


SE
Control panel MA6
Bruksanvisning
Valid for program version 1.300458 854 170 SE 051003

1 INTRODUKTION 3...................................................
1.1 Gör detta först 3............................................................
1.2 Inställningspanelens arbetssätt 4..............................................
1.3 Inställningspanel 4..........................................................
1.4 Symboler i display 5.........................................................
2 MENYER 5..........................................................
2.1 Huvudmeny och mätmeny 5..................................................
2.2 Valmeny 5..................................................................
2.3 Menystruktur 6..............................................................
3 MIG/MAG--SVETSNING 8.............................................
3.1 Inställningar 8..............................................................
4 MMA--SVETSNING 13.................................................
4.1 Inställningar 13..............................................................
5 KOLBÅGSMEJSLING 14..............................................
5.1 Inställningar 14..............................................................
6 GENERELLA FUNKTIONER 15.........................................
6.1 Fjärrdon 15..................................................................
6.2 Inställningar 15..............................................................
7 MINNESHANTERING 16...............................................
7.1 Lagra svetsdata 16...........................................................
7.2 Återkalla svetsdata 17........................................................
7.3 Radera svetsdata 18..........................................................
8 LÅSKOD 18..........................................................
9 FELKODER 19........................................................
9.1 Felkodslista 19...............................................................
9.2 Beskrivning av felkoder 20.....................................................
10 RESERVDELSBESTÄLLNING 23.......................................
SCHEMA 24.............................................................
BESTÄLLNINGSNUMMER 25.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
TOCs
-- 2 --
SE
1 INTRODUKTION
Manualen beskriver handhavandet av inställningspanel MA6.
För allmän information om drift se strömkällans respektive trådmatarenhetens
bruksanvisning.
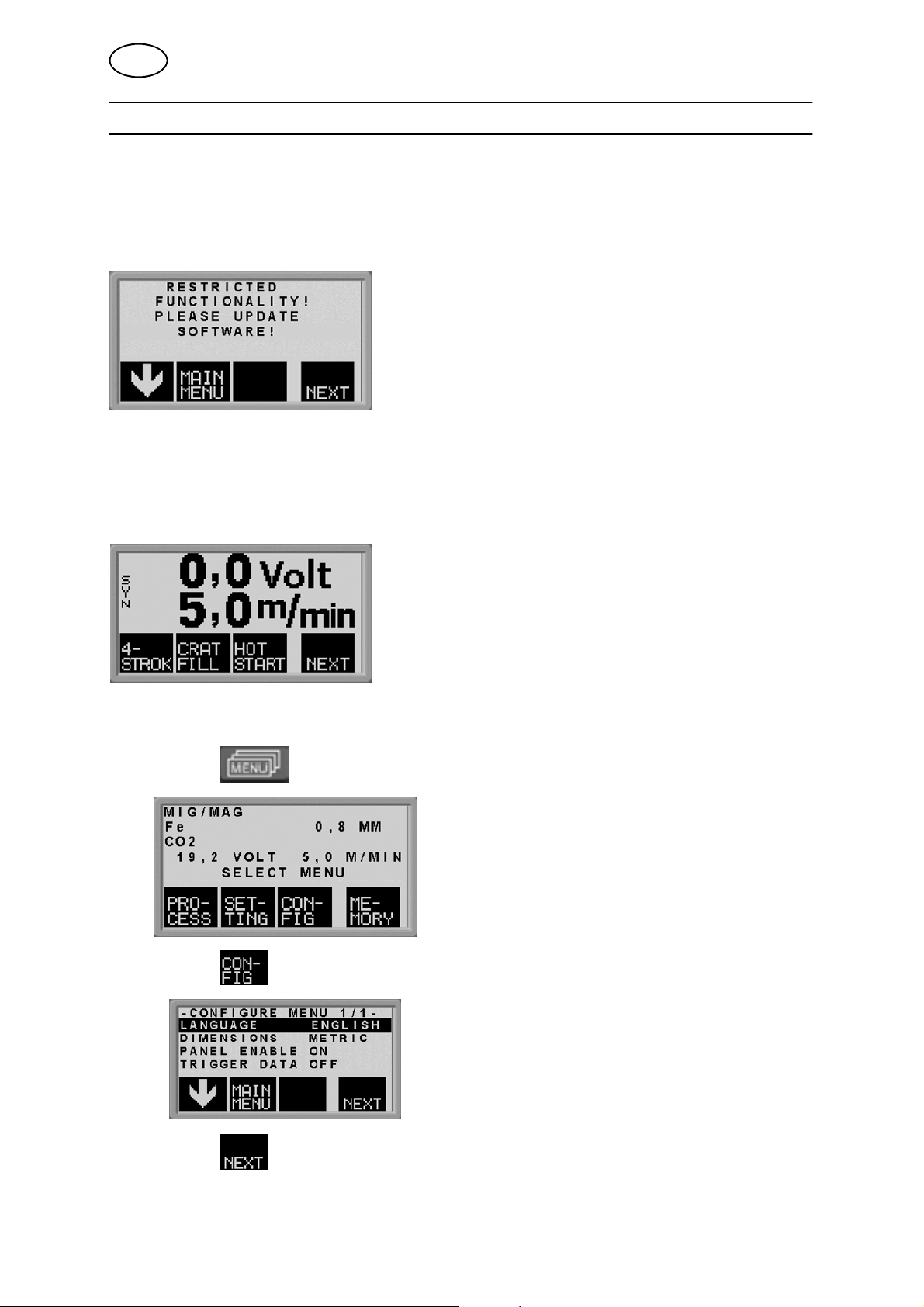
Om denna varningstexten dyker upp i displayen betyder det att maskinen inte stödjer
funktionen.
Kontakta auktoriserad ESAB servicetekniker för att få en uppgradering av
programvaran.
1.1 Gör detta först
Denna meny syns i displayen första gången man startar maskinen.
Vid leverans är inställningspanelen inställd på engelska och för att välja ditt språk
gör på följande sätt.
S Tryck på för att komma in i valmenyn.
S Tryck på för att komma in i konfigurationsmenyn.
S Tryck på (den mjuka knappen längst till höger under displayen) tills r ätt
språk visas i displayen.
bi03ints1
-- 3 --

