


SE
A4
Aristot
Bruksanvisning
Valid from program version 1.300458 856 170 SE 060523

1 INTRODUKTION 3...................................................
1.1 Inställningspanel 3..........................................................
1.2 Fjärrdon 3..................................................................
2 MENYER 3..........................................................
2.1 Huvudmeny och mätmeny 3..................................................
2.2 Inställningsmeny 4..........................................................
3 MMA--SVETSNING 4.................................................
3.1 Inställningar 4..............................................................
3.2 Symboler i display 5.........................................................
3.3 Inställningsexempel 6........................................................
4 KOLBÅGSMEJSLING 7..............................................
4.1 Inställningar 7..............................................................
4.2 Symbol i display 7...........................................................
4.3 Inställningsexempel 8........................................................
5 FELKODER 8........................................................
5.1 Felkodslista 9...............................................................
5.2 Beskrivning av felkoder 9.....................................................
6 RESERVDELSBESTÄLLNING 12.......................................
SCHEMA 14.............................................................
BESTÄLLNINGSNUMMER 15.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
TOCs
-- 2 --

SE
1 INTRODUKTION
Denna manual beskriver handhavandet av inställningspanel A4 somärplaceradi
svetsströmkällan Arc 4000i & Arc 5000i.
För allmän information om drift se strömkällans bruksanvisning.
1.1 Inställningspanel
1 Display
2 Ratt för inställning av ström
3 Öka (+) eller minska (--) funktion, funktion
som väljs med funktionsknapp →
4 Första, andra och tredje funktionsknapp
1.2 Fjärrdon
Med ett fjärrdon kan man reglera svetsprocessens primära parameterar från en
annan enhet än inställningspanelen.
Maskiner med inbyggd inställningspanel ska ha programversion 1.21 eller högre för
att fjärrdonet ska fungera korrekt.
Inställningspanelens uppträdande vid anslutning av fjärrdon
S Displayen fryses i den meny man står i när man ansluter fjärrdonet.
Mät-- och inställningsvärdena uppdateras, men visas endast i de menyer som
värdena kan visas.
S Vid visning av en felindikeringssymbol kan man inte trycka bort den förrän
fjärrdonet är bortkopplat.
2 MENYER
Inställningspanelen använder flera olika menyer. Menyerna är huvud--, mät-- och
inställningsmeny.
2.1 Huvudmeny och mätmeny
Huvudmenyn kommer alltid fram direkt efter uppstart.
Menyn visar de värden som är inställda. Om man är i
huvudmenyn när man börjar svetsa skiftar den automatiskt
över till att visa uppmätta värden (Mätmeny). De uppmätta
värdena finns kvar i displayen även efter det att svetsningen
avslutats.
bi07d1sa
-- 3 --

SE
Man kan gå till inställningsmenyn utan att tappa mätvärdena. Det är först när man
vrider på ratten som man visar inställningsvärdena istället för uppmätta värden.
2.2 Inställningsmeny
I inställningsmenyn ställer man in olika värden.
För att komm a till inställningsmenyn tryck på , ,
eller .
När man stänger av strömkällan och startar den igen kommer den ihåg senast
inställda värden.
3 MMA --SVETSNING
3.1 Inställningar
Inställningar Inställningsområde Inställningssteg Värde vid leverans
Process MMA eller kolbågs-
mejsling
Elektrod Rutil, Cellulosa, Basisk 3 Rutil **
Varmstart “Hotstart”* FRÅN eller TILL -- FRÅN
Varmstarttid “Hot start” 1--30 1 10
Bågtryck “Arc force” 0--99 0,5 30**
Ström
Arc 4000i
Arc 5000i
*) Denna funktion går inte att ändra under pågående svetsning.
**) Vid val av elektrodtyp är alltid startvärdet 30 för bågtryck.
16 -- 400 A
16 -- 500 A
-- MMA
1A
1A
164 A
164 A
V armstart “Hot start”
Varmstart “Hot start” ökar svetsströmmen under en inställbar tid i början av svetsför-loppet, detta minskar risken för bindfel i början av svetsfogen.
Bågtryck “Arc force”
Bågtryck “Arc force” har betydelse för hur strömmen ändras vid en förändring av
båglängden. Ett lägre värde ger en lugnare ljusbåge med mindre sprut.
Ström
Högre ström ger en bredare och djupare inträngning i arbetsstycket.
Oberoende av vilken meny som visas kan man ändra inställningsvärdet på
strömmen. Värdet visas endast i huvudmenyn.
bi07d1sa
-- 4 --

