

Page 1

Control panel MA6
Instruction manual Инструкция по эксплуатации
Valid for program version 1.300458 854 127 051003
Page 2

Русский 3...............................................
ENGLISH 30..............................................
Rights reserved to alter specifications without notice.
Оставляем за собой право изменять спецификацию без предупреждения.
-- 2 --
Page 3

Русский
1 ВВЕДЕНИЕ 4.......................................................
1.1 Сначала выполните следующее 4...........................................
1.2 Работа панели управления 5................................................
1.3 Панель управления 5.......................................................
1.4 Символы на дисплее 6.....................................................
2ÌÅÍÞ 6............................................................
2.1 Главное меню и меню измерений 6.........................................
2.2 Меню выбора 6............................................................
2.3 Структура меню 8.........................................................
3 СВАРКА MIG/MAG 10.................................................
3.1 Параметры 10..............................................................
4 СВАРКА MMA 17.....................................................
4.1 Параметры 17..............................................................
5 ВОЗДУШНО-ДУГОВАЯ СТРОЖКА 18.................................
5.1 Уставки 18..................................................................
6 ОБЩИЕ ФУНКЦИИ 19................................................
6.1 Пульт дистанционного управления 19........................................
6.2 Уставки 19..................................................................
7 УПРАВЛЕНИЕ ПАМЯТЬЮ 21..........................................
7.1 Сохранение параметров сварки 21...........................................
7.2 Вызов параметров сварки 21................................................
7.3 Уда ление параметров сварки 22.............................................
8 LOCK CODE (“Защитный код”) 23.....................................
9КОДЫОШИБОК 24..................................................
9.1 Список кодов неисправностей 24............................................
9.2 Описание кодов ошибок 25..................................................
10 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА ЗАПАСНЫХ ЧАСТЕЙ 29.................
СХЕМА 52..............................................................
НОМЕР ЗАКАЗА 53.....................................................
TOCr
-- 3 --
Page 4

RU
1 ВВЕДЕНИЕ
В настоящем руководстве приведены указания по работе с панелью
управления MA6.
Общую информацию по эксплуатации устройства вы можете найти в
руководстве пользователя на источник питания блока подачи проволоки.
Если на экране появяется такое предупреждение, значит, источник питания не
поддержиает зту функцию.
Дпя того, чтобыпоучить обновленное прогаммное обеспечение, братитесь к
официальному инженеру по эксплуатации.
1.1 Сначала выполните следующее
Это главное меню появится на дисплее при первом включении источника
питания.
При поставке панель управления и дисплей настроены на английский язык.
Всего панель управления позволяет использовать 14 языков: выберите
требуемый язык, выполнив следующие операции.
S Нажмите , чтобы вызвать первое меню выбора.
S Нажмите , чтобы вызвать меню конфигурирования.
S Нажимайте (т. е. программируемую кнопку справа под дисплеем),
пока на дисплее не появится требуемый язык.
bi03intr1 -- 4 --
Page 5
RU
1.2 Работа панели управления
Панель управления содержит как бы два отдельных устройства памяти:
оперативную память и память параметров сварки.
Записать в память
Оперативная память Память параметров сварки
Вызвать
В оперативной памяти создается полный набор установленных параметров
сварки, который может быть сохранен в памяти параметров сварки.
В ходе сварки управление процессом всегда осуществляется в соответствии с
содержимым оперативной памяти. В связи с этим предусмотрена также
возможность вызова в оперативную память значений установленных
параметров сварки, сохраненных в памяти параметров сварки.
Следует иметь в виду, что оперативная память всегда содержит последние
введенные значения установленных параметров сварки. Это либо набор
значений, вызванный из памяти параметров сварки, либо значения,
измененные по отдельности. Иначе говоря, для оперативной памяти
невозможны ни очистка “, ни сброс”
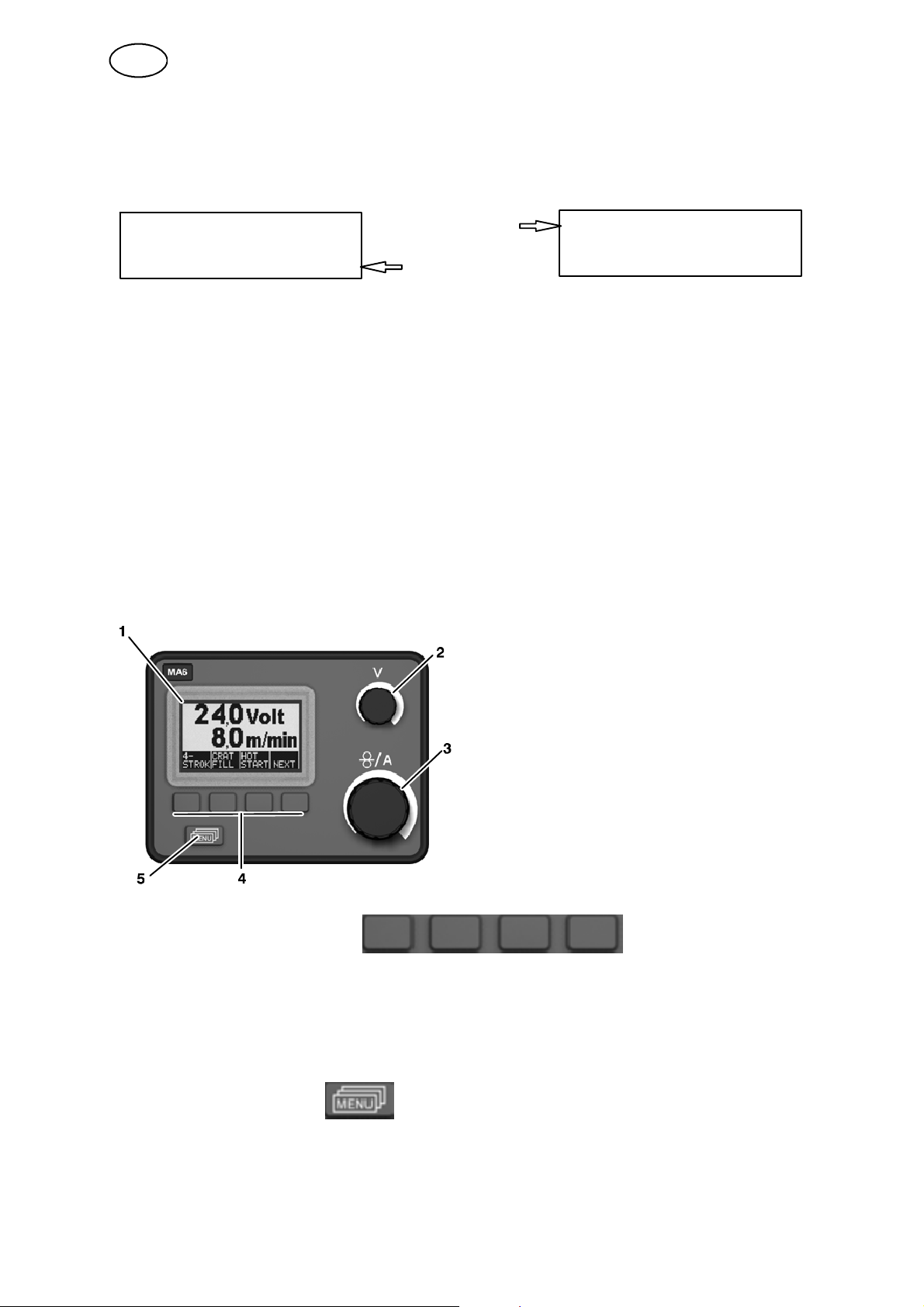
1.3 Панель управления
1 Дисплей
2 Ручка регулировки напряжения
3 Ручка регулировки скорости подачи
проволоки и сварочного тока
4 Программируемые кнопки
(функциональные клавиши)
5 Кнопка МЕНЮ (MENU)
Программируемые кнопки
Функции этих кнопок (т. е. действия, выполняемые с их помощью) меняются в
зависимости от подменю, показанного на дисплее. На конкретную функцию
кнопок указывает текст в нижней строке на дисплее, соответствующий этим
кнопкам. (Белая точка рядом с текстом указывает, что данная кнопка
активна.)
Кнопка МЕНЮ (MENU)
Этакнопкаслужитдлявызоваменювыбора(см.пункт<>),еслиВы
находитесь в главном меню. Если Вы находитесь в каком-либо другом меню,
то при помощи этой кнопки происходит возврат на один уровень меню выше.
bi03intr1 -- 5 --
Page 6

RU
1.4 Символы на дисплее
Назад в главное меню.
Переместить курсор вниз на новый параметр настройки.
Изменить функцию в выбранной строке.
Увеличить значение. Уменьшить значение.
2ÌÅÍÞ
В панели управления используются несколько различных меню: главное
меню, меню измерений, меню выбора, меню процесса, меню настройки,
меню конфигурирования и меню памяти. Кроме того, при включении
отображается начальный экран с информацией о типе панели и
используемой версии программного обеспечения.
2.1 Главное меню и меню измерений
Главное меню всегда отображается сразу после
включения, показывая за данные значения параметров.
Если в момент начала сварки отображается главное
меню, то оно автоматически изменится, чтобы показать
измеренные значения (меню измерений). Измеренные
значения остаются на дисплее даже после
прекращения процесса сварки. При повороте любой из
ручек будет вновь выведено главное меню.
К другим меню можно переходить при продолжающемся отображении
измеренных значений.
Отображение установленных параметров вместо измеренных значений
возможно только в том случае, когда повернута ручка или изменен метод
сварки.
2.2 Меню выбора
Используйте меню выбора, чтобы выбрать меню
следующего уровня, в которое Вы хотите перейти: меню
процесса, настройки, конфигурирования или памяти.
bi03intr1 -- 6 --
Page 7

RU
Меню процесса
Используйте это
меню для изменения
условий сварки, типа
материала и т. п.
Меню
конфигурирования
Используйте это
меню, чтобы
изменить язык,
единицы и змерения
ит.п.
Меню настройки
Используйте это
меню, чтобы задать
параметры сварки,
такие как
предварительная
подача защитного
газа, время горячего
пуска, время
заполнения кратера и
т. п.
Меню памяти
Используйте это
меню, чтобы
сохранить, вызвать
и/или стереть
записанные в память
параметры сварки.
Всего предусмотрено
десять ячеек памяти
для хранения данных
сварки.
bi03intr1 -- 7 --
Page 8

