


A6 OGA
101103105107109111102021110025108024042106023061104022041100020040060001
Järnpulverutrustning
Jernpulverudstyr
Jernpulverutstyr
Rautajauhelaitteisto
Iron powder equipment
Eisenpulverzuführgerät
Equipement de flux de fer
IJzerpoederuitrusting
Equipo para polvo de hierro
Attrezzatura per polvere metallica
Equipamento para pó de ferro
Еопрлйумьт фспцпдьфзузт уйдзсьукпнзт
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid for serial no. 452--xxx--xxxx0443 404 001 2005--05--24

SVENSKA 5..............................................
DANSK 17................................................
NORSK 29................................................
SUOMI 41................................................
ENGLISH 53..............................................
DEUTSCH 65.............................................
FRANÇAIS 77.............................................
NEDERLANDS 89.........................................
ESPAÑOL 101..............................................
ITALIANO 113..............................................
PORTUGUÊS 125..........................................
ЕЛЛЗНЙКБ 138.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

FÖRSÄKRAN OM ÖVERENSST ÄMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sverige, försäkrar under eget ansvar att
järnpulverutrustning A6 OGA från serienummer 452 är i överensstämmelse med
standard EN 60292 enligt villkoren i direktiv (89/392/EEG) med tillägg (93/68/EEG)
och standard EN 50199 enligt villkoren i d ir ektiv (89/336/EEG) med tillägg
(93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
OVERENSSTEMMELSEERKLÆRING
Esab Welding Equipment AB, S-- 695 81 Laxå, Sverige, erklærer på eget ansvar, at
jernpulverudstyr A6 OGA fra serienummer 452 er i overensstemmelse med standarden EN 60292 ifølge betingelserne i direktiv (89/392/EØF) med tillæg (93/68/EØF)
og standarden EN 50199 ifølge betingelserne i direktiv (89/336/EØF) med tillæg
(93/68/EØF).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
FORSIKRING OM SAMSVAR
Esab Welding Equipment AB, S--695 81 Laxå, Sverige, forsikrer på eget ansvar at
jernpulverutstyr A6 OGA fra serienummer 452 er i overensstemmelse med standard
EN 60292 i følge vilkårene i direktiv (89/392/EF) med tillegg (93/68/EF) og standard
EN 50199 i følge vilkårene i direktiv ( 89/336/EF) med tillegg (93/68/EF).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
VAATIMUSTENMUKAISUUSVAKUUTUS
Esab Welding Equipment AB, S--695 81 Laxå, Ruotsi, vakuuttaa omalla vastuullaan,
että rautajauhelaitteisto A6 OGA alkaen sarjanumerosta 452 täyttää standardin EN
60292 vaatimukset direktiivin (89/392/ETY) ja sen lisäysten (93/68/ETY) ehtojen mukaisesti sekä standardin EN 50199 vaatimukset direktiivin (89/336/ETY) ja sen lisäysten (93/68/ETY) ehtojen mukaisesti.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARATION OF CONFORMITY
Esab Welding Equipment AB, S--695 81 Laxå, Sweden, gives its unreserved guarantee that iron powder equipment A6 OGA from serial number 452 complies with standard EN 60292, in accordance with the requirements of directive (89/392/EEC) and
addendum (93/68/EEC), and with standard EN 50199, in accordance with the requirements of directive (89/336/EEC) and addendum (93/68/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
ZULASSUNGSNACHWEIS
Esab Welding Equipment AB, S--695 81 Laxå Schweden, bestätigt hiermit in Eigenverantwortung, daß der Eisenpulverzuführgerät A6 OGA ab Seriennummer 452 dem
Standard EN 60292 gemäß den Bedingungen der Direktive (89/392/EEG) mit Zusatz
(93/68/EEG) und dem Standard EN 50199 gemäß den Bedingungen der Direktive
(89/336/EEG) mit Zusatz (93/68/EEG) entspricht.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, S --695 81 Laxå, Suède, certifie que la Equipement de
flux de fer A6 OGA à partir du numéro de série 452 est conforme à la norme EN
60292 selon les conditions de la directive (89/392/CEE) avec additif (93/68/CEE) et
à la norme EN 50199 selon les conditions de la directive (89/336/CEE) avec additif
(93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
3