SE
1.2 Inställningspanelens arbetssätt
Inställningspanelen kan sägas bestå av två enheter: arbetsminnet och
svetsdataminnet.
Lagra
Arbetsminne Svetsdataminne
Återkalla
I arbetsminnet skapar man en komplett uppsättning svetsdatainställningar som kan
lagras i svetsdataminnet.
Vid svetsning är det alltid innehållet i arbetsminnet som styr processen. Det är därför
också möjligt att återkalla en svetsdatauppsättning frå n svetsdataminnet till
arbetsminnet.
Observera att arbetsminnet alltid innehåller senast inställda svetsdatainställningar.
De kan vara återkallade från svetsdataminnet eller individuellt ändrade inställningar.
Arbetsminnet är med andra ord aldrig tomt eller “nollställt”
1.3 Inställningspanel
1 Display
2 Ratt för inställning av spänning
3 Ratt för inställning av trådmatningshastig-
het och ström
4 Mjuka knappar (funktionsknappar)
5 ”MENU”--knapp
Mjuka knappar
Knappar med olika funktioner beroende på vilken undermeny du befinner dig i. Den
aktuella funktionen för dessa knappar framgår av texten i displayens nedre rad (när
funktionen är aktiv indikeras detta med en vit prick bredvid texten).
“MENU”--knapp
Med denna knapp kommer man till valmenyn (se under punkt 2.2) om man är i
huvudmenyn i annat fall backar man tillbaka ett steg.
bi03ints1
-- 4 --

SE
1.4 Symboler i display
Tillbaka till huvudmenyn
Förflytta markören nedåt till en ny inställningsparameter.
Byta funktion för den raden som är markerad
Öka ett värde Minska ett värde
2 MENYER
Inställningspanelen använder flera olika menyer. Menyerna är huvud--, mät--, val--,
process--, inställnings--, konfigurations-- och minnesmeny. Under uppstart visas även
en uppstartsbild med information om vilken panel det är och vilken programversion
som gäller.
2.1 Huvudmeny och mätmeny
Huvudmenyn kommer alltid fram direkt efter uppstart.
Menyn visar de värden som är inställda. Om man är i
huvudmenyn när man börjar svetsa skiftar den automatiskt
över till att visa uppmätta värden (Mätmeny). De uppmätta
värdena finns kvar i displayen även efter det att svetsningen
avslutats.
Man kan gå till andra m enyer utan att tappa mätvärdena.
Det är först när man vrider på någon ratt eller byter svetsmetod som man visar
inställningsvärden istället för uppmätta värden.
2.2 Valmeny
I valmenyn väljer man vilken undermeny man vill gå till:
process-- inställnings-- konfigurations-- eller minnesmenyn.
Processmeny
Här kan man byta
svetsprocess,
materialtyp mm.
Konfigurationsmeny
Här kan man byta
språk, måttenhet mm.
Inställningsmeny
Här kan man välja
inställning av olika
svetsdata till exempel
för gasförströmning,
varmstartstid,
kraterfyllnadstid mm.
Minnesmeny
I minnesmenyn kan
man lagra, återkalla
och radera olika
inställda svetsdata.
Svetsdata kan lagras i
tio olika minnespositioner.
bi03ints1
-- 5 --
Puls
MMA
MIG/MAG
MIG/MAG
Kolbågsm.
mejsling
Kolbågs--
MMA
Puls
MIG/MAG
MIG/MAG
5) Språk
5) Språk
5) Språk
Måttenhet
Aktiv panel
Måttenhet
Aktiv panel
Måttenhet
Aktiv panel
Lagra
Återkalla
Radera
Byte tr.data
MMA Kolbågsmejsling
MMA
Bågtryck
Varmstart
Puls
MIG/MAG
2/4 takt
MIG/MAG
Gasförstr.
Varmstart
Kraterfyll.
Efterbrinnt.
Gasefterst.
Punktsvets
Gasförstr.
Varmstart
Kraterfyll.
Efterbrinnt.
Gasefterst.
Punktsvets
MIG/MAG Puls
mejsling
Kolbågs--
MMA
2/4 takt
Kraterfyll. Kraterfyll.
Varmstart Varmstart Varmstart
Krypstart Krypstart
Gasspola Gasspola
Mata tråd Mata tråd
Puls
Processmeny Inställningsmeny Konfigurationsmeny Minnesmeny
MIG/MAG
4) E--diam Induktans
3) E--typ
2) Trådtyp
E--diam
Gas
Tråddiam.
MIG/MAG
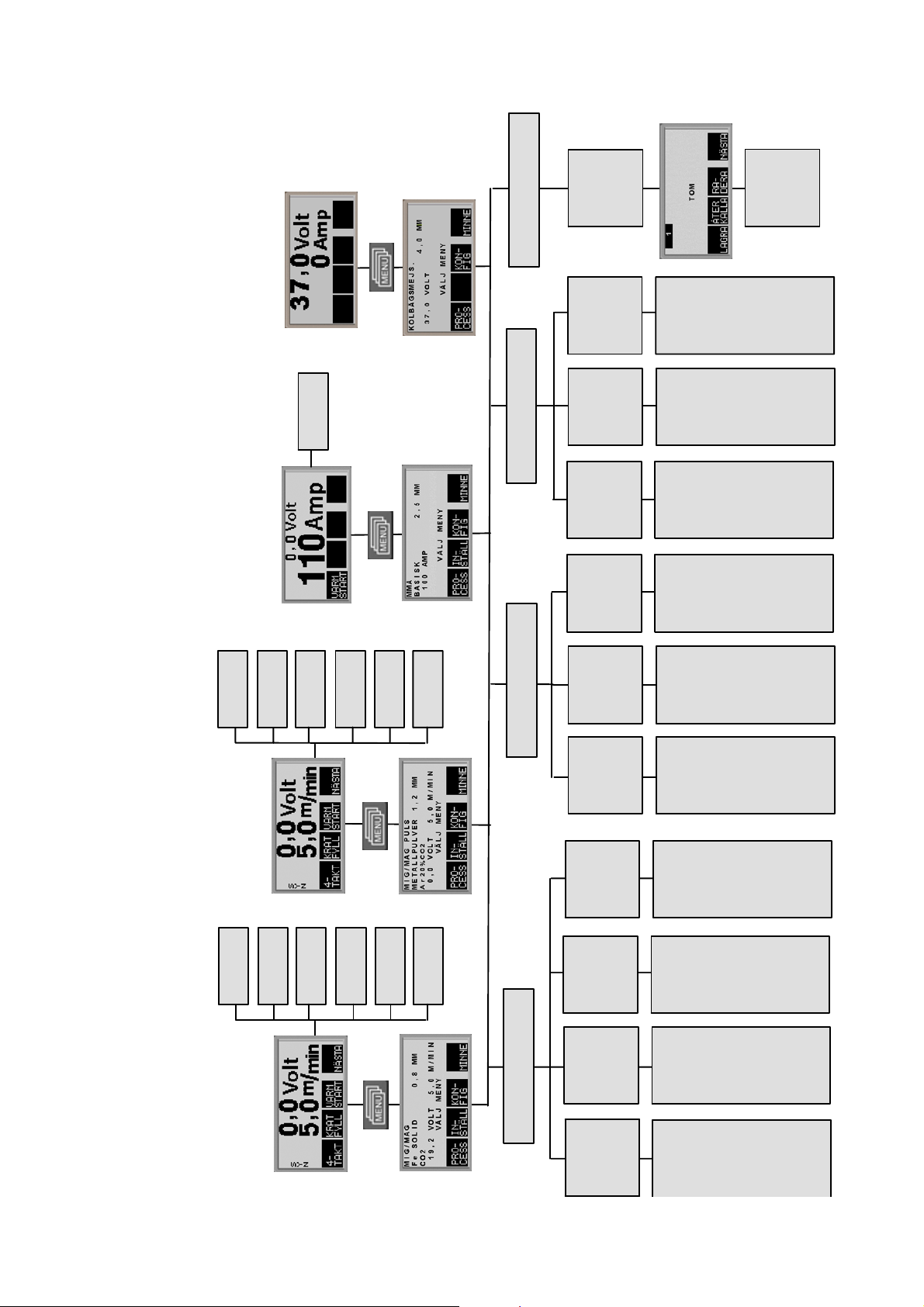
2.3 Menystruktur
bi03mens2
-- 6 --
MIG/MAG
Synergi
1) Trådtyp
Gas
Tråddiam.

