


IT
Control panel MA6
Istruzioni per l’uso
Valid for program version 1.300458 854 179 IT 051003

1 INTRODUZIONE 3...................................................
1.1 Operazioni preliminari 3......................................................
1.2 Modalità di funzionamento del pannello di controllo 4.............................
1.3 Pannello di controllo 4.......................................................
1.4 Simboli sul display 5.........................................................
2MENU 5.............................................................
2.1 Menu principale e menu di misurazione 5.......................................
2.2 Menu di selezione 5.........................................................
2.3 Struttura dei menu 6.........................................................
3 SALDATURA MIG/MAG 8.............................................
3.1 Regolazioni 8...............................................................
4 SALDATURA MMA 14.................................................
4.1 Regolazioni 14...............................................................
5 GENERAL FUNCTIONS 15.............................................
5.1 Telecomando 15.............................................................
5.2 Impostazioni 15..............................................................
6 GESTIONE DELLA MEMORIA 16.......................................
6.1 Memorizzazione dei dati di saldatura 16.........................................
6.2 Richiamare i dati di saldatura 17................................................
6.3 Cancellazione dei dati di saldatura 17...........................................
7 CODICE ACCESSO 18.................................................
8 CODICI DI GUASTO 19................................................
8.1 Elenco dei codici di guasto 19..................................................
8.2 Descrizione dei codici di guasto 20.............................................
9 ORDINAZIONE DEI PEZZI DI RICAMBIO 23.............................
SCHEMA 24.............................................................
NO.DICODICE 25.......................................................
Ci riserviamo il diritto di variare le specifiche senza preavviso.
TOCi
-- 2 --
IT
1 INTRODUZIONE
Questo manuale descrive il funzionamento e l’utilizzo del pannello di controllo MA6.
Per informazioni generali sul funzionamento, vedere i corrispondenti manuali di
istruzioni del generatore o del gruppo trainafilo.
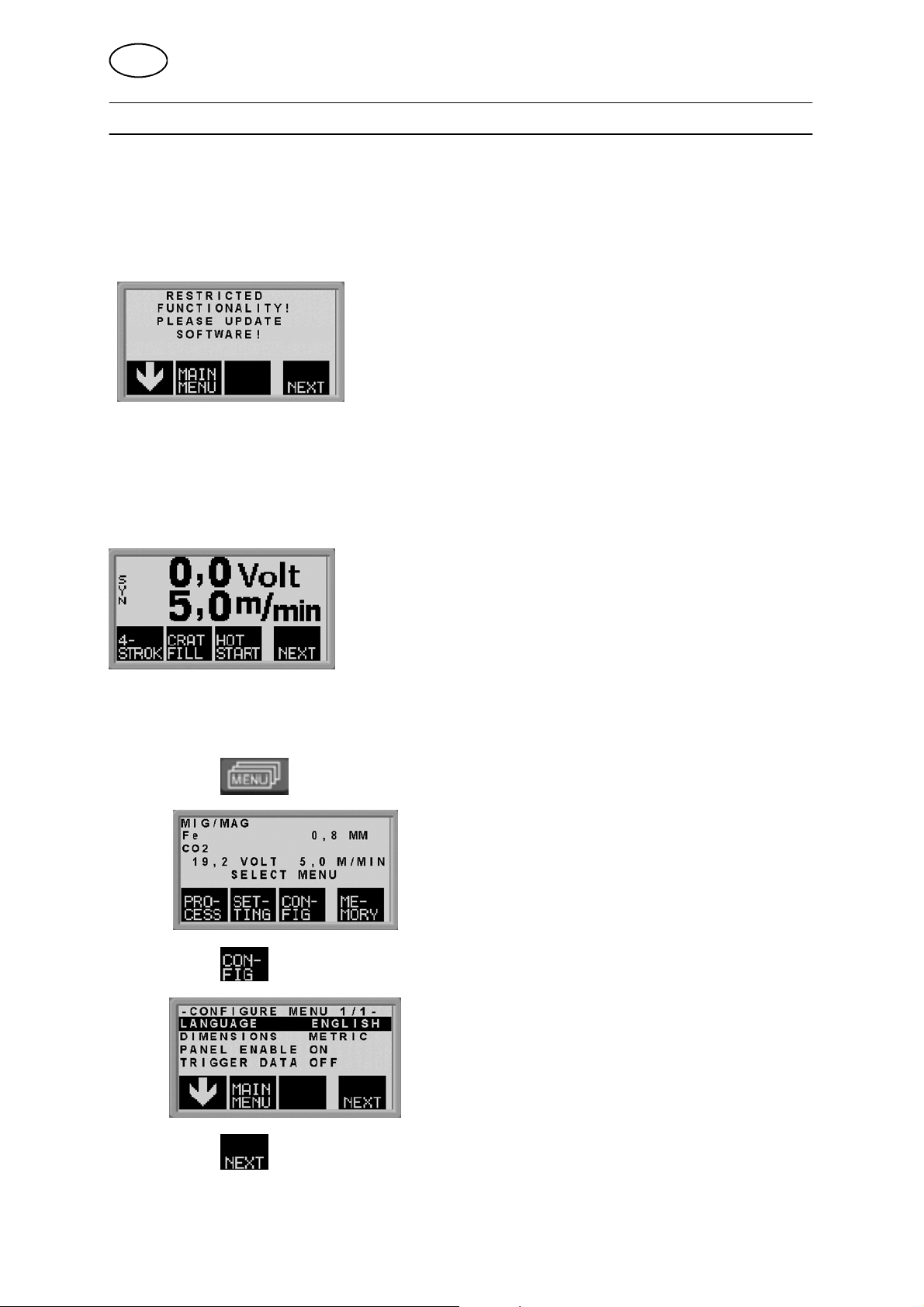
Se nel display viene visualizzata questa avvertenza significa che il generatore non
supporta questa funzione
Contattare un tecnico autorizzato ESAB per ottenere un software aggiornato.
1.1 Operazioni preliminari
Quando si attiva il generatore per la prima volta, sul display compare il menu
principale.
Al momento della consegna, la lingua impostata per il pannello di controllo e il
display è l’inglese. Nel pannello di controllo sono memorizzate 14 lingue:
selezionare come segue quella desiderata.
S Premere per portarsi sul primo menu di selezione.
S Premere per portarsi sul menu di configurazione.
S Premere (vale a dire il tasto software situato sulla destra sotto il display)
fino a quando sul display viene visualizzata la lingua desiderata.
bi03inti1
-- 3 --