VERKLARING VAN OVEREENSTEMMING
Esab Welding Equipment AB, S --695 81 Laxå Zweden, verklaart geheel onder eigen
verantwoordelijkheid dat Ijzerpoederuitrusting A6 OGA van het serienummer 452 in
overeenstemming is met norm EN 60292 conform de bepalingen in richtlijn
(89/392/EEG) met annex (93/68/EEG) en met norm EN 50199 conform de bespalingen in richtlijn (89/336/EEG) met annex (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARACIÓN DE CONFORMIDAD
Esab Welding Equipment AB, S--695 81 Laxå, Suecia, garantiza bajo propia responsabilidad que el equipo para polvo de hierro A6 OGA a partir del número de serie
452 concuerda con la norma EN 60292 conforme a la directiva (89/392/CEE) con el
suplemento (93/68/CEE) y con la norma EN 50199 según los requisitos de la directiva (89/336/CEE) con el suplemento (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DICHIARAZIONE DI CONFORMITA
Esab Welding Equipment AB, S--695 81 Laxå Svezia, dichiara sotto la propria responsabilità che la attrezzatura per polvere metallica A6 OGA con numero di serie a
partire da 452 è conforme alla norma EN 60292 come previsto dalla direttiva
(89/392/CEE) e successive integrazioni (93/68/CEE) ed alla norma EN 50199 come
previsto dalla direttiva (89/336/CEE) e successive integrazioni (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARAÇÃO DE CONFORMIDADE
Esab Welding Equipment AB, S--695 81 Laxå Suécia, garante sob responsabilidade
própria que a equipamento para pó de ferro A6 OGA a partir do número de série
452 está em conformidade com a norma EN 60292 segundo os requisitos da directiva (89/392/CEE) com o suplemento (93/68/CEE) e com a norma EN 50199 segundo
os requisitos da directiva (89/336/CEE) com o suplemento (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
ДЗЛЩУЗ УХММПСЦЩУЗУ
З ефбйсеЯб Esab Welding Equipment AB, S--695 81 Laxе, УпхздЯб, дзлюней ьфй фб
мзчбнЮмбфб Еопрлйумь фспцпдьфзузт уйдзсьукпнзт A6 OGA брь фпн бсйимь
уейсЬт 452 кбй Эрейфб, ухммпсцюнпнфбй ме фп рсьфхрп EN 60292 уэмцщнб ме
фйт брбйфЮуейт фзт пдзгЯбт (89/392/ÅÅG) кбй фпх рбсбсфЮмбфпт (93/68/EEG) кбй
фп рсьфхрп EN 50199 уэмцщнб ме фйт брбйфЮуейт фзт пдзгЯбт (89/336/EEG) кбй
фпх рбсбсфЮмбфпт (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -------Laxå 1998--04--07
Anders Birgersson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
4

PORTUGUÊS
1 SEGURANÇA 126......................................................
2 INTRODUÇÃO 128.....................................................
2.1 Generalidades 128............................................................
2.2 Dados técnicos 128............................................................
2.3 Equipamento 129.............................................................
2.4 Abastecimento de pó de ferro 130...............................................
3 INSTALAÇÃO 131......................................................
3.1 Generalidades 131............................................................
3.2 Conexão 131.................................................................
4 OPERAÇÃO 133.......................................................
4.1 Generalidades 133............................................................
4.2 Parâmetros de soldadura 133...................................................
4.3 Junta 134....................................................................
4.4 Soldadura com pó de ferro 135..................................................
5 MANUTENÇÃO 137....................................................
5.1 Generalidades 137............................................................
6 ACESSÓRIOS 137.....................................................
7 ENCOMENDA DE PEÇAS SOBRESSALENTES 137.......................
ESBOÇO COM DIMENSÕES 151...........................................
INSTRUÇÕES DE MONTAGEM 152.........................................
ESQUEMA 153...........................................................
LISTA DE PEÇAS SOBRESSALENTES 155..................................
TOCp
-- 1 2 5 --

