

PT
Aristotig 255 AC/DC
DTE 255
Manual de instruções
Valid for serial no. 810− to 246−0457 784 201 PT 031110

1 DIRECTIVA 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SEGURANÇA 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INTRODUÇÃO 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Equipamento 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 DADOS TÉCNICOS 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALAÇÃO 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Localização e conexão 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 OPERAÇÃO 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Órgão de controlo e ligações 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Unidade de comando remoto 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Protecção contra sobreaquecimento 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Painel de comandos 9 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Soldadura MMA (Eléctrodos para soldadura manual) 12 . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Soldadura TIG 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Quebra forçada 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 MANUTENÇÃO 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Inspecção e limpeza 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ENCOMENDA DE PEÇAS SOBRESSALENTES 16 . . . . . . . . . . . . . . . . . . . . . . .
ESQUEMA 17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NÚMEROS DE REFERÊNCIA 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
LISTA DE PEÇAS SOBRESSALENTES 19 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACESSÓRIOS 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reservamo−nos o direito de alterar as especificações sem aviso prévio.
TOCp
− 2 −

PT
1 DIRECTIVA
ESAB Welding Equipment AB, S−695 81 Laxå, Suécia, garante sob responsabilidade de própria que
a fonte de corrente para soldadura DTE 255 a partir do número de série 833 está em conformidade
com a norma IEC/EN 60974−1 segundo os requisitos da directiva (73/23/CEE) com o suplemento
(93/68/CEE) e com a norma EN 50199 segundo os requisitos da directiva (89/336/CEE) com o suplemento (93/68/CEE).
DECLARAÇÃO DE CONFORMIDADE
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
Laxå 1998−08−11
Anders Birgersson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
2 SEGURANÇA
São os utilizadores de equipamento de soldadura ESAB a quem em última análise cabe a responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou próximo do
mesmo observe todas as medidas de precaução de segurança pertinentes. As medidas de precaução de segurança devem satisfazer os requisitos que se aplicam a este tipo de equipamento
de soldadura. Além dos regulamentos normais aplicáveis ao local de trabalho, devem observar−
se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com o funcionamento do equipamento de soldadura. O funcionamento incorrecto do equipamento pode resultar em situações perigosas que podem dar origem a ferimentos no operador e danos no equipamento.
1. Qualquer pessoa que utilize o equipamento de soldadura deve estar familiarizado com:
S a operação do mesmo
S o local das paragens de emergência
S o seu funcionamento
S as medidas de precaução de segurança pertinentes
S o processo de soldadura
2. O operador deve certificar−se de que:
S nenhuma pessoa não autorizada se encontra dentro da área de funcionamento do equi-
pamento quando este é posto a trabalhar.
S ninguém está desprotegido quando se forma o arco
3. O local de trabalho tem de:
S ser adequado à finalidade em questão
S não estar sujeito a correntes de ar
4. Equipamento de segurança pessoal
S Use sempre o equipamento pessoal de segurança recomendado como, por exemplo,
óculos de segurança, vestuário à prova de chama, luvas de segurança.
S Não use artigos soltos como, por exemplo, lenços ou cachecóis, pulseiras, anéis, etc.,
que poderiam ficar presos ou provocar queimaduras.
5. Medidas gerais de precaução
S Certifique−se de que o cabo de retorno está bem ligado.
S § O trabalho em equipamento de alta tensão só será executado por um electricista
qualificado.
S O equipamento de extinção de incêndios apropriado tem de estar claramente identificado
e em local próximo.
S A lubrificação e a manutenção não podem ser executadas no equipamento durante o
seu funcionamento.
dpb1d1pa
− 3 −
PT
AVISO
A SOLDADURA POR ARCO ELÉCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA
AS OUTRAS PESSOAS. TENHA TODO O CUIDADO QUANDO SOLDAR. PEÇA AS PRÁTICAS DE
SEGURANÇA DO SEU EMPREGADOR QUE SE DEVEM BASEAR NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES.
CHOQUE ELÉCTRICO − Pode matar
S Instale e ligue à terra a unidade de soldadura de acordo com as normas aplicáveis.
S Não toque em peças eléctricas ou em eléctrodos com carga com a pele desprotegida, com luvas
molhadas ou roupas molhadas.