IT
1.2 Modalità di funzionamento del pannello di controllo
Il pannello di controllo può essere suddiviso in due unità: la memoria principale e la
memoria dei dati di saldatura.
Memorizza
Memoria principale Memoria dati di saldatura
Richiama
Nella memoria principale viene creato un set completo di regolazioni per i dati di
saldatura che possono essere memoriazzati nella memoria dei dati di saldatura.
Durante la saldatura il processo viene sempre controllato dai dati contenuti nella
memoria principale. È quindi possibile richiamare le regolazioni dei dati di saldatura
dalla memoria dei dati di saldatura alla memoria principale.
Si noti che la memoria principale contiene sempre le regolazioni più recenti dei dati
di saldatura. Questi dati possono essere richiamati dalla memoria dei dati di
saldatura oppure modificati singolarmente. In altre parole la memoria principale non
è mai vuota o “ripristinata”
1.3 Pannello di controllo
1 Display
2 Manopola per la regolazione della tensione
3 Manopola per la regolazione della velocità
trainafilo e della corrente
4 Tasti software (tasti funzione)
5 Tasto MENU
Tasti software
La funzione di questi tasti (vale a dire l’effetto dell’azionamento di ciascuno di essi)
varia a seconda del sottomenu visualizzato sul display. La funzione specifica di
ciascun tasto è indicata dal testo contenuto nell’ultima linea alla base del display, in
corrispondenza ai tasti. (La presenza di un punto bianco a fianco al testo indica che
il tasto è attivo.)
Tasto MENU
Questo tasto consente di accedere al menu di selezione (vedere il punto<>) dal
menu principale. Se ci si trova in un altro menu, esso riporta indietro di un menu.
bi03inti1
-- 4 --
IT
1.4 Simboli sul display
Ritorno al menu principale.
Spostare il cursore verso il basso fino a un nuovo parametro di
regolazione.
Modificare la funzione nella riga selezionata.
Aumentare il valore. Ridurre il valore.
2MENU
Il pannello di controllo utilizza vari menu: il menu principale, il menu di misurazione,
il menu di selezione, il menu di processo, il menu di configurazione e il menu di
memoria. All’avvio, viene inoltre visualizzato un display di avvio contenente
informazioni sul tipo di pannello e sulla versione del software in uso.
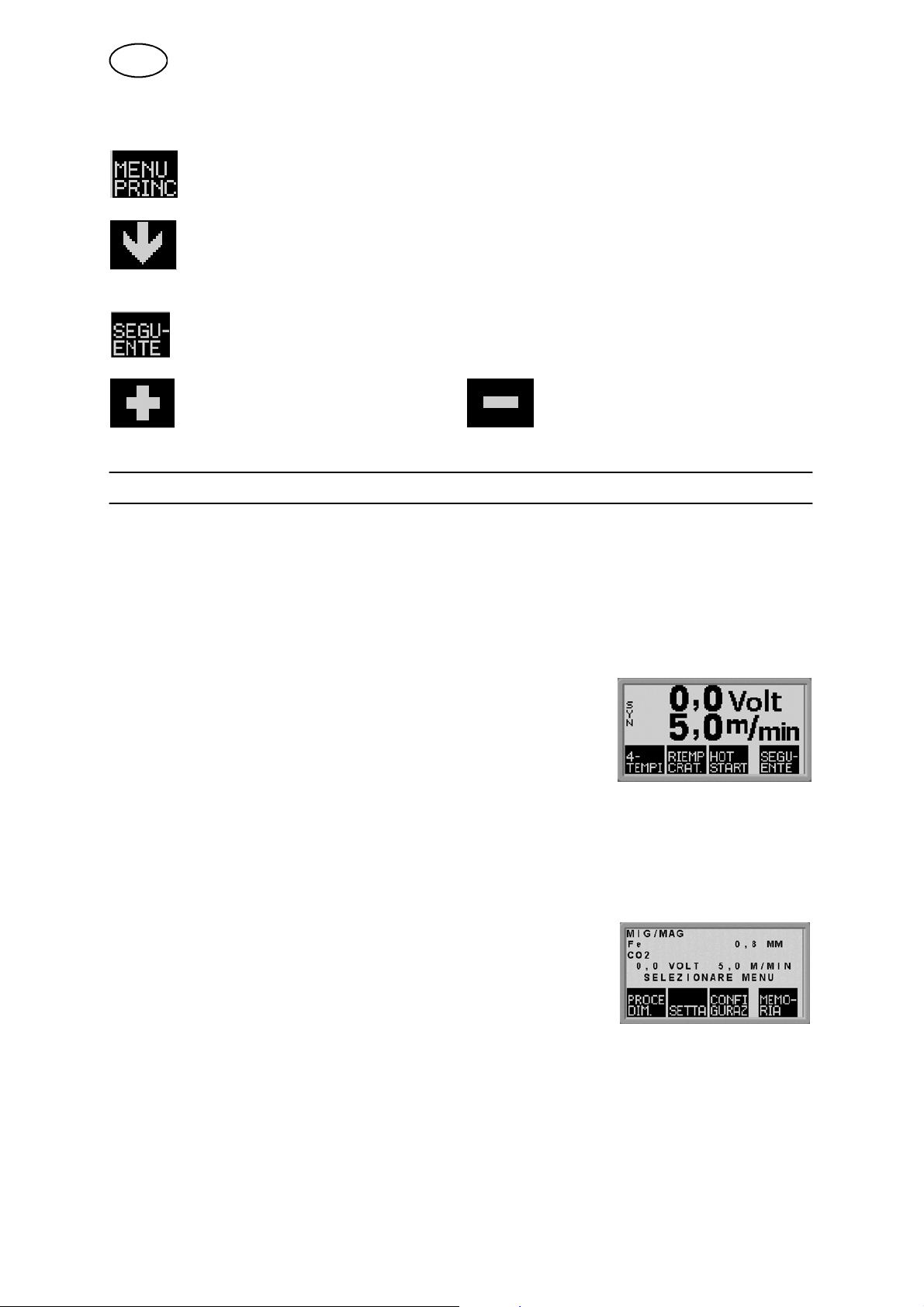
2.1 Menu principale e menu di misurazione
Il menu principale compare sempre immediatamente dopo
l’avvio, e indica i valori impostati. Se quando si dà inizio alla
saldatura ci si trova nel menu principale, questo commuta
automaticamente per mostrare i valori misurati (menu di
misurazione). I valori misurati rimangono visualizzati fino al
termine della saldatura. Ruotando una manopola qualunque si ritorna al menu principale.
È possibile accedere ad altri menu senza perdere i valori misurati.
I valori di regolazione vengono visualizzati al posto di quelli di misurazione soltanto
quando si ruota la manopola o quando si modifica il metodo di saldatura.
2.2 Menu di selezione
Il menu di selezione serve per selezionare il livello di menu
successivo cui si desidera accedere, vale a dire i menu di
processo, di regolazione, di configurazione o di memoria.
bi03inti1
-- 5 --
IT
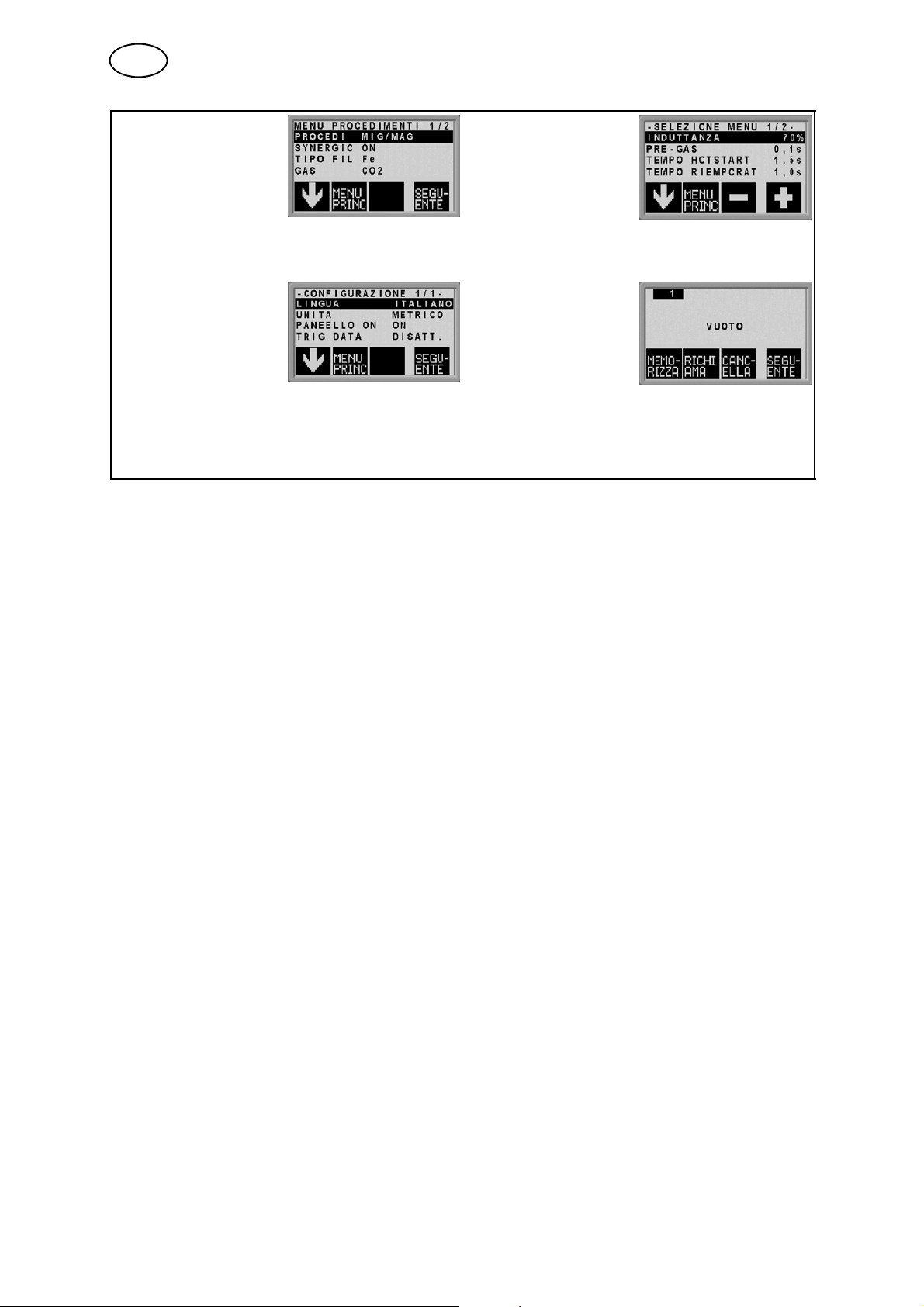
Menu di processo
Utilizzare questo menu
per variare il processo
di saldatura, il tipo di
materiale e così via.
Menu di configurazione
Utilizzare questo menu
per modificare la
lingua, le unità di
misura, e così via.
Menu di regolazione
Utilizzare questo menu
per impostare i
parametri di saldatura,
come il preflussaggio
del gas, il tempo di Hot
start, il tempo di
riempimento dei crateri
ecosìvia.
Menu di memoria
Utilizzare questo menu
per memorizzare,
richiamare e/o
cancellare i dati di
regolazione della
saldatura memorizzati.
Sono disponibili dieci
posizioni di memorizzazione dei dati di
saldatura.
bi03inti1
-- 6 --
IT
1) La tabella sottostante mostra il diametro degli elettrodi che possono essere selezionati nel
menu di regolazione per la saldatura a sinergia MIG/MAG.
Tipo di filo
Filo massiccio a basso tenore di lega o privo di
lega (Fe)
Filo massiccio di acciaio inossidabile (Ss) Ar + 2%CO
Gas di protezione Diametro del filo
Ar + 20% CO
Ar + 8% CO
2
2
2
Ar + 3%CO21%H
1,0 1,2
1,0 1,2
0,8 1,0 1,2
0,8 1,0 1,2
Filo di alluminio con lega di magnesio (AlMg) Ar 1,2 1,6
Filo di alluminio con lega di silicio (AlSi) Ar 1,2 1,6
Filo con nucleo riempito di polvere di metallo
Ar + 20% CO
2
1,2 1,4 1,6
(Fe)
Filo con nucleo riempito con flusso di rutilo (Fe) Ar + 20% CO
Filo con nucleo riempito con flusso di base (Fe) Ar + 20% CO
2
2
1,2
1,2
2) La tabella sottostante mostra il diametro degli elettrodi che possono essere selezionati nel
menu per la saldatura MIG/MAG a impulsi.
Tipo di filo
Filo massiccio a basso tenore di lega o privo di
lega (Fe)
Gas di protezione Diametro del filo
Ar + 20% CO
Ar + 8% CO
2
2
1,0 1,2
1,0 1,2
Filo massiccio di acciaio inossidabile (Ss) Ar + 2%CO
Ar + 3%CO21%H
2
0,8 1,0 1,2
0,8 1,0 1,2
Filo di alluminio con lega di magnesio (AlMg) Ar 1,0 1,2 1,6
Filo di alluminio con lega di silicio (AlSi) Ar 1,0 1,2 1,6
3) La tabella sottostante mostra il diametro degli elettrodi che possono essere selezionati nel
menu del processo di saldatura MMA.
Tipo di elettrodo
Diametro dell’elettrodo
Di base 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutilo 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Cellulosa 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
4) Elettrodi che possono essere selezionati nel menu del processo di saldatura Scriccatura.
4,0 5,0 6,0 7,0 8,0
5) Il testo può essere visualizzato sul display nelle seguenti lingue:
svedese, danese, norvegese, finlandese, inglese, tedesco, olandese, francese, spagnolo
(castigliano), italiano, portoghese, polacco, ceco, ungherese, turco e inglese statunitense.
bi08tabi3
-- 7 --