PT
1 SEGURANÇA
São os utilizadores de equipamento de soldadura ESAB a quem em última análise cabe a responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou próximo do
mesmo observe todas as medidas de precaução de segurança pertinentes. As medidas de precaução de segurança devem satisfazer os requisitos que se aplicam a este tipo de equipamento
de soldadura. Além dos regulamentos normais aplicáveis ao local de trabalho, devem observar-se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com o funcionamento do equipamento de soldadura. O funcionamento incorrecto do equipamento pode resultar em situações perigosas que podem dar origem a ferimentos no operador e danos no equipamento.
1. Qualquer pessoa que utilize o equipamento de soldadura deve estar familiarizado com:
S a operação do mesmo
S o local das paragens de emergência
S o seu funcionamento
S as medidas de precaução de segurança pertinentes
S o processo de soldadura
2. O operador deve certificar--se de que:
S nenhuma pessoa não autorizada se encontra dentro da área de funcionamento do equi-
pamento quando este é posto a trabalhar.
S ninguém está desprotegido quando se forma o arco
3. O local de trabalho tem de:
S ser adequado à finalidade em questão
S não estar sujeito a correntes de ar
4. Equipamento de segurança pessoal
S Use sempre o equipamento pessoal de segurança recomendado como, por exemplo,
óculos de segurança, vestuário à prova de chama, luvas de segurança.
S Não use artigos soltos como, por exemplo, lenços ou cachecóis, pulseiras, anéis, etc.,
que poderiam ficar presos ou provocar queimaduras.
5. Medidas gerais de precaução
S Certifique--se de que o cabo de retorno está bem ligado.
S O trabalho em equipamento de alta tensão só será executado por um electricista qua-
lificado.
S O equipamento de extinção de incêndios apropriado tem de estar claramente identificado
e em local próximo.
S Alubrificaçãoeamanutenção não podem ser executadas no equipamento durante o
seu funcionamento.
Safp
-- 1 2 6 --

PT
AVISO
A SOLDADURA POR ARCO ELÉCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA
AS OUTRAS PESSOAS. TENHA TODO O CUIDADO QUANDO SOLDAR. PEÇA AS PRÁTICAS DE
SEGURANÇA DO SEU EMPREGADOR QUE SE DEVEM BASEAR NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES.
CHOQUE ELÉCTRICO -- Pode matar
S Instale e ligue à terra a unidade de soldadura de acordo com as normas aplicáveis.
S Não toque em peças eléctricas ou em eléctrodos com carga com a pele desprotegida, com luvas
molhadas ou roupas molhadas.
S Isole--se a si próprio, e à peça de trabalho, da terra.
S Certifique--se de que a sua posição de trabalho é segura.
FUMOS E GASES -- Podem ser perigosos para a saúde
S Mantenha a cabeça afastada dos fumos.
S Utilize ventilação e extracção no arco, ou ambos, para manter os fumos e os gases longe da sua
zona de respiração e da área em geral.
RAIOS DO ARCO -- Podem ferir os olhos e queimar a pele
S Proteja os olhos e o corpo. Utilize as protecções para soldadura e lentes de filtro correctas e use
vestuário de protecção.
S Proteja as pessoas em volta através de protecções ou cortinas adequadas.
PERIGO DE INCÊNDIO
S As faíscas (fagulhas) podem provocar incêndios. Por isso, certifique--se de que não existem mate-
riais inflamáveis por perto.
RUÍDO -- O ruído excessivo pode provocar danos na audição
S Proteja os ouvidos. Utilize protectores auriculares ou outro tipo de protecção auricular.
S Previna as outras pessoas contra o risco.
AVARIAS -- Peça a assistência de um perito caso surja uma avaria.
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU UTILIZAR A UNIDADE.
PROTEJA--SE A SI E AOS OUTROS!
Safp
-- 1 2 7 --

