


PT
A4
Aristot
Manual de instruções
Valid from program version 1.300458 856 180 PT 060523

1 INTRODUÇÃO 3.....................................................
1.1 O painel de controlo 3.......................................................
1.2 Unidade de comando à distância 3............................................
2 MENUS 4...........................................................
2.1 Menu principal e menu de medição 4..........................................
2.2 Menu de definições 4........................................................
3 SOLDADURA MMA 4.................................................
3.1 Definições 4................................................................
3.2 Símbolos no visor 5.........................................................
3.3 Exemplo de definições 6.....................................................
4 GOIVAGEM A ARCO COM JACTO DE AR COMPRIMIDO 7..............
4.1 Definições 7................................................................
4.2 Símbolos no visor 8.........................................................
4.3 Exemplo de definições 8.....................................................
5 CÓDIGOS DE AVARIA 9..............................................
5.1 Lista de códigos de avaria 9..................................................
5.2 Descrições dos códigos de avaria 10...........................................
6 ENCOMENDAR PEÇAS SOBRESSELENTES 12.........................
ESQUEMA 14...........................................................
NÚMEROS DE REFERÊNCIA 15..........................................
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
TOCp
-- 2 --

PT
1 INTRODUÇÃO
Este manual descreve a utilização do painel de controlo A4, que está instalado na
unidade de alimentação Arc 4000i & Arc 5000i.
Para informações gerais sobre o funcionamento, ver as instruções de
funcionamento da fonte de alimentação.
1.1 O painel de controlo
1 Visor
2 Botão para definir a corrente.
3 Aumentar (+) ou Diminuir (--) selecciona-
dos pelos botões das funções. →.
4 Primeiro, segundo e terceiro botões de
funções
1.2 Unidade de comando à distância
Ao utilizar uma unidade de comando à distância, os parâmetros primários do
processo de soldadura podem ser comandados a partir de um dispositivo que não
seja o painel de controlo.
As máquinas com painéis de controlo integrais devem possuir uma versão 1.21 ou
superior do programa para que o comando à distância funcione correctamente.
Comportamento do painel de controlo quando ligado com o unidade de
comando à distância
S O visor congela no menu mostrando se o de comando à distância está ligado.
Os valores de medição e de definição são actualizados, mas só são
apresentados nos menus nos quais os valores possam ser visualizados.
S Se for visualizado um símbolo de código de avaria, este não pode ser retirado
até que o unidade de comando à distância seja desligado.
bi07d1pa
-- 3 --
PT
2MENUS
O painel de controlo utiliza vários menus diferentes. O menu principal, o menu de
mediçãoeomenudedefinições.
2.1 Menu principal e menu de medição
O menu principal é sempre visualizado imediatamente após
a máquina ser iniciada. O menu apresenta os valores que
foram definidos. Se o menu principal for visualizado quando
se inicia a soldadura, o menu mudará automaticamente
para exibir os valores da medição (o menu de medição). Os
valores da m edição serão visualizados mesmo depois de a
soldadura ter acabado.
O menu de definições pode ser acedido sem perder os valores da medição. Isto só
acontece quando o botão está ligado de forma que em vez dos valores da medição
sejam visualizados os valores de definição.
2.2 Menu de definições
Podem ser introduzidos valores diferentes no menu de
definições.
Para aceder ao menu de definições, prima , ,
ou .
Quando a fonte de alimentação for desligada e reiniciada, os últimos valores a
serem definidos são novamente chamados.
3 SOLDADURA MMA
3.1 Definições
Definições Gama de definição Em passos de: Adjusta de fábrica
Processos MMA ou goivagem a arco
com jacto de ar comprimido
Eléctrodo Rutílico, Celulósico, Básico 3 Rutílico**
Início quente* Ligado (ON) ou desligado
(OFF)
Tempodeinício
quente
Forçadoarco 0--99 0,5 30**
Corrente
Arc 4000i
Arc 5000i
1--30 1 10
16 -- 400 A
16 -- 500 A
-- MMA
-- OFF
1A
1A
164 A
164 A
*) Esta função não pode ser alterada enquanto a soldadura estiver em curso.
**) Quando se selecciona o tipo de eléctrodo, o valor inicial é sempre 30 para a pressão do arco.
bi07d1pa
-- 4 --