IT
3 SALDATURA MIG/MAG
Nella saldatura MIG/MAG, l’arco provoca la fusione di un filo di apporto (l’elettrodo) che
viene introdotto in continuazione nella saldatura, mentre la zona di fusione è protetta
da un gas di protezione.
La corrente a impulsi influisce sul trasferimento delle goccioline fuse dal filo,
producendo un arco stabile e privo di gocce di saldatura anche a bassi valori di
saldatura.
3.1 Regolazioni
Saldatura MIG/MAG senza impulsi
Regolazioni Intervallo di regolazione Nelle fasi: Regola. di default
2/4 tempi
Riempimento crateri OFF oppure ON -- OFF
Tempo di riempimento dei
crateri
Hot start OFF oppure ON -- OFF
Tempo funzione Hot start 0--10s 0,1 s 1,5 s
Avvio micrometrico OFF oppure ON -- ON
Spurgo dei gas
Avanzamento a freddo del filo -- -- -Sinergia OFF oppure ON -- ON
Induttanza 0 -- 100 1 70
Preflussaggio del gas 0,1 -- 25 s 0,1 s 0,1 s
Tempo di bruciatura finale del
filo
Postflussaggio del gas 0,1 --20 s 1s 1s
Saldatura a punti OFF oppure ON -- OFF
Tempo saldatura a punti 0,1 -- 25 s 0,1 s 0,1 s
Tensione 8--60 0,25 (visualizzato
Velocità di trascinamento del
filo
Trig data DISATT.,
Unita METRICO op. POLLICI -- METRICO
Paneello on OFF op. ON -- ON
Auto salvat.
Traino indip
Sett. limiti
Cod. accesso
1)
1)
3)
3)
3)
3)
a2oa4tempi -- 2 tempi
0--5s 0,1 s 1,0 s
-- -- --
2)
0--0,35s 0,01 s 0,10 s
deviazione sinergia
con un decimale)
0,8 --25,0 m/min 0,1 m/min 5m/min
-- DISATT.
ARCO ON oppure
ARCO OFF
OFF op. ON -- OFF
OFF op. ON -- OFF
OFF op. ON -- OFF
OFF op. ON -- OFF
¦ 0
1)
Queste funzioni non possono essere modificate durante la saldatura.
2)
) Curva della sinergia alla consegna: filo massiccio (Fe), gas di protezione CO2con filo da 0,8 mm.
3)
Contattare un tecnico autorizzato ESAB per attivare questa funzione.
bi08migi4
-- 8 --

