


Control panel M2
Instruction manual Инструкция по эксплуатации
0458 853 027 060726

Русский 3...............................................
ENGLISH 7..............................................
Rights reserved to alter specifications without notice.
Оставляем за собой право изменять спецификацию без предупреждения.
-- 2 --

Русский
1 ВВЕДЕНИЕ 4.......................................................
1.1 Электрод или проволока? 4................................................
1.2 Панель управления 4.......................................................
1.3 Пульт дистанционного управления 4........................................
1.4 Диапазон уставок 5........................................................
2 СООБЩЕНИЯ О НЕИСПРАВНОСТЯХ 6...............................
3 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА ЗАПАСНЫХ ЧАСТЕЙ 6.................
СХЕМА 11..............................................................
НОМЕР ЗАКАЗА 12.....................................................
TOCr
-- 3 --
RU
1 ВВЕДЕНИЕ
В настоящем руководстве приведены указания по работе с панелью
управления M2, установленной в блоках подачи сварочной проволоки
AristoFeed 30-- 4 è AristoFeed 48-- 4 .
Общие сведения по эксплуатации приведены в инструкциях по эксплуатации
источника питания.
1.1 Электрод или проволока?
При сварке MIG/MAG используется плавящийся электрод, намотанный на
бобину (катушку). Далее в Руководстве такой тип электрода н азывается
просто проволокой.
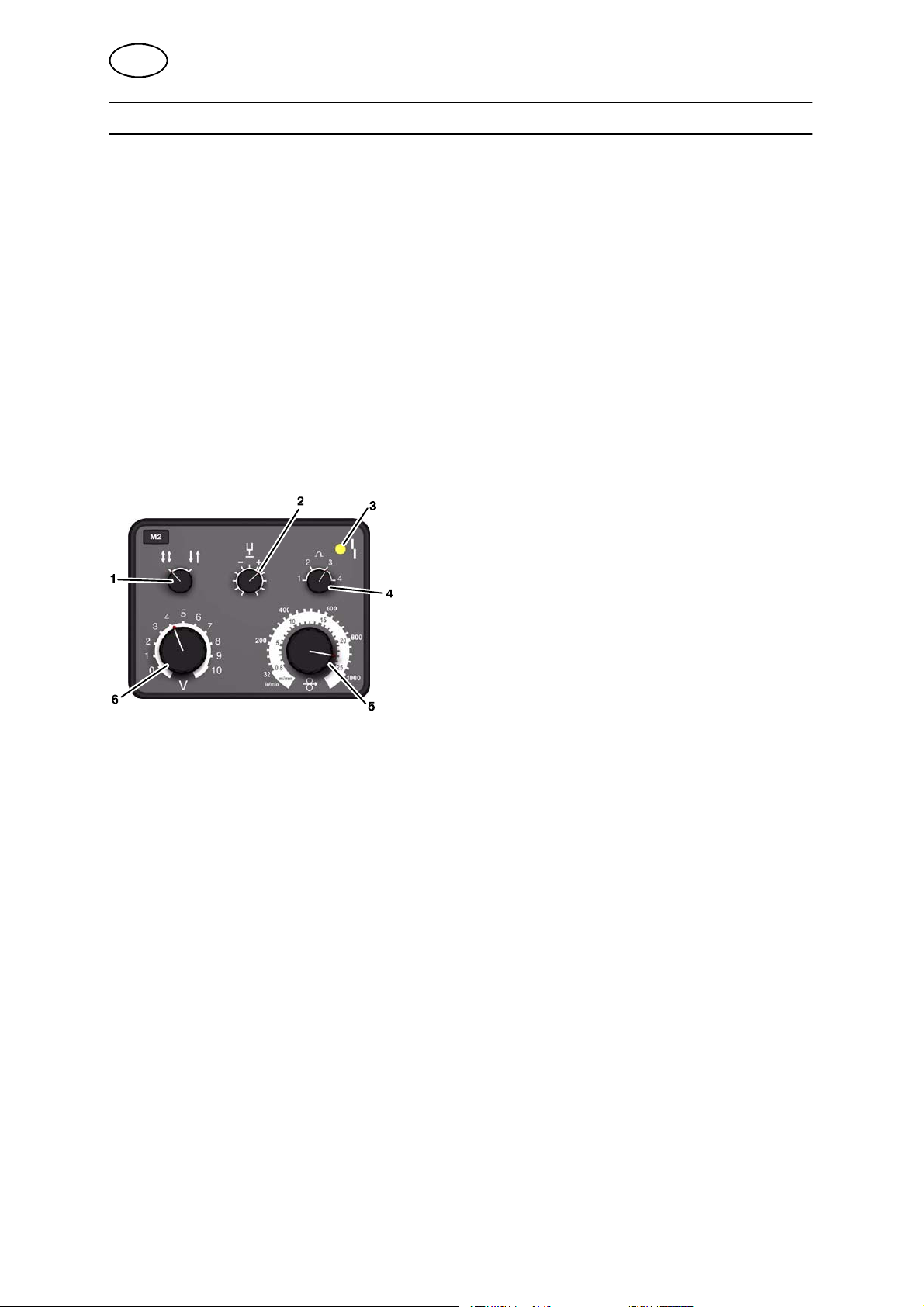
1.2 Панель управления
1 Ручка выбора 2 / 4-шагового режима
управления
2 Ручка задания времени послегорения
3 Желтая индикаторная лампа - Указывает на
любой отказ.
4 Ручка регулировки индуктивности
5 Ручка задания скорости подачи проволоки
6 Ручка регулировки напряжения дуги
1.3 Пульт дистанционного управления
Пульт дистанционного управления - это устройство, которое помимо панели
управления можно использовать д ля регулировки основных параметров
сварки.
Для н адлежащего функционирования дистанционного управления на
машинах Aristo со встроенными панелями управления должна быть
установлена версия программного обеспечения 1.21 или выше.
Если пульта дистанционного управления, источник питания находится в
режиме дистанционного управления, и все кнопки и ручки управления
заблокированы. Регулировку всех функций можно выполнить только при
помощи пульта дистанционного управления.
bi01d1ra -- 4 --