PT
Início qu e nte
O início quente aumenta a corrente de soldadura durante um tempo ajustável no
início da soldadura, reduzindo assim o risco de fusão deficiente no início do cordão.
Força do arco
A força do arco é importante para dete rminar como é que a corrente se altera em
resposta a uma alteração no comprimento do arco. Um valor mais baixo produz um
arco mais calmo com menos salpicos.
Corrente
Uma corrente mais elevada produz um banho de fusão maior, com uma melhor
penetração na peça de trabalho.
Independentemente do menu visualizado, o valor de definição para a corrente pode
ser alterado. O valor só é visualizado no menu principal.
3.2 Símbolos no visor
Símbolos de funções
Saldadura MMA Forçadoarco
Início quente Eléctrodo rutílico
Eléctrodo celulósico Eléctrodo básico
Explicação dos símbolos
Símbolo activo (fundo preto). Activo significa que a função representada
pelo símbolo pode ser activada. Só podem ser definidos novos valores quando o
símbolo estiver activo.
Símbolo inactivo (fundo iluminado). Inactivo significa que as definições
para a função representada pelo símbolo não podem ser alteradas. A partir do menu
de definições, ao premir um símbolo inactivo fará com que a máquina volte ao menu
principal.
Um ponto no canto superior direito indica que o ”Início quente” está ligado
(ON).
bi07d1pa
-- 5 --

PT
Símbolos de valores
Os símbolos de valores são visualizados no menu de definições para cada função.
Não há força do arco Forçadoarcoelevada
Tempo reduzido de início Tempo longo de início
quente quente
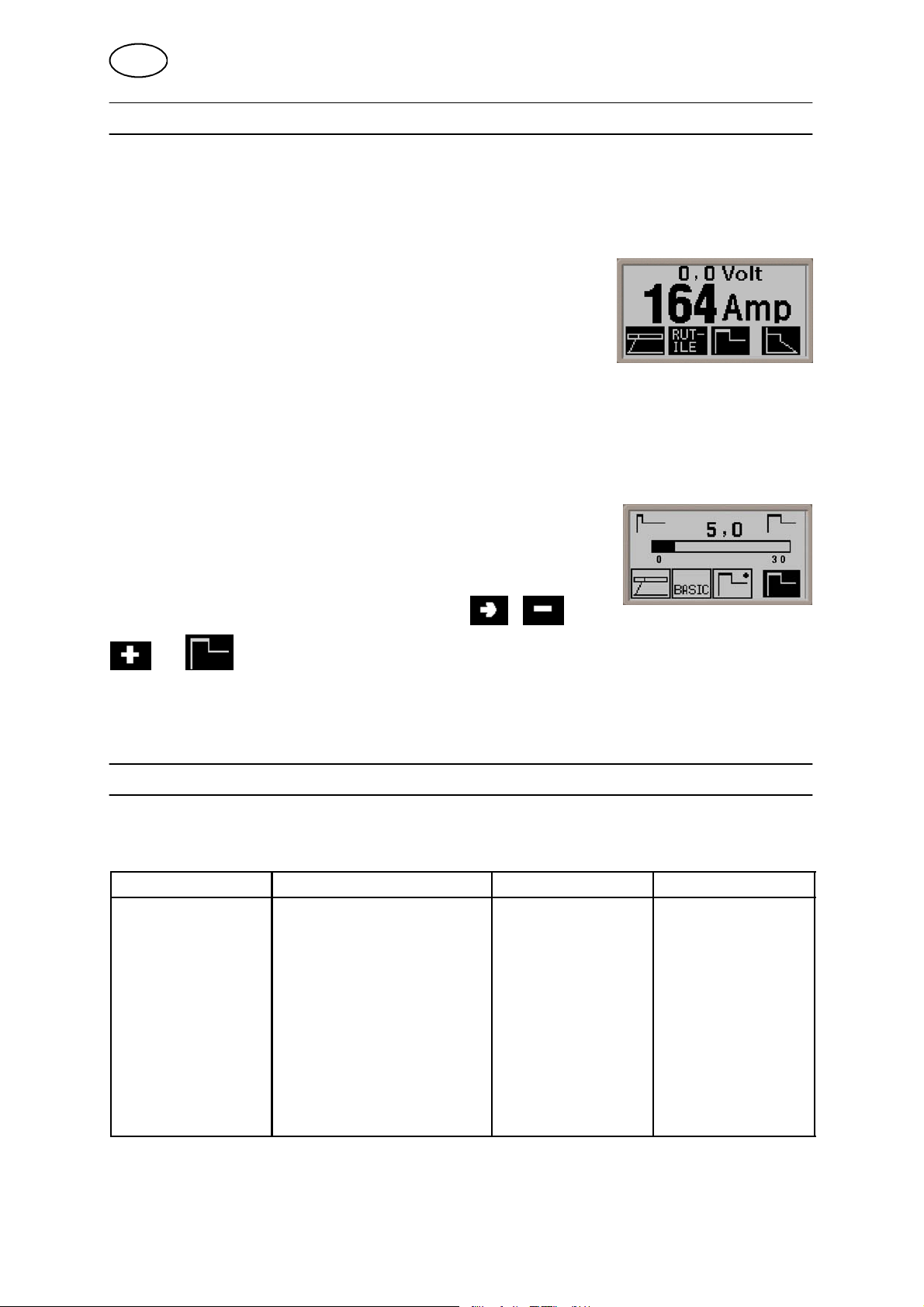
3.3 Exemplo de definições
Definições Valor
Processos MMA
Eléctrodo Básico
Início quente ON
Tempo de início quente 5
Forçadoarco 5,0
Corrente 120 Amp
Processos = MMA
S Seleccione o processo premindo o primeiro botão de função até aparecer
no visor.
Eléctrodo = Básico
S Seleccione o tipo de eléctrodo premindo o segundo botão de função até
aparecer no visor.
bi07d1pa
-- 6 --

