


A6 TFD1/TFD2/
TGD1
Equipo para soldadura automática
Saldatrice automatica
Equipamento automático para soldadura
Automatic welding machine
Αυτümατοj ΣυγκολλητÞj
Manual del operador
Manuale per l’operatore
Manual para o operador
Operating manual
Οδηγßεj Χειρισmοý
443 401 --003 9510 Valid from Machine no 452 XXX--XXXX

SEGURIDAD 2..........................................
DESCRIPCIÓN TÉCNICA 3...............................
INSTALACIÓN 4.........................................
FUNCIONAMIENTO 7....................................
MANTENIMIENTO 10.....................................
LOCALIZACION DE AVERIAS 11...........................
INSTRUCCIONES DE CONEXION DE PEG1 Y A6 VEC 12....
SICUREZZA 14...........................................
DESCRIZIONE TECNICA 15...............................
INSTALLAZIONE 16.......................................
USO 19..................................................
MANUTENZIONE 22......................................
RICERCA GUASTI 23.....................................
ISTRUZIONI PER IL COLLEGAMENTE DI PEG1 E A6 VEC 24.
SEGURANÇA 26.........................................
DESCRIÇÃO TÉCNICA 27.................................
INSTALAÇÃO 28..........................................
FUNCIONAMENTO 31....................................
MANUTENÇÃO 34........................................
ANÁLISE DE AVARIAS 35..................................
INSTRUÇÕES DE LIGAÇÃÕ PARA O PEG1 E A6 VEC 36.....
SAFETY 38..............................................
TECHNICAL DESCRIPTION 39.............................
INSTALLATION 40........................................
OPERATION 43..........................................
MAINTENANCE 46........................................
TROUBLESHOOTING 47..................................
CONNECTION INSTRUCTIONS FOR PEG1 AND A6 VEC 48..
ΑΣΦΑΛΕΙΑ 50...........................................
ΤΕΧΝΙΚΗ ΠΕΡΙΓΡΑΦΗ 51................................
ΕΓΚΑΤΑΣΤΑΣΗ 52.......................................
ΛΕΙΤΟΥΡΓΙΑ 55.........................................
ΣΥΝΤΗΡΗΣΗ 58.........................................
ΑΝΑΖΗΤΗΣΗ ΣΦΑΛΜΑΤΩΝ 59..........................
Ο∆ΗΓΙΕΣ ΣΥΝ∆ΕΣΗΣ PEG1 ΚΑΙ Α6 VEC 60...............
CROQUIS ACOTADO - DIMENSIONI -
ESBOÇO COM DIMENSÕES - DIMENSION DRAWING -
ΕΧΕ∆ΙΑΓΡΑΜΜΑ ΜΕΓΕΘΩΝ 61....................
ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM -
ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ 63............................
PIEZAS DE DESGASTE - PARTI DI USURA -
PEÇAS EXPOSTAS A DESGASTE - WEAR COMPONENTS -
ΑΝΑΛΩΣΙΜΑ ΑΝΤΑΛΛΑΚΤΙΚΑ 67.................

ADVERTENCIA
LA SOLDADURA POR ARCO Y EL CORTE PUEDEN SER PELIGROSOS PARA
UD. Y OTROS. TENGA, PUES, CUIDADO AL SOLDAR. SIGA LAS INSTRUCCIONES DE SEGURIDAD DE SU EMPRESA QUE SE BASAN EN LAS DEL FABRICANTE
CHOQUES ELÉCTRICOS -- Pueden causar la muerte
S Instale y ponga a tierra el equipo de soldar según las normas vigentes.
S No toque con las manos descubiertas o medios de protección mojados
electrodos o partes con corriente.
S Aíslese de la tierra y de la pieza de trabajo.
S Atienda a que adopta una posición de trabajo segura.
HUMOS Y GASES -- Pueden dañar la salud
S Aparte la cara de los humos de soldadura.
S Ventile y extraiga los humos de soldadura suyos y de otros lugares de trabajo.
RAYOS DE LUZ -- Pueden dañar los ojos y quemar la piel
S Proteja los ojos y el cuerpo. Utilice un casco de soldador adecuado con
elemento filtrante y lleve ropa de protección.
S Proteja a los circundantes con pantallas protectoras o cortinas adecuadas.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese, pues, que no hay materiales
inflamables en las cercanías del lugar de soldadura.
RUIDO -- El ruido excesivo puedo perjudicar el oído
S Proteja su oído. Utilice protectores auriculares.
S Avise a otras personas presentes sobre el r iesgo.
EN CASO DE AVERÍA
S Acudaaunespecialista
ANTES DE LA INSTALACIÓN Y USO, LEA
ATENTAMENTE LAS INSTRUCCIONES DE USO.
¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS!
mmvarnca
-- 1 --

SEGURIDAD
SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medidas de seguridad para el personal que trabaja con el sistema o cerca del mismo.
El contenido de esta recomendación puede considerarse como un complemento de
las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones de manejo deben ser efectuadas, de acuerdo con las instrucciones dadas, por personal que conozca bien el funcionamiento del equipo de soldadura.
Una maniobra errónea, causada por una manipulación indebida o la activación errada de una secuencia de funcionamiento, puede producir una situación anormal peligrosa para el operador y para el equipo.
1. Todo el personal que trabaja con el equipo de soldadura debe conocer:
S su manejo
S la ubicación de la parada de emergencia
S su funcionamiento
S las reglas de seguridad vigentes
Para facilitar esto, cada interruptor, pulsador y potenciómetro lleva un rótulo que
indica el tipo de movimiento activado o la conexión producidos al activarlos.
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de solda-
dura antes de ponerlo en marcha.
S nadie esté mal situado al activar los carros.
3. El lugar de trabajo debe estar:
S libre de piezas de máquina, herramientas o materiales que puedan dificultar
el movimiento del operador en la zona de trabajo.
S dispuesto para satisfacer la exigencia de accesibilidad a la parada de emer-
gencia.
4. Equipo de protección personal
S Utilizar siempre el equipo de protección personal prescrito: como gafas pro-
tectoras, ropas ininflamables y guantes.
S No utilizar pr endas sueltas como correa, brazalete, etc, que puedan agarrar-
se.
5. Otros
Normalmente, las piezas conductoras de tensión están protegidas contra con-
tacto.
S Comprobar que estén bien conectados los cables de retorno indicados.
S Los trabajos en las unidades eléctricas sólo deben ser efectuados por
personal cualificado.
S Debe disponerse de equipo de extinción de fuegos en un lugar fácilmente
accesible y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efec-
tuarse durante el funcionamiento.
df00f1ca
-- 2 --

DESCRIPCIÓN TÉCNICA
DESCRIPCIÓN TÉCNICA
El equipo de soldadura automática A6 TFD1 está montado en un carro tractor y
destinado a la soldadura de arco sumergido de uniones de canto con canto y de ángulo (con corriente continua o alterna).
El equipo de soldadura automática A6 TFD2 con dos cabezales de soldadura está montado en un carro tractor y destinado a la soldadura de arco sumergido de
uniones de canto con canto (con corriente continua o alterna).
El equipo de soldadura automática A6 TGD1 está montado en un carro tractor y
destinado a la soldadura MIG/MAG de uniones de canto con canto y de ángulo (con
corriente continua).
La posición del cabezal de soldadura puede regularse horizontal o verticalmente con
las guías deslizantes lineales. El movimiento angular se regula con la guía deslizante angular.
Prohibidas otras aplicaciones.
DATOS TÉCNICOS
A6 TFD1 A6 TFD2 A6 TGD1
Carga admisible 1500 A DC/AC 1500 A DC/AC 600 A DC
Dimensión del electrodo
compacto hilo sencillo 3,0--6,0 mm 3,0--6,0 mm 1,0--2,4 mm
hilo tubular 1,6--3,2 mm
hilo doble 2x2,0--2x3,0
Velocidad de avance del electrodo, máx. 4,2 m/min 4,2 m/min 17,5 m/min
Velocidad de desplazamiento, máx. 2,5 m/min 2,5 m/min 2,5 m/min
Peso del electrodo, máx. 30 kg 30 kg 30 kg
Capacidad del depósito de polvo
(no debe ponerse polvo precalentado)
Peso (excl. electrodo y polvo) 110 kg 158 kg 100 kg
Par de frenado del cubo de freno 1,5 Nm 1,5 Nm 1,5 Nm
10 l 10 l
Inclinación lateral, max. 25_ 25_ 25_
Tensión de conexión 42 V AC 42 V AC 42 V AC
Presión acústica continua, ponderación A 68 dB 68 dB 83 dB
Ver el croquis acotado en la página 61 y en la página 62.
dfa4d1ca
-- 3 --

INSTALACIÓN
INSTALACIÓN
Conexión equipo de soldadura automática, fuente de corriente
1. Regule el equipo para soldar canto a canto o en ángulo según la figura en la pá-
gina 61.
2. Motor de electrodos A6 VEC, ver el manual del operador 443 393.
3. Caja de maniobras PEG1, ver el manual del operador 443 392.
4. Conectar los cables según el esquema de la pág. 63 y de la pág. 65.
S Corriente
S Conecte el cable de maniobras (08) para la A6 TFD1 o el (15) para la A6
TGD1 entre la fuente de corriente (01) y la caja de maniobras PEG1
(02).
S Conecte el conductor con cable (07) ó (08) entre la fuente de corriente
(01) y el shunt.
S Corriente alterna
S Conecte el cable de maniobras (08) entre la caja de material suplemen-
tario (11) y la caja de operaciones PEG1 (02).
S Conecte la caja de material suplementario (11) a la fuente de corriente
(10).
S Conecte el cable de soldadura (07) entre la fuente de corriente (10) y el
shunt.
S Conecte el conductor de retorno entre la fuente de corriente (01, 10) y la
pieza a soldar.
S Conecte el conductor de medición (09) ó (16) entre la pieza a soldar y la
fuente de corriente (01,10) o entre la pieza a soldar y la caja de operaciones
PEG1 (02) (por ejemplo cuando la fuente de corriente es de otra marca).
S Conecte el motor con engranaje A6 VEC a la caja de material suplementario
PEG1 (02).
Controle que la caja de operaciones PEG 1 esté acoplada según la tabla en la
página 12 y que la desmultiplicación y las revoluciones del rotor estén seleccionadas como indica la tabla.
Carga del electrodo para soldar.
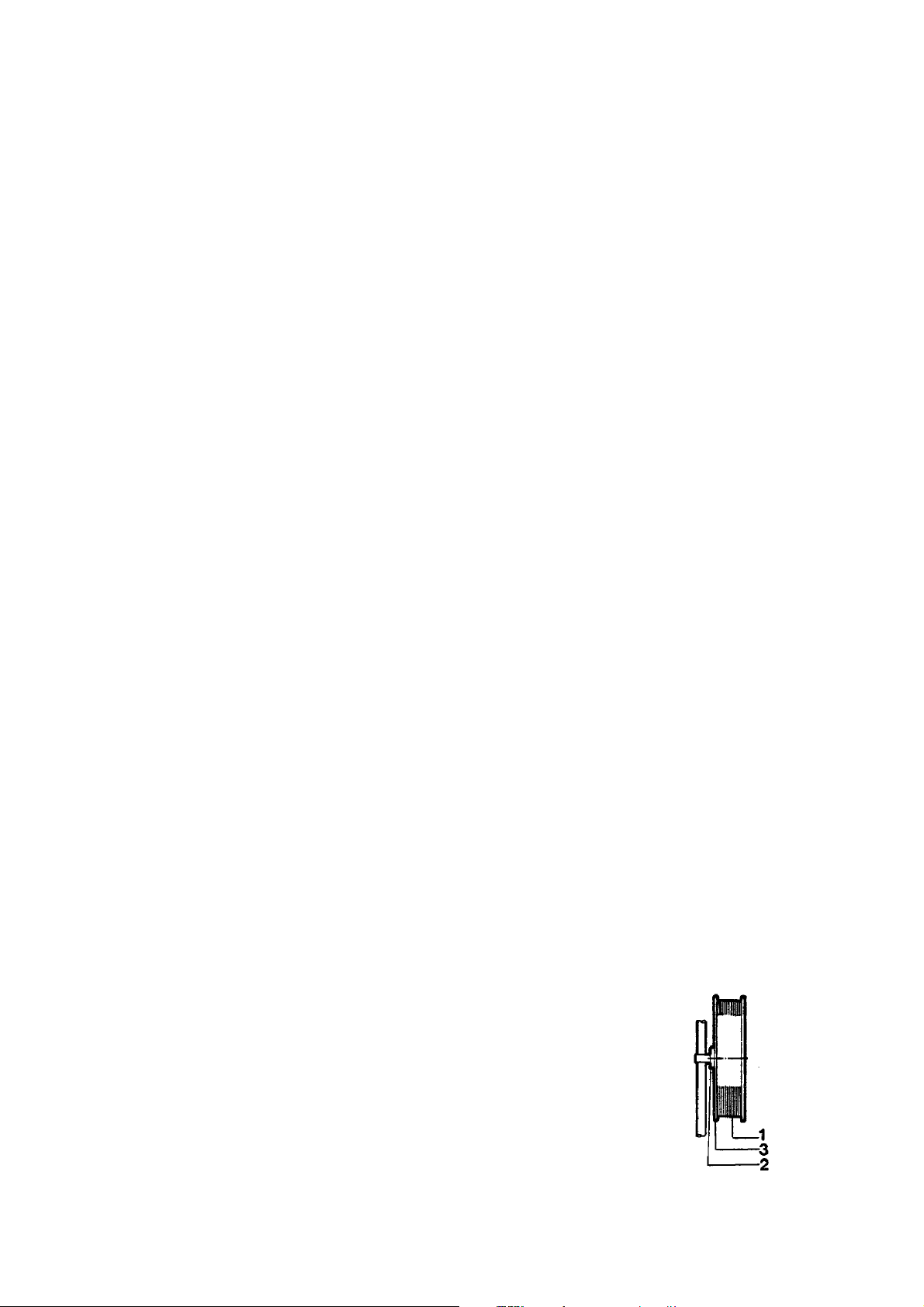
Cambio de la bobina de electrodo
S Desmonte el tambor del electrodo del cubo
del freno (2) y afloje la placa lateral (3).
S Coloque la bobina de electrodo (1) en el
tambor y monte la placa lateral (3).
S Monte el tambor del electrodo o la bobina
descartable en el cubo del freno (2).
ATENCIÓN alaposicióndelabrida.
dfa4i1ca
-- 4 --
aza5dp17

¡IMPORTANTE!
Para impedir que la bobina de electrodo
se salga del cubo del freno;
fijarla con la perilla roja, según la etiqueta
de aviso (ver la figura adjunta)
situada junto al cubo.
5. Equipo de contacto
S Electrodo simple 1,6 -- 2,5 mm (4,0 mm). Light duty (D20)
Se utiliza en caso de necesidad, por ejemplo en espacios estrechos, dimensiones de los electrodos: hasta 4,0 mm.
Utilice el tubo de contacto D20 con boquilla (rosca M12), ver la tabla en la
página 69.
S Ajuste la boquilla con la llave n_ 10 para obtener un buen contacto.
Para electrodos débiles, 1,6 -- 2,5 mm Ø, utilizar tubo guía y mecanismo rec-
tor de hilo débil.
INSTALACIÓN
S Monte la agarradera del tubo guía en el orificio M 12 para el rollo rector
fijo del mecanismo rector estándar del hilo. El tubo guía debe apoyarse
en la boquilla de contacto y cortar, eventualmente, el largo para que la
distancia hasta el rollo alimentador sea de aproximadamente 5 mm.
S Monte el mecanismo r ector de hilo débil en la parte superior de la aga-
rradera del mecanismo rector del hilo.
S Electrodo simple 3,0 -- 6,0 mm. Heavy duty (D35)
Utilice el tubo de contacto D35 con las mordazas de contacto. Ver también
las notas referentes al tubo de contacto D20 para las dimensiones de electrodos de hasta 4,0 mm en ambientes estrechos.
S Utilice el mecanismo estándar rector del hilo para el A6 con mecanismo
rector constituido por un rollo rector y otro intercambiable.
S Monte la mordaza de cont acto con los tornillos M5 que se adjuntan, una
parte de la mordaza en el tubo de contacto fijo y otra aparte, en la mitad
suelta del tubo de contacto dividido.
S Monte la mitad suelta con la mordaza en su lugar, debajo del tornillo de
presión, con mordazas de contacto y ajuste bien para que haya buen
contacto entre la mordaza de contacto y el electrodo.
S Electrodos tubulares.
dfa4i1ca
Para electrodos tubulares se pueden utilizar tubos de contacto D20 y D35.
Si se utilizan mordazas de contacto (D35) la presión sobre las mordazas de-
be ser cuidadosa para no deformar el electrodo tubular. Controle que haya
buen contacto con el electrodo.
-- 5 --

INSTALACIÓN
S Hilo doble.
Con el hilo doble utilice siempre el tubo de contacto D35 con tubo guía y
mecanismo rector separado.
S Monte la agarradera del tubo guía en el orificio M 12 para el rollo rector
fijo del mecanismo rector estándar del hilo. El tubo guía debe estar en
contacto con la mordaza (Heavy Twin) o con el adaptador de la boquilla
de contacto (Light Twin).
S Regule el largo del tubo guía hasta que la distancia con el rollo alimenta-
dor sea de aprox. 5 mm.
Hilo doble 2x1,2 -- 2x2,0 mm, Light Twin:
Utilice 2 boquillas de contacto con rosca M6. Para la dimensión del electrodo
correspondiente vea la tabla en la página 69.
S Ajuste bien las boquillas para obtener un buen contacto.
S Monte el adaptador de la boquilla de contacto M6 con el tornillo M5 en la
parte fija del tubo de contacto dividido. El tornillo de presión y la parte
suelta del tubo de contacto no se necesitan para esta función.
Hilo doble 2x2,0 -- 2x3,0 mm, Heavy Twin:
S Utilice mordazas Twin, para los electrodos gruesos
(2x2,0 mm, ver también Light Twin).
S Monte las mordazas con los tornillos M5 suministrados en la entrega.
¡ATENCIÓN! Monte la mitad de la mordaza con el pico en la parte fija
del tubo de contacto.
S Desmonte la mitad suelta del tubo de contacto al cargar nuevos electro-
dos aflojando el tornillo de presión.
S Alimente un poco de electrodo y guíelo en el surco de la mitad fija de la
mordaza de contacto (pico)
S Afloje el tornillo M5 de la mordaza de contacto y monte la mitad suelta
con un tornillo de hexágono em butido M8, de manera que la mitad de la
mordaza con el pico y la mitad opuesta circunden al electrodo. La parte
suelta del tubo de contacto se ajusta con los tornillos M5 para obtener
un buen contacto.
S Regulación de los electrodos para soldadura Twinarc:
Posicione los electrodos en la unión para obtener un resultado óptimo, girando el tubo de contacto. Ambos electrodos pueden girarse para que queden uno después del otro en línea recta con la unión o en la posición deseada hasta 90_ perpendicular a la unión, es decir un electrodo a cada lado
de la unión.
S Soldadura tándem
S La distancia entre el primer electrodo y el segundo no debe ser tan gran-
de como para que la escoria alcance a solidificar cuando llega el segundo electrodo.
S Controle que entre el primer electrodo y el segundo haya una buena cu-
bierta de polvo.
dfa4i1ca
-- 6 --

FUNCIONAMIENTO
1. Regulación del par de frenado:
S Coloque el botón de bloqueo
(006) en posición de bloqueo.
S Introduzca un destornillador
en el resorte del cubo.
FUNCIONAMIENTO
S Girando el resorte (002) en el
sentido de las agujas del reloj, el
par de freno disminuye.
S En sentido contrario, el par de freno aumenta.
¡ATENCIÓN! Gire los resortes por igual.
2. Controle que el rollo alimentador (1) y las
mordazas de contacto (4) tienen la dimensión corre cta.
3. Cambio de rollo alimentado r
(ver piezas de desgaste en la página 67).
S Electrodo simple
S Afloje las perillas (5) y (6).
S Afloje la perilla de mano (2).
S Cambie el rollo alimentador.
Están marcados con la dimensión de
hilo respectiva.
S Electrodo doble
S Cambie el rollo alimentador de dos guías
de la misma manera que el de electrodo
simple.
S ¡ATENCIÓN! Cambie también el rollo de presión.
El rollo de presión especial, esférico, reemplaza al
rollo de presión estándar de electrodo simple.
aza5dp08
dfa3d002
S Monte el rollo de presión con el muñón de eje especial
(referencia 146 253--001).
S Electrodo tubular
S Cambie el rollo alimentador y el rollo de presión en pareja para la dimen -
sión de hilo correspondiente.
¡ATENCIÓN! El rodillo de empuje requiere un gorrón especial
(referencia 2129 011--01).
S Ajuste el tornillo de presión moderadamente para no deformar el electro-
do.
S Coloque la punta del electrodo en la guía del rollo alimentador.
4. Para electrodos de más de 2 mm de diámetro:
enderezar 0,5 m del electrodo e introducirlo a mano por el mecanismo rector.
dfa4o1ca
-- 7 --
FUNCIONAMIENTO
5. Regule la presión del electrodo contra el rollo alimentador con la perilla (6 ).
¡ATENCIÓN! La tensión no debe ser más fuerte que lo necesario para obtener
una alimentación segura. La perilla con resorte (6 ) no se debe apr etar a tope,
debe quedar un poco de flexibilidad.
6. Conecte la fuente de corriente a la red.
Avance el electrodo unos 30 mm con el contacto eléctrico A 02 de la caja de
operaciones PEG1.
7. Dirija el electrodo con la perilla (5). Los electrodos finos deben estar rectos unos
25 mm después del dispositivo de contacto, los electrodos gruesos unos 45 mm.
El perno espaciador (3) no debe ser desmontado.
¡ADVERTENCIA!
Las piezas rotativas presentan peligro de accidentes por apriete.
Proceda con sumo cuidado.
8. Elija el tipo de electrodo y el polvo de soldadura (gas) para que el material de
soldadura a grandes rasgos coincida en lo analítico con el material base. Elija la
dimensión del electrodo y r egule las especificaciones de la soldadura según los
valores recomendados por el proveedor de los productos accesorios.
9. Conecte el agua refrigerante y el gas (soldadura MIG/MAG).
10. Coloque el tubo del polvo de manera que no se tuerza y para obtener buena co-
bertura (soldadura de arco sumergida).
11. Controle que la distancia entre las ruedas del carro y la soldadura no sea inferior
a 50 mm durante el trabajo.
12. Cuando los lugares de los mangos se intercambian, controle que sean ajustados
hasta el fondo de manera que las superficies cónicas se toquen. Utilice el orificio
del mango como ayuda para ajustar bien. En caso necesario, limpie las roscas.
dfa4o1ca
-- 8 --