IT
Saldatura MIG/MAG a impulsi
Regolazioni Intervallo di regolazione Nelle fasi: Regola. di default
2/4 tempi
Riempimento dei crateri OFF oppure ON -- OFF
Tempo di riempimento dei
crateri
Hot start OFF oppure ON -- OFF
Tempo funzione Hot start 0--10s 0,1 s 1,5 s
Avvio micrometrico OFF oppure ON -- ON
Spurgo dei gas
Avanzamento a freddo del
filo
Preflussaggio del gas 0,1 -- 25 s 0,1 s 0,1 s
Tempo di bruciatura finale
del filo
Postflussaggio del gas 0--20s 1s 1s
Saldatura a punti OFF oppure ON -- OFF
Tempo saldatura a punti 0,1 -- 25 s 0,1 s 0,1 s
Tensione 8--60 0,25 (visualizzato
Velocità di trascinamento
del filo
Trig data DISATT.,
Unita METRICO op. POLLICI -- METRICO
Paneello on OFF op. ON -- OFF
Auto salvat.
Traino indip
Sett. limiti
Cod. accesso
1)
a2oa4tempi -- 2 tempi
0--5s 0,1 s 1,0 s
1)
-- -- --
-- -- --
0--0,35ms 0,01 s 0,10 s
deviazione sinergia
con un decimale)
¦ 0
0,8 --25,0 m/min 0,1 m/min 5m/min
-- DISATT.
ARCO ON oppure
ARCO OFF
2)
2)
2)
2)
OFF op. ON -- OFF
OFF op. ON -- OFF
OFF op. ON -- OFF
OFF op. ON -- OFF
1)
Queste funzioni non possono essere modificate durante la saldatura.
2)
Contattare un tecnico autorizzato ESAB per attivare questa funzione.
Curva della sinergia alla consegna: filo massiccio (Fe), gas di protezione Ar 8% CO
-- 9 --
bi08migi4
con filo da 1,0 mm.
2

IT
2tempi
Preflussaggio
del gas
Funzioniincasodiutilizzodelcomandoa2tempidellapistolasaldatrice.
Saldatura
Hot
start Riempi-
mento
dei crateri
Postflussaggio del gas
Nelmododicomandoa2tempi,premendo il grilletto della pistola saldatrice si attiva
il preflussaggio del gas (se utilizzato) (1) e si innesca l’arco. Rilasciando il grilletto
(2) si avvia il r iempimento dei crateri (se in funzione), si estingue l’arco e si avvia il
postflussaggio dei gas (se in funzione).
NOTA BENE: Se si preme nuovamente il grilletto della pistola saldatrice durante il
tempo di riempimento dei crateri, è possibile proseguire la saldatura per il tempo
necessario (mostrato dalla linea tratteggiata) utilizzando i valori di riempimento dei
crateri. Per interrompere il riempimento dei crateri, si può anche premere
rapidamente e rilasciare il grilletto mentre il riempimento dei crateri è in corso.
-- Attivazione dei 2 tempi eseguita nel menu principale.
4tempi
Preflussaggio
del gas
Funzioniincasodiutilizzodelcomandoa4tempidellapistolasaldatrice.
Saldatura
Hot
start Riempi-
mento
dei crateri
Postflussaggio del gas
Nelmododicomandoa4tempi,premendo il grilletto della pistola saldatrice si attiva
il preflussaggio del gas (1). Rilasciando il grilletto (2) si attiva il processo di
saldatura. Al termine del processo di saldatura, premere ancora il grilletto (3), pe r
dare inizio al riempimento dei crateri (se in funzione) e per ridurre i valori di
saldatura. Rilasciando nuovamente il grilletto ( 4), si estingue l’arco e si avvia il
postflussaggio del gas (se in uso).
bi08migi4
-- 1 0 --

IT
NOTA BENE: Il riempimento dei crateri si ferma quando si rilascia il grilletto.
Tenendo premuto il tasto, si prosegue la saldatura con valori inferiori della funzione
di riempimento dei crateri (linea tratteggiata).
-- Attivazione dei 4 tempi eseguita nel menu principale.
Riempimento dei crateri
Il riempimento dei crateri evita la porosità, la criccatura termica e la formazione di
crateri nel pezzo da saldare al termine della saldatura.
-- Regolazione del tempo di riempimento crateri eseguita nel menu di regolazione.
Hot start
La funzione Hot start aumenta la corrente di saldatura per un intervallo di tempo
regolabile all’inizio del processo di saldatura, riducendo il rischio di una scarsa
fusione all’inizio della saldatura.
-- Regolazione del tempo di funzione Hot start eseguita nel menu di regolazione.
Avvio micrometrico
La funzione di avvio micrometrico riduce la velocità iniziale di avanzamento del filo al
50 % del valore impostato, fino a quando il filo entra in contatto con il pezzo da
saldare.
-- Attivazione dell’avvio micrometrico eseguita nel menu di principale.
Spurgo dei gas
La funzione di spurgo dei gas serve per misurare la portata del flusso di gas o per
spurgare i tubi flessibili del gas dall’aria o dall’umidità prima di dare inizio alla
saldatura. Esso prosegue fintantoché si tiene premuto il tasto, bloccando
l’applicazione della tensione e l’avvio del trainafilo.
-- Attivazione dello spurgo dei gas eseguita nel menu principale.
Avanzamento a freddo del filo
L’avanzamento a freddo del filo serve per fare avanzare il filo senza attivare l’arco. Il
filo viene fatto avanzare fintantoché si tiene premuto il tasto.
-- Attivazione dell’avanzamento a freddo del filo eseguita nel menu principale.
Sinergia
Per garantire la stabilità dell’arco, per ciascuna combinazione di tipo di filo, diametro
del filo e miscela di gas è richiesta una relazione specifica fra la velocità di
trascinamento del filo e la tensione (lunghezza dell’arco). La tensione (lunghezza)
dell’arco viene controllata automaticamente in base alla curva di sinergia
preprogrammata selezionata dall’operatore, semplificando notevolmente
l’identificazione dei parametri per una saldatura ottimale. La relazione fra la velocità
di trascinamento del filo e gli altri parametri è indicata con il termine di caratteristica
o curva di sinergia.
bi08migi4
-- 1 1 --

