


NL
Control panel MA6
Gebruiksaanwijzing
Valid for program version 1.300458 854 177 NL 051003

1 INLEIDING 3.........................................................
1.1 Doe dit eerst 3..............................................................
1.2 Werking bedieningspaneel 4..................................................
1.3 Bedieningspaneel 4.........................................................
1.4 Symbolen op het display 5....................................................
2 MENU’S 5...........................................................
2.1 Het hoofdmenu en het metingenmenu 5........................................
2.2 Het selectiemenu 5..........................................................
2.3 Menustructuur 6............................................................
3 MIG/MAG--LASSEN 8................................................
3.1 Instellingen 8...............................................................
4 MMA--LASSEN 13.....................................................
4.1 Instellingen 13...............................................................
5 ELEKTRISCH GUTSEN 14.............................................
5.1 Instellingen 14...............................................................
6 ALGEMENE FUNCTIES 15.............................................
6.1 Afstandsbediening 15.........................................................
6.2 Instellingen 15...............................................................
7 GEHEUGENBEHEER 16...............................................
7.1 Lasgegevens opslaan 16......................................................
7.2 Lasgegevens oproepen 17....................................................
7.3 Lasgegevens wissen 18.......................................................
8 PINCODE BLOKK 18..................................................
9 FOUTCODES 19......................................................
9.1 Foutcodelijst 19..............................................................
9.2 Beschrijvingen foutcodes 20...................................................
10 RESERVEONDERDELEN BESTELLEN 23...............................
SCHEMA 24.............................................................
BESTELNUMMER 25.....................................................
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
TOCh
-- 2 --

NL
1 INLEIDING
Deze handleiding beschrijft het gebruik van het MA6--bedieningspaneel.
Algemene informatie over de werking van de stroombron en de draadaanvoereenheid vindt u in de bijbehorende handleiding.
Als deze waarschuwing in het display verschijnt, betekent dit dat de stroombron
deze functie niet ondersteunt.
Neem voor een software--update contact op met een erkende ESAB--technicus
1.1 Doe dit eerst
Als u de stroombron voor de eerste keer inschakelt, verschijnt dit hoofdmenu op het
display.
Bij aflevering zijn het bedieningspaneel en het display ingesteld op Engels. In het
bedieningspaneel zijn 14 talen opgeslagen: zo kunt u uw taal instellen.
S Druk op voor het eerste selectiemenu.
S Druk op voor het configuratiemenu.
S Druk op (dit is de knop rechts onder het display) tot de gewenste taal op
het display verschijnt.
bi03inth1
-- 3 --

NL
1.2 Werking bedieningspaneel
Het bedieningspaneel bestaat uit twee eenheden: het primaire geheugen en het
geheugen met de lasgegevens.
Opslaan
Primair geheugen Geheugen lasgegevens
Oproepen
In het primaire geheugen wordt een volledige reeks lasinstellingen aangemaakt die
kan worden opgeslagen in het geheugen voor de lasgegevens.
Tijdens het lassen bestuurt de inhoud van het primaire geheugen het lasproces. Het
is dan ook mogelijk lasinstellingen van het geheugen met lasgegevens via het
primaire geheugen op te roepen.
Het primaire geheugen bevat altijd de meest recente lasgegevens. Dit kunnen
instellingen uit het geheugen met lasgegevens zijn of instellingen die u zelf hebt
aangepast. Het primaire geheugen is dus nooit leeg en wordt nooit “gereset.”
1.3 Bedieningspaneel
1 Display
2 Knop voor instelling van de spanning
3 Knop voor instelling van de draadtoevoers-
nelheid en de stroom
4 Drukknoppen (functietoetsen)
5 MENU--knop
Drukknoppen
De functie van deze knoppen is afhankelijk van het op het display afgebeelde
submenu. De specifieke functie van iedere knop wordt weergegeven door de tekst in
de onderste regel van het display. (Een witte stip naast de tekst geeft aan dat de
knop actief is.)
MENU--drukknop
Deze drukknop brengt u naar het selectiemenu (zie paragraaf <>) als u zich in het
hoofdmenu bevindt. Als u zich in een ander menu bevindt, kunt u met deze knop
naar het vorige menu gaan.
bi03inth1
-- 4 --

