

Page 1

RU
Buddyä
Arc 180
Arc 200
Инструкция по эксплуатации
Valid for serial no. 01107072134, 011080759720463 266 001 RU 20120502
Page 2

1 ТЕХНИКА БЕЗОПАСНОСТИ 3........................................
2 ВВЕДЕНИЕ 5........................................................
2.1 Оборудование 5...........................................................
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 5.................................
4 УСТАНОВКА 6.......................................................
4.1 Расположение 6............................................................
4.2 Сеть электропитания 6.....................................................
4.2.1 Рекомендуемые номиналы предохранителей и минимальные сечения кабелей
6
5 ПОРЯДОК РАБОТЫ 6................................................
5.1 Подключения 7............................................................
5.2 Подключение сварочного и обратного кабелей 8..............................
5.3 Символы и панели управления 8............................................
5.4 Защита от перегрева 9.....................................................
5.5 Сварка методом MMA 9.....................................................
5.5.1 Установка сварочного тока 9............................................
5.5.2 Возбуждение дуги 9...................................................
5.5.3 Манипуляции электродом 10.............................................
5.5.4 Защита электрода 10...................................................
5.5.5 Формы сварных соединений при сварке MMA 10..........................
5.5.6 Выбор электродов 11...................................................
5.6 Сварка методом TIG 11......................................................
5.6.1 Установка сварочного тока 11............................................
5.6.2 Возбуждение дуги в режиме “Live TIG- start” 12............................
5.6.3 Формы сварных соединений при сварке TIG 12............................
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 12..................................
6.1 Источник питания 13.........................................................
6.2 Сварочная горелка 13.......................................................
7 ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 13.......................
8 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ 14........................................
9 ДЕМОНТАЖ И УТИЛИЗАЦИЯ 14.......................................
СХЕМА 16..............................................................
НОМЕР ЗАКАЗА 18......................................................
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ 19.............................
Оставляем за собой право изменять спецификацию без предупреждения.
TOCr
- 2 -
Page 3
RU
1 ТЕХНИКА БЕЗОПАСНОСТИ
Пользователи оборудования ESAB отвечают за выполнение правил техники безопасности лицами, работающими на оборудовании и
рядом с ним. Правила техники безопасности должны отвечать требованиям к безопасной эксплуатации оборудования этого типа.
Помимо стандартных правил техники безопасности и охраны труда на рабочем месте рекомендуется следующее.
Все работы должны выполняться подготовленными лицами, знакомыми с эксплуатацией оборудования. Неправильная эксплуатация
оборудования может вызвать опасные ситуации, приводящие к травмированию персонала и повреждению оборудования.
1. Bсе лица, использующие сварочное оборудование, должны знать:
S инструкции по эксплуатации
S расположение органов аварийного останова
S назначение оборудования
S правила техники безопасности
S технологию сварки и резки
2. Оператор обеспечивает:
S удаление посторонних лиц из рабочей зоны оборудования при его запуске
S защиту всех лиц от воздействия сварочной дуги
3. Рабочее место должно:
S отвечать условиям эксплуатации
S не иметь сквозняков
4. Средства защиты персонала:
S Во всех случаях используйте рекомендованные средства индивидуальной защиты, такие как защитные очки, огнестойкую
одежду, защитные перчатки.
S При сварке запрещается носить свободную одежду, украшения и т.д., например шарфы, браслеты, кольца, которые могут
попасть в сварочное оборудование или вызвать ожоги.
5. Общие меры предосторожности:
S Проверьте надежность подключения обратного кабеля.
S Работы на оборудовании с высоким напряжением должны производиться только квалифицированным электриком.
S В пределах доступа должны находиться соответствующие средства пожаротушения, имеющие ясную маркировку.
S Запрещается проводить смазку и техническое обслуживание оборудования во время эксплуатации.
ВНИМАНИЕ!
Запрещается использовать источник питания для оттаивания труб.
bh40d1r - 3 -
© ESAB AB2011
Page 4
RU
ВНИМАНИЕ!
Дугoвaя cвapкa и peзкa oпacны кaк для иcпoлнитeля paбот, тaк и для поcтopoнних лиц. Требуйте соблю
дения всех правил безопасности, действующих на объекте, которые должны учитывать сведения об
опасностях, представленные изгоTговителем.
ОПАСНОСТЬ СМЕРТЕЛЬНОГО ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОM
Агрегат устанавливается и заземляется в соответствии с действующими нормами и правилами.
Не допускайте контакта находящихся под напряжением деталей и электродов с незащищенными
частями тела, мокрыми рукавицами и мокрой одеждой.
Обеспечьте электрическую изоляцию от земли и свариваемых деталей.
Обеспечьте соблюдение безопасных рабочих расстояний.
ДЫМЫ И ГАЗЫ могут быть опасны для человека
Исключите возможность воздействия дымов.
Для исключения вдыхания дымов во время сварки организуется общая вентиляция помещения, а
также вытяжная вентиляция из зоны сварки.
ИЗЛУЧЕНИЕ ДУГИ вызывает поражение глаз и ожоги кожи
Защитите глаза и кожу. Для этого используйте защитные щитки, цветные линзы и защитную
спецодежду.
Для защиты посторонних лиц применяются защитные экраны или занавеси.
ПОЖАРООПАСНОСТЬ
Искры (брызги металла) могут вызвать пожар. Убедитесь в отсутствии горючих материалов
поблизости от места сварки.
ШУМ - чрезмерный шум может привести к повреждению органов слуха
Примите меры для защиты слуха. Используйте беруши для ушей или другие средства защиты слуха.
Предупредите посторонних лиц об опасности.
НЕИСПРАВНОСТИ - при неисправности обратитесь к специалистам по сварочному оборудованию
Перед началом монтажа и эксплуатации внимательно изучите соответствующие инструкции.
ЗАЩИТИТЕ СЕБЯ И ДРУГИХ!
ОСТОРОЖНО!
Перед началом монтажа и эксплуатации
внимательно изучите соответствующие
инструкции.
ОСТОРОЖНО!
Оборудование Class А не предназначено для использования в
жилых помещениях, где электроснабжение осуществляется из
бытовых сетей низкого напряжения. В таких местах могут
появиться потенциальные трудности обеспечение
электромагнитной совместимости оборудования Class А
вследствие кондуктивных и радиационных помех.
ОСТОРОЖНО!
Данное изделие предназначено только для дуговой
Компания ESAB готова предоставить вам все защитное снаряжение и
