

A6 Mastertrac
A6 TFE1/A6 TFE2/A6 TGE1
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid for serial no. 725--xxx--xxxx0456 503 001 2004--12--02

SVENSKA 5..............................................
DANSK 22................................................
NORSK 39................................................
SUOMI 56................................................
ENGLISH 73..............................................
DEUTSCH 90.............................................
FRANÇAIS 107.............................................
NEDERLANDS 124.........................................
ESPAÑOL 141..............................................
ITALIANO 158..............................................
PORTUGUÊS 175..........................................
ЕЛЛЗНЙКБ 192.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

FÖRSÄKRAN OM ÖVERENSST ÄMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sweden, försäkrar under eget ansvar att
svetsautomat A6 T F E1/TFE2/TGE1 från serienummer 725 är i överensstämmelse
med standard EN 60292 enligt villkoren i direktiv 89/392/EEG med tillägg.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
OVERENSSTEMMELSEERKLÆRING
Esab Welding Equipment AB, 695 81 Laxå, Sweden garanterer under eget ansvar,
at svejseautomat A6 TFE1/TFE2/TGE1 fra serienummer 725 er i overensstemmelse
med standard EN 60292 ifølge betingelserne i direktiv 89/392/EEC med tillægg.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
FORSIKRING OM OVERENSSTEMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sweden, forsikrer på eget ansvar at
sveiseautomat A6 TFE1/TFE2/TGE1 med serienummer 725 er i samsvar med standard EN 60292 i overensstemmelse med bestemmelsene i direktiv 89/392/EØF med
tillegg.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
VAATIMUSTENMUKAISUUSVAKUUTUS
Esab Welding Equipment AB, 695 81 Laxå, Sweden, vakuuttaa omalla vastuullaan,
että hitsausautomaatti A6 TFE1/TFE2/TGE1 sarjanumerosta 725 täyttää standardin
EN 60292 vaatimukset direktiivin 89/392/EEC ja sen lisäyksen mukaisesti.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARATION OF CONFORMITY
Esab Welding Equipment AB, 695 81 Laxå, Sweden, gives its unreserved guarantee
that automatic welding machine A6 TFE1/TFE2/TGE1 from serial number 725 complies with standard EN 60292, in accordance with the requirements of directive
89/392/EEA and addendum.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
KONFORMITÄTSERKLÄRUNG
Esab Welding Equipment AB, 695 81 Laxå Sweden, versichert hiermit auf eigene
Verantwortung, daß der Schweißautomat A6 TFE1/TFE2/TGE1 ab Serien--Nr 725
mit der norm EN 60292 gemäß den Bedingungen der Richtlinien 89/392/EWG mit
der Ergänzung in Übereinstimmung steht.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifie sous sa propre responsabilité que la appareil de soudage automatique A6 TFE1/TFE2/TGE1 à partir du
numéro de serié 725 répond aux normes de qualité EN 60292 conformément aux
directives 89/392/EEC avec annexe.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
OVEREENKOMSTIGHEIDSVERKLARING
Esab Welding Equipment AB, 695 81 Laxå Sweden, verklaart op eigen verantwoordelijkheid dat lasautomaat A6 TF E1/TF E2/TGE1 van serienummer 725 overeenkomt
met norm EN 60292 volgens richtlijn 89/392/EEG van de Raad m e t toevoeging.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARACIÓN DE CONFORMIDAD
Esab Welding Equipment AB, 695 81 Laxå, Sweden, declara, asumiendo toda responsabilidad, que la equipo para soldadura automática A6 TFE1/TFE2/TGE1 desde
el número de serie 725 está fabricada de conformidad con la normativa EN 60292
según los requisitos de la directiva 89/392/EEC con el suplemento.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
3

DICHIARAZIONE DI CONFORMITA
Esab Welding Equipment AB, 695 81 Laxå Sweden, dichiara sotto la propria responsabilità che la saldatrice automatica A6 TFE1/TFE2/TGE1 dal numero di serie 725 è
conforme alla norma EN 60292 ai sensi dei requisiti previsti dalla direttiva
89/392/CEE e successive integrazioni nella direttiva.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARAÇÃO DE CONFORMIDADE
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifica, sob a sua própria responsabilidade que, a equipamento autom ático para soldadura A6 TFE1/TFE2/TGE1
desde número de série 725 está em conformidade com a norma EN 60292, segundo os requisitos constantes na directiva 89/392/EEC e com o suplemento.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
ВЕВБЙЩУЗ УШМЦЩНЙБУ
Ç Esab Welding Equipment AB, 695 81 Laxå Sweden, вевбйюней ме дйкЮ фзт ехиэнз
oфй з бхфьмбфт ухгкпллзфЮт A6 TFE1/TFE2/TGE1 брь фпн бсйимь уейсЬт 725
всЯукефбй уе ухмцщнЯб ме фп уфбнфбсф ЕН 60292 уэмцщнб ме фпх ьспхт фзт
пдзгЯбт 89/392/ЕЕC кбй фзн рспуиЮкз.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -------Laxå 97--04--15
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81176 Fax: + 46 584 12336
4

SVENSKA
1 SÄKERHET 6........................................................
2 INTRODUKTION 8...................................................
2.1 Allmänt 8...................................................................
2.2 Tekniska data 8.............................................................
2.3 Svetsmetod 9...............................................................
2.4 Svetsning på horisontellt plan resp. lutande plan 9...............................
2.5 Utrustning 10................................................................
3 INSTALLATION 12....................................................
3.1 Allmänt 12...................................................................
3.2 Anslutningar 12..............................................................
4 DRIFT 14.............................................................
4.1 Allmänt 14...................................................................
4.2 Igångkörning 14..............................................................
4.3 Påfyllning av svetspulver (UP--svetsning) 19.....................................
4.4 Ombyggnad av A6 TFE1 (UP--svetsning) till MIG/MAG-- svetsning 19...............
4.5 Ombyggnad av A6 TFE1 / A6 SFE2 (UP--svetsning) till Twinarc 19.................
5 UNDERHÅLL 20......................................................
5.1 Allmänt 20...................................................................
5.2 Dagligen 20.................................................................
5.3 Periodiskt 20................................................................
6 FELSÖKNING 21......................................................
6.1 Allmänt 21...................................................................
6.2 Möjliga fel 21................................................................
7 RESERVDELSBESTÄLLNING 21.......................................
SLITDELAR 211......................................................
RESERVDELSFÖRTECKNING 215.......................................
TOCs
-- 5 --