S Isole−se a si próprio, e à peça de trabalho, da terra.
S Certifique−se de que a sua posição de trabalho é segura.
FUMOS E GASES − Podem ser perigosos para a saúde
S Mantenha a cabeça afastada dos fumos.
S Utilize ventilação e extracção no arco, ou ambos, para manter os fumos e os gases longe da sua
zona de respiração e da área em geral.
RAIOS DO ARCO − Podem ferir os olhos e queimar a pele
S Proteja os olhos e o corpo. Utilize as protecções para soldadura e lentes de filtro correctas e use
vestuário de protecção.
S Proteja as pessoas em volta através de protecções ou cortinas adequadas.
PERIGO DE INCÊNDIO
S As faíscas (fagulhas) podem provocar incêndios. Por isso, certifique−se de que não existem mate-
riais inflamáveis por perto.
RUÍDO − O ruído excessivo pode provocar danos na audição
S Proteja os ouvidos. Utilize protectores auriculares ou outro tipo de protecção auricular.
S Previna as outras pessoas contra o risco.
AVARIAS − Peça a assistência de um perito caso surja uma avaria.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU UTILIZAR A UNIDADE.
PROTEJA−SE A SI E AOS OUTROS!
A ESAB pode fornecer−lhe toda a protecção e acessórios de soldadura
necessários.
AVISO!
Leia e compreenda o manual de instruções
antes de instalar ou utilizar a unidade.
AVISO!
Não utilizar a fonte de alimentação para descongelar tubos congelados.
Este produto foi concebido exclusivamente para soldadura por arco eléctrico.
dpb1d1pa
− 4 −
PT
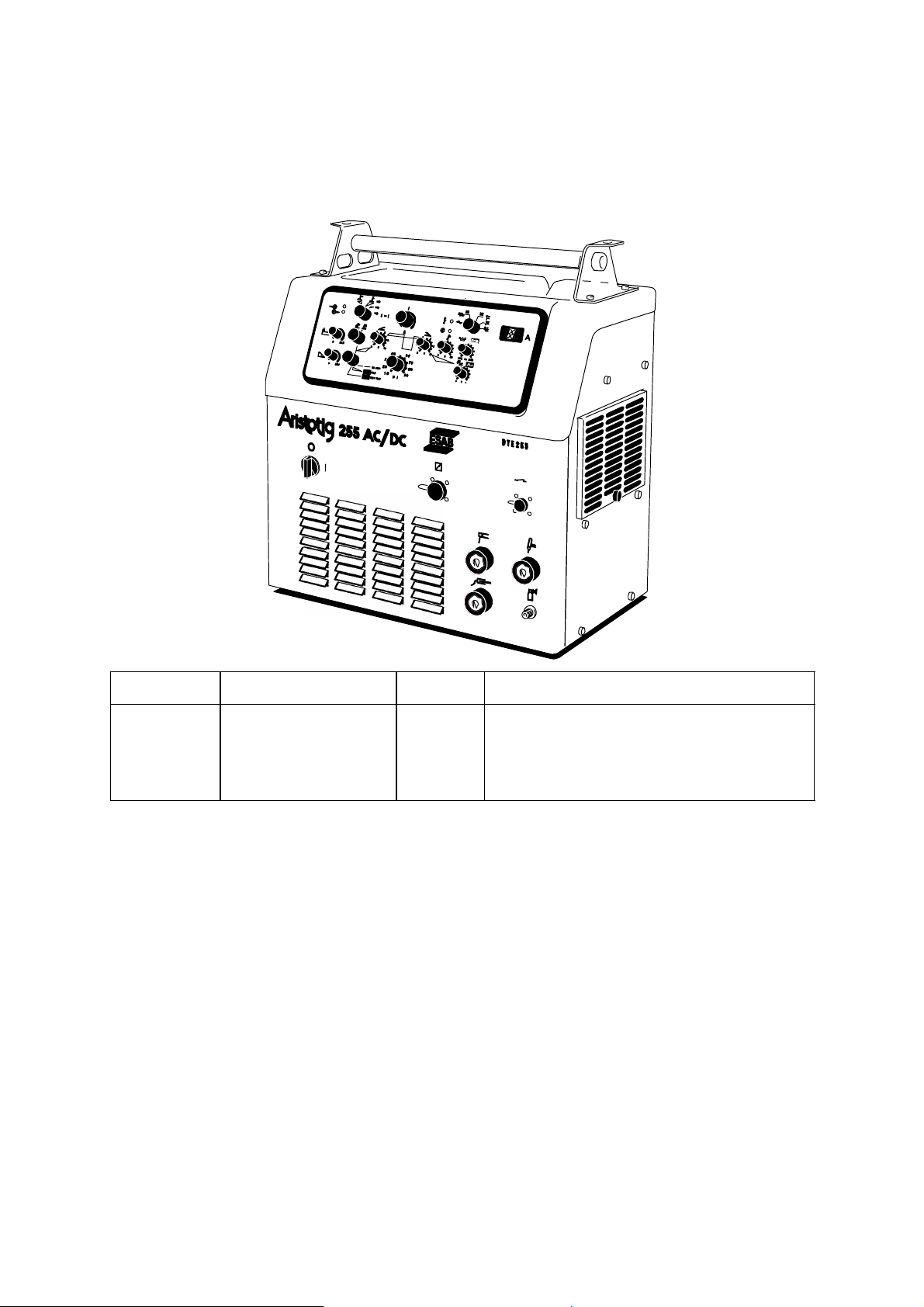
3 INTRODUÇÃO
DTE 255 é uma fonte de corrente de soldadura compacta para dois métodos de
soldadura. Ela pode ser usada para soldadura segundo o método TIG e MMA,
soldadura com eléctrodos revestidos, tanto com corrente alternada como contínua.
Pode−se adquirir a DTE 255 em duas versões:
S com ligação OKC para o maçarico TIG
S com ligação central para o maçarico TIG
NOTA: Quando usar soldadura MMA retire o maçarico TIG.
Ao efectuar soldaduras TIG, remova o porta−eléctrodos.
Ver página 20 para os pormenores dos acessórios ESAB para o produto.
3.1 Equipamento
DTE 255 é fornecida com:
S Cabo de rede (3 m)
S Condutor de retorno (5 m)
S Mangueira de gás
S Abraçadeiras da mangueira
4 DADOS TÉCNICOS
DTE 255
Carga máxima admitida a:
25% do ciclo (MMA)
60% do ciclo (MMA)
100% do ciclo (MMA)
50% do ciclo (TIG)
60% do ciclo (TIG)
100% do ciclo (TIG)
Área de regulação, TIG
Área de regulação, MMA
Rampa ascendente (aumentar) 0 − 10 s
Rampa descendente (diminuir) 0 − 10 s
Pré−fluxo de gás, ajustável no circuito integrado 0 − 5 s
Pós−fluxo de gás 3 − 30 s
250 A / 30 V
200 A / 28 V
165 A / 26 V
250 A / 20 V
225 A / 19 V
170 A / 17 V
5−250 A, DC
5*−250 A, AC
5−250 A
Tensão em vazio 70 − 90 V DC
Potência marcha em vazio, MMA
Potência marcha em vazio, TIG
Potência activa, P (com corrente máxima MMA) 10 kW
Potência virtual, S (com corrente máxima MMA) 10,6 kW
Factor de potência, com corrente máxima MMA 0,93
Rendimento, com corrente máxima MMA 0,75
Tensão da rede 400 V +/− 10% Trifásica
− 5 −
dpb1d1pa
95 W
50 W
PT
DTE 255
Frequência da rede 50 − 60 Hz
Cabo de soldadura, área 35 mm
Fusivel, lento 16 A
Cabo de rede, área 4 x 2,5 mm
Dimensões, c x l x a 510 x 310 x 555 mm
Peso 45 kg
Classe de utilização
Classe de protecção IP 23
*) A corrente mínima durante a soldadura AC depende da liga utilizada para as chapas de alumínio e
a limpeza das respectivas superfícies.
Factor de intermitência
O factor de intermitência especifica o tempo como uma percentagem de um período de dez minutos
durante o qual pode soldar com uma carga específica.
Classe de aplicação
2
2
O símbolo indica que a fonte de alimentação foi concebida para ser utilizada em áreas com grandes perigos eléctricos.
Classe de blindagem
O código IP indica a classe do revestimento, isto é, o grau de protecção contra a penetração de objectos sólidos ou de água. O equipamento marcado IP 23 foi concebido para ser utilizado no interior
e no exterior.
5 INSTALAÇÃO
A instalação deve ser efectuada por um profissional.
AVISO!
Este produto foi concebido para utilização industrial. Em ambientes domésticos este produto
pode provocar interferências de rádio. É da responsabilidade do utilizador tomar as precauções
adequadas.
O DTE 255 tem compensação de tensão de rede, o que significa que +/− 10% de
variação na tensão de rede apenas implica uma variação de +/− 0,2% na corrente
de soldadura.
Para reduzir a queda de tensão originada pelo comprimento do cabo, é conveniente
escolher cabos com maior secção do que a indicada nos dados técnicos na página
5.
Quando a fonte de corrente arranca, os ventiladores trabalham a rotação reduzida,
em parte para diminuir a quantidade de detritos que possam ser aspirados e, em
parte, para obter um menor nível de ruído.
Quando a fonte de corrente requer arrefecimento mais acentuado, as ventoinhas
funcionam a uma velocidade de rotação mais elevada.
dpb1d1pa
− 6 −

