

PL
CaddyArc 150
Instrukcja obs³ugi
0459 263 001 PL 041101
Valid for serial no. 316--xxx--xxxx, 328--xxx--xxxx,
341--xxx--xxxx

1DYREKTYWA 3.......................................................
2 BEZPIECZEÑSTWO 3................................................
3WSTÊP 5............................................................
3.1 Wyposa¿enie 5..............................................................
4DANETECHNICZNE 5................................................
5INSTALACJA 6.......................................................
5.1 Monta¿ 6...................................................................
5.2 Tabliczka znamionowa 6......................................................
5.3 Zasilanie sieciowe 6..........................................................
6 DZIA£ANIE 7.........................................................
6.1 Przy³±cza i elementy nastawcze 7...............................................
6.2 Panel sterowania 7...........................................................
6.3 Ustawienia 8................................................................
6.4 Zabezpieczenie przed przegrzaniem 8............................................
6.5 Spawanie MMA 9............................................................
6.6 Spawanie TIG 10..............................................................
6.7 Zdalne sterowanie 10..........................................................
7KONSERWACJA 10...................................................
7.1 Czyszczenie filtra przeciwpy³owego 10............................................
8 USUWANIE USTEREK 11...............................................
8.1 Kody usterek 11...............................................................
9 ZAMAWIANIE CZʦCI ZAMIENNYCH 12................................
SCHEMAT 14............................................................
NUMER ZAMÓWIENIOWY 16.............................................
SPIS CZʦCI ZAPASOWYCH 17...........................................
WYPOSA¯ENIE 18.......................................................
Zastrzegamy sobie prawo do wprowadzenia zmian.
TOCo
-- 2 --

PL
1DYREKTYWA
ESAB Welding Equipment AB, S--695 81 Laxå, Szwecja, zapewnia z pe³n± odpowiedzialno¶ci±, ¿e ¼ród³o
pr±du CaddyArc 150 pocz±wszy od numeru seryjnego 316 zgodne jest z norm± IEC/EN 60974--1 wed³ug
warunków ustalonych w dyrektywie (73/23/EEG) z dodatkiem uzupe³ni±cym (93/68/EEC) oraz z norm EN
50199 wed³ug warunków ustalonych w dyrektywie (89/336/EEG) z dodatkiem uzupe³niaj±cym
(93/68/EEG).
ZAPEWNIENIE ZGODNOCI Z NORMA
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Laxå 2003--04--10
Henry Selenius
Vice President
ESAB AB Arc Equipment
SE--695 81 LAXÅ
SZWECJA Tel: + 46 584 81000 Faks: + 46 584 411924
2 BEZPIECZEÑSTWO
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Nale¿y upewniæ siê czy przewód powrotny zosta³ prawid³owo pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
bh26d1o -- 3 --
PL
OSTRZE¯ENIE
SPAWANIE I CIÊCIE £UKOWE MO¯E ZAGRA¯AÆ BEZPIECZEÑSTWU OPERATORA I POZOSTA£YCH
OSÓB PRZEBYWAJ¡CYCH W POBLI¯U. DLATEGO PODCZAS SPAWANIA NALE¯Y ZACHOWAÆ
SZCZEGÓLNE ¦RODKI OSTRO¯NO¦CI. PRZED PRZYST¡PIENIEM DO SPAWANIA ZAPOZNAJ SIÊ Z
PRZEPISAMI BEZPIECZEÑSTWA I HIGIENY PRACY OBOWI¡ZUJ¡CYMI NA TWOIM STANOWISKU
PRACY.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ¶mierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e spowodowaæ uszkodzenie oczu i poparzenie skóry.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiednich os³on lub
ekranów.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materia³ów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dzenia wezwij odpowiednio
przeszkolony personel
PRZED INSTALACJ¡ I ROZRUCHEM URZ¡DZENIA NALE¯Y ZAPOZNAÆ SIÊ Z NINIEJSZ¡ INSTRUKCJ¡
CHROÑ SIEBIE I INNYCH!
ESAB mo¿e dostarczaæ wszelkich niezbêdnych zabezpieczeñ i akcesoriów.
UWAGA!
Przed instalacj± i rozruchem urz±dzenia nale¿y zapoznaæ siê z
niniejsz± instrukcj±.
OSTRZE¯ENIE!
Nie wolno u¿ywaæ ¼ród³a pr±du do rozmra¿ania zamarzniêtych rur.
Produkt przeznaczony jest wy³±cznie do spawania ³ukiem spawalniczym.
bh26d1o -- 4 --