SE
1 SÄKERHET
Användaren av en ESAB svetsutrustning har det yttersta ansvaret för de säkerhetsåtgärder som
berör personal i arbete med systemet eller i dess närhet. Säkerhetsåtgärderna skall uppfylla de
krav som ställs på denna typ av svetsutrustning. Innehållet i den här rekommendationen kan ses
som ett tillägg till de normala regler som gäller för arbetsplatsen.
All manövrering måste utföras av utbildad personal som är väl insatt i svetsutrustningens funktion.
En felaktig manöver kan skapa en onormal situation som skadligt kan drabba såväl operatör som
den maskinella utrustningen.
1. All personal som arbetar med svetsutrustningen skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
S svetsning
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsutrustningens arbetsområde vid start
S att ingen person står oskyddad när ljusbågen tänds
3. Arbetsplatsen skall:
S vara lämplig för ändamålet
S vara dragfri
4. Personlig skyddsutrustning:
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband, ring etc som kan fastna,
eller ge brännskador.
5. Övrigt
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl anvisad plats.
S Smörjning och underhåll av svetsutrustningen får ej utföras under drift.
Svetsning på lutande plan, i färdriktningen eller i sidled
Tänk på följande:
S Att frikopplingen till växeln är i låst läge.
S Om operatören lämnar svetsautomaten skall den parkeras med klossar framför hjulen så att
ingen risk föreligger för att automaten kommer i ofrivillig rörelse.
S Före svetsning kontrollera att svetsautomaten inte är ostabil.
S Att svetshuvudets och trådbobinens placering påverkar svetsautomatens tyngdpunkt.
För hög tyngdpunkt ger en ostabil svetsautomat.
S Att förbrukningen av tråd och svetspulver resulterar i att viktfördelningen förskjuts under
svetsning.
ffa8safS
-- 6 --

SE
VARNING
BÅGSVETS OCH SKÄRNING KAN VARA SKADLIG FÖR ER SJÄLV OCH ANDRA. VAR DÄRFÖR
FÖRSIKTIG NÄR NI SVETSAR. FÖLJ ER ARBETSGIVARES SÄKERHETSFÖRESKRIFTER SOM
SKALL VARA BASERADE PÅ TILLVERKARENS VARNINGSTEXT.
ELEKTRISK CHOCK -- Kan döda
S Installera och jorda svetsutrustningen enligt tillämplig standard.
S Rör ej strömförande delar eller elektroder med bara händer eller med våt skyddsutrustning.
S Isolera Er själv från jord och arbetsstycke.
S Ombesörj att Er arbetsställning är säker.
RÖK OCH GAS -- Kan vara farlig för Er hälsa
S Håll ansiktet borta från svetsröken.
S Ventilera och sug ut svetsrök och gas från Ert och andras arbetsområde.
LJUSBÅGEN -- Kan skada ögonen och bränna huden
S Skydda ögonen och kroppen. Använd lämplig svetshjälm med filterinsats och bär skyddskläder.
S Skydda kringstående med lämpliga skyddsskärmar eller förhängen.
BRANDFARA
S Gnistor (”svetsloppor”) kan orsaka brand. Se därför till att brännbara föremål inte finns i svetsplat-
sens närhet.
BULLER -- Starka ljud kan skada hörseln
S Skydda öronen. Använd öronproppar eller andra hörselskydd.
S Varna personer i närheten för riskerna
VID FEL -- Kontakta fackman
LÄS OCH FÖRSTÅ BRUKSANVISNINGEN FÖRE INSTALLATION OCH ANVÄNDNING
SKYDDA ER SJÄLV OCH ANDRA!
ffa8safS
-- 7 --

A6M
SE
2 INTRODUKTION
2.1 Allmänt
Svetsautomat A6 TFE1 är monterad på en traktorvagn och avsedd för
UP--svetsning av stum-- och kälfogar.
Svetsautomat A6 TFE2 med två svetshuvuden är monterad på en traktorvagn och
avsedd för UP--svetsning av stumfogar.
Svetsautomat A6 TGE1 är monterad på en traktorvagn och avsedd för
MIG/MAG--svetsning av stum-- och kälfogar.
All övrig användning är förbjuden.
Svetshuvudets läge kan ställas in horisontellt och vertikalt med linjalsliderna.
Vinkelrörelsen ställs in med vinkelsliden.
Svetsautomaterna används tillsammans med ESAB’s manöverlåda A2--A6 Process
Controller (PEH).
Matningsspänning till manöverlådan och till svetsautomatens motorer erhålles från
ESAB’s svetsströmkällor LAF respektive TAF.
2.2 Tekniska data
astertrac
Anslutningsspänning 42 V AC 42 V AC 42 V AC
Tillåten belastning 100 % 1500 A DC/AC 1500 A DC/AC 600 A DC
Elektroddimensioner:
massiv enkeltråd 3,0--6,0 mm 3,0--6,0 mm 1,0--2,4 mm
rörtråd 3,0--4,0 mm 3,0--4,0 mm 1,6--3,2 mm
dubbel tråd 2x2,0--3,0 2x2,0--3,0 mm -- -Elektrodmatningshastighet, max 4m/min 4m/min 16 m/min
Bromsnavets bromsmoment 1,5 Nm 1,5 Nm 1,5 Nm
Åkhastighet 0,1--2,0 m/min 0,1--2,0 m/min 0,1--2,0 m/min
Elektrodvikt, max 30 kg 2x15kg 30 kg
Pulverbehållarens volym
(Får ej fyllas med förvärmt pulver)
Vikt (exkl elektrod och pulver) 110 kg 158 kg 100 kg
Kontinuerligt A--vägt ljudtryck 68 dB 68 dB 83 dB
A6 TFE1 A6 TFE2 A6 TGE1
UP MIG/MAG
10 l 10 l -- --
ffa8d1sa
-- 8 --

