECHANGE 24............................
SCHÉMA 25.............................................................
NUMÉRO DE RÉFÉRENCE 26............................................
Sous réserve de modifications sans avis préalable.
TOCf
-- 2 --
Page 3

FR
1 INTRODUCTION
Le présent manuel contient le mode d’emploi du panneau de commande MA6.
Pour des informations générales sur le fonctionnement, voir le mode d’emploi du
générateur ou du dévidoir concerné.
Si cet avertissement s’affiche, cela signifie que l’alimentation ne prend pas en
charge cette fonction.
Contacter un technicien ESAB certifié pour obtenir un logiciel mis à jour.
1.1 Avant de commencer
Au premier allumage du générateur, le menu suivant apparaît à l’écran.
À la livraison, le panneau de commande et l’écran s’affichent en anglais. Le panneau
de commande permet l’affichage en 14 langues. Pour sélectionner la langue de
votre choix, procéder comme suit :
S Appuyer sur pour accéder au premier m enu.
S Appuyer sur pour accéder au menu Configurer.
bi03intf1
-- 3 --
Page 4

FR
S Appuyer sur (c’est--à--dire le bouton situé à droite sous l’écran) pour faire
apparaître à l’écran la langue souhaitée.
1.2 Procédure – panneau de commande
Le panneau de commande se compose de deux unités : la mémoire primaire et les
paramètres de soudage.
Enregistrer
Mémoire primaire Paramètres de soudage
Rappeler
Un jeu complet de paramètres de soudage est créé dans la mémoire primaire. Il
peut être enregistré dans la mémoire des paramètres de soudage.
En cours de soudage, le processus est toujours commandé par la mémoire primaire.
Pour cette raison, il est possible de transférer les paramètres de la mémoire des
données de soudage vers la mémoire primaire.
Remarque : la mémoire primaire contient toujours les paramètres de soudage les
plus récents. Il peut s’agir soit de données rappelées de la mémoire des paramètres
de soudage ou de paramètres modifiés individuellement. En d’autres termes la
mémoire primaire n’est jamais vide ni “ remise à zéro”
1.3 Panneau de commande
1 Écran
2 Bouton de réglage de la tension
3 Bouton de réglage de la vitesse du dévido-
ir et du courant
4 Touches de fonction
5 Touche MENU
bi03intf1
-- 4 --
Page 5

FR
Touches
Les fonctions de ces touches dépendent des sous--menus qui apparaissent à
l’écran. La fonction spécifique de chaque touche s’affiche au--dessus de chaque
touche dans la ligne de texte située au bas de l’écran. (Lorsqu’une touche est
activée, un point blanc apparaît à côté du texte).
Touche MENU
Cette touche permet d’accéder au menu de sélection (voir rubrique <>) à partir du
menu principal. À partir d’un autre menu, cette touche permet de revenir au menu
précédent.
1.4 Symboles de l’écran d’affichage
Retour au menu principal.
Déplacer le curseur vers le bas pour sélectionner un nouveau paramètre.
Modifier la fonction de la ligne sélectionnée.
Augmenter la valeur. Diminuer la valeur.
2MENUS
Le panneau de commande permet d’accéder à différents menus : le menu principal,
le menu Mesures, le menu Sélectionner, le menu Procédé, le menu Régler, le menu
Configurer et le menu Mémoire. Au démarrage, des informations apparaissent à
l’écran pour indiquer le type de panneau de commande et la version de logiciel
utilisés.
2.1 Menu principal et menu Mesures
Le menu principal apparaît toujours au démarrage. Il affiche
les paramètres sélectionnés. Si le soudage est entamé
lorsque le menu principal est à l’écran, l’affichage change
automatiquement pour indiquer les valeurs mesurées (menu
Mesures). Les valeurs mesurées restent affichées même
après l’arrêt du soudage. Pour retourner au menu principal,
tourner un des boutons.
On peut accéder à d’autres menus sans perdre les valeurs mesurées.
Les valeurs paramétrées ne viennent s’afficher à la place des valeurs m esurées que
lorsqu’on tourne le bouton ou que l’on change de méthode de soudage.
bi03intf1
-- 5 --
Page 6

FR
2.2 Le menu Sélectionner
Le menu Sélectionner permet d’accéder à un menu du
niveau suivant : procédé, régler, configurer ou mémoire.
Le menu procédé
Ce menu permet de
modifier le procédé de
soudage, material type,
etc.
Le menu Configurer
Ce menu permet de
modifier la langue, les
unités de mesure, etc.
Le menu Régler
Ce menu permet de
régler les paramètres
de soudage tels que le
pré--flux de gaz, le hot
start, le temps de
remplissage du cratère,
etc.
Le menu Mémoire
Ce menu permet
d’accéder à la mémoire
pour enregistrer,
rappeler et/ou effacer
des paramètres de
soudage. Dix configurations de soudage
peuvent être mémorisées..
bi03intf1
-- 6 --
Page 7

Puls
MMA
MIG/MAG
MIG/MAG
Gougeage
5) Langue
Unit mesur
Base activ
MMA Gaougeage
5) Langue
Unit mesur
Base activ
Puls
MIG/MAG
MIG/MAG
5) Langue
Unit mesur
Base activ
Prog.gache
Enregistrer
Rappeler
Effacer
MMA Gougeage
MMA
Arc force
T.depart ch
2/4 temps
MIG/MAG Puls
2/4 temps
MIG/MAG
Puls
MIG/MAG
MMA Gougeage MIG/MAG
R.cratere. R.cratere
Dep.chaud Dep.chaud Dep.chaud
Amorcdou Amorcdou
Purger gaz Purger gaz
Av. fil Av. fil
Puls
Menu Procéde Menu Régler Menu Configurer Menu Mémoire
MIG/MAG
Pre--gaz
4) Diametre Inductanc
3) Electrod
2) Fil
T.depart c
T.r e mp l . cr.
T.remonte.
Post--gaz.
Temps point
Pre--gaz.
T.depart c
T.r e mp l . cr.
T.remonte.
Post--gaz
Temps point
Diametre
Gaz
Diam.fil
2.3 Structure des menus
bi03menf2
-- 7 --
MIG/MAG
Synergi
1) Fil
Gaz
Diam.fil
Page 8