PL
3WSTÊP
CaddyArc 150 to ¼ród³o pr±du spawania, przeznaczone do spawania elektrodami
otulonymi (spawanie MMA).
3.1 Wyposa¿enie
CaddyArc 150 jest wyposa¿ony w 3-metrowy przewód zasilaj±cy oraz instrukcjê obs³ugi.
Akcesoria firmy ESAB do tego produktu mo¿na znale¼æ na stronie 18.
4DANETECHNICZNE
CaddyArc 150
Napiêcie sieciowe 230 V, 1 µ 50/60 Hz
Bezpiecznik (o opó¼nionym dzia³aniu) 16 A
Pr±d pierwotny I
Pr±d pierwotny I
Napiêcie/zakres pr±dowy (DC) 4 A /20 V -- 150 A /26 V
Maksymalne dopuszczalne obci±¿enie przy
25% cyklu pracy
35% cyklu pracy
60% cyklu pracy
100% cyklu pracy
Wspó³czynnik mocy przy pr±dzie maksymalnym 0,62
Wydajno¶æ przy pr±dzie maksymalnym 77%
Napiêcie obwodu otwartego 71--78 V
Temperatura pracy -- 1 0˚C-- +40˚ C
Sta³e ci¶nienie akustyczne, wa¿one A <70db
Wymiary, d³. x szer. x wys. 394 x 267 x 274 mm
Ciê¿ar 9kg
Stopieñ ochrony IP 23C
Klasa zastosowania
maks.
eff.
36 A
21 A
150 A / 26 V
140 A / 26 V
110A/25V
90 A / 24 V
Cykl pracy
Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 30% oznacza, ze po 3 minutach pracy urz±dzenia
jest wymagana 7-minutowa przerwa. Cykl pracy 100% oznacza, ¿e urz±dzenie mo¿e pracowaæ w sposób
ci±g³y, bez przerw.
Stopieñ ochrony
IP okre¶la w jakim stopniu urz±dzenie jest odporne na przedostawanie sie do wewn±trz zanieczyszczeñ
stalych i wodnych. IP23 oznacza, ¿e urz±dzenie jest przystosowane do pracy w pomieszczeniach
zamkniêtych i na zewn±trz.
Klasa zastosowania
Klasa zastosowania oznacza, ¿e urz±dzenie jest przystosowane do u¿ycia w miejscach, gdzie
wystêpuje zwiêkszone niebezpieczeñstwo pora¿enia pr±dem elektrycznym.
bh26d1o -- 5 --

PL
5INSTALACJA
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
UWAGA!
Produkt przeznaczony jest do u¿ytku przemys³owego. W warunkach domowych mo¿e spowodowaæ
zak³ócenia odbioru radiowego. Za przedsiêwziêcie nale¿ytych ¶rodków zapobiegawczych odpowiedzialny
jest u¿ytkownik.
5.1 Monta¿
ród³o pr±du nale¿y umie¶ciæ w taki sposób, aby wloty i wyloty ch³odz±cego powietrza nie
by³y zablokowane.
5.2 Tabliczka znamionowa
Tabliczka znamionowa jest umieszczona od spodu ¼ród³a pr±du.
5.3 Zasilanie sieciowe
Upewniæ siê, czy ¼ród³o pr±du spawania zosta³o pod³±czone do zasilania o odpowiednim
napiêciu oraz czy jest zabezpieczone bezpiecznikiem o w³a¶ciwym dopuszczalnym
obci±¿eniu. Przekrój przewodu zasilaj±cego powinien odpowiadaæ wytycznym, podawanym
w normach dla danego kraju. Zgodnie z przepisami, nale¿y wykonaæ ochronne po³±czenie
uziemiaj±ce.
5.3.1 Zalecane bezpieczniki i rozmiar przewodu zasilaj±cego
CaddyArc 150
Napiêcie sieciowe 230 V ¦10 %, 1-fazowy
Czêstotliwo¶æ zasilania 50 - 60 Hz
Bezpiecznik (o opó¼nionym dzia³aniu)
100A 20% cyklu pracy
120A 35% cyklu pracy
150A 35% cyklu pracy
Przewód zasilaj±cy, przekrój 3x2,5mm
Przewód spawania, przekrój 25 mm
*) UWAGA! Wtyczka sieciowa zostaåa zatwierdzona dla maksymalnie 16 A.
Wersja póånocnoamerykañska: Wtyczka kabla sieciowego jest zatwierdzona dla maks. 18 A.
Uwaga! Podany powy¿ej przekrój przewodu i parametry bezpiecznika s± zgodne z przepisami
szwedzkimi. Nale¿y zastosowaæ ¼ród³o pr±du spawania zgodnie z odpowiednimi przepisami lokalnymi.
10 A
16 A
20 A*)
2
2
bh26d1o -- 6 --