PT
2 INTRODUÇÃO
2.1 Generalidades
A A6 OGA foi concebida para debitar uma determinada quantidade de pó de ferro
para utilização em soldaduras por electro--arco submersas, ver na página 130. O pó
de ferro é adicionado para aumentar a produtividade, e manter em simultâneo a
resistência ao impacto da soldadura. A unidade de alimentação de pó de ferro pode
ser instalada no sistema de soldadura A2 ou A6.
Pó de ferro pode ser adicionado de duas maneiras (Alimentação dianteira,
Alimentação directa) ver os diagramas na página 130.
2.2 Dados técnicos
A6 OGA
Peso, unidade de alimentação do pó de ferro 3.3 kg
Peso, Unidade de alimentação do pó de ferro e depósito do
pó com apoios (excl. pó de ferro)
Peso, unidade de controlo 3.7 kg
Peso, unidade de alimentação directa 0.7 kg
Tensão de alimentação, unidade de controlo 42 V, 50/60 Hz
Motor com caixa de velocidades DC 24 V, 36 rpm
Capacidade do depósito, nível de enchimento com crivo 6,5 litros.
8.2 kg
Peso do pó de ferro adicionado
(gravidade espec. 3.62)
Gram/min
Velocidade do cilindro de alimentação, rpm
fga2d1pa
-- 1 2 8 --

PT
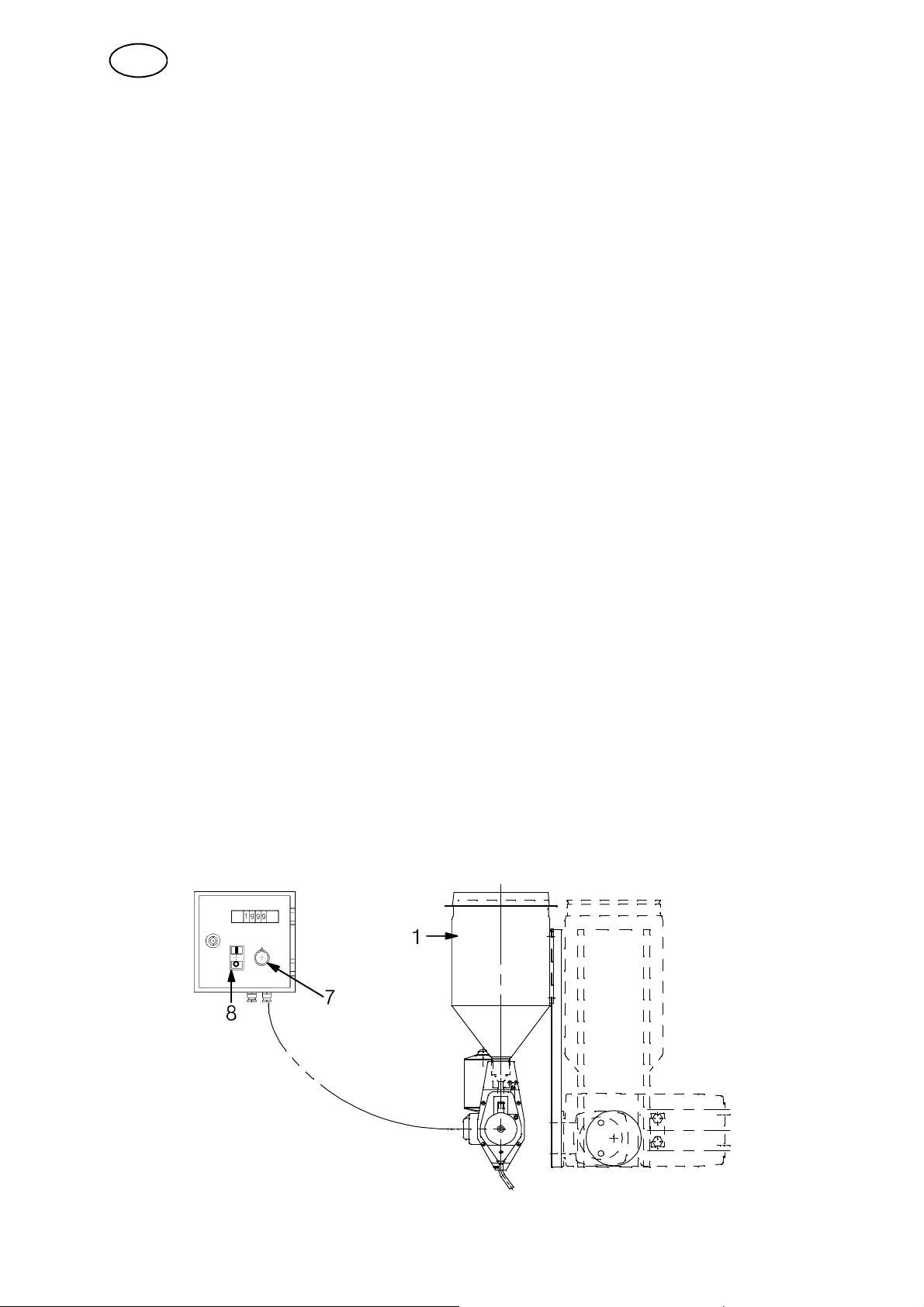
2.3 Equipamento
1. Depósito alimentador (6,5 l) para pó de ferro
2. Apoio
3. Alimentador do pó de ferro
4. Motor
5. Unidade de controlo
6. Visor exibindo o fluxo de pó previamente determinado(g/min)
7. Potenciómetro (P1) para regular o fluxo do pó
8. Interruptor (S1) para arranque do abastecimento do pó
9. Bico de saída (em material não magnético) com tubo de descarga, utilizado
quando o pó de ferro é projectado à frente do ponto a soldar.
10. Apoio (para o bico de saída, em material não magnético)
11. Botão
12. Tampa do depósito do pó
fga2d1pa
-- 1 2 9 --

