

Page 1

DK
Control panel MA6
Brugsanvisning
Valid for program version 1.300458 854 171 DK 051003
Page 2

1 INDLEDNING 3......................................................
1.1 Inden maskinen tages i brug første gang 3......................................
1.2 Betjeningspanelets funktion 4.................................................
1.3 Betjeningspanel 4...........................................................
1.4 Symboler i displayet 5.......................................................
2 MENUER 5..........................................................
2.1 Hovedmenu og målemenu 5..................................................
2.2 Valgmenu 5................................................................
2.3 Menustruktur 6..............................................................
3 MIG/MAG--SVEJSNING 8.............................................
3.1 Indstillinger 8...............................................................
4 MMA--SVEJSNING 13.................................................
4.1 Indstillingsmuligheder 13......................................................
5 KULBUEMEJSLING 14................................................
5.1 Indstillinger 14...............................................................
6 GENERELLE FUNKTIONER 15.........................................
6.1 Fjernbetjening 15.............................................................
6.2 Indstillingsmuligheder 15......................................................
7 BRUG AF HUKOMMELSE 16...........................................
7.1 Lagre svejsedata 16..........................................................
7.2 Hente svejsedata 17..........................................................
7.3 Slette svejsedata 18..........................................................
8 LÅSEKODE 18........................................................
9 FEJLKODER 19.......................................................
9.1 Liste over fejlkoder 19........................................................
9.2 Beskrivelse af fejlkoder 20.....................................................
10 BESTILLING AF RESERVEDELE 23....................................
SKEMA 24..............................................................
BESTILLINGSNUMMER 25...............................................
Ret til ændring af specifikationer uden varsel forbeholdes.
TOCd
-- 2 --
Page 3

DK
1 INDLEDNING
Manualen beskriver brug af betjeningspanel MA6.
Generelle oplysninger om drift findes i brugsanvisningen til strømkilden og
trådfremføringsenheden.
Hvis denne advaseltekst viser sig i displayet, betyder det, at strømkilden ikke
understøtter funktionen.
Kontakt en autoriseret ESAB--servicetekniker for at få en opgradering af softwaren.
1.1 Inden maskinen tages i brug første gang
Denne hovedmenu vises i displayet fø r ste gang, maskinen startes.
Betjeningspanelet er fra fabrikken indstillet til engelsk, men du kan vælge dit eget
sprog på følgende måde.
S Tryk på
S Tryk på for at gå til konfigurationsmenuen.
for at gå til valgmenuen.
S Tryk på (den bløde knap længst til højre under displayet), indtil det rigtige
sprog vises i displayet.
bi03dintd1
-- 3 --
Page 4

DK
1.2 Betjeningspanelets funktion
Man kan betragte betjeningspanelet som sammensat af to enheder: arbejdshukommelsen og svejsedatahukommelsen
Lagre
Arbejdshukommelse Svejsedatahukommelse
Hente
I arbejdshukommelsen opretter man en komplet opsætning af svejsedataindstillinger,
som kan lagres i svejsedatahukommelsen.
Det er altid arbejdshukommelsens indhold, der styrer processen under svejsning.
Derfor er det også muligt at hente en svejsedataindstilling fra svejsedatahukommelsen til arbejdshukommelsen.
Vær opmærksom på, at arbejdshukommelsen altid indeholder de senest indstillede
svejsedataindstillinger. De kan være hentet fra svejsedatahukommelsen, eller der
kan være tale om individuelt ændrede indstillinger. Arbejdshukommelsen er med
andre ord aldrig tom eller “nulstillet”
1.3 Betjeningspanel
1 Display
2 Drejeknap til indstilling af spænding
3 Drejeknap til indstilling af trådfremførings-
hastighed og strøm.
4 Bløde knapper (funktionsknapper)
5 ”MENU”--knap
Bløde knapper
Knapper, som har forskellige funktioner afhængigt af, hvilken undermenu du befinder
dig i. Knappernes aktuelle funktion fremgår af teksten i displayets nederste linje (når
funktionen er aktiv, vises dette med en hvid prik ved siden af teksten).
“MENU”--knap
Med denne knap går man til valgmenuen (se under punkt 2.2), hvis man befinder sig
i hovedmenuen, ellers bevæger man sig et trin tilbage.
bi03dintd1
-- 4 --
Page 5

DK
1.4 Symboler i displayet
Tilbage til hovedmenuen
Flyt markøren nedad til en ny indstillingspar am eter.
Skift funktion for den linje, der er markeret
Øg en værdi Mindsk en værdi
2MENUER
Betjeningspanelet har flere forskellige menuer. Menuerne er: hoved--, måle--, valg--,
proces--, indstillings--, konfigurations-- og hukommelsesmenu. Under opstart vises
også et startbillede med information om, hvilket panel der er tale om, og hvilken
programversion der bruges.
2.1 Hovedmenu og målemenu
Hovedmenuen vises altid umiddelbart efter opstart. Menuen
viser de indstillede værdier. Hvis man begynder at svejse,
mens man befinder sig i hovedmenuen, skifter den
automatisk til at vise målte værdier (målemenu). De målte
værdier bliver stående i displayet, efter at svejsningen er
afsluttet.
Det er muligt at gå til andre menuer uden at miste måleværdierne.
Det er først, når en drejeknap aktiveres, eller man skifter svejsemetode, at der vises
indstillingsværdier i stedet for målte værdier.
2.2 Valgmenu
I valgmenuen vælger man, hvilken undermenu man vil gå til:
proces--, indstillings--, konfigurations-- eller hukommelsesmenuen.
Procesmenu
Her kan man skifte
svejseproces,
materialetype m.m.
Konfigurationsmenu
Her kan man skifte
sprog, måleenhed m.m.
Indstillingsmenu
Her kan man vælge
indstilling af forskellige
svejsedata f.eks. for
gasførstrømning,
varmstarttid, krateropfyldningstid m.m.
Hukommelsesmenu
I hukommelsesmenuen
kan man lagre, hente
og slette forskellige,
indstillede svejsedata.
Svejsedata kan lagres
på ti forskellige
hukommelsesadresser.
bi03dintd1
-- 5 --
Page 6