PL
6 DZIA£ANIE
6.1 Przy³±cza i elementy nastawcze
1 Wy³±cznik zasilania sieciowego, 0 / 1 4 Z³±cze zdalnego sterowania
2 Przewód zasilaj±cy 5 Z³±cze przewodu spawania (+)
3 Z³±cze przewodu powrotnego (-) 6 Panel sterowania (patrz 6.2)
3 i 5 s³u¿± do pod³±czania pr±du spawania i przewodu powrotnego przy spawaniu MMA
6.2 Panel sterowania
Parametry procesu spawania s± regulowane na panelu sterowania.
6.2.1 Opis dzia³ania
bh26d1o -- 7 --

PL
Poz.
1 Pokrêt³o do ustawiania danych --
2 Moc ³uku 0--99%
3 Gor±cy start 0--99%
4 Spawanie TIG --
5 Spawanie MMA z wykorzystanie elektrod otulonych --
6 Przycisk wskazuj±cy pr±d spawania (A) i/lub napiêcie ³uku (V) --
7 Z³±cze urz±dzenia zdalnego sterowania --
8 Lampka wskazuj±ca (zielona), zasilanie sieciowe --
9 Lampka wskazuj±ca (¿ó³ta), przegrzanie --
Symbol/Funkcja Warto¶ci zadane
6.2.2 Symbole funkcyjne panelu
MMA A/V Urz±dzenie zdalnego sterowania
TIG Gor±cy start Moc ³uku
6.2.3 Funkcje ukryte
Kilka opcji ustawieñ danych spawania, takich jak spawanie kropelkowe i ArcPlust,mo¿na
wywo³aæ naciskaj±c jednocze¶nie przyciski Moc ³uku iGor±cystart
przez co najmniej 1 sekundê. Funkcjê wybiera siê za pomoc± pokrêt³a, a metodê spawania
poprzez naci¶niêcie przycisku Moc ³uku lub Gor±cy start.
Wróciæ, naciskaj±c jednocze¶nie przyciski Moc ³uku
iGor±cystart
przez 1 sekundê.
6.3 Ustawienia
Ustawienia Zakres ustawieñ W stopniach: Warto¶æ domy¶lna
Moc ³uku 0 -- 99% 1% 5%
Spawanie kropelkowe I/0 -- 0
ArcPlust I/0 -- 1
Gor±cy start 0--99% 1% 0%
6.4 Zabezpieczenie przed przegrzaniem
ród³o pr±du spawania wyposa¿ono w termiczny, samoczynny wy³±cznik przeci±¿eniowy,
które zadzia³a, kiedy temperatura bêdzie zbyt wysoka, od³±czaj±c pr±d spawania i zapalaj±c
¿ó³ty wska¼nik z przodu urz±dzenia. Kiedy temperatura opadnie, nast±pi automatyczny
reset wy³±cznika.
bh26d1o -- 8 --
PL
6.5 Spawanie MMA
The CaddyArc 150 gives direct current, and you can weld most metals to alloy and non-alloy
steel, stainless steel and cast iron. CaddyArc 150 umo¿liwia spawanie za pomoc± wiêkszo¶ci
elektrod otulonych od ∅ 1,6 do ∅ 3,25.
Spawanie MMA mo¿e tak¿e oznaczaæ spawanie z wykorzystaniem elektrod otulonych. Podczas
