


A6 Mastertrac
A6TF F1 / A6TF F1 Twin
Manual de instruções
0449 265 560 PT 20200827
Valid for: serial no. 940-xxx-xxxx
ÍNDICE
1
SEGURANÇA
1.1 Significado dos símbolos
1.2 Precauções de segurança
2
INTRODUÇÃO
2.1 Geral
2.2 Método de soldadura
2.2.1 Soldadura por arco submerso (SAW)................................................... 9
2.3 Definições
2.4 Soldadura horizontal
3
DADOS TÉCNICOS
4
INSTALAÇÃO
4.1 Geral
4.2 Componentes principais, A6TF F1 (SAW), A6TF F1 Twin (SAW)
4.3 Descrição dos componentes principais
4.3.1 Carro..................................................................................................... 12
4.3.2 Transportador....................................................................................... 12
4.3.3 Alimentador de fio ................................................................................ 12
..............................................................................................
......................................................................
.....................................................................
.............................................................................................
........................................................................................................
.............................................................................
...............................................................................................
..............................................................................
.....................................................................................
..............................................................................................
........................................................................................................
..............................................
.......
5
5
5
9
9
9
9
9
10
11
11
11
12
4.3.4 Elementos deslizantes manuais ........................................................... 12
4.3.5 Conector............................................................................................... 12
4.3.6 Motor com engrenagem (A6 VEC) ....................................................... 12
4.3.7 Funil de fundente/tubo de fundente/bocal de fundente ........................ 12
4.4 Montagem
4.4.1 Tambor de fio (acessórios) ................................................................... 13
4.5 Ajuste do cubo do travão
4.6 Ligações
4.6.1 Geral..................................................................................................... 14
4.6.2 Equipamento de soldadura automática A6TF F1/A6TF F1 Twin
(soldadura por arco submerso, SAW) ..................................................
5
FUNCIONAMENTO
5.1 Geral
5.2 Introdução do fio de soldadura
5.3 Substituir o rolo de alimentação
5.3.1 Fio simples ........................................................................................... 17
5.3.2 Fio duplo (arco duplo) .......................................................................... 17
5.3.3 Fio com núcleo fundente para rolos serrilhados (acessórios).............. 17
5.4 Equipamento de contacto para soldadura por arco submerso
................................................................................................
......................................................................
..................................................................................................
......................................................................................
........................................................................................................
.............................................................
...........................................................
.........
13
13
14
15
16
16
16
17
18
5.4.1 Para fio simples de 3,0–6,0mm........................................................... 18
5.4.2 Para fios duplos 2 × 2,0 – 3,0mm(D35).............................................. 18
5.4.2.1 Acessórios......................................................................................... 18
5.4.2.2 Ajuste dos fios para soldadura por arco duplo .................................. 18
5.5 Voltar a encher com pó de fundente
0449 265 560 © ESAB AB 2020
.....................................................
19

ÍNDICE
5.6 Transporte
5.7 Conversão de A6TF F1/A6TF F1 Twin (soldadura por arco
submerso) em soldadura MIG/MAG
5.8 Conversão de A6TF F1 (soldadura por arco submerso) em arco
duplo
6
SERVICO
6.1 Geral
6.2 Diariamente
6.3 Periodicamente
7
DETEÇÃO DE AVARIAS
7.1 Geral
7.2 Possíveis erros
8
ENCOMENDA DE PEÇAS SOBRESSELENTES
.....................................................................................................
ESQUEMA DE DIMENSÕES
NÚMEROS DE ENCOMENDA
PEÇAS DE DESGASTE
...............................................................................................
......................................................
........................................................................................................
........................................................................................................
.............................................................................................
.......................................................................................
.............................................................................
........................................................................................................
.......................................................................................
.......................................
...............................................................................
............................................................................
......................................................................................
19
20
20
21
21
21
21
22
22
22
23
24
26
27
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
0449 265 560 © ESAB AB 2020
1 SEGURANÇA
1 SEGURANÇA
1.1 Significado dos símbolos
Conforme utilizados ao longo deste manual, significam que deve ter atenção e estar
alerta!
PERIGO!
Indica perigos imediatos que, se não forem evitados, resultarão em
ferimentos pessoais graves ou fatais.
AVISO!
Indica potenciais perigos que poderão resultar em ferimentos pessoais ou
fatais.
CUIDADO!
Indica perigos que poderão resultar em ferimentos pessoais menores.
AVISO!
Antes de utilizar, leia e compreenda o manual de
instruções e respeite todas as etiquetas, as práticas de
segurança do empregador e as fichas de dados de
segurança (SDS).
1.2 Precauções de segurança
São os utilizadores de equipamento ESAB a quem em última análise cabe a
responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou
próximo do mesmo respeita todas as medidas de precaução de segurança pertinentes. As
medidas de precaução de segurança têm de satisfazer os requisitos que se aplicam a este
tipo de equipamento. Além dos regulamentos normais aplicáveis ao local de trabalho, devem
respeitar-se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com o
funcionamento do equipamento. A utilização incorreta do equipamento pode resultar em
situações perigosas que podem dar origem a ferimentos no operador e danos no
equipamento.
1. Qualquer pessoa que utilize o equipamento tem de estar familiarizada com:
○ a utilização do equipamento
○ a localização das paragens de emergência
○ o funcionamento do equipamento
○ as medidas de precaução de segurança pertinentes
○ soldadura e corte ou outra operação aplicável do equipamento
2. O operador deve certificar-se de que:
○ dentro da área de funcionamento do equipamento, aquando da sua colocação
em funcionamento, apenas estão pessoas autorizadas
○ ninguém está desprotegido quando se forma o arco ou se inicia o trabalho com
o equipamento
3. O local de trabalho deverá satisfazer os seguintes requisitos:
○ ser adequado ao fim a que se destina
○ não ter correntes de ar
0449 265 560
- 5 -
© ESAB AB 2020
1 SEGURANÇA
4. Equipamento de segurança pessoal:
○ Use sempre o equipamento de segurança pessoal recomendado como, por
exemplo, óculos de segurança, vestuário à prova de chama, luvas de segurança
○ Não use artigos largos ou soltos como, por exemplo, lenços ou cachecóis,
pulseiras, anéis, etc., que possam ser apanhados pelo equipamento ou
provocar queimaduras
5. Precauções gerais:
○ Certifique-se de que o cabo de retorno está bem ligado
○ O trabalho em equipamento de alta tensão só pode ser executado por um
eletricista qualificado
○ O equipamento de extinção de incêndios apropriado tem de estar claramente
identificado e em local próximo
○ A lubrificação e a manutenção não podem ser executadas no equipamento
durante o seu funcionamento
AVISO!
A soldadura por arco e o corte acarretam perigos para si e para os outros. Tome as
precauções adequadas sempre que soldar e cortar.
CHOQUE ELÉTRICO – Pode matar
• Instale a unidade e ligue-a à terra de acordo com o manual de instruções.
• Não toque em peças elétricas ou em elétrodos com carga com a pele
desprotegida, com luvas molhadas ou roupas molhadas.
• Isole-se a si próprio da peça de trabalho e da terra.
• Certifique-se de que a sua posição de trabalho é segura
CAMPOS ELÉTRICOS E MAGNÉTICOS – Podem ser perigosos para a
saúde
• Os soldadores portadores de "pacemakers" devem contactar o seu médico
antes de realizar trabalhos de soldadura. Os campos elétricos e
magnéticos (EMF) podem provocar interferências em alguns
"pacemakers".
• A exposição a campos elétricos e magnéticos (EMF) pode ter outros
efeitos sobre a saúde que são desconhecidos.
• Os soldadores devem seguir os seguintes procedimentos para minimizar a
exposição a campos elétricos e magnéticos (EMF):
○ Encaminhe conjuntamente o elétrodo e os cabos de trabalho no
mesmo lado do seu corpo. Prenda-os com fita adesiva sempre que
possível. Não coloque o seu corpo entre o maçarico e os cabos de
trabalho. Nunca enrole o maçarico nem o cabo de trabalho em redor
do seu corpo. Mantenha a fonte de alimentação de soldadura e os
cabos tão longe do seu corpo quanto possível.
○ Ligue o cabo de trabalho à peça de trabalho tão perto quanto
possível da área a ser soldada.
0449 265 560
FUMOS E GASES – Podem ser perigosos para a saúde
• Mantenha a cabeça afastada dos fumos.
• Utilize ventilação, extração no arco, ou ambas, para manter os fumos e os
gases longe da sua zona de respiração e da área geral.
RAIOS DO ARCO – Podem ferir os olhos e queimar a pele
• Proteja os olhos e o corpo. Utilize as proteções para soldadura e lentes de
filtro corretas e use vestuário de proteção.
• Proteja as pessoas em volta através de proteções ou cortinas adequadas.
- 6 -
© ESAB AB 2020
1 SEGURANÇA
RUÍDO – O ruído excessivo pode provocar danos na audição
Proteja os ouvidos. Utilize protetores auriculares ou outro tipo de proteção
auricular.
PEÇAS MÓVEIS - Podem provocar ferimentos
PERIGO DE INCÊNDIO
• Mantenha todas as portas, painéis e tampas fechados e fixos no devido
lugar. Permita apenas a remoção de tampas para a realização de
trabalhos de manutenção e resolução de problemas por pessoas
qualificadas, conforme necessário. Volte a colocar os painéis ou as
tampas e feche as portas quando terminar os trabalhos de manutenção e
antes de ligar o motor.
• Desligue o motor antes de instalar ou de ligar a unidade.
• Mantenha as mãos, o cabelo, o vestuário largo e as ferramentas afastados
de peças móveis.
• As faíscas (fagulhas) podem provocar incêndios. Certifique-se de que não
existem materiais inflamáveis por perto.
• Não utilizar em compartimentos fechados.
SUPERFÍCIE QUENTE - As peças podem queimar
• Não toque nas peças sem proteção nas mãos.
• Antes de trabalhar no equipamento, aguarde algum tempo até arrefecer.
• Utilize ferramentas adequadas e/ou luvas de soldadura isoladas para
evitar queimaduras quando manusear peças quentes.
AVARIAS - Peça a assistência de um perito caso surja uma avaria.
PROTEJA-SE A SI E AOS OUTROS!
CUIDADO!
Este produto foi concebido exclusivamente para soldadura por arco elétrico.
AVISO!
Não utilize a fonte de alimentação para descongelar tubos congelados.
CUIDADO!
O equipamento de Classe A não se destina a ser
utilizado em zonas residenciais onde a alimentação
elétrica seja fornecida pela rede pública de baixa
tensão. Poderá haver dificuldades em garantir a
compatibilidade eletromagnética de equipamento de
Classe A nessas zonas devido a perturbações
conduzidas bem como a perturbações radiadas.
0449 265 560
- 7 -
© ESAB AB 2020
1 SEGURANÇA
NOTA!
Eliminação de equipamento eletrónico nas
instalações de reciclagem!
De acordo com a Diretiva Europeia 2012/19/CE relativa
a resíduos de equipamentos elétricos e eletrónicos e
respetiva implementação em conformidade com o
direito nacional, o equipamento elétrico e/ou eletrónico
que atingiu o fim da sua vida útil deve ser eliminado em
instalações de reciclagem.
Como responsável pelo equipamento, faz parte das
suas funções informar-se sobre estações de recolha
aprovadas.
Para mais informações, contacte o revendedor ESAB
mais perto de si.
A ESAB dispõe de uma variedade de acessórios de soldadura e equipamento de
proteção pessoal para aquisição. Para obter informações de encomenda, contacte o
seu revendedor ESAB local ou visite o nosso website.
0449 265 560
- 8 -
© ESAB AB 2020

