


ES
Control panel M2
Instrucciones de uso
0458 853 078 ES 060726

1 INTRODUCCIÓN 3...................................................
1.1 ¿Electrodo o hilo? 3.........................................................
1.2 Panel de control 3...........................................................
1.3 Unidad de control remoto 3...................................................
1.4 Rango de valores de los parámetros 3.........................................
2 INDICACIÓN DE FALLO 5............................................
3 PEDIDOS DE REPUESTOS 5..........................................
ESQUEMA 6...........................................................
REFERENCIA DE PEDIDO 7.............................................
Reservado el derecho de cambiar las especificaciones sin previo aviso.
TOCc
-- 2 --
ES
1 INTRODUCCIÓN
En este manual se describe el funcionamiento y la utilización del panel de control
M2, con el que están equipadas las unidades de alimentación de hilo
AristoFeed 30--4 y AristoFeed 48--4.
Si desea información general sobre el funcionamiento, consulte el manual de
instrucciones de la unidad de alimentación.
1.1 ¿Electrodo o hilo?
La soldadura MIG/MAG utiliza un electrodo consumible enrollado en una bobina
(carrete) al que a lo largo del manual se denomina “hilo”.
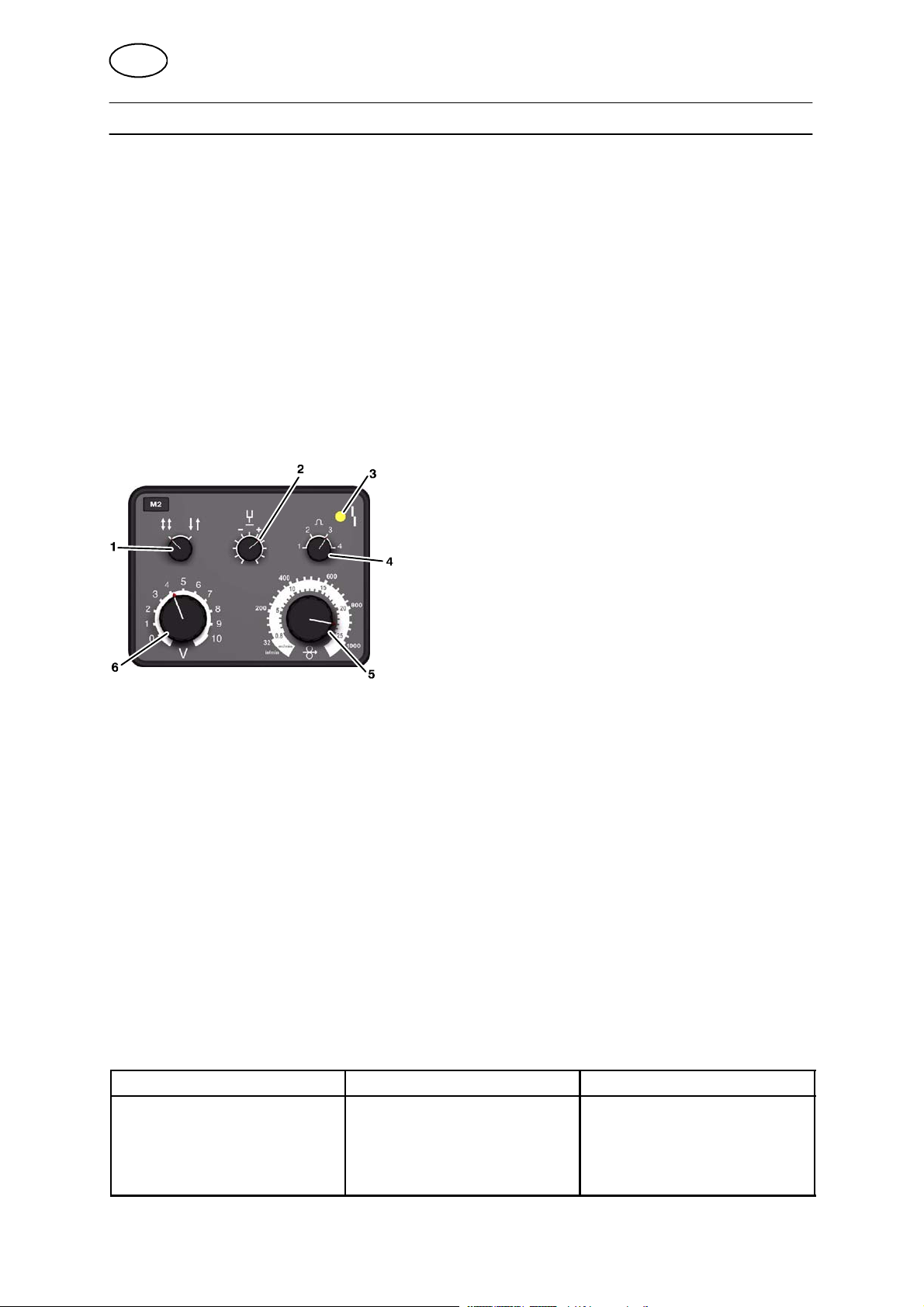
1.2 Panel de control
1 Mando de selección del modo de control 2 / 4 tiem-
pos
2 Mando de selección del tiempo de retardo en la de-
sconexión del electrodo
3 Piloto amarillo – indicación de fallo no específico
4 Mando de ajuste de la inductancia
5 Mando de ajuste de la velocidad de aporte de hilo
6 Mando de ajuste de la tensión del arco
1.3 Unidad de control remoto
Si utiliza una unidad de control rem oto, podrá controlar los parámetros básicos del
proceso de soldadura desde un dispositivo distinto del panel de control.