PT
5.1 Localização e conexão
S Coloque a fonte de corrente de soldadura de forma a manter livres a entrada e a
saída do ar.
S Conecte o gás de protecção (Ver a figura na página 7).
S Conecte o maçarico TIG e o seu cabo de retorno, ou o cabo de soldadura do
porta−eléctrodos e o cabo de retorno (Ver a figura na página 7).
S Verifique se a fonte de corrente de soldadura é ligada à tensão correcta e se é
usado um fusível de capacidade correcta. Ligue à terra conforme as normas
vigentes.
A plaqueta de marcação com os dados de ligação está situada por trás da fonte
de corrente de soldadura.
A máquina está pronta para soldar.
6 OPERAÇÃO
Os regulamentos gerais de segurança para o manuseamento do equipamento
encontram−se na página 3. Leia−os com atenção antes de começar a utilizar
o equipamento!
6.1 Órgão de controlo e ligações
Ligação central
A Interruptor de rede LIGAR/DESLIGAR H Tensão da rede ligada, LED
B Ligação para dispositivo de telecomando J Tensão de soldadura ligada, LED
C Dispositivo de contacto para o maçarico L Avaria / sobreaquecimento, LED
D Ligação para porta−eléctrodos (MMA) M Monitor de fluxo, LED
(Função para refrigerador ligado)
E Ligação OKC para maçarico TIG N Ligação para gás de protecção à máquina
F Ligação para cabo de retorno O Unidade de regulação, mostrador digital
G Ligação para gás de protecção P Ligação central para maçarico TIG
NOTA: As posições C e D são excluídas em versões com ligação central.
dpb1d1pa
− 7 −