FR
1) Les sections des électrodes pouvant être sélectionnées dans le menu Procédé pour un
soudage synergique MIG/MAG sont reprises dans le tableau ci--dessous.
Type de fil
Fil plein (Fe) faiblement allié ou sans alliage Ar + 20% CO
Fil plein inoxydable (Ss) Ar + 2%CO
Gaz inerte Sectiondufil
2
Ar +8% CO
2
2
Ar + 3%CO21%H
1,0 1,2
1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
Fil alliage aluminium--magnésium (AlMg) Ar 1,2 1,6
Fil alliage aluminium--silicium (AlSi) Ar 1,2 1,6
Électrode enrobée à poudre de fer (Fe) Ar + 20% CO
Électrode à enrobage rutile (Fe) Ar + 20% CO
Électrode à enrobage rutile (Fe) Ar + 20% CO
2
2
2
1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
2) Les sections des électrodes pouvant être sélectionnées dans le menu Procédé pour un
soudage MIG/MAG pulsé sont reprises dans le tableau ci--dessous.
Type de fil
Fil plein (Fe) faiblement allié ou sans alliage Ar + 20% CO
Gaz inerte Sectiondufil
1,0 1,2
1,0 1,2
Ar +8% CO
2
2
Fil plein inoxydable (Ss) Ar + 2%CO
Ar + 3%CO21%H
2
0,8 1,0 1,2
0,8 1,0 1,2
Fil alliage aluminium--magnésium (AlMg) Ar 1,0 1,2 1,6
Fil alliage aluminium--silicium (AlSi) Ar 1,0 1,2 1,6
3) Les sections des électrodes pouvant être sélectionnées dans le menu Procédé pour un
soudage MMA sont reprises dans le tableau ci--dessous.
Type enrobage
Section de l’électrode
Basique 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutile 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Cellulosique 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) Dans le menu Procédé pour un Gougeage
4,0 5,0 6,0 7,0 8,0
5) Langues disponibles :
suédois, danois, norvégien, finnois, anglais, allemand, néerlandais, français, espagnol
(castillan), italien, portugais, polonais, tchèque, hongrois, turc et anglais US.
bi08tabf3
-- 8 --
Page 9