SE
2.3 Svetsmetod
UP--svetsnin g
För UP--svetsning används alltid A6 Mastertrac av typ A6 TF som kan förekomma i
flera olika utförande:
S UP Light duty
UP light duty med ett kontaktdon Ø 20 mm som tillåter en belastning upp till 800
A (100%) resp. 1000 A (60%).
S UP Heavy duty
UP heavy duty med ett kontaktdon Ø 35 mm som tillåter en belastning upp till
1500 A.
Båda utförandena kan förses med matarrullar för enkel-- eller dubbeltrådsvetsning
(twinarc). För rörtråd finns speciella räfflade matarrullar som garanterar en säker
frammatning av tråden utan att den deform er as p.g.a högt matningstryck.
För arbete i trånga utrymmen (mindre än 50 cm) finns ett speciellt svetshuvud av typ
A6 SFE1C som vid behov kan monteras på Mastertrac.
Tan d em--svetsnin g (UP)
För tandemsvetsning används alltid svetshuvud A6 TFE2 som måste anslutas till
2 st svetsströmkällor och 2 st manöverlådor A2--A6 Process Controller.
I tandemsvetshuvudet ingår 2 st enkla svetshuvud (A6 SF) med var sitt
kontaktmunstycke. Varje kontaktmunstycke belastas m ed max 1500 A.
MIG/MAG--svetsning
För MIG/MAG--svetsning används A6 Mastertrac A6 TGE1 som tillå ter en max
belastning av 600 A. Svetshuvudet är vattenkylt och kylvattnet kopplas in via slangar
till de avsedda anslutningarna.
2.4 Svetsning på horisontellt plan resp. lutande plan
Svetsautomaterna är i första hand konstruerad för att svetsa i det horisontella planet.
Läs stycket “Svetsning på lutande plan, i färdriktningen eller i sidled” på sidan 6.
ffa8d1sa
-- 9 --

SE
2.5 Utrustning
I ett komplett svetshuvud ingår en matningsmotor (A6 VEC) för att mata fram tråden
och en kontaktutrustning som förser tråden med ström och ger bra kontakt.
Kontaktutrustningar finns i flera olika utföranden.
S A6 TF används för UP--svetsning.
S A6 TG används för MIG/MAG--svetsning.
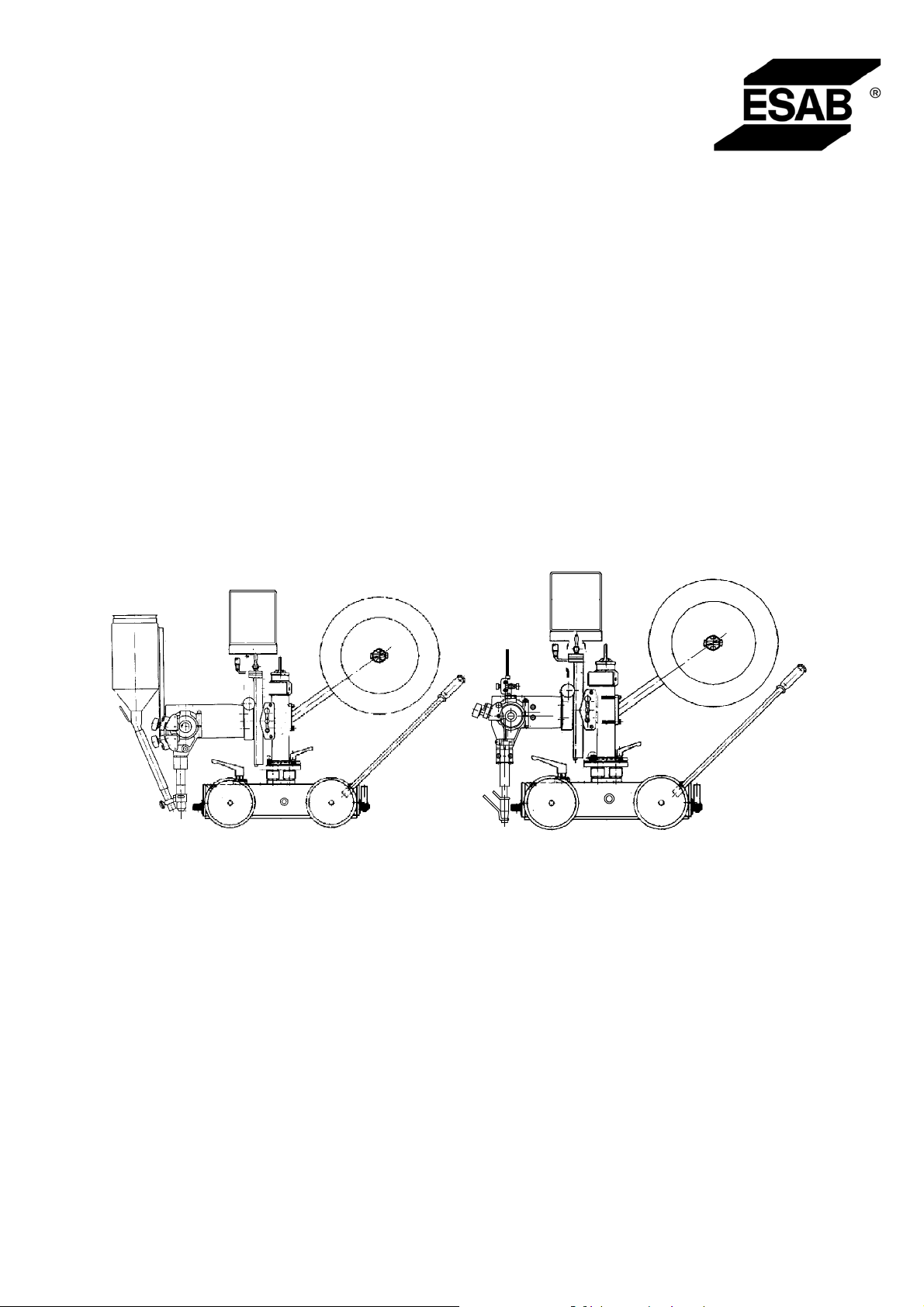
Huvuddelar hos A6 TFE1 och A6 TFE2
1. Riktrulleverk.
2. Kontaktutrustning, som består
av kontaktmunstycke,
kontaktdon och pulverrör.
3. Vinkelslid
4. Slid (motordriven eller
handdriven).
5. Motor med växel (A6 VEC).
6. Trådtrumma.
7. Pulverbehållare (ibland med
påmonterad cyklon).
8. --
9. Vagn
10. Pelare
11. Frikopplingsspak
Huvuddelar hos A6 TGE1
1. Riktrulleverk.
2. Kontaktutrustning som består
av kontaktdon, gasmunstycke
och vattenslang.
3. Vinkelslid.
4. Slid (motordriven eller
handdriven).
5. Motor med växel (A6 VEC).
6. Trådtrumma.
7. Klentrådsriktverk.
8. Trådledare.
9. Vagn
10. Pelare
11. Frikopplingsspak
ffa8d1sa
-- 1 0 --