SE
3.2 Symboler i display
Funktionssymboler
MMA--svetsning Bågtryck “Arc force”
Varmstart “Hot start” Rutil elektrod
Cellulosaelektrod Basisk elektrod
Symbolförklaring
Aktiv symbol (mörk bakgrund). Med aktiv menas att den funktion som
symbolen visar kan aktiveras. Man kan ställa in nya värden enbart när symbolen är
aktiv.
Inaktiv symbol (ljus bakgrund). Med inaktiv menas att m an inte kan ändra
inställning för den funktion symbolen visar. Trycker man på en inaktiv symbol återgår
man till huvudmenyn när man befinner sig i inställningsmenyn.
En prick i övre högra hörnet indikerar att varmstart “Hotstart” är TILL.
Värdesymboler
Värdesymbolerna visas i inställningsmenyn för respektive funktion.
Inget bågtryck “Arc force” Högt bågtryck “Arc force”
Kort varmstarttid “Hot start” Lång varmstarttid “Hot start”
bi07d1sa
-- 5 --

SE
3.3 Inställningsexempel
Inställningar Värde
Process MMA
Elektrod Basisk
Varmstart “Hotstart” TILL
Varmstarttid “Hotstart” 5
Bågtryck “Arc force” 50
Ström 120 Amp
Process = MMA
S Välj process genom att trycka på den första funktionsknappen tills visas i
diplayen.
Elektrod = Basisk
S Välj elektrodtyp genom att trycka på den andra funktionsknappen tills
visas i diplayen.
Varmstarttid “Hot start” = 5
S Tryck på varmstarten aktiveras TILL.
S Tryck på tills det står 5,0 i displayen.
bi07d1sa
-- 6 --

SE
Bågtryck “Arc force” = 50
S Tryck på tills visas i displayen.
S Tryck på tills det står 50,0 i displayen.
Ström = 120 Ampere
S Vrid ratten för inställning av ström tills displayen visar 120 Amp.
4 KOLBÅGSMEJSLING
Vid kolbågsmejsling används en speciel elektrod som består av en kolstav med
kopparhölje. Det bildas en ljusbåge mellan kolstaven och arbetsstycket, luft tillförs för
att blåsa bort det smälta materialet varvid en fog bildas.
4.1 Inställningar
Inställningar Inställningsområde Inställningssteg Värde vid leverans
Process MMA eller kolbågs-
mejsling
Spänning 8--60 V 0,25 V (Visas med en
Spänning
Högre spänning ger en bredare och djupare inträngning i arbetsstycket.
4.2 Symbol i display
Funktionssymbol
-- MMA
37,0 V
decimal.)
bi07d1sa
Kolbågsmejsling
-- 7 --

SE
4.3 Inställningsexempel
Inställningar Värde
Process Kolbågsmejsling
Spänning 45 V
Process = Kolbågsmejsling
S Välj process genom att trycka på den första funktionsknappen tills visas i
displayen.
Spänning = 45 V
S Vrid på inställningsratten tills displayen visar 45 V.
5FELKODER
Felkoder används för att påvisa att det har uppstått ett fel i utrustningen. Den anges i
displayen som en symbol som ser ut på följande sätt:
Felkoderna uppdateras efter 3 sekunder. Den översta siffran i symbolen
beskriver vilken felkodsnummer det är, se under punkt 5.1. Den
nedersta siffran beskriver i vilken enhet felet ligger:
0 = inställningspanel
2 = strömkällan
4 = fjärrdon
Ovanstående symbol visar att inställningspanelen (0) har tappat kontakten med
strömkällan.
Har flera fel detekterats, visas endast koden för det senast inträffade felet.
För att få bort symbolen från displayen tryck på någon funktionsknapp.
Symbolen har ett fast eller e tt blinkande sken beroende på feltyp.
Blinkande symbol markeras med “o” i felkodslistan.
bi07d1sa
-- 8 --