IT
Sinergia ON: il menu principale visualizza
l’impostazione dell’alimentazione del filo e anche la
deviazione positiva e negativa dalla tensione della
curva di sinergia.
La deviazione positiva viene visualizzata com una barra sopra SIN, mentre quella
negativa con un barra sotto SIN.
Sinergia OFF:il menu principale visualizza il valore impostato per la tensione e
l’alimentazione del filo.
Attivazione della sinergia eseguita nel menu di principale.
Pacchetto della curva di sinergia
Il pacchetto della curva di sinergia fornito insieme alla macchina è denominato
“Standard synergic lines” e comprende le 33 le più utilizzate curve di sinergia.
È inoltre possibile ordinare altri pacchetti di curve di sinergia, che devono però
essere installati dai tecnici di assinstenza autorizzati dalla ESAB.
Induttanza
Un’induttanza più elevata genera un maggior flusso di saldatura e meno gocce.
Un’induttanza inferiore produce una rumorosità superiore ma un arco stabile e
concentrato.
-- Attivazione dell’induttanza eseguita nel menu principale.
Preflussaggio del gas
Il tempo di preflussaggio del gas indica la durata del flusso del gas di protezione
prima dell’innesco dell’arco.
-- Regolazione del tempo di preflussaggio del gas eseguito nel menu di regolazione.
Tempo di bruciatura finale del filo
Il tempo di bruciatura finale del filo definisce il ritardo fra il momento in cui il gruppo
trainafilo inizia a frenare il filo e quello in cui il generatore disattiva la corrente di
saldatura. Se il tempo di bruciatura finale del filo è troppo breve, al termine della
saldatura rimane un lungo tratto di filo di apporto sporgente, che rischia di indurirsi
nel bagno di saldatura che si sta solidificando. D’altro canto, se il tempo di
bruciatura finale del filo è troppo lungo, la parte sporgente può ridursi in misura tale
da comportare, all’avvio della saldatura successiva, il rischio di fuoriuscita dell’arco
dalla punta di contatto della pistola saldatrice.
-- Regolazione del tempo di bruciatura finale del filo eseguita nel menu di
regolazione.
Postflussaggio del gas
La funzione di postflussaggio del gas controlla la durata del flusso del gas protettivo
dopo l’estinzione dell’arco.
-- Regolazione del tempo di postflussaggio del gas eseguito nel menu di regolazione.
bi08migi4
-- 1 2 --

IT
Modifica dei valori di attivazione
Utilizzando questa funzione è possibile passare a varie alternative preregolate dei
dati di saldatura facendo doppio clic sul grilletto della pistola saldatrice.
Il passaggio avviene fra le locazioni di memoria 1, 2e3(vedere il capitolo 6
“gestione memoria”). Se non ci sono dati presenti nella locazione di memoria 2, il
passaggio avviene fra le locazioni 1 e 3.
ARCO ON -- Il passaggio tra le locazioni di memoria può essere effettuato prima,
dopo o durante la saldatura.
ARCO OFF -- Il passaggio tra le locazioni di memoria può essere effettuato solo
prima o dopo la saldatura.
-- Attivazione del passaggio ai valori di attivazione eseguito nel menu di
configurazione.
Alimentatore AVC
Attivando questa funzione è possibile usare un alimentatore AVC (Arc Voltage
Controlled, per la regolazione della tensione dell’arco) oppure un alimentatore
Off-- The--Arc (arco spento), nel caso in cui la tensione dell’arco dal generatore venga
utilizzata per l’alimentazione.
Contattare un tecnico autorizzato ESAB per attivare questa funzione.
-- Attivazione dell’alimentatore AVC eseguita nel menu di configurazione.
Saldatura a punti
Selezionare Saldatura a punti se si desidera utilizzare questa saldatura per lamine
sottili.
L’attivazione e l’impostazione della saldatura a punti si effettua nel menu di
regolazione.
Tensione
Una tensione superiore fornisce un arco più lungo, dando luogo a un bagno di
saldatura più caldo e più ampio.
Indipendentemente dal tipo di menu visualizzato, è sempre possibile modificare il
valore di regolazione della tensione. Questo valore viene visualizzato nel menu
principale o nel menu di selezione.
Velo cità di trascinamento del filo
La velocità di trascinamento del filo corrisponde alla velocità di apporto del filo,
misurata in m/min.
Indipendentemente dal tipo di menu visualizzato, è sempre possibile modificare il
valore di regolazione della velocità di alimentazione filo. Questo valore viene
visualizzato nel menu principale o nel menu di selezione.
bi08migi4
-- 1 3 --

IT
4 SALDATURA MMA
La saldatura MMA compor ta l’impiego di elettrodi rivestiti. Innescando l’arco si provoca
la fusione dell’elettrod o edelrivestimento, in modo che essoforma una scoria protettiva.
4.1 Regolazioni
Regolazioni Intervallo di regolazione Nelle fasi: Regolazione di de -
fault
“Hot start”
Tempo funzione Hot start 1--30 1 10
Forza dell’arco 0--10 0,5 3
Corrente
Unita METRICO op. POLLICI -- METRICO
Paneello on OFF op. ON -- ON
Auto salvat.
Sett. limiti
Cod. accesso
1)
2)
3)
3)
3)
ON oppure OFF -- OFF
16--500 A 1A 164 A
OFF op. ON -- OFF
OFF op. ON -- OFF
OFF op. ON -- OFF
1)
Questa funzione non può essere modificata durante la saldatura.
2)
La corrente massima dipende dal tipo di macchina utilizzata.
3)
Contattare un tecnico autorizzato ESAB per attivare questa funzione.
Curva della sinergia alla consegna: filo di rutilo da 4,0 mm.
Hot start
La funzione Hot start aumenta la corrente di saldatura per un tempo regolabile
all’inizio della saldatura. Ciò riduce il rischio di difetti dovuti a una fusione
inadeguata all’inizio della saldatura.
Regolazione del tempo di funzione Hot start eseguita nel menu di regolazione.
Forza dell’arco
La funzione forza dell’arco controlla la variazione della corrente in relazione alla
variazione della lunghezza dell’arco. Un valor e inferiore pr oduce un arco meno intenso
con meno gocce di saldatura.
Regolazione della forza dell’arco eseguita nel menu di r egolazione.
Corrente
Una corrente superiore produce una più ampia e profonda penetrazione nel pezzo
da saldare.
Indipendetemente dal tipo di menu visualizzato, è possibile modificare il valore di
regolazione della corrente. Questo valore viene visualizzato nel menu principale o
nel menu di selezione.
bi08mmai6
-- 1 4 --

IT
5 GENERAL FUNCTIONS
5.1 Telecomando
Affinché il telecomando possa funzionare correttamente, le macchine Aristo con
pannelli di controllo integrati devono disporre della versione 1.21 o superiore del
programma.
Comportamento del pannello di controllo quando si collega del telecomando
S Il display continua a mostrare il menu visualizzato al momento in cui viene
collegato.
Le misurazioni e i valori di regolazione vengono aggiornati, ma appariranno
soltanto in quei menu in cui detti valori possono essere visualizzati.
S Se viene visualizzato il simbolo di un codice di guasto, questo non potrà essere
cancellato fino a quando non si scollega del telecomando.
S Con i telecomandi a 10 programmi è possibile spostarsi fra le locazioni di
memoria1,2,3,4,5,6,7,8,9e10.Selalocazionedimemoria2èvuota,
vengono mantenuti i valori dalla locazione 1. Per ulteriori informazioni vedere il
capitolo 6 “gestione della memoria”.
5.2 Impostazioni
Panello abilitato
Dopo aver collegato un telecomando è possibile impostare la tensione o corrente e
la velocità di alimentazione filo dal pannello di controllo o dal telecomando.
ATTENZIONE! questa funzione deve essere attivata prima di collegare il
telecomando.
-- Attivazione del pannello eseguita nel menu di configurazione .
Salvataggio automatico
Se i dati di saldatura vengono richiamati dalla memoria e le impostazioni vengono
modificate, le impostazioni modificate vengono automaticamente salvate quando
una nuova impostazione per i dati di saldatura viene richiamata dalla memoria.
Contattare un tecnico autorizzato ESAB per attivare questa funzione.
-- Attivazione del pannello eseguita nel menu di configurazione .
Limiti
Questa funzione consente di impostare i valori i minimi e massimi per la corrente o
tensione di alimentazione filo. È possibile salvare i limiti nelle prime 5 locazioni della
memoria dei dati di saldatura.
Contattare un tecnico autorizzato ESAB per attivare questa funzione.
-- Attivazione del pannello eseguita nel menu di configurazione .
Codice di accesso
Questa funzione consente di bloccare il menu delle impostazioni, per cui sarà
possibile selezionare solo il menu principale e il menu di misurazione, vedere
capitolo 7 ” Codice di accesso”.
Contattare un tecnico autorizzato ESAB per attivare questa funzione.
-- Attivazione del pannello eseguita nel menu di configurazione .
bi08geni7
-- 1 5 --