PT
Tempo de início quente = 5
S Prima para ligaro início quente.
S Prima até 5,0 aparecer no visor.
Força do arco = 50
S Prima até aparecer no visor.
S Prima até 50 aparecer no visor.
Corrente = 120 Amperes
S Rode o botão para definir a corrente até o visor mostrar 120 Amp.
4 GOIVAGEM A ARCO COM JACTO DE AR COMPRIMIDO
A goivagem a arco com jacto de ar comprimido implica a utilização de um eléctrodo
especial que consiste numa barra de carbono com um revestimento de cobre.
Forma--seumarcoentreabarradecarbonoeapeçadetrabalho, é fornecido ar
para afastar o material fundido e forma--se uma costura.
4.1 Definições
Definições Intervalo entre os
valores
Processo MMA ou goivagem a
arco com jacto de ar
comprimido
Tensão 8--60V 0,25 V (visualizada
Em passos de Definição por defeito
-- MMA
37,0 V
com um decimal)
bi07d1pa
-- 7 --

PT
Tensão
Uma tensão mais elevada produz uma penetração mais ampla e mais profunda na
peça de trabalho.
4.2 Símbolos no visor
Símbolos de funções
Goivagem a arco com iacto de ar comprimido
4.3 Exemplo de definições
Definições Valor
Processo Goivagem a arco com
jacto de ar comprimido
Tensão 45 V
Processo = Goivagem a arco co m jacto de ar comprimido
S Seleccione o processo premindo o primeiro botão de função até aparecer
no visor.
Tensão = 45 V
S Rode o botão para definir a tensão até o visor mostrar 45 V.
bi07d1pa
-- 8 --

PT
5 CÓDIGOS DE AVARIA
Os códigos de avaria são utilizados para indicar a ocorrência de uma avaria no
equipamento. São apresentados no visor, sob a forma de um símbolo, como se
segue:
Os códigos de avaria são actualizados de três em três segundos. O
valor superior no símbolo é o número do código de avaria em questão:
ver Item 5.1. O valor inferior indica onde é que se encontra a avaria:
0 = o painel de controlo
2 = a unidade de alimentação
4 = o comando à distância. Prima qualquer tecla de função para limpar
osímbolodovisor.
O símbolo ilustrado acima mostra que o painel de controlo (0) perdeu o contacto com a
unidade de alimentação.
Se tiverem sido detectadas várias avarias, só será visualizado o código da última avaria
que ocorreu.
Prima qualquer tecla de função para limpar o símbolo do visor.
Os símbolos podem ser constantes ou estar a piscar, dependendo do tipo de avaria.
Os símbolos a piscar estão realçados com ” o” na lista dos códigos de avaria.
5.1 Lista de códigos de avaria
Códi-
go de
avaria
10 Fonte de alimentação da rede 3* x
12 Erro de comunicação (aviso) x x x
14 Erro de comunicação (”bus” desligado) x
15 Mensagens perdidas x x x
18 Contacto perdido com a unidade de ali-
19 Valores de definições incorrectos na RAM
20 Erro de atribuição na memória x x
22 Transbordamento da memória tampão do
23 Transbordamento da memória tampão do
Descrição Painel de
controlo
1 EPROM x x x
2 RAM x x
3 RAM externa de leitura/escrita x
4 Fonte de alimentação de 5V x
5 Fonte de alimentação de tensão intermé-
dia elevada
6 Temperatura elevada x
8 Fonte de alimentação da rede 1* x x x
9 Fonte de alimentação da rede 2* x x
x
mentação
x
externa
x
transmissor
x
receptor
Unidade de
alimentação
x
Comando à
distância
bi07d1pa
-- 9 --