PT
Quando o comutador de ligação à rede está ligado, acende−se o diodo (H).
À tensão de funcionamento lento o diodo (J) fica aceso.
Se houver anomalia, por ex. sobreaquecimento, acende−se o diodo (L).
Se não houver fluxo de água, acende o diodo (M).
No caso de falha que possa causar alta tensão de saída temporariamente, o diodo
luminoso (J) apaga−se (a tensão de saída é desligada). Quando inactivo durante
mais de 30 minutos, a tensão de saída é desligada e o díodo (J) apaga−se.
Para arrancar novamente, passa−se o comutador (1) para a posição TIG e em
seguida, de volta à posição MMA.
6.2 Unidade de comando remoto
A corrente de soldadura para TIG ou para MMA pode ser regulada com o auxílio de
dispositivo de telecomando. A fonte de corrente de soldadura identifica a ligação ao
dispositivo de telecomando.
Para o telecomando abrangir toda a área de corrente, a regulação da fonte de
corrente de soldadura tem de ser posta no máximo.
Valor máximo = Valor de referência regulado para a fonte de corrente de soldadura.
6.3 Protecção contra sobreaquecimento
Três termo−monitores impedem a sobrecarga, se a temperatura se tornar
excessiva.
Se isso suceder, é cortada a corrente de soldadura e o diodo amarelo (L) acende
(ver na página 7).
Quando a temperatura baixa, a corrente de soldadura é acoplada de novo, apagando−se o diodo (L).
dpb1d1pa
− 8 −