PT
2.4 Abastecimento de pó de ferro
2.4.1 Pó de ferro projectado à frente do eléctrodo de soldadura (Alimentação
dianteira)
S O pó de ferro é fornecido através de um tubo de descarga, que enche
parcialmente a junta.
S Adiciona--se o fluxo que cobre a junta.
S O eléctrodo passa pela base formada pelo pó e, caso os valores da tensão e da
intensidade da corrente forem os correctos, o arco fundirá o pó de ferro,
conferindo o grau necessário de fusão nas paredes laterais e na base.
1. Obra
2. Eléctrodo
3. Fluxo
4. Pó de ferro
5. Unidade de controlo
6. Soldadura
7. Escória
8. Soldadura em
fusão
9. Alimentação
de pó de ferro
2.4.2 Pó de ferro lançado directamente sobre o eléctrodo (Alimentação
directa), Acessórios
S Primeiramente, o fluxo é adicionado da forma habitual.
S O pó de ferro é lançado directamente sobre o eléctrodo livre, ficando retido
nesse ponto por atracção magnética, e acompanha o eléctrodo através da base
do fluxo. A penetração do eléctrodo deve ser aumentada cerca de 40--60 mm.
S Por trás do eléctrodo é adicionado um fluxo extra para preencher a calha
deixada pelo fluxo do eléctrodo e pelo pó de ferro a ele ligado. Este processo
impede que a soldadura em fusão borbulhe por detrás do eléctrodo.
1. Obra
2. Eléctrodo
3. Fluxo
4. Pó de ferro
5. Unidade de controlo
6. Soldadura
7. Escória
8. Soldadura em fusão
9. Alimentação de
pó de ferro
fga2d1pa
-- 1 3 0 --