PT
Códi-
go de
avaria
26 ”Watchdog” x
28 ”Stack overflow” (transbordamento da pil-
29 Não há fluxo da água de refrigeração x
31 Não há resposta da unidade de visuali-
32 Não há fluxo de gás x x
Unidade Fonte de alimentação
Painel de controlo +3V
Unidade de alimentação
Comando à distância +13V +10V
Descrição
ha)
zação
da rede 1*
+15V --15V +24V
Painel de
controlo
x x
x
Fonte de alimentação
da rede 2*
Unidade de
alimentação
Fonte de alimentação
da rede 3*
5.2 Descrições dos códigos de avaria
Códi-
go de
avaria1
Descrição
1 Erro na memória do programa (EPROM)
A memória do programa ”perdeu” um valor, isto é, o valor em determinado local da
memória é diferente do valor original.
Esta avaria não desactiva nenhumas funções.
Acção: Reiniciar a máquina. Se a avaria persistir, chamar um técnico de assistência.
2 Erro na RAM do microprocessador
O microprocessador não consegue ler/escrever de/para uma certa posição da memória na
sua memória interna.
Esta avaria não desactiva nenhumas funções.
Acção: Reiniciar a máquina. Se a avaria persistir, chamar um técnico de assistência.
3 Erro na RAM externa
O microprocessador não consegue ler/escrever de/para uma certa posição da memória na
sua memória externa.
Esta avaria não desactiva nenhumas funções.
Acção: Reiniciar a máquina. Se a avaria persistir, chamar um técnico de assistência.
4 Fonte de alimentação de 5 V baixa
A tensão da fonte de alimentação está demasiado baixa.
O microprocessador interrompe todas as actividades normais enquanto aguarda para ser
desligado.
Acção: Desligar a fonte de alimentação da rede para reiniciar a unidade. Se a avaria per-
sistir, chamar um técnico de assistência.
5 Tensão de CC intermédia fora dos limites
A tensão está demasiado baixa ou demasiado alta. Uma tensão demasiado alta pode dever--se a picos transitórios na fonte de alimentação da rede ou a uma fonte de alimentação
fraca (elevada indutância da alimentação).
A unidade de alimentação desliga--se automaticamente.
Acção: Desligar a fonte de alimentação da rede para reiniciar a unidade. Se a avaria per-
sistir, chamar um técnico de assistência.
Comando à
distância
bi07d1pa
-- 1 0 --

PT
Códi-
go de
avaria1
10 +24V na alimentação, (unidade de alimentação)
12 Erro de comunicação (aviso)
14 Erro de comunicação
15 Mensagens perdidas
18 Contacto perdido
Descrição
6 Temperatura elevada
O interruptor de sobrecarga térmica funcionou.
A unidade de alimentação desliga--se automaticamente e não pode ser reiniciada até o
interruptor ter sido reiniciado.
Acção: Verificar se as entradas ou saídas do ar de refrigeração não estão bloqueadas ou
obstruídas com sujidade. Verificar o ciclo de trabalho que está a ser utilizado para ter a
certeza de que o equipamento não está a ser sobrecarregado.
8 Tensão da bateria baixa +3V, (painel de controlo)
A tensão da bateria de retenção da memória no painel de controlo está demasiado baixa.
Esta avaria não desactiva nenhumas funções.
Acção: Chamar um técnico de assistência.
8 +15V na alimentação, (alimentador de fio e unidade de alimentação)
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
9 --15V na alimentação, (unidade de alimentação)
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
A tensão está demasiado alta ou demasiado baixa.
Acção: Chamar um técnico de assistência.
O contador de erros do circuito CAN tem um valor demasiado alto, e é possível que se
possa perder o contacto com o painel de controlo. Tal pode ocorrer se a carga estiver
temporariamente demasiado elevada.
Acção: Verificar o equipamento para garantir que apenas uma unidade de comando à
distância com adaptador está ligada. Se a avaria persistir, chamar um técnico de assistência.
O contador de erros do circuito CAN tem um valor demasiado altoeasoldadura é interrompida.
Tal pode ocorrer se a carga estiver temporariamente demasiado elevada.
Acção: Analisar o tratamento dos dados das definições de soldadura durante a soldadura.
Desligar a fonte de alimentação da rede para reiniciar a unidade. Se a avaria persistir,
chamar um técnico de assistência.
Uma mensagem substituiu outra. Este erro pode ser provocado por se carregar frequentemente nos botões do painel enquanto a soldadura está em curso.
O processo de soldadura é interrompido.
Acção: Analisar o tratamento dos programas de soldadura durante a soldadura. Desligar
a fonte de alimentação da rede para reiniciar a unidade. Se a avaria persistir, chamar um
técnico de assistência.
O painel de controlo perdeu o contacto com a unidade de alimentação.
A actividade em curso é interrompida.
Acção: Verificar os cabos. Se a avaria persistir, chamar um técnico de assistência.
bi07d1pa
-- 1 1 --