RU
1.4 Диапазон уставок
Параметр сварки Диапазон уставок Шаг регулировки
2/4-шаговое 2-шаговое или 4-шаговое -
Подача газа до возбуждения
дуги
Послеподача газа предварительно установлена
Время послегорения 0,01 - 0,35 ñ бесшаговое
Индуктивность - 4 положения
Скорость подачи проволоки 0,8 - 25,0 ì/ìèí бесшаговое
Напряжение дуги 8-42Â бесшаговое бесшаговое
2-шаговое или 4-шаговое
Ïðè 2-шаговом управлении подача защитного газа до возбуждения дуги
начинается при нажатии пускового выключателя сварочного пистолета. При
этом начинается процесс сварки. Когда выключатель отпущен, процесс
сварки полностью прекращает ся и начинается послеподача защитного газа.
предварительно установлена
на 0,1 с
íà < 0.1 s
не регулируется
не регулируется
Ïðè 4-шаговом управлении подача защитного газа до возбуждения дуги
начинается при нажатии пускового выключателя сварочного пистолета. Когда
выключатель отпущен, начинается процесс сварки. Когда выключатель вновь
нажимают, сварочный ток устанавливается на меньшую величину. Когда
выключатель отпущен, процесс сварки п олностью прекращается и начинается
послеподача защитного газа.
Подача газа до возбуждения дуги
Подача защитного газа производится до возбуждения дуги.
Послеподача г аза
Подача защитного газа продолжится после гашения дуги.
Время послегорения
Время послегорения это задержка между моментом, когда начинается
снижение скорости подачи проволоки (т. е. отключена подача питания на
приводной электродвигатель), и моментом, когда источник питания гасит дугу.
Слишком короткое время послегорения приводит к длинному выступающему
концу присадочной проволоки, в результате чего возникает опасность того,
что проволока окажется вплавлена в твердеющий сварочный шов. С другой
стороны, слишком продолжительное время послегорения приводит к
короткому выступающему концу, создавая риск того, что дуга перекинется на
контактный конец проволоки.
Индуктивность
Чем выше индуктивность, тем больше размер зоны сварки и меньше
разбрызгивание. При низкой индуктивности получаются более резкий звук и
более стабильная плотная дуга.
Скорость подачи проволоки
Скорость подачи проволоки - это линейная скорость движения проволоки,
выраженная в м/мин.
bi01d1ra -- 5 --