FR
3 SOUDAGE MIG/MAG
Dans le soudage MIG/MAG, l’arc fait fondre un métal d’apport (l’électrode) qui alimente
en continu le bain de fusion. La zone de fusion est protégée par un gaz inerte.
Le courant pulsé influence le transfert des gouttelettes d’électrode fondue et permet un
soudage stable sans étincelles, même en cas de soudage à valeurs basses.
3.1 Paramètres
Soudage MIG/MAG non pulsé
Paramètres Sélection Écart minimum Réglage par défaut
2/4 temps
Remplissage de cratère OFF ou ON -- OFF
Temps de remplissage
du cratère
Hot start OFF ou ON -- OFF
Hot start (secondes) 0--10s 0,1 s 1,5 s
Démarrage progressif OFF ou ON -- ON
Purger gaz
Alimentation fil à froid -- -- -Synergie OFF ou ON -- ON
Induction 0 -- 100 1 70
Pré--flux de gaz 0,1 --25 s 0,1 s 0,1 s
Burn--back 0--0,35s 0,01 s 0,10 s
Post--flux de gaz 0,1 --20 s 1s 1s
Soudage points Mig ARRET ou MARCHE -- ARRET
Temps points Mig 0,1 -- 25 s 0,1 s 0,1 s
Tension 8--60 0,25 V (affichage d’une
Vitesse de dévidage 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Prog.gachett INACTIF,
Unite mesure METRIQUE ou INCH -- METRIQUE
Base active ARRET ou MARCHE -- MARCHE
Auto save
Off arc feed
Jeu limites
Verrouillage
1)
Il est impossible de modifier ces fonctions en cours de soudage.
2)
Ligne de synergie à la livraison : fil plein (Fe), gaz inerte CO2avec fil 0,8 mm.
3)
Contacter un agent agréé ESAB pour activer cette fonction.
1)
1)
3)
3)
3)
3)
2 temps ou 4 temps -- 2 temps
0--5s 0,1 s 1,0 s
-- -- --
2)
Déviation synergie
seule décimale)
-- INACTIF
ARCONou
ARC OFF
ARRET ou MARCHE -- ARRET
ARRET ou MARCHE -- ARRET
ARRET ou MARCHE -- ARRET
ARRET ou MARCHE -- ARRET
¦ 0
Soudage MIG/MAG pulsé
Paramètres Sélection Écart minimum Réglage par défaut
2/4 temps
Remplissage de cratère OFF ou ON -- OFF
Temps de remplissage
du cratère
Hot start OFF ou ON -- OFF
bi08migf4
1)
2 temps ou 4 temps -- 2 temps
0--5s 0,1 s 1,0 s
-- 9 --
Page 10
FR
Paramètres Réglage par défautÉcart minimumSélection
Hot start (secondes) 0--10s 0,1 s 1,5 s
Démarrage progressif OFF ou ON -- ON
Purger gaz
Alimentation fil à froid -- -- -Pré--flux de gaz 0,1 --25 s 0,1 s 0,1 s
Burn--back 0--0.35s 0,1 s 0,10 s
Post--flux de gaz 0--20s 1s 1s
Tension 8--60 0,25 V (affichage d’une
Vitesse de dévidage 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Prog.gachett INACTIF,
Unite mesure METRIQUE ou INCH -- METRIQUE
Base active ARRET ou MARCHE -- MARCHE
Auto save
Off arc feed
Jeu limites
Verrouillage
1)
Il est impossible de modifier ces fonctions en cours de soudage.
2)
Contacter un agent agréé ESAB pour activer cette fonction.
Ligne de synergie à la livraison : fil plein (Fe), gaz inerte Ar 8 % CO
2temps
1)
2)
2)
2)
2)
-- -- --
Déviation synergie
seule décimale)
-- INACTIF
ARCONou
ARC OFF
ARRET ou MARCHE -- ARRET
ARRET ou MARCHE -- ARRET
ARRET ou MARCHE -- ARRET
ARRET ou MARCHE -- ARRET
avec fil 1,0 mm.
2
¦ 0
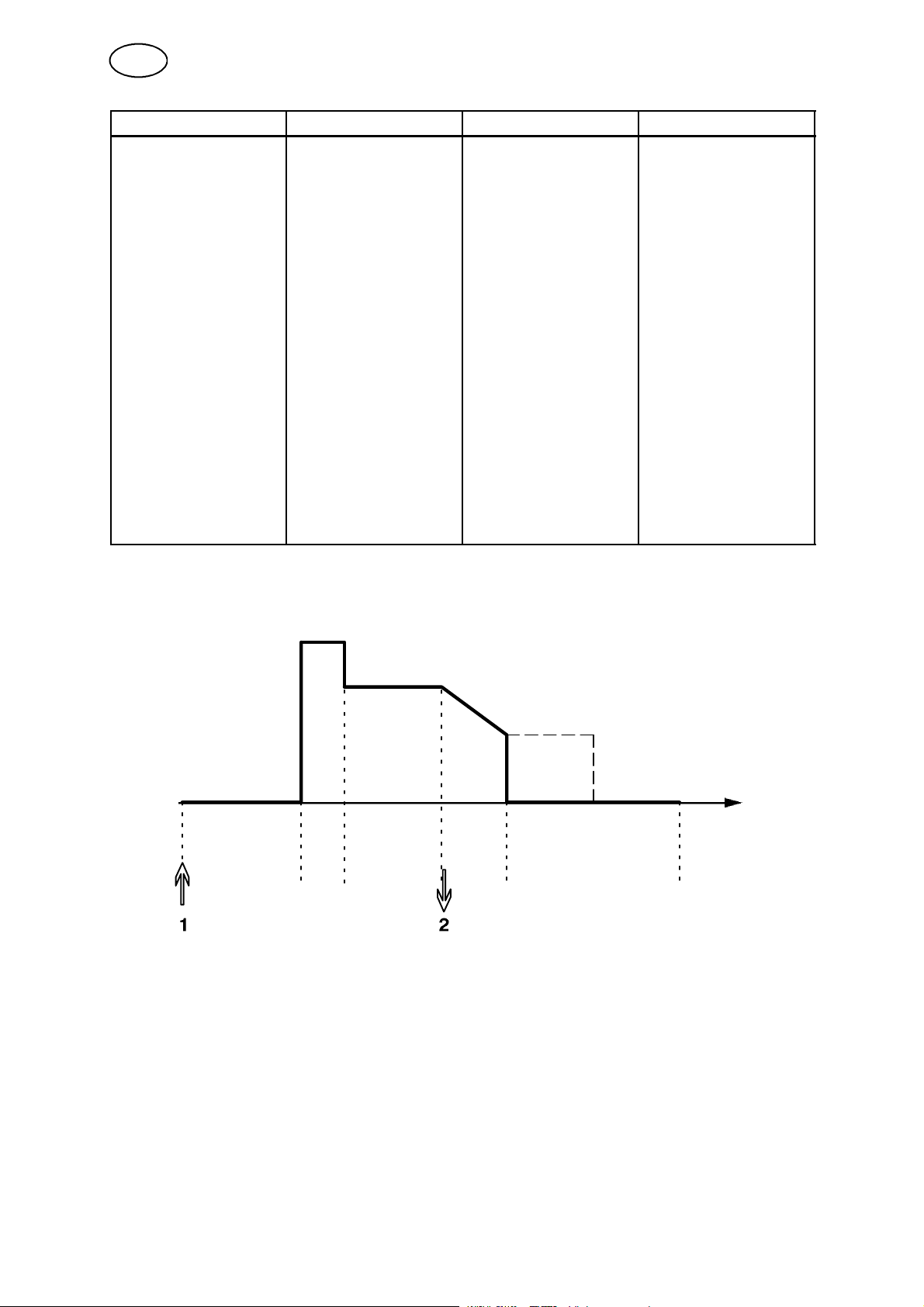
Pré--flux de gaz Hot
start
Processus avec pistolet de soudage à contrôle 2 temps.
Soudage Remplis-
sage de
cratère
Post--flux de gaz
En mode 2 temps, une pression sur la gâchette libère le pré--flux de gaz (si cette
fonction est utilisée) et amorce l’arc (1). La libération de la gâchette (2) amorce le
remplissage du cratère (si sélectionné), éteint l’arc et libère le post --flux de gaz (si
sélectionné).
ASTUCE : Si la gâchette du pistolet de soudage est ré--enfoncée pendant le
remplissage du cratère, le soudage peut être poursuivi aussi longtemps qu’on le
souhaite (ligne pointillée) si le paramètre de remplissage du cratère est sélectionné.
Le remplissage du cratère peut également être interrompu en pressant et relâchant
rapidement la gâchette pendant que le processus est en cours.
-- L’activation du mode 2 temps s’effectue dans le menu principal.
bi08migf4
-- 1 0 --
Page 11

FR
4temps
Pré--flux de
gaz
Processus avec pistolet de soudage à contrôle 4 temps.
Hot
start
Soudage Remplis-
sage de
cratère
Post--flux de gaz
En mode 4 temps, une pression sur la gâchette libère le pré--flux de gaz (1). Le
soudage commence au moment où la gâchette est relâchée (2). À la fin du soudage,
le soudeur appuie à nouveau sur la gâchette (3), ce qui amorce le remplissage du
cratère (si sélectionné) et réduit la puissance de soudage à une valeur inférieure. En
relâchant la gâchette (4), l’arc s’éteint et le post--flux de gaz est libéré (si
sélectionné).
ASTUCE : Le remplissage du cratère s’arrête au moment où la gâchette est
relâchée. En maintenant la gâchette enfoncée, le soudage se poursuit à la valeur
inférieure de la fonction de remplissage du cratère (ligne pointillée).
-- L’activation du mode 4 temps s’effectue dans le menu principal.
Remplissage de cratère
La fonction remplissage du cratère sert à éviter la formation de pores, de cratères et
de fissures e n fin de soudage.
-- Le réglage du temps de remplissage du cratère s’effectue dans le menu Régler.
Hot start
La fonction Hot start augmente, pendant un délai réglable, le courant de soudage au
démarrage, ce qui réduit les risques d’une fusion insuffisante à l’amorce du soudage.
-- Le réglage de la fonction hot start s’effectue dans le menu Régler.
Démarrage progressif
La fonction de démarrage progressif réduit de 50 % la vitesse de dévidage
sélectionnée jusqu’à ce que le fil touche la pièce à souder.
-- L’activation du démarrage progressif s’effectue dans le menu principal.
Purger gaz
La fonction purger gaz s’utilise pour la mesure du débit gazeux ou pour éliminer l’air
ou l’humidité des tuyaux de gaz avant d’entamer le soudage. La purge continue tant
que le bouton est enfoncé. Elle interrompt la tension et empêche le dévidage du fil.
-- L’activation de la fonction purger gaz s’effectue dans le menu principal.
bi08migf4
-- 1 1 --
Page 12