PT
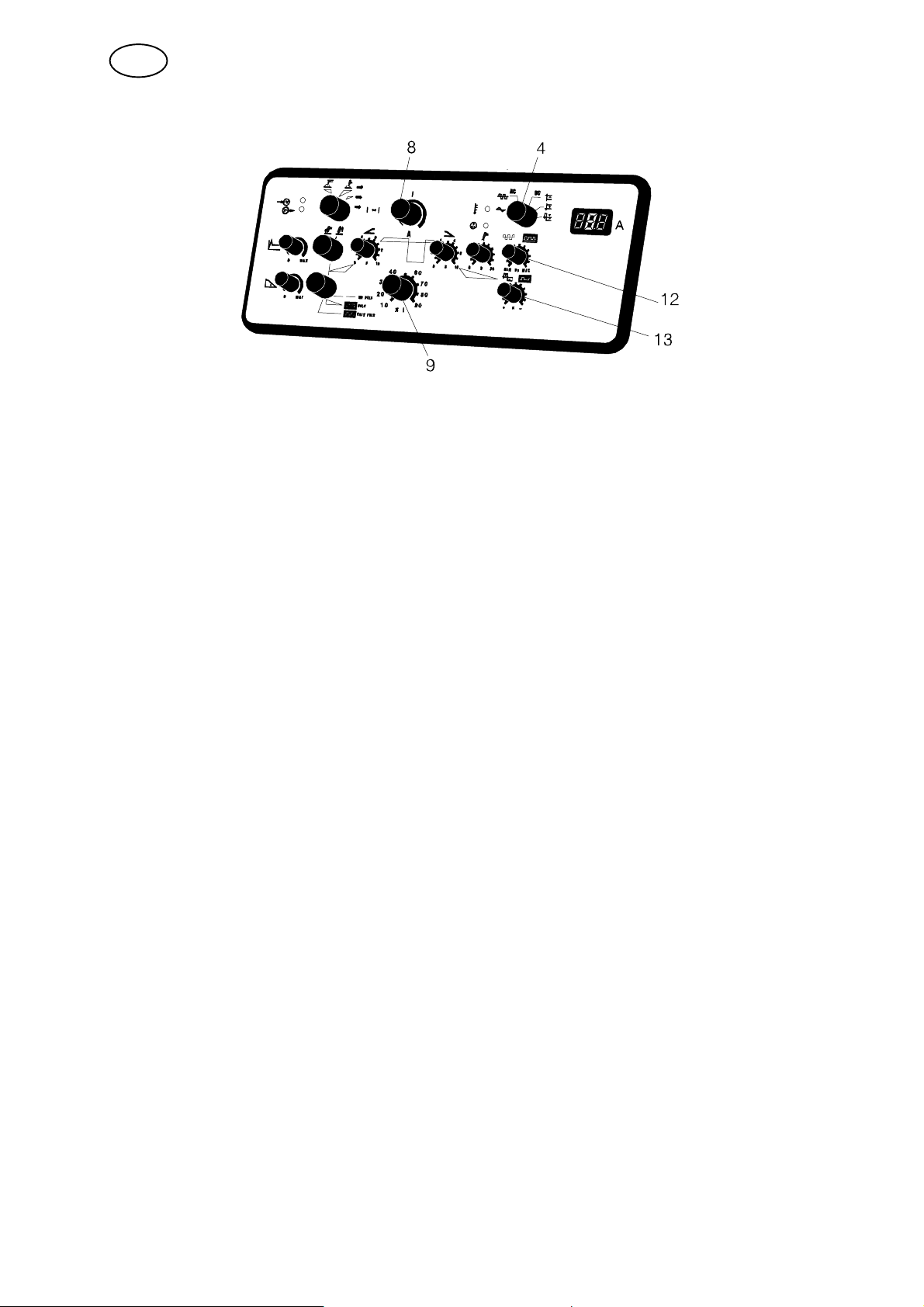
6.4 Painel de comandos
1 Comutador para escolha de pro-
cesso
2 Comutador para selecção de méto-
do de ignição
3 Comutador para selecção de pul-
sação
4 Comutador para selecção de pola-
ridade
5 Potenciómetro para Hot Start S Para regulação e optimização do processo de
S Soldadura MMA (Eléctrodos para soldadura manual)
S TIG 2 tempos (mesmo telecomandado)
S TIG 4 tempos
S TIG 4 tempos selector de duas posições (função de
comutação, escolha de corrente (8) ou (9) através do
maçarico TIG)
S Ignição HF
S Lift−Arc − ver na página 10.
S Soldadura sem pulsação; corrente contínua e
alternada
S Soldadura com pulsação quadrada; corrente contínua
e alternada
S Soldadura com pulsação trapezoidal; corrente
contínua e alternada
S Corrente alternada
S Corrente alternada com ondas quadradas (Square
Wave)
S Corrente contínua, eléctrodo negativo (normal em
soldadura TIG )
S Corrente contínua, eléctrodo positivo
S Corrente contínua, eléctrodo negativo, mas com
eléctrodo positivo ao arranque. (por ex. para
eléctrodos de 3,2 mm, soldadura TIG)
arranque tendo em consideração as dimensões do
eléctrodo.
Soldadura TIG ( 10...500 ms )
Soldadura MMA (100ms...2s)
6 Potenciómetro para Arc−Force S Regulação e optimização da função Arc−Force (Anti
Stick), só em soldadura MMA.
7 Potenciómetro S Para regulação do tempo da rampa de subida da
corrente de soldadura (0 a 10 segundos).
dpb1d1pa
− 9 −

PT
8 Potenciómetro I1 S Para regulação de corrente de soldadura sem
pulsação e de corrente de topo em soldadura com
corrente com pulsação.
9 Potenciómetro I2 S Para regulação de corrente de fundo em soldadura
com pulsação e do nível mais baixo de corrente em
função de comutação.
10 Potenciómetro S Para regulação da baixa de corrente (rampa
descendente) entre 0 e 10 segundos.
11 Potenciómetro S Para regulação de tempo de escoo de gás entre 3 e
30 segundos.
12 Potenciómetro para regulação de
frequência
13 Potenciómetro para regulação de
equilíbrio:
Este potenciómetro tem uma função dupla:
S Regulação da frequência de pulsação de 0,3 a 300 Hz
em soldadura com pulsação com corrente contínua.
S Regulação da frequência da corrente alternada de 30
a 300 Hz em soldadura sem pulsação com corrente
alternada.
NOTA: Em soldadura com corrente alternada com pulsação, a frequência da corrente alternada é automaticamente 100 Hz!
A frequência de pulsação máxima regulada é então
100 Hz.
Este potenciómetro tem uma função dupla:
S A regulação do equilíbrio entre a semi−onda positiva e
negativa, em soldadura de corrente alternada, para
um efeito de limpeza ou queimadura ideal; (direita
=>maior queimadura)
S Regulação da relação de tempo entre a corrente de
fundo e a corrente de topo em soldadura com
pulsação com corrente contínua; (direita =>mais
tempo de corrente de topo)
NOTA! Ao soldar com corrente alternada de pulso, a
relação de tempo entre a corrente de pulso e a corrente de fundo torna−se automaticamente 50/50%.
A relação entre onda média positiva e negativa é ajustável
do mesmo modo que soldadura de CA não pulsada.
Posição = MMA
Nesta posição a fonte de corrente de soldadura está preparada para soldadura com
eléctrodos revestidos. A unidade HF e Lift−Arc estão desligadas e a unidade de
arranque Hot está agora activada para dar alimentação de corrente ao arranque.
Posição = Unidade HF ligada
Quando o contacto do maçarico é premido, flui o gás, a unidade HF liga−se, produz
uma faísca entre o eléctrodo e o material de soldadura, o gás é ionizado, surgindo
um arco luminoso. Quando se estabiliza o arco luminoso, a unidade HF é
automaticamente desligada.
Posição = Lift−Arc
Isto significa que se coloca o eléctrodo do maçarico no lugar onde se deseja o
arranque da soldadura, pressiona−se o contacto do maçarico e levanta−se o
maçarico. Desta forma produz−se um arco luminoso.
dpb1d1pa
− 10 −