RU
Запуск медленной подачи
При запуске медленной подачи проволока подается со скоростью, равной
половине установленной скорости подачи, пока не будет достигнут
электрический контакт со свариваемой деталью.
Напряжение дуги
При более высоком напряжении увеличивается длина дуги, а также размер и
температура зоны сварки.
2 СООБЩЕНИЯ О НЕИСПРАВНОСТЯХ
Если лампа: Причина Действия:
-мигает Отсутствие соединения панели
управления с источником питания
илиблокомподачипроволоки.
Сработало реле контроля потока
охлаждающей жидкости.
Отсутствие потока газа S Проверьте газовый клапан,
- постоянно горит Сработало реле защиты от
тепловой перегрузки.
Слишком высокое напряжение
сети, подаваемое на источник
питания.
S Проверьте кабели.
Потребуется отключить
питание от сети, чтобы
перевести систему в исходное
состояние.
S Проверьте подачу
охлаждающей воды.
шланги и соединители.
S Проверьте, не засорился ли
воздушный фильтр.
S Проверьте напряжение в сети.
Потребуется отключить
питание от сети, чтобы
перевести систему в исходное
состояние.
Светодиодный индикатор горит/мигает, пока обнаруживается неисправность. Индикатор
гаснет, только когда неисправность устраняется и аппарат вновь включается в работу.
3 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА ЗАПАСНЫХ ЧАСТЕЙ
Примечание:
Г арантмийные обязательства поставщика теряют силу, если покупателъ
самостоятелъно пытается пр оизвести какие-либо работы по устранению
неисправностей изделия в течение гарантийного срока.
Запасные части можно заказтъ у ближайшего к Вам ESAB, (см. переченъ на
последней странице данной брошюры).
bi01d1ra -- 6 --

ENGLISH
1 INTRODUCTION 8...................................................
1.1 Electrode or wire? 8.........................................................
1.2 The control panel 8..........................................................
1.3 Remote control unit 8........................................................
1.4 Setting ranges 8............................................................
2 FAULT INDICATION 10................................................
3 ORDERING SPARE PARTS 10..........................................
DIAGRAM 11............................................................
ORDERING NUMBER 12.................................................
TOCe
-- 7 --

GB
1 INTRODUCTION
This manual describes operation and use of the M2 control panel, installed in the
AristoFeed 30--4 and AristoFeed 48--4 wire feed units.
For general information on operation, see the operating instructions for the power
source.
1.1 Electrode or wire?
MIG/MAG welding uses a consumable electrode, wound on a bobbin (coil).
Throughout this manual, it is referred to “wire”.
1.2 The control panel
1 Knob for selecting 2 / 4--stroke control mode
2 Knob for setting the burn--back time
3 Yellow indicating lamp -- non--specific fault indication
4 Knob for setting the inductance
5 Knob for setting the wire feed speed
6 Knob for setting the arc voltage
1.3 Remote control unit
Using a remote control unit, the primary parameters of the welding process can be
controlled from a device other than the control panel.
Aristo machines with intergral control panels should have program version 1.21 or
higher, in order for the remote control to function correctly.
When the remote control unit is connected, the power source is in remote control
mode; the buttons and knobs are blocked. The functions can only be adjusted via
the remote control unit.
1.4 Setting ranges
Welding parameter Setting range Adjustment steps
2/4--stroke 2--stroke or 4--stroke --
Gas pre--flow preset on 0.1 s not adjustable
Gas post--flow preset on < 0.1 s not adjustable
Burn--back time 0,01 -- 0,35 s stepless
Inductance -- 4 positions
Wire feed speed 0,8 -- 25,0 m/min stepless
Arc voltage 8--42V stepless
bi01d1ea
-- 8 --