MIG/MAG
MIG/MAG
ÿ
MMA
импульсна
Arc goug.
5) ßçûê
Единицы
измерения
Включ ение
Сохранить
Вызвать
Стереть
панели.
MIG/MAG
MMA Arc gouging
MIG/MAG
импульсная
ßçûê
5)
5) ßçûê
Единицы
измеренияn
Единицы
измерения
Включ ение
Включ ение
панели.
панели.
Trigger dat.
MMA для воздушно-дуговой строжки
MMA
Мощность дуги
Ãî ð ÿ ÷ èé ïó ñê
MIG/MAG
2/4-шаговое
импульсная
MIG/MAG
Предварительная
подача
защитного газа
Ãî ð ÿ ÷ èé ïó ñê
Заполнение
кратера
Время
послегорения
Послеподача
защитного газа
Spot welding
IИндуктивность
Предварительна
яподача
защитного газа
Ãî ð ÿ ÷ èé ïó ñê
Заполнение
кратера
Время
послегорения
Spot welding
Послеподача
защитного газа
Импульсная MIG/MAG
2/4-шаговое
Заполнение кратера Заполнение кратера
Горячий пуск Горячий пуск Горячий пуск
Медле нная подача Медле нная подача
Продувка газа Продувка газа
Подача проволоки Подача проволоки
MIG/MAG
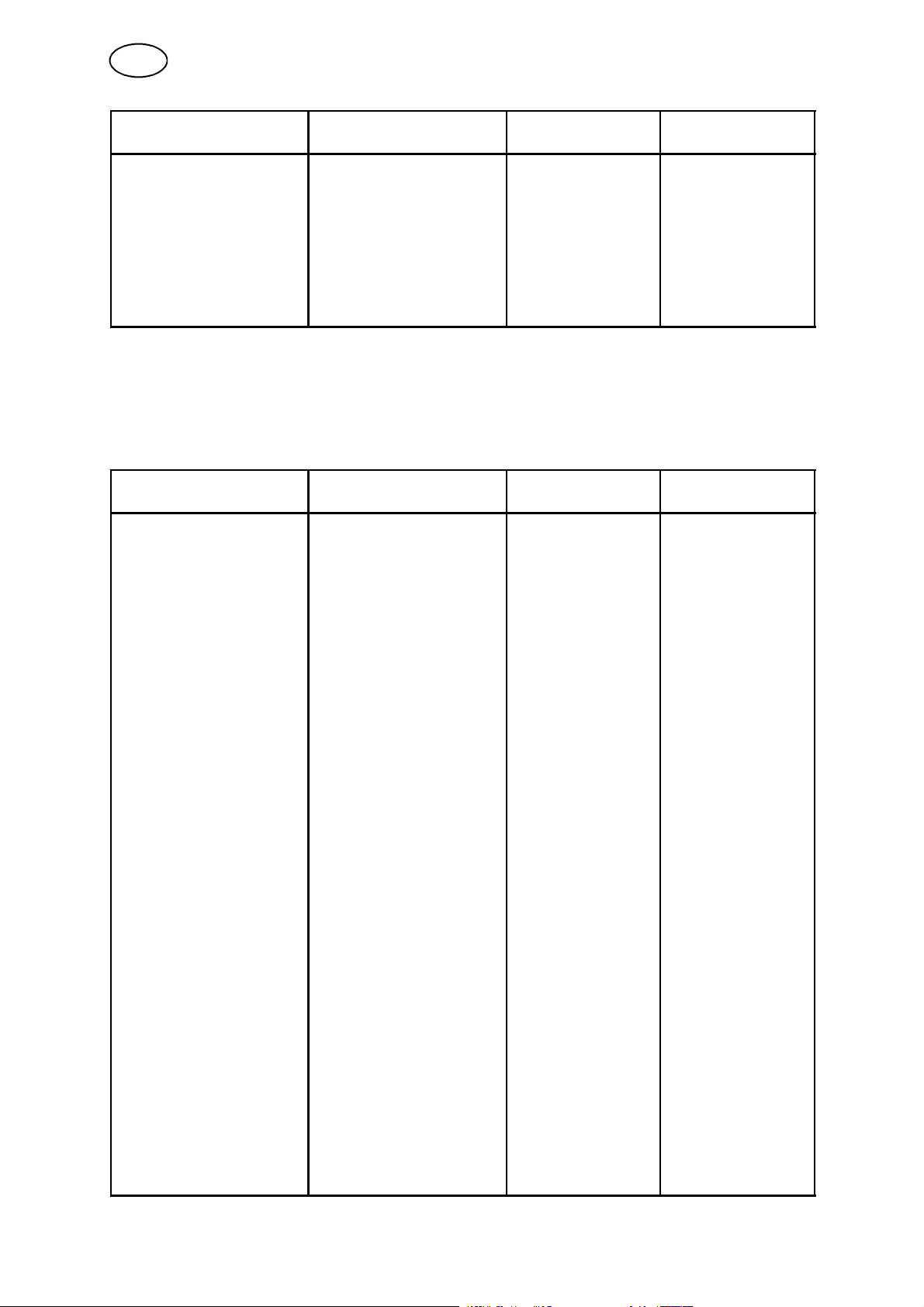
2.3 Структура меню
bi03menr2 -- 8 --
Arc gouging
4)Диаметр
электрода
MMA
3) Òèï ýë å êò ð î äà
Диаметр
электрода
MIG/MAG
Меню процесса Меню настройки Меню конфигурирования Меню памяти
импульсная
MIG/MAG
2) Òèï ïð î âîë î ê è
Защитный газ
Диаметр
проволоки
Защитный газ
Диаметр
Синергия
1) Òèï ïð î âîë î ê è
проволоки
Page 9

RU
1) В нижеследующей таблице приведены диаметры электродов, которые можно выбрать
в меню настройки процесса для сварки MIG/MAG с применением функции
синергии.
Òèï ïðî âî ëî êè
Низколегированная или нелегированная
цельная проволока (Fe)
Цельная проволока из нержавеющей стали
(Ss)
Алюминиевая проволока, легированная
Защитный газ Диаметр проволоки
Ar + 20% CO
Ar + 8% CO
Ar + 2% CO
Ar+3%CO21%H
2
2
2
1,0 1,2
1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
Ar 1,2 1,6
магнием (AlMg)
Алюминиевая проволока, легированная
Ar 1,2 1,6
кремнием (AlSi)
Проволока с сердцевиной из порошкового
Ar + 20% CO
2
1,2 1,4 1,6
металла (Fe)
Проволока с сердцевиной из рутилового
Ar + 20% CO
2
1,2 1,4 1,6
флюса (Fe)
Проволока с сердцевиной из основного
Ar + 20% CO
2
1,2 1,4 1,6
флюса (Fe)
2) В нижеследующей таблице приведены диаметры электродов, которые можно выбрать
вменюдляимпульсной сварки MIG/MAG.
Òèï ïðî âî ëî êè
Низколегированная или нелегированная
цельная проволока (Fe)
Цельная проволока из нержавеющей стали
(Ss)
Алюминиевая проволока, легированная
Защитный газ Диаметр проволоки
Ar + 20% CO
Ar + 8% CO
Ar + 2% CO
Ar+3%CO21%H
2
2
2
1,0 1,2
1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
Ar 1,0 1,2 1,6
магнием (AlMg)
Алюминиевая проволока, легированная
Ar 1,0 1,2 1,6
кремнием (AlSi)
3) В нижеследующей таблице приведены диаметры электродов, которые можно выбрать
в меню процесса сварки MMA.
Òèï ýëå êòð îä à
Диаметр электрода
с основным покрытием 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
рутиловый 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
с целлюлозным покрытием 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) для воздушно-дуговой строжки
4,0 5,0 6,0 7,0 8,0
5) Текст на дисплейной панели может выводиться на следующих языках:
шведском, датском, норвежском, финском, английском, немецком, голландском,
французском, испанском (кастильском), итальянском, португальском, польском,
чешском, венгерском, турецком и английском (США).
bi08tabr3 -- 9 --
Page 10