SE
5.1 Felkodslista
Felkod Beskrivning Inställnings-
panel
1 Minnesfel EPROM x x x
2 Minnesfel RAM x x
3 Minnesfel extern RAM x
4 Matningspänning 5V x x
5 Hög likmellanspänning x
6 Hög temperatur x
8 Matningspänning 1* x x x
9 Matningspänning 2* x x
10 Matningspänning 3* x
12 Kommunikationsfel (varning) x x x
14 Kommunikationsfel (busoff) x
15 Förlorade meddelanden x x x
16 Hög tomgångsspänning x
18 Förlorat kontakten med strömkällan o
19 Felaktiga inställningsvärden i extern RAM x
20 Minnesallokeringsfel x x
22 Spill i sändarbuffer x
23 Spill i mottagarbuffer x
26 Watch dog x x
28 Spill i stacken x x
29 Inget vattenflöde o
31 Inget svar från displayenheten x
32 Inget gasflöde o
Strömkälla Fjärrdon
Enhet Matningsspänning 1* Matningsspänning 2* Matningsspänning 3*
Inställningspanel +3V
Strömkälla +15V --15V +24V
Fjärrdon +13V +10V
5.2 Beskrivning av felkoder
Felkod Beskrivning
1 Programminnesfel (EPROM)
Programminnet är skadat.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
2 Fel i mikroprocessorns RAM
Mikroprocessorn klarar inte av att skriva/läsa till det interna minnet.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
3 Fel i externt RAM
Mikroprocessorn klarar inte av att skriva/läsa till det externa minnet.
Inga funktioner spärras av detta fel.
Åtgärd: Starta om maskinen. Kvarstår felet, tillkalla servicetekniker.
bi07d1sa
-- 9 --

SE
Felkod Beskrivning
4 Spänningsfall i 5 V matningsspänning
Matningsspänningen är för låg.
Pågående svetsprocess stoppas och start förhindras.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
5 Likmellanspänning utanför gränsvärde
Spänningen är för hög eller för låg. För hög spänning kan bero på kraftfulla transienter på
nätet eller svagt nät (hög induktans i nätet eller en fas borta).
Strömkällan stoppas och kan ej startas.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
6 Hög temperatur
Temperaturvakt har löst ut.
Pågående svetsprocess stoppas och det går ej att starta förrän temperaturvakten har sla-
git till igen.
Åtgärd: Kontrollera att kylluftsintaget / utsläppet ej är igensatt eller nedsmutsat. Kontrolle-
ra även att arbetscykeln, så att den ej överskrider märkdata.
8 Låg batterispänning+3V, (inställningspanel)
För låg batterispänning. Om inte batteriet byts, så försvinner all lagrad data.
Inga funktioner spärras av detta fel.
Åtgärd: Tillkalla servicetekniker för byte av batteri.
8 Matningsspänning +15V, (strömkälla)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
8 Matningsspänning +13V, (fjärrdon)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
9 Matningsspänning --15V (strömkälla)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
9 Matningsspänning +10V (fjärrdon)
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
10 Matningsspänning +24V
För hög eller för låg matningsspänning.
Åtgärd: Tillkalla servicetekniker.
12 Kommunikationsfel (varning)
Belastningen på systemets CAN--buss är tillfälligt för hög.
Strömkällan kan ha förlorat kontakten med inställningspanelen.
Åtgärd: Se över utrustningen så att endast ett fjärrdon är inkopplat. Kvarstår felet, tillkalla
servicetekniker.
14 Kommunikationsfel
Systemets CAN--buss har tillfälligt upphört att fungera på grund av för hög belastning.
Pågående svetsprocess stoppas.
Åtgärd: Se över utrustningen så att endast en matarenhet eller fjärrdon är inkopplad.
Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
bi07d1sa
-- 1 0 --