2 INTRODUÇÃO
2 INTRODUÇÃO
2.1 Geral
O equipamento de soldadura automático A6TF F1/A6TF F1 Twin foi concebido para
Soldadura por arco submerso (SAW) de juntas niveladas e angulares.
Todas as outras aplicações são proibidas.
Destina-se a ser utilizado em combinação com fontes de alimentação de soldadura PEK e
ESAB LAF, TAF ou Aristo1000.
NOTA!
Aristo1000 apenas em combinação com PEK com o n.º de série 747-xxx-xxxx ou
posterior.
2.2 Método de soldadura
2.2.1 Soldadura por arco submerso (SAW)
• Arco submerso de baixa resistência
Arco submerso de baixa resistência com um conetor com Ø20mm que permite uma carga
de até 800A (100%).
• Arco submerso de alta resistência
Arco submerso de alta resistência com um conetor com Ø35mm que permite uma carga de
até 1500A.
É possível equipar esta versão com rolos de alimentação para soldadura de fio simples ou
duplo (arco duplo). Está disponível um rolo de alimentação serrilhado especial para fio com
núcleo fundente, que garante uma alimentação de fio uniforme sem o risco de deformação
resultante de uma elevada pressão de alimentação.
2.3 Definições
SAW O cordão de soldadura está protegido por uma cobertura de fluxo
durante a tarefa de soldadura.
SAW de baixa
resistência
SAW de alta
resistência
Permite soldar com carga de corrente inferior e fio fino.
Permite soldar com carga de corrente inferior e fio espesso.
Soldadura por arco
duplo
Soldadura com dois fios numa cabeça de soldadura.
2.4 Soldadura horizontal
Os produtos descritos neste manual foram concebidos para soldadura horizontal.
NOTA!
Não utilize o A6 Mastertrac Tandem ao soldar em planos inclinados.
0449 265 560
- 9 -
© ESAB AB 2020