RU
3ÑÂÀÐÊÀMIG/MAG
При сварке MIG/MAG электрическая дуга расплавляет присадочную проволоку
(электрод), которая непрерывно подает ся в зону сварки; при этом зона
плавления защищена средой из защитного газа.
Использование импульсного тока влияет на процесс переноса капель расплава
с проволоки на деталь, позволяя получить устойчивую дугу без разбрызгивания
даже при низкой величине сварочного тока.
3.1 Параметры
Сварка MIG/MAG в обычном режиме (без импульсного тока)
Параметры Диапазон уставок Сшагом Óñòà âê à ï î
умолчанию
2/4-шаговое
Заполнение кратера ON (”Âêë.”) èëè OFF
Время заполнения
кратера
Ãî ðÿ ÷ èé ï óñ ê ON (”Âêë.”) èëè OFF
Время горячего пуска 0-10ñ 0,1 ñ 1,5 с
Запуск медленной
подачи
Продувка газа
Холодная подача
проволоки
Синергия ON (”Âêë.”) èëè OFF
Индуктивность 0-100 1 70
Подача газа до
возбуждения дуги
Время послегорения 0 - 0,35 ñ 0,01 ñ 0,10 с
Послеподача защитного
газа
Точечная сварка ON (”Âêë.”) èëè OFF
Продолжительностъ
точечная сварка
Напряжение 8-60 0,25 Â
Скорость подачи
проволоки
Параметры пуска OFF (“Âûêë.”)
Размеры METRIC (“Метрические”)
Включение панели OFF (“Âûêë.”) èëè ON
1)
1)
2-шаговое или
4-шаговое
(”Âûêë.”)
0-5ñ 0,1 ñ 1,0 ñ
(”Âûêë.”)
ON (”Âêë.”) èëè OFF
(”Âûêë.”)
- - -
- - -
(”Âûêë.”)
0,1 - 25 ñ 0,1 ñ 0,1 ñ
0,1 - 20 ñ 1ñ 1ñ
(”Âûêë.”)
0,1 - 25 s 0,1 s 0,1 s
0,8 - 25,0 ì/ìèí 2ë/ìèí 5ì/ìèí
ON (“Âêë.”) èëè
ARC OFF (“Äóãà âûêë.”)
или INCH (“Дюймы”)
(“Âêë.”)
- 2-шаговое
- OFF (”Âûêë.”)
- OFF (”Âûêë.”)
- ON (”Âûêë.”)
- ON2)(”Âêë.”)
- OFF (“Âûêë.”)
отклонение
(индицируется с
одним знаком
после запятой)
- DISABLE
- METRIC
- ON (”Âûêë.”)
синергии ¦ 0
(“Отключено”)
(“Метрические”)
bi08migr4 -- 1 0 --
Page 11
RU
Параметры Óñòà âê à ï î
СшагомДиапазон уставок
умолчанию
Автоматическое
сохранение
3)
Уст ро й ств о п о да ч и с
контролируемым
напряжением дуги
3)
Предельные значения
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
3)
OFF (“Âûêë.”) èëè ON
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
(“Âêë.”)
Защитный код
3)
OFF (“Âûêë.”) èëè ON
- OFF (“Âûêë.”)
(“Âêë.”)
1)
Эти функции нельзя изменить в процессе сварки.
2)
Синергическая линия при поставке: цельная проволока (Fe), защитный газ CO2с
проволокой 0,8 мм.
3)
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному инженеру
по обслуживанию компании ESAB.
Сварка MIG/MAG импульсным током
Параметры Диапазон уставок Сшагом Óñò à âê à ïî
умолчанию
2/4-шаговое
Заполнение кратера ON (”Âêë.”) èëè OFF
Время заполнения
кратера
Ãî ðÿ ÷ èé ï óñ ê ON (”Âêë.”) èëè OFF
Время горячего пуска 0-10ñ 0,1 ñ 1,5 ñ
Запуск медленной
подачи
Продувка газа
Холодная подача
проволоки*
Подача газа до
возбуждения дуги
Время послегорения 0-35ñ 0,01 ñ 0,10 ñ
Послеподача защитного
газа
Точечная сварка ON (”Âêë.”) èëè OFF
Продолжительностъ
точечная сварка
Напряжение 8-60 0,25 Â
Скорость подачи
проволоки
Параметры пуска OFF (“Âûêë.”)
1)
2-шаговое или
- 2-шаговое
4-шаговое
- OFF (”Âûêë.”)
(”Âûêë.”)
0-5ñ 0,1 ñ 1,0 ñ
- OFF (”Âûêë.”)
(”Âûêë.”)
ON (”Âêë.”) èëè OFF
- ON (”Âûêë.”)
(”Âûêë.”)
1)
- - -
- - -
0,1 - 25 ñ 0,1 ñ 0,1 ñ
0-20ñ 1ñ 1ñ
- OFF (“Âûêë.”)
(”Âûêë.”)
0,1 - 25 s 0,1 s 0,1 s
отклонение
(индицируется с
синергии ¦ 0
одним знаком
после запятой)
0,8 - 25,0 ì/ìèí 2ë/ìèí 5ì/ìèí
- DISABLE
ON (“Âêë.”) èëè
(“Отключено”)
ARC OFF (“Äóãà âûêë.”)
bi08migr4 -- 1 1 --
Page 12
RU
Параметры Уставка по
СшагомДиапазон уставок
умолчанию
Размеры METRIC (“Метрические”)
или INCH (“Дюймы”)
Включение панели OFF (“Âûêë.”) èëè ON
- METRIC
(“Метрические”)
- ON (”Âûêë.”)
(“Âêë.”)
Автоматическое
сохранение
2)
Уст ро й ств о п о да ч и с
контролируемым
напряжением дуги
2)
Предельные значения
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
2)
OFF (“Âûêë.”) èëè ON
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
(“Âêë.”)
Защитный код
2)
OFF (“Âûêë.”) èëè ON
- OFF (“Âûêë.”)
(“Âêë.”)
1)
Эти функции нельзя изменить в процессе сварки.
2)
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному инженеру
по обслуживанию компании ESAB.
Синергическая линия при поставке: цельная проволока (Fe), защитный газ Ar 8% CO2с
проволокой 1,0 мм.
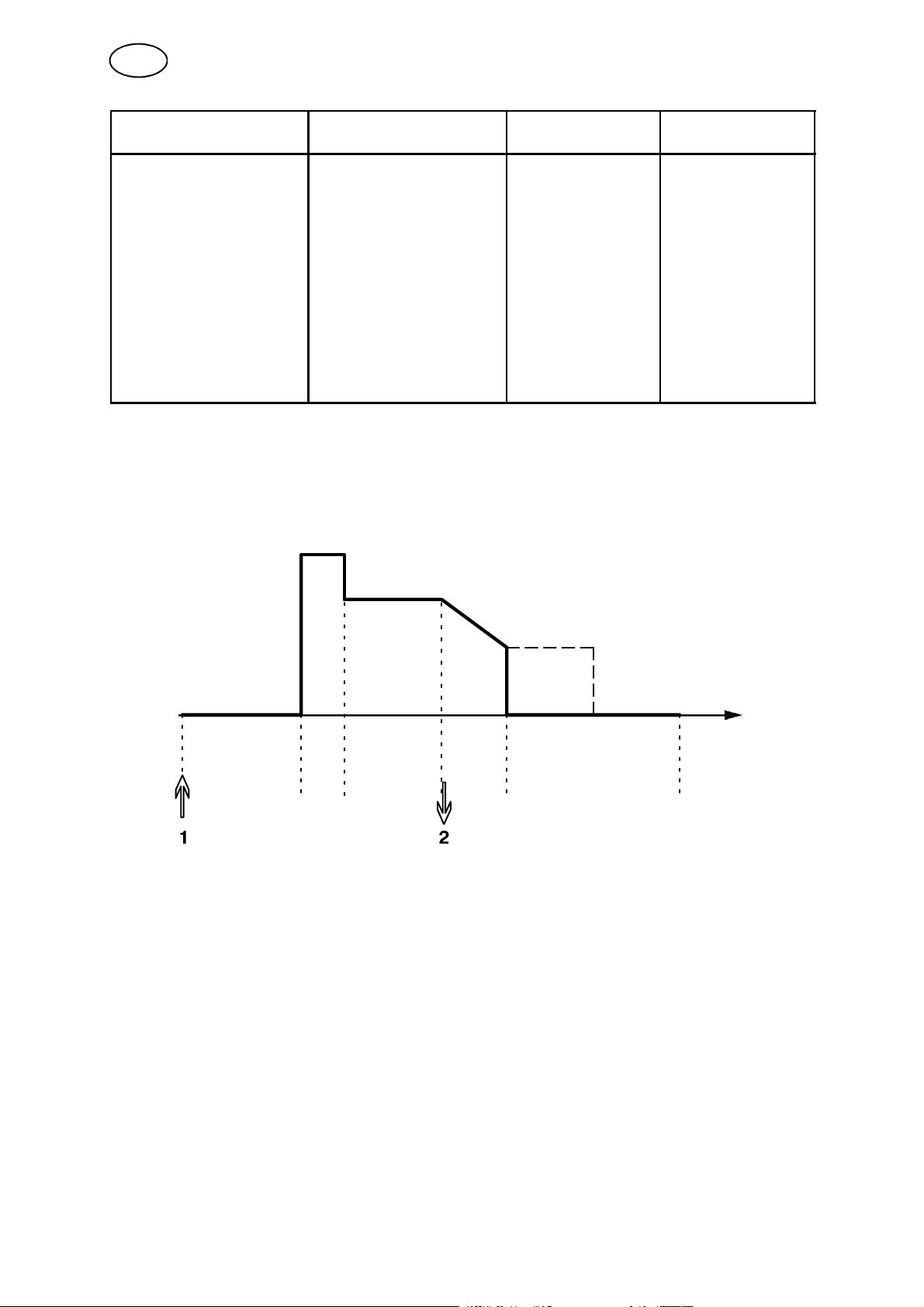
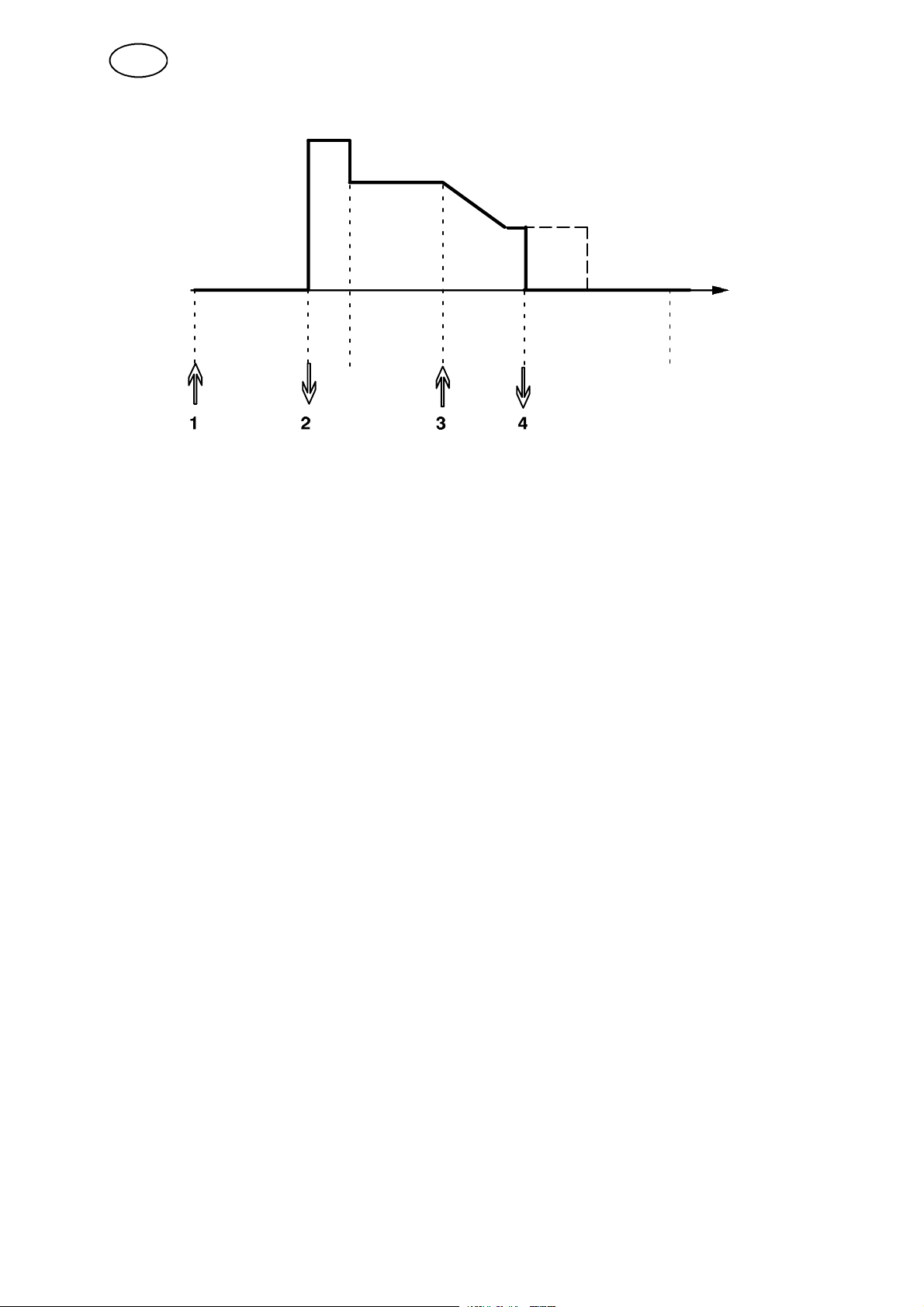
2-шаговое
Подача газа до
возбуждения дуги
Ãî ð ÿ ÷ è
é
ïóñê
Сварка Заполне
ние
кратера
Послеподача защитного
газа
Работает при использовании 2-шагового управления сварочным пистолетом.
Ïðè 2-шаговом режиме управления после нажатия пускового выключателя
начинается предварительная подача защитного газа (если таковая
используется), а затем возбуждаетс я электрическая дуга (1). При о тпускании
пускового выключателя (2) начинается заполнение кратера (если таковое
включено), дуга гасится и начинается послеподача защитного газа (если
таковая задана).
СОВЕТ: Если повторно нажать пусковой выключатель сварочного пистолета
во время заполнения кратера, то процесс сварки можно продолжить в
течение требуемого времени (показан пунктирной линией), используя
параметры, заданные для функции заполнения кратера. Можно также
прервать заполнение кратера, быстро нажав и отпустив пусковой
выключатель по ходу заполнения.
- Активизация 2-шагового режима вглавномменю.
bi08migr4 -- 1 2 --
Page 13

RU
4-шаговое
Подача газа до
возбуждения
дуги
Работает при использовании 4-шагового управления сварочным пистолетом.
Ãî ð ÿ ÷ è
é
ïóñê
Сварка Заполнени
е кратера
Послеподача защитного
газа
Ïðè 4-шаговом режиме управления после нажатия пускового выключателя
начинается предварительная подача защитного газа (если таковая включена)
(1). При отпускании выключателя начнется процесс сварки. Чтобы завершить
процесс сварки, сварщик снова нажимает пусковой выключатель (3). При
этом начинается заполнение кратера (если таковое включено), а сварочный
ток снижается до более низкой величины. При повторном отпускании
пускового выключателя (4) дуга гасится, и начинается послеподача защитного
газа.
СОВЕТ: Заполнение кратера прекращается, когда отпущен пусковой
выключатель. Если удерживать выключатель нажатым, то процесс сварки
продолжится при более низких значениях параметров, заданных в функции
заполнения кратера (пунктирная линия).
- Активизация 4-шагового режима вглавномменю.
Заполнение кратера
Заполнение кратера позволяет предотвратить образование пор, термическое
растрескивание и образование кратера в сварном шве, когда процесс сварки
прекращается.
- Настройка продолжительности заполнения кратера в меню настройки.
Горячий пуск
“Горячий пуск ” увеличивает сварочный ток на регулируемое время в начале
процесса сварки, снижая тем самым риск плохого сплавления в начале шва.
- Настройка продолжительности горячего пуска в меню настройки.
Запуск медленной подачи
Функция запуска медленной подачи снижает начальную скорость подачи
проволоки до половины заданной скорости до того момента, пока проволока
не коснется свариваемой детали.
- Активизация запуска медленной подачи вглавномменю.
bi08migr4 -- 1 3 --
Page 14

RU
Продувка газа
Функция продувки газа используется, чтобы измерить расход газа либо
продуть газовые шланги д ля удаления из них воздуха или влаги перед тем,
как начать процесс сварки. Она работает до т ех пор, пока выключатель
удерживается нажатым, при этом блокируется подача напряжения и запуск
подачи проволоки.
- Активизация продувки газа вглавномменю.
Холодная подача проволоки
Холодная подача проволоки используется, чтобы начат ь подачу проволоки
без возбуждения электрической дуги. Проволока подается до тех пор, пока
выключатель удерживае тся нажатым.
- Активизация холодной подачи проволоки г аза вглавномменю.
Синергия
Для каждой комбинации типа проволоки, диаметра проволоки и смеси газов
требуется уникальное соотношение между скоростью подачи проволоки и
напряжением (длиной дуги), чтобы обеспечить устойчивость дуги.
Напряжение дуги (длина дуги) автоматически контролируется в соответствии с
заранее запрограммированным графиком синергии, который был выбран
сварщиком, что позволяет гораздо быстрее и легче находить оптимальные
параметры сварки. Это соотношение между скоростью подачи проволоки и
другими параметрами сварки называется характеристикой или графиком
синергии.
Режим синергии включен: в главном меню
отображае тся заданная скорость подачи
проволоки, а также положительное и
отрицательное отклонение от напряжения
синергической линии.
Положительное отклонение отображается при помощи полосы над
символами SYN, а отрицательное отклонение - под этими символами.
Режим синергии отключен: в главном меню отображаются заданные значения
напряжения и скорости подачи проволоки.
- Активизация режима синергии вглавномменю.
Комплект синергических линий
Поставляемый с аппаратом комплект синергических линий, имеющий
название “”Типовые синергические линии”” , содержит 33 наиболее часто
используемые синергические линии.
Имеется также возможность заказать другие комплекты синергических линий,
но их монтаж должен выполнять уполномоченный инженер по обслуживанию
ESAB.
bi08migr4 -- 1 4 --
Page 15

RU
Индуктивность
При высокой индуктивности получается более текучий сварной шов с
меньшим разбрызгиванием. При низкой индуктивности получаются более
резкий звук и более стабильная плотная дуга.
- Настройка индуктивности в меню настройки.
Подача газа до возбуждения дуги
Подача газа до возбуждения дуги означает время, в течение ко торого
производится подача защитного газа до того, как бу дет возбуждена дуг а.
- Настройка продолжительности подачи газа до возбуждения дуги - вменю
настройки.
Время послегорения
Время послегорения это задержка между моментом времени, когда блок
подачи проволоки начинает останавливать подачу проволоки, и моментом,
когда источник питания прекращает подачу сварочного тока. При слишком
малом времени послегорения после завершения сварки остается длинный
выступающий конец присадочной проволоки, что создает риск вплавления
проволоки в твердеющий сварочный шов. С другой стороны, при слишком
большом времени послегорения укорачивается выступающий конец
проволоки до такой степени, чт о это создает риск того, что в следующий раз
при начале сварки дуга возникнет на контактном конце сварочного пистолета.
- Настройка продолжительности послегорения в меню настройки.
Послеподача защитного газа
Послеподача защитного газа - это время, в течение которого продолжается
подача защитного газа после того, как дуга погашена.
- Настройка продолжительности послеподачи защитного газа вменю
настройки.
Изменение данных пуска
Эта функция позволяет двойным щелчком на пусковом выключателе
сварочного пистолета переключаться на разные наборы установленных
параметров сварки.
Такое переключение осуществляется межу ячейками памяти 1, 2 и 3 (см. главу
7 “Управление памятью”). Если в ячейке памяти 2 данные отсутствуют, то
переключение осуществляется только между ячейками 1 и 3.
ON (“Вкл.”) - Переключение между ячейками памяти может иметь место äî,
после èëè во время сварки.
ARC OFF (“Дуга выкл.”) - Переключение между ячейками памяти может иметь
место только äî èëè после сварки.
- Активизация переключения данных пуска в меню конфигурирования.
bi08migr4 -- 1 5 --
Page 16