FUNCIONAMIENTO
Recarga del polvo de soldadura (válido para A6 TFD1 y A6 TFD2)
1. Cierre la válvula del polvo en el recipiente de polvo.
2. Afloje eventualmente el ciclón del admisor de polvo. Cargue polvo.
¡ATENCIÓN! El polvo debe estar seco. Siempre que sea posible evite utilizar
polvo aglomerante en exteriores y en entornos húmedos.
3. Regule la altura de la boquilla de polvo sobre el equipo de soldadura para obte-
ner la cantidad de polvo apropiada. La cubierta de polvo debe ser de una altura
tal que el arco de luz no debe pasar.
Modificación del equipo A6 TFD1 (soldadura de arco sumergido) a soldadura
MIG/MAG
1. Cambie el motor del electrodo y el engranaje
2. Conecte nuevamente la caja de maniobras PEG1 según el manual del operador
PEG1.
Instrucciones de op eración de la caja PEG1
Ver el manual del operador PEG1, n_ de pedido 443 392.
S La preparación cuidadosa de la unión a soldar es necesaria para obtener un
buen resultado.
¡ATENCIÓN! En la uni”n de la soldadura no debe haber separaciones de diferentes tamaños.
S Para evitar el peligro de grietas en caliente, el ancho de la soldadura debe ser
mayor que la profundidad de penetración
S Suelde siempre una muestra con el mismo tipo de unión y grueso de chapa que
el trabajo real.
¡ATENCIÓN! No pruebe NUNCA directamente en la pieza a soldar.
dfa4o1ca
-- 9 --
MANTENIMIENTO
MANTENIMIENTO
1. Caja de operaciones PEG 1, ver el manual del operador 443 392.
2. Motor de electrodos A6 VEC, ver el manual del operador 443 393.
3. Diariamente
S Mantenga las piezas móviles libres de polvo de soldadura y de polvo común.
S Controle que todos los conductores de electricidad y mangueras est, én
buen estado y correctamente conectados.
S Controle que todas las uniones de tornillos estén ajustadas.
S Controle la capacidad de freno del cubo del freno.
No debe ser tan pequeña como para que el tambor de electrodos siga girando al parar la alimentación del electrodo, y no debe ser tan grande como para que los rollos alimentadores patinen.
El valor guía de par de frenado para un tambor de electrodo de 30 kg es 1,5
Nm.
4. Periódicamente
S Controle los carbones del motor de electrodos cada 3 meses.
Reponga cuando se hayan gastado hasta los 6 mm.
S Controle las guías deslizantes, lubrique si están duras.
S Controle la regulación del electrodo por la unidad de alimentación, los rollos
motores y la boquilla de contacto, cambie las piezas gastadas o dañadas
(ver piezas o de desgaste en la página 67).
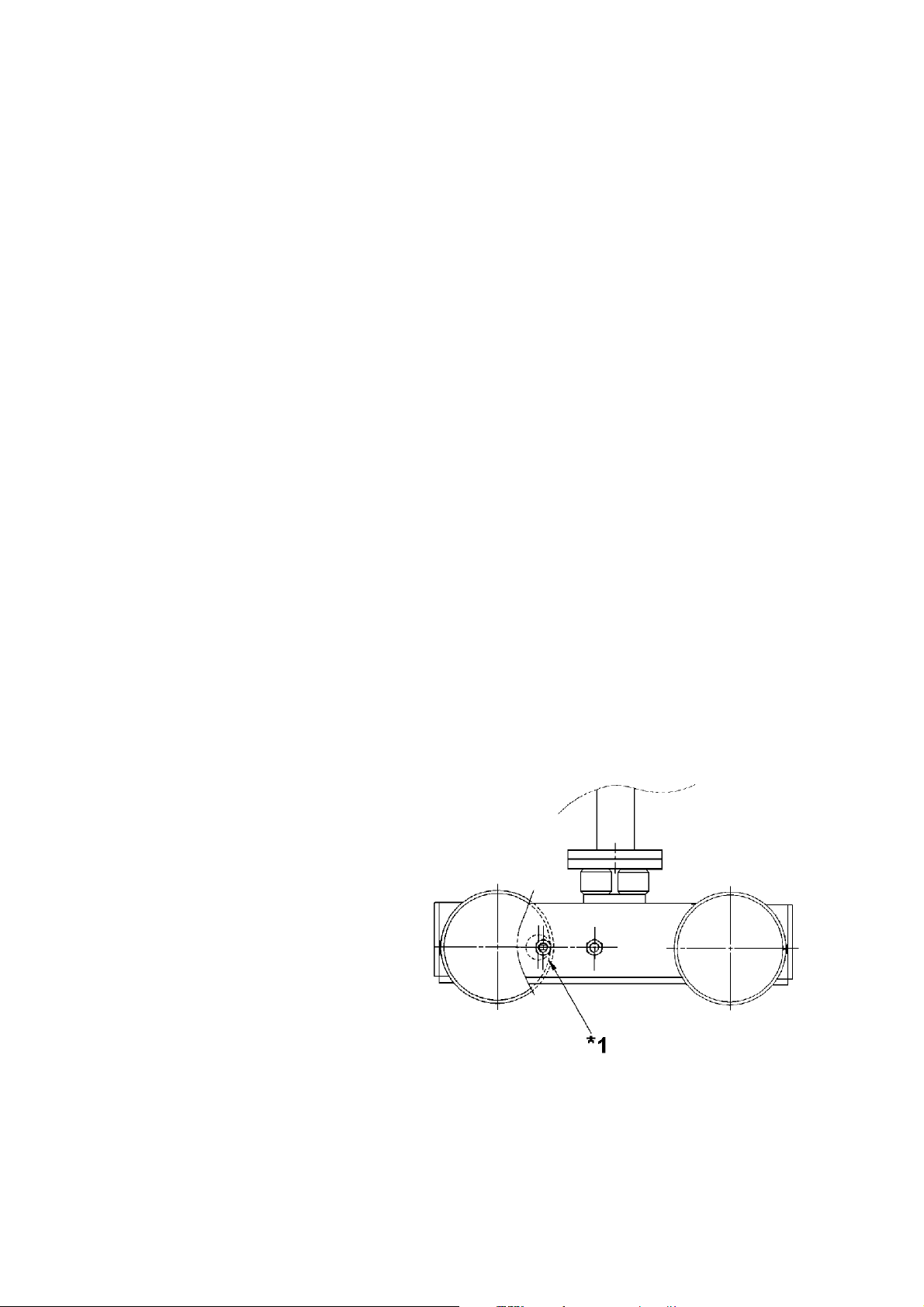
Si la tracción del carro comienza a
tironear, controle que la cadena
esté tensada.
Si es necesario debe tensar la cadena.
*1 Cuando la cadena se debe tensar, afloje la tuerca y gire el eje excéntrico,
ajuste la tuerca nuevamente.
dfa4m1ca
-- 1 0 --
dfa4b001

LOCALIZACIÓN DE AVERÍAS
Equipo
S Instrucciones caja de control PEG1, referencia 443 392.
S Instrucciones motor con engranaje A6 VEC, referencia 443 393.
Comprobar que
S la fuente de corriente de soldadura tenga la tensión de red
correcta
S las 3 fases tengan tensión (no tiene importancia la secuencia
de fases)
S los cables de soldeo y sus conexiones estén intactos
S los mandos estén en la posición deseada
S se ha desconectado la tensión de red antes de empezar la
reparación
LOCALIZACIÓN DE AVERÍAS
FALLOS POSIBLES
1. Síntoma Grandes variaciones de los valores de amperaje y tensión en
el display.
Causa 1.1 Desgaste o dimensión errónea de las abrazaderas de contactos o
la boquilla.
Medida Cambiar las abrazaderas o la boquilla.
Causa 1.2 Presión insuficiente de los carretes alimentadores.
Medida Aumentar la presión de los carretes.
2. Síntoma Alimentación de electrodo irregular.
Causa 2.1 Presión de los carretes alimentadores mal ajustada.
Medida Cambiar la presión de los carretes.
Causa 2.2 Dimensión errónea de los carretes.
Medida Cambiar los carretes.
Causa 2.3 Ranuras de los carretes alimentadores desgastadas.
Medida Cambiar los carretes.
3. Síntoma Sobrecalentamiento de los cables de soldeo.
Causa 3.1 Conexiones eléctricas defectuosas.
Medida Limpiar y apretar las conexiones eléctricas.
Causa 3.2 Dimensión insuficiente de los cables de soldeo.
Medida Utilizar un cable mayor o cables paralelos.
dfa3f1ca
-- 1 1 --

8,0 -- 12,7mm
arco
X--1
B--7
Electrodo de carbón
Cinta
0,5x30 -- 100mm
2x1,2 -- 3,0mm
Electrodo doble
Cincelado por aire de
co con polvo
Soldadura por ar-
con polvo
Soldadura por arco
X--1
X--1
B--7
B--7
156:1 156:1
156:1
(74:1)
INSTRUCCIONES DE CONEXION DE PEG1 Y A6 VEC
Hilo sencillo
Hilo sencillo
Electrodo
2,5 -- 6mm
2,5 -- 6mm
con polvo
Soldadura por arco
con polvo
Soldadura por arco
Método de soldadura
Corriente Continua Alterna Continua Continua Continua
Posición1ó2 Posición 1 Posición 1 Posición 1 Posición 2
Interruptor
(feed--back)
Posición superior Posición superior Posición inferior Posición superior Posición superior
Interruptor (9),
tarjeta de secuencias
X--1
B--7
X--1
B--7
Conexión de la
tarjeta de regulador
(A6 VEC)
156:1 156:1
Reducción
(A6 VEC)
4000 4000 4000 4000 4000
R.p.m. del rotor del
motor (A6 VEC)
12

ATTENZIONE
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA
OSSIDRICA SONO PERICOLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE
DISPOSIZIONI DI SICUREZZA BASATE SUI CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con
attrezzatura di protezione bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Può causare ustioni e dann i agli occhi
S Usare elmo protettivo per saldatura adeguato e abiti di protezione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli
oggetti infiammabili dal luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesio n i dell’udito
S Proteggete il vostro udito. Utilizzate cuffie acustiche oppure altr e protezioni
specifiche.
S Informate colleghi e visitatori di questo rischio.
IN CASO DI GUASTO
S Contattare il personale specializzato.
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA
DELL’INSTALLAZIONE E DELL’USO.
PROTEGGETE VOI STESSI E GLI ALTRI!
mmvarnia
-- 1 3 --
SICUREZZA
SICUREZZA
L’utilizzatore di una saldatrice automatica ESAB è responsabile delle misure di sicurezza per il personale che opera con il sistema o nelle vicinanze dello stesso.
Queste indicazioni sono da considerarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato
nelle istruzioni e solo da personale adeguatamente addestrato.
Una manovra erronea, causata da un intervento sbagliato, oppure l’attivazione di
una sequenza di funzioni non desiderata, può provocare anomalie che possono causare danni all’operatore o all’impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscerne:
S l’uso e il funzionamento
S la posizione dell’ar resto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
A tale fine ogni interruttore, pulsante o potenziometro è dotato di un cartello con
testo o figura che indica il tipo di movimento azionato o di collegamento attivato
in caso di manovra.
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro della saldatrice au-
tomatica prima che questa venga messa in funzione,
S che nessuno si trovi sul percorso del carrello o della slitta.
3. La stazione di lavoro deve:
S essere lib era da utensili, parti di macchina o altro materiale che possa osta-
colare il movimento dell’operatore nell’area di lavoro,
S essere organizzata in modo tale che l’arresto di emergenza sia immediata-
mente raggiungibile.
4. Abbigliamento di sicurezza
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di prote-
zione, abiti non infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture o bracciali che possano
impigliarsi.
5. Altro
I componenti sotto tensione sono normalmente protetti dal contatto.
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da per-
sonale specializzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo
adeguatamente segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sulla saldatrice
automatica quando è in esercizio.
df00f1ia
-- 1 4 --

DESCRIZIONE TECNICA
DESCRIZIONE TECNICA
La saldatrice automatica A6 TFD1 è montata su un carrello di avanzamento ed è
destinata alla saldatura ad arco sommerso di giunti di testa e cordone piano frontali
(in corrente continua o alternata).
La saldatrice automatica A6 TFD2 con due teste per saldatura è montata su un
carrello di avanzamento ed è destinata alla saldatura ad arco sommerso di giunti di
testa (in corrente continua o alternata).
La saldatrice A6 TGD1 è montata su un carrello di avanzamento ed è destinata alla
saldatura ad arco sotto gas con tili metallici di giunti di testa e cordoni pianofrontali
(in corrente continua).
La posizione della testa per saldatura può essere regolata in orizzontale e in vertica le grazie alle slitte lineari. Il movimento angolare viene regolato con la slitta angolare.
E’ vietato ogni altro utilizzo.
DATI TECNICI
A6 TFD1 A6 TFD2 A6 TGD1
Carico consentito 1500 A DC/AC 1500 A DC/AC 600 A DC
Dimensione elettrode
pieno filo singolo 3,0--6,0 mm 3,0--6,0 mm 1,0--2,4 mm
filo a tubolare 1,6--3,2 mm
filo doppio 2x2,0--2x3,0
Velocità di alimentazione dell’elettrodo,
max
Velocità di marcia, max. 2,5 m/min 2,5 m/min 2,5 m/min
Peso dell’elettrodo, max 30 kg 30 kg 30 kg
Volume del contenitore del flusso
(Non rifornire con flusso preriscaldato)
Peso (elettrodo e fondente esclusi) 110 kg 158 kg 100 kg
Momento frenante del mozzo del freno 1,5 Nm 1,5 Nm 1,5 Nm
4,2 m/min 4,2 m/min 17,5 m/min
10 l 10 l
Pendenza laterale, max 25_ 25_ 25_
Tensione di collegamento 42 V AC 42 V AC 42 V AC
Pressione acustica continua pesata in A 68 dB 68 dB 83 dB
Vedere gli schemi d’ingombro a pagina 61 e a pagina 62.
dfa4d1ia
-- 1 5 --
INSTALLAZIONE
INSTALLAZIONE
Collegamento saldatrice automatica -- generatore di corrente
1. Impostare la saldatrice su saldatura di giunti di testa o cordone piano frontale co-
me da figura a pagina 61.
2. Motore elettrodo A6 VEC, vedi istruzioni per l’uso 443 393.
3. Centralina di comando saldatura PEG 1, vedi istruzioni per l’uso 443 392.
4. Connettere i cavi secondo lo schema a pagina 63 e a pagina 65.
S Corrente continua
S Collegare il cavo di comando (08) per A6 TFD1 e (15) per A6 TGD1 tra il
generatore di corrente (01) e la centralina di comando PEG1 (02).
S Collegare il cavo con terminale (07) e (08) tra il generatore di corrente
(01) e il derivatore.
S Corrente alternata
S Collegare il cavo di comando (08) tra la cassetta di apporto (11) e la cen-
tralina di comando PEG1 (02)
S Collegare la cassetta di apporto (11) al generatore di corrente (10)
S Collegare il cavo di saldatura (07) tra il generatore di corrente (10) e il
derivatore
S Collegare il cavo di ritorno tra il generatore di corrente (01, 10) e il pezzo in
lavorazione.
S Collegare il cavo di alimentazione (09) e (16) tra il pezzo il lavorazione e il
generatore di corrente (01,10) oppure tra il pezzo in lavorazione e la centralina di comando PEG1 ( 02) oppure tra il pezzo in lavorazione e la centralina
di comando (per esempio usando un generatore di corrente di altra marca).
S Collegare il motore con il riduttore A6 VEC alla centralina di comando PEG1
(02).
Controllare che la centralina di comando PEG1 sia collegata secondo la tabella a
pagina 24 e che il rapporto di riduzione e il numero di giri del rotore siano stati
impostati secondo quanto indicato.
Caricamento dell’elettrodo di saldatura.
Sostituzione della bobina dell’elettrodo.
S Smontare il tamburo dell’elettrodo dal mozzo
del freno (2) e staccare la fiancata (3).
S Posizionare la bobina dell’elettrodo (1) sul tamburo
e rimontare la fiancata (3).
S Montare il tamburo dell’elettrodo o la bobina
monouso sul mozzo (2).
OSSERVARE la posizione del menabrida.
dfa4i1ia
-- 1 6 --
aza5dp17

IMPORTANTE!
Per evitare che la bobina esca dal
mozzo;
Bloccare la bobina con il volantino rosso,
secondo il cartello (vedi figura a lato)
posizionato accanto al mozzo del freno.
5. Dispositivi di contatto
S Elettrodo singolo 1,6 -- 2,5 mm (4,0 mm). Light duty (D20)
Da usarsi se necessario, per. es. in spazio limitato, d imensioni dell’elettrodo
fino a 4,0 mm.
Usare tubo di contatto D20 con ugello (filettatura M12), vedi tabella a pagina
69.
S Serrare l’ugello con una chiave del 10, per ottenere un buon contatto.
Usare, per elettrodi sottili Ø 1,6 -- 2,5 mm, tubo guida e guidafilo separato.
S Montare la pinza del tubo guida nel foro M12 per il rullo fisso di guida sul
rullo di guida standard. Il tubo guida deve andare a battere contro l’ugello di contatto e quindi tagliarlo eventualmente in modo che la distanza
dal rullo di avanzamento sia di ca. 5 mm.
INSTALLAZIONE
S Montare il gruppo guidafilo sopra la pinza per il rullo guidafilo.
S Elettrodo singolo 3,0 -- 6,0 mm. Heavy duty (D35)
Usare il tubo di contatto D35 con ganasce. Vedere anche le indicazioni relative al tubo di contatto D20 per elettrodi di dimensioni fino a 4,0 mm in ambienti stretti.
S Usare gruppo guidafilo standard per A6 con un rullo fisso e uno mobile.
S Montare la ganascia con le viti M5 allegate, una parte della ganascia nel
tubo di contatto fisso e una parte nella metà mobile del tubo di contatto
in sezioni.
S Montare in sede la parte mobile con la ganascia, sotto la vite di spinta e
stringere in modo da assicurare il contatto tra la ganascia e l’elettrodo.
S Elettrodi tubolari
Per gli elettrodi tubolari è possibile usare sia il tubo di contatto D20 che D35.
Se vengono usate le ganasce (D35) la pressione sulle ganasce deve essere
tale da non deformare l’elettrodo. Controllare che si sia raggiunto il contatto
con l’elettrodo.
dfa4i1ia
-- 1 7 --