3 DADOS TÉCNICOS
3 DADOS TÉCNICOS
A6TF F1 A6TF F1 Twin
Tensão de alimentação 42VCA 42VCA
Carga permitida a 100% 1500A 1500A
Tamanhos de fio
Fio simples sólido
Fio oco
Fio duplo sólido
3,0-6,0mm
3,0-4,0mm
2×2,0–3,0mm
3,0-6,0mm
3,0-4,0mm
2×2,0–3,0mm
Velocidade máxima de alimentação do fio 4m/min 4m/min
Binário de travagem do cubo do travão 1,5Nm 1,5Nm
Velocidade de deslocação 0,1-2,0m/min 0,1-2,0m/min
Peso máximo do fio 30kg 30kg
Volume do funil de fluxo 10l 10l
Peso
110kg 140kg
(excluindo o fio e o fundente)
Classe de blindagem IP10 IP10
Classificação EMC ClasseA ClasseA
0449 265 560
- 10 -
© ESAB AB 2020
4 INSTALAÇÃO
4 INSTALAÇÃO
4.1 Geral
A instalação deve ser efetuada por um profissional.
AVISO!
As peças rotativas podem provocar ferimentos; tenha
muito cuidado.
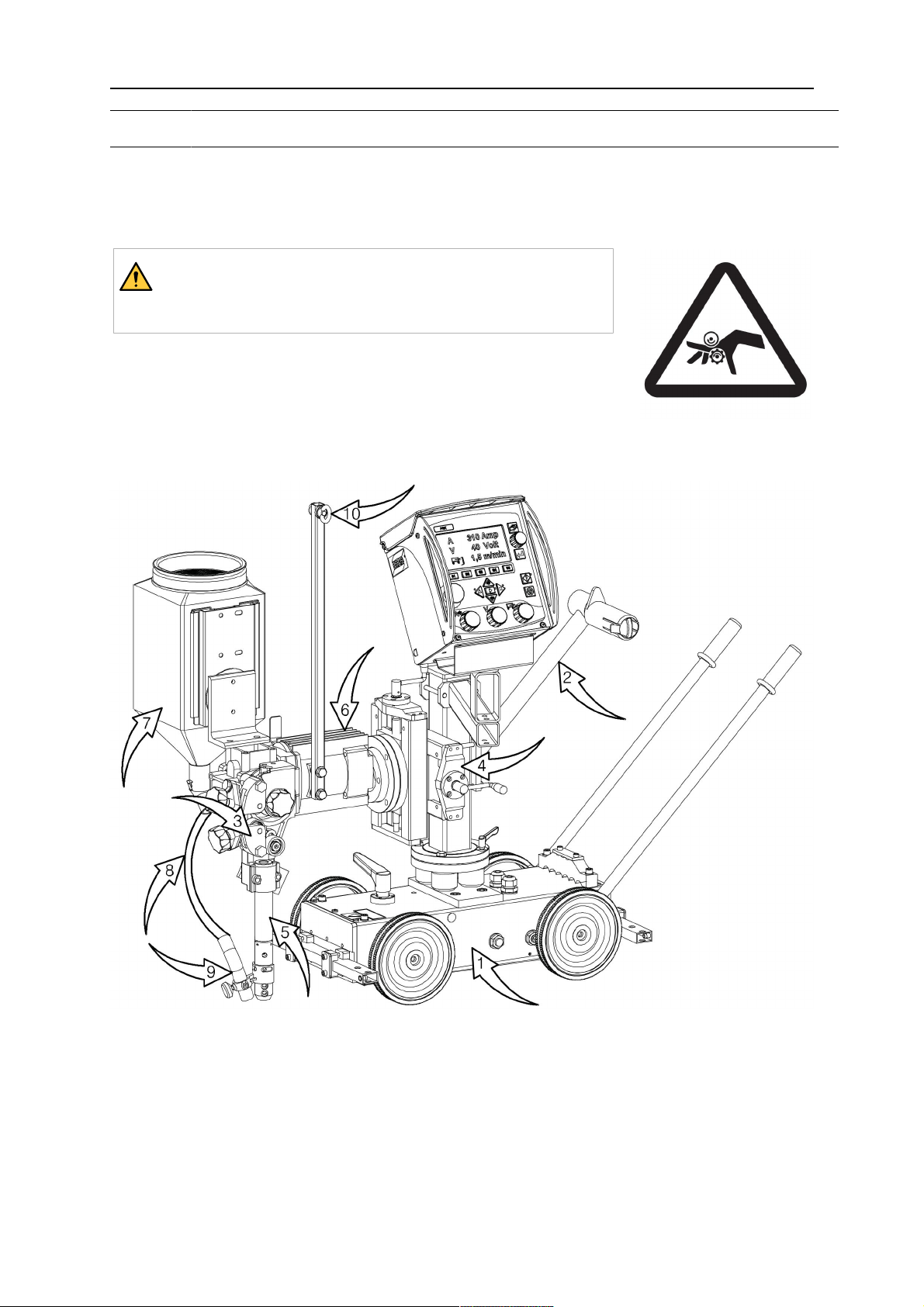
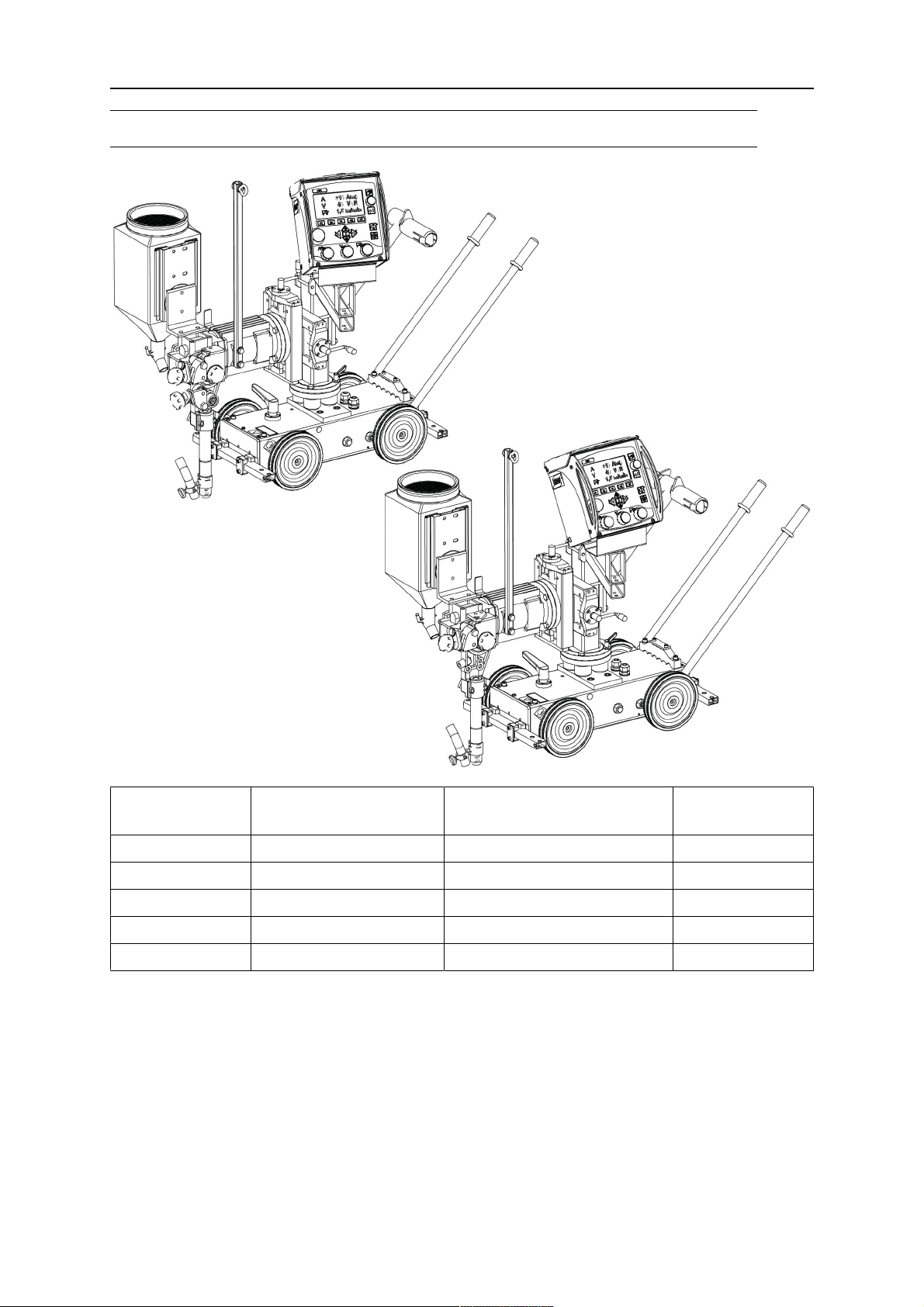
4.2 Componentes principais, A6TF F1 (SAW), A6TF F1 Twin (SAW)
1. Carro 6. Motor com engrenagem (A6 VEC)
2. Transportador 7. Funil do fluxo
3. Alimentador de fio 8. Tubo de fluxo
4. Kit elementos deslizantes, manual 9. Bocal de fundente
5. Conector 10. Guia de fio
0449 265 560
- 11 -
© ESAB AB 2020

4 INSTALAÇÃO
4.3 Descrição dos componentes principais
4.3.1 Carro
Fixe o carro com a alavanca de bloqueio (1).
4.3.2 Transportador
Instale a unidade de controlo, a unidade de alimentação de fio e o funil de fundente, entre
outras coisas, no transportador.
4.3.3 Alimentador de fio
A unidade de alimentação de fio guia e alimenta o fio de soldadura no conetor.
4.3.4 Elementos deslizantes manuais
As posições horizontal e vertical da cabeça de soldadura são ajustadas através de
elementos deslizantes lineares. O movimento angular pode ser ajustado livremente
utilizando o elemento deslizante rotativo.
4.3.5 Conector
Transfere a corrente de soldadura para o fio durante a soldadura.
4.3.6 Motor com engrenagem (A6 VEC)
O motor alimenta o fio de soldadura.
Para mais informações sobre o A6 VEC, consulte o manual de instruções 0443 393 xxx.
4.3.7 Funil de fundente/tubo de fundente/bocal de fundente
O fundente é colocado no funil de fundente. Em seguida, é transferido para a peça de
trabalho através do tubo de fundente e do bocal de fundente.
A quantidade de fundente a aplicar é controlada através da válvula de fundente instalada no
funil de fundente.
Para obter mais informações, consulte a secção "Voltar a encher com pó de fundente".
0449 265 560
- 12 -
© ESAB AB 2020