IT
6 GESTIONE DELLA MEMORIA
I vari dati di saldatura creati nella memoria principale possono essere memorizzati
nel menu di memoria. È possibile memorizzare fino a 10 diverse regolazioni dei dati
di saldatura.
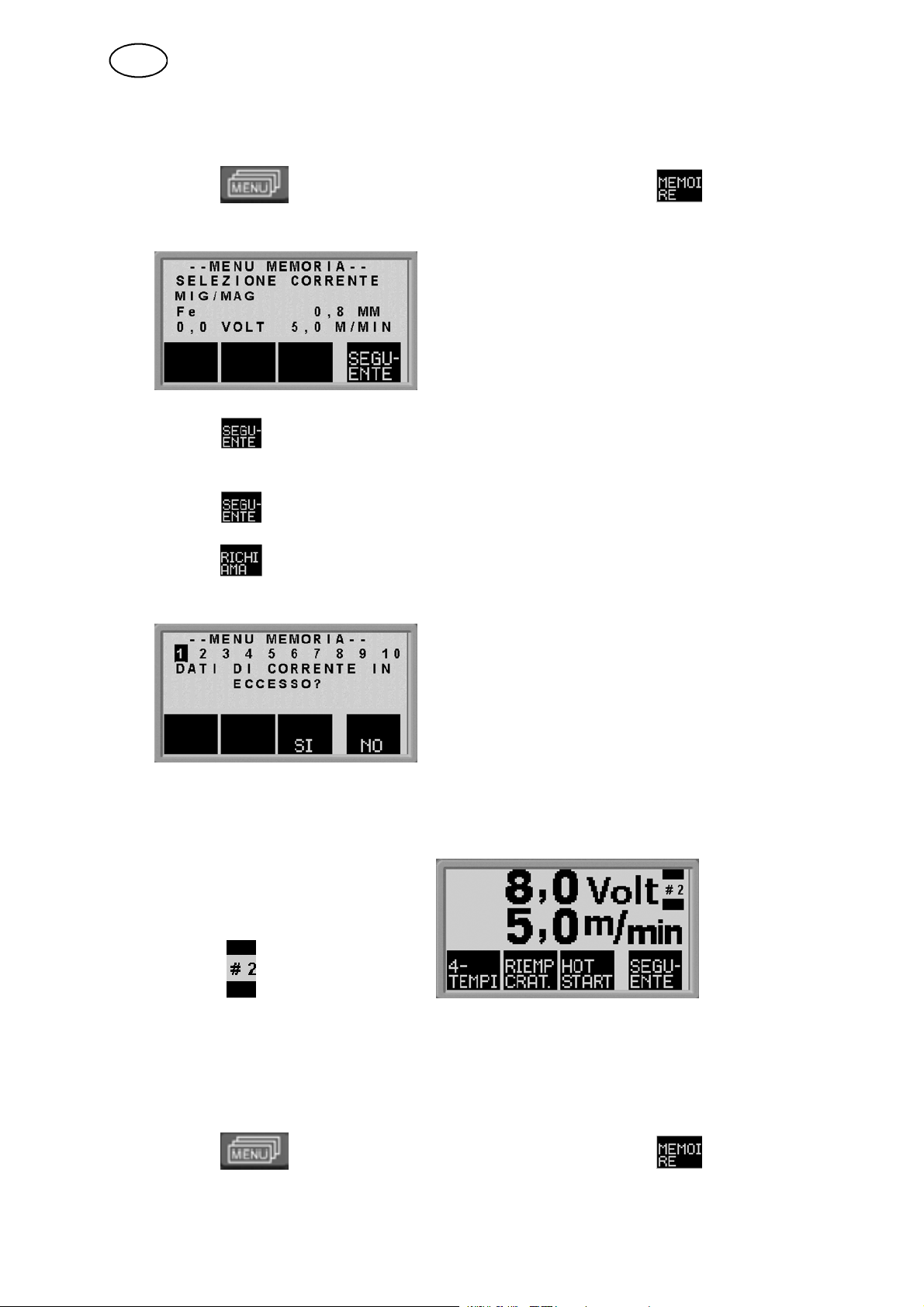
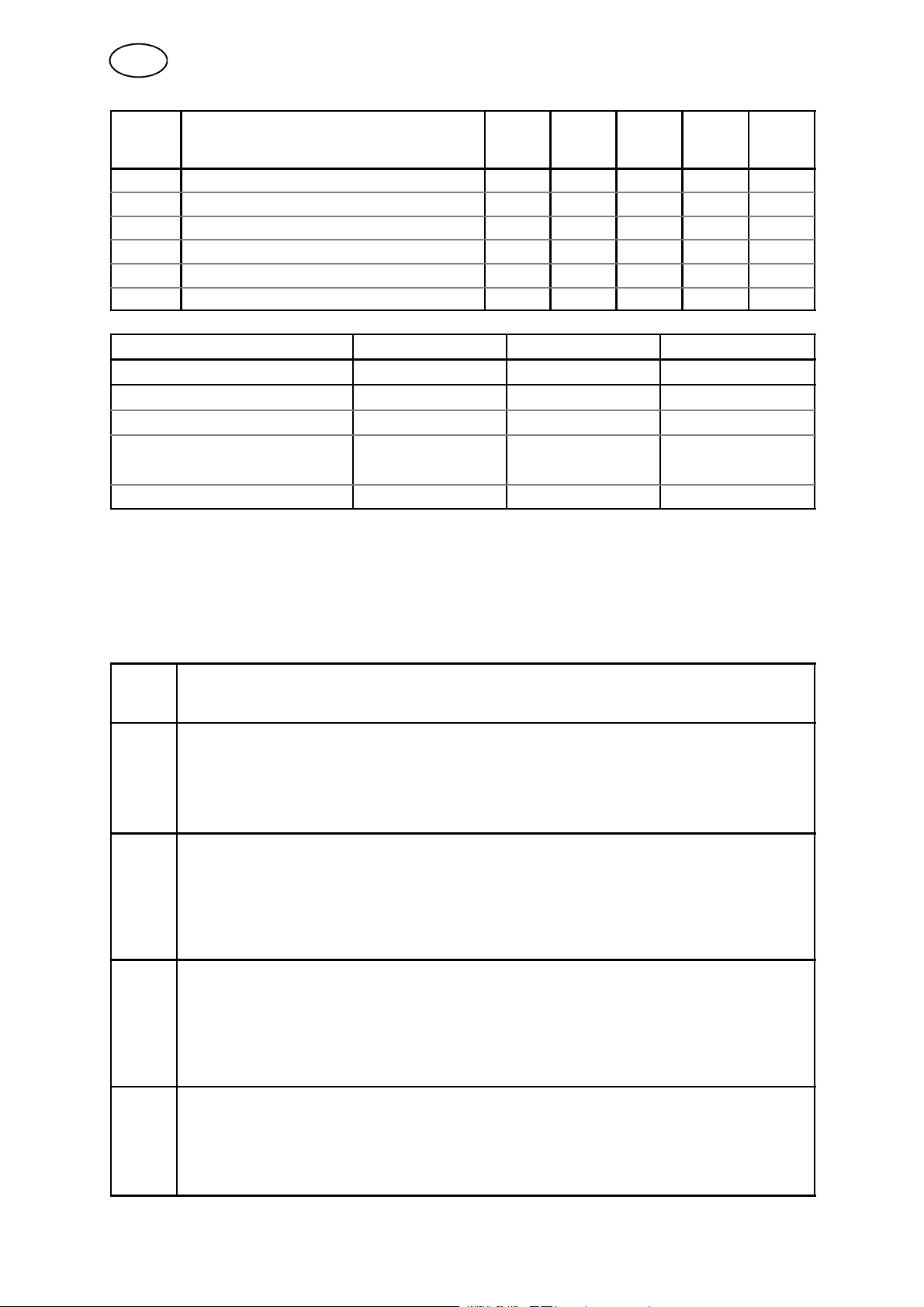
6.1 Memorizzazione dei dati di saldatura
S Impostare una regolazione dei dati di saldatura nella memoria principale.
S Premere per accedere al “menu di selezione” e quindi per
acedere alle regolazioni desiderate.
Controllare che le regolazioni dei dati di saldatura siano corrette.
S Premere per accedere al menu di memoria.
S Premere fino a quando si raggiunge la locazione di memoria in cui si vuole
salvare la regolazione dei dati di saldatura, per es. locazione 2.
S Premere
salvata nella locazione 2. Le altre locazioni di memoria sono vuote.
; a questo punto una regolazione dei dati di saldatura è stata
bi08mini8
-- 1 6 --
IT
6.2 Richiamare i dati di saldatura
S Premere per accedere al menu di selezione e quindi per acedere
alle regolazioni desiderate.
S Premere per accedere al menu di memoria.
S Scegliere la locazione di memoria che si vuole richiamare, per es. locazione 2.
Premere fino a raggiungere la locazione 2.
S Premere per richiamare la locazione di memoria 2. Viene visualizzata la
seguente domanda:
S Premere “SI” se si desidera richiamare i dati di saldatura dalla locazione di
memoria 2 e modificare le regolazioni salvate nella memoria principale. (Se non
si desidera più eseguire questa procedura, premere “NO”).
Questa icona del menu principale indica quale
locazione di memoria viene richiamata.
6.3 Cancellazione dei dati di saldatura
S Premere per accedere al menu di selezione e quindi per acedere
alle regolazioni desiderate.
bi08mini8
-- 1 7 --