SE
Exempel på A6 SFE1C som kan sättas på en A6 Mastertrac
1 Riktrulleverk
2 Kontaktutrustning som består av kontaktmunstycke, kontaktdon och pulverrör.
3 Slid (motordriven)
4 Motor med växel (A6 VEC).
5 Pulverbehållare (1 l)
Inkopplingsanvisning för UP--resp MIG/MAG svetsning, se sidan 12.
ffa8d1sa
-- 1 1 --

SE
3 INSTALLATION
3.1 Allmänt
Installationen skall utföras av behörig person.
VARNING
Roterande delar utgör klämrisk. Iakttag största försiktighet!
3.2 Anslutningar
3.2.1 Allmänt
S Inkoppling av manöverlåda A2--A6 Process Controller (PEH) till svetsautomaten
är redan gjord vid leverans.
För vidare information, se bruksanvisning för A2--A6 Process Controller (PEH).
S Anslut A6 Mastertrac enligt följande schemor.
3.2.2 Pulverbågsvetsning (UP)
S Anslut manöverkabel (7) mellan svetsstr ömkälla (8) och manöverlåda PEH (2).
S Anslut återledaren (11) mellan svetsströmkälla (8) och arbetsstycke (9).
S Anslut svetskabel (10) mellan svetsstr ömkälla (8) och svetsautomat (1).
S Anslut mätledning (12) mellan svetsströmkälla (8) och arbetsstycke (9).
ffa8i1sa
-- 1 2 --

SE
3.2.3 GASMETALLBÅGSVETSNING MIG/MAG
S Anslut manöverkabel (7) mellan svetsstr ömkälla (8) och manöverlåda PEH (2).
S Anslut återledaren (11) mellan svetsströmkälla (8) och arbetsstycke (9).
S Anslut svetskabel (10) mellan svetsstr ömkälla (8) och svetsautomat (1).
S Anslut gasslang ( 5) mellan reduceringsventilen (6) och svetsautomatens
gasventil (13).
S Anslut slangar för kylvatten (3) mellan kylaggregatet (4) och svetsautomaten (1).
S Anslut mätledning (12) mellan svetsströmkälla (8) och arbetsstycke (9).
ffa8i1sa
-- 1 3 --

SE
4 DRIFT
4.1 Allmänt
Allmänna säkerhetsföreskrifter för handhavande av denna utrustning finns på
sidan 6. Läs dessa innan du använder utrustningen.
S Välj trådtyp och svetspulver eller skyddsgas så att egensvetsgodset i stort
överensstämmer analysmässigt med grundmaterialet. Välj tråddimension och
svetsdata enligt rekommenderade värden från tillsatsleverantör.
S Noggrann fogberedning är nödvändig för bra svetsresultat.
OBSERVERA! Varierande spaltöppningar i svetsfogen får ej förekomma.
S För att undvika risken för värmesprickor ska svetsens bredd vara större än
inträngningsdjupet.
S Svetsa alltid ett provstycke med samma fogtyp och p låttjocklek som
produktionsarbetsstycket.
S Manövrering och inställning av svetsautomaten och svetsströmkällan se
bruksanvisning för A2-- A6 Process Controller (PEH)
S Manuell förflyttning av traktorn kan göras efter frikoppling av frikopplingsspak, se
bild på sid 10.
S Vid byte av slitdelar se tabell på sid 211.
4.2 Igångkörning
Laddning av svetstråd.
S Demontera trådtrumman ( 1) från bromsnavet (2) och
lossa gaveln (3).
S Placera trådspolen på trådtrumman (1).
S Klipp av najtrådarna runt trådspolen.
S Montera gaveln (3).
S Montera trådtrumma (1) på bromsnavet (2).
Observera att medbringarens läge (4) är rätt.
OBS! Max lutning för trådbobinen är 25˚.
Vid för kraftig lutning bli det förslitningar på låsmekanismen på
bromsnavet och trådbobinen glider av bromsnavet.
VARNING
För att förhindra att trådtrumman glider av bromsnavet:
S
Lås trådtrumman med hjälp av det röda vredet,
enligt varningsetiketten placerad intill bromsnavet.
ffa8o1sa
-- 1 4 --