4 INSTALAÇÃO
4.4 Montagem
4.4.1 Tambor de fio (acessórios)
Instale o tambor de fio (1) no cubo do travão (2).
AVISO!
Para evitar que o tambor
escorregue do cubo: prenda o
tambor no devido lugar rodando o
botão vermelho da forma
apresentada na etiqueta de aviso
colada junto ao cubo.
4.5 Ajuste do cubo do travão
O cubo do travão já se encontra ajustado na entrega. Se for necessário proceder a mais
algum ajuste, siga as instruções em baixo. Ajuste o cubo do travão de modo a que o fio fique
ligeiramente frouxo quando a alimentação do fio parar.
Ajustar o binário de travagem:
1. Coloque o manípulo vermelho na
posição de bloqueado.
2. Insira uma chave de parafusos
dentro das molas do cubo.
○ Rode as molas da esquerda
para a direita para reduzir o
binário de travagem.
○ Rode as molas da direita para
a esquerda para aumentar o
binário de travagem.
NOTA!
Rode as duas molas por igual.
0449 265 560
- 13 -
© ESAB AB 2020

4 INSTALAÇÃO
4.6 Ligações
4.6.1 Geral
• O PEK tem de ser ligado por uma pessoa qualificada. Consulte o manual de instruções
separado.
• Para a ligação do A6GMH, consulte o manual de instruções em separado.
• Para a ligação do A6PAV, consulte o manual de instruções em separado.
0449 265 560
- 14 -
© ESAB AB 2020
4 INSTALAÇÃO
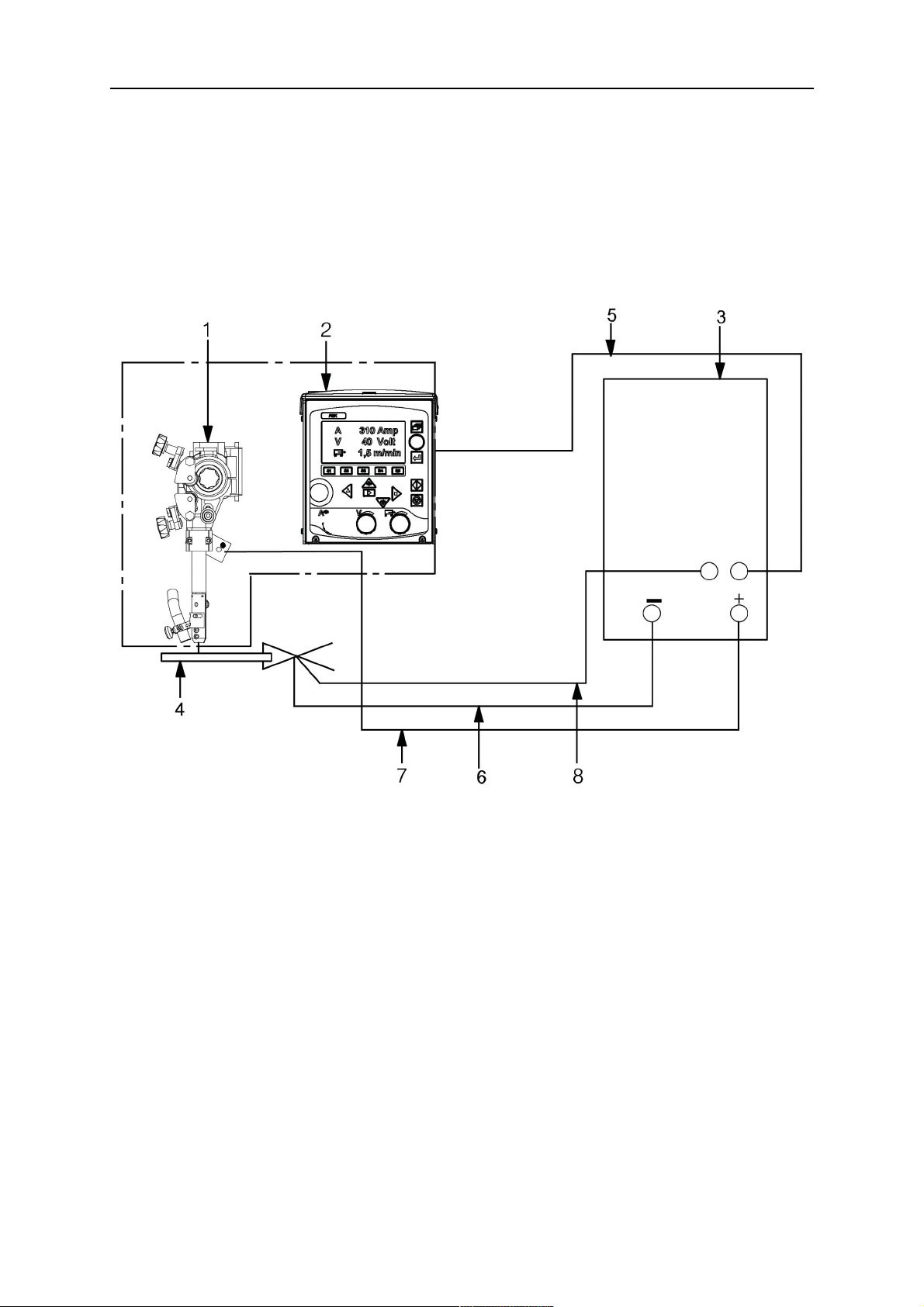
4.6.2 Equipamento de soldadura automática A6TF F1/A6TF F1 Twin (soldadura por arco submerso, SAW)
1. Ligue o cabo de controlo (5) entre a fonte de alimentação (3) e o PEK (2).
2. Ligue o cabo de retorno (6) entre a fonte de alimentação (3) e a peça de trabalho (4).
3. Ligue o cabo de soldadura (7) entre a fonte de alimentação (3) e o equipamento de
soldadura automático (1).
4. Ligue o cabo de medição (8) entre a fonte de alimentação (3) e a peça de trabalho
(4).
1. Equipamento de soldadura automático 5. Cabo de controlo
2. PEK 6. Cabo de retorno
3. Fonte de alimentação 7. Cabo de soldadura
4. Peça de trabalho 8. Cabo de medição
0449 265 560
- 15 -
© ESAB AB 2020
5 FUNCIONAMENTO
5 FUNCIONAMENTO
5.1 Geral
CUIDADO!
Leia e compreenda o manual de instruções antes de
instalar ou utilizar a unidade.
Os regulamentos gerais de segurança para o manuseamento do equipamento
encontram-se no capítulo "SEGURANÇA" deste manual. Leia-os com atenção antes
de começar a utilizar o equipamento!
Cabo de retorno
Antes de iniciar a soldadura, verifique se o cabo de retorno está ligado. Consulte a secção
"Ligações".
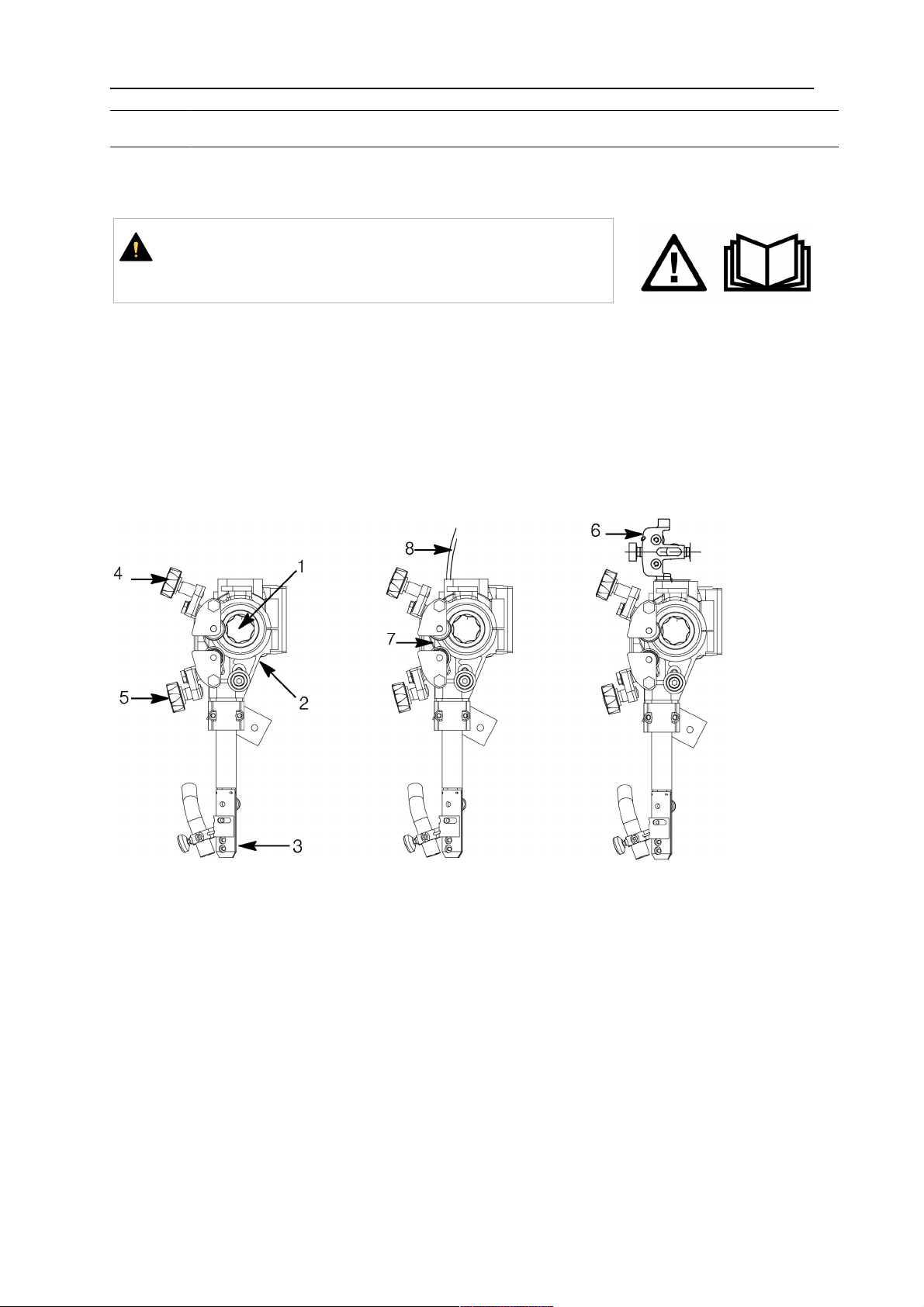
5.2 Introdução do fio de soldadura
1. Instale o tambor de fio de acordo com as instruções no capítulo "Instalação".
2. Verifique se o rolo de alimentação (1) e a mandíbula ou a ponta de contacto (3) têm a
dimensão correta para o tamanho de fio selecionado.
3. Para A6TF F1 Twin:
○ Alimente o fio através da guia do fio (8).
4. Quando soldar com fio fino:
○ Alimente o fio através da unidade de alimentação do fio fino (6).
Certifique-se de que o endireitador está corretamente ajustado para que o fio
saia diretamente através das mandíbulas ou da ponta de contacto (3).