IT
S Premere per accedere al menu di memoria.
S Scegliere la locazione di memoria che si vuole cancellare, per es. locazione 2.
Premere fino a raggiungere la locazione 2.
S Premere per cancellare la locazione di memoria 2. Viene visualizzata la
seguente domanda:
S Premere “SI” se si desidera cancellare i dati di saldatura della locazione di
memoria 2 (Se non si desidera più eseguire questa procedura, premere “NO”).
Lalocazionedimemoria2èvuota.
7 CODICE ACCESSO
Contattare un tecnico autorizzato ESAB per attivare il codice d’accesso.
S Premere per accedere al menu del codice d’accesso.
S Premere finché verrà selezionata la prima cifra del codice PIN.
S Premere per memorizzare la prima cifra del codice. Ripetere la procedura
per le altre cifre.
S Premere per sbloccare il pannello di controllo.
bi08mini8
-- 1 8 --

IT
8 CODICIDIGUASTO
I codici di guasto servono per indicare che si è verificato un guasto nell’apparecchia tura. Essi vengono visualizzati sul display con i simboli seguenti:
I codici di guasto vengono aggiornati ogni tre secondi. La cifra superiore
presente nel simbolo corrisponde al numero dello specifico codice di
guasto: vedere il punto 8.1. La cifra inferiore indica che il guasto è
localizzato:
Il simbolo illustrato pr ecedentemente indica che il pannello di controllo (0) ha perso il
contatto con il generatore.
Se sono stati rilevati numerosi guasti, viene visualizzato soltanto il codice dell’ultimo
guasto che si è verificato.
Premere qualsiasi tasto funzione per eliminare il simbolo dal display.
I simboli possono essere fissi o lampeggianti, a seconda del tipo di guasto.
I simboli lampeggianti vengono evidenziati con una “o” nella lista dei codici di guasto.
8.1 Elenco dei codici di guasto
0 = pannello di controllo 3 = gruppo trainafilo
1 = gruppo di raffreddamento 4 = telecomando
2 = generatore
Codice
di gu-
asto
10 Alimentazione 3* x
11 Servomeccanismo del trainafilo x
12 Errore di comunicazione (avvertenza) x x x x x
14 Errore di comunicazione (bus disinserito) x x
15 Perdita dei messaggi x x x x
16 Tensione a circuito aperto elevata x
17 Perdita contatto con gruppo trainafilo o
18 Perdita contatto con generatore o
19 Valori di regolazione errati nella RAM es-
20 Errore di allocazione della memoria x
22 Superamento capacità buffer trasmettitore x x
23 Superamento capacità buffer ricevitore x x
Descrizione 0 1 2 3 4
1 Errore della memoria EPROM x x x x x
2 Errore della memoria RAM x x x x
3 Errore della memoria RAM esterna x x
4 Alimentazione elettrica 5V x x
5 T ensione intermedia DC alta x
6 T emperatura alta x x
8 Alimentazione 1* x x x x x
9 Alimentazione 2* x x x
x
terna
bi08feli9
-- 1 9 --
IT
Codice
di gu-
asto
26 Watchdog x x x
27 Filo esaurito o
28 Superamento capacità stack x x x x
29 Nessun flusso acqua di raffreddamento o
31 Nessuna risposta dal display x
32 Nessun flusso di gas. o
Gruppo Alimentazione 1* Alimentazione 2* Alimentazione 3*
Pannello di controllo +3V
Gruppo di raffreddamento +24V
Generatore +15V --15V +24V
Gruppo trainafilo 30/48--4
Gruppo trainafilo 30L--4
Telecomando +13V +10V
+15 V
+15 V
+ 20V
+ 60V
43210Descrizione
8.2 Descrizione dei codici di guasto
Codice
di gu-
asto
Descrizione
1 Errore di memoria programma, (EPROM)
Nella memoria del programma è presente un errore.
Questo guasto non disabilita alcuna funzione.
Intervento: Riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto
alla manutenzione.
2 Errore RAM microprocessore
Il microprocessore non è in grado di leggere/scrivere da/a una certa posizione di memoria
nella sua memoria interna
Questo guasto non disabilita alcuna funzione.
Intervento: Riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto
alla manutenzione.
3 Errore RAM esterna
Il microprocessore non è in grado di leggere/scrivere da/a una certa posizione di memoria
nella sua memoria interna
Questo guasto non disabilita alcuna funzione.
Intervento: Riavviare la macchina. Se il guasto persiste, rivolgersi a un tecnico addetto
alla manutenzione.
4 Alimentazioneelettricaa5Vbassa
La tensione di alimentazione elettrica è troppo bassa.
Il processo di saldatura in corso si arresta e non può essere riavviato.
Intervento: Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il gu-
asto persiste, rivolgersi a un tecnico addetto alla manutenzione.
bi08feli9
-- 2 0 --
IT
Codice
di gu-
asto
Descrizione
5 Tensione intermedia CC fuori limiti di tolleranza
La tensione è troppo bassa o troppo alta. Una tensione eccessiva può essere dovuta a
transitori violenti sull’alimentazione elettrica di rete o a un’alimentazione insufficiente (alta
induttanza dell’alimentazione o perdita di una fase).
Il generatore si arresta e non può essere riavviato.
Intervento: Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il gu-
asto persiste, rivolgersi a un tecnico addetto alla manutenzione.
6 Temperatura alta
La termocoppia di sovraccarico è stata attivata.
Il processo di saldatura in corso si arresta e non può essere riavviato fino a quando non si
ripristina la termocoppia di sovraccarico.
Intervento: Controllare che gli ingressi e le uscite dell’aria di raffreddamento non siano
ostruiti da residui di sporcizia. Controllare il tempo caldo di saldatura in uso per evitare
eventuali sovraccarichi dell’apparecchiatura.
8 Tensione batteria bassa +3V (nel pannello di controllo)
La tensione della batteria tampone della memoria è insufficiente. Se non si sostituisce la
batteria, il contenuto della memoria dei valori di saldatura del pannello di controllo va perso.
Questo guasto non disabilita alcuna funzione.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione per la sostituzione della
batteria.
8 Alimentazione elettrica +15V (gruppo trainafilo e generatore)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
8 Alimentazione elettrica +13V (telecomando)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
9 Alimentazione elettrica --15V (generatore)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
9 Alimentazione elettrica +20V, (trainafilo)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
9 Alimentazione elettrica +10V (telecomando)
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
10 Alimentazione elettrica +24V
La tensione è troppo bassa o troppo alta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
11 V elocità di trascinamento del filo
La velocità di trascinamento del filo è diversa dal valore impostato.
Se si verifica un errore, l’avanzamento del filo si arresta.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
bi08feli9
-- 2 1 --