NL
1.4 Symbolen op het display
Terug naar het hoofdmenu.
De cursor naar beneden verplaatsen voor een nieuwe parameter.
De functie in de geselecteerde regel wijzigen.
De waarde verhogen. De waarde verlagen.
2MENU’S
Het bedieningspaneel heeft verschillende menu’s: het hoofmenu, het metingenmenu,
het selectiemenu, het procesmenu, het instelmenu, het configuratiemenu en het
geheugenmenu. Bij het inschakelen verschijnt er op het display een startscherm met
informatie over het soort bedieningspaneel en de versie van de gebruikte software.
2.1 Het hoofdmenu en het metingenmenu
Het hoofdmenu verschijnt altijd meteen na het inschakelen
en toont de ingestelde waarden. Als u zich in het
hoofdmenu bevindt als u begint met lassen, verandert het
menu automatisch om de gemeten waarden weer te geven
(het metingenmenu). De gemeten waarden blijven zichtbaar
op het display, ook als u stopt met lassen. Verdraai de
knoppen om terug te keren naar het hoofdmenu.
U krijgt toegang tot andere m enu’s zonder de gemeten waarden te verliezen.
Alleen als een knop wordt verdraaid of de lasmethode wordt gewijzigd, wor den de
ingestelde in plaats van de gemeten waarden weergegeven.
2.2 Het selectiemenu
Via het selectiemenu kunt u het volgende gewenste menu
kiezen: procesmenu, instelmenu, configuratiemenu of
geheugenmenu.
Procesmenu
Gebruik dit menu
om het lasproces, soort
materiaal etc. te
wijzigen.
Configuratiemenu
Gebruik dit menu
voor het wijzigen
vandetaal,de
maateenheden
etc.
Instelmenu
Gebruik dit menu voor
het instellen van de
lasparameters, zoals
gasvoorstroom, hot
start--tijd, kratervultijd etc.
Geheugenmenu
Gebruik dit menu voor
het opslaan, oproepen
en/of wissen van
verschillende opgeslagen
lasinstellingen. Er zijn
tien geheugenposities
voor het opslaan van
lasgegevens.
bi03inth1
-- 5 --
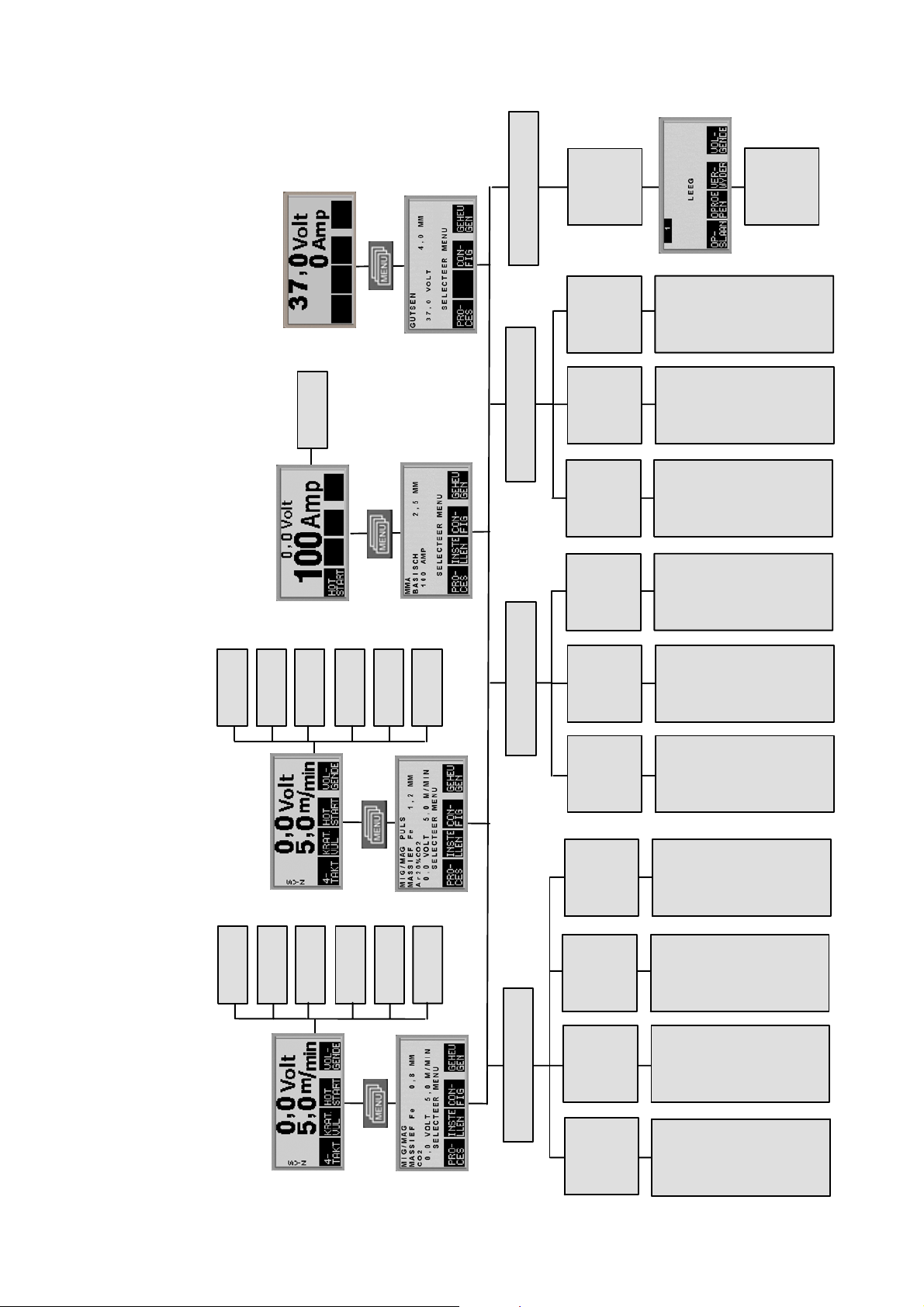
Puls
MMA
MIG/MAG
Gutsen
MIG/MAG
5) Taal
Maateenhe
Paneel aan
MMA Gutsen
5) Taal
Maateenhe
Paneel aan
Pulsed
MIG/MAG
MIG/MAG
5) Taal
Maateenhe
Paneel aan
Dataswitch
Opslaan
Oproepen
Verwyder
MMA Gutsen
MMA
Arc force
Hot start
Pulsed
2/4 takt
MIG/MAG
Gasvoorst
Hot start
Kratervul
Terugbran
Gasnastr.
Proplassen
Gasvoorst
Hot start
Kratervul
Terugbran
Gasnastr.
Proplassen
MIG/MAG Puls
4) El--diam Smoorspo
MMA Gutsen MIG/MAG
2/4 takt
Krat.vul. Krat.vul.
Hot start Hot start Hot start
Kruipstart Kruipstart
Gas spoel Gas spoel
Draaddoor Draaddoor
Puls
Procesmenu Instelmenu Configuration menu Geheugenmenu
MIG/MAG
3) El--type
2) Lasdraa
El--diam
Gassoort
Dr. diam.
MIG/MAG
2.3 Menustructuur
bi03menh2
-- 6 --
MIG/MAG
Synergic
1) Lasdraa
Gassoort
Dr. diam.