5. Puxe a extremidade do fio através do endireitador (2).
○ Para um fio com um diâmetro superior a 2mm, endireite 0,5m de fio e
introduza-o manualmente pelo endireitador.
6. Localize a extremidade do fio na ranhura do rolo de alimentação (1).
0449 265 560
- 16 -
© ESAB AB 2020
5 FUNCIONAMENTO
7. Defina a tensão do fio no rolo de alimentação com o botão (4).
NOTA!
Não aplique tensão superior à necessária para obter uma introdução
uniforme.
8.
Alimente o fio à frente 30mm abaixo da ponta de contacto, premindo no PEK.
9. Direcione o fio ajustando o botão (5).
NOTA!
Utilize sempre um tubo-guia (7) para garantir uma alimentação uniforme do fio fino
(1,6–2,5mm).
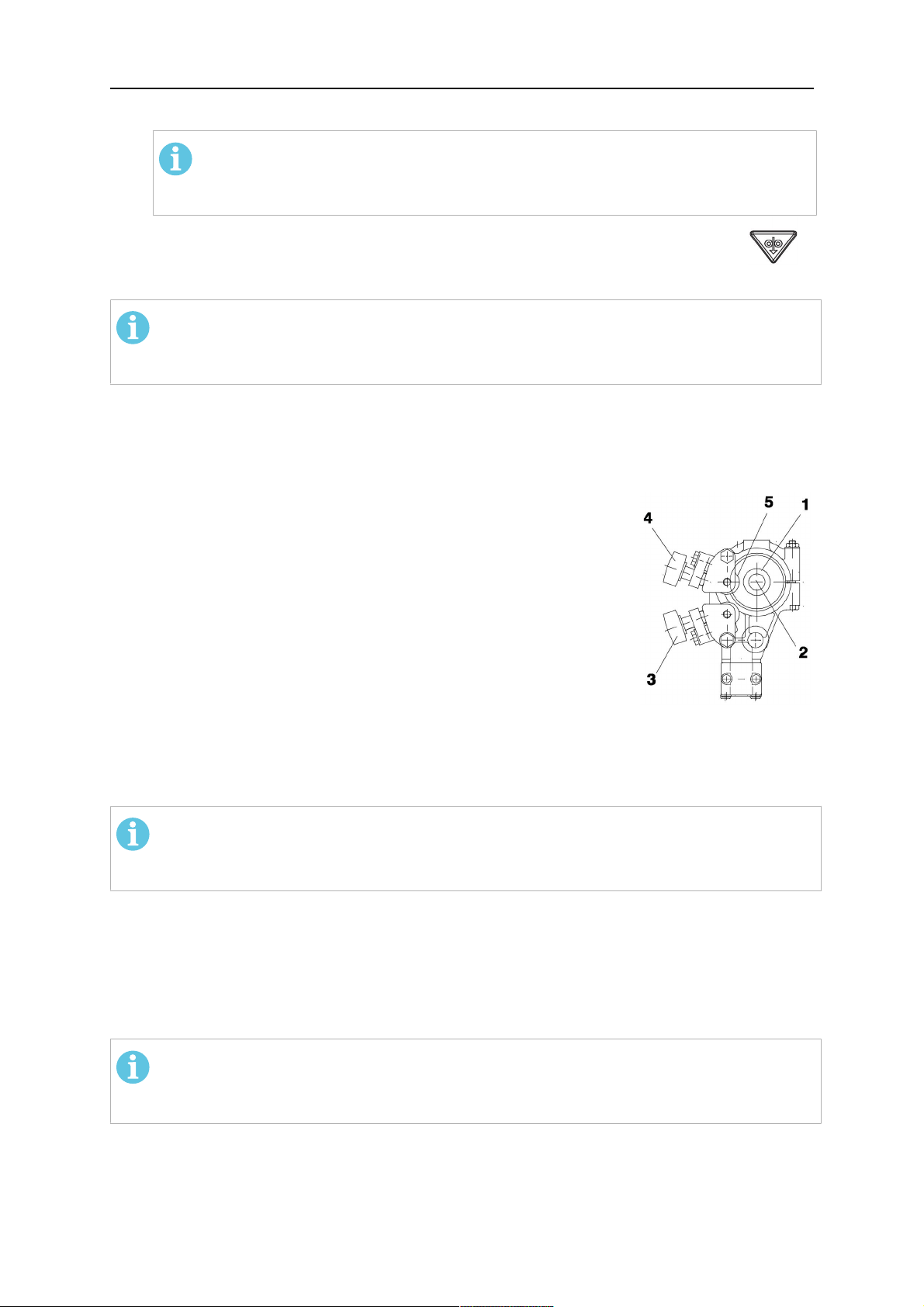
5.3 Substituir o rolo de alimentação
5.3.1 Fio simples
• Solte os botões (3) e (4).
• Solte a roda manual (2).
• Substitua o rolo de alimentação (1).
Os rolos de alimentação estão marcados com os respetivos
tamanhos do fio.
5.3.2 Fio duplo (arco duplo)
• Substitua o rolo de alimentação (1) com ranhuras duplas da mesma forma que para
um fio simples.
NOTA!
O rolo de pressão (5) também tem de ser substituído. Um rolo de pressão curvo
especial para fio duplo substitui o rolo de pressão padrão para fio simples.
• Monte o rolo de pressão com o veio de ponta especial (n.º de encomenda 0146 253
001).
5.3.3 Fio com núcleo fundente para rolos serrilhados (acessórios)
• Substitua o rolo de alimentação (1) e o rolo de pressão (5) como um par para o
tamanho de fio a utilizar.
NOTA!
É necessário um veio de ponta especial para o rolo de pressão (n.º de encomenda
0212901101).
• Aperte o parafuso de pressão (4) com uma pressão moderada para garantir que não
deforma o fio com núcleo fundente.
0449 265 560
- 17 -
© ESAB AB 2020
5 FUNCIONAMENTO
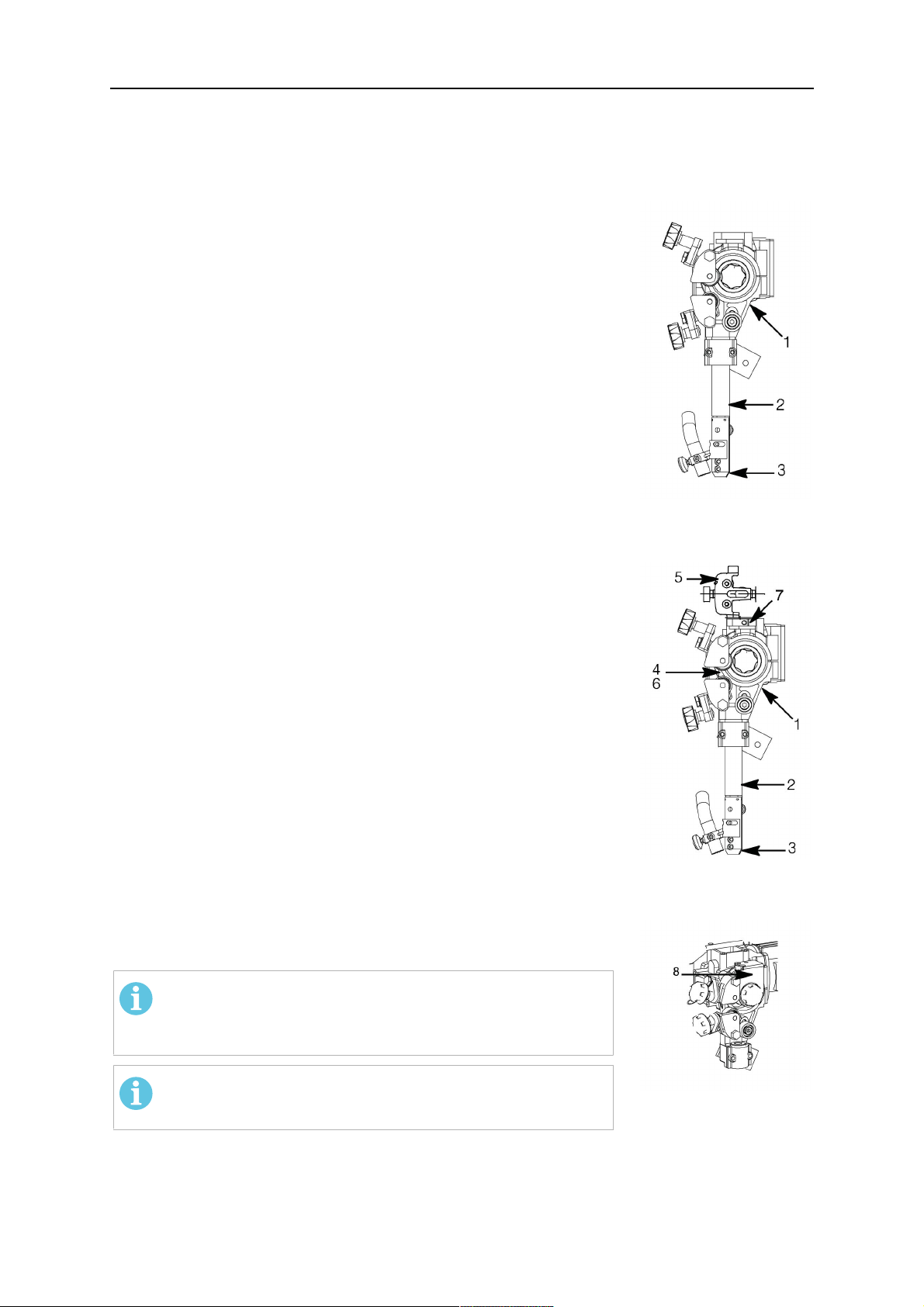
5.4 Equipamento de contacto para soldadura por arco submerso
5.4.1 Para fio simples de 3,0–6,0mm
Utilize o equipamento de soldadura automático A6TFF1(SAW), o
qual inclui os seguintes equipamentos:
• Unidade de alimentação de fio (1)
• Conetor D35 (2)
• Mandíbula de contacto (3)
Certifique-se de que existe um bom contacto entre as
mandíbulas de contacto e o fio.
5.4.2 Para fios duplos 2 × 2,0 – 3,0mm(D35)
Utilize o equipamento de soldadura automático
A6TFF1Twin(SAW), o qual inclui os seguintes equipamentos:
• Unidade de alimentação de fio (1)
• Conetor Twin D35 (2)
• Mandíbula de contacto (3)
Certifique-se de que existe um bom contacto entre as
mandíbulas de contacto e o fio.
• Tubos-guia (4, 6)
5.4.2.1 Acessórios
• Endireitador de fio fino (5) para instalação na parte superior do
grampo da unidade de alimentação de fio (1).
NOTA!
Durante a montagem do endireitador de fio fino, retire a
placa(7) (se instalada).
NOTA!
Não retire a placa de proteção (8).
5.4.2.2 Ajuste dos fios para soldadura por arco duplo
Posicione os fios na junta de modo a obter a qualidade ideal de soldadura rodando o
conetor. Os dois fios podem ser rodados de modo a ficarem posicionados um após e um ao
0449 265 560
- 18 -
© ESAB AB 2020