SE
Felkod Beskrivning
15 Förlorade meddelanden
Mikroprocessorn klarar inte av att bearbeta inkommande meddelanden i tillräckligt hög takt
och information har förlorats.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
16 Hög tomgångsspänning
Tomgångsspänningen har varit för hög. Strömkällan stoppas och kan ej startas.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
18 Förlorat kontakten
Inställningspanelen har förlorat kontakten med strömkällan.
Pågående svetsprocess stoppas.
Åtgärd: Kontrollera kablaget. Kvarstår felet, tillkalla servicetekniker.
19 Felaktiga inställningsvärden i extern RAM
Felet detekteras om det står felaktig information i det batteriuppbackade minnet.
Åtgärd: Felet åtgärdar sig själv, men lagrad data i aktuell minnesposition försvinner.
20 Minnesallokeringsfel
Mikroprocessorn klarar inte att reservera tillräckligt med minne.
Felet kommer att orsaka felkod 26.
Åtgärd: Tillkalla servicetekniker.
22 Spill i sändarbuffer
Inställningspanelen hinner inte sända information till de andra enheterna i tillräcklig hög
takt.
Åtgärd: Spänningsfrånslag krävs för återställning.
23 Spill i mottagarbuffer
Inställningspanelen hinner inte bearbeta information från de andra enheterna i tillräcklig
hög takt.
Åtgärd: Spänningsfrånslag krävs för återställning.
26 Watchdog
Något har förhindrat processorn att utföra sina normala uppgifter i programmet.
Programmet startas om automatiskt. Pågående svetsprocess stoppas. Inga funktioner
spärras av detta fel.
Åtgärd: Upprepas felet, tillkalla servicetekniker.
28 Spill i stacken
Programexekveringen fungerar inte.
Åtgärd: Spänningsfrånslag krävs för återställning. Kvarstår felet, tillkalla servicetekniker.
29 Inget vattenflöde
Flödesvakten har löst ut.
Pågående svetsprocess stoppas och start förhindras.
Åtgärd: Kontrollera kylvattenkrets och pump.
31 Inget svar från displayenheten
Mikroprocessorn har inte kontakt med displaykortet.
Åtgärd: Tillkalla servicetekniker.
32 Inget gasflöde
Gasflödet har underskridit 6 liter per minut. Start förhindras.
Åtgärd: Kontrollera gasventil, slangar och kopplingar.
bi07d1sa
-- 1 1 --
SE
6 RESERVDELSBESTÄLLNING
OBS!
Samtliga garantiåtaganden från leverantören upphör att gälla om kunden själv under
garantitiden gör ingrepp i produkten för att åtgärda eventuella fel.
Reservdelar beställs genom närmaste ESAB--representant, se sista sidan på denna
publikation.
bi07d1sa
-- 1 2 --