INSTALLAZIONE
S Filo doppio.
Usare sempre il tubo di contatto D35 in caso di filo doppio con tubo guidafilo
e gruppo separato.
S Montare la pinza per il tubo guidafilo nel foro M12 per il rullo fisso sul
gruppo guidafilo standard. Il tubo deve battere contro la ganascia (Heavy
Twin) oppure contro l’adattatore per l’ugello di contatto (Light Twin).
S Regolare la lunghezza del tubo in modo che si trovi a circa 5 mm dal rul-
lo di alimentazione.
Filo doppio 2x1,2 -- 2x2,0 mm, Light Twin:
Usare (2 ) ugelli d contatto con filettatura M 6. Per le dimensioni relative all’elettrodo vedi tabella a pagina 69.
S Serrare bene i due ugelli per ottenere il contatto.
S Montare l’adattatore per gli ugelli M6 con la vite M5 nella sezione fissa
del tubo di contatto a sezioni. In questa applicazione non sono necessarie la vite di pressione e la parte mobile del tubo di contatto.
Filo doppio 2x2,0 -- 2x3,0 mm, Heavy Twin:
S Usare le ganasce di contatto Twin, per elettrodi spessi.
(2x2,0 mm, vedi anche Light Twin)
S Montare la ganascia con le viti M5 allegate.
N.B! Montare la parte della ganascia con il beccuccio sulla parte fissa
del tubo di contatto.
S Smontare la parte mobile del tubo di contatto al momento di caricare il
nuovo elettrodo, svitando la vite di pressione.
S Far avanzare l’elettrodo e infilarlo nella traccia sulla sezione fissa della
ganascia (beccuccio).
S Allentare la vite M5 per la ganascia e montare la sezione libera con una
vite a brugola M8, in modo che la sezione di ganascia con beccuccio e la
parte opposta corrispondente avvolgano gli elettrodi. Avvitare la sezione
mobile del tubo di contatto con viti M5 in modo da ottenere il contatto.
S Regolazione degli elettrodi per saldatura Twinarc:
Per il migliore risultato posizionare gli elettrodi nel giunto, girando il tubo di
contatto. Entrambi gli elettrodi possono essere girati in modo tale da essere
allineati con il giunto, o in posizione a piacere fino a 90_ trasversali
al giunto, vale a dire un elettrodo su ciascun lato del giunto stesso.
S Saldatura in tandem
S La distanza tra il primo e il secondo e lettrodo deve essere tale che la
scoria non solidifichi prima dell’arrivo del secondo elettrodo.
S Osservare che vi sia buona copertura di flusso tra il primo e il secondo
elettrodo.
dfa4i1ia
-- 1 8 --

USO
1. Regolazione della forza di frenata:
S Posizionare il pulsante di fer-
mo (006) in posizione chiusa.
S Infilare un cacciavite nelle
molle del mozzo.
USO
S Girando le molle in senso
orario (002) la forza frenante
diminuisce.
S In senso antiorario aumenta.
N.B! Agire sulle molle in modo uguale.
2. Controllare che il rulllo di alimentazione (1) e le
ganasce (4) siano della dimensione giusta.
3. Sostituzione del rullo di alimentazione
(vedere parti soggette ad usura a pagina 67).
S Filo singolo
S Allentare i volantini (5) e (6)
S Allentare la manopola (2).
S Sostituire il rullo.
Questi sono contrassegnati con la
rispettiva dimensione del filo.
S Elettrodo doppio
S Per sostituire il rullo per il doppio filo,
procedere come in precedenza.
aza5dp08
S OSSERVARE! Sostituire anche il rullo
di spinta, il rullo di spinta sferico per il
filo doppio sostituisce quello standard per
il filo singolo.
S Montare il rullo di spinta con lo speciale perno (art. no. 146 253--001).
S Elettrodo a tubolare
S Sostituire il rullo di alimentazione e quello di spinta in coppia, per le di-
mensioni dell’elettrodo.
NB! Per il rullo di pressione è richiesto un apposito perno dell’albero (art.
no. 2129 011--01).
S Stringere adeguatamente la vite di pressione, in modo da non deformare
l’elettrodo tubolare.
S Posizionare l’estremità dell’elettrodo nella traccia sul rullo.
4. In caso di elettrodi di diametro maggiore a 2 mm:
Raddrizzare 0,5 m di elettrodo e farlo avanzare manualmente attraverso il guidafilo.
dfa3d002
dfa4o1ia
-- 1 9 --

USO
5. Regolare la spinta dell’elettrodo contro il rullo di avanzamento con il
volantino (6).
N.B! Serrare abbastanza da ottenere un avanzamento continuo. Non serrare
troppo il volantino (6) che deve mantenere un certo molleggio.
6. Collegare a rete il generatore di corrente.
Far avanzare l’elettrodo per 30 mm con l’interruttore A 02 sulla centralina di comando PEG 1.
7. Orientare l’elettrodo con il volantino (5). Gli elettrodi più sottili devono essere drit -
ti per almeno 25 mm dopo il contatto, mentre per gli elettrodi più spessi valutare
45 mm.
Non smontare il bullone (3).
ATTE NZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
8. Scegliere il tipo di elettrodo ed il flusso per saldare (gas) in modo che il materiale
per saldare corrisponda grosso modo al materiale di base. Scegliere dimensioni
dell’elettrodo e parametri di saldatura secondo i valori orientativi raccomandati
dal fornitore del materiale di apporto.
9. Collegare l’acqua di raffreddamento e il gas (saldatura MIG/MAG).
10. Posizionare il tubo del flusso in modo che non si pieghi e assicuri una buona co-
pertura (saldatura ad arco sommerso).
11. Controllare che durante la saldatura la distanza tra le ruote del carrello e il giunto
di saldatura non scenda sotto i 50 mm.
12. Cambiando posto alle maniglie di guida, avere cura di avvitarle a fondo, in modo
che le superfici coniche vadano ad incontrarsi. Per serrare bene aiutarsi con il
foro sulla maniglia. Se necessario pulire le filettature.
dfa4o1ia
-- 2 0 --

USO
Rifornimento del flusso per saldare (soloperA6TFD1eA6TFD2).
1. Chiudere la valvola del flusso sul contenitore.
2. Staccare l’eventuale ventola dall’aspiratore. Rifornire di flusso. N.B! Le flusso per
saldare deve essere asciutto. Evitare di saldare con flussi che tendono a formare
grumi in ambienti umidi o all’aperto.
3. Regolare l’altezza dell’ugello la saldatura, in modo da ottenere una quantità di
flusso adeguata.
La quantità di flusso deve essere tale da non lasciar trasparire l’arco.
Modifica di A6 TFD1 (saldatura ad arco sommerso) per saldatura MIG/MAG
1. Sostituire il motore dell’elettrodo con riduttore.
2. Ricollegare la centralina PEG1 secondo il manuale di istruzioni per PEG1.
Istruzioni per l’uso della centralina di comando PEG1
Vedere il manuale di istruzioni della centralina di comando PEG1, no. d’ord. 443 392.
S Per il migliore risultato è necessaria l’accurata preparazione del giunto da salda -
re.
OSSERVARE! La larghezza del giunto deve essere costante.
S Per evitare il rischio di formazione di cricche da calore, la larghezza della salda -
tura deve essere superiore alla profondità.
S Eseguire sempre una saldatura di prova con una lamiera dello stesso spessore
e con un giunto di larghezza uguale a quelle del pezzo in lavorazione.
OSSERVARE! NON eseguire MAI una saldatura di prova sul pezzo in lavorazione.
dfa4o1ia
-- 2 1 --

MANUTENZIONE
MANUTENZIONE
1. Centralina comando PEG 1, vedi istruzioni per l’uso 443 392.
2. Motore elettrodo A6 VEC, vedi istruzioni per l’uso 443 393.
3. Giornalmente
S Mantenere le parti mobili della saldatrice libere da sporco e flusso per salda-
tura.
S Controllare che tutti i cavi e i collegamenti elettrici siano integri e corretta-
mente eseguiti.
S Controllare che tutte le viterie siano ben serrate.
S Controllare la forza frenante del freno del mozzo .
Deve essere tale da fermare il tamburo dell’elettrodo in caso di arresto ma
da non far slittare i rulli di spinta.
A titolo orientativo con un tamburo da 30 kg la forza frenante deve essere
1,5 Nm.
4. Periodicamente
S Controllare le spazzole del motore e sostituirle quando sono consumate a
6 mm.
S Controllare le guide e lubrificare se necessario.
S Controllare il guidafilo dell’alimentatore, i rulli di spinta e l’ugello di contatto.
Sostituire le parti usurate o danneggiate.
(Vedi parti di usura a pagina 67).
Se l’avanzamento del carrello non
è più uniforme controllare la tensione della catena.
Se necessario, tendere la catena.
*1 Per tendere la catena, allentare il dado e ruotare l’eccentrico, riserrare poi il
dado.
dfa4m1ia
-- 2 2 --
dfa4b001

RICERCA GUASTI
RICERCA GUASTI
Attrezzatura
S Istruzioni per l’uso centralina di comando PEG1, art. no. 443 392.
S Istruzioni per l’uso motore con riduttore A6 VEC, art no. 443 393.
Controllare
S che la saldatrice sia collegata per la corretta tensione a rete
S che le tre fasi siano in carico (la sequenza delle fasi ètrascurabile)
S che i cavi di saldatura e le relative connessioni siano integri
S che il comando sia nella posizione desiderata
S che l’alimentazione a rete sia staccata prima di cominciare la ripa-
razione
POSSIBILI GUASTI
1. Sintomo Amperaggio e voltaggio presentano grandi variazioni sul
display.
Causa 1.1 Le ganasce di contatto o gli ugelli sono consumati o di dimensioni
errate.
Intervento Sostituire le ganasce o gli ugelli.
Causa 1.2 La pressione ai rulli di spinta é insufficiente.
Intervento Aumentare la pressione ai rulli di spinta.
2. Sintomo Avanzamento irregolare dell’elettrodo.
Causa 2.1 La pressione ai rulli di spinta non è regolata bene.
Intervento Modificare la pressione ai rulli di spinta.
Causa 2.2 Rulli di spinta di dimensioni errate.
Intervento Sostituire i rulli di spinta.
causa 2.3 Le tracce sui rulli di spinta sono consumate.
Intervento Sostituire i rulli di spinta.
3. Sintomo I cavi di saldatura si surriscaldano.
Causa 3.1 Connèssioni elettriche insufficienti.
Intervento Pulire e serrare tutte le connessioni.
Causa 3.2 I cavi di saldatura sono sottodimensionati.
Intervento Aumentare le dimensioni dei cavi o usare cavi in parallelo.
dfa3f1ia
-- 2 3 --

X--1
B--7
8,0 -- 12,7mm
Elettrodo al carbonio
Nastro
0,5x30 -- 100mm
Filo doppio
2x1,2 -- 3,0mm
Taglio ad arco con
Saldatura ad ar-
Saldatura ad arco
aria com pressa
co somm erso
sommerso
Corrente conti-
Corrente continua
nua
X--1
X--1
B--7
B--7
156:1 156:1
156:1
(74:1)
ISTRUZIONI PER IL COLLEGAMENTE DI PEG1 E A6 VEC
X--1
B--7
Saldatura ad arco
Saldatura ad arco
sommerso
X--1
B--7
sommerso
Posizione1o2 Posizione 1 Posizione 1 Posizione 1 Posizione 2
Posizione su Posizione su Posizione giù Posizione su Posizione su
156:1 156:1
4000 4000 4000 4000 4000
2,5 -- 6mm
Filo singolo
2,5 -- 6mm
Filo singolo
Elettrodo
Metodo di saldatura
Tipo di corrente Corrente continua Corrente alternata Corrente continua
Interruttore
(feed--back)
24
Interruttore (9),
Scheda di sequenza
Connessione scheda
regolatore
(A6 VEC)
Riduzione
(A6 VEC)
Indotto motore
giri/min (A6 VEC)

ATENÇÃO
SOLDADURA E CORTE A ARCO PODEM SER NOCIVOS TANTO PARA SI COMO
PARA OUTRAS PESSOAS. SEJA, PORT ANTO, CAUTELOSO QUANDO UTILIZAR ESSES MÉTODOS. SIGA AS ESPECIFICAÇÕES DE SEGURANÇA DO SEU
EMPREGADOR QUE DEVERÃO BASEAR--SE NOS TEXTOS DE ADVERTÊNCIA
ABAIXO.
CHOQUE ELÉCTRICO -- Pode matar
S Instale o equipamento de soldar e ligue à terra conforme as normas
apropriadas.
S Não toque em partes condutoras de corrente,
eléctrodos ou fios de soldar com as mãos desprotegidas nem com o
equipamento de protecção molhado.
S Isole--se a si próprio da terra e da peça a trabalhar.
S Certifique-- se de que a sua posição de trabalho é segura.
FUMO E GÁS -- Podem ser prejudiciais à sua saúde
S Mantenha o rosto afastado do fumo de soldadura.
S Ventile e aspire para o exterior o fumo de soldadura e gás, eliminando--os da
sua e das outras áreas de trabalho.
RAIOS LUMINOSOS -- São nocivos aos seus olhos e podem queimar a pele
S Proteja os olhos e a epiderme. Use capacete e luvas de soldar apropriados e
vista roupas de protecção
S Proteja os arredores com biombos ou cortinas apropriados.
RISCO DE INCÊNDIO
S Faíscas podem provocar incêndios. Portanto, retire todos os materiais
inflamáveis das imediações do local de soldar.
RUÍDOS -- Ruídos excessivos podem causar danos à audição
S Proteja os seus ouvidos. Use protectores de ouvidos ou outra protecção
auditiva.
S Previna os circunstantes sobre os riscos.
EM CASO DE MAU FUNCIONAMENTO
S Dirija--se a um técnico especializado.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES
ANTES DA INSTALAÇÃO E UTILIZAÇÃO
mmvarnpa
PROTEJA--SE A SI MESMO E AOS OUTROS!
-- 2 5 --

SEGURANÇA
SEGURANÇA
O utlilizador de um equipamento automático de soldadur a ESAB é responsável pelas medidas de segurança relacionadas com o pessoal que trabalha com o sistema
ou nas suas proximidades.
O conteúdo destas recomendações pode ser considerado como um suplemento às
regulamentações normais relacionadas com o local de trabalho.
O trabalho deve ser efectuado, respeitando as instruções dadas, por pessoal bem
familiarizado com o m odo de funcionam ento do equipamento automático de soldadura.
O manuseio incorrecto, provocado por manobras incorrectas, ou por uma sequência
errada de funções, pode causar uma situação anormal que pode resultar em injúrias
pessoais ou danificação do equipamento.
1. Todo o pessoal que trabalha com o equipamento automático de soldadura deve
conhecer bem:
S o modo de procedimento
S a localização da paragem de emergência
S o seu funcionamento
S os regulamentos de segurança em vigor
A fim de facilitar isso, está cada conexão eléctrica, botão ou potenciómetro,
apetrechado com uma marcação ou letreiro, que indica o tipo de movimento activado ou ligação efectuada ao fazer a manobra.
2. O operador deve assegurar--se de que:
S não se encontra nenhuma pessoa estranha a funçãu, dentro da zona de tra-
balho do equipamento automático de soldadura, antes de pôr o equipamento
em funcionamento.
S Que nenhuma pessoa se encontra em lugar errado, ao pôr em andamento o
carro automotor.
3. O local de trabalho deve:
S estar isento de peças de máquinas, ferramentas ou material armazenado
que possam impedir a livre movimentação do operador dentro da área de
trabalho.
S estar disposto de modo a satisfazer as exigências de fácil acesso à paragem
de emergência.
4. Equipamento de protecção pessoal
S Usar sempre o equipamento de protecção pessoal completo recomendado,
por ex. óculos de protecção, roupas resistentes ao fogo, luvas de protecção.
S Nunca usar peças de roupa soltas durante o trabalho, como cintos, nem pul-
seiras, fios, etc. que possam ficar presos.
5. Restante
As peças condutoras de corrente estão normalmente protegidas.
S Verificar se os cabos de retorno estão correctamente ligados.
S As intervenções nas unidades eléctricas devem ser exclusivamente efec-
tuadas p o r pessoal especializad o .
S O equipamento necessário para extinção de incêndios deve estar facilmente
acessível em lugar bem assinalado.
S A lubrificação e m anutenção do equipamento automático de soldadura não
deve nunca ser efectuado com o equipamneto em funcionamento.
df00f1pa
-- 2 6 --

DESCRIÇÃO TÉCNICA
DESCRIÇÃO TÉCNICA
Equipamento automático para soldadura A6 TFD1 está montado numa carreta
tractor e destina--se a soldadura UP de juntas topo a topo e de filete (com motor de
corrente contínua ou de corrente alternada).
Equipamento automático para soldadura A6 TFD2 com duas cabeças de soldadura, está montado numa carreta tractor e destina--se a soldadura UP de juntas topo (com motor de corrente contínua ou alternada).
Equipamento automático para soldadura A6 TGD1 A posição da cabeça de soldadura pode ser regulada horizontal e verticalmente, por meio dos deslizadores régua. O movimento angular é regulado por meio do deslizador angular.
Qualquer ou t ra utilização é expressamente proibida.
ESPECIFICAÇÕES TÉCNICAS
A6 TFD1 A6 TFD2 A6 TGD1
Carga permitida 1500 A DC/AC 1500 A DC/AC 600 A DC
Dimensões de eléctrodo
fio simples massiço 3,0--6,0 mm 3,0--6,0 mm 1,0--2,4 mm
fiodetubo 1,6--3,2 mm
fio duplo 2x2,0--2x3,0
Velocidade de alimentação de eléctrodo,
máx
Velocidade de deslocamento, máx. 2,5 m/min 2,5 m/min 2,5 m/min
Peso de eléctrodo, máx 30 kg 30 kg 30 kg
Capacidade do depósito de pó
(Não encher com pó préaquecido)
Peso (excl eléctrodo e pó) 110 kg 158 kg 100 kg
Binário de travagem do cubo de travão 1,5 Nm 1,5 Nm 1,5 Nm
Inclinação lateral, máx 25_ 25_ 25_
4,2 m/min 4,2 m/min 17,5 m/min
10 l 10 l
Tensão de ligação 42 V AC 42 V AC 42 V AC
Pressão de som contínua medida A 68 dB 68 dB 83 dB
Ver o desenho de medidas na página 61 e página 62.
dfa4d1pa
-- 2 7 --

INSTALAÇÃO
INSTALAÇÃO
Ligação equipamento automático de soldadura -- font e de c o rrente
1. Regular o equipamento automático de soldadura para, respectivamnete, solda-
dura de topo e soldadura filete, segundo a figura a pagina 61.
2. Motor de eléctrodo A6 VEC ver o manual do operador 443 393.
3. Caixa de manobras PEG1, ver o manual do operador 443 392.
4. Ligue cabos segundo o esquema da pág. 63 e pág 65.
S Corrente contínua
S Ligar o cabo de manobras (08) para A6 TFD1 resp (15) para A6 TGD1
entre a fonte de corrente para soldadura (01) e a caixa de manobras
PEG1 (02).
S Ligar o fio apetrechado com grampo de cabo (07) resp (08) entre a fonte
de corrente para soldadura (01) e o shunt.
S Corrente alternada
S Ligar o cabo de manobras (08) entre a caixa de acessórios (11) e a cai-
xa de manobras PEG1 ( 02).
S Ligar a caixa de acessórios (11) à fonte de corrente para soldadura (10).
S Ligar o fio de soldadura (07) entre a fonte de corrente para soldadura
(10) e o shunt.
S Ligar o cabo de retorno entre a fonte de corrente para soldadura (01, 10) e a
peça de trabalho.
S Ligar o cabo de medição (09) resp. (16) entre a peça de trabalhoeafonte
de corrente para soldadura (01,10) ou entre a peça de trabalhoeacaixade
manobras PEG1 (02) (por ex. quando é usada uma fonte de corrente de
marca diferente).
S Ligar o motor A6 VEC à caixa de manobras PEG1 (02).
Verificar se a caixa de manobras PEG1 está ligada segundo a tabela na página
36eseadesmultiplicaçãoeoregimederotaçõesdorotor,estãoregulados segundo a mesma tabela.
Carregamento do eléctrodo de soldadura.
Substituição de bobina do eléctrodo.
S Desmontar o cilindro do eléctrodo para
fora do cubo do travão (2) e desmontar a
extremidade (3).
S Colocar a bobina do eléctrodo (1) no
clindro do eléctrodo e montar a extre-
midade (3).
S Montar o cilindro do eléctrodo e, respectivam-
nete, a bobina perdível no cubo do travão (2).
OBSERVAR a posição do grampo.
dfa4i1pa
-- 2 8 --
aza5dp17

IMPORTANTE!
Para impedir que a bobina do electrodo deslize
do cubo de travão;
Bloquear a bobina com a ajuda do botão vermelho
segundo a etiqueta de aviso (ver a figura ao lado)
colcocar ao lado do cubo de travão.
5. Equipamento de contacto
S Eléctrodo simples 1,6 -- 2,5 mm (4,0 mm). Light du t y (D20)
Usar se necessário, por ex. em espaços apertados, eléctrodos com dimen-
sões até 4,0 mm.
Usar o tubo de contacto D20 com a agulha de contacto (M12--rosca) ver a
tabela na página 69.
S Apertar a agulha com a chave n_.10 a fim de obter bom contacto.
Para eléctrodos de pouca espessura, Ø 1,6 -- 2,5 mm, usar tubo guia sepa-
rado e dispositivo rectificador separado.
INSTALAÇÃO
S Montar a abraçadeira para o tubo guia no orifício M12, para o r olo rectifi-
cador fixo no dispositivo de rectificação standard. O tubo guia deve ficar
até ao fundo contra a agulha de contacto e deve cortar o comprimento
eventual, de modo a que a distância até ao rolo de alimentação seja
aprox. 5 mm.
S Montar o rectificador do fio fino na parte de cima da abraçadeira para o
dispositivo rectificador.
S Fio d e eléctrodo 3,0 -- 6,0 mm. Heavy du ty (D35)
Usar tubo de contacto D35 com grampos de contacto. Ver também as ob -
servações relacionadas com o tibo de contacto D20 para eléctrodos com di-
mensões até 4,0 mm em espaços apertados.
S Usar o dispositivo rectificador standard para o A6 com rectificador com-
posto de um rolo rectificador fixo e um ajustável.
S Montar o grampo e contacto com os parafusos M5 que acompanham o
equipamento, uma parte do grampo de contacto no tubo de contacto fixo
e outra parte na metade solta do tubo de contacto dividido.
S Montar a metade solta com o grampo de contacto no devido lugar debai-
xo do parafuso de pressão, e apertar até ao fundo de modo a obter bom
contactoentreogrampodecontactoeoeléctrodo.
S Eléctrodos de tubo.
Para os eléctrodos de tubo podem ser utilizados os tubos de contacto D20 e
D35.
Se forem usados os grampos de contacto (D35), a pressão sobre os gram-
pos de contacto deve ser apertada sendo exercida uma força suficiente de
modo a não deformar o eléctrodo. Verificar se obtém uma boa transmissão
de contacto ao eléctrodo.
dfa4i1pa
-- 2 9 --