RU
Устройство подачи с контролируемым напряжением дуги
При активизации этой функции становится возможным использование
устройства подачи с контролируемым напряжением дуги или с выключением
дуги, когда напряжение дуги от источника питания используется для питания
блока подачи.
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному
инженеру по обслуживанию компании ESAB.
- Активизация функции устройства подачи с контролируемым напряжением
дуги выполняется в меню конфигурации.
Точечная сварка
Если вы хотите проиэвести точечную сварку тонких металлических листов,
Spot welding (выберите режим)
- Вклю чение и настройка режима точечной сварки производится в меню
setting menu (меню настроек).
Напряжение
Чем выше напряжение, тем длиннее дуга, а также выше температура и
больше размер зоны сварки.
Независимо от того, какое меню отображается, установленное значение
напряжения всегда можно изменить. Это значение отображается в главном
меню или в меню выбора.
Скорость подачи проволоки
Скорость подачи проволоки это скорость, с которой подается присадочная
проволока, выраженная в м/мин.
Независимо от того, какое меню отображается, установленное значение
скорости подачи проволоки всегда можно изменить. Это значение
отображается в главном меню или в меню выбора.
bi08migr4 -- 1 6 --
Page 17

RU
4 СВАРКА MMA
Сварка MMA это сварка с использованием покрытых электродов. При
возбуждении электрической дуги электрод и его покрытие расплавляются, при
этом покрытие образует защитный шлак.
4.1 Параметры
Параметры Диапазон уставок Сшагом Óñò à âê à ïî
умолчанию
“Горячий пуск”
Время горячего пуска 1-30 1 10
Мощность дуги 0-10 0,5 3
2)
Òîê
Размеры METRIC (“Метрические”)
Включение панели OFF (“Âûêë.”) èëè ON
Автоматическое
сохранение
Предельные значения
Защитный код
1)
3)
3)
ON (“Âêë.”) èëè OFF
(“Âûêë.”)
16 - 500 A 1A 164 A
или INCH (“Дюймы”)
(“Âêë.”)
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
3)
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
- OFF (“Âûêë.”)
- METRIC
- ON (“Âêë.”)
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
(“Метрические”)
1)
Эту функцию нельзя изменить в процессе сварки.
2)
Максимальная сила тока зависит от типа используемой машины.
3)
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному инженеру
по обслуживанию компании ESAB.
Синергическая линия при поставке: рутиловая проволока 4,0 мм.
Горячий пуск
Функция горячего пуска увеличивает сварочный ток на регулируемое время в
начале процесса сварки. Это уменьшает риск плохого сплавления в начале
сварки.
Настройка продолжительности горячего пуска в меню настройки.
Мощность дуги
От мощности дуги зависит, как будет изменяться ток при изменении длины дуги.
Чем меньше мощность дуги, тем менее резкий звук и меньше разбрызгивание.
Настройка мощности дуги в меню настройки.
Òîê
Чем выше т ок, тем шире и глубже проникновение в свариваемую деталь.
Независимо от того, какое меню отображается, установленное значение тока
всегда можно изменить. Это значение отображается в главном меню или в
меню выбора.
bi08mmar6 -- 1 7 --
Page 18
5 ВОЗДУШНО-ДУГОВАЯ СТРОЖ КА
Воздушно-дуговая строжка предполагает использование специального
электрода, представляющего собой угольный стержень в медной оболочке.
Дуга формируется между угольным стержнем и деталью, при этом для
выдувания расплавленного металла и формирования шва подается воздух
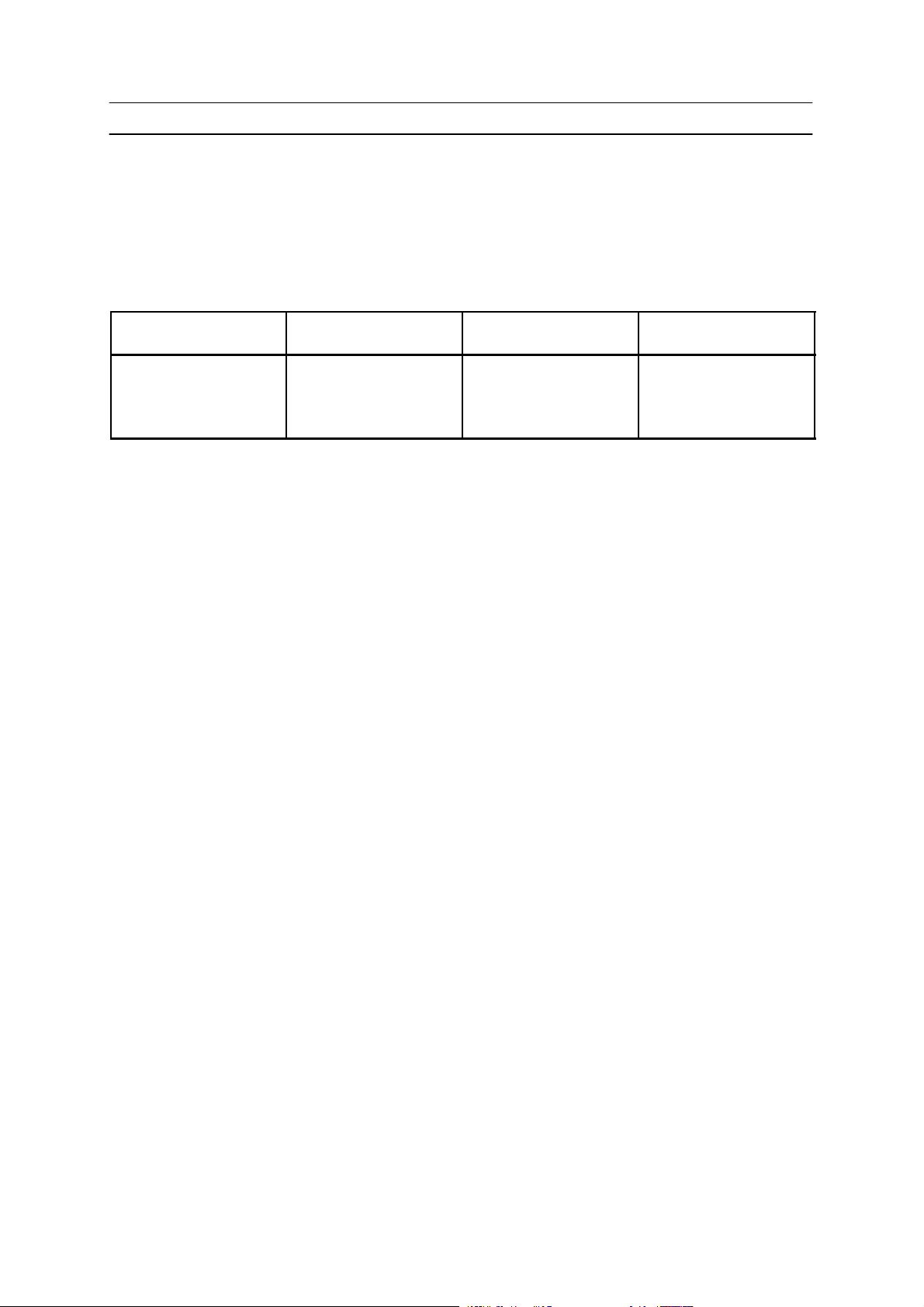
5.1 Уставки
Устав ки Диапазон уставок Сшагомпо Óñòà âêà ïî
умолчанию
Диаметр проволоки 4,0 - 8,0 ìì 1ìì 4,0 ìì
Òîê 8-60Â 0,25 В (Индицируется
с одним знаком
после запятой)
Диаметр проволоки
Чем больше диаметр проволоки, тем шире и глубже проникновение в
свариваемую деталь.
Òîê
37,0 Â
Чем выше т ок, тем шире и глубже проникновение в свариваемую деталь.
bi08gougingr -- 1 8 --
Page 19

RU
6ÎÁÙÈÅÔÓÍÊÖÈÈ
6.1 Пульт дистанционного управления
Для надлежащего функционирования дистанционного управления на
машинах Aristo со встроенными панелями управления должна быть
установлена версия программного обеспечения 1.21 или выше.
Состояние панели управления при подключении адаптера пульта
дистанционного управления
S При подключении адаптера пульта управления на дисплее фиксируется то
меню, которое отображалось в момент подключения.
Измеренные и установленные значения обновляются, но отображаются
только в тех меню, в которых эти значения могу т быть отображены.
S Если отображается символ кода неисправности, он не может быть удален
до тех пор, пока не будет отсоединен пульта дистанционного управления.
S В случае 10-программных пультов дистанционного управления возможно
переключениемеждуячейкамипамяти1,2,3,4,5,6,7,8,9и10.Еслив
ячейке 2 данные отсутствуют, то фиксируются значения из ячейки 1. За
дополнительной информацией обращайтесь к главе 7 “Управление
памятью ”.
6.2 Уставки
Включение панели
При подключении блока дистанционного управления величину тока или
напряжения, а также скорость подачи проволоки можно задать с панели
управления или с блока дистанционного управления.
Примечание данную функцию следует активизировать, перед тем как будет
произведено подключение блока дистанционного управления.
- Активизация функции включения панели выполняется в ìåíþ
конфигурации.
Автоматическое сохранение
В том случае, если из памяти параметров сварки вызывается уставка
параметра сварки и подвергается регулировке, измененная уставка
автоматически сохраняется при вызове из памяти новой уставки параметра
сварки.
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному
инженеру по обслуживанию компании ESAB.
- Активизация функции автоматического сохранения выполняется в ìåíþ
конфигурации.
bi08genr7 -- 1 9 --
Page 20

RU
Предельные значения
При помощи этой функции могут быть заданы максимальные и
минимальные значения скоростти подачи проволоки / силы тока или
напряжения. Предельные значения могут быть сохранены в первых 5 позиях
памяти параметров сварки.
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному
инженеру по обслуживанию компании ESAB.
- Активизация функции предельных значений выполняется в ìåíþ
конфигурации.
Защитный код
При помощи этой функции может быть заблокировано меню уставок, после
этого может быть выбрано только главное меню и меню измерений, см. главу
8 ”Защитный код”.
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному
инженеру по обслуживанию компании ESAB.
- Активизация функции защитного кода выполняется в меню конфигурации.
bi08genr7 -- 2 0 --
Page 21