SE
1) I tabellen nedan visas de tråddiametrar som kan väljas i processmenyn för MIG/MAG--svets-
ning med synergi.
Trådtyp
Låglegerad eller olegerad solid tråd (Fe) Ar + 20% CO
Rostfri solidtråd (Ss) Ar + 2%CO
Skyddsgas Tråddiameter
2
Ar + 8% CO
2
2
Ar + 3%CO21%H
1,0 1,2
1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
Magnesiumlegerad aluminiumtråd (AlMg) Ar 1,2 1,6
Kisellegerad aluminiumtråd (AlSi) Ar 1,2 1,6
Metallpulverfylld rörtråd (Fe) Ar + 20% CO
Rutil fluxfylld rörtråd (Fe) Ar + 20% CO
Basisk fluxfylld rörtråd (Fe) Ar + 20% CO
2
2
2
1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
2) I tabellen nedan visas de trådiametrar som kan väljas i processmenyn för MIG/MAG--pulsning.
Trådtyp
Låglegerad eller olegerad solid tråd (Fe) Ar + 20% CO
Skyddsgas Tråddiameter
1,0 1,2
1,0 1,2
Ar + 8% CO
2
2
Rostfri solidtråd (Ss) Ar + 2%CO
Ar + 3%CO21%H
2
0,8 1,0 1,2
0,8 1,0 1,2
Magnesiumlegerad aluminiumtråd (AlMg) Ar 1,0 1,2 1,6
Kisellegerad aluminiumtråd (AlSi) Ar 1,0 1,2 1,6
3) I tabellen nedan visas de elektroddiametrar som kan väljas i processmenyn för
MMA--svetsning.
Elektrodtyp
Elektroddiameter
Basisk 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutil 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Cellulosa 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) Följande elektroddiametrar kan väljas i processmenyn för kolbågsmejsling:
4,0 5,0 6,0 7,0 8,0
5) Den text som presenteras i inställningspanelen finns tillgänglig på följande språk:
Svenska, danska, norska, finska, engelska, tyska, holländska, franska, spanska, italienska,
portugisiska, polska, tjeckiska, ungerska, turkiska och amerikanska.
bi08tabs3
-- 7 --
SE
3 MIG/MAG--SVETSNING
Vid MIG/MAG--svetsning smälter en ljusbåge en kontinuerligt frammatad tråd, smältan
skyddas av en skyddsgas.
Pulsning används för att påverka överföring av dropparna från ljusbågen så att den blir
stabil och sprutfri även vid låga svetsdata.
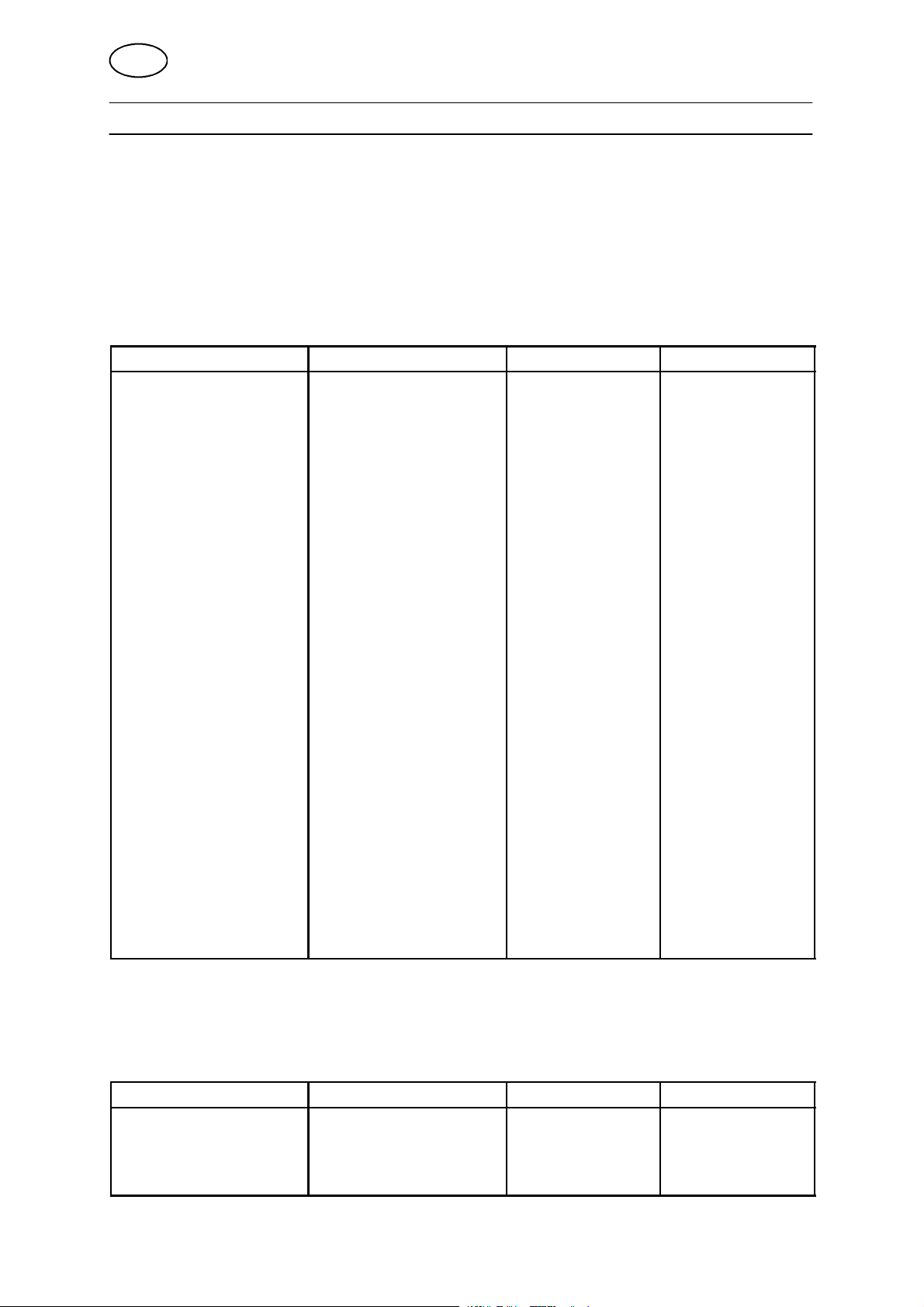
3.1 Inställningar
MIG/MAG--svetsning utan pulsning
Inställningar Inställningsområde Inställningssteg Värde vid leverans
2/4--takt
Kraterfyllnad FRÅN eller TILL -- FRÅN
Kraterfyllnadstid 0--5s 0,1 s 1,0 s
Varmstart “Hotstart” FRÅN eller TILL -- FRÅN
Varmstarttid “Hotstarttid” 0--10s 0,1 s 1,5 s
Krypstart FRÅN eller TILL -- TILL
Gasspolning
Kalltrådsmatning -- -- -Synergi FRÅN eller TILL -- TILL
Induktans 0 -- 100 1 70
Gasförströmning 0,1 -- 25 s 0,1 s 0,1 s
Efterbrinntid 0--0,35s 0,01 s 0,10 s
Gasefterströmning 0,1 -- 20 s 1s 1s
Punktsvetsning AV eller PÅ -- AV
Punktsvetsningstid 0,1 -- 25 s 0,1 s 0,1 s
Spänning 8--60 0,25 (visas med en
Trådmatningshastighet 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Byte av triggerdata EJ AKTIV,
Måttenhet METRISK eller TUM -- METRISK
Aktiv panel AV eller PÅ -- PÅ
Spara automatiskt
AVC--matarenhet
Gränsvärden
Låskod
1)
Dessa funktioner går inte att ändra under pågående svetsning.
2)
Synergilinjen vid leverans: solid tråd (Fe), skyddsgas CO2med tråd 0.8 mm.
3)
Kontakta auktoriserad ESAB servicetekniker för att få denna funktion aktiverad.
1)
1)
3)
3)
3)
3)
2--takt eller 4--takt -- 2--takt
-- -- --
synergiavvikelse
decimal)
-- EJ AKTIV
M / U BÅGE eller
U BÅGE
AV eller PÅ -- AV
AV eller PÅ -- AV
AV eller PÅ -- AV
AV eller PÅ -- AV
¦ 0
2)
MIG/MAG--svetsning med pulsning
Inställningar Inställningsområde Inställningssteg Värde vid leverans
2/4--takt
Kraterfyllnad FRÅN eller TILL -- FRÅN
Kraterfyllnadstid 0--5s 0,1 s 1,0 s
Varmstart “Hotstart” FRÅN eller TILL -- FRÅN
bi08migs4
1)
2--takt eller 4--takt -- 2--takt
-- 8 --