INSTALAÇÃO
S Fio duplo.
Usar sempre o tubo de contacto D35 para o fio duplo com tubo guia e rectifi-
cador separado.
S Montar a abraçadeira para o tubo guia no orifício M12 para o rectificador
fixo no dispositivo rectificador standard. O tubo guia deve ficar encosta do contra o grampo de contacto (Heavy Twin) ou contra o adaptador para a agulha de contacto (Light Twin).
S Adaptar o comprimento do tubo guia, de modo a que a distância ao rolo
de alimentação seja aprox. 5 mm.
Fio duplo 2x1,2 -- 2x2,0 mm, Light Twin:
Usar (2 ex.) agulhas de contacto com rosca M6. Sobre a dimensão para a
dimensão de eléctrodo respectiva, ver a tabela na página 69.
S Apertar bem as agulhas de contacto, a fim de obter uma boa transmis-
são de contacto.
S Montar o adaptador para as agulhas de contacto M6 com parafusos M5
na parte fixa do tubo de contacto dividido. O parafuso de pressão e a
metade solta do tubo de contacto não são necessários nesta aplicação.
Fio duplo 2x2,0 -- 2x3,0 mm, Heavy Twin:
S Usar grampos de contacto Twin, para eléctrodos espessos.
(2x2,0 mm, ver também Light Twin).
S Montar o grampo de contacto com os parafusos M5 que acompanham o
equipamento.
OBS! Montar a metade do grampo de contacto com bico na parte fixa
do tubo de contacto.
S Desmontar a metade solta do tubo de contacto ao carregar novos eléc-
trodos, através de desmontar o parafuso de pressão.
S Fazer baixar o eléctrodo e conduzi--lo para dentro da ranhura na metade
fixa do grampo de contacto (bico).
S Desmontar o parafuso M5 e montar a metade solta com o parafuso he-
xagonal M8, de modo a que a metade do grampo de contacto com o bicoeametadecontráriadogrampodecontactoenvolvaomseléctrodos.
A metade solta do tubo de contacto é fixa com os parafusos M5, de mo do a obter o contacto.
S Regulação de eléctrodos para soldadura Twinarc:
Regular os eléctrodos na junta para obter um resultado de soldadura optimi-
zado, através de fazer rodar o tubo de contacto. Os dois eléctrodos podem
ser rodados de modo a ficarem colocados um atrás do outro, em linha com
a junta, ou em posição opcional até 90_ transversalmente na junta, isto é,
um eléctrodo de cada lado da junta.
S Soldadura Tandem
S Adistânciaentreoprimeiroeosegundo eléctrodo não deve ser tão
grande que a escória tenha tempo de endurecer antes do outro eléctrodo chegar.
S Verificar se existe uma boa cobertura de pó entre o primeiroeosegun-
do eléctrodo.
dfa4i1pa
-- 3 0 --

FUNCIONAMENTO
1. Regulação d o binário d e travagem:
S Colocar o botão de bloquea-
mento (006) na posição de blo-
queamento.
S Introduzir uma chave de
fendas nas molas do cubo.
S Rodando as molas para a direita
(002) obtém menor binário de
travagem.
S Rodando para a esquerda obtém maior binário de travagem.
OBS! Rodar as molas igualmente.
2. Verificar se o rolo de alimentação (1) e os grampos
de contacto (4) têm a dimensão correcta.
FUNCIONAMENTO
aza5dp08
3. Substituição d o s rolos de alimentação
(ver peças de desgaste na página 67).
S Eléctrodo simples
S Desmontar os botões (5) e (6).
S Desmontar o volante de mão (2).
S Substituir o rolo de alimentação.
Estão marcados com a dimensão
de fio respectiva.
S Eléctrodo duplo
S Substituir o rolo de alimentação com
ranhuras duplas, procedendo do mesmo
modo que para o eléctrodo simples.
S ATENÇÃO! Mudar também o rolo de pres-
são. O rolo de pressão especial esférico para fio
duplo, substitui o rolo de pressão para fio simples.
S Montar o rolo de pressão com um pivô de eixo especial
(art. n_. 146 253--001).
S Eléctrodo de tubo
S Substituir o rolo de alimentação e o rolo de pressão aos pares para a
dimensão de fio respectiva.
OBS! Para o rolo de pressão requere--se um apoio de eixo especial (art.
n_. 2129 011-- 01).
dfa3d002
S Apertar o parafuso de pressão com força suficiente, de modo a não de-
formar o eléctrodo de tubo.
S Colocar a extremidade do eléctrodo na ranhura do rolo de alimentação.
4. Para os eléctrodos com dimensões superiores a 2 mm:
endireitar 0,5 m do eléctrodo e fazer baixar o eléctrodo manualmente através do
dispositivo rectificador.
dfa4o1pa
-- 3 1 --
FUNCIONAMENTO
5. Regular a pressão do eléctrodo contra o rolo de alimentação por meio do botão
(6).
OBS! Não apertar demasiado, garantindo que se obtém uma alimentação segura. O botão com força de mola (6) não deve ser apertado até ao fundo, deve
continuar a haver um pouco de suspensão.
6. Ligar a fonte de corrente para soldadura à rede.
Fazer avançar o eléctrodo 30 mm com a ligação eléctrica A 02 na caixa de manobras PEG 1.
7. Dirigir o eléctrodo com o botão (5). O eléctrodo fino deve estar direito aprox. 25
mm a seguir ao dispositivo de contacto, o eléctrodo grosso aprox. 45 mm a seguir ao dispositivo de contacto.
A cavilha (3) não deve ser desmontada.
AVISO!
As peças em rotação constituem risco de ficar entalado, seja
por isso extremamente
8. Escolherotipodeeléctrodoeopódesoldadura (gás) de modo a que o material
de soldadura esteja em geral em conformidade, do ponto de vista analítico, com
o material básico. Escolher a dimensão de eléctrodo e as especificações de soldadura segundo os valores recomendados pelo fornecedor de acessórios.
9. Ligar a água de arrefecimento e o gás (soldadura MIG/MAG).
10. Colocar o tubo de pó de modo a não se dobrar e de modo a garantir uma boa
cobertura de pó (soldadura UP).
cuidadoso.
11. Verificarseadistânciaentrearodadacarretaeafuntadesoldadura não é inferior a 50 mm durante a soldadura.
12. Quando é alterado o lugar para o punho de direcção, verificar se os parafusos
ficam apertados até ao fundo de modo a que as superfícies cónicas se encontrem. usar o orifício no punho de direcção para o ajudar a apertar bem. Caso necessário, limpar as r o scas.
dfa4o1pa
-- 3 2 --

FUNCIONAMENTO
Enchimento de pó de soldadura (paraA6TFD1eA6TFD2)
1. Fechar a válvula de pó no depósito de pó.
2. Desmontar o eventual ciclone para o aspirador de pó. Encher de pó de soldadura. OBS! O pó de soldadura deve estar bem seco. Evitar na medida do possível,
usar pó de soldadura aglomerado no exterior ou em ambientes húmidos.
3. Regular a altura das agulhas de pó sobre a soldadura, de modo a que a quantidade de pó apropriada seja obtida. A camada de p” deve ter a altura suficiente
para que não se dê a passagem do arco voltáico.
Reconstrução de A6 TFD1 (soldadura UP) para soldadura MIG/MAG.
1. Substituir o motor de eléctrodo com engrenagem.
2. Fazer novamente a ligação da caixa de manobras PEG1 segundo o manual do
operador sobre PEG1.
Instruções de manobras para a caixa de manobras PEG1.
Ver o manual do operador sobre a caixa de manobras PEG1, art.n _. 443 392.
S Requere--se uma preparação minuciosa para obter um bom resultado de solda-
dura.
ATENÇÃO! Não pode haver uma abertura de colunas variada nas juntas de sol dadura.
S A fim de evitar o risco de formação de fendas por calor, a largura da soldadura
deve ser superior à profundidade de penetração.
S Soldar sempre uma peça para experiência com o mesmo tipo de junta e com a
mesma espessura de chapa que tem a peça de trabalho para produção.
ATENÇÃO! NUNCA fazer um ensaio de soldadura directamente na peça de
produção.
dfa4o1pa
-- 3 3 --

MANUTENÇÃO
MANUTENÇÃO
1. Caixa de manobras PEG 1, ver o manual do operador 443 392.
2. Motor de eléctrodo A6 VEC, ver o manual do operador 443 393.
3. Diária
S Manter as partes móveis do equipamento automático de soldadura limpas
de pó de soldadura e de sujidades.
S Verificar se todos os fios e mangueiras estão intactos e correctamnete liga-
dos.
S Verificar se todas as ligações aparafusadas estão bem apertadas.
S Verificar o binário de travagem do cubo do travão.
S Não deve ser tão reduzido que permita que o cilindro do eléctr odo continue
a rodar ao parar a alimentação do eléctrodo e não deve ser tão grande que
permita que os rolos de alimentação patinem.
O valor de rectificação para o binário de travagem para um cilindro de eléctrodo de 30 kg é 1,5 Nm.
4. Periódica
S Verificar as escôvas de carvão do m otor de eléctrodo de três em três meses.
Susbtituir quando estiverem gastas até 6 mm.
S Verificar os deslizadores, lubrificar se necessário.
S Verificar o comando de eléctrodo da unidade de alimentação do eléctrodo,
os rolos motrizes e as agulhas de contacto, substituir as peças gastas ou
danificadas (ver peças de desgaste na página 67).
Se o accionamento da carreta começar aos puxões, verificar se a
cadeia está bem esticada.
Caso necessário, esticar a corrente.
*1 Para esticar a corrente, desmontar a porca e rodar o eixo excêntrico, em
seguida, apertar novamente a porca.
dfa4m1pa
-- 3 4 --
dfa4b001

ANÁLISE DE AV ARIAS
Equipamento
S Instruções de uso caixa de manobras PEG1, art. n_ 443 392.
S Instruções de uso motor com engrenagem A6 VEC, art. n_ 443 393.
Controlar
S que a fonte de corrente para soldadura está ligada para a correcta
tensão de corrente
S que todas as fases são condutoras de tensão (seguimento de fase
sem significado).
S que os cabos de soldadura e as suas ligações não estão danifica-
dos
S que os comandos estão na posição desejada
S que a tensão da corrente está desligada antes de iniciar uma repa-
ração
ANÁLISE DE AVARIAS
POSSÍVEIS AVARIAS
1. Sintoma O valor de amperes e de volts mostra grandes variações no
visor de números.
Causa 1.1 Os calços de contacto e as agulhas respectivas estão desgastas
ou têm dimensão errada.
Medida a tomar Substituir os calços de contacto e as agulhas respectivas.
Causa 1.2 A pressão nos rolos de alimentação é insuficiente.
Medida a tomar Aumentar a pressão nos rolos de alimentação.
2. Sintoma Alimentação irregular dos eléctrodos.
Causa 2.1 A pressão nos rolos de alimentação está incorrectamente regu -
lada.
Medida a tomar Modificar a pressão nos rolos de alimentação.
Causa 2.2 Dimensão incorrecta dos rolos de alimentação.
Medida a tomar Substituir os rolos de alimentação.
Causa 2.3 As ranhuras dos rolos de alimentação estão gastas.
Medida a tomar Substituir os rolos de alimentação.
3. Sintoma Os fios de soldadura ficam sobreaquecidos.
Causa 3.1 Ligações eléctricas incorrectas.
Medida a tomar Limpar e apertar bem todas as ligações eléctricas.
Causa 3.2 Os fios de soldadura têm dimensões excessivamente pequenas.
Medida a tomar Aumentar a dimensão dos fios e utilizar fios paralelos.
dfa3f1pa
-- 3 5 --
8,0 -- 12,7mm
Eléctrodo de carvão
Faixa
0,5x30 -- 100mm
2x1,2 -- 3,0mm
Eléctrodo duplo
Cinzelamento a arco
Soldadura a arco
Soldadura a arco
X--1
X--1
X--1
B--7
B--7
B--7
156:1 156:1
156:1
(74:1)
com ar
eléctrico pó
eléctrico pó
INSTRUÇÕES DE LIGAÇÃÕ PARA O PEG1 E A6 VEC
Fio simples
Fio simples
Eléctrodo
2,5 -- 6mm
2,5 -- 6mm
Soldadura a arco
Soldadura a arco
Método de soldadura
X--1
B--7
eléctrico pó
X--1
B--7
eléctrico pó
Tipos de corrente Corrente contínua Corrente alternada Corrente contínua Corrente contínua Corrente contínua
Connector eléctrico
Posição1ou2 Posição 1 Posição 1 Posição 1 Posição 2
(feed--back)
Conector eléctrico
Posição para cima Posição para cima Posição para baixo Posição para cima Posição para cima
(9),
Cartão de sequência
Cartão de ligação d o
regulador
(A6 VEC)
156:1 156:1
Desmultiplicação
(A6 VEC)
4000 4000 4000 4000 4000
Rotor do motor
r/min (A6 VEC)
36
WARNING
ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND
OTHERS. TAKE PRECAUTIONS WHEN WELDING. ASK FOR YOUR
EMPLOYER’S SAFETY PRACTICES WHICH SHOULD BE BASED ON MANU-FACTURER’S HAZARD DATA.
ELECTRIC SHOCK -- Can kill
S Install and earth the welding unit in accordance with applicable standards.
S Do not touch live electrical parts or electrodes with bare skin, wet gloves or
wet clothing.
S Insulate yourself from earth and the workpiece.
S Ensure your working stance is safe.
FUMES AND GASES -- Can be dangerous to health
S Keep your head out of the fumes.
S Use ventilation, extraction at the arc, or both, to keep fumes and gases from
your breathing zone and the general area.
ARC RAYS -- Can injure eyes an d burn skin
S Protect your eyes and body. Use the correct welding screen and filter lens
and wear protective clothing.
S Protect bystanders with suitable screens or curtains.
FIRE HAZARD
S Sparks (spatter) can cause fire. Make sure therefore that there are no
inflammable materials nearby.
NOISE -- Excessive noise can damage hearing
S Protect your ears. Use ear defenders or other hearing protection.
S Warn bystanders of the risk.
MALFUNCTION
S Call for expert assistance in the event of malfunction.
READ AND UNDERSTAND THE OPERATING MANUAL
BEFORE INSTALLING OR OPERATING.
PROTECT YOURSELF AND OTHERS!
mmvarnea
-- 3 7 --

SAFETY
SAFETY
Users of ESAB automatic welding machines have ultimate responsibility for ensuring
that anyone who works on or near the equipment observes all the relevant safety
precautions.
The following recommendations should be observed in addition to the standard regulations that apply to the work place.
All work m ust be carried out according to the specified instructions by personnel who
are thoroughly familiar with the oper ation of the welding machine.
Incorrect or unintentional operation of the equipment may lead to a hazardous situation which can result in injury to the operator and damage to the equipment.
1. Anyone who uses the automatic welding machine must be familiar with:
S its operation
S the location of emergency stops
S its function
S relevant safety precautions
To make this easier each switch, pushbutton or potentiometer is marked with a
symbol or text that indicates its function when activated.
2. The operator must ensure that:
S no unauthorized person is stationed within the working area of the machine
when it is started up.
S that no--one is in a hazardous position when the carriage or slide mechan-
isms are operated.
3. The work place must:
S be clear of mechanical components, tools, or other obstructions that could
prevent the operator from moving freely within the working area.
S be organized so that there is free access to the emergency stop.
4. Personal safety equipment
S Always wear recommended personal safety equipment, such as safety
glasses, flame--proof clothing, safety gloves.
S Do not wear loose--fitting items, such as scarves, bracelets, etc., which could
become trapped.
5. General precautions
Live electrical components are normally shielded from accidental contact.
S Make sure the return cable is connected securely.
S Work on high voltage components may only be carried out by a qualified
electrician.
S Appropriate fire extinguishing equipment must be clearly marked and close
at hand.
S Lubrication and maintenance must not be carried out on the equipment dur-
ing its operation.
df00f1ea
-- 3 8 --
TECHNICAL DESCRIPTION
TECHNICAL DESCRIPTION
The A6 TFD1 automatic welding machine is mounted on a tractor carriage and is designed for submerged arc welding of butt and fillet joints (using AC or DC).
The A6 TFD2 automatic welding machinewith its twin welding heads is mounted on a
tractor carriage and is designed for submerged arc welding of butt joints (using AC
or DC).
The A6 TGD1 automatic welding machineis mounted on a tractor carriage and is designed for MIG/MAG welding of butt and fillet joints (using DC).
The horizontal and vertical positions of the welding head can be adjusted using a
cross slide. The angular position is adjusted using a rotary slide.
All other applications are prohibited.
TECHNICAL DATA
A6 TFD1 A6 TFD2 A6 TGD1
Rating 1500 A DC/AC 1500 A DC/AC 600 A DC
Electrode size
solid single wire 3,0--6,0 mm 3,0--6,0 mm 1,0--2,4 mm
tube wire 1,6--3,2 mm
twin wire 2x2,0--2x3,0
Wire feed speed, max 4,2 m/min 4,2 m/min 17,5 m/min
Travel speed, max. 2,5 m/min 2,5 m/min 2,5 m/min
Electrode weight, max 30 kg 30 kg 30 kg
Flux container volume
(Must not be filled with preheated flux)
Weight (excl. wire and flux) 110 kg 158 kg 100 kg
Brake hub braking torque 1,5 Nm 1,5 Nm 1,5 Nm
Transverse inclination, max 25_ 25_ 25_
Supply voltage 42 V AC 42 V AC 42 V AC
10 l 10 l
Continuous A--weighted noise pressure 68 dB 68 dB 83 dB
See dimension drawing on page 61 and on page 62.
dfa4d1ea
-- 3 9 --

INSTALLATION
INSTALLATION
Connecting the automatic welding machine welding power source
1. Set the machine for butt or fillet welding as shown on the dimension drawing on
page 61.
2. A6 VEC wire feed motor, see operators’ manual 443 393.
3. Control unit PEG1, see operators’ manual 443 392.
4. Connect the cables according to the diagram on page 63 and page 65.
S Rectifier:
S Connect control cable (08) for the A6 TFD1 or (15) for the A6 TGD1 be-
tween the power source (01) and the control unit PEG1 (02).
S Connect the cable with the connecting lugs (07) or (08) between the
power source (01) and the shunt.
S Alternating current:
S Connect control cable (08) between the filler wire unit (11) and the PEG1
control unit (02).
S Connect the filler wire unit (11) to the power source (10).
S Connect the welding cable (07) between the power source (10) and
shunt.
S Connect the return cable between the power source (01, 10) and the work--
piece.
S Connect the measuring cable (09) or (16) between the work piece and power
source (01,10) or between the work piece and the PEG1 control unit (02)
(e.g. if a power source of a different make is used).
S Connect the A6 VEC motor and gearbox to the PEG1 control unit ( 02).
Check that the PEG1 control unit is connected as shown in the table on page 48
and that the gear ratio and motor speed match the values given there.
Installing filler wire.
Replacing a wire reel.
S Removethewirereelfromthebrakehub(2)
and remove the end plate (3).
S Place the coil of wire (1) on the reel and fit
the end plate (3).
S Fit the wire reel or disposable reel on the
brake hub (2).
NOTE the position of the locking stud.
dfa4i1ea
aza5dp17
-- 4 0 --