SE
UP MIG/MAG
S Kontrollera att matarrulle (1) och kontaktbackar resp kontaktmunstycken (3) har
rätt dimension för vald tråddimension.
S Dra fram trådens ände genom riktrulleverket (2). Vid tråd med större diameter än
2 mm: räta ut 0,5 m av tråden och mata ned den för hand genom riktrulleverket.
S Placera trådänden i matarrullens (1) spår.
S Ställ in trådtrycket mot matarrullen med ratt (7). OBS! Spänn ej hårdare än säker
matning erhålls.
S Tryckskruv (8) får ej demonteras. (gäller UP Heavy duty)
S Mata fram tråden 30 mm genom att trycka på manöverlåda
A2--A6 Process Controller.
S Rikta tråden genom justering på ratt (6)
För klen tråd kan speciella klentrådsriktverk (4) användas för enkel eller dubbel
tråd.
Se till att riktverkan är rätt inställd så att tråden komma rakt ut genom
kontaktbackarna resp kontaktmunstycket.
Använd alltid styrrör (5) för säker matning av klen tråd (1,6 -- 2,5 mm).
Vid MIG/MAG--svetsning med tråddimension < 1,6 m m använd en styrspiral,
som sättes i styrröret (5) .
ffa8o1sa
-- 1 5 --
SE
Byte av matarrulle
S Enkeltråd
S Lossa rattarna (3) och (4).
S Lossa handratt (2).
S Byt matarrulle (1). De är märkta med resp.
tråddimension.
S Dubbeltråd (Twin arc)
S Byt matarrulle (1) med dubbla spår på samma sätt som för
enkeltråd.
S OBSERVERA! Byt även tryckrulle (5). Den speciella sfäriska tryckrullen för
dubbel tråd ersätter standard tryckrulle för enkeltråd.
S Montera tryckrullen med speciell axeltapp (best. nr. 146 253--001).
S Rörtråd (för räfflade rullar)
S Byt matarrulle (1) och tryckrulle (5) parvis för respektive tråddimensioner.
OBS! För tryckrulle erfodras speciell axeltapp (best. nr. 2129 011--01).
S Drag åt tryckskruven (4) med måttligt tryck så att rörtråden ej deformeras.
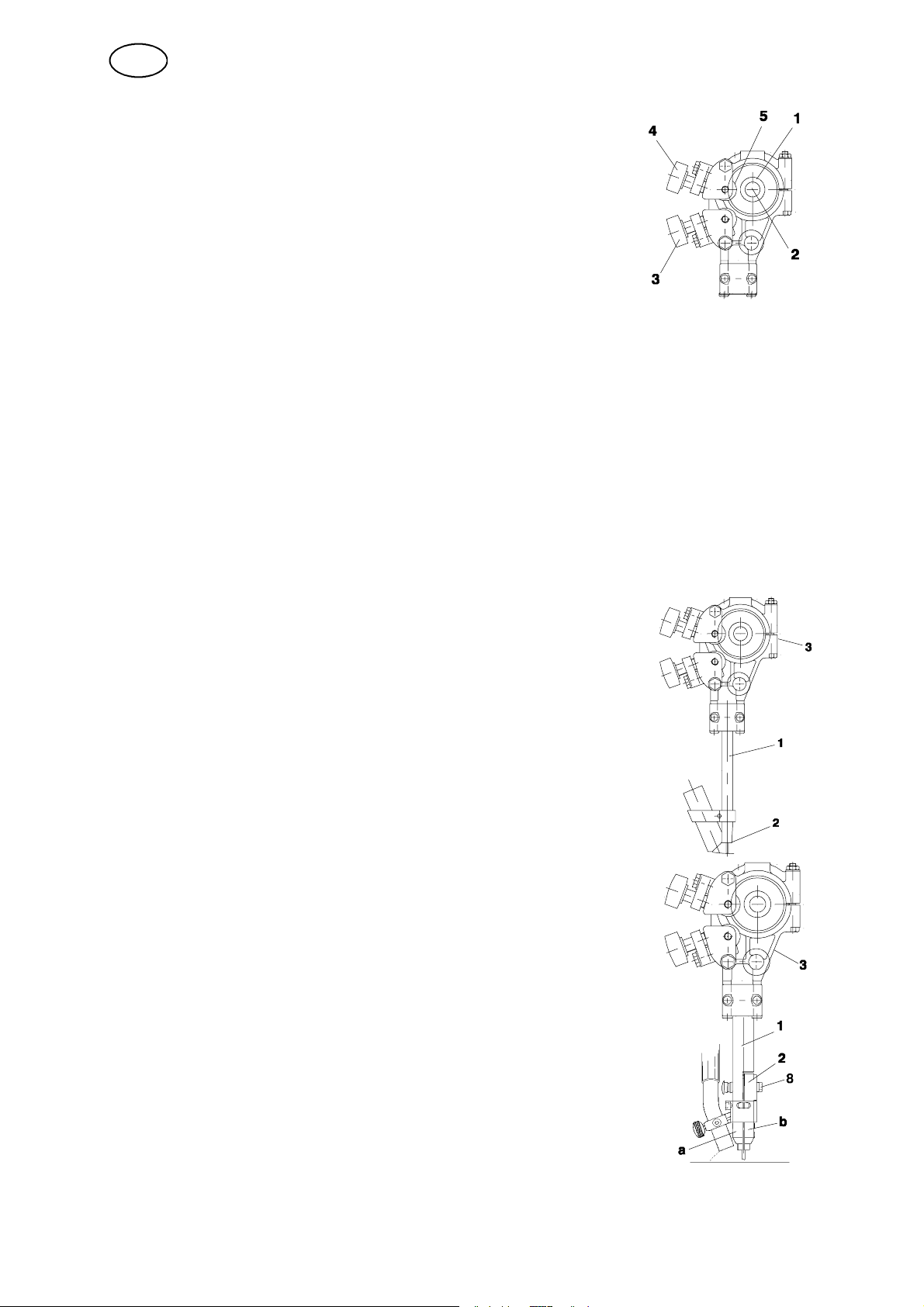
Kontaktutrustningar för UP--svetsning.
S För enkeltråd 3,0 -- 4,0 mm. Light duty ( D20)
Använd riktrulleverk (3), kontaktdon (1) D20 med