FR
Alimentation fil à froid
L’alimentation de fil à froid permet un apport de fil sans allumer d’arc. Le fil se dévide
tant que le bouton est maintenu enfoncé.
-- L’activation du dévidage de fil s’effectue dans le menu principal.
Synergie
Chaque combinaison de type de fil, section d’électrode et mélange gazeux
correspond à des paramètres spécifiques de vitesse de dévidage et de tension
(longueur d’arc) afin d’obtenir un arc stable. La tension d’arc (longueur d’arc) est
automatiquement déterminée par une combinaison synergique préprogrammée par
le soudeur, ce qui permet une sélection rapide des paramètres pour un soudage
optimal. La ligne synergique ou caractéristique de synergie désigne le rapport entre
la vitesse de dévidage du fil et les autres paramètres.
Synergie activée : le menu principal affiche la
vitesse de dévidage sélectionnée ainsi que la
déviation positive et négative de la tension de la
ligne de synergie.
Une barre apparaît au--dessus de SYN lorsque la
déviation est positive, et en dessous lorsqu’elle est négative.
Synergie désactivée : le menu principal affiche la tension et la vitesse de dévidage
sélectionnées.
-- L’activation de la synergie s’effectue dans le menu principal.
Kit lignes de synergie
Kit lignes de synergie fourni avec la machine : « Standard synergic lines ». Il contient
les lignes de synergie les plus fréquemment utilisées.
D’autres kits de lignes de synergie sont disponibles sur commande. Il doivent être
installés par un agent ESAB agréé.
Induction
Une induction élevée produit un soudage plus fluide avec moins de projections. Un
niveau d’induction bas produit un son plus aigu, mais l’arc qui en résulte est stable et
concentré.
-- Le réglage de l’induction s’effectue dans le menu Régler.
Pré--fluxdegaz
Le pré--flux de gaz est le temps pendant lequel le gaz inerte est émis avant que l’arc
ne soit produit.
-- Le réglage du temps de pré-- flux s’effectue dans le menu Régler.
Burn--back
Le burn--back est l’intervalle entre le moment où le dévidage du fil commence à
ralentir et le moment où le générateur interrompt le courant de soudage. Si le
burn--back est trop court, le fil de remplissage continue à se dévider et risque
d’adhérer au bain de fusion lorsque celui--ci se solidifie. Si par contre le burn --back
est trop long, le dévidage s’arrête trop tôt et l’arc risque de se produire sur
l’extrémité de contact du pistolet de soudage à la reprise du travail.
-- Le réglage du temps de burnback s’effectue dans le menu Régler.
bi08migf4
-- 1 2 --
Page 13

FR
Post--flux de gaz
La fonction post--flux de gaz est le temps pendant lequel l’émission de gaz inerte
continue après l’extinction de l’arc.
-- Le réglage du temps de post--flux s’effectue dans le menu Régler.
Modification des paramètres de la gâchette
Cette fonction permet de sélectionner différentes combinaisons de paramètres
prédéfinis. Double--cliquer sur la gâchette du pistolet de soudage.
La sélection s’effectue entre les positions de mémoire 1, 2 et 3 (voir chapitre 7
“gestion de la mémoire”). Si la position de m émoire 2 est vide, la sélection s’effectue
entre les positions 1 et 3.
ARC ON -- le changement de position mémoire peut s’effectuer avant, après ou
pendant le soudage.
ARC OFF -- le changement de position mémoire peut uniquement s’effectuer avant
ou après le soudage.
-- l’activation de la sélection des paramètres de la gâchette s’effectue dans le menu
Configurer.
Dévidoir AVC
Lorsque l’unité de dévidage est alimentée par la tension de l’arc, cette fonction
permet d’utiliser un dévideur contrôlé par l’arc (AVC) ou en dehors de l’arc.
Contacter un agent agréé ESAB pour activer cette fonction.
-- l’activation du dévidage AVC s’effectue dans le menu Configurer.
Soudage points Mig
Sélectionner Soudage par points si l’on souhaite souder par points de minces
feuilles de métal.
-- Le soudage par points s’active et se règle dans le menu Régler
Tension
Une tension élevée augmente la longueur de l’arc et produit un bain de fusion plus
chaud et plus large.
La valeur correspondant à la tension peut être modifiée quel que soit le menu
affiché. La valeur s’affiche dans le menu principal ou le menu Sélectionner.
Vitesse de dévidage
La fonction vitesse de dévidage permet de déterminer la vitesse du fil en
mètres/minute.
La valeur correspondant à la vitesse de dévidage peut être toujours modifiée, quel
que soit le menu affiché. La valeur s’affiche dans le menu principal ou le menu
Sélectionner.
bi08migf4
-- 1 3 --
Page 14

FR
4 SOUDAGE MMA
Le soudage MMA s’effectue au moyen d’électrodes enrobées. L’arc fait fondre
l’électrode ainsi que l’enrobage qui forme un laitier protecteur.
4.1 Paramètres
Paramètres Sélection Écart minimum Réglage par défaut
“Hot start”
Hot start (secondes) 1--30 1 10
Intensité de l’arc 0--10 0,5 3
Courant
Unite mesure METRIQUE ou INCH -- METRIQUE
Base active ARRET ou MARCHE -- MARCHE
Auto save
Jeu limites
Verrouillage
1)
2)
3)
3)
3)
ON or OFF -- OFF
16 -- 500 A 1A 164 A
ARRET ou MARCHE -- ARRET
ARRET ou MARCHE -- ARRET
ARRET ou MARCHE -- ARRET
1)
Il est impossible de modifier ces fonctions en cours de soudage.
2)
L’intensité maximale dépend du type de machine utilisée.
3)
Contacter un agent agréé ESAB pour activer cette fonction.
Ligne de synergie fournie avec électrode rutile 4,0 mm.
Hot start
La fonction Hot start augmente, pendant un délai réglable, le courant de soudage au
démarrage, ce qui réduit les risques d’une fusion insuffisante à l’amorce du soudage.
-- Le réglage de la fonction hot start s’effectue dans le menu Régler.
Intensité de l’arc
Le réglage de l’intensité de l’arc contrôle les variations d e courant lorsque la longueur
de l’arc change. Une valeur basse produit un arc plus faible avec moins d’étincelles.
-- Le réglage de l’intensité de l’arc s’effectue dans le menu Régler.
Courant
Un courant élevé permet une pénétration plus large et plus profonde de la soudure.
La valeur correspondant à l’ampérage peut être toujours modifiée, quel que soit le
menu affiché. La valeur s’affiche dans le menu principal ou le menu Sélectionner.
bi08mmaf6
-- 1 4 --
Page 15