SE
Inställningar Värde vid leveransInställningsstegInställningsområde
Varmstarttid “Hotstarttid” 0--10s 0,1 s 1,5 s
Krypstart FRÅN eller TILL -- TILL
Gasspolning
Kalltrådsmatning -- -- -Gasförströmning 0,1 -- 25 s 0,1 s 0,1 s
Efterbrinntid 0--0,35s 0,01 s 0,10 s
Gasefterströmning 0--20s 1s 1s
Punktsvetsning AV eller PÅ -- AV
Punktsvetsningstid 0,1 -- 25 s 0,1 s 0,1 s
Spänning 8--60 0,25 (visas med en
Trådmatningshastighet 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Byte av triggerdata EJ AKTIV,
Måttenhet METRISK eller TUM -- METRISK
Aktiv panel AV eller PÅ -- PÅ
Spara automatiskt
AVC--matarenhet
Gränsvärden
Kodlås
1)
) Dessa funktioner går inte att ändra under pågående svetsning.
2)
Kontakta auktoriserad ESAB servicetekniker för att få denna funktion aktiverad.
Synergilinjen vid leverans: solid tråd (Fe), skyddsgas Ar 8% CO
1)
2)
2)
2)
2)
-- -- --
synergiavvikelse
decimal)
-- EJ AKTIV
M / U BÅGE eller
U BÅGE
AV eller PÅ -- AV
AV eller PÅ -- AV
AV eller PÅ -- AV
AV eller PÅ -- AV
med tråd 1.0 mm.
2
¦ 0
2 --takt
Gasförströmning
Funktioner vid 2--taktsmanövrering av pistolkontakten.
Varm
start
Svetsning Krater-
fylln.
Gasefterströmning
Vid 2--takt startar eventuell gasförströmning när pistolkontakten trycks in (1).
Därefter startar svetsprocessen. När kontakten släpps upp (2) påbörjas eventuell
kraterfyllnad och svetsningen avbryts helt och eventuell gasefterströmning startar.
TIPS! Om pistolkontakten trycks in igen under kraterfyllnad kan man förlänga
svetsningen med kraterfyllnadens slutdata under valfri tid (streckade linjen).
Kraterfyllnaden kan även avbrytas genom att kontakten snabbt återigen tr ycks in och
släpps under pågående kraterfyllnad.
-- Aktivering av 2--takt utförs i huvudmenyn.
bi08migs4
-- 9 --
SE
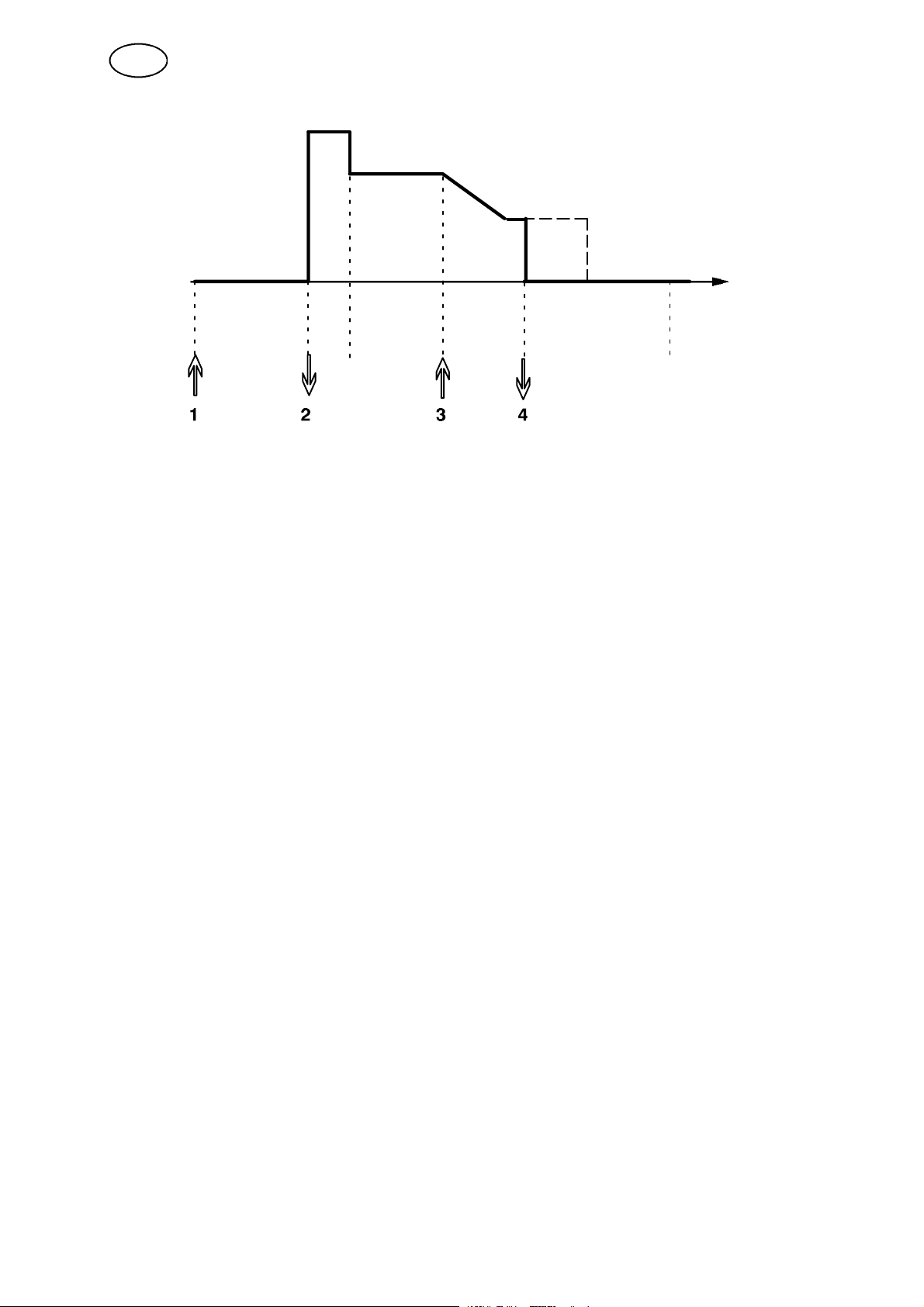
4 --takt
Gasförströmning
Funktioner vid 4--taktsmanövrering av pistolkontakt.
Varm
start
Svetsning Krater-
fylln.
Gasefterströmning
Vid 4--takt startar gasförstr ömning när pistolkontakten trycks in (1). När
pistolkontakten släpps upp (2) star tar svetsprocessen. När kontakten åter trycks in
(3) påbörjas eventuell kraterfyllnad och svetsdata sänks till ett lägre värde. När
pistolkontakten släpps (4) avbryts svetsningen helt och eventuell gasefterströmning
startar.
TIPS! Kraterfyllnaden upphör när pistolkontakten släpps upp. Hålls kontakten istället
intryckt längre tid fortsätter svetsning med kraterfyllnadens slutdata (streckade
linjen).
-- Aktivering av 4--takt utförs i huvudmenyn.
Kraterfyllnad
Kraterfyllnad gör det lättare att undvika porer, varmsprickor och kraterbildning i
arbetsstycket vid svetsslut.
-- Inställningen av kraterfyllnadstid utförs i inställningsmenyn.
V armstart “Hot start”
Varmstart “Hot start” ökar svetsströmmen under en inställbar tid i början av svetsför-loppet, detta minskar risken för bindfel i början av svetsfogen.
-- Inställning av varmstartstid utförs i inställningsmenyn.
Krypstart
Krypstart innebär att tråden ma tas med 50 % av inställd hastighet tills dess den får
elektrisk kontakt med arbetstycket.
-- Aktivering av krypstart utförs i huvudmenyn.
Gasspola
Gasspolningsfunktionen används vid mätning av gasflödet eller för att spola
gasslangarna rena från eventuell luft och fukt innan svetsningen påbörjas.
Gasspolningen pågår så länge knappen hålls intryckt och utförs utan att spänning
och trådmatning går igång.
-- Aktivering av gasspolning utförs i huvudmenyn.
bi08migs4
-- 1 0 --