MMA Kulbuemejsling
Puls
MMA
MIG/MAG
MIG/MAG
Kulbuemej.
Kulbue--
mejsling
MMA
Puls
MIG/MAG
MIG/MAG
MMA
5) Sprog
Måleenhed
5) Sprog
Måleenhed
5) Sprog
Måleenhed
Lysbuetryk
Hotstart
Panel aktiv
Panel aktiv
Panel aktiv
Gem
Hemt
Slet
Dataskift
2/4 takt
Puls
MIG/MAG
MIG/MAG
Gasførstr.
Hotstart
Kraterfyld.
Efterbrænt.
Gasefterst.
Punktsvejsn
Gasførstr.
Hotstart
Kraterfyld.
Efterbrænt.
Gasefterst.
Punktsvejsn
MIG/MAG Puls
mejsling
Kulbue--
MMA
2/4 takt
Kraterfyld. Kraterfyld.
Hotstart Hotstart Hotstart
Krybestart Krybestart
Gasskyln Gasskyln.
Trådfemf. Trådfremf.
Puls
Procesmenu Indstillingsmenu Konfig.menu Hukommelsemenu
MIG/MAG
4) E--diam Induktans
3) E--type
2) Trådtype
E--diam
Gas
Tråddiam.
MIG/MAG
2.3 Menustruktur
bi03mend2
-- 6 --
MIG/MAG
Synergi
1) Trådtype
Gas
Tråddiam.
Page 7

DK
1) I tabellen herunder ses de tråddiametre, som kan vælges i procesmenuen for synergisk
MIG/MAG--svejsning.
Trådtype
Lavtlegeret eller ulegeret massiv tråd (Fe) Ar + 20% CO
Rustfri, massiv tråd (Ss) Ar + 2% CO
Beskyttelsesgas Tråddiameter
2
Ar + 8% CO
2
2
Ar + 3% CO21%H
1,0 1,2
1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
Magnesiumlegeret aluminiumtråd (AlMg) Ar 1,2 1,6
Siliciumlegeret aluminiumtråd (AlSi) Ar 1,2 1,6
Metalpulverfyldt rørtråd (Fe) Ar + 20% CO
Rutil, fluxfyldt rørtråd (Fe) Ar + 20% CO
Basisk, fluxfyldt rørtråd (Fe) Ar + 20% CO
2
2
2
1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
2) I tabellen herunder ses de tråddiametre, som kan vælges i procesmenuen for MIG/MAG-pulssvejsning.
Trådtype
Lavtlegeret eller ulegeret massiv tråd (Fe) Ar + 20% CO
Beskyttelsesgas Tråddiameter
1,0 1,2
1,0 1,2
Ar + 8% CO
2
2
Rustfri, massiv tråd (Ss) Ar + 2% CO
Ar + 3% CO21%H
2
0,8 1,0 1,2
0,8 1,0 1,2
Magnesiumlegeret aluminiumtråd (AlMg) Ar 1,0 1,2 1,6
Siliciumlegeret aluminiumtråd (AlSi) Ar 1,0 1,2 1,6
3) I tabellen herunder ses de elektrodediametre, som kan vælges i procesmenuen for
MMA--svejsning.
Elektrodetype
Elektrodediameter
Basisk 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutil 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Cellulose 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) Kan vælges i procesmenuen for kulbuemejsling--svejsning.
4,0 5,0 6,0 7,0 8,0
5) Den tekst, som vises i betjeningspanelet, er tilgængelig på følgende sprog:
svensk, dansk, norsk, finsk, engelsk, tysk, hollandsk, fransk, spansk, italiensk, portugisisk,
polsk, tjekkisk, ungarsk, tyrkisk og amerikansk.
bi08tabd3
-- 7 --
Page 8

DK
3 MIG/MAG--SVEJSNING
Ved MIG/MAG--svejsning smeltes en kontinuerligt fremført tråd af en lysbue. Smeltebadet beskyttes af en beskyttelsesgas.
Pulssvejsning benyttes for at styre dråbeovergangen fra lysbuen, så denne bliver stabil,
og man undgår svejsesprøjt selv ved lave svejsedata.
3.1 Indstillinger
MIG/MAG-- svejsn in g uden puls
Indstillingsmuligheder Indstillingsområde Indstillingstrin Fabriksindstilling
2/4--takt
Krateropfyldning FRA eller TIL -- FRA
Krateropfyldningstid 0--5s 0,1 s 1,0 s
Varmstart “Hot start” FRA eller TIL -- FRA
Varmstarttid “Hot start--tid” 0--10s 0,1 s 1,5 s
Krybestart FRA eller TIL -- TIL
Gasgennemskylning* -- -- -Koldtrådsfremføring -- -- -Synergi FRA eller TIL -- TIL
Induktans 0 -- 100 1 70
Gasførstrømning 0,1 -- 25 s 0,1 s 0,1 s
Efterbrændingstid 0--0,35s 0,01 s 0,10 s
Gasefterstrømning 0,1 -- 20 s 1s 1s
Punktsvejsning FRA eller TIL -- FRA
Punktsveisetid 0,1 -- 25 s 1s 0,1 s
Spænding 8--60 0,25 (vises med én
Trådfremføringshastighed 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Dataskift INAKTIV
Måleenhed METRISK eller TOMME -- METRISK
Panel aktivt FRA eller TIL -- TIL
Lagres automatiskt
AVC trådboks
Grænsværdi
Kodelås
1)
Disse funktioner kan ikke ændres, mens svejsning finder sted.
2)
Synergilinjen ved levering: massiv tråd (Fe), beskyttelsesgas CO2med tråd 0,8 mm.
3)
Kontakt en autoriseret ESAB--servicetekniker for at få denne funktion aktiveret.
1)
3)
3)
3)
3)
2--takt eller 4--takt -- 2--takt
2)
synergiafvigelse
decimal)
-- INAKTIV
ARCONeller
ARC OFF
FRA eller TIL -- FRA
FRA eller TIL -- FRA
FRA eller TIL -- FRA
FRA eller TIL -- FRA
¦ 0
MIG/MAG-- p u lssvejsn in g
Indstillingsmuligheder Indstillingsområde Indstillingstrin Fabriksindstilling
2/4--takt
Krateropfyldning FRA eller TIL -- FRA
Krateropfyldningstid 0--5s 0,1 s 1,0 s
Varmstart “Hot start” FRA eller TIL -- FRA
bi08migd4
1)
2--takt eller 4--takt -- 2--takt
-- 8 --
Page 9