kontaktmunstycke (2) (M12--gänga).
S Drag fast kontaktmunstycket (2) med nyckel för att god
kontakt skall erhållas.
S För enkeltråd 1,6 -- 2,5 mm UP. Light duty (D20)
Använd rikrulleverk (3), kontaktdon (1) D20 med
kontaktmun--stycke (2 ) (M12 --gänga) och separat
klentrådsriktverk (4) med styrrör (6).
S Montera klamma (7) med styrröret (6) i M12--hålet på
riktrulleverket (3). Styrröret (6) skall bottna mot
kontaktmunstycke (2) .
S Kapa ev. längden på styrröret så att matarrullen (5)
löper fritt.
S Montera klentrådsriktverket (4) på ovansidan av
klamman för riktrulleverket (3).
ffa8o1sa
-- 1 6 --
SE
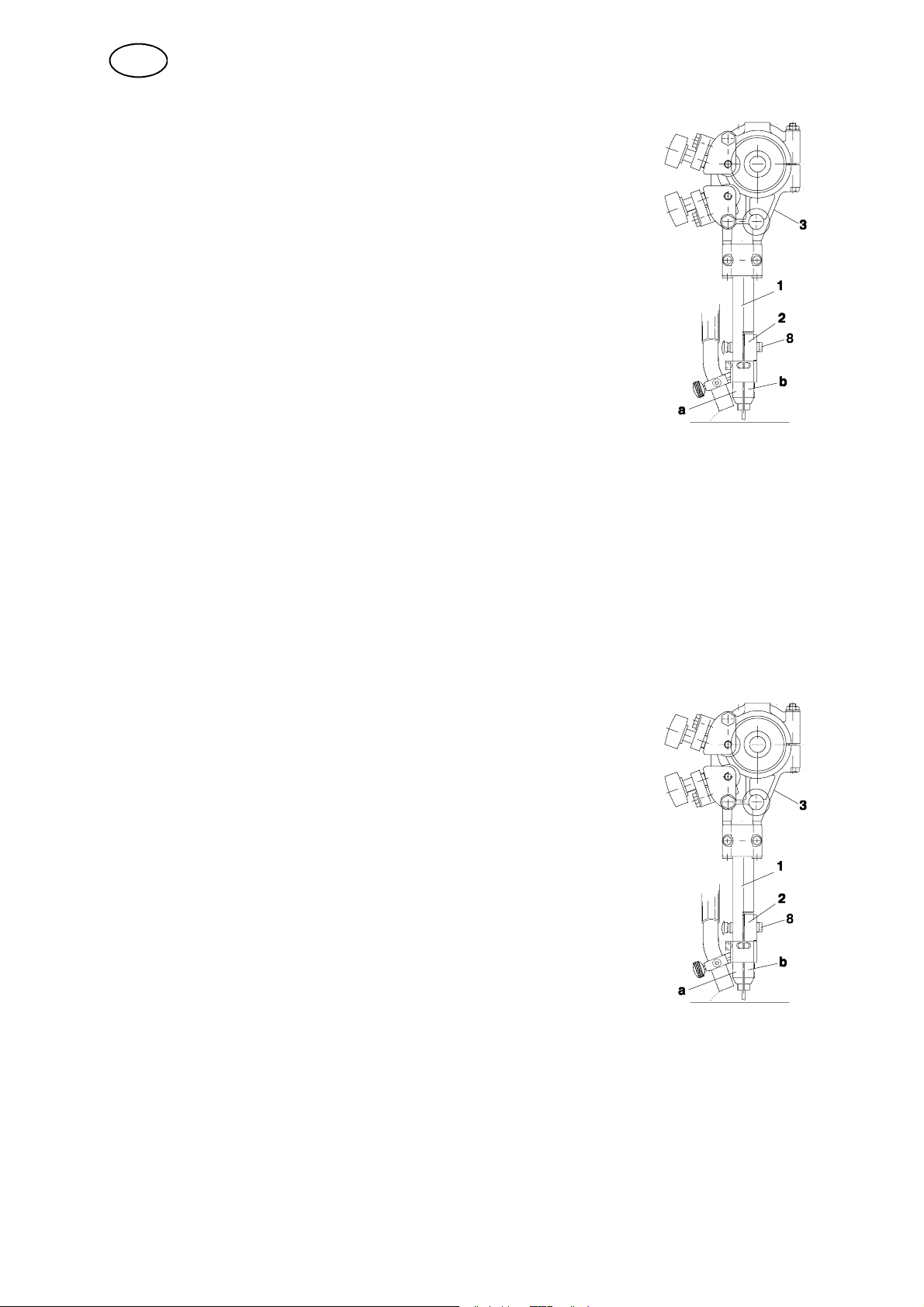
S För enkeltråd 3,0 -- 6,0 mm. Heavy duty (D35)
Använd riktrulleverk (3) kontaktdon (1) D35 med
kontaktbackar (2).
S Montera den ena kontaktbacken med de M5--skruvar
som medlevereras, i det fasta kontaktdonet (a)
S Montera den andra kontacktbacken i den lösa halvan a v
det delade kontaktdonet (b) under skruven (8) och drag
åt stumt så att god kontakt erhålls mellan
kontaktbackarna och tråden.
S För rörtråd 1,6 mm -- 4,0 mm (D20 och D35) (Tillbehör) .
Om kontaktbackar (D35) används måste trycket över kontaktbackarna dra s åt
med måttlig kraft så att rörtråden ej deformeras. Se till att god kontaktövergång
till rörtråden erhålls.
S Inställning av tråden vid tandemsvetsning.
S Avståndet mellan första och andra tråden får ej vara så stort att slaggen
hinner stelna mellan trådarna.
S Se till så att det är god pulvertäckning mellan första och andra tråden.
S För dubbeltråd 2 x 2,0 -- 3,0 Heavy Twin (D35) (Tillbehör) .
Använd riktrulleverk (3) kontaktdon (1) D35 med
kontaktbackar (2).
S Montera den ena kontaktbacken med de M5--skruvar
som medlevereras, i det fasta kontaktdonet (a)
S Montera den andra kontacktbacken i den lösa halvan a v
det delade kontaktdonet (b) under skruven (8) och drag
åt stumt så att god kontakt erhålls mellan
kontaktbackarna och tråden.
ffa8o1sa
-- 1 7 --