RU
7 УПРАВЛЕНИЕ ПАМЯТЬЮ
Различные параметры сварки, введенные в оперативную память, могут быть
сохранены в меню памяти Можно сохранить до 10 разных наборов
установленных параметров сварки.
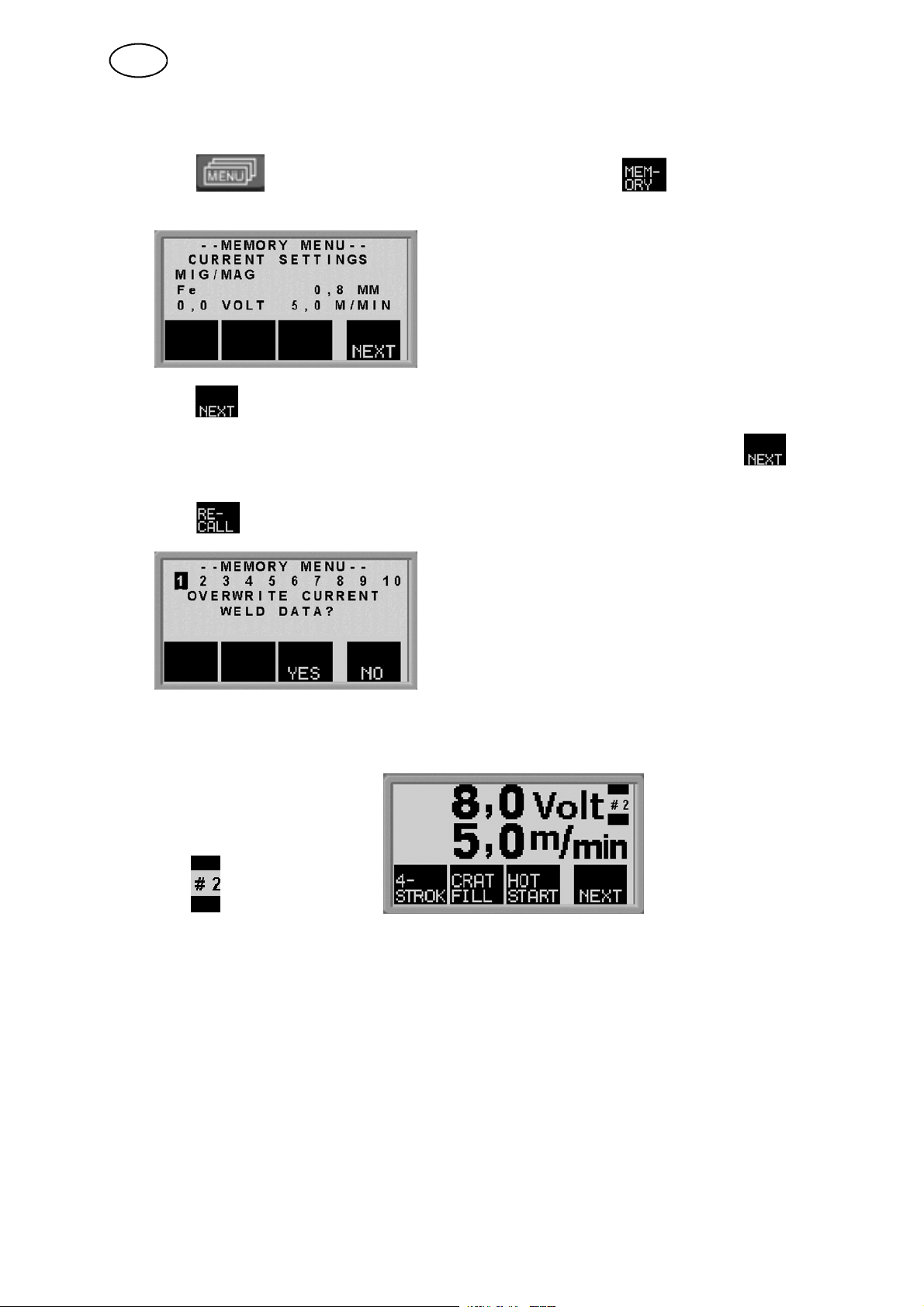
7.1 Сохранение параметров сварки
S Создайте набор установленных параметров сварки в оперативной памяти.
S Нажмите для доступа к “меню выбора”, затем нажмите ,
чтобы выбрать нужные значения.
Проверьте правильность этих установленных параметров сварки.
S Нажмите для доступа к меню памяти.
S Нажимайте до выбора ячейки памяти, в которой вы хотите сохранить
данный набор параметров сварки, например ячейку 2.
S Нажмите , и этот набор параметров сварки будет сохранен в ячейке
памяти 2. В других ячейках памяти данных нет.
7.2 Вызов параметров сварки
S Нажмите для доступа к меню выбора, затем нажмите ,чтобы
выбрать нужные значения.
bi08minr8 -- 2 1 --
Page 22

RU
S Нажмите для доступа к меню памяти.
S Если вы хотите вызвать, например, данные ячейки памяти 2, то сначала
нажимайте до выбора ячейки 2.
S Нажмите , чтобы вызвать данные ячейки 2. Появится следующий
вопрос:
S Нажмите “YES (да)”, чтобы подтвердить вызов данных сварки из ячейки
памяти 2 и заменить ими значения, имеющиеся на данный момент в
оперативной памяти. (Если ваши намерения изменились, то нажмите “NO
(нет)”)
Данная пиктограмма вглавномменю
показывает, к какой ячейке памяти произведено обращение.
7.3 Удаление параметров сварки
S Нажмите для доступа к меню выбора, затем нажмите ,чтобы
выбрать нужные значения.
S Нажмите для доступа к меню памяти.
S Если вы хотите удалить, например, данные ячейки памяти 2, то сначала
нажимайте до выбора ячейки 2.
S Затем нажмите , чтобы удалить данные ячейки 2. Появится
следующий вопрос:
bi08minr8 -- 2 2 --
Page 23

RU
S Нажмите “YES (да)”, чтобы подтвердить намерение удалить параметры
сварки из ячейки 2 (если ваши намерения изменились, то нажмите “NO
(нет)”). Ячейка памяти 2 будет очищена.
8 LOCK CODE (“Защитный код”)
Для того, чтобы активизировать функцию защитного кода, обратитесь к
уполномоченному инженеру по обслуживанию компании ESAB.
S Нажмите для получения доступа к меню защитного кода.
S Нажимайте до тех пор, пока не будет выбран первый символ PIN-кода.
S Нажмите для сохранения первого символа кода. Повторите действия
для остальных символов.
S Нажмите для того, чтобы разблокировать панель управления.
bi08minr8 -- 2 3 --
Page 24

RU
9ÊÎÄÛÎØÈÁÎÊ
Коды ошибок используются для индикации неисправностей в оборудовании.
Эти коды выводятся на дисплей в виде символов следующим образом:
Коды ошибок обновляются каждые три секунды. Верхняя цифра в
символе это номер конкретного кода ошибки: см. пункт 9.1.
Нижняя цифра указывает, где возникла неисправность:
Приведенный выше символ указывает, что отсутствует соединение панели
управления (0) с источником питания.
Если обнаружено более одной неисправности, то на дисплей выводится код
только последней из них.
Чтобы стереть символ с дисплея, нажмите любую функциональную клавишу.
Символы могут гореть непрерывно или мигать, что зависит от типа
неисправности.
В перечне кодов неисправностей мигающие символы выделяются знаком “o”.
9.1 Список кодов неисправностей
0 = Панель управления 3 = Блок подачи проволоки
1 = Блок охлаждения 4 = Блок дистанционного управления
2 = источник питания
Êîä
îøè
áêè
Описание 0 1 2 3 4
1 Ошибка доступа к памяти, СППЗУ x x x x x
2 Ошибка доступа к памяти, ОЗУ x x x x
3 Ошибка доступа к памяти, внешнее ОЗУ x x
4 Напряжение питания 5 В x x
5 Высокое промежуточное напряжение постоянного тока x
6 Высокая температура x x
8 Напряжение питания 1* x x x x x
9 Напряжение питания 2* x x x
10 Напряжение питания 3* x
11 Сервомеханизм подачи проволоки x
12 Ошибка связи (предупреждение) x x x x x
14 Ошибка связи (шина откл.) x x
15 Потеря сообщений x x x x
16 Напряжение холостого хода x
17 Отсутствует контакт с блоком подачи проволоки o
18 Отсутствует контакт с источником питания o
19 Неверные параметры настройки во внешнем ОЗУ x
20 Ошибка распределения памяти x
22 Переполнение буфера передатчика x x
23 Переполнение буфера приемника x x
bi08felr9 -- 2 4 --
Page 25

RU
Êîä
îøè
áêè
26 Сторожевой таймер x x x
27 Отсутствует проволока o
28 Переполнение стека x x x x
29 Отсутствует поток охлаждающей воды o
31 Отсутствует ответный сигнал от дисплейного блока x
32 Отсутствует поток газа o
Áëîê Напряжение питания1*Напряжение питания2*Напряжение питания
3*
Панель управления +3 Â
Источник питания +15 Â -15 Â +24 Â
Блок охлаждения +15 Â +20Â
Блок подачи
проволоки 30/48-4
Блок подачи
проволоки 30/L-4
пульта
дистанционного
управления
+15 Â
+15 Â
+13 Â +10Â
+20Â
+60Â
43210Описание
9.2 Описание кодов ошибок
Êîä
ошибки
1 Ошибка в программной памяти (СППЗУ)
2 Ошибка в ОЗУ микропроцессора
3 Ошибка во внешнем ОЗУ
4 Низкое напряжение питания 5 В
Описание
Произошел сбой в памяти программ.
Этот отказ не препятствует выполнению функций.
Действия: Вновь в ключите аппарат в работу, чтобы перевести устройство в
исходное состояние. Если отказ не устраняется, вызовите специалиста по
обслуживанию.
Микропроцессор не может выполнить чтение определенной ячейки или запись в
определенную ячейку своей внутренней памяти.
Этот отказ не препятствует выполнению функций.
Действия: Вновь в ключите аппарат в работу, чтобы перевести устройство в
исходное состояние. Если отказ не устраняется, вызовите специалиста по
обслуживанию.
Микропроцессор не может выполнить чтение определенной ячейки или запись в
определенную ячейку в своей внешней памяти.
Этот отказ не препятствует выполнению функций.
Действия: Вновь в ключите аппарат в работу, чтобы перевести устройство в
исходное состояние. Если отказ не устраняется, вызовите специалиста по
обслуживанию.
Напряжение питания снизилось до недопустимого уровня.
Текущий процесс сварки прекращается и не может быть возобновлен.
Действия: Выключите питание от сети, чтобы перевести устройство в исходное
состояние. Если отказ не устраняется, вызовите специалиста по обслуживанию.
bi08felr9 -- 2 5 --
Page 26

RU
Êîä
ошибки
5 Выход промежуточного напряжения постоянного тока за пределы
6 Высокая температура
8 Низкое напряжение батареи +3 В (панель управления)
8 Напряжение питания +15 В (блок подачи проволоки и источник питания)
8 Напряжение питания +13 В (пульта дистанционного управления)
9 Напряжение питания -15 В, (источник питания)
9 Напряжение питания +20 В (блок подачи проволоки)
9 Напряжение питания +10 В (пульта дистанционного управления)
10 Напряжение питания +24 В
11 Скорость подачи проволоки
Описание
допустимого диапазона
Напряжение стало недопустимо низким или высоким. Слишком высокое
напряжение может быть вызвано резкими колебаниями в сети питания или
слабым источником питания (высокая индуктивность источника или пропадание
фазы).
Источник питания отключается и не может быть снова включен.
Действия: Выключите питание от сети, чтобы перевести устройство в исходное
состояние. Если отказ не устраняется, вызовите специалиста по обслуживанию.
Сработало реле защиты от тепловой перегрузки.
Источник питания отключается автоматически и не может быть включен, пока
вновь не будет включено реле защиты от тепловой перегрузки.
Действия: Убедитесь в том, что отверстия забора и выпуска охлаждающего
воздуха не перекрыты и не забиты грязью. Проверьте используемый рабочий
цикл, чтобы убедиться в том, что оборудование не подвергается перегрузке.
Напряжение батареи поддержки памяти упало до недопустимо низкого уровня.
Если батарея не будет заменена, то содержимое памяти данных сварки в панели
управления будет потеряно.
Этот отказ не препятствует выполнению функций.
Действия: Вызовите специалиста по обслуживанию, чтобы заменить батарею.
Недопустимо высокое или недопустимо низкое напряжение.
Действия: Вызовите специалиста по обслуживанию.
Недопустимо высокое или недопустимо низкое напряжение.
Действия: Вызовите специалиста по обслуживанию.
Недопустимо высокое или недопустимо низкое напряжение.
Действия: Вызовите специалиста по обслуживанию.
Недопустимо высокое или недопустимо низкое напряжение.
Действия: Вызовите специалиста по обслуживанию.
Недопустимо высокое или недопустимо низкое напряжение.
Действия: Вызовите специалиста по обслуживанию.
Недопустимо высокое или недопустимо низкое напряжение.
Действия: Вызовите специалиста по обслуживанию.
Скорость подачи проволоки отличается от заданного значения.
Если возникнет эта неисправность, подача проволоки прекращается.
Действия: Вызовите специалиста по обслуживанию.
bi08felr9 -- 2 6 --
Page 27