SE
Kalltrådsmatning
Kalltrådsmatning används när man vill mata fram tråd utan att svetsspänningen går
till. Tråden matas så länge knappen hålls intryckt.
-- Aktivering av kalltrådsmatning utförs i huvudmenyn.
Synergi
Varje kombination av trådtyp, tråddiameter och gasmix kräver sitt unika förhållande
mellan trådmatningshastighet och spänning (ljusbågslängd) för att erhålla en stabil
fungerande ljusbåge. Spänningen (ljusbågslängden) följer automatiskt “med” enligt
den förprogramm erade synerginlinjen du har valt, vilket gör det mycket lättare att
snabbt hitta rätt svetsparametrar. Sambandet mellan trådmatningshastighet och
övriga parametrar kallas synergilinje.
Synergi TILL:
huvudmenyn visar inställd trådmatning samt positiv
respektive negativ avvikelse från synergilinjens
spänning.
Positiv avvikelse visas med en stapel ovanför SYN,
negativ visas nedanför.
Synergi FRÅN:
huvudmenyn visar inställt värde på spänning och trådmatning.
-- Aktivering av synergi utförs i huvudmenyn.
Synerglinjepaket
Det synergilinjepaket som levereras med maskinen heter “Standard synergic lines”
och innehåller de 33 mest frekventa synergilinjerna.
Det går även att beställa andra paket av synergilinjer, men de måste installeras av
en auktoriserad ESAB servicetekniker.
Induktans
Högre induktans ger en mer utfluten svets och mindre sprut. Lägre induktans ger ett
hårdare ljud och en stabil koncentrerad ljusbåge.
-- Inställning av induktans utförs i inställningsmenyn.
Gasförströmning
Gasförströmning anger hur lång tid man vill att skyddsgasen ska strömma innan
ljusbågen tänds.
-- Inställningen av gasförströmningstid utförs i inställningsmenyn.
Efterbrinntid
Efterbrinntid är en fördröjning mellan tidpunkten då tråden börjar bromsas till dess
strömkällan stänger av svetsspänningen. En för kort efterbrinntid ger ett långt
trådutstick efter avslutad svetsning med risk för att tråden kan frysa fast i smältan.
En lång efterbrinntid ger ett kortare utstick och ökad risk för att ljusbågen ska brinna
upp i kontaktmunstycket.
-- Inställningen av efterbrinntid utförs i inställningsmenyn.
bi08migs4
-- 1 1 --