принадлежности, необходимые для выполнения сварочных работ.
bh40d1r - 4 -
© ESAB AB2011
Page 5
RU
2 ВВЕДЕНИЕ
Arc 180 и Arc 200 представляют собой сварочные источники питания,
предназначенные для использования с покрытыми электродами (сварка MMA),
а также для сварки методом TIG (Live Arc).
Аксессуары от для изделя можно найти на стрнице 19.
2.1 Оборудование
В комплекте с источником питания поставляются:
3-метровый сварочный кабель с держателем электродов
3-метровый обратный кабель с зажимом
руководство по эксплуатации.
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Arc 180 Arc 200
Напряжение питания 230 В 1∼ $10%, 50/60 Гц 230 В 1∼ $10%, 50/60 Гц
Первичный ток I
Диапазон установок MMA 5 A / 20,2 В - 180 A / 27,2 В 5 A / 20,2 В - 210 A / 28,4 В
Диапазон установок TIG 5 A / 10 В - 180 A / 17,2 В 5 A / 10,2 В - 210 A / 18,4 В
Допустимая нагрузка при
сварке MMA
30 % рабочий цикл
35% рабочий цикл
60 % рабочий цикл
100 % рабочий цикл
Допустимая нагрузка при
сварке TIG
35% рабочий цикл
60 % рабочий цикл
100 % рабочий цикл
Коэффициент мощности при
максимальном токе
КПД при максимальном токе >80 % >80 %
Напряжение холостого хода
U0 макс.
Рабочая температура от -10 до +40° C от -10 до +40° C
Температура при транспорти
ровке
Уровень звукового давления
на холостом ходу
Размеры, д x ш x в 310 x 140 x 230 мм 360 x 140 x 230 мм
Вес 6,6 кг 7,5 кг
Класс кожуха IP 23S IP 23S
Класс применения
36 A 40,7 A
макс.
180 A / 27,2 В
130 A / 25,2 В
100 A / 24,0 В
180 A / 17,2 В
130 A / 15,2 В
100 A / 14,0 В
0.72 0.71
59,8 В 66,3 В
-20 до +55° C -20 до +55° C
<70 дБ (A) <70 дБ (A)
200 A / 28,0 В
135 A / 25,4 В
120 A / 24,8 В
200 A / 18,0 В
135 A / 15,4 В
120 A / 14,8 В
Рабочий цикл
Рабочий цикл представляет собой долю (в %%) десятиминутного интервала, в течение
которой можно производить сварку или резку при определенной нагрузке без перегрузки.
Рабочий цикл указан для температуры 40° C.
bh40d1r - 5 -
© ESAB AB2011
Page 6
RU
Класс кожуха
Нормы IP указывают класс кожуха, т.е., степень защиты от проникновения твердых объектов
и воды. Оборудование с маркировкой IP 23 предназначено для наружной и внутренней
установки.
Класс зоны установки
Этот символ означает, что источник питания предназначен для использования в зонах с
повышенной опасностью поражения электротоком.
4 УСТАНОВКА
Ввод в эксплуатацию должен производиться квалифицированным специали
стом.
4.1 Расположение
Разместите источник сварочного тока таким образом, чтобы имеющиеся в нем
отверстия для подвода и отвода охлаждающего воздуха не были заграждены.
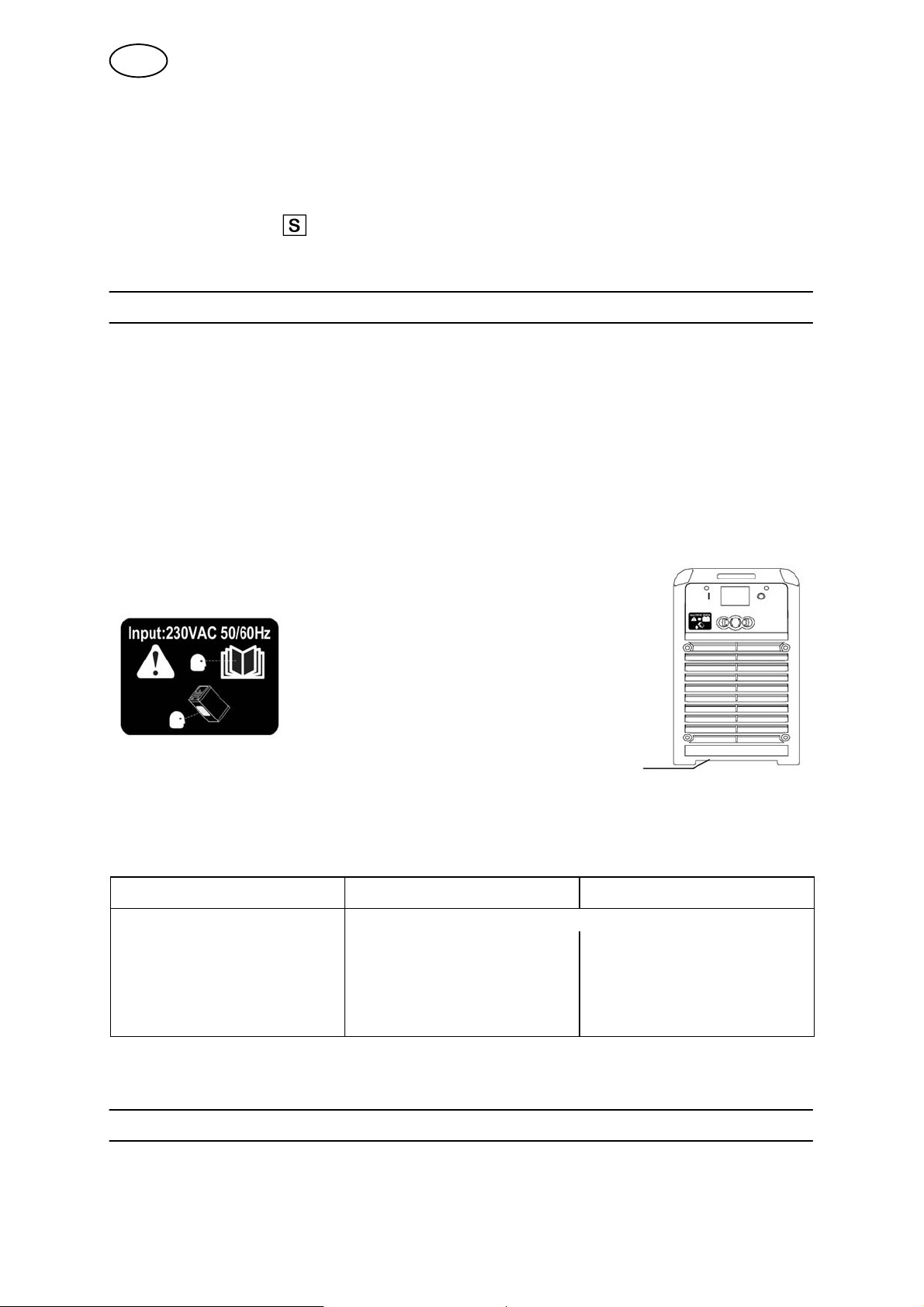
4.2 Сеть электропитания
Убедитесь в том, что источник сварочного тока
подключен к сети электропитания с требуемым
напряжением и защищен предохранителями требуемого
номинала. Розетка должна иметь заземляющий вывод.
Паспортная табличка с параметрами сети электропитания
4.2.1 Рекомендуемые номиналы предохранителей и минимальные сечения
кабелей
Arc 180 Arc 200
Напряжение питания 230 В 1∼ $10%, 50/60 Гц
Площадь поперечного
сечения силового кабеля
питания, мм
Фазный ток, I
Фазный ток, I
2
(TIG) 14,7 A 16,6 A
1eff
(MMA) 19,7 A 24,1 A
1eff
3 G 2.5 3 G 2.5
ВНИМАНИЕ! Эксплуатация источника сварочного тока должна осуществляться в
соответствии с действующими национальными нормативными документами.
5 ПОРЯДОК РАБОТЫ
Общие правила техники безопасности при работе с оборудованием приводятся
на стр. 3. Прочтите их до использования оборудования!
bh40d1r - 6 -
© ESAB AB2011
Page 7