5 FUNCIONAMENTO
longo da linha da junta, ou em qualquer posição até formar 90° na junta, ou seja, um fio em
cada lado da junta.
5.5 Voltar a encher com pó de fundente
1. Feche a válvula de fundente (1) do funil do
fundente.
2. Retire o ciclone opcional da unidade de
recuperação de fundente, se instalado.
3. Encha com pó de fundente.
NOTA!
O pó de fundente tem de secar. Utilize
pó de fundente pré-aquecido quando o
funil de fundente for concebido para tal.
4. Posicione o tubo do fundente sem o dobrar.
5. Ajuste a altura do bocal de fundente acima da
soldadura para obter a quantidade correta de
fundente.
A cobertura do fundente deve ser suficiente para
não permitir a penetração do arco.
5.6 Transporte
Desengate as rodas rodando a alavanca de bloqueio (1).
NOTA!
Utilize o parafuso do olhal de elevação (2) quando elevar o equipamento.
0449 265 560
- 19 -
© ESAB AB 2020

5 FUNCIONAMENTO
5.7 Conversão de A6TF F1/A6TF F1 Twin (soldadura por arco submerso) em soldadura MIG/MAG
Monte de acordo com as instruções que acompanham o kit de conversão.
5.8 Conversão de A6TF F1 (soldadura por arco submerso) em arco duplo
Monte de acordo com as instruções que acompanham o kit de conversão.
0449 265 560
- 20 -
© ESAB AB 2020