IMPORTANT!
To prevent the wire bobbin slipping
off the brake hub:
Lock the bobbin in place using the red knob,
as shown on the label (see drawing on right)
positioned next to the brake hub.
5. Contact tip equipment
S Single wire 1.6 -- 2.5 mm (4.0 mm). Light duty (D20)
For use in restricted spaces, etc., with wire diameters up to 4.0 mm.
Use contact tube D20 with contact tip (M12 thread), see table on page 69.
S Tighten the contact tip using a no. 10 spanner to ensure good electrical
contact.
For smaller wire diameters, 1.6 -- 2.5 mm, use a guide tube and separate fine
wire straightener.
S Fit the clamp for the guide tube to the M12 hole normally used for the
fixed straightening roller on the standard wire straightener. The guide
tube should bottom against the contact tip. Trim the length so that there
is about a 5 mm gap between the wire feed roller and the end of the
tube.
INSTALLATION
S Install the fine wire straightener on top of the clamp for the wire straigh-
tener unit.
S Single wire 3.0 -- 6.0 mm. Heavy d u ty (D35)
Use contact tube D35 with contact jaws. See also the remarks concerning
the use of contact tube D20 for wires up to 4.0 mm in diameter in restricted
spaces.
S Use the standard wire straightener unit for the A6, consisting of one fixed
and one adjustable roller.
S Install the contact jaws using the M5 bolts supplied, fitting one half of the
contact jaws in the fixed contact tube and the other in the loose half of
the split contact tube.
S Install the loose half and contact jaw in position and tighten the pressure
screw to ensure good electrical contact between the contact jaw and the
electrode.
S Tube wire
Either the D20 or D35 contact tubes can be used for tube electrode.
If contact jaws (D35) are used only moderate pressure should be applied to
them to prevent deforming the tube wire. Make sure that good contact is obtained with the wire.
dfa4i1ea
-- 4 1 --

INSTALLATION
S Twin wire
Always use the D35 contact tube for twin wire, with a guide tube and separate wire straightener.
S Fit the clamp for the guide tube to the M12 hole normally used for the
fixed straightening roller on the standard wire straightener. The guide
tube should bottom against the contact jaw (Heavy Twin) or against the
adapter for the contact tip (Light Twin).
S Trim the length so that there is about a 5 mm gap between the wire feed
roller and the end of the tube.
Twin wire 2x1.2 -- 2x2.0 mm, Light Twin:
Use (2) contact tips with M6 threads. For wire diameters see table on page
69.
S Tighten the contact tips well to ensure good electrical contact.
S Fit the M5 adapter for the M6 contact tips in the fixed half of the split
contact tube. The pressure screw and the loose half of the contact tube
are not necessary for this application.
Twin wire 2x2.0 -- 2x3.0 mm, Heavy Twin:
S Use Twin contact jaws for large diameter wires
(2x2,0 mm, see also L ight Twin).
S Fit the contact jaws using the M5 bolts supplied for the purpose.
NOTE! F it the contact jaw half with the projection in the fixed section of
the contact tube.
S Remove the loose half of the contact tube when installing new wire by
undoing the pressure screw.
S Feed out the wire and guide it through the groove in the fixed half of the
contact jaws (projection).
S Unscrew the M5 bolt for the contact jaw and fit the loose half using an
M8 allen bolt, so that the half of the contact jaw with the projection and
the opposing half surround the wires. The loose section of the contact
tube is then bolted in place using the M5 bolts to provide good contact.
S Adjustment of wires for Twinarc welding:
Adjust the wires in the joint to give the optimum weld results by twisting the
contact tube. The wires can be rotated so that they are in line with the joint or
at any angle up to 90_ to the joint, i.e., one wire each side of the joint.
S Tandem welding
S The distance between the first wire and the second must not be so large
that the slag solidifies before the following wire reaches it.
S Make sure there is a good covering of flux between the first and second
wire.
dfa4i1ea
-- 4 2 --
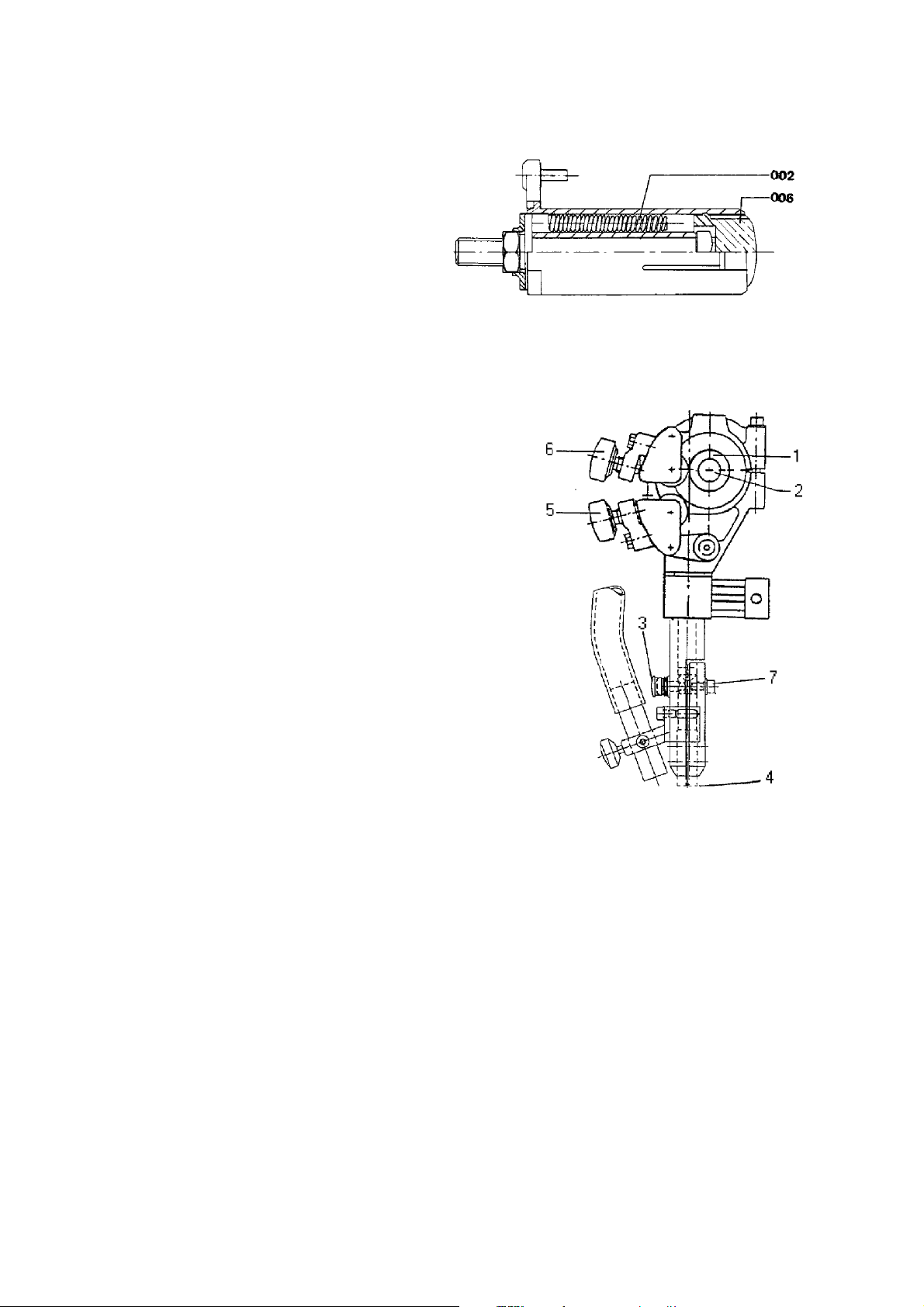
OPERATION
1. Adjusting the braking torque:
S Turn the locking knob (006) to
the locked position.
S Insert a screwdriver in the
hub springs.
OPERATION
S Turning the springs (002) clock-
wise increases the braking torque.
S Turning them anticlockwise reduces the torque.
NOTE! Turn the springs the same amount.
2. Check that the feed roller (1) and
contact jaws (4) are the correct size.
3. Changing the feed roller
(see wear components on page 67).
S Single wire
S Undo knobs (5) and (6).
S Undo the hand wheel (2).
S Replace the feed roller.
Thewirediameterismarkedonthe
feed rollers.
S Twin wire
S The procedure for replacing twin wire
rollers is the same as for single wire
rollers.
aza5dp08
S NOTE! Replace the pressure roller at the
same time. The special spherical pressure roller for twin wire replaces the standard
roller for single wire.
S Fit the pressure roller using the special shaft stud
(order no. 146 253-- 001).
S Tube wire
S Replace the feed roller and pressure roller as a pair for the required wire
size.
S NOTE! A special shaft stud is required for the pressure roller
(order no. 2129 011--01).
S Do not overtighten the pressure roller to avoid deforming the tube wire.
S Insert the end of the wire in the groove in the feed roller.
4. If the wire diameter is larger than 2 mm:
straighten out the first 0.5 m of the wire and feed it by hand through the wire
straightener.
dfa3d002
dfa4o1ea
-- 4 3 --
OPERATION
5. Adjust the wire pressure on the feed roller using knob (6).
NOTE: Do not tighten more than necessary to ensure uniform feeding. Do not
tighten the knob (6) all the way, there should be some travel left in the spring.
6. Connect the power supply to the mains.
Feed the wire out about 30 mm using switch A 02 on control unit PEG1.
7. Straighten the wire by adjusting knob (5). Fine wire should be straight about
25 mm after it leaves the contact tip and heavy wire about 45 mm after the contact tip.
The securing bolt (3) must not be removed.
WARNING!
Rotating parts can cause injury, take great care.
8. Select the wire and flux (or gas) so that the weld metal analysis roughly matches
that of the plate. Select the wire diameter and welding parameters as recommended by the consumable manufacturer.
9. Connect the cooling water and gas (MIG/MAG welding).
10. Adjust the flux nozzle so that it does not bend and gives a good covering of flux
(submerged arc welding).
11. Make sure the distance between the carriage wheels and the weld joint is not
less than 50 mm during welding.
12. If the control handles are m oved make sure they are screwed all the way in so
that the tapered surfaces meet. Use the holes in the guide handles to help
tighten them thoroughly. Clean the threads if necessary.
dfa4o1ea
-- 4 4 --

OPERATION
Filling with flux (appliestoA6TFD1ochA6TFD2)
1. Close the flux valve on the flux container.
2. Remove the separator from the flux recovery unit, if fitted. Fill with flux.
NOTE! T he flux must be dry. Whenever possible avoid using agglomerated flux
outdoors or in a damp environment.
3. Adjust the height of the flux nozzle above the weld, to give the correct coverage
of flux. The flux cover should be sufficient to prevent the arc burning through.
Conversion of A6 TFD1 (submerged arc welding) to MIG/MAG welding
1. Replacing the wire feed motor and gearbox.
2. Reconnect the PEG1 control unit as described in the operators’ manual for
PEG1.
Operating instructions for PEG1 control unit
See operators’ manual for PEG1 control unit, order no. 443 392.
S Careful preparation is essential for good welding r esults.
NOTE! T here must not be any variation in the joint gap width.
S To avoid the risk of hot cracking the weld width must be greater than the penetra-
tion.
S Always weld a test piece with the same joint preparation and plate thickness as
the production work piece.
NOTE! Never makeatestweldonaproductionworkpiece.
dfa4o1ea
-- 4 5 --
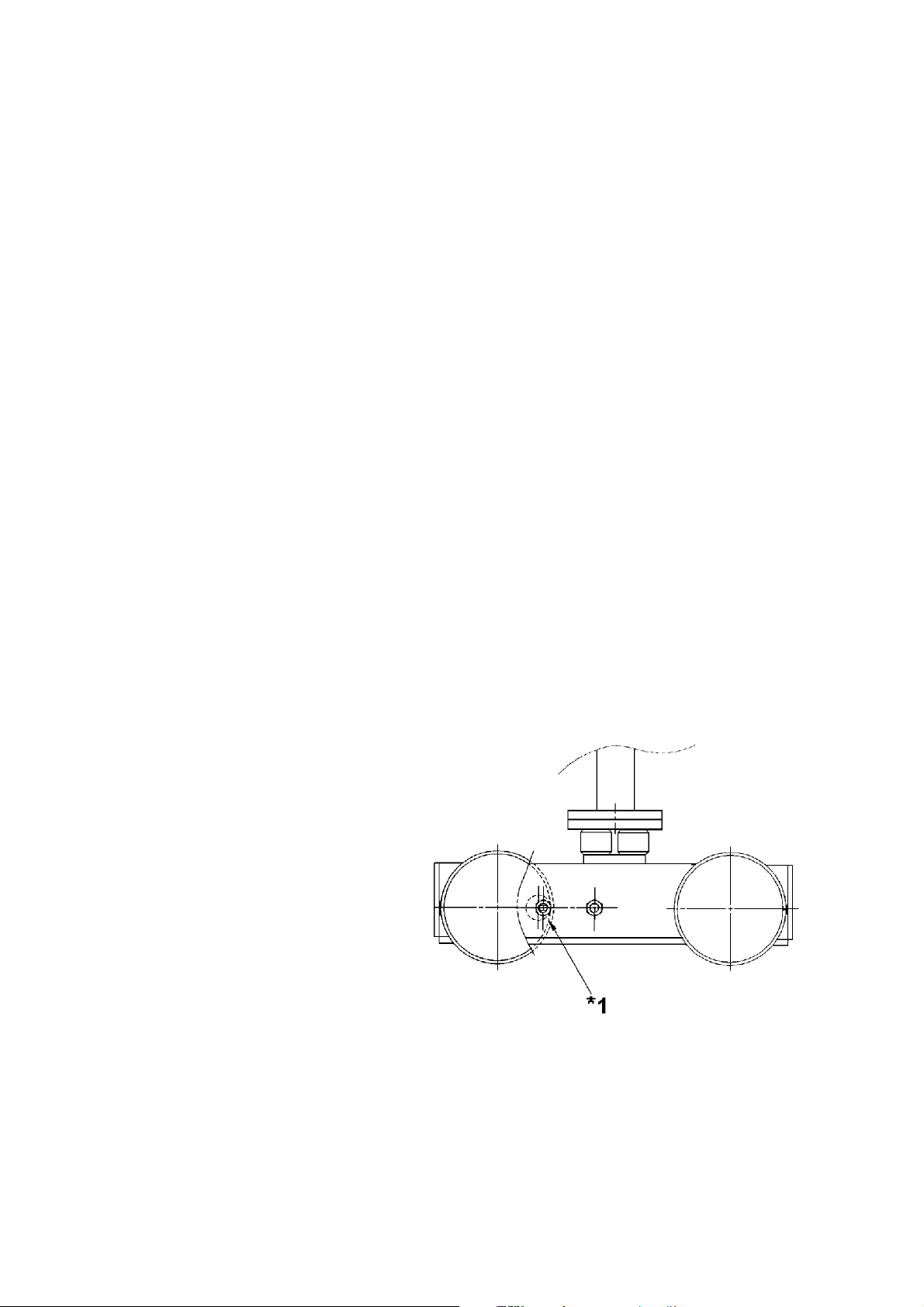
MAINTENANCE
MAINTENANCE
1. Control unit PEG1, see operators’ manual 443 392.
2. Wire feed motor A6 VEC, see operators’ manual 443 393.
3. Daily
S Keep the moving parts of the welding machine free from flux and dust.
S Make sure all electrical cables and hoses are undamaged and properly con-
nected.
S Check that all bolted joints are tight.
S Check the braking torque of the brake hub.
This should be sufficient to prevent the reel continuing to rotate when wire
feed is stopped but not high enough to cause the feed rollers to slip.
Recommended braking torque for a 30 kg wire reel is 1.5 Nm.
4. Regularly
S Check the wire feed motor brushes once every three months. Replace when
they are worn down to 6 m m.
S Examine the slides and lubricate if stiff.
S Inspect the wire guides, drive rollers and contact tip on the wire feed unit.
Replace any worn or damaged components, see wear components on page
67.
If the carriage travel becomes
jerky, check that the chain is correctly tensioned.
Tension the chain if necessary.
*1 To tension the chain undo the nut and turn the cam, then tighten the nut.
dfa4m1ea
-- 4 6 --
dfa4b001

TROUBLESHOOTING
Equipment
S Manual for control box PEG1, order no. 443 392.
S Manual for motor with gear A6 VEC, order no. 443 393.
Check
S that the welding power supply is connected for the correct mains
voltage
S that all three phases are giving the correct voltage
(phase sequence not important)
S that the welding cables and connections to them are not damaged
S that the controls are in the right positions
S that the mains supply is disconnected before starting repairs
POSSIBLE FAULTS
TROUBLESHOOTING
1. Symptom Current and voltage show fluctuating values on digital display.
Cause 1.1 Contact jaws or contact tip are worn or wrong size.
Action Replace contact jaws or contact tip.
Cause 1.2 Pressure on feed rollers is inadequate.
Action Increase pressure on feed rollers.
2. Symptom Wire feed is irregular.
Cause 2.1 Pressure on feed rollers is incorrectly adjusted.
Action Adjust pressure on feed rollers.
Cause 2.2 F eed rollers wrong size.
Action Change feed rollers.
Cause 2.3 Groove in feed rollers is worn.
Action Replace feed rollers.
3. Symptom Welding cables overheat.
Cause 3.1 Poor electrical connection.
Action Clean and tighten all electrical connections.
Cause 3.2 Welding cables too small.
Action Increase dimension of cables or use parallel cables.
dfa3f1ea
-- 4 7 --

X--1
B--7
8,0 - 12,7mm
Carbon electrode
Strip.br.
0,5x30 - 100mm
Twin wire
2x1,2 - 3,0mm
Arc air gouging
Submerged arc
Submerged arc
X--1
X--1
B--7
B--7
welding
welding
156:1 156:1
156:1
(74:1)
CONNECTION INSTRUCTIONS FOR PEG1 AND A6 VEC
Single wire
Single wire
Electrode
2,5 - 6mm
2,5 - 6mm
Submerged arc
Submerged arc
Welding method
X--1
welding
welding
Position1or2 Position 1 Position 1 Läge 1 Position 2
Current type Direct Alternating Direct Direct Direct
Switch
(feed-back)
Up position Up position Down position Up position Up position
Switch (9),
Sequence card
B--7
X--1
B--7
Regulator card
connection
(A6 VEC)
156:1 156:1
Ratio
(A6 VEC)
4000 4000 4000 4000 4000
Motor rotor r/min
(A6 VEC)
48

РСПУПЧЗ
УХГКПЛЛЗУЗ КБЙ КПРЗ МЕ ЗЛЕКФСЙКП ФПОП МРПСЕЙ НБ
РСПКБЛЕУПХН ФСБХМБФЙУМП УЕ УБУ З УЕ БЛЛПХУ. НБ ЕЙУФЕ
РСПУЕЧФЙКПЙ ПФБН ЕСГБЖЕУФЕ МЕ УХГКПЛЛЗУЗ. БКПЛПХИЕЙФЕ ФЙУ
РСПДЙБГСБЦЕУ БУЦБЛЕЙБУ РПХ ЙУЧХПХН ГЙБ ФПН ЕСГПДПФЗ УБУ КБЙ
ПЙ ПРПЙЕУ РСЕРЕЙ НБ ВБУЙЖПНФБЙ УФП РСПЕЙДПРПЙЗФЙКП КЕЙМЕНП
ФПХ КБФБУКЕХБУФЗ.
ЗЛЕКФСПРЛЗОЙБ - МрпсеЯ нб енбй ибнбфзцьсп.
S ЕгкбфбфуфЮуфе кбй гейюуфе фз ухукехЮ ухгкьллзузт уэмцщнб ме фб
бнфЯуфпйчб хрпдеЯгмбфб.
S Мзн бггЯжефе енесгЬ злекфсйкЬ кблюдйб Ю злекфсьдйб ме бкЬлхрфз
ерйдесмЯдб Ю хгсь рсппфбфехфйкь еопрлйумь.
S Мпнюуфе фп уюмб убт брь фз геЯщуз кбй фп фемЬчйп есгбуЯбт.
S ВевбйщиеЯфе ьфй п фьрпт есгбуЯбт убт еЯнбй буцблЮт.
КБРНПЙ КБЙ БНБИХМЙБУЕЙУ - МрпсеЯ нб влЬшпхн фзн хгеЯб убт.
S Ечефе фп рсьущрь убт мбксйЬ брь фйт бнбихмйЬуейт ухгкьллзузт
S ЕобуцблЯуфе кбль еобесйумь кбй брпссьцзуз бнбихмйЬуещн ухгкьллзузт
кбй бесЯщн, фьуп уфпн фьрп есгбуЯбт убт ьуп кбй фщн Ьллщн.
БКФЙНПВПЛЙБ ФПОПХ - МрпсеЯ нб фсбхмбфЯуей фб мЬфйб кбй нб
рспкблЭуей егкбэмбфб уфп дЭсмб.
S РспуфбфЭшфе фб мЬфйб кбй фп уюмб убт. ЧсзуймпрпйеЯфе ксЬнпт ме цЯлфсп
кбй цпсЬфе рспуфбфехфйкь спхчйумь.
S Рспуфбфеэефе фсЯфб рсьущрб ме кбфЬллзлб рбсбвЬн Ю рспуфбфехфйкЭт
рпдйЭт.
КЙНДХНПУ РХСКБГЙБУ
S Пй урЯиет ухгкьллзузт мрпсеЯ нб рспкблЭупхн рхскбгйЬ. ВевбйщиеЯфе, рсйн
бсчЯуефе фзн есгбуЯб, ьфй ден хрЬсчпхн гэсщ убт еэцлекфб хлйкЬ.
ИПСХВПУ - Хресвплйкьт иьсхвпт мрпсеЯ нб влЬшей фзн бкпЮ
S Рспуфбфеэефе фб бхфйЬ убт. ЧсзуймпрпйеЯфе щфбурЯдет Ю Ьллп мЭуп
рспуфбуЯбт бкпЮт.
S РспейдпрпйеЯуфе фпхт рбсехсйукьменпхт гйб фпхт кйндэнпхт.
УЕ РЕСЙРФЩУЗ ВЛБВЗУ
S ЖзфЮуфе впЮиейб брь ейдйкь.
ДЙБВБУФЕ РСПУЕКФЙКБ КБЙ МБИЕФЕ КБЛБ ФЙУ ПДЗГЙЕУ
РСЙН ФЗН ЕГКБФБУФБУЗ КБЙ ЧСЗУЙМПРПЙЗУЗ.
mmvarnya
РСПУФБФЕХЕФЕ ФПН ЕБХФП УБУ КБЙ ФСЙФБ РСПУЩРБ !
-- 4 9 --