DK
Indstillingsmuligheder FabriksindstillingIndstillingstrinIndstillingsområde
Varmstarttid “Hot start--tid” 0--10s 0,1 s 1,5 s
Krybestart FRA eller TIL -- TIL
Gasgennemskylning
Koldtrådsfremføring -- -- --
Gasførstrømning 0,1 -- 25 s 0,1 s 0,1 s
Efterbrændingstid 0--0,35s 0,01s 0,10 s
Gasefterstrømning 0--20s 1s 1s
Punktsvejsning FRA eller TIL -- FRA
Punktsveisetid 0,1 -- 25 s 1s 0,1 s
Spænding 8--60 0,25 (vises med én
Trådfremføringshastighed 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Dataskift INAKTIV
Måleenhed METRISK eller TOMME -- METRISK
Panel aktivt FRA eller TIL -- TIL
Lagres automatiskt
AVC trådboks
Grænsværdi
Kodelås
2)
2)
1)
-- -- --
synergiafvigelse
decimal)
¦ 0
-- INAKTIV
ARCONeller
ARC OFF
2)
2)
FRA eller TIL -- FRA
FRA eller TIL -- FRA
FRA eller TIL -- FRA
FRA eller TIL -- FRA
1)
Disse funktioner kan ikke ændres, mens svejsning finder sted.
2)
Kontakt en autoriseret ESAB--servicetekniker for at få denne funktion aktiveret.
Synergilinjen ved levering: massiv tråd (Fe), beskyttelsesgas Ar 8% CO
med tråd 1,0 mm.
2
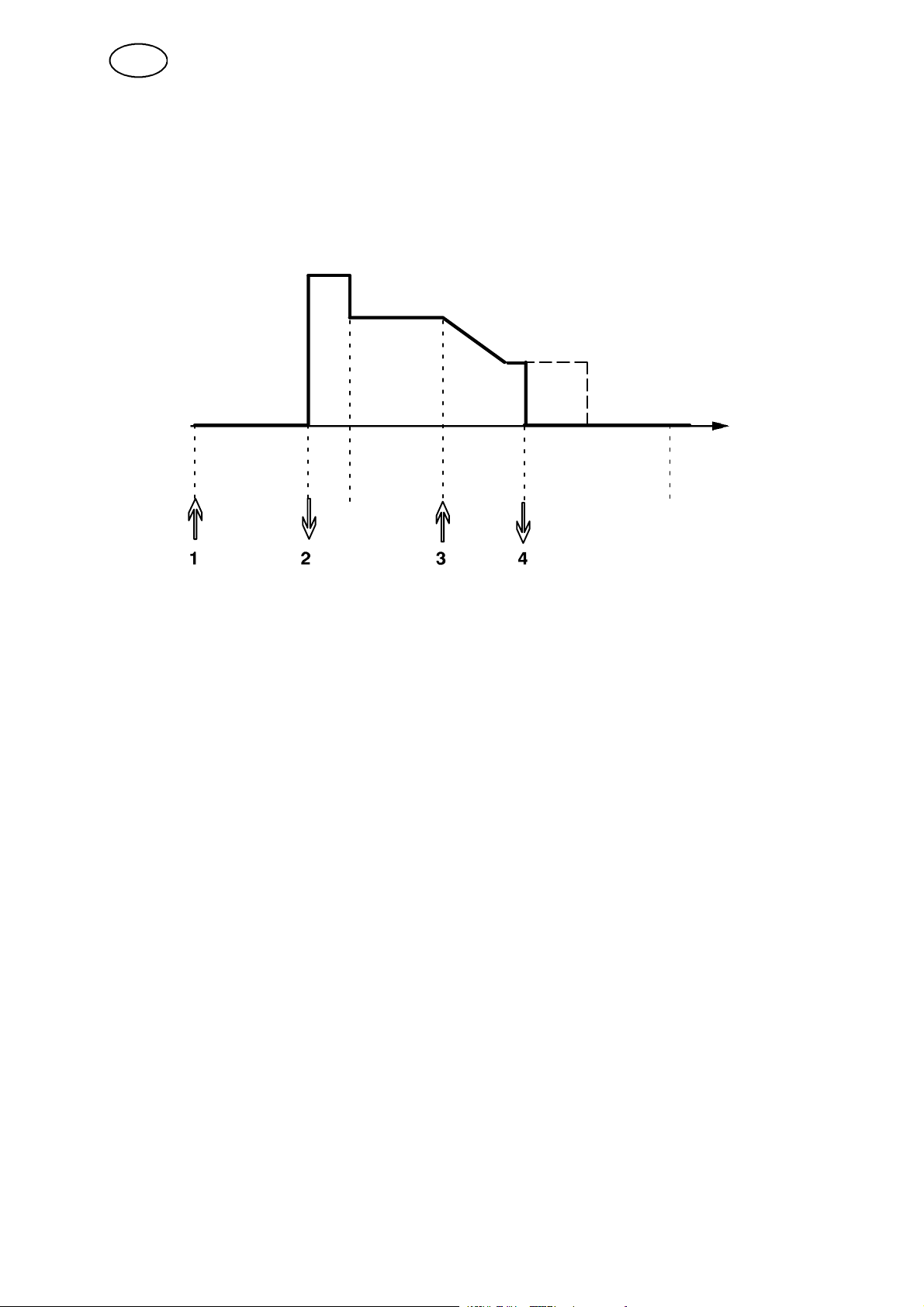
2 -- t akt
GasførstrømningVar m
start
Funktioner ved 2--taktsbetjening af pistolkontakten.
Svejsning Krate-
ropf.
Gasefterstrømning
Ved 2--taktsbetjening starter en eventuel gasførstrømning, når pistolkontakten
trykkes ind (1). Derefter starter svejseprocessen. Når kontakten slippes (2),
påbegyndes eventuel krateropfyldning, svejsningen afbrydes helt, og evt.
gasefterstrømning starter.
bi08migd4
-- 9 --
Page 10
DK
TIPS! Hvis pistolkontakten under krateropfyldningen igen trykkes ind, kan man med
krateropfyldningens slutdata forlænge svejsningen i et valgfrit tidsrum (den stiplede
linje). Krateropfyldningen kan også afbrydes ved, at kontakten under
krateropfyldningen hurtigt igen trykkes ind og slippes.
-- Aktivering af 2 --taktsbetjening sker via hovedmenuen.
4 -- t akt
GasførstrømningVar m
start
Funktioner ved 4--taktsbetjening af pistolkontakten.
Svejsning Krate-
ropf.
Gasefterstrømning
Ved 4--taktsbetjening starter gasfør strømning, når pistolkontakten trykkes ind (1).
Når pistolkontakten slippes (2), starter svejseprocessen. Når kontakten igen trykkes
ind (3), indledes eventuel krateropfyldning, og svejsedata falder til lavere værdier.
Når pistolkontakten slippes (4), afbrydes svejsningen helt, og eventuel
gasefterstrømning starter.
TIPS! Krateropfyldningen standser, når pistolkontakten slippes. Holdes kontakten i
stedet trykket ind i længere tid, fortsætter svejsningen med krateropfyldningens
slutdata (den stiplede linje).
-- Aktivering af 4 --taktsbetjening sker via hovedmenuen.
Krateropfyldning
Krateropfyldning gør det lettere at undgå porer, varmerevner og kraterdannelse på
de steder i emnet, hvor svejsningen afsluttes.
-- Indstilling af krateropfyldningstid sker i indstillingsmenuen.
V armstart “Hot start”
Varmstart “Hot start” øger svejsestrømmen i et indstilleligt tidsrum i begyndelsen af
svejseforløbet. Dette formindsker risikoen for bindefejl i begyndelsen af svejsefugen.
-- Indstilling af varmstarttid sker i indstillingsmenuen.
Krybestart
Krybestart betyder, at tråden fremføres med 50% af den indstillede hastighed, indtil
den får elektrisk kontakt med emnet.
-- Aktivering af krybestart sker via hovedmenuen.
bi08migd4
-- 1 0 --
Page 11