zajarzania ³uku elektroda topi siê, a jej otulina wytwarza ¿u¿el ochronny.
Je¶li podczas zajarzania ³uku koñcówka elektrody zostanie przy³o¿ona do metalu, natychmiast
topi siê i przywiera do niego, uniemo¿liwiaj±c kontynuacjê spawania.
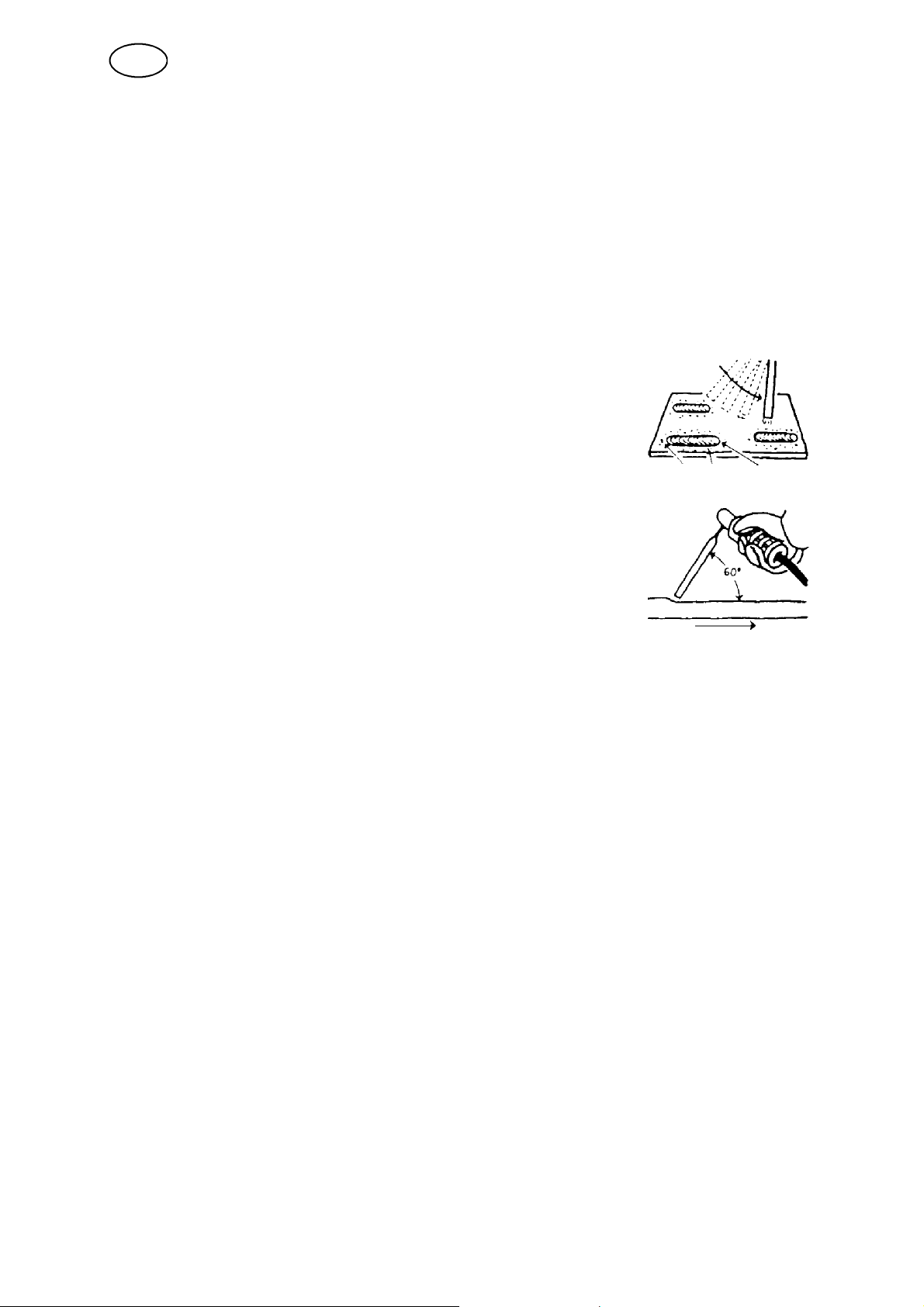
Dlatego ³uk nale¿y zajarzaæ w taki sam sposób, jak siê zapala zapa³kê.
Szybko uderzyæ elektrod± o metal, po czym unie¶æ j±, aby utworzyæ
odpowiedniej d³ugo¶ci ³uk (ok. 2 mm). Je¶li ³uk jest zbyt d³ugi, bêdzie
trzaska³ i pryska³, a¿ wreszcie ca³kowicie zga¶nie.
Pracuj±c na stole spawalniczym, przed zajarzeniem ³uku nale¿y
sprawdziæ, czy resztki odpadów metalowych, kawa³ki elektrod lub inne
przedmioty nie izoluj± spawanego elementu.
cmha2p11
Po zajarzeniu ³uku nale¿y przesun±æ elektrodê z lewej do prawej.
Elektroda musi znajdowaæ siê pod k±tem 60˚ do metalu wzglêdem
kierunku spawania.
Jednak chc±c stosowaæ szerokie ¶ciegi lub uzyskaæ tak gruby spaw, ¿e
konieczne jest zastosowanie kilku warstw, nale¿y wykonywaæ ruchy
poprzeczne.
cmha2p10
Regulator ustawieñ - ArcPlust
CaddyArc 150 jest wyposa¿one w ArcPlust, nowy typ sterowania, które podczas
spawania MMA wytwarza bardziej intensywny, skupiony i spokojny ³uk. Szybciej odzyskuje
moc po zwarciu kropelkowym, co zmniejsza ryzyko przyczepienia siê elektrody.
Spawanie kropelkowe (MMA)
Spawanie kropelkowe mo¿na stosowaæ przy spawaniu za pomoc± elektrod nierdzewnych.
Ta technika polega na zajarzaniu i wygaszaniu ³uku na przemian, w celu uzyskania lepszej
kontroli nad dostarczanym ciep³em. Aby wygasiæ ³uk, wystarczy tylko nieco unie¶æ
elektrodê.
Gor±cy start
Gor±cy start zwiêksza pr±d spawania przez okre¶lony czas na pocz±tku spawania,
redukuj±c ryzyko wyst±pienia braku przetopu na pocz±tku spoiny.
Moc ³uku
Moc ³uku ma istotne znaczenie przy ustalaniu zmian pr±du w stosunku do zmian d³ugo¶ci ³uku.
Ni¿sza warto¶æ daje spokojniejszy ³uk z mniejsz± ilo¶ci± rozprysków.
Pr±d
Wiêkszy pr±d wytwarza szersze jeziorko spawalnicze oraz lepsz± penetracjê w przedmiocie
obrabianym.
Warto¶æ zadana pr±du mo¿e zostaæ zmieniona niezale¿nie od wy¶wietlanego menu.
Warto¶æ ta wy¶wietlana jest wy³±cznie w menu g³ównym.
bh26d1o -- 9 --