Las máquinas de la línea Aristo con paneles de control incorporados deben tener
instalada la versión 1.21 o superior del programa para que el control remoto
funcione adecuadamente.
Una vez conectado la unidad de alimentación eléctrica pasa al modo de control
remoto; los botones y mandos de ajuste quedan bloqueados. En consecuencia, los
parámetros de las soldadura sólo podrán ajustarse desde la unidad de control
remoto.
1.4 Rango de valores de los parámetros
Parámetro de soldadura Rango de valores Pasos de ajuste
2/4 tiempos 2 tiempos o 4 tiempos --
Preflujo de gas Valor predefinido: 0,1 s. No ajustable
Postflujo de gas Valor predefinido: <0,1 s No ajustable
Duración del postquemado 0,01 -- 0,35 s Ninguno
bi01d1ca
-- 3 --

ES
Inductancia -- 4 posiciones
Velocidad de aporte de hilo 0,8 -- 25,0 m/min Ninguno
Tensión del arco 8--42V Ninguno
2 tiempos o 4 tiempos
Conelcontrolde2 tiempos, el pre flujo de gas se inicia al presionar el gatillo de la
pistola de soldadura. A continuación, comienza el proceso de soldadura. Cuando se
libera el gatillo, se detiene la soldadura y se inicia el postflujo de gas.
Conelcontrolde4 tiempos, el pre flujo de gas se inicia al presionar el gatillo de la
pistola de soldadura. Cuando se libera el gatillo, comienza el proceso de soldadura.
Si se presiona de nuevo el gatillo, los datos de la soldadura toman un valor m enor.
Al liberar el gatillo de la pistola de soldadura, se detiene la soldadura y se inicia el
postflujo de gas.
Preflujo de gas
El preflujo de gas consiste en que el gas de protección fluye antes de que se forme
el arco.
Postflujo de gas
El postflujo d e gas consiste en que el gas de protección sigue fluyendo una vez
extinguido el arco.
Duración del postquemado
La duración del postquemado es el tiempo que transcurre desde que la velocidad de
aporte del hilo empieza a disminuir (por ejemplo, cuando se desconecta la
alimentación del motor de arrastre) hasta que la unidad de alimentación extingue el
arco. Si este periodo de tiempo es demasiado breve, queda demasiado hilo al
terminar la soldadura y existe el riesgo de que el hilo quede atrapado en el baño de
soldadura al solidificarse éste. En cambio, si la duración del postquemado es
excesiva, el hilo sobrante es menor, pero aumenta el riesgo de que el arco salte a la
punta de contacto del hilo.
Inductancia
Cuando la inductancia es elevada, el baño de soldadura es más ancho y se
producen menos salpicaduras; cuando la inductancia es reducida, se produce un
ruido más estridente pero el arco es más concentrado y estable.
Velocidad de aporte de hilo
La velocidad de aporte de hilo se expresa como la velocidad lineal del hilo en
m/minuto.
Arranque lento
El arranque lento alimenta el hilo al 50 % de la velocidad fijada hasta que establece
contacto eléctrico con la pieza a soldar.
Tensió n del arco
Cuanto mayor es la tensión del arco, mayor es su longitud, más ancha la soldadura
y más elevada la temperatura a la que se realiza.
bi01d1ca
-- 4 --
ES
2 INDICACIÓN DE FALLO
Si el piloto: Causa Medida
-- parpadea El panel de control ha perdido
el contacto con la unidad de
alimentación eléctrica o la unidad de alimentación de hilo.
Se ha accionado el conmutador de flujo de refrigerante.
No hay flujo de gas. S Compruebe la válvula, las tuberías y
-- está encendido El desconectador de sobrecarga térmica se ha disparado.
La tensión de red de la unidad
de alimentación es excesivamente elevada.
El piloto se enciende o parpadea cuando se detecta un fallo, y no se apaga hasta que se soluciona el
fallo y se reinicia la máquina.
S Compruebe los cables. Es posible que
tenga que desconectar la fuente de
alimentación para reiniciar el sistema.
S Compruebe el flujo de agua de
refrigeración.
los conectores del gas.
S Compruebe si el filtro de aire está
obstruido.
S Compruebe la tensión de red. Es
posible que tenga que desconectar la
fuente de alimentación para reiniciar el
sistema.
3 PEDIDOS DE REPUESTOS
¡Atención!