RU
5.1 Подключения
1 Панель управления 4 Главный выключатель питания 1/O
2 Соединение (-) для обратного кабеля,
сварочного кабеля или горелки TIG
3 Соединение (+) для обратного кабеля
или сварочного кабеля
5 Соединитель для сетевого кабеля
bh40d1r - 7 -
© ESAB AB2011
Page 8

RU
5.2 Подключение сварочного и обратного кабелей
Источник питания снабжен двумя выходами, отрицательной [-] клеммой (2) и
положительной [+] клеммой (3), служащими для подключения сварочного и
обратного кабелей.
Для процесса MMA выход, к которому подключается сварочный кабель,
зависит от типа электрода. Обращайте вниманию на информацию,
приведенную на упаковке с электродами, для определения правильной
полярности электродов.
Для опционного процесса TIG подключите кабель питания горелки TIG к
отрицательной [-] клемме (2). Подключите входную газовую муфту к
регулируемому источнику защитного газа.
Подключите возвратный кабель к другой сварочной клемме источника питания.
Закрепите контактный зажим возвратного кабеля на свариваемой детали и
убедитесь в надежности контакта.
5.3 Символы и панели управления
Arc 180
Arc 200
Питание ON (ВКЛ)
Индикаторная лампа,
белая, источник
питания ВКЛ (ON)
Газовольфрамовая
сварка методом TIG
(возбуждение дуги
касанием)
bh40d1r - 8 -
Перегрев
Индикаторная лампа,
желтая, перегрев
Сварка методом MMA
© ESAB AB2011
Page 9

RU
5.4 Защита от перегрева
Источник питания снабжен реле защиты от тепловой перегрузки, которое
срабатывает при недопустимом возрастании температуры. При этом
прекращается подача сварочного тока и загорается желтая индикаторная
лампа на передней панели источника питания. Когда температура снизится,
реле защиты от перегрузки автоматически возвращается в исходное
положение.
5.5 Сварка методом MMA
Установите переключатель выбора процесса в требуемый режим сварки.
ПРИМЕЧАНИЕ: Источник питания активирован.
Убедитесь, что полярность подключения сварочного кабеля соответствует
характеристикам электрода. Выберите необходимый уровень сварочного тока.
5.5.1 Установка сварочного тока
Источник питания Arc 180 имеет регулируемую настройку
сварочного тока от 5 до 180 ампер.
Источник питания Arc 200 имеет регулируемую настройку
сварочного тока от 5 до 200 ампер.
5.5.2 Возбуждение дуги
Способ MMA называется также сваркой покрытыми электродами. Возбуждение
дуги расплавляет электрод, и его покрытие образует защитный шлак.
Если при возбуждении дуги кончик электрода прижать к металлу, он сразу же
расплавится и прилипнет к металлу, делая невозможной непрерывную сварку.
Следовательно, возбуждение дуги должно производиться таким же образом,
как зажигание спички. Прикоснитесь электродом к металлу, затем поднимите
его так, чтобы получилась дуга определенной длины (примерно 2 мм). Если
длина дуги чересчур велика, послышится характерный треск, возникнет
разбрызгивание металла, после чего дуга полностью погаснет. После
возбуждения дуги перемещайте электрод слева направо. Электрод должен
располагаться под углом 60° к металлу.
bh40d1r - 9 -
© ESAB AB2011
Page 10