RU
Êîä
ошибки
12 Ошибка связи (предупреждение)
14 Ошибка связи
15 Потеря сообщений
16 Напряжение холостого хода
17 Отсутствует контакт
18 Отсутствует контакт
19 Неверные значения параметров во внешнем ОЗУ
20 Ошибка распределения памяти
22 Переполнение буфера передатчика
Описание
Нагрузка на шину управления (CAN) системы временно стала слишком большой.
Могло нарушиться соединение панели управления с источником питания или
блоком подачи проволоки.
Действия: Проверьте оборудование, чтобы убедиться, что подключен только
один блок подачи проволоки или пульт дистанционного управления с адаптером.
Если отказ не устраняется, вызовите специалиста по обслуживанию.
Шина управления (CAN) системы временно прекратила работать из-за
чрезмерной нагрузки.
Текущий процесс сварки останавливается.
Действия: Проверьте оборудование, чтобы убедиться, что подключен только
один блок подачи проволоки или пульт дистанционного управления с адаптером.
Выключите питание от сети, чтобы перевести устройство в исходное состояние.
Если отказ не устраняется, вызовите специалиста по обслуживанию.
Микропроцессор не в состоянии обрабатывать приходящие сообщения с
достаточной скоростью, в результате чего происходит потеря информации.
Действия:Выключите питание от сети, чтобы перевести устройство в исходное
состояние. Если отказ не устраняется, вызовите специалиста по обслуживанию.
Напряжение холостого хода оказалось слишком большим.
Действия: Выключите питание от сети, чтобы перевести устройство в исходное
состояние. Если отказ не устраняется, вызовите специалиста по обслуживанию.
Нарушилось соединение панели управления с блоком подачи проволоки.
Текущий процесс сварки останавливается.
Действия: Проверьте кабели. Если отказ не устраняется, вызовите специалиста
по обслуживанию.
Нарушилось соединение панели управления с источником питания.
Текущий процесс сварки останавливается.
Действия: Проверьте кабели. Если отказ не устраняется, вызовите специалиста
по обслуживанию.
Эта ошибка возникнет в том случае, если информация в памяти с батарейной
поддержкой окажется неверной.
Действия: Эта ошибка будет исправлена автоматически, однако данные которые
находились в текущей ячейке памяти, будут потеряны.
Микропроцессор не в состоянии зарезервировать достаточный объем памяти.
Этот отказ генерирует код ошибки 26.
Действия: Вызовите специалиста по обслуживанию.
Панель управления не в состоянии передавать информацию на другие
устройства с достаточно высокой скоростью.
Действия: Выключите питание от сети, чтобы перевести устройство в исходное
состояние.
bi08felr9 -- 2 7 --
Page 28

RU
Êîä
ошибки
23 Переполнение буфера приемника
26 Сторожевой таймер
27 Отсутствует проволока (блок подачи проволоки)
28 Переполнение стека
29 Отсутствует поток охлаждающей воды
31 Отсутствует ответный сигнал от дисплейного блока
32 Отсутствует поток газа
Описание
Панель управления не в состоянии обрабатывать информацию от других
устройств с достаточно высокой скоростью.
Действия: Выключите питание от сети, чтобы перевести устройство в исходное
состояние.
По какой-то причине процессор не справился со своей обычной задачей.
Программа будет автоматически перезапущена. Текущий процесс сварки будет
остановлен.Этот отказ не препятствует выполнению функций.
Действия: Если отказ не устраняется, вызовите специалиста по
обслуживанию.
Из блока подачи проволоки не подается сварочная проволока. Текущий процесс
сварки будет остановлен и не может быть возобновлен.
Действия: Загрузите новую проволоку.
Невозможно выполнение программы.
Действия: Выключите питание от сети, чтобы перевести устройство в исходное
состояние. Если отказ не устраняется, вызовите специалиста по обслуживанию.
Сработало реле контроля потока.
Текущий процесс сварки будет остановлен и не может быть возобновлен.
Действия: Проверьте контур подачи охлаждающей воды и насос.
Микропроцессор не получает ответного сигнала от платы дисплея.
Действия: Вызовите специалиста по обслуживанию.
Расход газа составляет менее 6 л/мин.
Действия: Проверьте газовый клапан, шланги и соединители.
bi08felr9 -- 2 8 --
Page 29

RU
10 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА З АПАСНЫХ ЧАСТЕЙ
Примечание:
Г арантмийные обязательства поставщика теряют силу, если покупателъ
самостоятелъно пытается произвести какие-либо работы по устранению
неисправностей изделия в течение гарантийного срока.
Запасные части можно заказтъ у ближайшего к Вам ESAB, (см. переченъ на
последней странице данной брошюры).
bi08felr9 -- 2 9 --
Page 30

ENGLISH
1 INTRODUCTION 31...................................................
1.1 Do this first 31...............................................................
1.2 Control panel’s working method 32.............................................
1.3 Control panel 32.............................................................
1.4 Symbols in the display 33.....................................................
2 MENUS 33...........................................................
2.1 The main menu and the measurements menu 33.................................
2.2 The selection menu 33........................................................
2.3 Menu structure 34............................................................
3 MIG/MAG WELDING 36................................................
3.1 Settings 36..................................................................
4 MMA WELDING 41....................................................
4.1 Settings 41..................................................................
5 ARC--AIR GOUGING 42................................................
5.1 Settings 42..................................................................
6 GENERAL FUNCTIONS 43.............................................
6.1 Remote control unit 43........................................................
6.2 Settings 43..................................................................
7 MEMORY MANAGEMENT 44...........................................
7.1 Store welding data 44.........................................................
7.2 Recall welding data 45........................................................
7.3 Delete welding data 46........................................................
8 LOCK CODE 46.......................................................
9 FAULT CODES 47.....................................................
9.1 Fault code list 47.............................................................
9.2 Fault code descriptions 48.....................................................
10 ORDERING SPARE PARTS 51..........................................
DIAGRAM 52............................................................
ORDERING NUMBER 53.................................................
TOCe
-- 3 0 --
Page 31

GB
1 INTRODUCTION
This manual describes operation of the MA6 control panel.
For general information on operation, see the power source or the wire feed unit
instruction manuals.
If this warning is shown in the display it m eans that the machine don’t support this
function.
Contact an authorised ESAB service engineer to get an updated software.
1.1 Do this first
This menu appears on the display the first time that you start the power unit.
When delivered, the control panel and display are set to English. There are 14
languages stored in the control panel: change to the one that you want as follows.
S Press
S Press to reach the configuration menu.
to reach the first selection menu.
S Press (i.e. the soft button on the right beneath the display) until the correct
language is shown in the display.
bi03inte1
-- 3 1 --
Page 32

GB
1.2 Control panel’s working method
The control panel can be said to comprise two units: the primary memory and the
welding data memory.
Store
Primary memory Welding data memory
Recall
In the primary memory, a complete set of welding data settings are created which
canbestoredintheweldingdatamemory.
When welding, it is always the content of the primary memory which controls the
process. It is therefore also possible to recall welding data settings from the welding
data memory to the primary memory.
Note that the primary memory always contains the most recently set welding data
settings. These can be recalled from the welding data memory or individually altered
settings. In other words, the primary memory is never empty or “reset”
1.3 Control panel
1 Display
2 Knob for setting the voltage
3 Knob for setting the wire feed speed and
current
4 Soft pushbuttons (function keys)
5 MENU button
Soft pushbuttons
The functions of these buttons (i.e. what each one does) change, depending on the
sub--menu shown on the display. The particular function for each button is shown by
the text in the bottom line of the display, corresponding to the buttons. (A white dot
beside the text indicates that the button is active.)
MENU pushbutton
This pushbutton brings you to the selection menu (see item <>) if you are in the m ain
menu. If you are in some other menu, it moves you back up one menu.
bi03inte1
-- 3 2 --
Page 33

GB
1.4 Symbols in the display
Back to the main menu.
Move the cursor down to a new setting parameter.
Change the function in the selected line.
Increase the value. Decrease the value.
2MENUS
The control panel uses several different menus: the main menu, the measurements
menu, the selection menu, the process menu, the settings menu, the configuration
menu and the memory menu. A startup display is also shown when starting, with
information on the type of panel and the software version in use.
2.1 The main menu and the measurements menu
The main menu always appears immediately after starting,
showing the values that are set. If you are in the main menu
when you start to weld, the menu changes automatically to
show the measured values (the measurements menu). The
measured values remain on the display even after welding
stops.
Other menus can be accessed without losing the measured values.
It is only when a knob is turned or the welding method changed that the setting
values are d isplayed instead of the measured values.
2.2 The selection menu
Use the selection menu to select the next level of menu to
which you want to go: process, settings, configuration or
memory.
The process menu
Use this menu to
change the welding
process, material type
etc.
The configuration
menu
Use this menu to
change the language,
measurement units etc.
The settings menu
Use this menu to set
welding parameters,
such as gas pre--flow,
hot start time, crater fill
time etc.
The memory menu
Use this menu to store,
recall and/or erase
various stored welding
data settings. There
are ten storage
positions for welding
data.
bi03inte1
-- 3 3 --
Page 34

MMA Arc gouging
MIG/MAG
Pulsed
MIG/MAG
MMA Arc gouging
MIG/MAG
MMA
MIG/MAG
MMA
Aric goug.
Pulsed
5) Lang
Dimension
5) Lang.
Dimension
5) Lang.
Dimension
Arc force
Hot start
Panel ena.
Panel ena.
Panel ena.
Store
Recall
Delete
Trigger dat.
Pulsed
MIG/MAG
2/4-- stroke
MIG/MAG
Gas pre fl.
Hot start
Crater fill
Burnbackt
Gas post fl.
Spot welding
Gas pre fl.
Hot start
Craterfill
Burnbackt
Gas post fl.
Spot welding
MIG/MAG Pulsed
Arc gouging
MMA
2/4-- stroke
Craterfill Craterfill
Hot start Hot start Hot start
Creep start Creep start
Gas purge Gas purge
Wire inch Wire inch
Pulsed
Process menu Setting menu Configuration menu Memory menu
MIG/MAG
4) E--diam Induktanc
3) E--type
2) Wire typ
E-- diam
Gas
Wire diam.
MIG/MAG
2.3 Menu structure
bi03mene2
-- 3 4 --
MIG/MAG
Synergic
1) Wire typ
Gas
Wire diam.
Page 35

GB
1) The table below shows the electrode diameters that can be selected in the process settings me-
nu for MIG/MAG synergy welding.
Wire type
Low--alloy or non--alloy solid wire (Fe) Ar + 20% CO
Stainless solid wire (Ss) Ar + 2%CO
Shielding gas Wire diameter
1,0 1,2
1,0 1,2
1,0 1,2
Ar + 8% CO
2
2
2
Magnesium--alloyed aluminium wire (AlMg) Ar 1,2 1,6
Silicon--alloyed aluminium wire (AlSi) Ar 1,2 1,6
Metal powder--filled cored wire (Fe) Ar + 20% CO
Rutile flux--filled cored wire (Fe) Ar + 20% CO
Basic flux--filled cored wire (Fe) Ar + 20% CO
2
2
2
1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
2) The table below shows the electrode diameters that can be selected in the menu for pulsed
MIG/MAG welding.
Wire type
Low--alloy or non--alloy solid wire (Fe) Ar + 20% CO
Shielding gas Wire diameter
1,0 1,2
1,0 1,2
Ar + 8% CO
2
2
Stainless solid wire (Ss) Ar + 2%CO
2
1,0 1,2
Magnesium--alloyed aluminium wire (AlMg) Ar 1,0 1,2 1,6
Silicon--alloyed aluminium wire (AlSi) Ar 1,0 1,2 1,6
3) The table below shows the electrode diameters that can be selected in the MMA welding process menu.
Electrode type
Electrode diameter
Basic 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutile 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Cellulose 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) Following electrode diameters can be selected in the process menu for air--arc gouging:
4,0 5,0 6,0 7,0 8,0
5) The text on the display panel is available in the following languages:
Swedish, Danish, Norwegian, Finnish, English, German, Dutch, French, Spanish (Castilian),
Italian, Portuguese, Polish, Czech, Hungarian, Turkish and US English.
bi08tabe3
-- 3 5 --
Page 36

GB
3 MIG/MAG WELDING
The arc in MIG/M AG welding melts a filler wire (the electrode) that is continuously fed
into the weld, with the molten zone being protected by a shielding gas.
Pulsing the current affects the transfer of molten droplets from the wire , to produce a
stable, spatter-- free arc even at low welding data.
3.1 Settings
MIG/MAG welding without pulsing
Settings Setting range In steps of Default setting
2/4--stroke
Crater filling OFF or ON -- OFF
Crater fill time 0--5s 0,1 s 1,0 s
Hot start OFF or ON -- OFF
Hot start time 0--10s 0,1 s 1,5 s
Creep start OFF or ON -- ON
Gas purging
Cold wire feed -- -- -Synergy OFF or ON -- ON
Inductance 0 -- 100 1 70
Gas pre--flow 0,1 -- 25 s 0,1 s 0,1 s
Burnback time 0--0,35s 0,01 s 0,10 s
Gas post--flow 0,1 -- 20 s 1s 1s
Spot welding OFF or ON -- OFF
Spot welding time 0,1 -- 25 s 0,1 s 0,1 s
Voltage 8--60 0,25 (displayed with
Wire feed speed 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Trigger data OFF,
Dimensions METRIC or INCH -- METRIC
Panel enable OFF or ON -- ON
Automatic save
AVC feeder
Limits
Lock code
1)
These functions cannot be changed while welding is in progress.
2)
The synergy line on delivery: solid wire (Fe), shielding gas CO2with wire 0.8 mm.
3)
Contact an authorised ESAB service engineer to activate this function.
1)
1)
3)
3)
3)
3)
2--stroke or 4--stroke -- 2--stroke
-- -- --
2)
synergy deviation
one decimal)
-- OFF
ON or
ARC OFF
OFF or ON -- OFF
OFF or ON -- OFF
OFF or ON -- OFF
OFF or ON -- OFF
¦ 0
MIG/MAG welding with pulsin g
Settings Setting range In steps of Default setting
2/4--stroke
Crater filling OFF or ON -- OFF
Crater fill time 0--5s 0,1 s 1,0 s
Hot start OFF or ON -- OFF
Hot start time 0--10s 0,1 s 1,5 s
bi08mige4
1)
2--stroke or 4--stroke -- 2-- stroke
-- 3 6 --
Page 37