SE
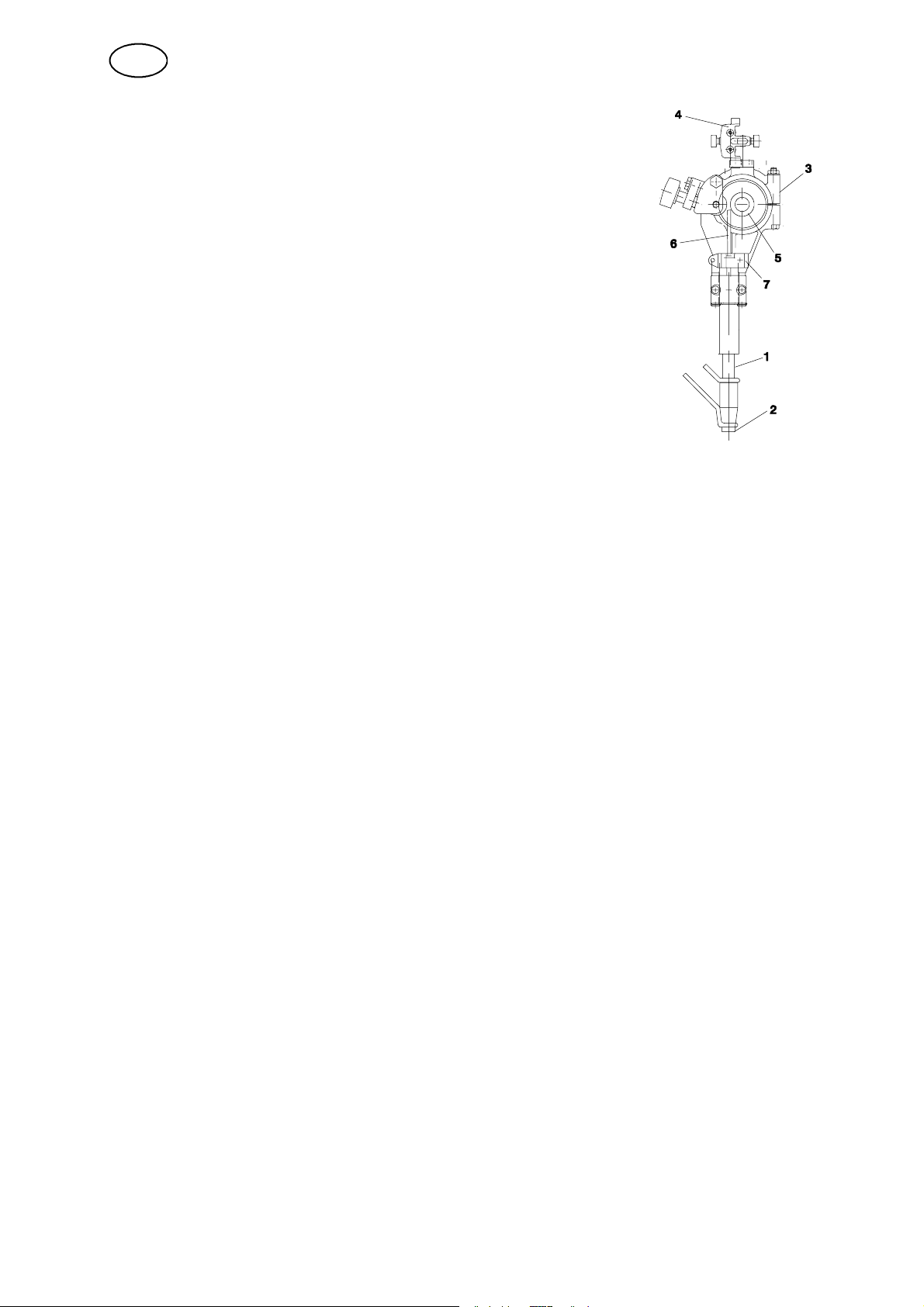
S För dubbeltråd 2 x 1,2 -- 2,0 mm, Light Twin (D35) (Tillbehör) .
Använd riktrulleverk (3), kontaktdon (1) D35 med twinadapter
(9) och 2 st kontaktmunstycken (2) (M6--gänga) och separat
klentrådsrikverk (4) med två styrrör (6). För dubbeltråd
< 1,6 mm används en styrspiral som sätts in i vardera styrrör.
S Montera twinadapter (9) för M 6--kontaktmunstycken (2)
med M5--skruv i den fasta delen av det delade kontakt-donet (1).
S Montera klamma (7) med styrrören (6) i M12--hålet på
standard riktrulleverket (3). Styrrören skall bottna mot
twinadapter (9) för kontaktmunstycke (2).
S Drag åt kontaktmunstyckena (2) med nyckel för att god
kontakt skall erhålles.
S Kapa ev. längden på styrröret (6) så att matarrullen (5)
löper fritt.
S Inställning av tråden vid Twinarc--svetsning:
S Ställ in tråderna i fogen för optimalt svetsresultat genom att vrida
kontaktdonet. De båda tråderna kan vridas så att de är placerade efter
varandra i linje med fogen eller i valfritt läge upp till 90_ tvärs fogen,
dvs. en tråd på var sida av fogen.
Kontaktutrustningar för MIG/MAG--svetsning.
S För enkeltråd 1,6 -- 2,5 mm (D35)
Använd riktrulleverk (3) kontaktdon (1) D35 med
kontaktmunstycke (2) (M10--gänga).
S Drag fast kontaktmunstycket (2) med nyckel för att god
kontakt skall erhållas.
S Montera klamma (7) med styrröret (6) i M12--hålet på
standard riktrulleverket (3). Styrröret (6) skall bottna mot
kontaktmunstycke (2) .
S Kapa ev. längden på styrröret (6) så att matarrullen (5)
löper fritt.
ffa8o1sa
-- 1 8 --
SE
S För enkeltråd < 1,6 mm (D35)
Använd riktrulleverk (3) ,kontaktdon (1) D35 med
kontaktmunstycke (2) (M12--gänga), klentrådsriktverk (4)
med styrrör (6) och en styrspiral som sätts in i styrröret (6).
S Montera klamma (7) med styrröret (6) i M12--hålet på
standard riktrulleverket (3). Styrröret (6) skall bottna mot
kontaktmunstycke (2) .
S Kapa ev. längden på styrröret så att matarrullen (5) löper
fritt.
S Montera klentrådsriktverket (4) på ovansidan av
klamman för riktrulleverket (3).
S Anslut kylvatten och gas (MIG/MAG--svetsning).
4.3 Påfyllning av svetspulver (UP--svetsning)
S Stäng pulverventilen på pulverbehållaren.
S Lossa eventuellt cyklonen till pulversugaren.
S Fyll på svetspulver. OBS! Svetspulvret måste vara torrt. Undvik om möjligt
att använda agglomerande svetspulver utomhus och i fuktiga miljöer.
S Justera pulvermunstyckets höjd över svetsen, så att lämplig pulvermängd
erhålls.
Pulvertäcket ska vara så högt att genomslag av ljusbåge ej förekommer.
S Placera pulverröret så att det inte viker sig och att god pulvertäckning erhålls
(UP--svetsning).
4.4 Ombyggnad av A6 TFE1 (UP--svetsning) till MIG/MAG--
svetsning
Montera enligt m edföljande bruksanvisning för ombyggnadssats.
4.5 Ombyggnad av A6 TFE1 / A6 SFE2 (UP--svetsning) till Twinarc
Montera enligt m edföljande bruksanvisning för ombyggnadssats.
ffa8o1sa
-- 1 9 --
SE
5 UNDERHÅLL
5.1 Allmänt
OBS! Innan något underhåll göres, se till att nätspänningen är frånslagen.
För underhåll av manöverlåda A2--A6 Process Controller (PEH) se bruksanvisning.