PT
A corrente eleva−se lentamente sob o tempo de “slope up“ ajustado para o valor
ajustado.
Quando se deseja terminar a soldadura, liberta−se o contacto e a corrente declina
lentamente até ao tempo de “slope down“ ajustado.
Coloque o eléctrodo do maçarico contra a peça de trabalho. Aperte o contacto do maçarico.
Incline um pouco o maçarico, Ao terminar, largue o contactodo maçarico.
levante e terá formado um arco luminoso.
Posição 2/4 tempos
2 tempos singnifica que o arco luminoso se acende quando o contacto do maçarico
é pressionado e apaga−se quando ele é solto.
4 tempos significa que não é preciso manter o contacto do maçarico premido
durante a sequência de soldadura. Prime−se o contacto e larga−se para iniciar o
arco luminoso. Para se apagar o arco luminoso prime−se novamente e larga−se o
contacto.
4 temposcom possibilidades de alternar entre duas correntes (função de
alternação).
Esta função permite, através de pequena activação no contacto do porta−eléctro-
dos, alternar entre duas correntes ajustáveis.
Se o contacto do porta−eléctrodos for mantido premido, a corrente começa a descer
(slope down).
dpb1d1pa
− 11 −

PT
6.5 Soldadura MMA (Eléctrodos para soldadura manual)
6.5.1 Regulação do painel de comando em soldadura MMA
S Ligue os cabos de soldadura e de retorno às tomadas OKC D e F.
S Regule o comutador (1) para eléctrodos de soldadura manual.
O diodo J indica, então, que há tensão de trabalho em vazio nas tomadas de
soldadura. (Ver também sob o ponto 5.2).
S Regule o valor desejado para a corrente de soldadura com o potenciómetro (8).
Também é possível usar corrente de soldadura com pulsação. A regulação é
feita da mesma maneira que em soldadura TIG com pulsação.
S O potenciómetro (5) é usado para regulação sem escalões da função arranque
Hot e o potenciómetro (6) para regulação sem escalões da função Arc−Force e
assim, a dinâmica de regulação.
S Conforme o tipo de eléctrodo, é possível escolher corrente contínua e
polaridade com comutador (4), ou alguma das alternativas de corrente
alternada. Pode−se fazer a escolha sem se ter de cambiar os cabos de
soldadura.
A corrente de soldadura pode ser regulada com um dispositivo de telecomando.
dpb1d1pa
− 12 −

PT
6.6 Soldadura TIG
Em soldadura TIG o contacto do maçarico tem três funções possíveis:
S 2 tempos,
S 4 tempos,
S 4 tempos com escolha de duas posições, corrente de fundo ou a alternativa
regulada (função de comutação).
6.6.1 Regulação do painel de comando em soldadura TIG
S Ligue o porta−eléctrodos Tig e o cabo de retorno respectivo, à tomada OKC E e
F (em ligação central ligue às tomadas P e F).
S Ponha o comutador (1) na posição desejada.
Se usar um dispositivo de telecomando manejado com o pé, ponha o
comutador (1) em posição 2 tempos.
NOTA: Para um controlo directo da corrente, pelo telecomando de pé, ponha o
potenciómetro (7) e (10) em posição 0.
Pode ser usado um dispositivo de telecomando manual tanto em 2 tempos
como em 4 tempos, para regulação da corrente de soldadura.
S Regule o método de ignição desejado com o comutador (2).
S Regule a corrente de soldadura com o potenciómetro (8).
S Regule a variante desejada de pulsação com o comutador (3).
S Em função de comutação / pulsação regule o potenciómetro (9).
dpb1d1pa
− 13 −