p
-- 1 3 --
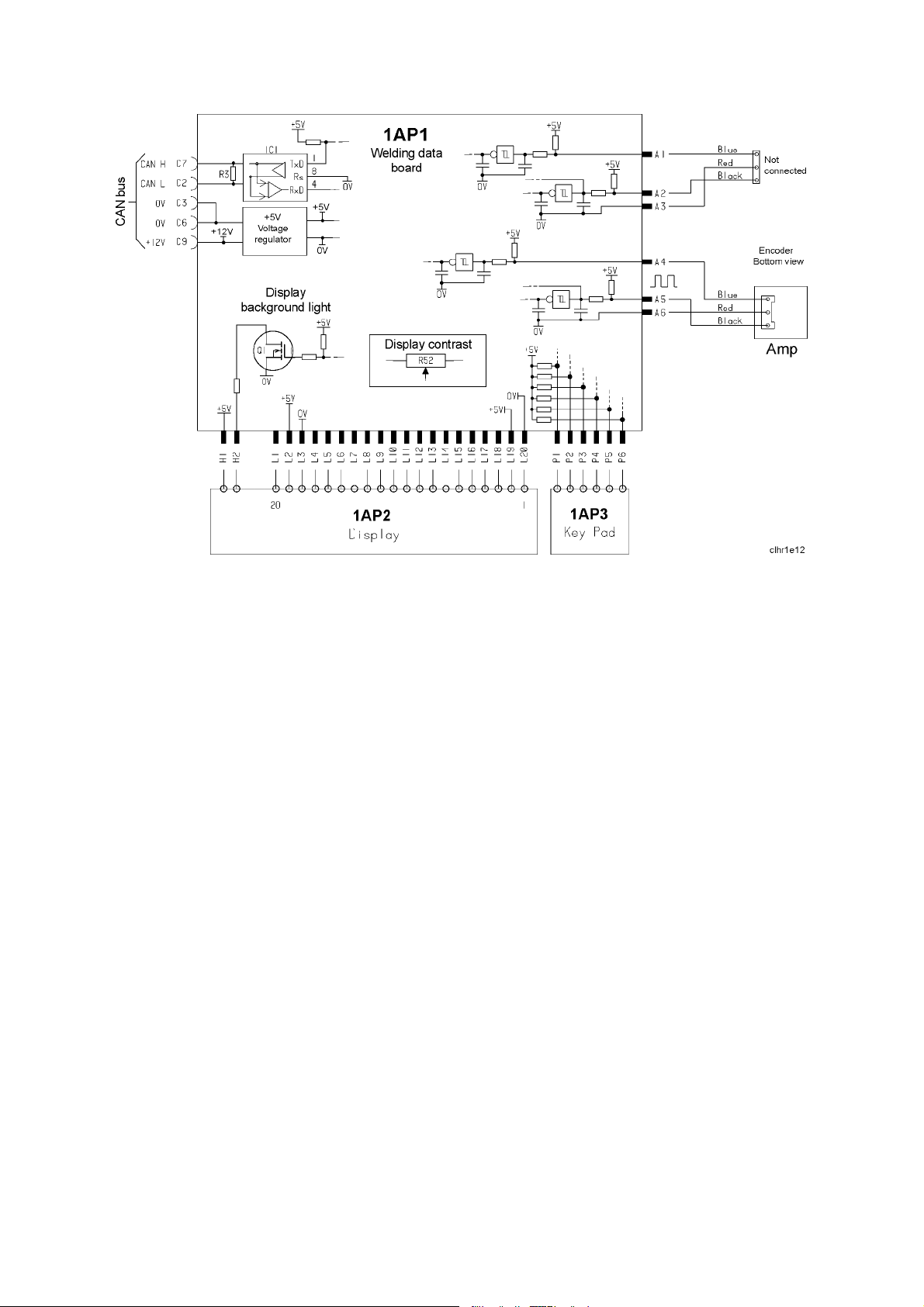
Schema
bi07e11a
-- 1 4 --

A4
Beställningsnummer
Ordering no. Denomination
0458 535 888 Aristot A4
0458 856 170 Instruction manual SE
0458 856171 Instruction manual DK
0458 856 172 Instruction manual NO
0458 856173 Instruction manual FI
0458 856 174 Instruction manual GB
0458 856 175 Instruction manual DE
0458 856 176 Instruction manual FR
0458 856 177 Instruction manual NL
0458 856 178 Instruction manual ES
0458 856 179 Instruction manual IT
0458 856 180 Instruction manual PT
0458 856 181 Instruction manual GR
0458 856 182 Instruction manual PL
0458 856 183 Instruction manual HU
0458 856 184 Instruction manual CZ
0458 856 127 Instruction manual RU, GB
0458 856 187 Aristot A4, US
0458 856 990 Spare parts list
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi07o
-- 1 5 -Edition 060523

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
051118
 Loading...
Loading...