GB
Settings Default settingIn steps ofSetting range
Creep start OFF or ON -- ON
Gas purging
Cold wire feed -- -- -Gas pre--flow 0,1 -- 25 s 0,1 s 0,1 s
Burnback time 0--0,35s 0,01 s 0,10 s
Gas post--flow 0--20s 1s 1s
Spot welding OFF or ON -- OFF
Spot welding time 0,1 -- 25 s 0,1 s 0,1 s
Voltage 8--60 0,25 (displayed with
Wire feed speed 0,8 -- 25,0 m/min 0,1 m/min 5m/min
Trigger data OFF,
Dimensions METRIC or INCH -- METRIC
Panel enable OFF or ON -- ON
Automatic save
AVC feeder
Limits
Lock code
1)
These functions cannot be changed while welding is in progress.
2)
Contact an authorised ESAB service engineer to activate this function.
The synergy line on delivery: solid wire (Fe), shielding gas Ar 8% CO
2--stroke
1)
2)
2)
2)
2)
-- -- --
synergy deviation
one decimal)
-- DISABLE
ON or
ARC OFF
OFF or ON -- OFF
OFF or ON -- OFF
OFF or ON -- OFF
OFF or ON -- OFF
with wire 1.0 mm.
2
¦ 0
Gas pre--flow Hot
start
Functions when using 2--stroke control of the welding gun.
Welding Crater
fill
Gas post--flow
In the 2--stroke control mode, pressing the welding gun trigger switch starts gas
pre--flow (if used) (1) and strikes the arc. Releasing the trigger switch (2) starts
crater filling (if in operation), extinguishes the arc and starts gas post--flow ( if in
operation).
TIP: If the welding gun trigger switch is pressed again during the crater fill time,
welding can be continued for as long as required (shown by the dotted line), using
the crater fill data. Crater filling can also be interrupted by quickly pressing and
releasing the trigger switch while crater filling is in progress.
-- Activation of 2--stroke performed in the main menu.
bi08mige4
-- 3 7 --
Page 38
GB
4--stroke
Gas pre--flow Hot
start
Function when using 4--stroke control of the welding gun.
Welding Crater fill Gas post--flow
In the 4--stroke control mode, pressing the welding gun trigger switch starts gas
pre--flow (1). Releasing the trigger switch (2) starts the welding process. At the end
of welding, the welder presses the trigger switch again (3), which starts crater filling
(if in operation) and reduces the welding data to a lower value. Releasing the trigger
switch again (4) extinguishes the arc and starts gas post--flow (if used).
TIP: Crater filling stops when the trigger switch is released. Keeping the button
pressed continues welding at the lower data of the crater filling function (dotted line).
-- Activation of 4--stroke performed in the main menu.
Crater filling
Crater filling helps to avoid pores, thermal cracking and crater f ormation in the
workpiece at the end of the weld.
-- Setting of crater filling time performed in the settings menu.
Hot start
The hot start function increases the welding current for an adjustable time at the start
of welding, which reduces the risk of poor fusion at the start of the weld.
-- Setting of hot start time performed in the settings menu.
Creep start
The creep start function reduces the initial feed speed of the wire to 50 % of the set
speed until the wire contacts the workpiece.
-- Activation of creep start performed in the main menu.
Gas purging
The gas purging function is used when measuring the gas flow rate, or to purge the
gas hoses of any air or moisture before starting to weld. It continues as long as the
button is held pressed, and prevents voltage from being applied and wire feed from
starting.
-- Activation of gas purging performed in the main menu.
bi08mige4
-- 3 8 --
Page 39

GB
Cold wire feed
Cold wire feed is used in order to feed out wire without energising the arc. The wire
is fed out for as long as the button is held pressed.
-- Activation of cold wire feed performed in the main menu.
Synergy
Every combination of wire type, wire diameter and gas mixture requires a unique
relationship between wire feed speed and voltage (arc length) in order to ensure a
stable arc. The arc voltage (arc length) is automatically controlled in accordance
with the preprogrammed synergy line that has been selected by the welder, which
makes it m uch easier quickly to find the optimum welding parameters. The
relationship between the wire feed speed and the other parameters is referred to as
the synergy characteristic or synergy line.
Synergy ON: the main menu shows the set wire
feed, as well as positive and negative deviation
from the synergy line’s voltage.
Positive deviation is displayed with a bar above
SYN, negative is displayed below.
Synergy OFF: the main menu shows the set value for voltage and wire feed.
-- Activation of synergy performed in the main menu.
Synergy line package
The synergy line package supplied with the machine is called “Standard synergic
lines” and contains the 33 most frequently used synergy lines.
It is also possible to order other packages of synergy lines, but these must be
installed by an authorised ESAB service engineer.
Inductance
Higher inductance produces a more flowing weld and less spatter. Lower inductance
produces a harsher sound and a stable, concentrated arc.
-- Setting of inductance performed in the settings menu.
Gas pre--flo w
The gas pre--flow time is the time during which the shielding gas flows before the arc
is struck.
-- Setting of gas pre--flow time performed in the settings menu.
Burnback time
The burnback time is a delay between when the wire feed unit starts to brake the
wire until the power unit shuts off the welding current. Too short a burnback time
leaves a long piece of filler wire projecting after welding has stopped, with resulting
risk of the wire freezing into the solidifying weld pool. On the other hand, too long a
burnback time reduces the stickout to such an extent that there is a risk of the arc
striking from the welding gun contact tip when welding is next started.
-- Setting of burnback time performed in the settings m enu.
bi08mige4
-- 3 9 --
Page 40

GB
Gas post--flow
The gas post--flow function controls the time during which shielding gas continues to
flow after the arc has been extinguished.
-- Setting of gas post--flow time performed in the settings menu.
Change of trigger data
Using this function, it is possible to switch to various pre--set welding data
alternatives by double--clicking on the welding gun’s trigger.
Switching takes place between the memory positions 1, 2 and 3 (see under chapter
7 “memory management”). If there is no data in memory position 2, switching takes
place instead between positions 1 and 3.
ON -- Switching between memory positions can take place before, after or during
welding.
ARC OFF -- Switching between memory positions can only take place before or
after welding.
-- Activation of trigger data switching performed in the configuration menu.
AVC feeder
When this function is activated it is possible to use an Arc Voltage Controlled or
Off--The--Arc feeder, where the arc voltage from the power source is used to power
the feed unit.
Contact an authorised ESAB service engineer to activate this function.
-- Activation of AVC feeder performed in the configuration menu.
Spot welding
Select Spot welding when you want to “spot--weld” thin metal sheets.
-- Activation and setting of Spot welding is performed in the settings menu.
Vol ta ge
A higher voltage gives a longer arc, with a hotter and wider weld pool.
Irrespective of which menu is displayed, the setting value for the voltage can always
be changed. The value is displayed in the main menu or selection menu.
Wire feed speed
The wire feed speed is the speed at which the filler wire is supplied, measured in
m/min.
Irrespective of which menu is displayed, the setting value for the wire feed speed can
always be changed. The value is displayed in the main menu or selection menu.
bi08mige4
-- 4 0 --
Page 41

GB
4 MMA WELDING
MMA welding is welding with the use of coated electrodes. Striking the arc melts the
electrode and the coating, with the coating forming a protective slag.
4.1 Settings
Settings Setting range In steps of Default setting
Hot start
Hot start time 1--30 1 10
Arc force 0--10 0,5 3
Current
Dimensions METRIC or INCH -- METRIC
Panel enable OFF or ON -- on
Automatic save
Limits
Lock code
1)
2)
3)
3)
3)
ON or OFF -- OFF
16 -- 500 A 1A 164 A
OFF or ON -- OFF
OFF or ON -- OFF
OFF or ON -- OFF
1)
This function cannot be changed while welding is in progress.
2)
Maximal current depends on which machine type is used.
3)
Contact an authorised ESAB service engineer to activate this function.
The synergy line on delivery rutile wire 4.0 mm.
Hot start
The hot start function increases the welding current for an adjustable time at the start
of welding. This reduces the risk of poor fusion defects at the start of the weld.
Setting of hot start time performed in the settings menu.
Arc force
The arc force function controls how the current changes when the arc length changes.
A lower value gives a less harsh arc with less spatter.
Setting of arc force performed in the settings menu.
Current
Higher current produces wider and deeper penetration into the workpiece.
Irrespective of which menu is displayed, the setting value for the current can always
be changed. The value is displayed in the main menu or selection menu.
bi08mmae6
-- 4 1 --
Page 42

GB
5 ARC--AIR GOUGING
Arc--air gouging involves the use of a special electrode consisting of a carbon bar
with a copper case. An arc is formed between the carbon bar and the workpiece, air
is supplied to blow away the melted material, and a seam is formed.
5.1 Settings
Settings Setting range In steps of Default setting
Wire diameter 4.0--8.0 mm 1mm 4,0 mm
Current 8--60 V 0,25 V (Displayed with
one decimal.)
Wire diameter
A larger wire diameter produces wider and deeper penetration into the workpiece.
Current
Higher current produces wider and deeper penetration into the workpiece
37.0 V
bi08gouginge
-- 4 2 --
Page 43

GB
6 GENERAL FUNCTIONS
6.1 Remote control unit
Aristo machines with intergral control panels should have program version 1.21 or
higher, in o rder for the remote control to function correctly.
Control panel’s behaviour on connection of the remote control unit
S The display freezes in the m enu showing when the remote control unit is
connected.
Measurement and setting values are updated, but only displayed in those menus
in which the values can be shown.
S If a fault code symbol is displayed, it cannot be removed until the remote control
has been disconnected.
S With 10 --program remote control units, it is possible to switch between memory
positions 1, 2, 3, 4, 5, 6, 7, 8, 9 and 10. If memory position 2 is empty, the values
from position 1 are retained. F or further information, see chapter 7 “memory
management”.
6.2 Settings
Panel enable
When a remote control unit is connected it is possible to set current or voltage and
wire feed speed by the control panel or the remote control unit.
Note: this function must be activated before the remote control unit is connected.
-- Activation of panel enable performed in the configuration menu.
Auto save
If a welding data setting is recalled from the welding data memory and the settings
are adjusted, the changed settings will automatic be saved when a new welding data
setting is recalled from the memory.
Contact an authorised ESAB service engineer to activate this function.
-- Activation of auto save performed in the configuration menu.
Limits
By this function max. and min. values for wirefeed / current or voltage can be set.
The limits can be saved in the first 5 memory positions of the welding data memory.
Contact an authorised ESAB service engineer to activate this function.
-- Activation of limits performed in the configuration menu.
Lock code
By this function the settings menu can be locked, then it is only possible to select the
main menu and the measurements menu, see chapter 8 “Lock code”.
Contact an authorised ESAB service engineer to activate this function.
-- Activation of lock code performed in the configuration menu.
bi08gene7
-- 4 3 --
Page 44

GB
7 MEMORY MANAGEMENT
Various welding data created in the primary memory can be stored in the memory
menu. Up to 10 different welding data settings can be stored.
7.1 Store welding data
S Set a welding data setting in the primary memory.
S Press to access the “selection menu” and then on to access the
relevant settings.
Check that the welding data settings are correct.
S Press to access the memory menu.
S Press until you come to the memory position in which you want to store the
welding data setting, e.g. position 2.
S Press
other memory positions are empty.
, a welding data setting is now stored in memory position 2. The
bi08mine8
-- 4 4 --
Page 45
GB
7.2 Recall welding data
S Press to access the selection menu and then on to access the
relevant settings.
S Press to access the memory menu.
S Choose which memory position you want to recall, e.g. position 2. Press
until you come to position 2.
S Press to recall memory position 2. The following question appears:
S Press “YES” if you want to recall welding data from memory position 2 and
change the settings that are currently in the primary memory. (If you change your
mind, press “NO”)
This icon in the main menu shows which
memory position that is recalled.
bi08mine8
-- 4 5 --
Page 46

GB
7.3 Delete welding data
S Press to access the selection menu and then on to access the
relevant settings.
S Press to access the memory menu.
S Choose which memory position you want to delete, e.g. position 2. Press
until you come to position 2.
S Press to delete memory position 2. The following question appears:
S Press “YES” if you want to delete welding data from memory position 2, (if you
change your mind, press “NO”). Memory position 2 is now empty.
8 LOCK CODE
Contact an authorised ESAB service engineer to activate the lock code.
S Press to access the lock code menu.
S Press until the first digit of the PIN code is selected.
S Press
remaining digits.
S Press
bi08mine8
, to store the first digit of the code. Repeat the procedure for the
to unlock the control panel.
-- 4 6 --
Page 47