6 SERVICO
6 SERVICO
6.1 Geral
CUIDADO!
Todos os compromissos de garantia dados pelo fornecedor deixam de existir se o
cliente tentar executar qualquer trabalho no produto durante o período de garantia
para retificar quaisquer avarias.
NOTA!
Antes de realizar qualquer tipo de tarefas de manutenção, certifique-se de que o
cabo de alimentação está desligado da rede elétrica.
Para efetuar a manutenção da unidade de controlo, consulte o manual de instruções
separado.
6.2 Diariamente
• Limpe o fluxo e a sujidade das peças móveis.
• Verifique se a ponta de contacto e todos os cabos elétricos estão ligados.
• Certifique-se de que todas as juntas aparafusadas estão apertadas.
• Verifique se as guias e os rolos de direção não estão gastos nem danificados.
• Verifique o binário de travagem do cubo do travão. Aperte se o carretel de fio continuar
a rodar após a paragem do alimentador do fio. Desaperte se os rolos de alimentação
deslizarem. Como referência, o binário de travagem para um carretel de fio de 30kg
deve ser de 1,5Nm.
Para ajustar o binário de travagem, consulte a secção "Ajustar o cubo do travão".
6.3 Periodicamente
• Verifique as escovas do motor de
alimentação do fio a cada três meses.
Substitua-as quando estiverem gastas
até 6mm.
• Inspecione os elementos deslizantes e
lubrifique-os se estiverem a prender.
• Inspecione as guias de fio, os rolos de
direção e a ponta de contacto da
unidade de alimentação do fio.
Substitua quaisquer componentes
gastos ou danificados e consulte a
secção "PEÇAS DE DESGASTE".
• Se o curso do carro ficar irregular,
verifique se a corrente está
corretamente tensionada. Tensione a
corrente, se necessário.
• Para tensionar corrente, desaperte a porca (*1), rode o came e, em seguida, aperte a
porca.
0449 265 560
- 21 -
© ESAB AB 2020

7 DETEÇÃO DE AVARIAS
7 DETEÇÃO DE AVARIAS
7.1 Geral
Equipamento
• Manual de instruções para peças incluídas.
Verifique
• Se a fonte de alimentação está ligada ao tipo de alimentação da rede correto.
• Se as três fases estão a fornecer a tensão correta (a sequência de fases não é
importante).
• Se nenhum dos cabos e ligações estão danificados.
• Se os controlos estão corretamente definidos.
• Se a alimentação elétrica está desligada antes de iniciar as reparações.
7.2 Possíveis erros
1. Sintoma As leituras de corrente e tensão mostram grandes flutuações
Causa 1.1 Tamanho incorreto ou desgaste das mandíbulas ou do bico de contacto.
Ação Substitua as mandíbulas ou o bico de contacto.
Causa 1.2 A pressão dos rolos de alimentação de fio é incorreta.
Ação Aumente a pressão nos rolos de alimentação de fio.
2. Sintoma A alimentação do fio é irregular
Causa 2.1 A pressão dos rolos de alimentação de fio foi definida incorretamente.
Ação Ajuste a pressão nos rolos de alimentação de fio.
Causa 2.2 Tamanho incorreto dos rolos de alimentação de fio.
Ação Substitua os rolos de alimentação de fio.
Causa 2.3 As ranhuras dos rolos de alimentação de fio estão gastas.
Ação Substitua os rolos de alimentação de fio.
3. Sintoma Os cabos de soldadura estão a sobreaquecer
Causa 3.1 Ligação elétrica fraca.
Ação Limpe e aperte todas as ligações elétricas.
Causa 3.2 A secção transversal dos cabos de soldadura é demasiado pequena.
Ação Utilize cabos com uma secção transversal maior ou utilize cabos paralelos.
0449 265 560
- 22 -
© ESAB AB 2020

8 ENCOMENDA DE PEÇAS SOBRESSELENTES
8 ENCOMENDA DE PEÇAS SOBRESSELENTES
CUIDADO!
Os trabalhos de reparação e elétricos deverão ser efetuados por um técnico
autorizado ESAB. Utilize apenas peças sobresselentes e de desgaste originais da
ESAB.
O A6TFF1 e A6TFF1Twin foram concebidos e testados de acordo com as normas
internacionais e europeias EN60974-5, EN12100-2 e EN60974-10. Depois de terminada a
assistência ou trabalho de reparação, é da responsabilidade da pessoa ou pessoas que
efetuaram o trabalho certificar-se de que o produto está em conformidade com os requisitos
das normas acima mencionadas.
As peças sobressalentes e de desgaste podem ser encomendadas junto do representante
ESAB mais próximo; consulte esab.com. Quando fizer a encomenda, indique o tipo de
produto, o número de série, a designação e o número da peça sobresselente de acordo com
a lista de peças sobresselentes. Isto facilita o despacho e assegura uma entrega correta.
0449 265 560
- 23 -
© ESAB AB 2020

ESQUEMA DE DIMENSÕES
ESQUEMA DE DIMENSÕES
0449 265 560
- 24 -
© ESAB AB 2020

ESQUEMA DE DIMENSÕES
0449 265 560
- 25 -
© ESAB AB 2020
NÚMEROS DE ENCOMENDA
NÚMEROS DE ENCOMENDA
Ordering
Denomination Type Notes
number
0461 235 880 A6 Mastertrac A6TF F1 SAW
0461 235 881 A6 Mastertrac A6TF F1 SAW Twin
0460 949 *74 Instruction manual PEK Control panel
0460 948 *01 Instruction manual PEK Control unit
0463 648 001 Spare parts list
Poderá consultar a documentação técnica disponível na Internet em: www.esab.com
0449 265 560
- 26 -
© ESAB AB 2020
PEÇAS DE DESGASTE
PEÇAS DE DESGASTE
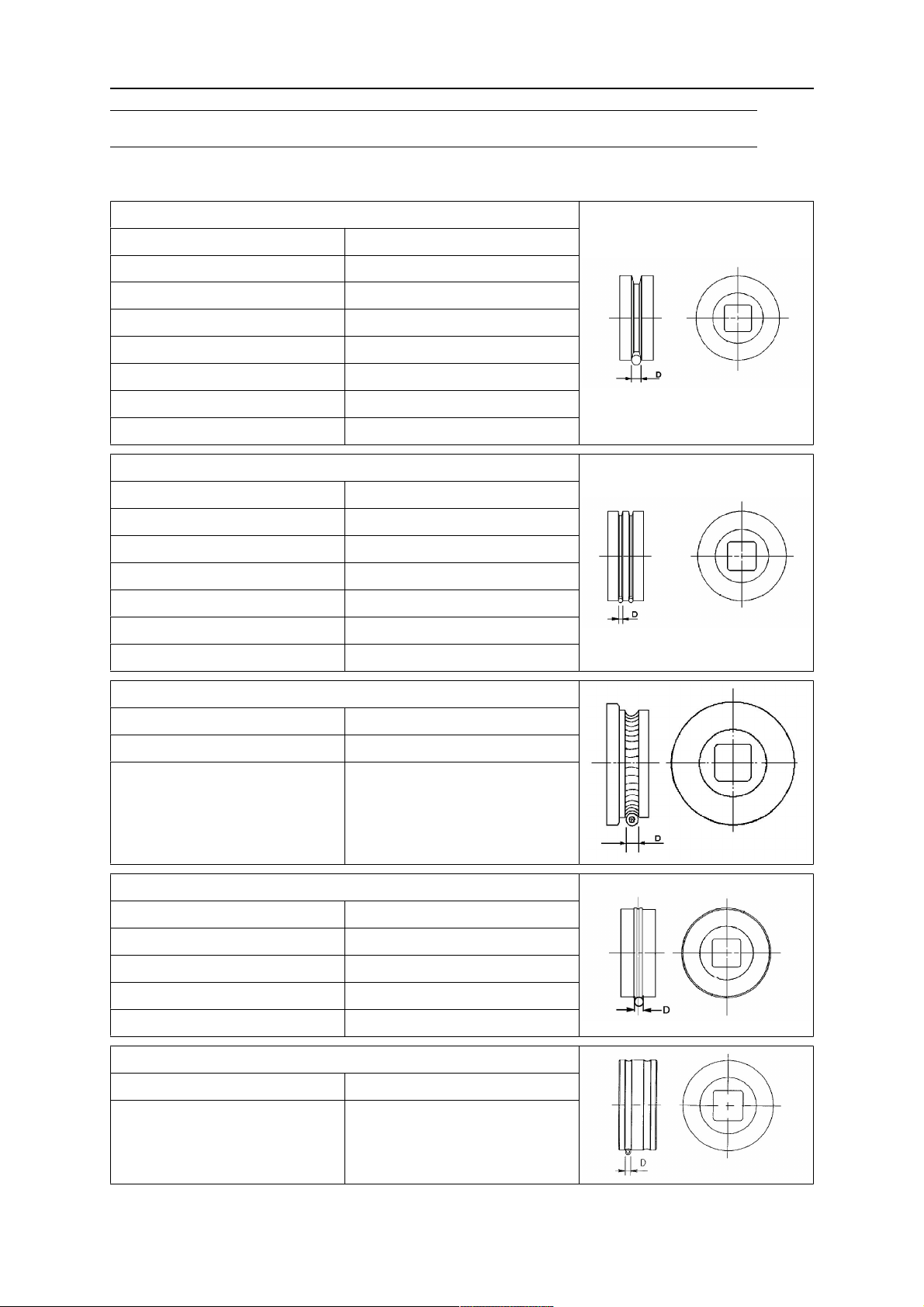
Rolos de alimentação
SAW and MIG/MAG
Part no. D(mm)
0218 510 281 1.6
0218 510 282 2.0
0218 510 283 2.5
0218 510 286 4.0
0218 510 287 5.0
0218 510 288 6.0
0218 510 298 3.0–3.2
SAWTwin(D35)
Part no. D(mm)
0218 522 480 2.5
0218 522 481 3.0–3.2
0218 522 484 2.0
0218 522 486 1.2
0218 522 487 1.0
0218 522 488 1.6
SAW and MIG/MAG tubular wire
Part no. D(mm)
0146 024 880 0.8–1.6
0146 024 881 2.0–4.0
MIG/MAG
Part no. D(mm)
0145 538 880 0.6
0145 538 881 0.8
0145 538 882 1.0
0145 538 883 1.2
MIG/MAG
Part no. D(mm)
0148 772 880 2.0–3.0
0449 265 560
- 27 -
© ESAB AB 2020