PL
6.6 Spawanie TIG
Spawanie TIG topi metal przedmiotu obrabianego, wykorzystuj±c ³uk zajarzony od elektrody
wolframowej, która siê nie topi. Jeziorko spawalnicze i elektroda zabezpieczone s± gazem
ochronnym.
Przed zastosowaniem urz±dzenia Caddy do spawania TIG, nale¿y je wyposa¿yæ w uchwyt
TIG i zawór gazowy, butlê z argonem, regulator argonu, elektrody wolframowe i, w razie
potrzeby, odpowiedni metal filtruj±cy.
Live TIG-start
Funkcja “Live TIG-start” zajarza ³uk, po przy³o¿eniu i wycofaniu elektrody do przedmiotu
obrabianego.
6.7 Zdalne sterowanie
Urz±dzenie zdalnego sterowania nale¿y pod³±czyæ do odpowiedniego z³±cza na ¼ródle
pr±du.
Je¶li urz±dzenie zdalnego sterowania nie bêdzie u¿ywane, funkcja ta zniknie z panelu.
7KONSERWACJA
Regularna konserwacja jest wa¿na celem zapewnienia bezpieczeñstwa i
niezawodno¶ci.
Uwaga!
Jakiekolwiek czynno¶ci naprawcze podejmowane przez u¿ytkownika w okresie
gwarancyjnym powoduj± ca³kowit± utratê gwarancji.
7.1 Czyszczenie filtra przeciwpy³owego
S Zdj±æ kratkê wentylatora. patrz rysunek.
S Zwolniæ filtr przeciwpy³owy
S Przedmuchaæ go do czysta sprê¿onym powietrzem (przy zmniejszonym ci¶nieniu).
S Sprawdziæ, czy filtr o najdrobniejszej siatce jest umieszczony w pobli¿u kratki.
S Wymieniæ kratkê wentylatora z filtrem przeciwpy³owym.
bh26d1o -- 1 0 --