5.2 Dagligen
S Håll svetsautomatens rörliga delar rena från svetspulver och damm.
S Kontrollera att kontaktmunstycket och samtliga elledningar är anslutna.
S Kontrollera att alla skruvförband är åtdragna och att styrning och drivrullar ej är
slitna eller skadade.
S Kontrollera bromsnavets bromsmoment. Det får ej vara så litet, att
elektrodtrumman fortsätter att rotera vid stopp av elektrodmatning och det får ej
vara så stort, att matarrullarna slirar. Riktvärde för bromsmoment för 30 kg
elektrodtrumma är 1,5 Nm.
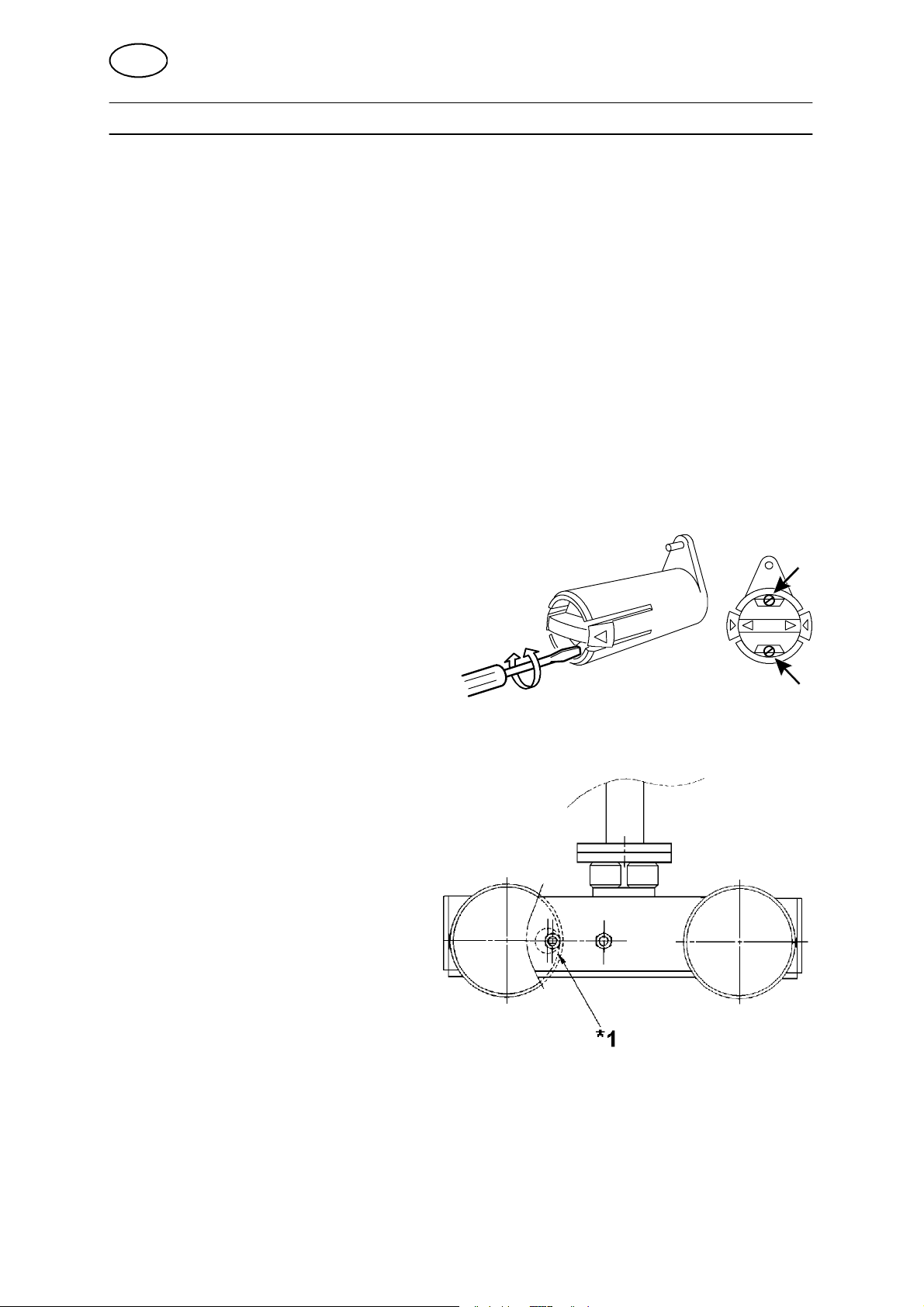
Justering av bromsmomentet:
S Ställ det röda vredet i låst läge.
S För in en skruvmejsel i navets
fjädrar.
Medsols vridning av fjädrarna ger
mindre bromsmoment.
Motsols vridning ger större bromsmoment.
OBS! Vrid fjädrarna lika mycket.
5.3 Periodiskt
S Kontrollera elektrodmotorns
kolborstar varje kvartal.
Byt när de är nedslitna till 6 mm.
S Kontrollera sliderna, smörj om
de kärvar.
S Kontrollera elektrodmataren-
hetens elektrodstyrning, drivrullar
och kontaktmunstycke. Byt slitna
eller skadade delar (se
reservdelar på sid 211).
S Om vagnens drivning börjar rycka
kontrollera att kedjan är spänd. Vid behov spänn kedjan
S När kedjan ska spännas lossa på muttern (*1) och vrid på den exentriska axeln,
drag sedan åt muttern igen.
ffa8u1sa
-- 2 0 --
SE
6 FELSÖKNING
6.1 Allmänt
Utrustning
S Bruksanvisning manöverlåda A2--A6 Process Controller (PEH).
S Bruksanvisning motor med växel A6 VEC, best nr 443 393.
Kontrollera
S att svetsströmkällan är kopplad för rätt nätspänning
S att samtliga 3 faser är spänningsförande (fasföljd utan betydelse)
S att svetsledningar och anslutningar till dessa är oskadade
S att reglagen står i önskat läge
S att nätspänningen kopplas ifrån innan reparation påbörjas
6.2 Möjliga fel
1. Symtom Ampere-- och voltvärde ger stora variationer på displayen.
Orsak 1.1 Kontaktbackar resp --munstycke är slitna eller har fel dimension.
Åtgärd Byt kontaktbackar resp --munstycke.
Orsak 1.2 Trycket på matarrullarna ä r otillräckligt.
Åtgärd Öka trycket på matarrullarna.
2. Symtom Elektrodmatningen är ojämn.
Orsak 2.1 Trycket på matarrullarna är fel inställt.
Åtgärd Ändra trycket på matarrullarna.
Orsak 2.2 Fel dimension på matarrullarna.
Åtgärd Byt matarrullar.
Orsak 2.3 Spåren i matarrullarna är slitna.
Åtgärd Byt matarrullar.
3. Symtom Svetsledningarna blir överhettade.
Orsak 3.1 Dåliga elanslutningar.
Åtgärd Rengör och drag åt alla elanslutningar.
Orsak 3.2 Svetsledningarna har för klen dimension.
Åtgärd Öka ledningsdimensionen eller använd parallella ledningar.
7 RESERVDELSBESTÄLLNING
Reservdelar beställs genom närmaste ESAB--representant, se sista sidan på denna
publikation. Vid beställning var god ange maskintyp, serienummer samt benämningar och reservdelsnummer enligt reservdelsförteckning på sidan 215.
Detta underlättar expedieringen och säkerställer korrekt leverans.
ffa8f1sa
-- 2 1 --
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 3369 4333
Fax: +55 31 3369 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
031021
 Loading...
Loading...