SE
Gasefterströmning
Gasefterströmning anger hur lång tid man vill att skyddsgasen ska strömma efter att
ljusbågen släckts.
-- Inställningen av gasefterströmningstid utförs i inställningsmenyn.
Byte av triggerdata
Med denna funktion är det möjligt att med hjälp av en dubbelklickning på
svetspistolens avtryckare (trigger) byta till olika förinställda svetsdataalternativ.
Växlingarna sker mellan minnespositionerna 1, 2 och 3. (se under kapitel 7
“minneshantering”) Om det inte finns någon data i minnesposition 2 hoppar man
istället mellan position 1 och 3.
M / U BÅGE -- Växlingar mellan minnespositioner kan ske före, efter eller under
pågående svetsning.
U BÅGE -- Växlingar mellan minnespositioner kan endast ske före eller efter
svetsning.
-- Aktivering av triggerdatabyte utförs i konfigurationsmenyn.
AVC--matarenhet
Vid aktivering av denna funktion är det möjligt att använda en bågspänningskontrollerad matarenhet (Off--The--Arc feeder), där bågspänningen från strömkällan
används som matningsspänningen till matarenheten.
Kontakta auktoriserad ESAB servicetekniker för att få denna funktion aktiverad.
-- Aktivering av AVC-- m atarenhet utförs i konfigurationsmenyn.
Punktsvetsning
Punktsvetsning används när man vill punktsvetsa ihop tunna plåtar.
-- Aktivering och inställning av punktsvetsning utförs i inställningsmenyn.
Spänning
Ökad spänning ökar båglängden och ger en varmare och bredare sträng.
Oberoende av vilken meny som visas kan man alltid ändra inställningsvärdet på
spänning. Värdet visas i huvudmenyn eller valmenyn.
Trådmatningshastighet
Med trådmatningshastighet anges en matningshastighet (m/min) för tråden.
Oberoende av vilken meny som visas kan man alltid ändra inställningsvärdet på
trådmatningshastigheten. Värdet visas i huvudmenyn eller valmenyn.
bi08migs4
-- 1 2 --
SE
4 MMA--SVETSNING
MMA-- svetsning kallas även svetsning med belagda elektroder. När ljusbågen tänds
smälter den elektroden varvid höljet bildar skyddande slagg.
4.1 Inställningar
Inställningar Inställningsområde Inställningssteg Värde vid leverans
Varmstart “Hotstart”
Varmstarttid “Hot start” 1--30 1 10
Bågtryck “Arc force” 0--10 0,5 3
2)
Ström
Måttenhet METRISK eller TUM -- METRISK
Aktiv panel AV eller PÅ -- PÅ
Spara automatiskt
Gränsvärden
Kodlås
3)
3)
1)
3)
FRÅN eller TILL -- FRÅN
16 -- 500 A 1A 164 A
AV eller PÅ -- AV
AV eller PÅ -- AV
AV eller PÅ -- AV
1)
) Denna funktion går inte att ändra under pågående svetsning.
2)
Maximal ström beroende på vilken maskintyp som används.
3)
Kontakta auktoriserad ESAB servicetekniker för att få denna funktion aktiverad.
Synergilinjen vid leverans rutil tråd 4.0 mm.
V armstart “Hot start”
Varmstart “Hot start” ökar svetsströmmen under en inställbar tid i början av svetsför-loppet, detta minskar risken för bindfel i början av svetsfogen.
-- Inställning av varmstartstid utförs i inställningsmenyn.
Bågtryck “Arc force”
Bågtryck “Arc force” har betydelse för hur strömmen ändras vid en förändring av
båglängden. Ett lägre värde ger en lugnare ljusbåge med mindre sprut.
-- Inställning av bågtryck utförs i inställningsmenyn.
Ström
Högre ström ger en bredare och djupare inträngning i arbetsstycket.
Oberoende av vilken meny som visas kan man alltid ändra inställningsvärdet på
strömmen. Värdet visas i huvudmenyn eller valmenyn.
bi08mmas6
-- 1 3 --

SE
5 KOLBÅGSMEJSLING
Vid kolbågsmejsling används en elektrod som består av en kolstav med kopparhölje.
Mellan kolstaven och arbetsstycket bildas en ljusbåge som smälter materialet. Luft
tillförs så det smälta materialet blåses bort.
5.1 Inställningar
Inställningar Inställningsområde Inställningssteg Värde vid leverans
Elektroddiameter 4,0--8,0 mm 1mm 4,0 mm
Spänning 8--60 V 0,25 V (Visas med en
decimal.)
Elektroddiameter
Större elektroddiameter ger en bredare och djupare inträngning i arbetsstycket.
Spänning
Högre spänning ger en br edar e och djupare inträngning i arbetsstycket.
37,0 V
bi08gougings
-- 1 4 --