NL
1) In onderstaande tabel staan de elektrodediameters die geselecteerd kunnen worden in het
procesmenu voor MIG/MAG--synergielassen.
Draadsoort
Laaggelegeerde of niet--gelegeerde massieve
draad (Fe)
RVS massieve draad (Ss) Ar + 2%CO
Magnesium--gelegeerde aluminium draad
Beschermgas Draaddiameter
Ar + 20% CO
Ar + 8% CO
2
2
2
Ar + 3%CO21%H
1,0 1,2
1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
Ar 1,2 1,6
(AlMg)
Siliconen--gelegeerde aluminium draad (AlSi) Ar 1,2 1,6
Metaal--gevulde lasdraad (Fe) Ar + 20% CO
Rutiel poeder--gevulde draad (Fe) Ar + 20% CO
Basische poeder--gevulde lasdraad (Fe) Ar + 20% CO
2
2
2
1,2 1,4 1,6
1,2
1,2 1,4 1,6
2) In onderstaande tabel staan de elektrodediameters die geselecteerd kunnen worden in het
menu voor pulserend MIG/MAG-- lassen.
Draadsoort
Laaggelegeerde of niet--gelegeerde massieve
draad (Fe)
Beschermgas Draaddiameter
Ar + 20% CO
Ar + 8% CO
2
2
1,0 1,2
1,0 1,2
RVS massieve draad (Ss) Ar + 2% CO
Ar + 3%CO21%H
Magnesium--gelegeerde aluminium draad
Ar 1,0 1,2 1,6
2
0,8 1,0 1,2
0,8 1,0 1,2
(AlMg)
Siliconen--gelegeerde aluminium draad (AlSi) Ar 1,0 1,2 1,6
3) In onderstaande tabel staan de elektrodediameters die geselecteerd kunnen worden in het
MMA--procesmenu.
Elektrodetype
Elektrodediameter
Basisch 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutiel 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Cellulose 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) Folgende elektrodediameters die geselecteerd kunnen worden in het Gutsen
4,0 5,0 6,0 7,0 8,0
5) De displaytekst is beschikbaar in de volgende talen:
Zweeds, Deens, Noors, Fins, Engels, Duits, Nederlands, Frans, Spaans, Italiaans, Portugees,
Pools, Tsjechisch, Hongaars, Turks en Amerikaans Engels.
bi08tabh3
-- 7 --
NL
3 MIG/MAG--LASSEN
Bij MIG/MAG --lassen smelt de boog een gevulde draad (de elektrode) die tijdens het
lassen constant wordt aangevoerd en het lasbad wordt beschermd door een
beschermgas.
De pulserende stroom beïnvloedt de overdracht van gesmolten druppels van de draad,
om zo een stabiele boog zonder spatten te produceren, zelfs bij een lage stroom.
3.1 Instellingen
MIG/MAG-- lassen zonder pulseren
Instellingen Instellingsbereik In stappen van
Tweetakt/viertakt
Kratervulling UIT of AAN -- UIT
Kratervultijd 0--5s 0,1 s 1,0 s
Hot start UIT of AAN -- UIT
Hot start--tijd 0--10s 0,1 s 1,5 s
Kruipstart UIT of AAN -- AAN
Gassnelheid
Koude draadtoevoer -- -- -Synergie UIT of AAN -- AAN
Inductantie 0 -- 100 1 70
Gasvoorstroomtijd 0,1 -- 25 s 0,1 s 0,1 s
Nabrandtijd (Burn back time) 0--0,35s 0,01 s 0,10 s
Gasnastroomtijd 0,1 -- 20 s 1s 1s
Proplassen UIT of AAN -- UIT
Proplastijd 0,1 -- 25 s 0,1 s 0,1 s
Spanning 8--60 0,25 (op display we-
Draadaanvoersnelheid 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Dataswitch DISABLE,
Maateenheid METER of INCH -- METRIC
Paneel aan UIT of AAN -- AAN
Aut opslaan
Green dr.unit
Stel limit
Pin blokk
1)
Deze functies kunnen tijdens het lassen niet worden gewijzigd.
2)
Synergische lijn bij aflevering: massieve draad (Fe), beschermgas CO2met draad van 0,8 mm.
3)
Neem voor het activeren van deze functie contact op met een ESAB--technicus.
3)
3)
1)
1)
3)
3)
Tweetakt of viertakt -- Tweetakt
-- -- --
2)
afwijking synergie
ergegeven in één decimaal)
-- DISABLE
ARCONof
ARC OFF
UIT of AAN -- UIT
UIT of AAN -- UIT
UIT of AAN -- UIT
UIT of AAN -- UIT
¦ 0
MIG/MAG--lassen met pulseren
Instellingen Instellingsbereik In stappen van Standaardinstelling
Tweetakt/viertakt
Kratervulling UIT of AAN -- UIT
Kratervultijd 0--5s 0,1 s 1,0 s
bi08migh4
1)
Tweetakt of viertakt -- Tweetakt
-- 8 --