RU
5.5.3 Манипуляции электродом
При сварке MMA существуют три движения, выполняемые концом электрода:
движение электрода к сварочной ванне вдоль оси [1]; небольшое
колебательное движение, которое может понадобиться для достижения
необходимой ширины сварочной ванны [2]; движение электрода вдоль
сварочного пути [3].
Манипуляция электродом зависит от сварного шва, положения сварки,
характеристик электрода, сварочного тока, навыков сварщики и т. п.
электрод
шов
обрабатыв
аемое
изделие
1 движение электрода
2 колебание электрода (вправо и влево
3 движение электрода вдоль шва
5.5.4 Защита электрода
Если в процессе сварки электрод входит в непосредственный контакт (касание)
с с деталью, образуя цепь короткого замыкания, сварочный ток падает до
минимума, что продлевает срок службы электрода.
5.5.5 Формы сварных соединений при сварке MMA
Стыковое соединение Угловое соединение Соединение
внахлестку
T-образное
соединение
bh40d1r - 10 -
© ESAB AB2011
Page 11

RU
5.5.6 Выбор электродов
Выбор диаметра электрода зависит от толщины
свариваемой детали, положения сварки, формы
соединения, сварного слоя и пр. Подробную
информацию см. на упаковке электродов.
Хорошее качество сварки могут обеспечить только
сухие электроды. Это помогает избежать
водородных включений, раковин и холодного
растрескивания.
В процесс сварки дуга не должна быть слишком
длинной, поскольку это может привести к
нестабильности дуги, разбрызгиванию металла,
недостаточному проникновению, ослаблению
сварного шва, появлению раковин и пр. Слишком
короткая дуга может привести к прилипанию
электрода.
5.6 Сварка методом TIG
При сварке методом TIG происходит расплавление металла
свариваемой детали с помощью электрической дуги,
возбуждаемой на вольфрамовом электроде, который сам не плавится. Зона
сварки и сам электрод защищены атмосферой из защитного газа.
Метод сварки TIG особенно полезен при необходимости обеспечения высокого
качества и при сваривании тонких листов. Наши источники питания обладают
хорошими характеристиками также и для сварки TIG.
Для сварки методом TIG источники питания должны быть оборудованы:
горелкой TIG с газовым клапаном (см. Принадлежности, стр. 19)
баллоном со сварочным газом (соответствующим газом)
регулятором газа для сварки (подходящим газовым регулятором)
вольфрамовым электродом
соответствующими дополнительными материалами по необходимости.
Установите переключатель выбора процесса в требуемый режим сварки.
ПРИМЕЧАНИЕ: Источник питания активирован.
Убедитесь, что полярность подключения сварочного кабеля и горелки TIG
соответствует характеристикам электрода.
Выберите необходимый уровень сварочного тока.
5.6.1 Установка сварочного тока
Источник питания Arc 180 имеет регулируемую настройку
сварочного тока от 5 до 180 ампер. Источник питания Arc
200 имеет регулируемую настройку сварочного тока от 5 до
200 ампер.
bh40d1r - 11 -
© ESAB AB2011
Page 12