DK
Gasgennemskylning
Gasgennemskylningsfunktionen anvendes ved måling af gasflow eller for at skylle
gasslangerne rene for eventuel luft og fugt, inden svejsningen påbegyndes.
Gasgennemskylningen fortsætter, så længe knappen holdes nede, og foregår uden
spænding og trådfremføring.
-- Aktivering af gasgennemskylning sker via hovedmenuen.
Koldtrådsfremføring
Koldtrådsfremføring anvendes, når man vil fremføre tråd, uden at svejsespændingen
slås til. Tråden fremføres, så længe knappen holdes nede.
-- Aktivering af koldtrådsfremføring sker via hovedmenuen.
Synergi
Hver enkelt kombination af trådtype, tråddiameter og gasblanding kræver sit unikke
forhold mellem trådfremfø r ingshastighed og spænding (lysbuelængde) for at
tilvejebringe en stabilt fungerende lysbue. Spændingen (lysbuelængden) justeres
automatisk “” i overensstemmelse med den forprogrammerede synergikurve, du har
valgt, hvilket gør det meget lettere hurtigt at finde de rigtige svejseparametre.
Sammenhængen mellem trådfremføringshastighed og de andre parametre kaldes
synergikurven.
Synergi TIL: hovedmenuen viser den indstillede
trådfremføring samt positiv hhv. negativ afvigelse
fra synergilinjens spænding.
Positiv afvigelse vises med en søjle ovenfor SYN,
negativ vises nedenfor.
Synergi FRA: hovedmenuen viser den indstillede værdi for spænding og tr ådfr e m føring.
-- Aktivering af synergi sker via hovedmenuen.
Synergilinjepakke
Den synergilinjepakke, som leveres med maskinen, hedder “Standard synergic
lines” og indeholder de 33 mest alm indelige synergilinjer.
Der kan bestilles andre pakker med synergilinjer, men de skal installeres af en
autoriseret ESAB--servicetekniker.
Induktans
Højere induktans giver en mere udflydende svejsning og mindre sprøjt. Lavere
induktans giver en hårdere lyd og en stabil, koncentreret lysbue.
Indstilling af induktans sker i indstillingsmenuen.
Gasførstrømning
Gasførstrømning angiver, hvor lang tid m an ønsker, at beskyttelsesgassen skal
strømme, inden lysbuen tændes.
-- Indstilling af gasførstrømningstid sker i indstillingsmenuen.
bi08migd4
-- 1 1 --
Page 12