PEÇAS DE DESGASTE
Rolos de pressão
SAW and MIG/MAG tubular wire
Part no. D(mm)
0146 025 880 0.8–1.6
0146 025 881 2.0–4.0
0146 025 882 5.0–7.0
SAWTwin
Part no.
0218 524 580
0146 253 001 Stub shaft
0144 953 001 Spherical ball bearing
0190 452 178 Washer
Veio de ponta para rolo de pressão
SAW tubular wire
Part no.
0212 901 101
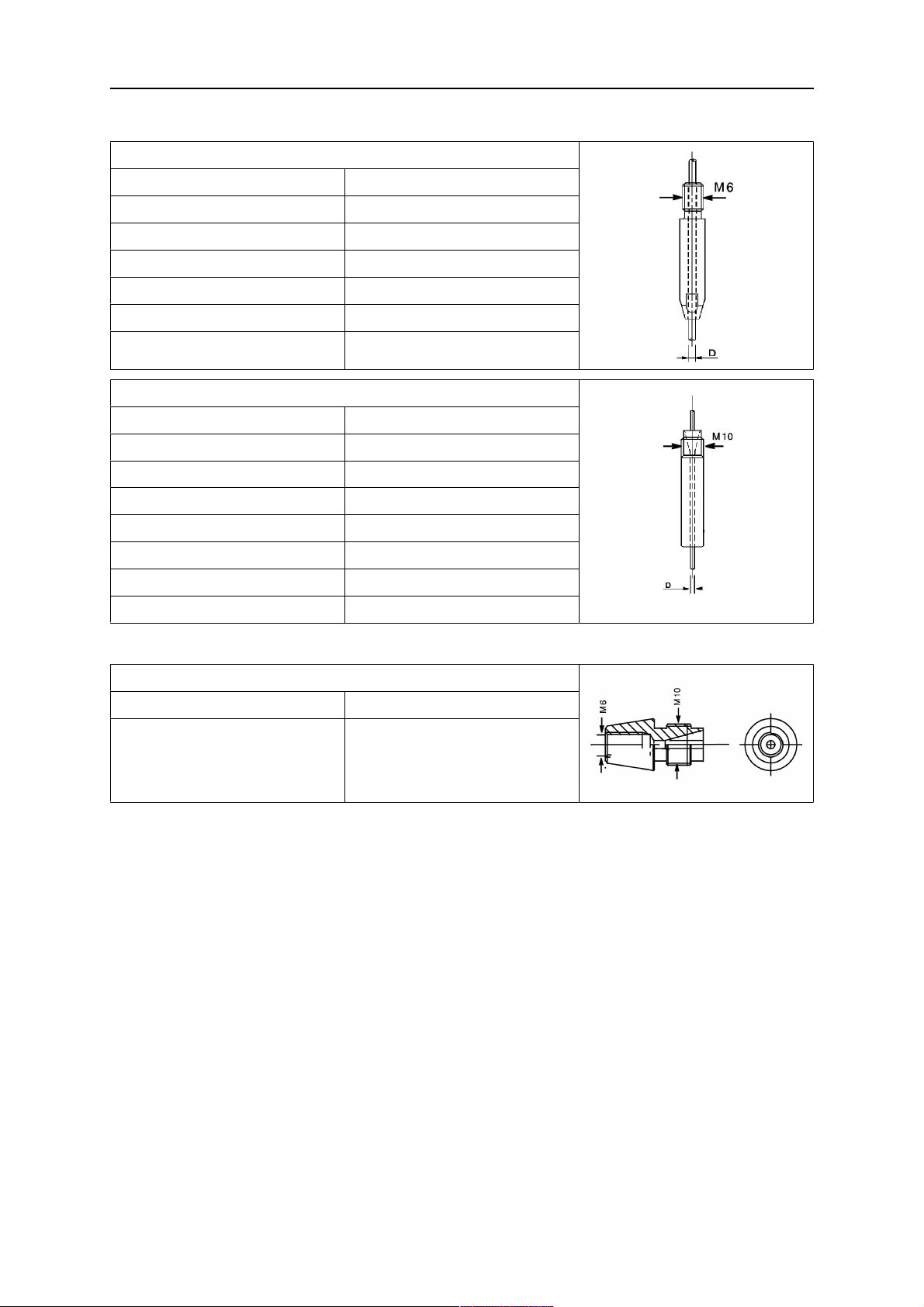
Mandíbulas de contacto
SAWHD(D35)
Part no. D(mm)
0265 900 880 3.0
0265 900 881 3.2
0265 900 882 4.0
0265 900 883 5.0
0265 900 884 6.0
SAWTwinHD
Part no. D(mm)
0265 902 880 2.5–3.0
0265 902 881 2.0
0265 902 882 1.6
0265 902 883 4.0
0449 265 560
- 28 -
© ESAB AB 2020
PEÇAS DE DESGASTE
Ponta de contacto
MIG/MAG and SAWTwinLD(D35)
Part no. D(mm)
0153 501 002 0.8
0153 501 004 1.0
0153 501 005 1.2
0153 501 007 1.6
0153 501 009 2.0
0153 501 010 2.4–2.5
MIG/MAG(D35)
Part no. D(mm)
0258 000 908 1.2
0258 000 909 1.6
0258 000 910 2.0
0258 000 911 2.4
0258 000 913 1.0
0258 000 914 0.8
0258 000 915 3.2
Adaptador para ponta de contacto
SAW and MIG/MAG(D35)
Part no. D(mm)
0147 333 001 M6/M10
0449 265 560
- 29 -
© ESAB AB 2020
ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...