FR
5 GOUGEAGE ARC--AIR
Le gougeage arc-- air fait appel à une électrode spéciale constituée d’une baguette
carbone à enrobage cuivreux. L’arc se produit entre le carbone et la pièce à souder,
une soufflerie repousse le matériau en fusion de manière à former le cordon.
5.1 Paramètres
Paramètres Sélection Écart minimum Réglage par défaut
Diamètre du fil 4,0–8,0mm 1mm 4,0 mm
Courant 8--60 V 0,25 V (affichage d’une
seule décimale)
Diamètre du fil
Un diamètre de fil plus important permet une pénétration plus large et plus profonde
dans la pièce.
Courant
37 V
Un courant élevé permet une pénétration plus large et plus profonde dans la pièce.
bi08gougingf
-- 1 5 --
Page 16

FR
6 FONCTIONS GÉNÉRALES
6.1 Commande à distance
Pour un fonctionnement correct de la commande à distance, les équipements Aristo
à panneaux de commande intégré doivent utiliser la version 1.21 du logiciel ou une
version supérieure.
Comportement du panneau de commande lors de la connexion de commande
à distance.
S Au moment de la télécommande est connecté, l’écran se fige sur le menu
affiché.
Les paramètres de mesure et de réglage sont réactualisés, mais ne sont visibles
que dans les menus qui affichent ces valeurs.
S Si un symbole d’erreur est affiché, il ne pourra être effacé qu’après avoir
débranché élécommande.
S Sur les télécommandes à 10 programmes, il est possible de sélectionner les
positions de mémoire 1, 2, 3, 4, 5, 6, 7, 8, 9 et 10. Si la position 2 est vide, les
valeurs de la position 1 sont retenues. Pour plus d’information, voir chapitre 7
“gestion de la mémoire”.
6.2 Paramètres
Activation panneau
Lorsqu’une commande à distance est connectée, il est possible de régler l’intensité,
la tension et la vitesse de dévidage à partir du panneau de commande ou de la
commande à distance.
Attention ! cette fonction doit être activée avant de connecter la commande à
distance.
-- l’activation du panneau s’effectue dans le menu Configurer.
Enregistrement automatique
Les modifications aux configurations de soudage mémorisées apportées en cours
d’utilisation sont automatiquement enregistrées lorsque l’utilisateur passe à la
configuration suivante.
Contacter un agent agréé ESAB pour activer cette fonction.
-- l’activation de l’enregistrement automatique s’effectue dans le menu Configurer.
Limites
Cette fonction permet de déterminer les valeurs max. et min. pour la vitesse de
dévidage, l’intensité et la tension. Les limites peuvent être enregistrées dans les 5
premières positions de la mémoire du poste de soudage.
Contacter un agent agréé ESAB pour activer cette fonction.
-- l’activation des limites s’effectue dans le menu Configurer.
Verrouillage pa r code
Cette fonction permet de verrouiller le menu de paramétrage ; seul le menu principal
et le menu Mesures sont alors accessibles, voir chapitre8«Verrouillage par code ».
Contacter un agent agréé ESAB pour activer cette fonction.
-- l’activation du verrouillage par code s’effectue dans le menu Configurer.
bi08genf7
-- 1 6 --
Page 17

FR
7 GESTION DE LA MÉMOIRE
Plusieurs combinaisons de paramètres de soudage crées dans la mémoire
principales peuvent être enregistrées dans le menu Mémoire. Un maximum de 10
combinaisons peuvent être enregistrées.
7.1 Enregistrement des paramètres de soudage
S Réglage d’un jeu de paramètres de soudage dans la mémoire primaire.
S Cliquer sur pour accéder au “menu Sélectionner” et ensuite sur
pour accéder aux paramètres appropriés.
Vérifier l’exactitude des paramètres.
S Appuyer sur pour accéder au menu Mémoire.
S Appuyer sur jusqu’à afficher la position de mémoire dans laquelle vous
souhaitez enregistrer les paramètres de soudage, par ex. position 2.
S Appuyer sur
position 2. Les autres positions sont vides.
, un jeu de paramètres de soudage est à présent mémorisé en
7.2 Rappel des paramètres de soudage
S Cliquer pour accéder au menu Sélectionner et ensuite sur pour
accéder aux paramètres appropriés.
bi08minf8
-- 1 7 --
Page 18

FR
S Appuyer sur pour accéder au menu Mémoire.
S Choisir la position de mémoire à rappeler, par ex. la position 2. Appuyer sur
jusqu’à afficher la position 2.
S Appuyer sur pour rappeler la position de mémoire 2. La question suivante
s’affiche :
S Appuyer sur “OUI” pour rappeler les paramètres de soudage de la position 2 et
modifier les paramètres actifs dans la mémoire primaire. (En cas de changement
d’avis, appuyer sur “NON”)
Cette icône du menu principal indique quel
paramètre a été rappelé.
7.3 Effacement des paramètres de soudage
S Cliquer pour accéder au menu Sélectionner et ensuite sur pour
accéder aux paramètres appropriés.
S Appuyer sur pour accéder au menu Mémoire.
S Choisir la position de mémoire à rappeler, par ex. la position 2. Appuyer sur
jusqu’à afficher la position 2.
S Appuyer sur pour rappeler la position de mémoire 2. La question suivante
s’affiche :
bi08minf8
-- 1 8 --
Page 19