SE
6 GENERELLA FUNKTIONER
6.1 Fjärrdon
Aristomaskiner med inbyggd inställningspanel ska ha programversion 1.21 eller
högre för att fjärrdonet ska fungera korrekt.
Inställningspanelens uppträdande vid anslutning av fjärrdon
S Displayen fryses i den meny man står i när man ansluter fjärrdon.
Mät-- och inställningsvärdena uppdateras, men visas endast i de menyer som
värdena kan visas.
S Vid visning av en felindikeringssymbol kan man inte trycka bort den förrän
fjärrdon är bortkopplad.
S Vid 10--programsfjärrdon växlar man mellan minnespositionerna 1, 2, 3, 4, 5 6,
7, 8, 9 och 10. Är minnesposition 2 tom behålls värdena från position 1. Se
vidare under kapitel 7 “minneshantering”.
6.2 Inställningar
Aktiv panel
När ett fjärrdon är anslutet kan man ställa in ström eller spänning och trådmatning
med inställningspanelen eller fjärrdonet.
Observera: funktionen måste aktiveras innan fjärrdonet ansluts.
-- Aktivering av aktiv panel utförs i konfigurationsmenyn.
Spara automatiskt
Om en svetsdatauppsättning är återkallad från svetsdataminnet och man ändrar
inställningarna, kommer ändringarna att automatiskt lagras när man återkallar en ny
svetsdatauppsättning från minnet.
Kontakta auktoriserad ESAB servicetekniker för att få denna funktion aktiverad.
-- Aktivering av auto spara utförs i konfigurationsmenyn.
Gränsvärden
I denna funktion kan man ange max -- och minvärde för trådmatning / ström eller
spänning. Gränsvärden kan sparas i de 5 första minnespositionerna i
svetsdataminnet .
Kontakta auktoriserad ESAB servicetekniker för att få denna funktion aktiverad.
-- Aktivering av gränser utförs i konfigurationsmenyn.
Kodlås
I denna funktion kan man låsa inställningsmenyn och då kan man endast komma åt
huvudmenyn och mätmenyn, se vidare under kapitel 8 “Kodlås”.
Kontakta auktoriserad ESAB servicetekniker för att få denna funktion aktiverad.
-- Aktivering av kodlås utförs i konfigurationsmenyn.
bi08gens7
-- 1 5 --

SE
7 MINNESHANTERING
I minnesmenyn kan olika svetsdata skapade i arbetsminnet lagras. Man kan lagra
upp till 10 olika svetsdatauppsättningar.
7.1 Lagra svetsdata
S Ställ in en svetsdatauppsättning i arbetsminnet.
S Tryck på för att komma till “valmenyn” och sedan på för att
komma till aktuella inställningar.
Kontrollera att svetsdatainställningarna är korrekta.
S Tryck på för att komma till minnesmenyn.
S Tryck på tills du kommer till den minnesposition du vill lagra
svetsdatauppsättningen i, exempelvis position 2.
S Tryck på
andra minnespositionerna är tomma.
, nu finns en lagrad svetsdatauppsättning i minnesposition 2. De
bi08mins8
-- 1 6 --

SE
7.2 Återkalla svetsdata
S Tryck på för att komma till valmenyn och sedan på för att komma
till aktuella inställningar.
S Tryck på för att komma till minnesmenyn.
S Välj vilken minnesposition du vill återkalla exempelvis position 2. Tryck på
tills du kommer till position 2.
S Tryck på för att återkalla minnesposition 2. F öljande fråga kommer fram:
S Tryck på “JA” om du vill återkalla svetsdata från minnesposition 2 och ändra de
aktuella inställningarna som finns i arbetsminnet. (Om du ångrar dig tryck “NEJ”)
Denna ikon i huvudmenyn visar vilken
minnesposition som är återkallad.
bi08mins8
-- 1 7 --

SE
7.3 Radera svetsdata
S Tryck på för att komma till valmenyn och sedan på för att komma
till aktuella inställningar.
S Tryck på för att komma till minnesmenyn.
S Välj vilken minnesposition du vill radera exempelvis position 2. Tryck på
tills du kommer till position 2.
S Tryck på för att radera minnesposition 2. Följande fråga kommer fram.
S Tryck på “JA” om du vill radera svetsdata från minnesposition 2, (om du ångrar
dig tryck “NEJ”). I minnesposition 2 är det nu tomt.
8LÅSKOD
Kontakta auktoriserad ESAB servicetekniker för att få låskoden aktiverad.
S Tryck på för att komma till låskodsmenyn.
S Välj första siffran i pinkoden genom att trycka på för att komma till rätt siffra.
S Tryck på , nu är första siffran lagrad, gör på samma sätt med de
nästföljande siffrorna.
S Tryck på för att låsa upp inställningspanelen.
bi08mins8
-- 1 8 --

SE
9FELKODER
Felkoder används för att påvisa att det har uppstått ett fel i utrustningen. Den anges i
displayen som en symbol som ser ut på följande sätt:
Felkoderna uppdateras efter 3 sekunder. Den översta siffran i symbolen
beskriver vilken felkodsnummer det är, se under punkt 9.1.Den
nedersta siffran beskriver i vilken enhet felet ligger.
Ovanstående symbol visar att inställningspanelen (0) har tappat kontakten med
strömkällan.
Har flera fel detekterats, visas endast koden för det sist inträffade felet.
För att få bort symbolen från displayen tryck på någon funktionsknapp.
Symbolen har ett fast eller ett blinkande sken beroende på feltyp.
Blinkande symbol markeras med “o” i felkodslistan.
9.1 Felkodslista
0 = inställningspanel 3 = trådmatarenhet
1 = kylaggregat 4 = fjärrdon
2 = strömkälla
Fel-
Beskrivning 0 1 2 3 4
kod
1 Minnesfel EPROM x x x x x
2 Minnesfel RAM x x x x
3 Minnesfel extern RAM x x
4 Matningspänning 5V x x
5 Hög likmellanspänning x
6 Hög temperatur x x
8 Matningspänning 1* x x x x x
9 Matningspänning 2* x x x
10 Matningspänning 3* x
11 Trådhastighetsservo x
12 Kommunikationsfel (varning) x x x x x
14 Kommunikationsfel (busoff) x x
15 Förlorade meddelanden x x x x
16 Hög tomgångsspänning x
17 Förlorat kontakten med matarenheten o
18 Förlorat kontakten med strömkällan o
19 Felaktiga inställningsvärden i extern RAM x
20 Minnesalokeringsfel x
22 Spill i sändarbuffer x x
23 Spill i mottagarbuffer x x
26 Watch dog x x x
27 Slut på tråd o
28 Spill i stacken x x x x
29 Inget vattenflöde o
bi08fels9
-- 1 9 --