DK
Efterbrændingstid
Efterbrændingstiden er en udvidelse af den tid, der går fra det øjeblik, hvor tråden
begynder at bremses, til det tidspunkt, hvor strømkilden afbryder svejsespændingen.
For kort efterbrændingstid giver stort trådudstik efter afsluttet svejsning med risiko
for, at tråden sidder fast i smeltebadet, når dette størkner. En lang efterbrændingstid
giver kortere trådudstik og større risiko for, at lysbuen brænder op i kontaktdysen.
-- Indstilling af efterbrændingstid ske r i indstillingsmenuen.
Gasefterstrømning
Gasefterstrømning angiver, hvor lang tid man ønsker, at beskyttelsesgassen skal
strømme, efter at lysbuen er slukket.
-- Indstilling af gasefterstrømningstid sker i indstillingsmenuen.
Skiftaftriggerdata
Med denne funktion er det muligt at skifte mellem forskellige, forudindstillede
svejsedataalternativer ved at dobbeltklikke på svejsepistolens aftrækker (trigger).
Skiftene sker mellem hukommelsesadresserne 1, 2 og 3. (Se kapitel 7 “brug af
hukommelse”). Hvis hukommelsesadresse 2 er tom, skifter man i stedet mellem
adresse1og3.
ARC ON -- Skift mellem hukommelsesadresser kan ske før, efter eller mens
svejsning finder sted.
ARC OFF -- Skift mellem hukommelsesadresser kan kun ske før eller efter
svejsning.
-- Aktivering af triggerdataskift sker i konfigurationsmenuen.
AVC--trådboks
Ved aktivering af denne funktion kan der benyttes en buespændingskontrolleret
fremføringsenhed (Off--The--Arc feeder), hvor buespændingen fra strømkilden
benyttes som forsyningsspændingen til fremføringsenheden.
Kontakt en autoriseret ESAB--servicetekniker for at få denne funktion aktiveret.
-- Aktivering af AVC--trådboks sker i konfigurationsmenuen.
Punktsvejsing
Der benyttes punktsvejsning, når man ønsker at punktsvejse tynde plader sammen.
-- Aktivering og indstilling af punktsvejsing sker i indstillingsmenue .
Spænding
Højere spænding giver større buelængde samt en varmere og bredere streng.
Det er altid muligt at ændre indstillingsværdien for spænding uafhængigt af den viste
menu. Værdien vises i hovedmenuen eller valgmenuen.
Trådfremføringshastighed
Trådfremføringshastighed angiver en fremføringshastighed (m/min) for tråden.
Det er altid muligt at ændre indstillingsværdien for trådfremføringshastigheden
uafhængigt af den viste menu. Værdien vises i hovedmenuen eller valgmenuen.
bi08migd4
-- 1 2 --
Page 13

DK
4 MMA--SVEJSNING
MMA--svejsning kaldes også svejsning med beklædte elektroder. Når lysbuen tændes,
smelter den elektroden, idet beklædningen samtidig danner et beskyttende slaggelag.
4.1 Indstillingsmuligheder
Indstillingsmuligheder Indstillingsområde Indstillingstrin Fabriksindstilling
Varmstart “Hotstart”
Varmstarttid “Hot start” 1--30 1 10
Buetryk “Arc Force” 0--10 0,5 3
Strøm
Måleenhed METRISK eller TOMME -- METRISK
Panel aktivt FRA eller TIL -- TIL
Lagres automatiskt
Grænsværdi
Kodelås
2)
3)
3)
1)
3)
FRA eller TIL -- FRA
16 -- 500A 1A 164 A
FRA eller TIL -- FRA
FRA eller TIL -- FRA
FRA eller TIL -- FRA
1)
Denne funktion kan ikke ændres, mens svejsning finder sted.
2)
Maksimal strøm afhængig af, hvilken maskintype der anvendes.
3)
Kontakt en autoriseret ESAB--servicetekniker for at få denne funktion aktiveret.
Synergilinje ved levering: rutil tråd 4,0 mm.
V armstart “Hot start”
Varmstart “Hot start” øger svejsestrømmen i et indstilleligt tidsrum i begyndelsen af
svejseforløbet. Dette formindsker risikoen for bindefejl i begyndelsen af svejsefugen.
Indstilling af varmstarttid sker i indstillingsmenuen.
Buetryk “Arc Force”
Buetrykket “Arc Force” har betydning for, hvordan strømmen ændres, når buelængden
ændres. En lavere værdi giver en r oligere lysbue med færre sprøjt.
Indstilling af buetryk sker i indstillingsmenuen.
Strøm
Højere strømstyrke giver bredere og dybere indtrængning i emnet.
Det er altid muligt at ændre indstillingsværdien for strømmen uafhængigt af den viste
menu. Værdien vises i hovedmenuen eller valgmenuen.
bi08mmad6
-- 1 3 --
Page 14
DK
5 KULBUEMEJSLING
Ved kulbuemejsling anvendes en elektrode, der består af en kulstav med kobberbeklædning. Mellem kulstaven og ar bejdsstykke t dannes en lysbue, der smelter materialet. Der tilføres luft, så det smeltede materiale blæses bort.
5.1 Indstillinger
Indstillinger Indstillingsområde Indstillingstrin Fabriksindstilling
Elektrodediameter 4,0--8,0 mm 1mm 4,0 mm
Spænding 8--60 V 0,25 V (vises med én
decimal)
Elektrodediameter
Større elektrodediameter giver bredere og dybere indtrængning i emnet.
Spænding
Højere spænding giver bredere og dybere indtrængning i emnet.
37,0 V
bi08gougingd
-- 1 4 --
Page 15