GB
2 --stro ke or 4--stroke
With 2--stroke, the gas pre--flow begins when the welding gun trigger switch is
pressed. The welding process begins after this. When the trigger switch is released,
welding is stopped and gas post--flow starts.
With 4--stroke, the gas pre--flow begins when the welding gun trigger switch is
pressed. When the welding gun trigger switch is released, the welding process
starts. When the trigger switch is pressed again, the welding data is reduced to a
lower value. When the gun trigger switch is released, welding is stopped and gas
post--flow starts.
Gas pre--flow
Gas pre--flow is when the shielding gas flows before the arc is struck.
Gas post--flow
Gas post--flow is when the shielding gas continues to flow after the arc has gone out.
Burn--back time
Burn-- back time is a delay between the time when the wire starts to decelerate (i.e.
the power to the drive motor is turned off) and when the power unit extinguishes the
arc. Too short a burn--back time results in long wire stickout after conclusion of
welding, with a risk of the wire fastening in the weld pool as it solidifies. A long
burn--back time, on the other hand, shortens the stickout but increases the risk of the
arc jumping to the wire contact tip.
Inductance
Higher inductance results in a wider weld pool and less spatter. Lower inductance
produces a harsher sound but a stable, concentrated arc.
Wire feed speed
The wire feed speed is expressed in the linear speed of the wire in m/minute.
Creep start
Creep starting feeds out the wire at 50 % of the set speed until it makes electrical
contact with the workpiece.
Arc voltage
Higher arc voltage increases the arc length and produces a hotter and wider weld.
bi01d1ea
-- 9 --

GB
2 FAULT INDICATION
If the lamp: Cause Action
-- flashes
-- is steadily lit
The LED glows / flashes as long as the fault is detected, it can only be reset if the fault is repaired and
the machine restarted.
The control panel has lost contact with
the power unit or the wire feed unit.
The coolant flow switch has operated. S Check the cooling water flow .
No gas flow. S Check the gas valve, the hoses and
The thermal overload trips have operated.
The mains voltage to the power unit is
too high.
S Check the cables. It will be
necessary to turn off the power
supply to reset the system.
connectors.
S Check to see if the air filter is
clogged.
S Check the mains voltage. It will be
necessary to turn off the power
supply to reset the system.
3 ORDERING SPARE P ARTS
Note!
All guarantee undertakings from the supplier cease to apply if the customer himself
attempts any work in the product during the guarantee period in order to rectify any
faults.
Запасные части можно заказтъ у ближайшего к Вам ESAB, (см. переченъ на
последней странице данной брошюры).
bi01d1ea
-- 1 0 --

Diagram Схема
bi01e11a
-- 1 1 --

Control panel M2
Ordering number Номер заказа
Ordering no. Denomination
0458 535 882 Control Panel M2
0458 853 070 Instruction manual SE
0458 853 071 Instruction manual DK
0458 853 072 Instruction manual NO
0458 853 073 Instruction manual FI
0458 853 074 Instruction manual GB
0458 853 075 Instruction manual DE
0458 853 076 Instruction manual FR
0458 853 077 Instruction manual NL
0458 853 078 Instruction manual ES
0458 853 079 Instruction manual IT
0458 853 080 Instruction manual PT
0458 853 081 Instruction manual GR
0458 853 082 Instruction manual PL
0458 853 083 Instruction manual HU
0458 853 084 Instruction manual CZ
0458 853 027 Instruction manual RU, GB
0458 818 990 Spare parts list control panel M2
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi01o
-- 1 2 -Edition 060726

page
-- 1 3 --

page
-- 1 4 --

page
-- 1 5 --

page
-- 1 6 --
 Loading...
Loading...