PT
6.6.2 Processo de soldadura para soldadura com TIG 4 tempos com selector
de duas posições:
6
1. O pré−fluxo de gás está regulado para 10 ms.
2. Arranque a quente:
S A corrente de arranque está pré−regulada para 100 A.
S Sendo o tempo ajustado no painel frontal: de 20 a 500 ms.
(Em caso de soldadura MMA: de 200 a 2000 ms.)
3. A corrente arranque 15 A.
4. O tempo de subida em rampa é ajustado no painel frontal: de 0 a 10 s.
5. A corrente de pulsação é ajustada no painel frontal: de 5 a 250 A.
6. A corrente de fundo é ajustada no painel frontal: de 10 a 90% da corrente de
pulsação.
7. A corrente de descida em rampa é ajustada no painel frontal: de 0 a 10 s.
8. Ao encerrar, a corrente está pré−ajustada para 5 A.
9. O fluxo posterior de gás é ajustado no painel frontal: de 3 a 30 s.
dpb1d1pa
− 14 −
PT
6.6.3 Regulação de corrente contínua e corrente alternada
Corrente contínua :
S Ponha o comutador (4) em posição de corrente contínua com polaridade
negativa.
Se tiver escolhido pulsação faça o seguinte:
S Regule a corrente de topo com o potenciómetro (8).
S Regule a corrente de fundo em percentagem da corrente de topo com o
potenciómetro (9).
S Regule a frequência de pulsação com o potenciómetro (12).
S Regule a relação de tempo entre a corrente de topo e a de fundo com o
potenciómetro (13).
Corrente alternada:
Com o comutador (4) podem ser reguladas duas formas de corrente alternada:
S Uma forma sinusóide, caracterizada por um som mais baixo e um arco luminoso
mais suave. Eficaz em frequências mais baixas!
S Uma forma quadrada (Square Wave), cujo arco luminoso é duro e estável, mas
que por essa razão produz um som mais alto.
O arco luminoso acende−se sempre com corrente contínua e comuta−se
depois automaticamente para corrente alternada.
Uma frequência elevada de corrente alternada dá um arco luminoso unido e estável.
Adequado sobretudo em correntes fracas e soldadura em chapa extremamente fina.
O desvio da semi−onda (equilíbrio) dá, em direcção positiva, maior efeito de
limpeza e, em sentido negativo, maior penetração.
(Gire o potenciómetro (13) mais para a direita para aumentar a penetração!)
dpb1d1pa
− 15 −
PT
6.7 Quebra forçada
Se o contacto do maçarico ou o dispositivo de telecomando manobrado com o pé
forem activados sem ignição do arco luminoso, desliga−se automaticamente a
tensão de vazio ao fim de 2 segundos. Em caso de interrupção do arco luminoso,
esta função de disjunção entra também em acção.
Esta função protege contra:
S Ignição descontrolada do arco luminoso
S Danos materiais
S Perda de gás de protecção
S Acidentes
7 MANUTENÇÃO
A manutenção regular é importante para o funcionamento seguro e fiável.
Apenas as pessoas com conhecimentos eléctricos apropriados (pessoal autorizado)
podem retirar as placas de segurança para fazer ligações ou trabalhos de
assistência técnica, manutenção ou reparação no equipamento de soldadura.
Nota!
Todas as condições de garantia do fornecedor deixam de se aplicar se o cliente
tentar realizar ele próprio qualquer trabalho no produto durante o período de
garantia por forma a rectificar quaisquer avarias.
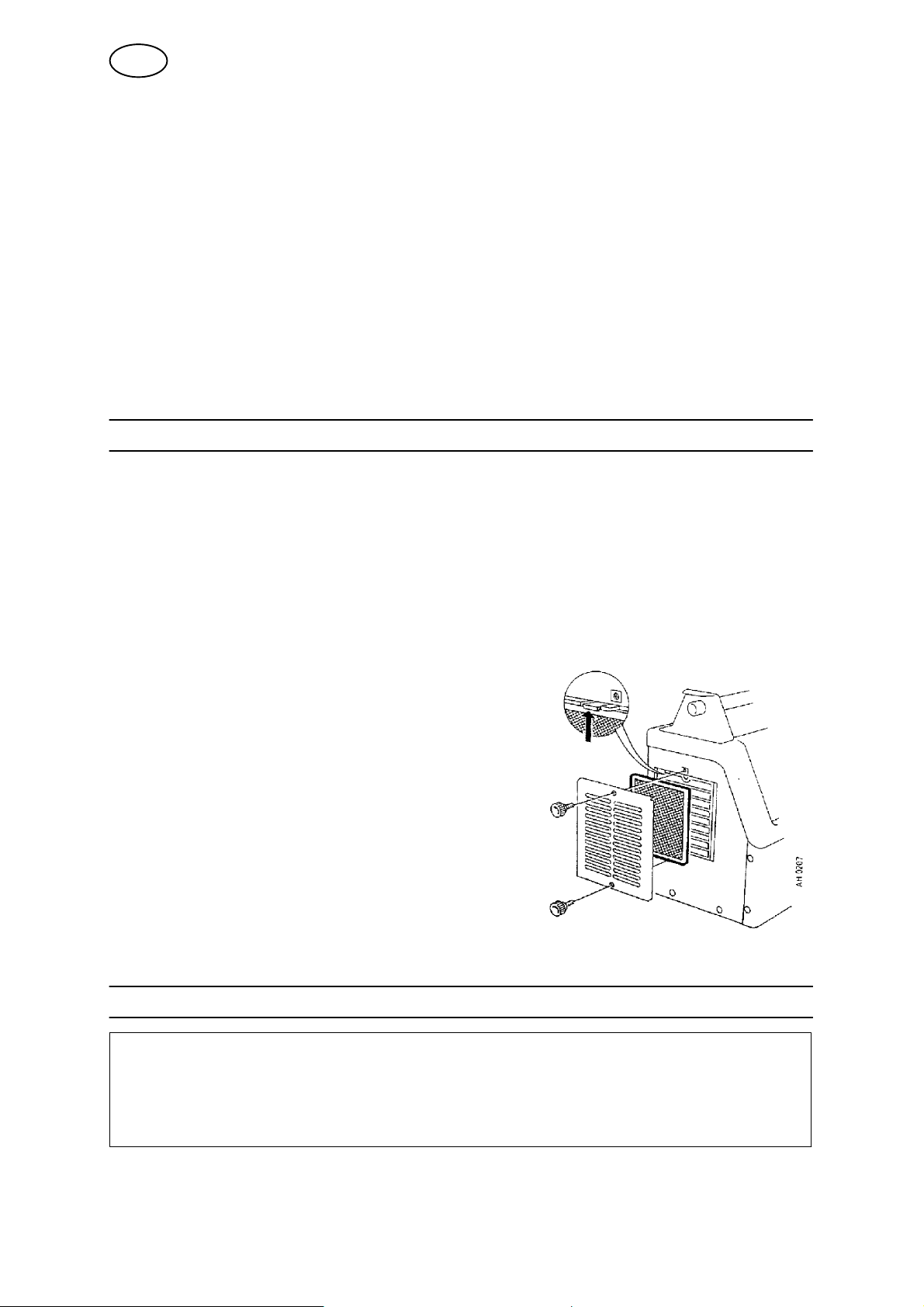
7.1 Inspecção e limpeza
A fonte de corrente de soldadura deve ser limpa
com sopro de ar comprimido seco (pressão
reduzida) uma vez por ano, e o filtro de pó deve
ser limpo com regularidade. Se a fonte de corrente
de soldadura estiver situada em ambiente
poeirento e sujo, a limpeza com jacto de ar e a
limpeza do filtro de pó devem ser feitas com maior
frequência.
Para se obter o máximo de segurança
operacional, pode ser conveniente submeter ao
serviço de um concessionário autorizado uma
vez por ano.
8 ENCOMENDA DE PEÇAS SOBRESSALENTES
bt07d109
Os DTE 255 foram construídas e testados conforme os padrões europeus e internacionais IEC/EN 60974−1 e EN 50199. Depois de efectuado o serviço ou reparação é obrigação da entidade reparadora assegurar−se de que o produto não difere do standard
referido.
As peças sobresselentes podem ser encomendadas através do seu concessionário
mais próximo da ESAB, consulte a última página desta publicação.
dpb1d1pa
− 16 −