DK
6 GENERELLE FUNKTIONER
6.1 Fjernbetjening
Aristomaskiner med indbygget betjeningspanel skal have programversion 1.21 eller
højere, for at fjernbetjeningen skal fungere korrekt.
Betjeningspanelets funktion med tilsluttet fjernbetjening
S Displayet fastfryses i den menu, der er åben, når fjernbetjening tilsluttes.
Måle-- og indstillingsværdierne opdateres, men de vises kun i de menuer,
værdierne kan vises i.
S Ved visning af et fejlindiker ingssymbol, er det ikke muligt at fjerne dette, før
fjernbetjening er koblet fra.
S Vid 10-- programsfjernbetjening skifter man mellem hukommelsesadresserne 1,
2, 3, 4, 5, 6, 7, 8, 9 og 10. Hvis hukommelsesadressen 2 er tom, bevares
værdierne fra adresse 1. Læs mere i kapitel 7 “brug af hukommelse”.
6.2 Indstillingsmuligheder
Aktivt panel
Nær der er tilsluttet en fjernbetjening, kan man indstille strøm eller spænding og
trådfremføring med betjeningspanelet eller fjernbetjeningen.
Bemærk: funktionen skal aktiveres, inden fjernbetjeningen tilsluttes.
-- Aktivering af aktivt panel sker i konfigurationsmenuen.
Automatisk lagring
Hvis en svejsedataopsætning hentes fra svejsedatahukommelsen, og man ændrer
indstillingerne, vil ændringerne automatisk blive lagret, nær man henter en ny
svejsedataopsætning fra hukommelsen.
Kontakt en autoriseret ESAB--servicetekniker for at få denne funktion aktiveret.
-- Aktivering af automatisk lagring sker i konfigurationsmenuen.
Grænseværdier
I denne funktion kan man angive maksimums-- og minimumsværdi for trådfremføring
/ strøm eller spænding. Grænseværdierne kan lagres på de 5 første hukommelsesadresser i svejsedatahukommelsen.
Kontakt en autoriseret ESAB--servicetekniker for at få denne funktion aktiveret.
-- Aktivering af grænser sker i konfigurationsmenuen.
Kodelås
I denne funktion kan man låse indstillingsmenuen, og så kan man kun få adgang til
hovedmenuen og fremføringsmenuen, lås mere i kapitlet 8 ”Kodelås”.
Kontakt en autoriseret ESAB--servicetekniker for at få denne funktion aktiveret.
-- Aktivering af kodelås sker i konfigurationsmenuen.
bi08gend7
-- 1 5 --
Page 16

DK
7 BRUG AF HUKOMMELSE
De forskellige svejsedata, som er oprettet i arbejdshukommelsen, kan lagres via
hukommelsesmenuen. Man kan lagre op til 10 forskellige svejsedataopsætninger.
7.1 Lagre svejsedata
S Udfør en svejsedataopsætning i arbejdshukommelsen.
S Tryk på for at gå til “valgmenuen” og derefter på for at gå til de
aktuelle indstillinger.
Kontrollér, at svejsedataindstillingerne er korrekte.
S Tryk på for at gå til hukommelsesmenuen.
S Tryk på , indtil du kommer til den hukommelsesadresse, du vil lagre
svejsedataopsætningen på, f.eks. adresse 2.
S Tryk på
se 2. De andre hukommelsesadresser er tomme.
. Nu er der lagret en svejsedataopsætning på hukommelsesadres-
bi08mind8
-- 1 6 --
Page 17

DK
7.2 Hente svejsedata
S Tryk på for at gå til valgmenuen og derefter på for at gå t il de
aktuelle indstillinger.
S Tryk på for at gå til hukommelsesmenuen.
S Vælg den hukommelsesadresse, du vil hente fra, f.eks. adresse 2. Tryk på
, indtil du kommer til adresse 2.
S Tryk på for at hente fra hukommelsesadresse 2. Følgende spør gsmål
vises:
S Tryk på “JA”, h vis du vil hente svejsedata fra hukommelsesadresse 2 og ændre
arbejdshukommelsens aktuelle indstillinger (tr yk på “NEJ”, hvis du fortryder).
Dette ikon i hovedmenuen viser, hvilken
hukommelsesadresse der hentes.
bi08mind8
-- 1 7 --
Page 18

DK
7.3 Slette svejsedata
S Tryk på for at gå til valgmenuen og derefter på for at gå t il de
aktuelle indstillinger.
S Tryk på for at gå til hukommelsesmenuen.
S Vælg den hukommelsesadresse, du vil slette, f.eks. adresse 2. Tryk på ,
indtil du kommer til adresse 2.
S Tryk på for at slette hukommelsesadresse 2. Følgende spørgsmål vises:
S Tryk på “JA”, hvis du vil slette svejsedata fra hukommelsesadresse 2 (tryk på
“NEJ”, hvis du fortryder). Hukommelsesadresse 2 er nu tom.
8LÅSEKODE
Kontakt en autoriseret ESAB--servicetekniker for at få låsekoden aktiveret.
S Tryk på for at åbne låsekodemenuen.
S Vælg det før ste tal i pinkoden ved at trykke på for at gå til det ønskede tal.
S Tryk på , nu er det første tal lagret. Gør så det samme med de
efterfølgende tal.
S Tryk på for at åbne betjeningspanelet.
bi08mind8
-- 1 8 --
Page 19