GB
9 FAULT CODES
Fault codes are used to indicate that a fault has occurred in the equipment. They
are shown in the display in the form of a symbol as follows:
Fault codes are updated every three seconds. The upper numeral in the
symbol is the number of the particular fault code: see Item 9.1. The
lower figure indicates where the fault is.
The above symbol shows that the control panel (0) has lost contact with the power unit.
If several faults have been detected, only the code for the last fault to occur will be
displayed.
Press any of the function keys in order to clear the symbol from the display.
Symbols may be steady or flashing, depending on the type of fault.
Flashing symbols are highlighted with “o” in the list of fault codes.
9.1 Fault code list
0 = control panel 3 = wire feed unit
1 = cooling unit 4 = remote control
2 = power source
Fault
code
1 Memory error, EPROM x x x x x
2 Memory error, RAM x x x x
3 Memory error, external RAM x x
4 5V power supply x x
5 High intermediate DC voltage x
6 High temperature x x
8 Power supply 1* x x x x x
9 Power supply 2* x x x
10 Power supply 3* x
11 Wire feed servo x
12 Communication error (warning) x x x x x
14 Communication error (bus off) x x
15 Messages lost x x x x
16 High open--circuit voltage x
17 Lost contact with the wire feed unit o
18 Lost contact with the power unit o
19 Incorrect settings values in external RAM x
20 Memory allocation error x
22 Transmitter buffer overflow x x
23 Receiver buffer overflow x x
26 Watchdog x x x
27 Outofwire o
28 Stack overflow x x x x
Description 0 1 2 3 4
bi08fele9
-- 4 7 --
Page 48

GB
Fault
code
29 No cooling water flow o
31 No reply from the display unit x
32 No gas flow o
Unit Power supply 1* Power supply 2* Power supply 3*
Cooling unit +24V
Control panel +3V
Power unit +15V --15V +24V
Wire feed unit 30/48--4
Wire feed unit 30L--4
Remote control +12V +10V
+15V
+15V
+ 20V
+ 60V
9.2 Fault code descriptions
Fault
code
Description
1 Program memory error, (EPROM)
There is a fault in the program memory .
This fault does not disable any functions.
Action: Restart the machine. If the fault persists, send for a service technician.
2 Microprocessor RAM error
The microprocessor is unable to read/write from/to a certain memory position in its internal
memory
This fault does not disable any functions.
Action: Restart the machine. If the fault persists, send for a service technician.
3 External RAM error
The microprocessor is unable to read/write from/to a certain memory position in its external
memory
This fault does not disable any functions.
Action: Restart the machine. If the fault persists, send for a service technician.
4 5 V power supply low
The power supply voltage is too low.
The current welding process is stopped, and cannot be restarted.
Action: Turn off the mains power supply to reset the unit. If the fault persists, send for a
service technician.
5 Intermediate DC voltage outside limits
The voltage is too low or too high. Too high a voltage can be due to severe transients on
the mains power supply or to a weak power supply (high inductance of the supply or loss
of a phase).
The power unit is stopped, and cannot be restarted.
Action: Turn off the mains power supply to reset the unit. If the fault persists, send for a
service technician.
6 High temperature
The thermal overload cutout has operated.
The current welding process is stopped, and cannot be restarted until the cutout has reset.
Action: Check that the cooling air inlets or outlets are not obstructed or clogged with dirt.
Check the duty cycle being used, to make sure that the equipment is not being overloaded.
43210Description
bi08fele9
-- 4 8 --
Page 49

GB
Fault
code
10 +24V power supply
11 Wire feed speed
12 Communication error (warning)
14 Communication error
15 Messages lost
Description
8 +24V power supply (cooling unit)
The voltage is too high or too low.
Action: Send for a service technician.
8 Low battery voltage +3V (in the control panel)
The voltage of the memory backup battery is too low. If the battery is not replaced, the
contents of the welding data memory in the control panel will be lost.
This fault does not disable any functions.
Action: Send for a service technician to replace the battery.
8 +15V power supply (wire feed unit and power unit)
The voltage is too high or too low.
Action: Send for a service technician.
8 +13V power supply, (remote control unit)
The voltage is too high or too low.
Action: Send for a service technician.
9 --15V power supply (power unit)
The voltage is too high or too low.
Action: Send for a service technician.
9 +20V, +60V power supply, (wire feed unit)
The voltage is too high or too low.
Action: Send for a service technician.
9 +10 V power supply (remote control unit)
The voltage is too high or too low.
Action: Send for a service technician.
The voltage is too high or too low.
Action: Send for a service technician.
The wire feed speed differs from the set value.
Wire feed stops if this fault occurs.
Action: Send for a service technician.
The load on the system CAN bus is temporarily too high.
The power unit or wire feed unit may have lost contact with the control panel.
Action: Check the equipment to ensure that only one wire feed unit or remote control unit
is connected. If the fault persists, send for a service technician.
The system’s CAN bus has temporarily ceased to work due to excessive load.
The current welding process is stopped.
Action: Check the equipment to ensure that only one wire feed unit or remote control unit
is connected. Turn off the mains power supply to reset the unit. If the fault persists, send
for a service technician.
The microprocessor is unable to process incoming messages sufficiently quickly, with the
result that information has been lost.
Action: Turn off the mains power supply to reset the unit. If the fault persists, send for a
service technician.
bi08fele9
-- 4 9 --
Page 50

GB
Fault
code
16 High open--circuit voltage
17 Lost contact
18 Lost contact
19 Incorrect settings values in external RAM
20 Memory allocation error
22 Transmitter buffer overflow
23 Receiver buffer overflow
26 Watchdog
27 Out of wire (wire feed unit)
28 Stack overflow
29 No cooling water flow
Description
The open--circuit voltage has been too high.
Action: Turn off the mains power supply to reset the unit. If the fault persists, send for a
service technician.
The control panel has lost contact with the wire feed unit.
The current welding process is stopped.
Action: Check the cables. If the fault persists, send for a service technician.
The control panel has lost contact with the power unit.
The current welding process is stopped.
Action: Check the cables. If the fault persists, send for a service technician.
This fault will be detected if the information in the battery--backed memory has become
corrupted.
Action: The fault will correct itself, but the data stored in the current memory position will
be lost.
The microprocessor is unable to reserve sufficient memory space.
This fault will generate fault code 26.
Action: Send for a service technician.
The control panel is unable to transmit information to the other units at a sufficiently high
speed.
Action: Turn off the mains power supply to reset the unit.
The control panel is unable to process information from the other units at a sufficiently high
speed.
Action: Turn off the mains power supply to reset the unit.
Something has prevented the processor from performing its normal program duties.
The program restarts automatically. The current welding process will be stopped.
This fault does not disable any functions.
Action: If the fault recurs, send for a service technician.
The wire feed unit is not feeding any wire. The current welding process will be stopped,
and cannot be restarted.
Action: Load new wire.
Program execution is not working.
Action: Turn off the mains power supply to reset the unit. If the fault persists, send for a
service technician.
The flow monitor switch has operated.
The current welding process is stopped, and cannot be restarted.
Action: Check the cooling water circuit and the pump.
bi08fele9
-- 5 0 --
Page 51

GB
Fault
code
31 No reply from the display unit
32 No gas flow
Description
The microprocessor is not in contact with the display board.
Action: Send for a service technician.
Gas flow is less than 6 l/min. Welding cannot be started.
Action: Check the gas valve, hoses and connectors.
10 ORDERING SPARE P ARTS
Note!
All guarantee undertakings from the supplier cease to apply if the customer himself
attempts any work in the product during the guarantee period in order to rectify any
faults.
Запасные части можно заказтъ у ближайшего к Вам ESAB, (см. переченъ на
последней странице данной брошюры).
bi08fele9
-- 5 1 --
Page 52

Diagram Схема
bi03e11a
-- 5 2 --
Page 53
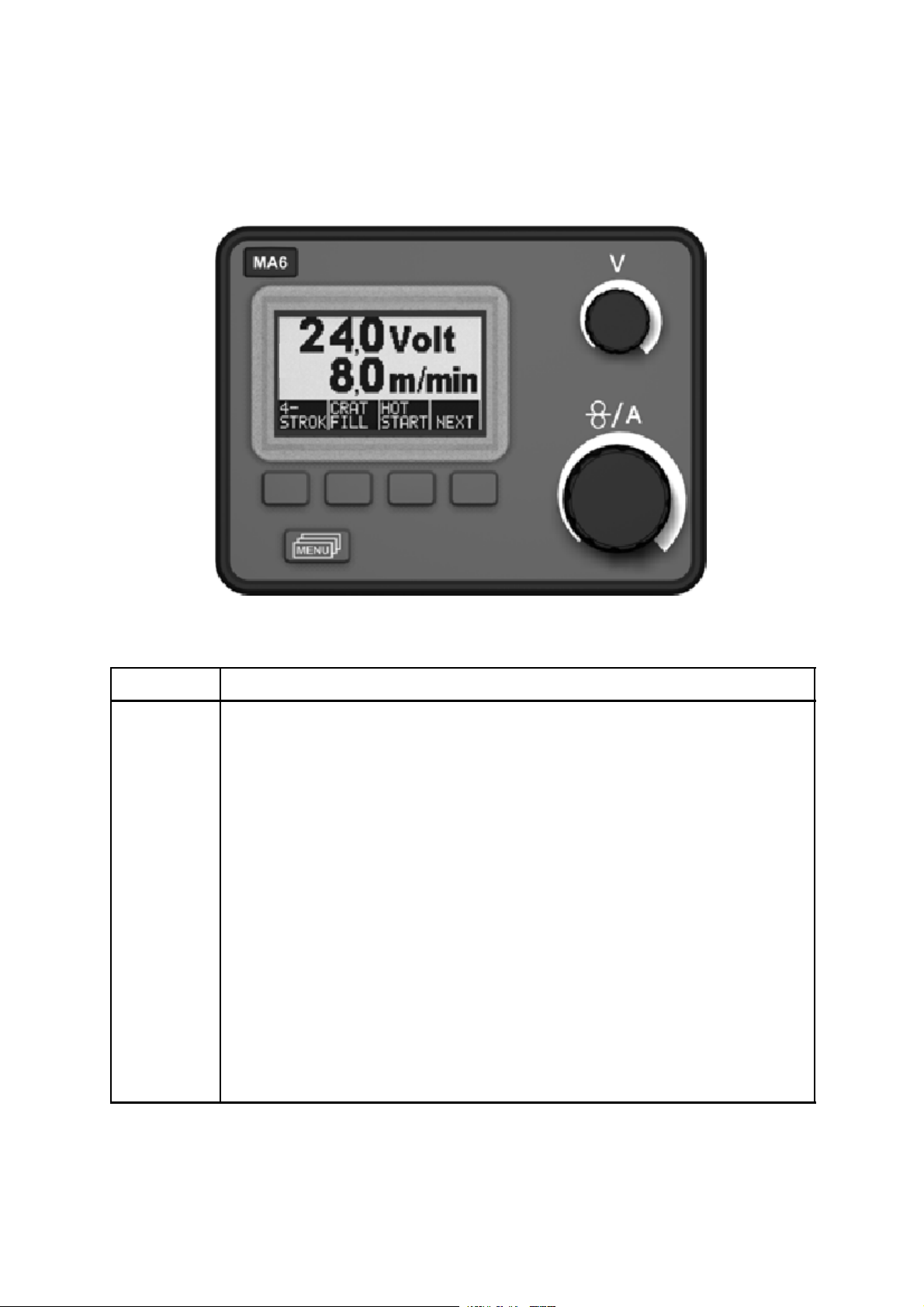
Control panel MA6
Ordering number Номер заказа
Ordering no. Denomination
0458 535 886 Control panel MA6
0458 854 170 Instruction manual SE
0458 854 171 Instruction manual DK
0458 854 172 Instruction manual NO
0458 854 173 Instruction manual FI
0458 854 174 Instruction manual GB
0458 854 175 Instruction manual DE
0458 854 176 Instruction manual FR
0458 854 177 Instruction manual NL
0458 854 178 Instruction manual ES
0458 854 179 Instruction manual IT
0458 854 180 Instruction manual PT
0458 854 181 Instruction manual GR
0458 854 182 Instruction manual PL
0458 854 183 Instruction manual HU
0458 854 184 Instruction manual CZ
0458 854 127 Instruction manual RU, GB
0458 854 990 Spare parts list
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi03o11a
-- 5 3 -Edition 051003
Page 54

p
-- 5 4 --
Page 55

p
-- 5 5 --
 Loading...
Loading...