PT
3INSTALAÇÃO
3.1 Generalidades
A instalação deve ser efectuada por um p rofission al.
3.2 Conexão
3.2.1 Generalidades
S Ver dimensões na página 151.
S Ver desenho esquemático na página 153.
3.2.2 Instalação, A6 OGA
1. Monte o equipamento do pó de
ferro, de modo que fique em
posição vertical.
ATENÇÃO!
O equipamento deve estar isolado
electricamente do bico de saída (9).
2. Coloque a unidade de controlo (5) do equipamento do
pó de ferro ao lado do respectivo depósito, ou com as
unidades de controlo existentes. Existem 4 orifícios
para parafusos na base da unidade de controlo.
3. Ajuste o comprimento do tubo de plástico entre o
alimentador do pó de ferro (3) e o tubo de descarga (9).
Se necessário, ajuste o comprimento do tubo de descarga.
4. Ajuste a posição do tubo de descarga (9) movendo--o para os
lados na ranhura do suporte (10) ou rodando e /ou ajustando o ângulo do tubo.
5. Encaixe o tubo de descarga (9), utilizando o grampo de 35 mm ⊘para a A6, ou
ode20mm⊘ para a A2.
6. Encaixe o kit de alimentação directa (4) para a A6 directamente na unidade de
alimentação, ou, no caso da A2, com o auxílio do adaptador.
7. O cilindro de alimentação (11) é fornecido com o apoio para o depósito do pó. O
cilindro de alimentação possui dois orifícios adicionais, ligeiramente deslocados
para que o depósito do pó possa ser deslocado ligeiramente para um dos lados
para obtenção de espaço suficiente.
ATENÇÃO! Coloque os tubos do pó de ferro pelo menos a 10 cm do dispositivo de
ligação para evitar a interferência magnética exercida aquando da alimentação do
pó de ferro.
AVISO!
A instalação de outro equipamento perto do alimentador de pó de ferro ou do tubo
de descarga poderá causar problemas no funcionamento, caso o referido
equipamento seja fabricado com materiais magnéticos ou gere um campo
electromagnético.
fga2i1pa
-- 1 3 1 --

PT
3.2.3 Regulação do voltímetro digital
Antes de ligar a corrente para a caixa de comando, o voltímetro digital (6) deverá
ser regulado.
1. Abra a caixa de comando, (use a “chave“ anexa).
2. Levante para fora a cobertura de plástico situada na parte traseira do voltímetro
digital.
3. Mude o grampo da posição 1 para a 3, para a
área 100--199.
4. Torne a colocar a cobertura de plástico.
5. Levante a tampa de protecção que cobre os diodos da parte dianteira do
voltímetro digital.
6. Coloque o grampo para a vírgula das decimais conforme a figura abaixo.
7. Coloque de volta a cobertura de protecção.
3.2.4 Conexão da caixa de comando
Posição 1 Posição 3
1. Conecte corrente alternada de 42 V ao plinto X1 (4) tomada 1--2.
2. Conecte o cabo do motor de alimentação de pó ao plinto X1 (4) tomada 5--6. O
fiovermelholiga--seàtomada6eofiopretoàtomada5.Arodadedoseamento
deverá, então, girar para a direita (sentido horário).
3. Gire o potenciómetro de velocidade P1 (7) ao mínimo.
4. Prima o botão de accionamento (8).
5. Verifique se a roda de doseamento está imobilizada, se não estiver, ajuste o
potenciómetro de ajuste “MIN SPEED“ (2).
6. Gire o potenciómetro de velocidade P1 (7) ao máximo.
7. Ajuste o potenciómetro de regulação “MAX SPEED“ (1), de forma que a tensão
do circuito seja 36 V DC (medida no plinto X1, tomada 5--6). (Normalmente o
potenciómetro de regulação não necessita de ser ajustado, pois isso é feito
antes da entrega).
8. Ponha a tensão de circuito em 23 V DC com o auxílio do potenciómetro de
velocidade P1 (7).
9. Ajuste o potenciómetro P2 (3) de forma que o mostrador indique 220.
fga2i1pa
-- 1 3 2 --