DK
9FEJLKODER
Fejlkoder anvendes til at vise, at der er opstået en fejl i udstyret. Koden vises i
displayet som et symbol, der ser sådan ud:
Fejlkoderne opdateres efter 3 sekunder. Det øverste tal i symbolet viser
fejlkodens nummer, se under punkt 9.1. Det nederste tal viser, hvilken
enhed fejlen er opstået i:
Ovenstående symbol viser, at betjeningspanelet (0) har mistet kontakten med
strømkilden.
Hvis der er registreret flere fejl, vises kun koden for den senest indtrufne fejl.
Tryk på en funktionsknap for at slette symbolet i displayet.
Symbolet lyser vedvarende eller blinker afhængigt af fejltype.
Blinkende symboler markeres med “o” i listen over fejlkoder.
9.1 Liste over fejlkoder
0 = betjeningspanel 3 = trådfremføringsenhed
1 = køleaggregat 4 = fjernbetjening
2 = strømkilde
Fejl-
kode
Beskrivelse 0 1 2 3 4
1 Hukommelsesfejl, EPROM x x x x x
2 Hukommelsesfejl, RAM x x x x
3 Hukommelsesfejl, ekstern RAM x x
4 Forsyningsspænding 5V x x
5 Høj jævnmellemspænding x
6 Høj temperatur x x
8 Forsyningsspænding 1* x x x x x
9 Forsyningsspænding 2* x x x
10 Forsyningsspænding 3* x
11 Trådhastighedsservo x
12 Kommunikationsfejl (advarsel) x x x x x
14 Kommunikationsfejl (bus off) x x
15 Data gået tabt x x x x
16 Høj tomgangsspænding x
17 Ingen kontakt med fremføringsenheden o
18 Ingen kontakt med strømkilden o
19 Forkerte indstillingsværdier i ekstern RAM x
20 Hukommelsesallokeringsfejl x
22 T ab af data i senderbuffer x x
23 T ab af data i modtagerbuffer x x
26 Watchdog x x x
27 Tråd sluppet op o
28 T ab af data i stak x x x x
bi08feld9
-- 1 9 --
Page 20

DK
Fejl-
kode
29 Intet vandflow o
31 Intet svar fra displayenheden x
32 Intet gasflow o
Enhed Spænding 1* Spænding 2* Spænding 3*
Betjeningspanel +3V
Køleaggregat +24V
Strømkilde +15V --15V +24V
Trådfremføringsenhed 30/48--4
Trådfremføringsenhed 30L--4
Fjernbetjening +13V +10V
+15V
+15V
+20V
+60V
9.2 Beskrivelse af fejlkoder
Fejlko-deBeskrivelse
1 Programhukommelsesfejl (EPROM)
Fejl i programhukommelse.
Ingen funktioner blokeres af denne fejl.
Afhjælpning: Genstart maskinen. Tilkald servicetekniker, hvis fejlen varer ved.
2 Fejl i mikroprocessorens RAM
Mikroprocessoren kan ikke skrive hhv. læse i den interne hukommelse.
Ingen funktioner blokeres af denne fejl.
Afhjælpning: Genstart maskinen. Tilkald servicetekniker, hvis fejlen varer ved.
3 Fejl i ekstern RAM
Mikroprocessoren kan ikke skrive hhv. læse i den eksterne hukommelse.
Ingen funktioner blokeres af denne fejl.
Afhjælpning: Genstart maskinen. Tilkald servicetekniker, hvis fejlen varer ved.
4 Spændingsfald i 5V forsyningsspænding
Forsyningsspændingen er for lav.
Igangværende svejsning afbrydes, og start forhindres.
Afhjælpning:Det er nødvendigt at afbryde spændingen for at nulstille. Tilkald servicetekni-
ker, hvis fejlen varer ved.
5 Jævnmellemspænding ligger uden for grænseværdi
Spændingen er for høj eller for lav. For høj spænding kan bero på kraftige transienter på
nettet eller svagt net (høj induktans i nettet eller en fase faldet ud).
Strømkilden afbrydes og kan ikke startes.
Afhjælpning: Det er nødvendigt at afbryde spændingen for at nulstille. Tilkald servicetek-
niker, hvis fejlen varer ved.
6 Høj temperatur
Termoafbryder er udløst.
Igangværende svejsning afbrydes og kan ikke startes igen, før termoafbryderen er genind-
koblet.
Afhjælpning: Kontrollér, at indtag og udblæsning af køleluft ikke er tilstoppet eller tilsmud-
set. Kontrollér også arbejdscyklus, så den ikke overskrider udstyrets mærkedata.
43210Beskrivelse
bi08feld9
-- 2 0 --
Page 21