PL
8 USUWANIE USTEREK
Przed odes³aniem urz±dzenia do autoryzowanego technika serwisu nale¿y
przeprowadziæ nastêpuj±ce sprawdzenia i kontrole.
Typ usterki Czynno¶æ
Brak ³uku. S Sprawdziæ, czy zasilanie sieciowe zosta³o w³±czone.
S Sprawdziæ, czy pr±d spawania i przewody powrotne zosta³y
odpowiednio pod³±czone.
S Sprawdziæ, czy ustawiono odpowiednie parametry pr±du.
S Sprawdziæ, czy zadzia³a³ miniaturowy bezpiecznik automatyczny
(MCB).
Czêsto zdarza siê, ¿e w³±czaj± siê
termiczne, samoczynne
wy³±czniki przeci±¿eniowe.
Czêsto zdarza siê, ¿e w³±cza siê
termiczny, samoczynny wy³±cznik
przeci±¿eniowy.
S³aba wydajno¶æ spawania. S Sprawdziæ, czy pr±d spawania i przewody powrotne zosta³y
S Sprawdziæ, czy zadzia³a³y termiczne, samoczynne wy³±czniki
przeci±¿eniowe (co jest sygnalizowane ¿ó³t± lampk± na przednim
panelu).
S Sprawdziæ bezpieczniki zasilania sieciowego.
S Sprawdziæ, czy filtr przeciwpy³owy nie jest zatkany.
S Upewniæ siê, ¿e nie zosta³y przekroczone dane znamionowe
¼ród³a pr±du (tj. ¿e urz±dzenie nie jest przeci±¿one).
odpowiednio pod³±czone.
S Sprawdziæ, czy ustawiono odpowiednie parametry pr±du.
S Sprawdziæ, czy u¿ywane s± odpowiednie elektrody.
S Sprawdziæ bezpieczniki zasilania sieciowego.
8.1 Kody usterek
CaddyArc 150 jest wyposa¿one we wbudowany monitoring usterek. W razie wyst±pienia
usterki, na wy¶wietlaczu pojawi siê jej kod.
W przypadku sta³ego lub czêstego wystêpowania dowolnych kodów usterek, urz±dzenie
nale¿y wys³aæ do autoryzowanego warsztatu serwisowego firmy ESAB celem naprawy.
bh26d1o -- 1 1 --