PT
4 OPERAÇÃO
4.1 Generalidades
Os regulamentos g erais de segurança para o manuseamento do equipamento
encontram- se na página 126. Leia- os com atenção antes de começar a utilizar o equipamento!
4.2 Parâmetros de soldadura
4.2.1 Regulação da intensidade da corrente
Quando soldar com arame de 4 mm e DC (eléctrodo positivo) coloque a intensidade
no âmbito dos 600 -- 900 A. Daqui resultará um índice de deposição do arame de
7 -- 11 kg/ arco/hora.
Ao soldar com arame de 2 x 4 mm (soldadura em arco de tandem) e DC/AC regule
a intensidade para 600 -- 700 A para o primeiro arame, e 700 -- 900 A para o
segundo. Daqui resultará um índice de deposição de arame de 15 -- 19 kg/arco
hora.
4.2.2 Ten são do arco
A tensão do arco deverá situar--se entre 28 -- 38 volts, dependendo da intensidade
da corrente e da posição na junta. Este valor situa--se 2 volts acima do que seria
necessáriosemopódeferro.
4.2.3 Velocidade de deslocação
A velocidade de deslocação deverá ser superior à da soldadura sem pó de ferro.
Deverá situar--se na ordem dos 60 -- 70 cm/min, ou, com dois arames (soldadura de
tandem) até 100 cm/min. ATENÇÃO! Se a velocidade de deslocação for demasiado
lenta resultará numa fusão incompleta do pó de ferro.
fga2o1pa
-- 1 3 3 --

PT
4.3 Junta
4.3.1 Generalidades
O pó de ferro fundido utiliza a energia do arco e reduz a fusão na placa de base.
Deste modo, a penetração da corrente de soldadura na placa de base será
reduzida. Este facto deverá ser levado em conta ao seleccionar--se os parâmetros
de preparação e soldadura da junta. Isto é particularmente importante para os
cordões da base, embora seja menos importante para os cordões de enchimento.
4.3.2 Tipo de junta
Para uma soldadura unilateral, recomendamos uma preparação em V a 50_.
Recomenda--se também a utilização de um cordão de base manual, usando um
eléctrodo adequado ou arameeautilização de uma fita de encosto posterior. A
soldadura por electro--arco submersa ta mbém pode ser usada directamente sobre
uma fita de encosto posterior adequada. Isto recomenda--se somente quando é
possível utilizar uma guia para controlar com precisão o alinhamento das arestas e
a fenda da base. De outra forma, resultará numa penetração irregular.
Para uma soldadura dupla recomenda --se uma junta em V a 50_, com a parte de
trás soldada sem pó de ferro, ou então é recomendável um duplo V a 50_.Em
ambos os casos pode ser usada uma face de base encosto medindo até 6 mm.
Neste caso o cordão da base deverá ser soldado com uma quantidade reduzida de
pó de ferro. Nos casos onde se façam exigências relativamente à resistência ao
impacto da base, poderá tornar--se necessário fazer retrocessos na soldadura ou
usar um cordão de base manual com preparação da borda em bisel.
fga2o1pa
-- 1 3 4 --
PT
4.4 Soldadura com pó de ferro
S Encha o depósito com pó de ferro (1).
S Posicione a cabeça de soldadura no ponto de partida da soldadura.
S Ajuste o alimentador de pó de ferro através do potenciómetro (7) da unidade de
controlo.
A qualidade da soldadura dependerá da adição correcta de pó de ferro e da taxa de
fluxo, que deverá ser adaptada à correnteeàvelocidade de alimentação do arame.
Os seguintes dados poderão ser usados como orientação:
Arame único 4 mm: 600 A -- aprox. 120 g/min
700 A -- aprox. 140 g/min
800 A -- aprox. 160 g/min
900 A -- aprox. 180 g/min
O volume de metal obtido com o pó de ferro é praticamente o mesmo que é obtido
com a utilização de arame. Total 14 -- 20 kg/arco hora.
Arame duplo 2 x 4 mm: 610 + 800 A -- aprox. 180 g/min
700 + 900 A -- aprox. 200 g/min
Isto permite um rendimento de 30--40% com o pó de ferro e 60--70% com os
arames. Total 24 -- 30 kg/arco hora.
Para assegurar uma penetração adequada nas juntas profundas, poderá tornar --se
necessário usar o primeiro cordão com menos pó de ferro, ou até mesmo nenhum.
Para obter um reforço homogéneo na passagem final, poderá ser necessário reduzir
a quantidade de pó de ferro ou até não o usar. O pó de ferro e o arco podem ser
afectados por linhas de força magnéticas. Este facto é particularmente evidente
próximo da extremidade de uma placa. Se aparecer porosidade na soldadura,
poderá ter de se testar a posição de ligação do cabo de retorno.
S Acrescente pó de ferro premindo o botão de accionamento (8) e enchendo o
princípio da junta com pó de ferro.
S Junte o fluxo e cubra a junta da forma habitual.
S Coloque a máquina de soldar em funcionamento.
fga2o1pa
-- 1 3 5 --