IT
Codice
di gu-
asto
Descrizione
12 Errore di comunicazione (avvertenza)
Il carico istantaneo sul bus del sistema CAN è troppo elevato.
Il generatore o l’unità trainafilo può avere perso il contatto con il pannello di controllo.
Intervento: Controllare l’attrezzatura per verificare che siano collegati un solo gruppo trai-
nafilo o un solo telecomando. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
14 Errore di comunicazione
Il bus CAN del sistema ha temporaneamente smesso di funzionare a causa di un carico
eccessivo.
Il processo di saldatura in corso si arresta.
Intervento: Controllare l’attrezzatura per verificare che siano collegati un solo gruppo trai-
nafilo o un solo telecomando. Disinserire l’alimentazione elettrica di rete per ripristinare il
gruppo. Se il guasto persiste, rivolgersi a un tecnico addetto alla manutenzione.
15 Perdita dei messaggi
Il microprocessore non è in grado di elaborare con sufficiente rapidità i messaggi in ingresso, e si sono pertanto perse delle informazioni.
Intervento:Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il guasto persiste, rivolgersi a un tecnico addetto alla manutenzione.
16 Tensione a circuito aperto elevata
La tensione a circuito aperto è troppo elevata.
Intervento: Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il gu-
asto persiste, rivolgersi a un tecnico addetto alla manutenzione.
17 Perdita del contatto
Il pannello di controllo ha perso il contatto con il gruppo trainafilo.
Il processo di saldatura in corso si arresta.
Intervento: Controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
18 Perdita del contatto
Il pannello di controllo ha perso il contatto con il generatore.
Il processo di saldatura in corso si arresta.
Intervento: Controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico addetto alla
manutenzione.
19 Valori di regolazione errati nella RAM esterna
Questo errore viene rilevato se le informazioni presenti nella memoria alimentata a batteria
si sono corrotte.
Intervento: La causa del guasto viene eliminata automaticamente, ma i dati salvati nella
locazione di memoria corrente vengono cancellati.
20 Errore di allocazione della memoria
Il microprocessore non è in grado di riservare uno spazio di memoria sufficiente.
Questo errore genera il codice di errore 26.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
22 Superamento capacità buffer trasmettitore
Il panello di controllo non è in grado di trasmettere le informazioni alle altre unità a velocità
sufficiente.
Intervento: Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo.
bi08feli9
-- 2 2 --

IT
Codice
di gu-
asto
Descrizione
23 Superamento capacità buffer ricevitore
Il panello di controllo non è in grado di elaborare a velocità sufficiente le informazioni provenienti dalle altre unità.
Intervento: Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo.
26 Watchdog
Qualche problema impedisce al processore di eseguire i normali compiti del programma.
Il programma si riavvia automaticamente. Il processo di saldatura in corso si arresta.
Questo guasto non disabilita alcuna funzione.
Intervento: Se il guasto ricorre, rivolgersi a un tecnico addetto alla manutenzione.
27 Filo esaurito (gruppo trainafilo)
Il gruppo trainafilo non fa avanzare il filo. Il processo di saldatura in corso si arresta e non
può essere riavviato.
Intervento: Caricare un filo nuovo.
28 Superamento capacità stack
Il programma non viene eseguito.
Intervento: Disinserire l’alimentazione elettrica di rete per ripristinare il gruppo. Se il guas-
to persiste, rivolgersi a un tecnico addetto alla manutenzione.
29 Nessun flusso acqua di raffreddamento
Il flussostato del refrigerante è stato attivato.
Il processo di saldatura in corso si arresta e non può essere riavviato.
Intervento: Controllare il circuito e la pompa dell’acqua di raffreddamento.
31 Nessuna risposta dal display
Il microprocessore non è in contatto con la scheda del display.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
32 Nessun flusso di gas.
Laportatadelflussodelgasèinferiorea6l/min.Lasaldaturanonpuòavereinizio.
Intervento: Controllare la valvola del gas, i tubi e i connettori.
9 ORDINAZIONE DEI PEZZI DI RICAMBIO
Nota!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l’acquirente
tenti di intervenire sul prodotto durante il periodo di garanzia al fine di correggere
eventuali difetti.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino r ivenditore ESAB; vedere l’ultima pagina di questo documento.
bi08feli9
-- 2 3 --

Schema
bi03e11a
-- 2 4 --

Control panel MA6
No.dicodice
Ordering no. Denomination
0458 535 886 Control panel MA6
0458 854 170 Instruction manual SE
0458 854 171 Instruction manual DK
0458 854 172 Instruction manual NO
0458 854 173 Instruction manual FI
0458 854 174 Instruction manual GB
0458 854 175 Instruction manual DE
0458 854 176 Instruction manual FR
0458 854 177 Instruction manual NL
0458 854 178 Instruction manual ES
0458 854 179 Instruction manual IT
0458 854 180 Instruction manual PT
0458 854 181 Instruction manual GR
0458 854 182 Instruction manual PL
0458 854 183 Instruction manual HU
0458 854 184 Instruction manual CZ
0458 854 127 Instruction manual RU, GB
0458 854 990 Spare parts list
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi03o11a
-- 2 5 -Edition 051003

p
-- 2 6 --
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA-- CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...