PT
Códi-
go de
avaria1
19 Valores de definições incorrectos na RAM externa
20 Erro de atribuição na memória
22 Transbordamento da memória tampão do transmissor
23 Transbordamento da memória tampão do receptor
26 ”Watchdog”
28 ”Stack overflow” (transbordamento da pilha)
29 Não há fluxo da água de refrigeração
31 Não há resposta da unidade de visualização
32 Não há fluxo de gás
Descrição
Esta avaria será detectada se a informação na memória auxiliada pela bateria ficar corrupta.
Acção: A avaria corrige--se a si mesma mas os dados armazenados na posição da
memória actual perder--se--ão.
O microprocessador não consegue reservar espaço de memória suficiente.
Esta avaria vai gerar o código de avaria 26.
Acção: Chamar um técnico de assistência.
A memória tampão do transmissor ficou excessivamente cheia.
A actividade em curso é interrompida.
Acção: Analisar o tratamento dos programas de soldadura durante a soldadura.
Estão a ser recebidas mensagens CAN a uma velocidade superior àquela que a placa de
dados de soldadura consegue tratar.
A actividade em curso é interrompida.
Acção: Analisar o tratamento dos programas de soldadura durante a soldadura.
Algo impediu o processador de realizar as suas funções normais.
Esta avaria não desactiva nenhumas funções.
Acção: Analisar o tratamento dos programas de soldadura durante a soldadura.
A memória interna ficou excessivamente cheia.
Esta avaria pode ser provocada por carga anormal do processador.
Acção: Analisar o tratamento dos dados das definições durante a soldadura.
O interruptor do monitor do fluxo funcionou.
A actividade em curso é interrompida.
Acção: Verificar o circuito da água de refrigeração e a bomba.
O microprocessador não está a receber respostas do painel de visualização.
Acção: Chamar um técnico de assistência.
O fluxo de gás é inferior a 6 l/min.
Acção: Verificar a válvula do gás, as mangueiras e os conectores.
6 ENCOMENDAR PEÇAS SOBRESSELENTES
Nota!
Todas as condições de garantia do fornecedor deixam de se aplicar se o cliente
tentar realizar ele próprio qualquer trabalho no produto durante o período de
garantia por forma a rectificar quaisquer avarias.
As peças sobresselentes podem ser encomendadas através do seu concessionário
mais próximo da ESAB, consulte a última página desta publicação.
bi07d1pa
-- 1 2 --

P
-- 1 3 --

Esquema
bi07e11a
-- 1 4 --

A4
Números de referência
Ordering no. Denomination
0458 535 888 Aristot A4
0458 856 170 Instruction manual SE
0458 856171 Instruction manual DK
0458 856 172 Instruction manual NO
0458 856173 Instruction manual FI
0458 856 174 Instruction manual GB
0458 856 175 Instruction manual DE
0458 856 176 Instruction manual FR
0458 856 177 Instruction manual NL
0458 856 178 Instruction manual ES
0458 856 179 Instruction manual IT
0458 856 180 Instruction manual PT
0458 856 181 Instruction manual GR
0458 856 182 Instruction manual PL
0458 856 183 Instruction manual HU
0458 856 184 Instruction manual CZ
0458 856 127 Instruction manual RU, GB
0458 856 187 Aristot A4, US
0458 856 990 Spare parts list
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.
bi07o
-- 1 5 -Edition 060523

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
05 1118
 Loading...
Loading...