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán
de ser aplicables si el cliente manipula el producto por su propia cuenta y riesgo
durante el periodo de vigencia de la garantía con el fin de reparar cualquier tipo de
fallooavería.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
bi01d1ca
-- 5 --
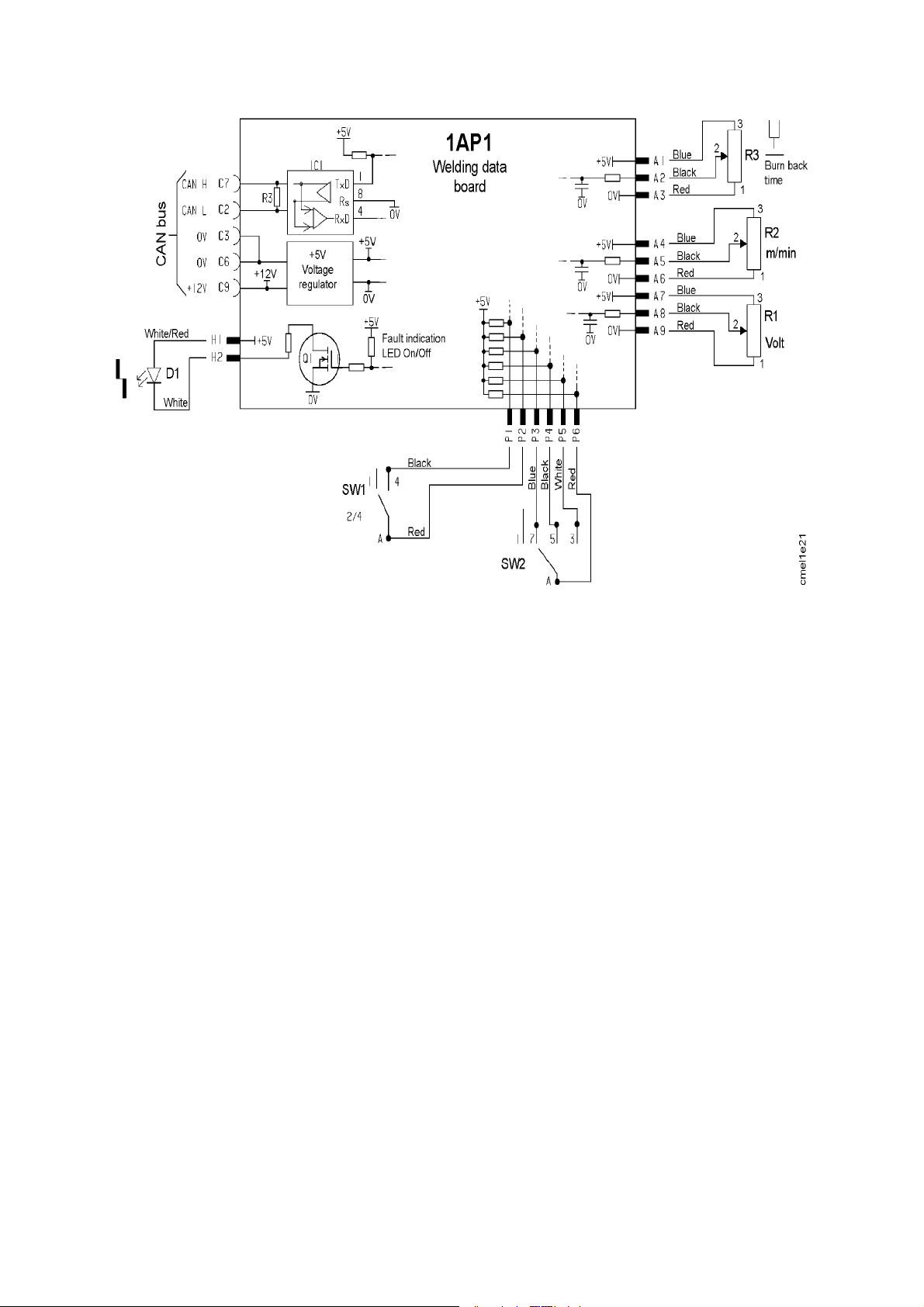
Esquema
bi01e11a
-- 6 --

Control panel M2
Referencia de pedido
Ordering no. Denomination
0458 535 882 Control Panel M2
0458 853 070 Instruction manual SE
0458 853 071 Instruction manual DK
0458 853 072 Instruction manual NO
0458 853 073 Instruction manual FI
0458 853 074 Instruction manual GB
0458 853 075 Instruction manual DE
0458 853 076 Instruction manual FR
0458 853 077 Instruction manual NL
0458 853 078 Instruction manual ES
0458 853 079 Instruction manual IT
0458 853 080 Instruction manual PT
0458 853 081 Instruction manual GR
0458 853 082 Instruction manual PL
0458 853 083 Instruction manual HU
0458 853 084 Instruction manual CZ
0458 853 027 Instruction manual RU, GB
0458 818 990 Spare parts list control panel M2
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi01o
-- 7 -Edition 060726
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
060517
 Loading...
Loading...