PL
Usterka
E1 B³±d wewnêtrznej pamiêci
E2 B³±d zewnêtrznej pamiêci
E3 B³±d EPROM Uruchomiæ maszynê ponownie.
E4 B³±d pamiêci RAM z
E5 B³±d pamiêci, warto¶æ
E6 Niskie napiêcie
E10 B³±d + 20 V
E11 B³±d -15 V
E13 Wysoka temperatura Automatyczny reset po
E14 B³±d bie¿±cego serwo Automatyczny reset po
E99 Bå±d mostkowania Cyfrowa karta sterowania
Nazwa Resetowanie Czynno¶æ
Uruchomiæ maszynê ponownie.
RAM
RAM
zapasowym
akumulatorem
zmiennej poza limitem
akumulatora
(18,5 21,5 V)
(-13.0 - -16.0)
Zresetowaæ naciskaj±c przycisk Je¶li usterka nie zniknie, nale¿y
Automatyczny reset po
znikniêciu b³êdu
Automatyczny reset po
znikniêciu b³êdu
znikniêciu b³êdu
znikniêciu b³êdu. Mo¿na
równie¿ zresetowaæ naciskaj±c
przycisk
zostaåa zmostkowana w
niezdefiniowanej kombinacji.
Je¶li usterka nie zniknie, nale¿y
skontaktowaæ siê z warsztatem
serwisowym
Uruchomiæ maszynê ponownie.
Je¶li usterka nie zniknie, nale¿y
skontaktowaæ siê z warsztatem
serwisowym
Je¶li usterka nie zniknie, nale¿y
skontaktowaæ siê z warsztatem
serwisowym
Uruchomiæ maszynê ponownie.
Je¶li usterka nie zniknie, nale¿y
skontaktowaæ siê z warsztatem
serwisowym
Uruchomiæ maszynê ponownie.
Je¶li usterka nie zniknie, nale¿y
skontaktowaæ siê z warsztatem
serwisowym
skontaktowaæ siê z warsztatem
serwisowym
Uruchomiæ maszynê ponownie.
Je¶li bå±d bêdzie siê powtarzaå,
nale¿y skontaktowaæ siê z
warsztatem serwisowym
9 ZAMAWIANIE CZʦCI ZAMIENNYCH
CaddyArc 150 s± skonstruowane i przetestowane zgodnie z miêdzynarodow± i
europejsk± norm± IEC/EN 60974--1 iEN50199. Obowi±zkiem jednostki serwisowej
dokonuj±cej serwisu lub naprawy, aby upewniæ siê, ¿e produkt w dalszym ci±gu
odpowiada wymienionym normom.
Naprawyipracezwi±zanezzobwodomielektrycznymipowinnybyæprzeprowadzane
przez upowa¿nionego serwisanta ESAB.
Nale¿y stosowaæ tylko oryginalne czê¶ci zamienne i zu¿ywaj±ce siê ESAB.
Czê¶ci zamienne mo¿na zamawiaæ u najbli¿szego przedstawiciela handlowego firmy ESAB
(patrz ostatnia strona tej publikacji).
bh26d1o -- 1 2 --

p -- 1 3 --

Schemat
CaddyArc150 -- 1 4 --

CaddyArc150 -- 1 5 --

CaddyArc 150
Numer zamówieniowy
Ordering no. Denomination Type
0459 199 880 Welding Power source CaddyArc 150 for 230 V mains voltage
0459 199 886 Welding Power source CaddyArc 150 for 230 V mains voltage,
North American version
0459 263 990 Spare parts list CaddyArc 150
bh26o -- 1 6 --
Edition 041101

CaddyArc 150
Spis czê¶ci zapasowych SPiSCZʦCI ZAPASOWYCH
Qty Ordering no. Denomination
Item
101 1 0459 277 001 Filter
bh26s
-- 1 7 --
Edition 041101

CaddyArc 150
Wyposa¿enie WYPOSA¯ENIE
MMA welding and return cable kit .......
(”crocodile” type holder)
MMA welding and return cable kit ........
(”screwe” type holder)
Remote control MMA 1 (10mcable) .......
MMA and TIG: current
Foot control FS002 ......................
MMA and TIG current
Remote control unit AT1 .................
MMA and TIG: current
Remote control unit AT1 CF .............
MMA and TIG: rough and fine setting of
current.
0349 501 078
0349 501 079
0349 501 024
0349 090 886
0459 491 896
0459 491 897
bh26a
Remote cable 12 pole -- 8 pole
5m .....................................
10m....................................
15m....................................
25m....................................
Shoulderstrap .......................... 0459 367 880
-- 1 8 --
0459 552 880
0459 552 881
0459 552 882
0459 552 883
Edition 041101

p -- 1 9 --
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 3369 4333
Fax: +55 31 3369 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
UNITED ARAB EMIRA TES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA-- CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
031021
 Loading...
Loading...