FR
S Appuyer sur “OUI” si vous souhaitez effacer les paramètres de soudage de la
position 2, ( si vous changez d’avis, appuyez sur “NON”). À présent, la position
de mémoire 2 est vide.
8 CODE PERSONNEL
Contacter un agent agréé ESAB pour activer le code de verrouillage.
S Appuyer sur pour accéder au menu du code de verrouillage.
S Appuyer sur jusqu’à ce que le premier chiffre du code PIN soit sélectionné.
S Appuyer sur pour enregistrer le premier chiffre du code. Répéter la
procédure pour les chiffres suivants.
S Appuyer sur
pour déverrouiller le panneau de commande.
bi08minf8
-- 1 9 --
Page 20
FR
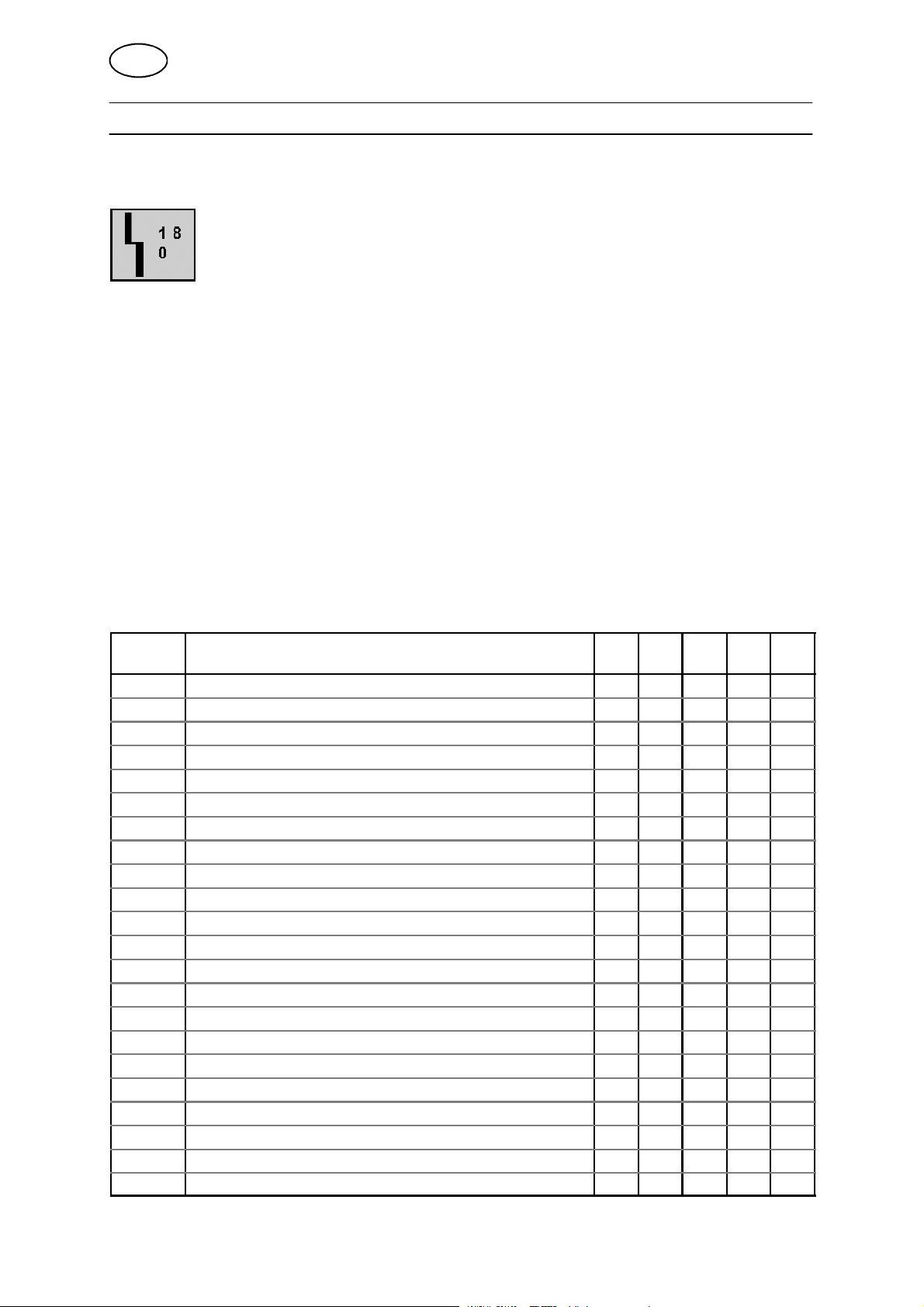
9 CODES D’ERREUR
Les codes d’erreur indiquent une panne ou un problème. Ils apparaissent à l’écran
d’affichage sous la forme de symboles, par exemple :
Les codes d’erreur sont mis à jour toutes les trois secondes. Le chiffre
supérieur correspond au type de problème spécifique : voir rubrique
9.1.. Le chiffre inférieur indique l’endroit de la panne :
Le symbole illustré ci--dessus indique que le panneau de commande (0) a perdu le
contact avec le générateur.
Lorsque plusieurs erreurs sont détectées, seul le code de la dernière erreur survenue
s’affiche.
Pour faire disparaître un symbole de l’écran, presser sur l’une des touches de fonction.
En fonction du type d’erreur, les symboles clignotent ou sont visibles en permanence.
Les symboles clignotants sont identifiés par “o” dans la liste des codes d’erreur.
9.1 Codes d’erreur
0 = panneau de commande 3 = dévidoir
1 = unité de refroidissement 4 = commande à distance
2 = générateur
Code
d’erreur
1 Erreur mémoire, EPROM x x x x x
2 Erreur mémoire, RAM x x x x
3 Erreur mémoire, RAM externe x x
4 Alimentation 5 V x x
5 Tension intermédiaire CC élevée x
6 Température élevée x x
8 Alimentation 1* x x x x x
9 Alimentation 2* x x x
10 Alimentation 3* x
11 Dévidoir servocommandé x
12 Erreur de communication (alerte) x x x x x
14 Erreur de communication (bus off) x x
15 Messages perdus x x x x
16 Tension de circuit ouvert élevée x
17 Perte de contact avec le dévidoir o
18 Perte de contact avec le générateur o
19 Paramètres incorrects dans la RAM externe x
20 Erreur d’affectation de la mémoire x
22 Surcharge mémoire--tampon du transmetteur x x
23 Surcharge mémoire--tampon du récepteur x x
26 Contrôleur de séquence x x x
27 Absencedefil o
Description 0 1 2 3 4
bi08felf9
-- 2 0 --
Page 21