DK
Fejlko-deBeskrivelse
8 Lav batterispænding +3V, (betjeningspanel)
For lav batterispænding. Hvis batteriet ikke udskiftes, forsvinder alle lagrede data.
Ingen funktioner blokeres af denne fejl.
Afhjælpning: Tilkald servicetekniker, når batteriet skal udskiftes.
8 Forsyningsspænding +15V, (fremføringsenhed og strømkilde)
For høj eller for lav forsyningsspænding.
Afhjælpning: Tilkald servicetekniker.
8 Forsyningsspænding +13V (fjernbetjening)
For høj eller for lav forsyningsspænding.
Afhjælpning: Tilkald servicetekniker.
9 Forsyningsspænding --15V (strømkilde)
For høj eller for lav forsyningsspænding.
Afhjælpning: Tilkald servicetekniker.
9 Forsyningsspænding +20V (fremføringsenhed)
For høj eller for lav forsyningsspænding.
Afhjælpning: Tilkald servicetekniker.
9 Forsyningsspænding +10V (fjernbetjening)
For høj eller for lav forsyningsspænding.
Afhjælpning: Tilkald servicetekniker.
10 Forsyningsspænding +24V
For høj eller for lav forsyningsspænding.
Afhjælpning: Tilkald servicetekniker.
11 Trådhastighed
Trådhastigheden afviger fra den indstillede værdi.
Når denne fejl opstår, standser trådfremføringen.
Afhjælpning: Tilkald servicetekniker.
12 Kommunikationsfejl (advarsel)
Systemets CAN--bus er midlertidigt overbelastet.
Strømkilde/fremføringsenhed kan have mistet kontakten med betjeningspanelet.
Afhjælpning: Gennemgå udstyret, og sørg for, at der kun er tilkoblet en fremføringsenhed
og en fjernbetjening. Tilkald servicetekniker, hvis fejlen varer ved.
14 Kommunikationsfejl
Systemets CAN--bus er midlertidigt ophørt med at fungere pga. overbelastning.
Igangværende svejsning afbrydes.
Afhjælpning: Gennemgå udstyret, og sørg for, at der kun er tilkoblet en fremføringsen-
hed og en fjernbetjening. Det er nødvendigt at afbryde spændingen for at nulstille. Tilkald
servicetekniker, hvis fejlen varer ved.
15 Data gået tabt
Mikroprocessoren kan ikke bearbejde indkommende data tilstrækkeligt hurtigt og informationer er gået tabt.
Afhjælpning: Det er nødvendigt at afbryde spændingen for at nulstille. Tilkald servicetekniker, hvis fejlen varer ved.
16 Høj tomgangsspænding
Tomgangsspændingen har været for høj.
Afhjælpning: Det er nødvendigt at afbryde spændingen for at nulstille. Tilkald servicetek-
niker, hvis fejlen varer ved.
bi08feld9
-- 2 1 --
Page 22

DK
Fejlko-deBeskrivelse
17 Ingen kontakt
Betjeningspanelet har mistet kontakten med fremføringsenheden.
Igangværende svejsning afbrydes.
Afhjælpning: Kontrollér kabelforbindelserne. Tilkald servicetekniker, hvis fejlen varer ved.
18 Ingen kontakt
Betjeningspanelet har ikke kontakt med strømkilden.
Igangværende svejsning afbrydes.
Afhjælpning: Kontrollér kabelforbindelserne. Tilkald servicetekniker, hvis fejlen varer ved.
19 Forkerte indstillingsværdier i ekstern RAM
Fejlen registreres, hvis der findes fejlagtige data i batteribackup--hukommelsen.
Afhjælpning: Fejlen rettes af sig selv, men lagrede data på den aktuelle hukommelsesa-
dresse går tabt.
20 Hukommelsesallokeringsfejl
Mikroprocessoren kan ikke reservere tilstrækkelig plads i hukommelsen.
Fejlen vil forårsage fejlkode 26.
Afhjælpning: Tilkald servicetekniker.
22 Tab af data i senderbuffer
Betjeningspanelet kan ikke sende informationer til de andre enheder tilstrækkeligt hurtigt.
Afhjælpning: Det er nødvendigt at afbryde spændingen for at nulstille.
23 Tab af data i modtagerbuffer
Betjeningspanelet kan ikke bearbejde informationer fra de andre enheder tilstrækkeligt hurtigt.
Afhjælpning: Det er nødvendigt at afbryde spændingen for at nulstille.
26 Watchdog
Noget har forhindret processoren i at udføre sine normale opgaver i programmet.
Programmet startes igen automatisk. Igangværende svejsning vil blive afbrudt. Ingen funk-
tioner blokeres af denne fejl.
Afhjælpning: Tilkald servicetekniker, hvis fejlen gentager sig.
27 Tråd sluppet op (fremføringsenhed)
Trådfremføringsenheden fremfører ikke tråd. Igangværende svejsning vil blive afbrudt, og
svejsestart forhindres.
Afhjælpning: Sæt ny tråd i.
28 Tab af data i stak
Programafviklingen fungerer ikke.
Afhjælpning: Det er nødvendigt at afbryde spændingen for at nulstille. Tilkald servicetek-
niker, hvis fejlen varer ved.
29 Intet vandflow
Flowovervågningen har standset svejseprocessen.
Igangværende svejsning afbrydes, og start forhindres.
Afhjælpning: Kontrollér kølevandskredsløb og pumpe.
31 Intet svar fra displayenheden
Mikroprocessoren har ikke kontakt med displaykortet.
Afhjælpning: Tilkald servicetekniker.
32 Intet gasflow
Gasflowet er faldet til under 6 l/min. Start forhindres.
Afhjælpning: Kontrollér gasventil, slanger og koblinger.
bi08feld9
-- 2 2 --
Page 23

DK
10 BESTILLING AF RESERVEDELE
Obs!
Samtlige garantiforpligtelser fra leverandørens side ophører, hvis kunden selv i
garantiperioden udfører indgreb i produktet for at afhjælpe eventuelle fejl.
Reservedele bestilles hos nærmeste ESAB--repræsentant, se sidste side i denne publikation.
bi08feld9
-- 2 3 --
Page 24

Skema
bi03e11a
-- 2 4 --
Page 25

Control panel MA6
Bestillingsnummer
Ordering no. Denomination
0458 535 886 Control panel MA6
0458 854 170 Instruction manual SE
0458 854 171 Instruction manual DK
0458 854 172 Instruction manual NO
0458 854 173 Instruction manual FI
0458 854 174 Instruction manual GB
0458 854 175 Instruction manual DE
0458 854 176 Instruction manual FR
0458 854 177 Instruction manual NL
0458 854 178 Instruction manual ES
0458 854 179 Instruction manual IT
0458 854 180 Instruction manual PT
0458 854 181 Instruction manual GR
0458 854 182 Instruction manual PL
0458 854 183 Instruction manual HU
0458 854 184 Instruction manual CZ
0458 854 127 Instruction manual RU, GB
0458 854 990 Spare parts list
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi03o11a
-- 2 5 -Edition 051003
Page 26

P
-- 2 6 --
Page 27

P
-- 2 7 --
Page 28

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...