БУЦБЛЕЙБ
БУЦБЛЕЙБ
П чейсйуфЮт еньт бхфьмбфпх ухгкпллзфЮ ЕУБВ Эчей кбй фзн фелйкЮ ехиэнз гйб фб мЭфсб
буцЬлейбт рспуюрщн, рпх есгЬжпнфбй ме фп уэуфзмб Ю уфзн ресйпчЮ фпх.
Фп ресйечьменп бхфюн фщн ухуфЬуещн мрпсеЯ нб иещсзиеЯ щт ухмрлзсщмбфйкь фщн
кбнпнйкюн рспдйбгсбцюн, рпх йучэпхн уфпн фьрп есгбуЯбт.
КЬие чейсйумьт рсЭрей нб гЯнефбй, уэмцщнб ме фйт дпумЭнет пдзгЯет кбй брь
рспущрйкь, кблЬ кбфбфпрйумЭнп уфз лейфпхсгЯб фпх бхфьмбфпх ухгкпллзфЮ.
Енбт лбнибумЭнпт чейсйумьт, рпх пцеЯлефбй уе лбнибумЭнз енЭсгейб Ю уе
лбнибумЭнз енесгпрпЯзуз ерймЭспхт лейфпхсгЯбт, мрпсеЯ нб рспкблЭуей мйб бнюмблз
кбфЬуфбуз, з прпЯб мрпсеЯ нб рспкблЭуей жзмЯет кбй уфп чейсйуфЮ кбй уфп мзчбнплпгйкь
еопрлйумь.
1. ¼лп фп рспущрйкь, рпх чсзуймпрпйеЯ фпн бхфьмбфп ухгкпллзфЮ, иб рсЭрей нб
гнщсЯжей кблЬ:
S
фп чейсйумь фпх
S
рпэ всЯукефбй п дйбкьрфзт кйндэнпх
S
фз лейфпхсгЯб фпх дйбкьрфз
S
фйт йучэпхует рспдйбгсбцЭт буцЬлейбт
Гйб фп льгп бхфь кЬие дйбкьрфзт сеэмбфпт, кпхмрЯ Ю рпфенуйьмефсп еЯнбй
ецпдйбумЭнп ме Эндейоз Ю рйнбкЯдб кеймЭнпх, з прпЯб бнбцЭсей фп еЯдпт фзт
есгбуЯбт рпх енесгпрпйЮизке Ю фзт уэндеузт рпх рсбгмбфпрпйЮизке.
2. П чейсйуфЮт нб цспнфЯжей нб дйбрйуфюней ьфй
S
рсйн вЬлей уе лейфпхсгЯб фпн бхфьмбфп ухгкпллзфЮ кбнеЯт Ьучефпт ден
всЯукефбй уфп чюсп лейфпхсгЯбт фпх.
S
кбнЭнб рсьущрп ден всЯукефбй уе лЬипт иЭуз, кбиют мрбЯней уе кЯнзуз фп
вбгьнй Ю п мефбцпсЭбт.
3. П фьрпт есгбуЯбт рсЭрей:
S
нб еЯнбй елеэиеспт брь фемЬчйб мзчбнзмЬфщн, есгблеЯб Ю бллп брпиемЭнп
хлйкь,
рпх мрпсеЯ нб емрпдЯуей фйт мефбкйнЮуейт фпх чейсйуфЮ меуб уфп чюсп есгбуЯбт.
S
нб Эчей фЭфпйб дйЬфбоз кбй кбфбнпмЮ юуфе з брбЯфзуз елеэиспх дйЬдспмпх
рспт фп дйбкьрфз кйндэнпх нб еобуцблЯжефбй бнемрьдйуфб.
4. Рспущрйкьт рспуфбфехфйкьт еопрлйумьт.
S
ЧсзуймпрпйеЯфе рЬнфпфе фпн рспущрйкь рспуфбфехфйкь еопрлйумь рпх
брбйфеЯфбй, рч. рспуфбфехфйкЬ гхблйЬ, рхсЯмбчп спхчйумь, рспуфбфехфйкЬ
гЬнфйб.
S
цспнфЯуфе нб мз цпсЬфе чблбсЬ бнфйкеЯменб рпх мрпсеЯ нб укблюупхн, рч.
жюнет, кбдЭнет чесйпэ, всбчйьлйб.
5. Фб злекфспцьсб фмЮмбфб еЯнбй кбнпнйкЬ рспуфбфехмЭнб брь ербцЮ
S
ЕлЭгофе ьфй пй гейюуейт рпх рспвлЭрпнфбй еЯнбй ухндемЭнет кблЬ.
S
ЕремвЬуейт уе злекфсйкЭт мпнЬдет ерйфсЭрефбй нб гЯнпнфбй мьнп брь бсмьдйп
рспущрйкь.
S П брбсбЯфзфпт рхспувеуфйкьт еопрлйумьт иб рсЭрей нб всЯукефбй уе
мЭспт еэкплп, гнщуфь уе ьлпхт кбй уе оекЬибсб узмейщмЭнз иЭуз.
S
Ден ерйфсЭрефбй лЯрбнуз кбй ухнфЮсзуз фпх бхфьмбфпх ухгкпллзфЮ, ьфбн
всЯукефбй уе лейфпхсгЯб.
df00f1ya
-- 5 0 --

TEXNIKH PERIGRAFH
TEXNIKH PERIGRAFH
O autümatoj sugkollhtÞj A6 TFD1 eßnai topoqethmÝnoj se rumoulkoýmeno bagüni
kai proorßzetai gia UPsugküllhsh kat’Ükron kai sugküllhsh plÞrwshj (me sunexÝj Þ
enallassümeno reýma).
O autümatoj sugkollhtÞj A6 TFD2 me dýo keöalÝj sugküllhshj eßnai topoqethmÝnoj
se rumoulkoýmeno bagüni kai proorßzetai gia UPsugküllhsh kat’Ükron (me sunexÝj Þ
enallassümeno reýma).
O autümatoj sugkollhtÞj A6 TGD1 eßnai topoqethmÝnoj se rumoulkoýmeno bagüni
kai proorßzetai gia MIG/MAG-sugküllhsh kat’Ükron kai sugküllhsh plÞrwshj (me
sunexÝj reýma).
H qÝsh thj keöalÞj sugküllhshj mporeß na ruqmisteß orizüntia kai kÜqeta me touj
kanünej olisqhtÞrej. H gwniakÞ kßnhsh ruqmßzetai me to gwniakü olisqhtÞra.
KÜqe Üllh xrÞsh apagoreýetai.
TEXNIKA STOIXEIA
A6 TFD1 A6 TFD2 A6 TGD1
Epitrepümenh epibÜrunsh 1500 A
DC/AC
1500 A
DC/AC
600 A DC
DiastÜseij hlektrodßou:
S συmπαγÝj απλü σýρmα
S σωληνωτü σýρmα
S διπλü σýρmα
3,0-6,0 mm 3,0-6,0 mm 1,0-2,4 mm
1,6-3,2 mm
2x2,0 -
2x3,0
Taxýthta troöodüthshj hlektrodßou, max. 4,2 m/min 4,2 m/min 17,5 m/min
Taxýthta metakßnhshj, max. 2,5 m/min 2,5 m/min 2,5 m/min
BÜroj hlektrüdiou, max. 30 kg 30 kg 30kg
Xwrhtiküthta doxeßou skünhj 10 Liter 10 Liter
Den epitrÝpetai gÝmisma me
proqermasmÝnh skünh.
BÜroj (xwrßj hlektrüdio kai skünh) 110 kg 158 kg 100kg
StreptikÞ ropÞ pÝdhshj plÞmnhj 1,5 Nm 1,5 Nm 1,5 Nm
Klßsh pleurikÜ, max. 25° 25° 25°
TÜsh sýndeshj 42 W AC 42 W AC 42 W AC
SunexÞj A-diabaqmismÝnh timÞ pßeshj
68 dB 68 dB 83 dB
Þxou
BlÝpete to sxediÜgramma megeqþn twn sel. 61 kai 62.
dfa4d1ya
-- 5 1 --

EGKATASTASH
EGKATASTASH
Sýndesh autümatou sugkollhtÞ phgÞ reýmatoj.
1. Ρυθmßστε τον αυτümατο συγκολλητÞ για συγκüλληση κατ'Üκρον Þ συγκüλληση
πλÞρωσηj σýmφωνα mετηνεικüνα τηj σελ.61.
2. Για τον ηλεκτροδιοκινητÞρα Α6 VEC, βλÝπετε τιj οδηγßεj χρÞσεωj 443 393.
3. Για το κιβþτιο χειρισmοý PEG1, βλÝπετε τιj οδηγßεj χρÞσεωj 443 392.
4. ΣυνδÝστε τα καλþδια σýmφωνα m ετιj σχηγÜ σýνδεσηj των σελ.64και 66.
S ΣυνεχÝj ρεýmα:
S ΣυνδÝστε το καλþδιο χειρισmοý(08)για το Α6 TFD1 και το (15) για το Α6
TGD1 mεταξý πηγÞj ρεýmατοj συγκüλλησηj(01) και κιβþτιου χειρισmοý
PEG1 (02).
S ΣυνδÝστε καλþδιο mεακροδÝκτη (07) και (08) αντßστοιχα mεταξý πηγÞj
ρεýmατοj(01) και διακλÜδωσηj.
S Εναλλασσümενο ρεýmα:
S ΣυνδÝστε καλþδιο χειρισmοý (08) mετÜξý βοηθητικü κιβþτιο (11) και το
κιβþτιο χειρισmοý PEG1 (02)
S ΣυνδÝστε το βοηθητικü κιβþτιο (11) στην πηγÞ ρεýmατοj συγκüλλησηj
(10)
S ΣυνδÝστε καλþδιο συγκüλλησηj(07)mεταξý πηγÞj ρεýmατοj συγκüλλησηj
(10) και διακλÜδωσηj.
S ΣυνδÝστε καλþδιο επιστροφÞj mεταξý πηγÞj ρεýmατοj συγκüλλησηj(01,10)
και τεmαχßου εργασßαj.
S ΣυνδÝστε οδηγü καλþδιο (09) και (16) αντßστοιχα,mεταξý τεmαχßου εργασßαj
και πηγÞj ρεýmατοj συγκüλλησηj(01,10) Þ mεταξý τεmαχßου εργασßαj και
κιβωτßου χειρισmοý PEG1 (02) (πχ.üταν χρησιmοποιεßτε πηγÞ ρεýmατοjÜλληj
κατασκευÞj).
S ΣυνδÝστε τον κινητÞρα mεταχýτητεj Α6 VEC στο κιβþτιο χειρισmοý PEG1
(02).
Βεβαιωθεßτε üτι το κιβþτιο χειρισmοý PEG1 εßναι συνδεmÝνο σýmφωνα mεταν
τπνακ τηj σελ.60καθþj και üτι η σχÝση mετÜδοσηj καιοιστροφÝj οπλισmοý εßναι
επιλεγmÝνεj σýmφωνα mεαυτÞν.
ΤοποθÝτηση ηλεκτρüδιου συγκüλλησηj.
ΑντικατÜσταση ρολοý ηλεκτροδßου
S ΞεmοντÜρετε το εξÝλικτρο ηλεκτροδßου απü την
πλÞmνη (2) και βγÜλτε τη γωνßα (3).
S ΤοποθετÞστε το ρολü του ηλεκτρüδιου (1) στο
εξÝλικτρο και συνδÝστε τη γωνßα (3).
S ΜοντÜρετε το εξÝλικτρο του ηλεκτρüδιου Þ την
mποmπßνα mιαj χρÞσηj στην πλÞmνη (2).
ΠΡΟΣΕΞΤΕ τη θÝση του σýρτη εmπλοκÞj.
dfa4i1ya
-- 5 2 --
aza5dp17
РСПУЕОФЕ!
Гйб нб брпцэгефе глЯуфсзмб кбй рЭуймп фзт мрпмрЯнбт
злекфспдЯпх брь фзн рлЮмнз-буцблЯуфе фзн мрпмрЯнб ме
фзн кьккйнз мрефпэгйб, ьрщт деЯчней з рспейдпрпйзфйкЮ
ефйкЭфб рпх всЯукефбй дЯрлб уфзн рлЮмнз.
5. Εξοπλισmüj επαφÞj
S Απλü ηλεκτρüδιο 1,6—2,5 mm (4,0 mm). Light duty (D20)
Χρησιmοποιεßται σε ανÜγκη, πχ. σε στενοýj χþρουj, διαστÜσειj ηλεκτροδßου
mÝχρι 4,0 mm.
ΧρησιmοποιÞστε επαφÝα D20 mεακροφýσιο επαφÞj (Μ12—πÜσο), βλ. πßνακα
σελ. 69.
S Σφßξτε το στümιο mεκλειδß Νο10 για να Ýχετε καλÞ επαφÞ.
ΠροκειmÝνου για λεπτÜ ηλεκτρüδια ø 1,6—2,5 mm , χρησιmοποιεßστε σωλÞνα
οδηγü και ξεχωριστü εργαλεßο ευθυγρÜmmισηj λεπτþνηλεκτροδßων.
S ΜοντÜρετε συνδετÞρα οδηγοý σωλÞνα στη θÝση τηj βßδαj Μ12 για το
müνιmορολü ευθυγρÜmmισηj τηjmονÜδαj ρýθmισηj διεýθυνσηj. Ο
σωλÞναj οδηγüj πρÝπει να τερmατßσει πÜνω στο στümιο επαφÞj και αν
χρειÜζεται κüψτε τüσο mÞκοj, þστε η απüσταση απü το ρολü
τροφοδüτησηj να εßναι περßπου 5 mm.
EGKATASTASH
S ΜοντÜρετε το üργανο ευθυγρÜmmισηj λεπτοý ηλεκτροδßου στο πÜνω
mÝροj του συνδετÞρα τηjmονÜδαj ρýθmισηj διεýθυνσηj.
S Απλü ηλεκτρüδιο 3,0—6, 0 mm. Heavy duty (D35)
ΧρησιmοποιÞστε επαφÝα D35 mετακÜκια επαφÞj.
ΒλÝπετε επßσηj τη σηmεßωση σχετικÜmετονεπαφÝα D20 για διÜσταση
ηλεκτρüδιου mÝχρι 4,0 mm,üταν χρησιmοποιεßται σε στενοýj χþρουj.
S Στο Α6 χρησιmοποιÞστε στÜνταρ üργανο διεýθυνσηj, mε üργανο
ευθυγρÜmmισηj αποτελοýmενο απüÝνα müνιmοκαιÝνα αντικαταστατü
ρολü ευθυγρÜmmισηj.
S ΜοντÜρετε τα τακÜκια επαφÞj mετιj βßδεj Μ5 που τα συνοδεýουν,Ýνα
mÝροj απ' το τακÜκι επαφÞj στο müνιmοσωλÞνα επαφÞj και Ýνα mÝροj στο
ελεýθερο mισü του mοιρασmÝνου σωλÞνα επαφÞj.
S ΜοντÜρετε το ελεýθερο mισümετοτακÜκι επαφÞj στη θÝση του κÜτω απü
την βßδα πßεσηj και σφßξτε mÝχρι να τερmατßσει,þστε να Ýχετε καλÞ
επαφÞ τÜκου επαφÞj και ηλεκτρüδιου.
S ΣωληνωτÜ ηλεκτρüδια
ΓιατασωληνωτÜ ηλεκτρüδια mπορεßτε να χρησιmοποιÞσετε και τουj δυο
επαφεßj D20 και D35.
ΕÜνχρησιmοποιοýνται τακÜκια επαφÞj (D35), τüτε η πßεση στα τακÜκια
πρÝπει να εßναι mÝτρια γαι να mηπαραmορφωθεß το σωληνωτü ηλεκτρüδιο.
Φροντßστε να Ýχετε καλÞ επαφÞmετοηλεκτρüδιο.
S ∆ιπλü σýρmα
dfa4i1ya
-- 5 3 --

EGKATASTASH
Χρησιmοποιεßτε πÜντοτε επαφÝα D35 για διπλü σýρmα mεσωλÞνα οδηγü και
χωριστüüργανο ευθυγρÜmmισηj.
S ΜοντÜρετε συνδετÞρα οδηγοý σωλÞνα στη θÝση τηj βßδαj Μ12 για το
müνιmοολü υγρÜmmισηj τηjmονÜδαj ρýθmισηj διεýθυνσηj.
ΟσωλÞναj οδηγüj πρÝπει να τερmατßσει πÜνω στο τακÜκι επαφÞj (Heavy
Twin)Þστον προσαρmογÝατουακροφýσιου επαφÞj (Light Twin).
S Προσαρmüστε το mÞκοj του οδηγοý σωλÞνα þστε η απüσταση απü το ρολü
τροφοδüτησηj να εßναι περßπου 5,0 mm.
∆ιπλü σýρmα 2Χ1,2—2Χ2,0 mm, Light Twin:
ΧρησιmοποιÞστε (2 τεm) ακροφýσια επαφÞj mεΜ6—πÜσο. ∆ιαστÜσειj για το
αντßστοιχο ηλεκτρüδιο βλÝπετε στον πßνακα τηj σελ. 69.
S Σφßξτε καλÜ τα ακροφýσια, για να Ýχετε καλÞ επαφÞ.
S ΜοντÜρετε προσαρmογÝα, για το Μ6—ακροφýσιο επαφÞj, mεΜ5—βßδα
στο σταθερü τmÞmατουmοιρασmÝνου σωλÞνα επαφÞj. Βßδα πßεσηj και το
ελεýθερο mισü του σωλÞνα επαφÞj δεν χρειÜζονται σ' αυτÞντην
εφαρmογÞ.
∆ιπλü σýρmα 2Χ2,0—2Χ3,0 mm, Heavy Twin :
S ΧρησιmοποιÞστε τακÜκια επαφÞj Twin, για χοντρÜ ηλεκτρüδια (2Χ2,0
mm, βλ. επßσηj Light Twin).
S ΜοντÜρετε το τακÜκι επαφÞj mετιj Μ5—βßδεj που το συνοδεýει.
ΠΡΟΣΟΧΗ'η ΜοντÜρετε το mισü τÜκο επαφÞj mετηmýτη στο σταθερü
τmÞmατουεπαφÝα.
S ΞεmοντÜρετε το ελεýθερο mισü του σωλÞνα επαφÞj κατÜ τη γÝmιση mενÝα
ηλεκτρüδια, ξεβιδþνονταj τη βßδα πßεσηj.
S ΤροφοδοτÞστε το ηλεκτρüδιο και κατευθýνετÝ το προj το κανÜλι του
σταθεροý τÜκου επαφÞj (τη mýτη).
S Ξεβιδþστε τη Μ5 βßδα του τÜκου επαφÞj και mοντÜρετε τον ελεýθερο
mισü, χρησιmοποιþνταj Μ8 βßδα mεχωνευτÞ εξαγωνικÞ κεφαλÞ, Ýτσι þστε
ο mισüj τÜκοj επαφÞj mετηmýτη και ο αντικρινüj mισüj τÜ κοj επαφÞj να
περιβÜλλουν το ηλεκτρüδιο. Το ελεýθερο mÝροj του σωλÞνα επαφÞj
σφßγγεται mεΜ5 βßδεj, για να Ýχετε καλÞ επαφÞ.
S Ρýθmιση ηλεκτροδßων σε Twinarc—συγκüλληση (διπλü ηλεκτρικü τüξο)
Για καλýτερο αποτÝλεσmασυγκüλλησηj, ρυθmßστε τα ηλεκτρüδια σε σχÝση mε
τη ραφÞ, στρÝφονταj το σωλÞνα επαφÞj. Και τα δυο ηλεκτρüδια mποροýννα
στραφοýν Ýτσι,þστε να βρßσκονται σε επÜλληλη θÝση, σε ευθεßαγραmmÞ mετη
ραφÞÞσε üποια θÝση επιθυmεßτε,mÝχρι 90° εγκÜρσια προj το αρmü, δηλ.mε
Ýνα ηλεκτρüδιο σε κÜθε πλευρÜ.
S ΑλλεπÜλληλη συγκüλληση
S Ηαπüσταση mεταξý πρþτου και δεýτερου ηλεκτρüδιου δεν επιτρÝπεται να
εßναι τüσο mεγÜλη,þστε οι εκβολÜδεj(σκουριÝj) να προλαβαßνουν να
στερεοποιηθοýν üταν φτÜνει το δεýτερο ηλεκτρüδιο.
S Φροντßστε να Ýχετε καλÞ κÜλυψη mεσκüνη συγκüλλησηjmεταξý πρþτου
και δεýτερου ηλεκτρüδιου.
dfa4i1ya
-- 5 4 --