FR
Code
d’erreur
28 Dépassement de la capacité des piles x x x x
29 Absence d’eau de refroidissement o
31 Pas de réponse de l’unité d’affichage x
32 Le gaz n’arrive pas o
Unité Alimentation 1* Alimentation 2* Alimentation 3*
Panneau de commande +3 V
Refroidissement +24 V
Générateur +15 V -- 1 5 V +24 V
Dévidoir 30/48--4
Dévidoir 30L--4
Commande à distance +13 V +1 0V
+15 V
+15 V
+ 20V
+ 60V
9.2 Description des codes d’erreur
43210Description
Code
d’er-
reur
Description
1 Erreur de la mémoire programme (EPROM)
La mémoire programme contient une erreur.
Ce type d’erreur ne désactive aucune fonction.
Solution : Redémarrer la machine. Si le problème persiste, appeler le service technique.
2 Erreur du microprocesseur RAM
Le microprocesseur ne parvient pas à accéder à certaines parties de sa mémoire interne
pour lire/écrire des données.
Ce type d’erreur ne désactive aucune fonction.
Solution : Redémarrer la machine. Si le problème persiste, appeler le service technique.
3 Erreur RAM externe
Le microprocesseur ne parvient pas à accéder à certaines parties de sa mémoire externe
pour lire/écrire des données.
Ce type d’erreur ne désactive aucune fonction.
Solution : Redémarrer la machine. Si le problème persiste, appeler le service technique.
4 Alimentation 5 V faible
La tension d’alimentation est trop faible.
Le soudage en cours est interrompu et ne peut être redémarré.
Solution : Mettre l’unité hors tension pour la réinitialiser. Si le problème persiste, appeler
le service technique.
5 Tension CC intermédiaire en dehors des limites
La tension est trop faible ou trop élevée. Une tension trop élevée peut provenir d’une tension de choc ou d’une alimentation faible (induction élevée de l’alimentation ou perte d’une
phase).
Le générateur s’est arrêté et ne peut être redémarré.
Solution : Mettre l’unité hors tension pour la réinitialiser. Si le problème persiste, appeler
le service technique.
bi08felf9
-- 2 1 --
Page 22

FR
Code
d’er-
reur
10 Alimentation +24 V
11 Vitesse de dévidage
12 Erreur de communication (alerte)
14 Erreur de communication
Description
6 Température élevée
Les coupe--circuit de surcharge thermique se sont déclenchés.
Le soudage en cours est interrompu et ne peut être redémarré tant que le coupe--circuit
n’a pas été rétabli.
Solution : Vérifier que les tuyères d’arrivée et d’échappement d’air ne sont pas bouchées
ou encrassées. Contrôler le facteur de marche utilisé pour vérifier qu’il n’y a pas de surcharge de l’équipement.
8 Faible tension de batterie +3 V (panneau de commande)
La tension de la pile de secours de la mémoire est trop faible. Si la pile n’est pas remplacée, les paramètres de soudage stockés dans le panneau de commande seront perdus.
Ce type d’erreur ne désactive aucune fonction.
Solution : Appeler le service technique pour remplacer la pile.
8 Alimentation +15 V, (dévidoir et générateur)
La tension est trop faible ou trop élevée.
Solution : Appeler le service technique.
8 Alimentation +13 V (l’unité de commande à distance)
La tension est trop faible ou trop élevée.
Solution : Appeler le service technique.
9 Alimentation –15 V (générateur)
La tension est trop faible ou trop élevée.
Solution : Appeler le service technique.
9 Alimentation +20 V, (dévidoir)
La tension est trop faible ou trop élevée.
Solution : Appeler le service technique.
9 Alimentation +10 V (l’unité de commande à distance)
La tension est trop faible ou trop élevée.
Solution : Appeler le service technique.
La tension est trop faible ou trop élevée.
Solution : Appeler le service technique.
La vitesse de dévidage ne correspond pas au paramètre sélectionné.
Le dévidage s’arrête quand cette erreur survient.
Solution : Appeler le service technique.
La charge sur le bus CAN du système est momentanément trop élevé.
Le panneau de commande n’est plus en contact avec le générateur ou le dévidoir.
Solution : Vérifier le matériel pour s’assurer qu’un seul dévidoir ou qu’une seule unité de
commande à distance sont connectés. Si le problème persiste, appeler le service technique.
Le bus CAN du système est momentanément hors service en raison d’une surcharge.
Le soudage en cours est interrompu.
Solution : Vérifier le matériel pour s’assurer qu’un seul dévidoir ou qu’une seule unité de
commande à distance sont connectés. Mettre l’unité hors tension pour la réinitialiser. Si le
problème persiste, appeler le service technique.
bi08felf9
-- 2 2 --
Page 23

FR
Code
d’er-
reur
15 Messages perdus
16 Tension de circuit ouvert élevée
17 Pertedecontact
18 Pertedecontact
19 Paramètres incorrects dans la RAM externe
20 Erreur d’affectation de la mémoire
22 Surcharge mémoire--tampon du transmetteur
23 Surcharge mémoire--tampon du récepteur
26 Contrôleur de séquence
27 Absence de fil (dévidoir)
28 Dépassement de la capacité des piles
Description
Le microprocesseur n’arrive pas à traiter suffisamment rapidement les messages entrants,
de sorte que de l’information s’est perdue.
Solution: Mettre l’unité hors tension pour la réinitialiser. Si le problème persiste, appeler le
service technique.
La tension de circuit ouvert a été trop élevée.
Solution : Mettre l’unité hors tension pour la réinitialiser. Si le problème persiste, appeler
le service technique.
Le panneau de contrôle n’est plus en contact avec le dévidoir.
Le soudage en cours est interrompu.
Solution : Vérifier le câblage. Si le problème persiste, appeler le service technique.
Le panneau de commande n’est plus en contact avec le générateur.
Le soudage en cours est interrompu.
Solution : Vérifier le câblage. Si le problème persiste, appeler le service technique.
Cette erreur est détectée quand l’information contenue dans la mémoire sur pile est incorrecte.
Solution : Ce problème se résout de lui--même, mais les données enregistrées dans la
position mémoire active seront perdues.
Le microprocesseur ne parvient pas à aménager suffisamment d’espace mémoire.
Cette erreur génère le code 26.
Solution : Appeler le service technique.
Le panneau de commande ne parvient pas à transmettre suffisamment rapidement les
données aux autres unités.
Solution : Mettre l’unité hors tension pour la réinitialiser.
Le panneau de commande ne parvient pas à traiter suffisamment rapidement les données
en provenance des autres unités.
Solution : Mettre l’unité hors tension pour la réinitialiser.
Le processeur n’a pas pu exécuter ses routines habituelles.
Le programme redémarre automatiquement. Le soudage en cours est interrompu.
Ce type d’erreur ne désactive aucune fonction.
Solution : Si le problème persiste, appeler le service technique.
Le dévidoir est vide. Le soudage en cours est interrompu et ne peut être redémarré.
Solution : Remettre du fil sur le dévidoir.
Le programme n’est pas exécuté.
Solution : Mettre l’unité hors tension pour la réinitialiser. Si le problème persiste, appeler
le service technique.
bi08felf9
-- 2 3 --
Page 24