с
RU
5.6.2 Возбуждение дуги в режиме “Live TIG- start”
В режиме "Live TIG start" дуга возбуждается, когда вольфрамовый электрод
касается свариваемой детали, а затем приподнимается над ней.
5.6.3 Формы сварных соединений при сварке TIG
Стыковое соединение Угловое соединение Соединение
внахлестку
T-образное
соединение
6 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Регулярное техническое обслуживание имеет важное значение для
обеспечения безопасности и надежности.
Только лица, имеющие квалификацию электрика (аттестованный персонал),
имеют право снимать панели, обеспечивающие безопасность работы.
ОСТОРОЖНО!
Все гарантийные обязательства поставщика теряют свою силу в том случае, е
заказчик предпринимает самостоятельные попытки устранить неисправность в
период действия гарантийных обязательств.
bh40d1r - 12 -
© ESAB AB2011
Page 13

RU
6.1 Источник питания
Регулярно следите за тем, чтобы сварочный источник питания не был забит
грязью.
Периодичность проверки и применяемые методы очистки зависят от:
процесса сварки;
времени горения дуги;
размещения оборудования;
окружающих условий.
Обычно бывает достаточно продувать источник питания сухим сжатым
воздухом (при пониженном давлении) один раз в год.
Засоренные или закупоренные отверстия для подвода и отвода воздуха также
могут стать причиной перегрева устройства.
6.2 Сварочная горелка
Для обеспечения надежной сварки необходимо через регулярные промежутки
времени чистить и заменять быстроизнашиваемые детали.
7 ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Прежде чем вызывать авторизованного специалиста по техническому
обслуживанию, попробуйте самостоятельно выполнить рекомендуемые ниже
проверки.
Тип неисправности Рекомендуемые меры
Отсутствие дуги. Проверьте, включен ли выключатель питания.
Проверить, что сетевое питание не занижено и не
завышено. Желтый светодиод светится, если на входе
напряжение меньше или выше рекомендованного
уровня, а машина находится при нормальной рабочей
температуре.
Проверьте правильность подключения сварочного и
обратного кабелей.
Проверьте, правильно ли задана величина тока.
Проверьте, не отключен ли миниатюрный выключатель.
В процессе сварки пропал
сварочный ток.
Частое срабатывание реле
защиты от тепловой
перегрузки.
Низкая эффективность сварки. Проверьте правильность подключения сварочного и
Проверьте, не сработали ли реле защиты от тепловой
перегрузки (срабатывание реле определяется по
загоранию желтой лампы на лицевой панели).
Проверьте предохранители в цепи сетевого питания.
Проверьте, не засорился ли противопылевой фильтр.
Убедитесь в том, что не превышены номинальные
значения параметров источника питания (т. е.
устройство работает без перегрузки).
обратного кабелей.
Проверьте, правильно ли задана величина тока.
Убедитесь в том, что используются электроды
требуемого типа.
Проверьте расход газа. При использовании в режиме
«Live Tig» горелки для газовольфрамовой сварки ET 17V
(поставляется дополнительно).
bh40d1r - 13 -
© ESAB AB2011
Page 14

RU
8 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
Работы по ремонту и электрическому монтажу должны выполняться
квалифицированным специалистом ESAB .
Необходимо использовать только запасные части, выпущенные фирмой ESAB.
Запасные части можно заказтъ у ближайшего к Вам ESAB, (см. переченъ на
последней странице данной брошюры).
9 ДЕМОНТАЖ И УТИЛИЗАЦИЯ
Сварочное оборудование состоит главным образом из стали, пластмассы и
цветных металлов, и должно утилизироваться согласно действующим нормам в
области защиты окружающей среды.
Охлаждающая жидкость также подлежит обработке в соответствии с
действующими нормами в области защиты окружающей среды.
bh40d1r - 14 -
© ESAB AB2011
Page 15

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes - 15 -
Page 16

Схема
bh40e - 16 -
Page 17

bh40e - 17 -
Page 18

Buddy Arc
Номер заказа
Ordering no. Denomination Type
0700 300 885 Welding power source Buddy Arc 180
0700 300 887 Welding power source Buddy Arc 200
0459 839 066 Spare parts list Buddy
Arc 180 and Arc 200
Technical documentation is available on the Internet at www.esab.com
bh40o - 18 -
© ESAB AB2011
Page 19

Buddy Arc
Дополнительные принадлежности
Return cable with clamp ................
3 m 16 mm
2
Welding cable with electrode holder .....
3 m 16 mm
2
TIG torch ..............................
17, 4 m
0700 300 863
0700 300 862
0700 300 861
bh40a - 19 -
© ESAB AB2011
Page 20

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...