NL
Instellingen StandaardinstellingIn stappen vanInstellingsbereik
Hot start UIT of AAN -- UIT
Hot start--tijd 0--10s 0,1 s 1,5 s
Kruipstart UIT of AAN -- AAN
Gassnelheid
Koude draadtoevoer -- -- -Gasvoorstroomtijd 0,1 -- 25 s 0,1 s 0,1 s
Nabrandtijd (Burn back time) 0--35s 0,01 s 0,10 s
Gasnastroomtijd 0--20s 1s 1s
Proplassen UIT of AAN -- UIT
Proplastijd 0,1 -- 25 s 0,1 s 0,1 s
Spanning 8--60 0,25 (op display we-
Draadaanvoersnelheid 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Dataswitch DISABLE,
Maateenheid METER of INCH -- METRIC
Paneel aan UIT of AAN -- AAN
Aut opslaan
Green dr.unit
Stel limit
Pin blokk
1)
-- -- --
afwijking synergie
ergegeven in één de-
¦ 0
cimaal)
-- DISABLE
ARCONof
ARC OFF
2)
2)
2)
2)
UIT of AAN -- UIT
UIT of AAN -- UIT
UIT of AAN -- UIT
UIT of AAN -- UIT
1)
Deze functies kunnen tijdens het lassen niet worden gewijzigd.
2)
Neem voor het activeren van deze functie contact op met een ESAB--technicus.
Synergische lijn bij aflevering: massieve draad (Fe), beschermgas Ar 8% CO
Tweetakt
Gasvoorstroom Hot
start
In werking als de tweetaktregeling van de lastoorts wordt gebruikt.
Lassen Krater-
vulling
Gasnastroom
met draad van 1,0 mm.
2
Als de schakelaar in de tweetaktmodus wordt ingedrukt, wordt de gasvoorstroom
gestart (indien gebruikt) (1) en wordt de boog ontstoken. Als de schakelaar wordt
losgelaten (2) begint de kratervulling (indien in werking), wordt de boog gedoofd en
wordt de gasnastroom gestart (indien in werking).
bi08migh4
-- 9 --
 Loading...
Loading...