PT
A unidade de alimentação do pó de ferro pode ser convertida de forma a permitir um
abastecimento duplo de pó de ferro para um acessório de alimentação directa. A
cunha (1) pode ser r etirada através do desaperto do parafuso (2). A cunha foi
concebida para tapar uma das saídas, quando a alimentação se realiza apenas por
uma delas. Para permitir o ajustamento do fluxo de pó em cada saída, existe uma
divisão (3) cuja posição pode ser regulada através de porcas. Verifique o
ajustamento logo que a instalação esteja feita.
A unidade de alimentação do pó também se encontra equipada com uma mola (4)
que pode ser encaixada numa fenda adequada. Isto apenas deve ser usado quando
se usa pó de ferro à base de níquel ou crómio, que tendem a obstruir as fendas do
cilindro de alimentação. A mola gera pequenos choques à medida que passa sobre
as cabeças dos parafusos no cilindro rotativo.
ATENÇÃO!
A direcção da rotação do cilindro não deve ser invertida quando a mola está
encaixada.
fga2o1pa
-- 1 3 6 --

PT
5 MANUTENÇÃO
5.1 Generalidades
NOTA:
Todos os compromissos de garantia dados pelo fornecedor deixam de existir se o
cliente tentar rectificar quaisquer avarias na máquina durante o período de garantia.
Atenção! Guarde o pó de ferro num local seco. Se tentar secar pó de ferro
aquecendo--o, este poderá oxidar e formar aglomerados. O pó de ferro molhado
provocará defeitos na soldadura.
5.1.1 Diariamente
S Limpe todo o pó de ferro e poeiras dos componentes móveis do equipamento do
pó de ferro.
S Verifique todos os cabos e ligações eléctricas.
S Verifique se o tubo do pó não está gasto no ponto onde toca o cilindro rotativo
do alimentador.
S Se for necessário, os ajustes podem ser realizados após a remoção da
cobertura em perspex da parte dianteira da unidade de alimentação.
5.1.2 Regularmente
S Verifique e ajuste o mecanismo de alimentação do pó, medindo a quantidade de
pó de ferro projectado num minuto.
S Se o motor funcionar de forma irregular, deve ser substituído. Se o motor estiver
em boas condições mas as escovas estiverem gastas, estas últimas podem ser
substituídas.
6 ACESSÓRIOS
S Kit de alimentação directa sobre o eléctrodo 0416 946 880.................
7 ENCOMENDA DE PEÇAS SOBRESSALENTES
As peças sobressalentes são encomendadas através do representante mais próximo da ESAB, ver verso. Quando encomendar peças sobressalentes, indique o tipo
e o número da máquina bem como a designação e o número da peça sobressalente, como indicado na lista de peças sobressalentes que se encontra na página 155.
Isto irá simplificar o envio e assegurar que recebe a peça correcta.
fga2m1pa
-- 1 3 7 --
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...