LEITOURGIA
1. ∆ιüρθωση ροπÞj πÝδησηj:
S ΦÝρτε το διακüπτη (006) σε
κλειστÞ θÝση.
S ΒÜλτε Ýνα κατσαβßδι στα
ελατÞρια τηj πλÞmνηj.
LEITOURGIA
S ΣτρßψιmοτωνελατÞριων (002) προj
τα δεξιÜmειþνει τη ροπÞ πÝδησηj.
S Στρßψιmοπροj τ' αριστερÜ την αυξÜνει.
ΠΡΟΣΟΧΗ! Στρßβετε τα ελατÞρια το ßδιο πολý.
2. Βεβαιωθεßτε üτι το ρολü τροφοδüτησηj(1) και τα τακÜκια επαφÞj (4) Ýχουν
σωστÝj διαστÜσειj.
3. ΑντικατÜσταση ρολοý τροφοδüτησηj(βλ. αναλþσιmα ανταλλακτικÜ σελ. 67)
S Απλü ηλεκτρüδιο
S Ξεσφßξτε τα τιmüνια (5) και (6).
S Ξεσφßξτε τη χειρολαβÞ(2).
S Αντικαταστεßστε το ρολü
τροφοδüτησηj. Τα ρολÜ εßναι
mαρκαρισmÝνα mετηναντßστοιχη
διÜσταση ηλεκτροδßου.
S ∆ιπλü ηλεκτρüδιο
S Το ρολü τροφοδüτησηj διπλοý
ηλεκτροδßου αντικαθιστÜται üπωj και
το απλü.
S ΠΡΟΣΟΧΗ! Αντικαταστεßστε και το
καροýλι πßεσηj. Το ειδικü σφαιρικü καροýλι
πßεσηj διπλþνηλεκτροδßων αντικαθιστÜ το
στÜνταρ για απλü ηλεκτρüδιο.
aza5dp08
S Τοποθετεßστε το καροýλι πßεσηjmε ειδικü
στροφÝα Üξονα (αρ.παραγ.146 253—001)
S Σωληνωτü ηλεκτρüδιο
S Αντικαταστεßστε τα ρολÜ τροφοδüτησηj και πßεσηj για την αντßστοιχη
διÜσταση. ΠΡΟΣΟΧΗ! Για το ρολü πßεσηj απαιτεßται ειδικüj στροφÝαj
Üξονα (αρ.παραγ.2129 011—0 1).
S Σφßξτε τη βßδα πßεσηjmε mÝτρια πßεση þστε να mηπαραmορφωθεß το
σωληνωτü ηλεκτρüδιο.
S ΠερÜστε την Üκρη του ηλεκτρüδιου στο αυλÜκι του τροφοδοτικοý ρολοý.
4. Σε ηλεκτρüδια mε mεγαλýτερη διÜmετρο απü2mm:
ισιþστε περßπου 0,5 m απü το ηλεκτρüδιο και τροφοδοτÞστε το mετοχÝρι mÝσα
απü το üργανο ευθυγρÜmmισηj.
5. Ρυθmßστε την πßεση ηλεκτροδßου προj το ρολü τροφοδüτησηjmετοτιmüνι (6).
ΠΡΟΣΟΧΗ! Μην σφßξετε περισσüτερο απ'üσο χρειÜζεται για να εξασφαλßσετε
τροφοδüτηση. Το τιmüνι mετοελατÞριο (6) δεν πρÝπει να σφßξει τÝρmα, αφÞ στε
λßγη ελαστικüτητα.
dfa4o1ya
-- 5 5 --
dfa3d002

LEITOURGIA
6. ΣυνδÝστε την πηγÞ ρεýmατοj στο δßκτυο. ΤροφοδοτÞστε το ηλεκτρüδιο κατÜ30
mm mετονδιακüπτη Α 02 του κιβþτιου χειρισmοý PEG1.
7. 7. Κατευθýνετε το ηλεκτρüδιο mετοτιmüνι (5). Λεπτü ηλεκτρüδιο πρÝπει να εßναι
ßσιο περßπου 25 mm mετÜ το mηχανισmü επαφÞj, χοντρü ηλεκτρüδιο περßπου 45
mm mετÜ το mηχανισmü επαφÞj.
Το mπουλüνι εφαρmογÞj (3) δεν επιτρÝπεται να ξεmονταριστεß.
РСПУПЧЗ!
ЕрейдЮ уфб ресйуфсецьменб мЭсз дйбфсЭчефе кЯндхнп нб
мбгкюуефе фб дЬкфхлЬ убт, гй’ бхфь нб рспуЭчефе
ðïëý.
8. ∆ιαλÝξτε τýπο ηλεκτροδßου και συγκολλητικÞ σκüνη þστε το δικü σαj συγκüλληmα
σε ανÜλυση να συmφωνεß γενικÜmετοβασικü υλικü. ∆ιαλÝξτε διÜσταση
λεκτροδßου και δεδοmÝνα συγκüλλησηj σýmφωνα mετιj συνιστþmενεj τιmÝj του
κατασκευαστÞ τουj.
9. ΣυνδÝστε νερü ψýξηj και αÝριο ( σε συγκüλληση MIG/MAG).
10. Τοποθετεßστε το σωλÞνα σκüνηjÝτσι,þστε να mην γωνιÜζει και να Ýχετε καλÞ
κÜλυψη mεσκüνη ( σε UP-συγκüλληση).
11. ΕλÝγξτε üτι κατÜ τη συγκüλληση η απüσταση του τροχοý του βαγονιοý και τηj
συγκολλητικÞj ραφÞj δεν εßναι mικρüτερη απü50mm.
12. ¼ταν εναλλÜσσονται οι θÝσειj τηj λαβÞj ελÝγχου φροντßστε να εßναι βιδωmÝνεj
στη βÜση Ýτσι,þστε οι κωνικÝj επιφÜνειεj να εφÜπτονται. Χρησιmοποιεßστε την
οπÞ τηj λαβÞj και σφßξτε καλÜ. Αν χρειÜζεται καθαρßστε τα πÜσα.
GÝmisma skünhj sugküllhshj (aöorÜ ta montÝla A6 TFD1 kai A6 TFD2)
1. Κλεßστε τη βαλβßδα του δοχεßου τηj σκüνηj συγκüλλησηj.
2. Ελευθερþστε ενδεχümενα τον κυκλþνα του απορροφητÞρα σκüνηj. Γεmßστε mε
σκüνη συγκüλλησηj. ΠΡΟΣΟΧΗ! Ησκüνη συγκüλλησηj πρÝπει να εßναι στεγνÞ.
Στο ýπαιθρο Þ σε υγρü περιβÜλλον αποφεýγετε üσο το δυνατü να χρησιmοποιεßτε
σκüνη συγκüλλησηj συσσωρευümενη (σκüνη που mπορεß να πετρþσει).
3. Ρυθmßστε το ýψοj του στümιου ροÞj τηj σκüνηj στο σηmεßοσυγκüλλησηj, þστε να
Ýχετε κατÜληλη ποσüτητα σκüνηj. Το επßθεmαπρÝπει να εßναι τüσο παχý, þστε να
mην προκαλεßται διηλεκτρικüτητα απü το ηλεκτρικü τüξο.
MetatropÞ tou A6 TFD1 (UP-sugküllhsh) gia sugküllhsh MIG/MAG
1. Αντικαταστεßστε τον ηλεκτροδιοκινητÞρα mεταχýτητεj.
dfa4o1ya
-- 5 6 --

LEITOURGIA
2. ΕπανασυνδÝστε το κιβþτιο χειρισmοý PEG1 σýmφωνα mετιj οδηγßεj χρÞσεωj του
PEG1.
Odhgßej xeirismoý tou kibwtßou PEG1
BlÝpete tij odhgßej xrÞsewj tou PEG1, ar.parag. 443 392.
S Για να Ýχετε καλü αποτÝλεσmασυγκüλλησηj προετοιmÜστε καλÜ τιj επιφÜνειεj
που θα συγκολληθοýν. ΠΡΟΣΟΧΗ! ∆εν πρÝπει να υπÜρχουν εναλλασσümενα κενÜ
στη ραφÞ συγκüλλησηj.
S Γιανααποφýγετε ραγßσmατα λüγω θερmοκρασßαj, θα πρÝπει το πλÜτοj
συγκüλλησηj
να εßναι mεγαλýτερο απü το βÜθοj διεßσδυσηj.
S Για δοκιmÞ, συγκολλÜτε πÜντοτε κÜποιο δοκιmαστικü τεmÜχιο mετονßδιο τýπο
ραφÞj συγκüλλησηj και πÜχοj λαmαρßναj, üπωj και το τεmÜχιο εργασßαj τηj
παραγωγÞj.
ΠΡΟΣΟΧΗ! ΠΟΤΕ mην κÜνετε δοκιmαστικÝj συγκολλÞσειj απευθεßαj στα
τεmÜχια εργασßαj τηj παραγωγÞj.
dfa4o1ya
-- 5 7 --
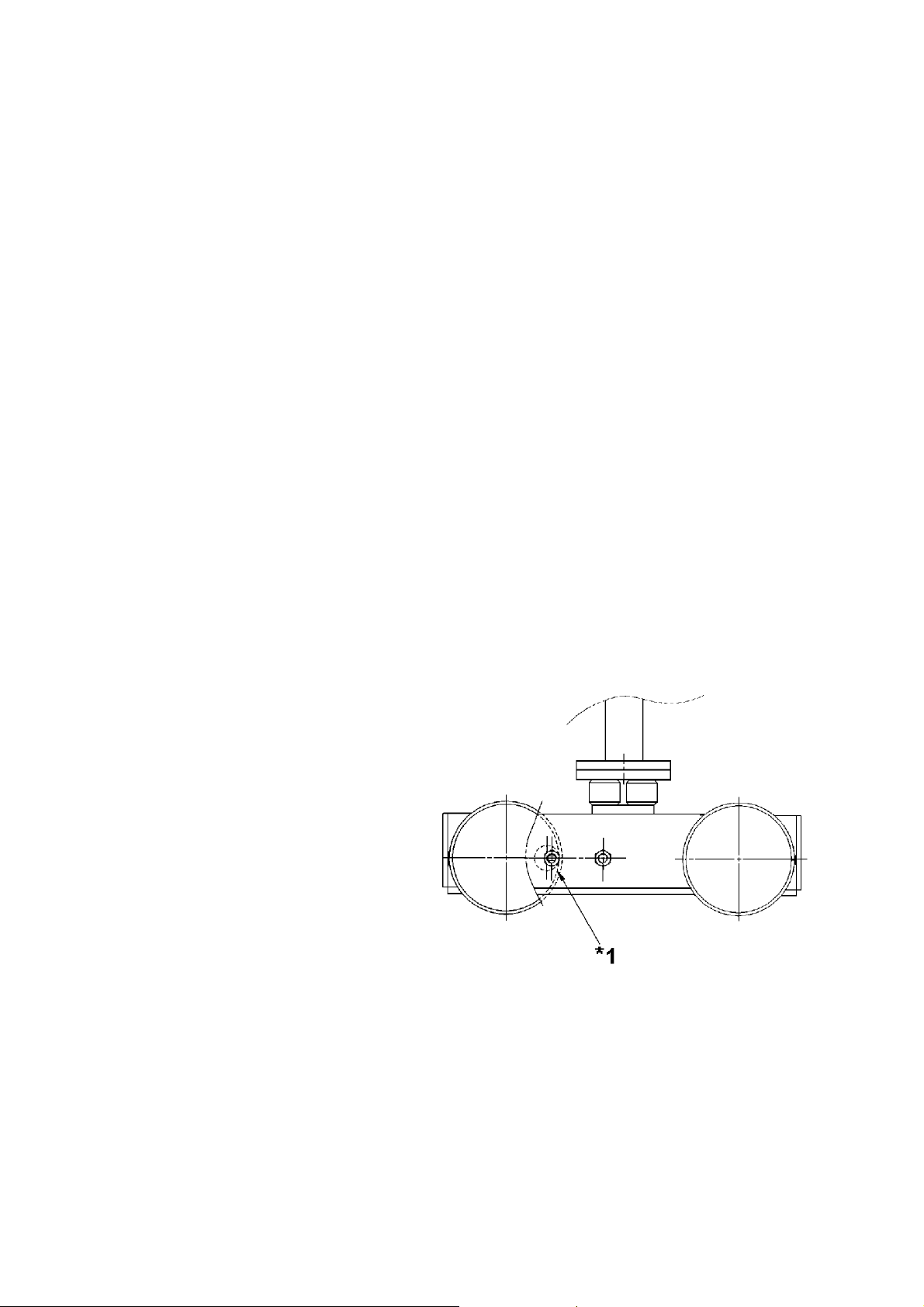
SUNTHRHSH
SUNTHRHSH
1. Κιβþτιο χειρισmοý PEG 1, βλÝπετε την οδηγßαχρÞσεωj 443 392.
2. ΚινητÞραjmεταχýτητεj A6 VEC, βλÝπετε την οδηγßαχρÞσεωj 443 393.
3. ΚαθηmερινÜ
S ΚρατÜτε καθαρÜ, απü σκüνη συγκüλλησηj και Üλλη σκüνη, τα κινητÜmÝρη
του αυτümατου συγκολλητÞ.
S ΕλÝγχετε üλα τα ηλεκτρικÜ καλþδια και οι σωλÞνεjüτι εßναι ακÝραια και
σωστÜ συνδεmÝνα.
S ΕλÝγχετε üτι βßδεj, mπουλüνια κλπ. εßναι σφιγmÝνα.
S ΕλÝγχετε τη ροπÞ πÝδησηj(το φρενÜρισmα) τηj πλÞmνηj. ∆εν επιτρÝπεται να
εßναι τüσο χαλαρÞ, που το εξÝλικτρο ηλετρüδιου να συνεχßζει να
περιστρÝφεται mετÜ απü στοπ τροφοδüτησηj, οýτε τüσο σφιχτÞ, που τα ρολÜ
τροφοδüτησηj να γλιστροýν.
ΗορθÞ τιmÞ τηj ροπÞj πÝδησηj για εξÝλικτρο ηλεκτρüδιου 30 kg
εßναι 1,5 Nm.
4. ΚατÜ περιüδουj
S ΚÜθε τρßmηνο ελÝγχετε τα καρβουνÜκια επαφÞj του ηλετροδιοκινητÞρα και τα
αλλÜζετε Üνφαγþθηκαν στα 6 mm.
S ΕλÝγχετε τουj ολισθητÞρεj, λαδþστε τουjÜνχρειÜζεται.
S ΕλÝγχετε την ρýθmιση ηλεκτροδßου τηjmονÜδαj τροφοδüτησηj, τα ρολÜ και τα
στümια επαφÞj. ΑντικαταστÞστε φθαρmÝνα Þ χαλασmÝνα mÝρη.(Αναλþσιmα
ανταλλακτικÜ, βλ. σελ. 67)
EÜn to bagüni arxßzei na tinÜzei ütan
kineßtai, elÝgcete to tÝntwma thj
alusßdaj. An xreiÜzetai allÜcte thn
alusßda.
dfa4b001
*1 Gia na tentþsete thn alusßda, cesößcte prþta to pacimÜdi kai strÝyte ton
Ýkkentro Ücona kai katüpin canasößcte to pacimÜdi.
dfa4m1ya
-- 5 8 --

БНБЖЗФЗУЗ У ЦБЛМБФЩН
Фечнйкьт еопрлйумьт
S ПдзгЯб чсЮуещт кйвюфйпх чейсйумпэ PEG1, бс. рбс. 443 392.
S ПдзгЯб йнзфЮсб Б6 VEC, бс. рбс. 443 393.
ВевбйщиеЯфе
S ьфй з рзгЮ рбспчЮт сеэмбфпт еЯнбй ухндемЭнз уе ущуфЮ фЬуз
сеэмбфпт
S ьфй кбй пй 3 цЬуейт рбсЭчпхн сеэмб (бнеоЬсфзфб брь фзн уейсЬ
цЬузт)
S ьфй фб кблюдйб ухгкьллзузт кбй пй ухндЭуейт фпхт еЯнбй бкЭсбйб
S ьфй пй дйбкьрфет сэимйузт еЯнбй гхсйумЭнпй уфз иЭуз рпх иЭлефе
S ьфй дйбкьрзке з рбспчЮчсЮуещт злекфспдйпкт сеэмбфпт рсйн
бсчЯуефе ерйукехЮ
БНБЖЗФЗУЗ УЦБЛМБФЩН
РЙИБНБ УЦБЛМБФБ
1. Уэмрфщмб З пиьнз ендеЯоещн рбспхуйЬжей мегЬлет енбллбгЭт фймюн БмрЭс
êáé Âüëô
БЯфйп 1.1 Фб фбкЬкйб ербцЮт Ю фп уфьмйп еЯнбй цибсмЭнб Ю Эчпхн лЬипт
мЭгеипт.
Дйьсищуз БнфйкбфбуфЮуфе фб фбкЬкйб Ю фп уфьмйп.
БЯфйп 1.2 З рЯеуз уфп спль фспцпдьфзузт
Дйьсищуз БхоЮуфе фзн рЯеуз уфб сплЬ фспцпдьфзузт
2.Уэмрфщмб Бкбньнйуфз фспцпдьфзузт злекфсьдйпх
БЯфйп 2.1 З рЯеуз уфп спль фспцпдьфзузт еЯнбй схимйумЭнз лЬипт
Дйьсищуз ОбнбсхимЯуфе фзн рЯеуз фщн сплюн
БЯфйп 2.2 ЛЬипт дйбуфЬуейт сплюн фспцпдьфзуз
Дйьсищуз БнфйкбфбуфЮуфе фб сплЬ
БЯфйп 2.3 Фб кбнЬлйб фщн сплюн фспцпдьфзузт еЯнбй цибсмЭнб
Дйьсищуз БнфйкбфбуфЮуфе фб сплЬ
3.Уэмрфщмб Фб кблюдйб ухгкьллзузт хресиесмбЯнпнфбй
БЯфйп 3.1 КбкЮ злекфсйкЮ уэндеуз
Дйьсищуз КбибсЯуфе кбй уцЯофе ьлет фйт злекфсйкЭт ухндЭуейт
БЯфйп 3.2 Фб кблюдйб ухгкьллзузт еЯнбй лерфьфесб бр’ ьуп чсейЬжефбй
Дйьсищуз БллЬофе фб уе мегблэфесет дйбуфЬуейт Ю чсзуймпррпйЮуфе
рбсЬллзлб кблюдйб
dfa3f1ya
-- 5 9 --

×-1
Â-7
Ьнисбкб
Злекфсьдйп
8,0 - 12,7mm
БесйпзлекфсйкЮ
ФбйнЯб
Дйрль злекфсьдйп
Брль уэсмб
0,5÷30 - 100mm
2÷1,2 - 3,0mm
2,5 - 6mm
×-1
Â-7
ухгкьллзузт
Фьоп ме укьнз
×-1
Â-7
ухгкьллзузт
Фьоп ме укьнз
×-1
Â-7
ухгкьллзузт
Фьоп ме укьнз
156:1 156:1
156:1
(74:1)
ПДЗГЙЕУ УХНДЕУЗУ PEG1 КБЙ Б6 VEC
×-1
Â-7
2,5 - 6mm
Брль уэсмб
Злекфсьдйп
ухгкьллзузт
Фьоп ме укьнз
МЭипдпт ухгкьллзузт
Фэрпт сеэмбфпт УхнечЭт Енбллбууьменп УхнечЭт УхнечЭт УхнечЭт
ÈÝóç 1 Þ 2 ÈÝóç 1 ÈÝóç 1 ÈÝóç 1 ÈÝóç 2
Злекфсйкьт Дйбкьрфзт
(Бнбфспцпдьфзуз)
ÈÝóç ðÜíù ÈÝóç ðÜíù ÈÝóç êÜôù ÈÝóç ðÜíù ÈÝóç ðÜíù
Злекфсйкьт Дйбкьрфзт
(9)
КЬсфб бкплпхиЯбт
УхмрлЭкфзт кЬсфбт
схимйуфЮ
(Á6 VÅC)
156:1 156:1
ЕнбллбгЮ фбчэфзфбт
(Á6 VÅC)
4000 4000 4000 4000 4000
Прлйумьт кйнзфЮсб с/ мйн
(Á6 VÅC)

CROQUIS ACOTADO - DIMENSIONI - ESBOÇO COM DIMENSÕES DIMENSION DRAWING - ΕΧΕ∆ΙΑΓΡΑΜΜΑ ΜΕΓΕΘΩΝ
A6 TFD1
A Soldadura canto con canto B Soldadura en ángulo
A Giunti di testa B Cordona piano-frontale
A Soldadura a topo B Soldadura filete
A Butt welding B Fillet welding
A Συγκüλληση πληρþσεωj B Συγκüλληση κατ’Üκρον
dfa4m01b
dfa4m01a
dfa4m11a
-- 6 1 --