FR
Code
d’er-
reur
29 Absence d’eau de refroidissement
31 Pas de réponse de l’unité d’affichage
32 Le gaz n’arrive pas
Description
Le détecteur de circuit de refroidissement s’est déclenché.
Le soudage en cours est interrompu et ne peut être redémarré.
Solution : Contrôler le circuit d’eau de refroidissement et la pompe.
Le microprocesseur n’est pas en contact avec l’écran d’affichage.
Solution : Appeler le service technique.
Le débit de gaz est inférieur à 6 l/min. Le soudage ne démarre pas.
Solution : Contrôler la vanne de gaz, les gaines et les raccords.
10 COMMANDE DE PIÈCES DE RECHANGE
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de garantie pour réparer quelque panne que ce soit.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
bi08felf9
-- 2 4 --
Page 25
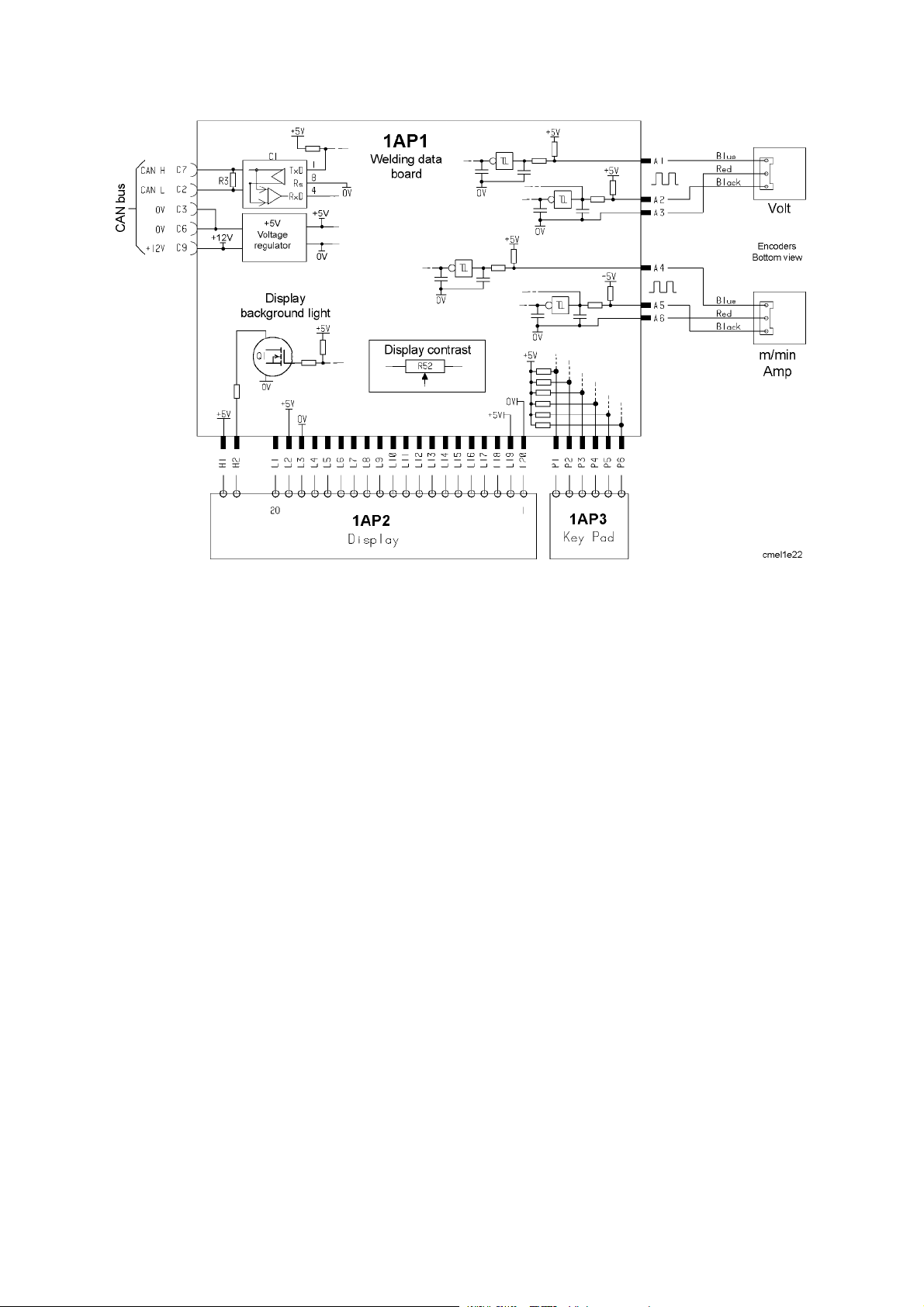
Schéma
bi03e11a
-- 2 5 --
Page 26

Control panel MA6
Numéro de référence
Ordering no. Denomination
0458 535 886 Control panel MA6
0458 854 170 Instruction manual SE
0458 854 171 Instruction manual DK
0458 854 172 Instruction manual NO
0458 854 173 Instruction manual FI
0458 854 174 Instruction manual GB
0458 854 175 Instruction manual DE
0458 854 176 Instruction manual FR
0458 854 177 Instruction manual NL
0458 854 178 Instruction manual ES
0458 854 179 Instruction manual IT
0458 854 180 Instruction manual PT
0458 854 181 Instruction manual GR
0458 854 182 Instruction manual PL
0458 854 183 Instruction manual HU
0458 854 184 Instruction manual CZ
0458 854 127 Instruction manual RU, GB
0458 854 990 Spare parts list
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi03o11a
-- 2 6 -Edition 051003
Page 27

P
-- 2 7 --
Page 28

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 L AXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...