Esquema
dpb1e11a
− 17 −
Edition 031110
DTE 255
Números de referência
Ordering no. Denomination Type Notes
0301 035 880 Welding power source DTE 255 with central connection for the TIG torch
0301 035 881 Welding power source DTE 255 with OKC connection for the TIG torch
0457 784 990 Spare part list DTE 255
dpb1o11a
− 18 −
Edition 031110

DTE 255
Lista de peças sobressalentes
Item
Qty Ordering no. Denomination
1 1 0301 028 001 Grill
2 1 0301 054 001 Filter
3 3 0441 819 001 Screw
4 1 0301 027 001 Grill
5 1 0301 053 001 Filter
dpb1s
− 19 −
Edition 031110

DTE 255
Acessórios
Trolley (with room for gas bottle) . . . . . . . . . . . . 0301 100 880
Return cable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0369 857 888
Foot control FS 002 . . . . . . . . . . . . . . . . . . . . . . 0349 090 886
Cooling unit OCF 2D . . . . . . . . . . . . . . . . . . . . . 0457 216 881
dpb1a11a
TIG torches
HW 26 R, 4 m with OKC connection . . . . . . . . .
HW 26 R, 4 m with central connection . . . . . . .
HW 20, 4 m with OKC connection . . . . . . . . . . .
HW 20, 4 m with central connection . . . . . . . . .
− 20 −
0588 000 738
0588 000 740
0588 000 744
0588 000 746
Edition 031110

document
− 21 −

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna−Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen−Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem−MG
Tel: +55 31 3369 4333
Fax: +55 31 3369 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung−Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki−Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA−CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE−695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
031021
 Loading...
Loading...