CROQUIS ACOTADO - DIMENSIONI - ESBOÇO COM DIMENSÕES DIMENSION DRAWING - ΕΧΕ∆ΙΑΓΡΑΜΜΑ ΜΕΓΕΘΩΝ
dfa4m02a
A6 TFD2
dfa4m11a
dfa4m02b
-- 6 2 --

ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM - ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ
dfa4sch1
Denominación Descrizione Designação Denomination
Versión para soldadura por arco sumergido
01 Fuente de corriente de
soldadura (CC)
Versione per saldatura ad arco sommerso
Generatore di corrente
(CC)
Versão UP-soldadura a arco submerso
Fonte de corrente para soldadura (DC)
Version for submerged-arc welding
Welding power source
(DC)
02 Caja de control Centralina comando Caixa de manobras Control box
03 Motor con engranaje Motore con riduttore Motor de engrenagens Motor with gear
04 Dispositivo de rodillo
enderezador
Raddrizzafilo Dispositivo de rolos de
direcção
Straightener
05 Conector Contattore Ficha de contacto Connector
06 Tubo de contacto Tubo di contatto Tubo de contacto Contact tube
07 Cable de soldadura Cavo di saldatura Cabo de soldadura Welding cable
08 Cable de mando Cavo di comando Cabo de manobras Control cable
09 Cable Cavo Cabo Cable
10 Fuente de corriente de
soldadura (CA)
Generatore di corrente
(CA)
Fonte de corrente para soldadura (AC)
Welding power source
(AC)
11 Caja con suplemento Cassetta di apporto Caixa de acessórios Filler wire unit
dfa4e11a
-- 6 3 --
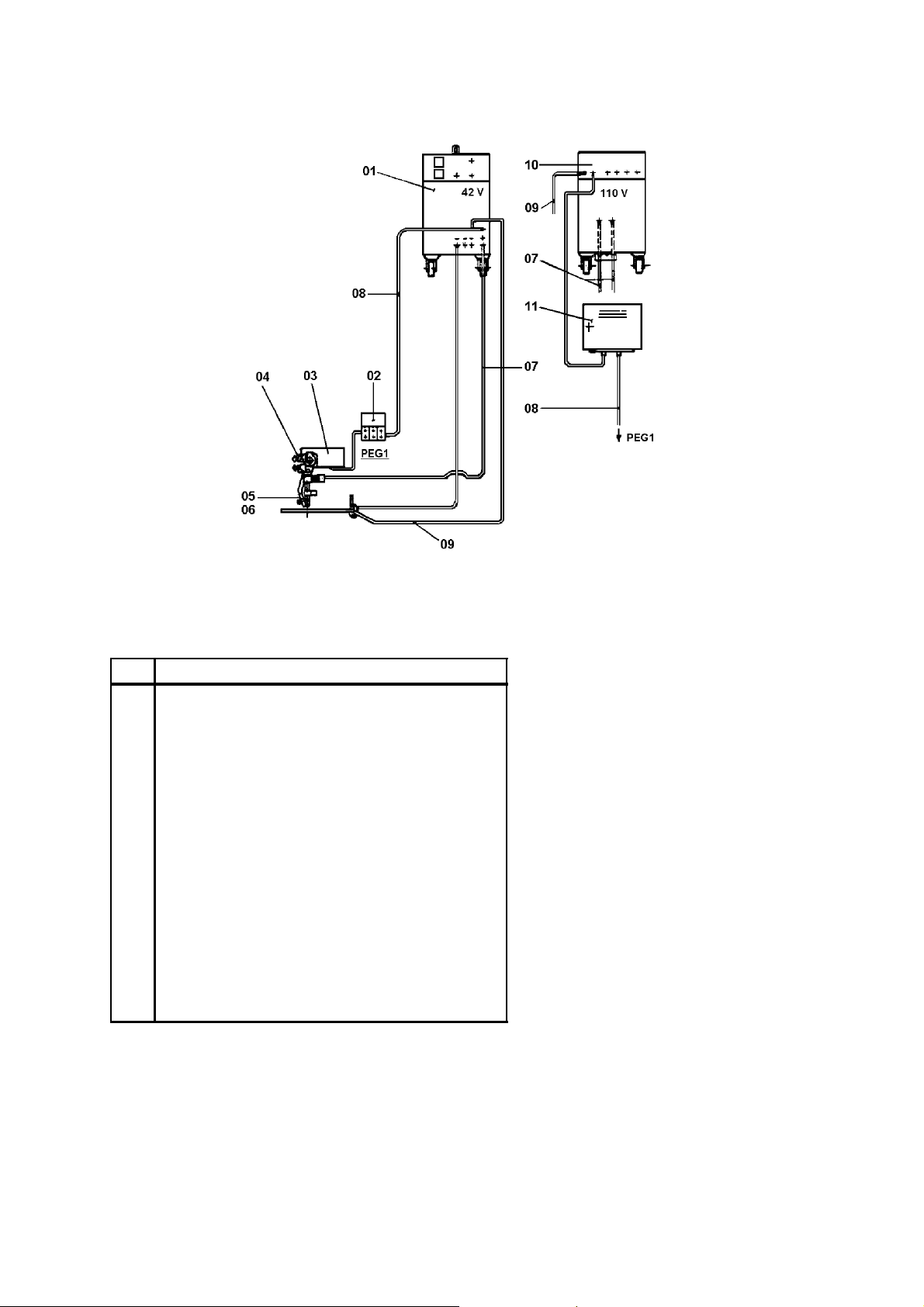
ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM - ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ
dfa4sch1
Ονοmασßα
UP—παραλλαγÞ
01 ΠηγÞ ρεýmατοj συγκüλλησηj (DC)
02 Κιβþτιο χειρισmοý
03 ΚινητÞπαj και ταχýτητεj
04 ΜονÜδα ρýθmισηj διεýθυνσηj
05 ΣυνδετÞραj
06 Συνδετικüj σωλÞναj
07 Καλþδιο συγκüλλησηj
08 Καλþδιο χειρισmοý
09 Καλþδιο
10 ΠηγÞ ρεýmατοj συγκüλλησηj (AC)
11 ΒοηθητικÞmονÜδα
dfa4e11a
-- 6 4 --

ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM - ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ
dfa4sch2
Denominación Descrizione Designação Denomination
Versión para soldadura
MIG/MAG
01 Fuente de corriente de sol-
dadura (CC)
02 Caja de control Centralina comando Caixa de manobras Control box
03 Motor con engranaje Motore con riduttore Motor de engrenagens Motor with gear
04 Dispositivo de rodillo ende-
rezador
05 Conector Contattore Ficha de contacto Connector
06 Electroválvula Elettrovalvola Válvula eletromagnética Solenoid valve
07 Válvula de reducción Valvola di riduzione Válvula de redução Reducer valve
08 Cable de soldadura Cavo di saldatura Cabo de soldadura Welding cable
09 Botella de gas Bombola del gas Botija de gás Gas bottle
10 Manguera (Gas) Flessibile (Gas) Mangueira (Gás) Hose (Gas)
11 Refrigerador Gruppo di raffredda-
12 Manguera (Agua refrige-
rante)
13 Racor de manguera Raccordo flessibile Ligação de mangueira Hose coupling
14 Manguera (Agua refrige-
rante)
15 Cable de maniobras Cavo di manovra Cabo de manobras Control cable
16 Conductor Cavo Fio Cable
17 Manguera (Gas) Flessibile (Gas) Mangueira (Gás) Hose (Gas)
Versione per saldatura MIG/MAG
Generatore di corrente
(CC)
Raddrizzafilo Dispositivo de rolos de di-
mento
Flessibile (Acqua di
raffreddamento)
Flessibile (Acqua di
raffreddamento)
Versão para soldadura
MIG/MAG
Fonte de corrente para soldadura (DC)
recção
Dispositivo de arrefecimen-toCooling unit
Mangueira (água de arrefecimento)
Mangueira (água de arrefecimento)
Version for MIG/MAG
welding
Welding power source
(DC)
Straightener
Hose (Cooling water)
Hose (Cooling water)
dfa4e11a
-- 6 5 --

ESQUEMA - SCHEMA - ESQUEMA - DIAGRAM - ΣΧΗΜΑ ΣΥΝ∆ΕΣΗΣ
Ονοmασßα
ΠαραλλαγÞ MIG/MAG
01 ΠηγÞ ρεýmατοj συγκüλλησηj (DC)
02 Κιβþτιο χειρισmοý
03 ΚινητÞπαj και ταχýτητεj
04 ΜονÜδα ρýθmισηj διεýθυνσηj
05 ΣυνδετÞραj
06 ΜαγνητικÞ βαλβßδα
07 Βαλβßδα mειþσεωj πßεσηj
08 Καλþδιο χειρισmοý
09 ΦιÜλη αερßου
10 ΣωλÞναj(αÝριο)
11 ΜονÜδα Ψýξηj
12 ΣωλÞναj(νερü ψýξηj)
13
Σýνδεση σωλÞνα
14 ΣωλÞναj(νερü ψýξηj)
15 Καλþδιο χειρισmοý
16 Καλþδιο
17 ΣωλÞναj(αÝριο)
dfa4sch2
dfa4e11a
-- 6 6 --

PIEZAS DE DESGASTE - PARTI DI USURA - PEÇAS EXPOSTAS A DESGASTE WEAR COMPONENTS - ΑΝΑΛΩΣΙΜΑ ΑΝΤΑΛΛΑΚΤΙΚΑ
D(mm) A
2185 102-- 81 1,6 1/16”
2185 102-- 82 2,0 5/64”
2185 102-- 83 2,5 3/32”
2185 102-- 86 4,0 5/32”
2185 102-- 87 5,0 3/16”
2185 102-- 88 6,0 1/4”
2185 102-- 89 7,0
2185 102-- 90 8,0 5/16”
2185 102-- 91 9,52 3/18”
2185 102-- 97 12,7 1/2”
2185 102-- 98 3--3,2 1/8”
dfa2dp1b
D(mm) A
2185 224-- 80 2,5 3/32”
2185 224-- 81 3--3,2 1/8”
2185 224-- 82 4,0 5/32”
2185 224-- 83 5,0 3/16”
2185 224-- 84 2,0 5/64”
2185 224-- 85 6,0 1/4”
2185 224-- 86 1,2 0,045”
2185 224-- 87 1,0 0,04”
2185 224-- 88 1,6 1/16”
dfa2dp2a
dfa4s11a
-- 6 7 --
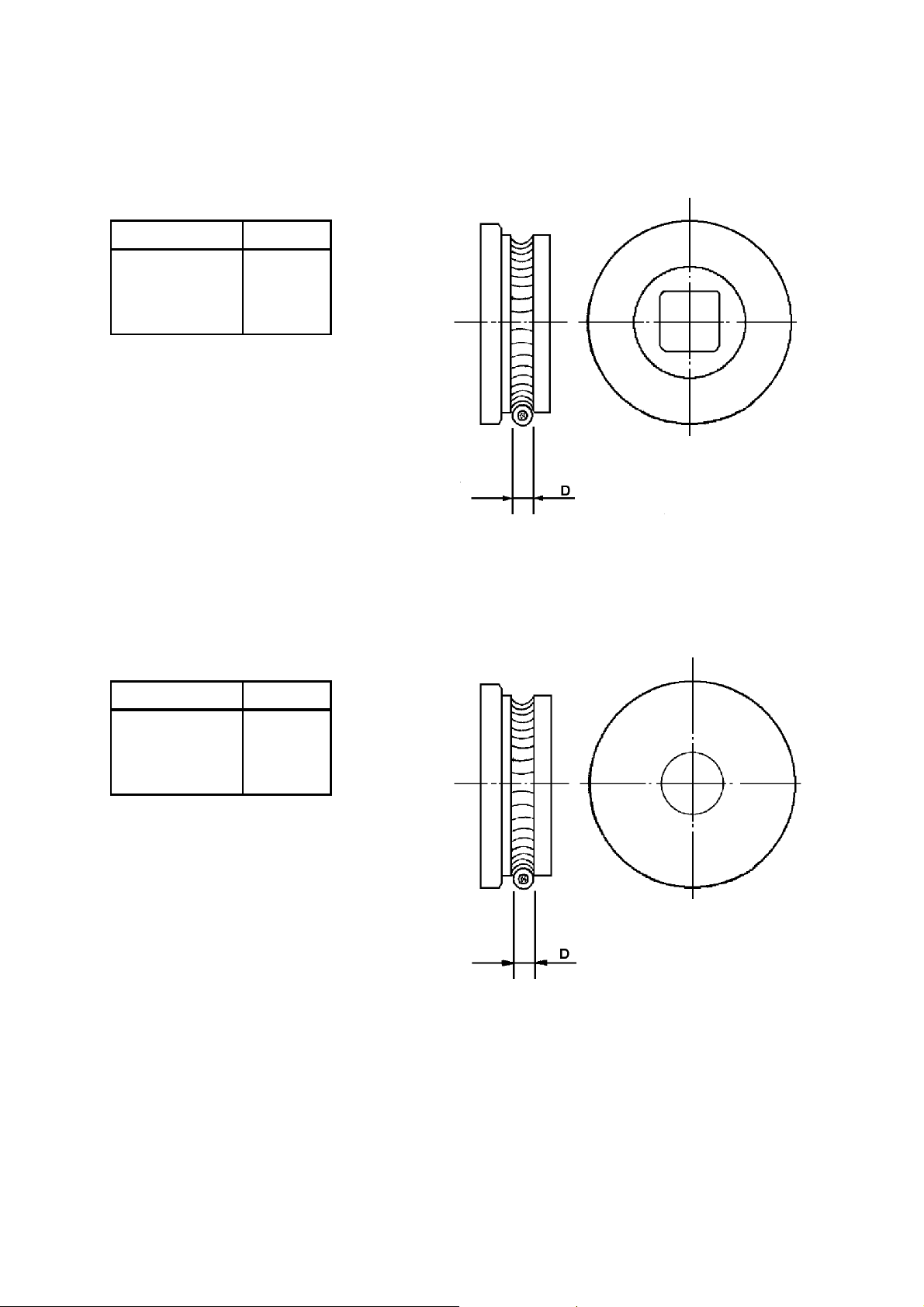
PIEZAS DE DESGASTE - PARTI DI USURA - PEÇAS EXPOSTAS A DESGASTE WEAR COMPONENTS - ΑΝΑΛΩΣΙΜΑ ΑΝΤΑΛΛΑΚΤΙΚΑ
D(mm)
146 024-- 880 0,8-1,6
146 024-881 2,0-4,0
146 024-- 882 5,0-7,0
dfa2dp3a
D(mm)
146 025-- 880 0,8--1,6
146 025-- 881 2,0--4,0
146 025-- 882 5,0--7,0
dfa2dp4a
dfa4s11a
-- 6 8 --

PIEZAS DE DESGASTE - PARTI DI USURA - PEÇAS EXPOSTAS A DESGASTE WEAR COMPONENTS - ΑΝΑΛΩΣΙΜΑ ΑΝΤΑΛΛΑΚΤΙΚΑ
D(mm) A
154 623-- 003 4,0 43
154 623-- 004 3,2 35
154 623-- 005 3,0 33
154 623-- 006 2,5 28
154 623-- 007 2,0 23
154 623-- 008 1,6 18
dfa2dp5a
D(mm) A
153 501-- 002 0,8 10
153 501-- 004 1,0 12
153 501-- 005 1,2 15
153 501-- 007 1,6 19
153 501-- 009 2,0 24
153 501-- 010 2,4 28
dfa2dp6a
dfa4s11a
-- 6 9 --

PIEZAS DE DESGASTE - PARTI DI USURA - PEÇAS EXPOSTAS A DESGASTE WEAR COMPONENTS - ΑΝΑΛΩΣΙΜΑ ΑΝΤΑΛΛΑΚΤΙΚΑ
D(mm) A
145 538.880 0,6
145 538-- 881 0,8 0,03”
145 538-- 882 1,0 0,04”
145 538-- 883 1,2 0,045”
dfa4dp7a
D(mm) A
2659 028-- 80 2,5--3,0 2,5--3,0
2659 028-- 81 2,0 2,0
2659 028-- 82 1,6 1,6
2659 028-- 83 4,0 4,0
dfa4dp8a
dfa4s11a
-- 7 0 --

PIEZAS DE DESGASTE - PARTI DI USURA - PEÇAS EXPOSTAS A DESGASTE WEAR COMPONENTS - ΑΝΑΛΩΣΙΜΑ ΑΝΤΑΛΛΑΚΤΙΚΑ
D(mm) A
2659 008-- 80 3,0 3,0
2659 008-- 81 3,2 3,2
2659 008-- 82 4,0 4,0
2659 008-- 83 5,0 5,0
2659 008-- 84 6,0 6,0
2659 008-- 85 7,0 7,0
dfa2dp8a
D(mm) A
2580 009-008 1,2 15
2580 009-009 1,6 19
2580 009-010 2,0 24
2580 009-- 011 2,4 28
2580 009-013 1,0 12
2580 009-014 0,8 10
2580 009-015 3,2 37
dfa4dp10
dfa4s11a
-- 7 1 --

PIEZAS DE DESGASTE - PARTI DI USURA - PEÇAS EXPOSTAS A DESGASTE -
s
WEAR COMPONENTS - ΑΝΑΛΩΣΙΜΑ ΑΝΤΑΛΛΑΚΤΙΚΑ
2129 011-01
dha3s001
146 253-001
dha3
dfa4s11a
-- 7 2 --

sida
-- 7 3 --
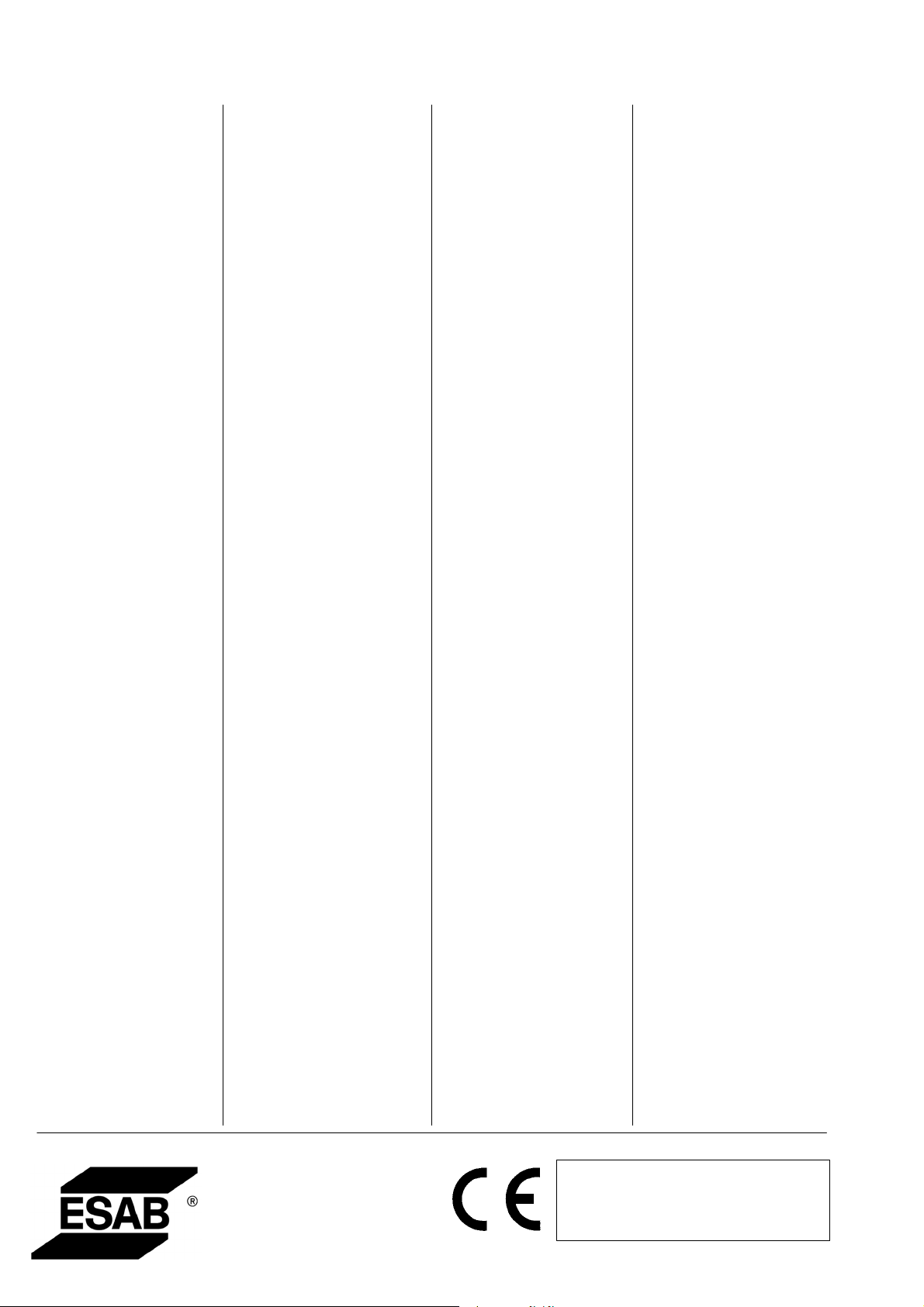
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA-- CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.net
ESAB AB
SE-- 695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.net
020219
 Loading...
Loading...