SE
Felkod
31 Inget svar från displayenheten x
32 Inget gasflöde o
Enhet Spänning 1* Spänning 2* Spänning 3*
Kylaggregat +24V
Inställningspanel +3 V
Strömkälla +15 V --15V +24V
Trådmatarenhet 30/48--4
Trådmatarenhet 30L--4
Fjärrdon +12 V +10 V
+15 V
+15 V
+ 20V
+ 60V
9.2 Beskrivning av felkoder
Felkod Beskrivning
1 Programminnesfel (EPROM)
Programminnet är skadat.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
2 Fel i mikroprocessorns RAM
Mikroprocessorn klarar inte av att skriva/läsa till det interna minnet.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
3 Fel i externt RAM
Mikroprocessorn klarar inte av att skriva/läsa till det externa minnet.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
4 Spänningsfall i 5 V matningsspänning
Matningsspänningen är för låg.
Pågående svetsprocess stoppas och start förhindras.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
5 Likmellanspänning utanför gränsvärde
Spänningen är för hög eller för låg. För hög spänning kan bero på kraftfulla transienter på
nätet eller svagt nät (hög induktans i nätet eller en fas borta).
Strömkällan stoppas och kan ej startas.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
6 Hög temperatur
Temperaturvakt har löst ut.
Pågående svetsprocess stoppas och det går ej att starta förrän temperaturvakten har sla-
git till igen.
Åtgärd: Kontrollera att kylluftsintaget / utsläppet ej är igensatt eller nedsmutsat. Kontrolle-
ra även att arbetscykeln, så att den ej överskrider märkdata.
8 Matningsspänning +24V, (kylaggregat)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
43210Beskrivning
bi08fels9
-- 2 0 --

SE
Felkod Beskrivning
8 Låg batterispänning+3V, (inställningspanel)
För låg batterispänning. Om inte batteriet byts så försvinner all lagrad data.
Inga funktioner spärras av detta fel.
Åtgärd: Tillkalla servicetekniker för byte av batteri.
8 Matningsspänning +15V, (matarenhet och strömkälla)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
8 Matningsspänning +13V, (fjärrdon)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
9 Matningsspänning --15V, (strömkälla)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
9 Matningsspänning +20V, +60V, (matarenhet)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
9 Matningsspänning +10V, (fjärdon)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
10 Matningsspänning +24V
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
11 Trådhastighet
Trådhastigheten avviker från inställt värde.
När felet uppstår stannar trådmatningen.
Åtgärd: Tillkalla servicetekniker.
12 Kommunikationsfel (varning)
Belastningen på systemets CAN--buss är tillfälligt för hög.
Strömkälla / matarenhet kan ha förlorat kontakten med inställningspanelen.
Åtgärd: Se över utrustningen så att endast en matarenhet eller fjärrdon är inkopplad.
Kvarstår felet, tillkalla servicetekniker.
14 Kommunikationsfel
Systemets CAN--buss har tillfälligt upphört att fungera på grund av för hög belastning.
Pågående svetsprocess stoppas.
Åtgärd: Se över utrustningen så att endast en matarenhet eller fjärrdon är inkopplad.
Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
15 Förlorade meddelanden
Mikroprocessorn klarar inte av att bearbeta inkommande meddelanden i tillräckligt hög takt
och information har förlorats.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
16 Hög tomgångsspänning
Tomgångsspänningen har varit för hög.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
bi08fels9
-- 2 1 --

SE
Felkod Beskrivning
17 Förlorat kontakten
Inställningspanelen har förlorat kontakten med matarenheten.
Pågående svetsprocess stoppas.
Åtgärd: Kontrollera kablaget. Kvarstår felet, tillkalla servicetekniker.
18 Förlorat kontakten
Inställningspanelen har förlorat kontakten med strömkällan.
Pågående svetsprocess stoppas.
Åtgärd: Kontrollera kablaget. Kvarstår felet, tillkalla servicetekniker.
19 Felaktiga inställningsvärden i extern RAM
Felet detekteras om det står felaktig information i det batteriuppbackade minnet.
Åtgärd: Felet åtgärdar sig själv, men lagrad data i aktuell minnesposition försvinner.
20 Minnesalokeringsfel
Mikroprocessorn klarar inte att reservera tillräckligt med minne.
Felet kommer att orsaka felkod 26.
Åtgärd: Tillkalla servicetekniker.
22 Spill i sändarbuffer
Inställningspanelen hinner inte sända information till de andra enheterna i tillräcklig hög
takt.
Åtgärd: Spänningsfrånslag krävs för återställning.
23 Spill i mottagarbuffer
Inställningspanelen hinner inte bearbeta information från de andra enheterna i tillräcklig
hög takt.
Åtgärd: Spänningsfrånslag krävs för återställning.
26 Watchdog
Något har förhindrat processorn att utföra sina normala uppgifter i programmet.
Programmet startas om automatiskt. Pågående svetsprocess kommar att stoppas. Inga
funktioner spärras av detta fel.
Åtgärd: Upprepas felet, tillkalla servicetekniker.
27 Slut på tråd (matarenhet)
Trådmatarenheten matar inte fram någon tråd. Pågående svetsprocess kommer att stoppas och förhindrar svetsstart.
Åtgärd: Fyll på ny tråd.
28 Spill i stacken
Programexekveringen fungerar inte.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
29 Inget vattenföde
Flödesvakten har löst ut.
Pågående svetsprocess stoppas och start förhindras.
Åtgärd: Kontrollera kylvattenkrets och pump.
31 Inget svar från displayenheten
Mikroprocessorn har inte kontakt med displaykortet.
Åtgärd: Tillkalla servicetekniker.
32 Inget gasföde
Gasflödet har underskridit 6 l/min. Start förhindras.
Åtgärd: Kontrollera gasventil, slangar och kopplingar.
bi08fels9
-- 2 2 --

SE
10 RESERVDELSBESTÄLLNING
OBS!
Samtliga garantiåtaganden från leverantören upphör att gälla om kunden själv under
garantitiden gör ingrepp i produkten för att åtgärda eventuella fel.
Reservdelar beställs genom närmaste ESAB--representant, se sista sidan på denna
publikation.
bi08fels9
-- 2 3 --

Schema
bi03e11a
-- 2 4 --

Control panel MA6
Beställningsnummer
Ordering no. Denomination
0458 535 886 Control panel MA6
0458 854 170 Instruction manual SE
0458 854 171 Instruction manual DK
0458 854 172 Instruction manual NO
0458 854 173 Instruction manual FI
0458 854 174 Instruction manual GB
0458 854 175 Instruction manual DE
0458 854 176 Instruction manual FR
0458 854 177 Instruction manual NL
0458 854 178 Instruction manual ES
0458 854 179 Instruction manual IT
0458 854 180 Instruction manual PT
0458 854 181 Instruction manual GR
0458 854 182 Instruction manual PL
0458 854 183 Instruction manual HU
0458 854 184 Instruction manual CZ
0458 854 127 Instruction manual RU, GB
0458 854 990 Spare parts list
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi03o11a
-- 2 5 -Edition 051003

P
-- 2 6 --

P
-- 2 7 --
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...