


A6 Mastertrac
A6TF F1 / A6TF F1 Twin
Návod kpoužívání
0449 265 560 CZ 20200827
Valid for: serial no. 940-xxx-xxxx


OBSAH
1
BEZPEČNOST
1.1 Vysvětlení symbolů
1.2 Bezpečnostní opatření
2
ÚVOD
2.1 Všeobecné informace
2.2 Metoda svařování
2.2.1 Svařování pod tavidlem (SAW) ............................................................ 9
2.3 Definice
2.4 Horizontální svařování
3
TECHNICKÉ ÚDAJE
4
INSTALACE
4.1 Všeobecné informace
4.2 Hlavní součásti A6TF F1 (SAW), A6TF F1 Twin (SAW)
4.3 Popis hlavních součástí
4.3.1 Vozík..................................................................................................... 12
4.3.2 Nosič..................................................................................................... 12
4.3.3 Podavač drátu ...................................................................................... 12
...........................................................................................................
.............................................................................................
................................................................................
...........................................................................
............................................................................
...................................................................................
...................................................................................................
...........................................................................
...................................................................................
.................................................................................................
............................................................................
........................
........................................................................
5
5
5
9
9
9
9
9
10
11
11
11
12
4.3.4 Ruční sáně ........................................................................................... 12
4.3.5 Konektor ............................................................................................... 12
4.3.6 Motor sozubeným kolem (A6 VEC) ..................................................... 12
4.3.7 Násypka na tavidlo / trubice stavidlem / tryska tavidla ........................ 12
4.4 Montáž
4.4.1 Buben s drátem (příslušenství) ............................................................ 13
4.5 Nastavení náboje brzdy
4.6 Připojení
4.6.1 Všeobecné informace........................................................................... 13
4.6.2 Automatické svařovací zařízení A6TF F1 / A6TF F1 Twin (svařování
5
OBSLUHA
5.1 Všeobecné informace
5.2 Vložení svařovacího drátu
5.3 Výměna kladky podavače
5.3.1 Jeden drát ............................................................................................ 16
5.3.2 Dvojitý drát (dvojitý oblouk) .................................................................. 16
5.3.3 Drát strubičkou pro rýhované kladky (příslušenství) ........................... 16
5.4 Kontaktní vybavení pro svařování pod tavidlem
.....................................................................................................
.........................................................................
..................................................................................................
pod tavidlem (SAW)..............................................................................
....................................................................................................
............................................................................
.....................................................................
......................................................................
.................................
13
13
13
14
15
15
15
16
17
5.4.1 Pro jednoduchý drát 3,0–6,0mm ......................................................... 17
5.4.2 Pro dvojité dráty 2×2,0–3,0mm(D35) ................................................. 17
5.4.2.1 Příslušenství...................................................................................... 17
5.4.2.2 Nastavení drátů pro obloukové svařování......................................... 17
5.5 Doplňování práškového tavidla
0449 265 560 © ESAB AB 2020
............................................................
18

OBSAH
5.6 Přeprava
5.7 Konverze A6TF F1 / A6TF F1 Twin (svařování pod tavidlem) na
svařování metodou MIG/MAG
5.8 Konverze A6TF F1 (ponorné svařování obloukem) na dvojitý
oblouk
6
ÚDRŽBA
6.1 Všeobecné informace
6.2 Každý den
6.3 Periodická údržba
7
ŘEŠENÍ PROBLÉMŮ
7.1 Všeobecné informace
7.2 Možné chyby
8
OBJEDNÁVÁNÍ NÁHRADNÍCH DÍLŮ
......................................................................................................
NÁKRES SROZMĚRY
OBJEDNACÍ ČÍSLA
SOUČÁSTI PODLÉHAJÍCÍ OPOTŘEBENÍ
..................................................................................................
...............................................................
......................................................................................................
............................................................................
................................................................................................
..................................................................................
..................................................................................
............................................................................
...........................................................................................
........................................................
........................................................................................
............................................................................................
.........................................................
18
19
19
20
20
20
20
21
21
21
22
23
25
26
Práva ke změně technických údajů bez upozornění vyhrazena.
0449 265 560 © ESAB AB 2020

1 BEZPEČNOST
1 BEZPEČNOST
1.1 Vysvětlení symbolů
Vtomto návodu se symboly používají vnásledujícím významu: Znamená Pozor! Buďte
pozorní!
NEBEZPEČÍ!
Označuje bezprostřední nebezpečí. Pokud se mu nevyhnete, povede
kokamžitému a vážnému zranění osob nebo smrti.
VAROVÁNÍ!
Označuje potenciální nebezpečí, které může vést ke zranění osob nebo
smrti.
UPOZORNĚNÍ!
Označuje nebezpečí, které může vést kméně závažnému zranění osob.
VAROVÁNÍ!
Před používáním si přečtěte návod kobsluze a snažte
se mu porozumět, řiďte se všemi výstražnými štítky,
bezpečnostními předpisy zaměstnavatele a
bezpečnostními listy (SDS).
1.2 Bezpečnostní opatření
Uživatelé zařízení ESAB nesou konečnou odpovědnost za to, že zajistí, aby každý, kdo
pracuje stakovým zařízením nebo vjeho blízkosti, dodržoval všechna příslušná
bezpečnostní opatření. Bezpečnostní opatření musí vyhovovat požadavkům vztahujícím se
na tento typ zařízení. Kromě standardních nařízení, která platí pro dané pracoviště, je nutno
dodržovat i níže uvedená doporučení.
Veškeré práce musí provádět kvalifikovaní pracovníci, kteří jsou dobře obeznámeni
sobsluhou zařízení. Nesprávná obsluha zařízení může vést knebezpečným situacím, které
mohou mít za následek zranění obsluhy a poškození zařízení.
1. Každý, kdo používá toto zařízení, musí být dobře obeznámen s:
○ obsluhou zařízení;
○ umístěním nouzových vypínačů;
○ fungováním zařízení;
○ příslušnými bezpečnostními opatřeními;
○ svařováním a řezáním nebo jiným příslušným použitím vybavení
2. Obsluha zařízení musí zajistit, aby:
○ při spuštění zařízení nebyla vjeho pracovním prostoru žádná neoprávněná
osoba
○ při zapálení oblouku a zahájení svařování byly všechny osoby chráněny
3. Pracoviště musí být:
○ vhodné kdanému účelu;
○ bez průvanu.
0449 265 560
- 5 -
© ESAB AB 2020

1 BEZPEČNOST
4. Osobní ochranné prostředky:
○ Vždy používejte osobní ochranné prostředky, jako jsou ochranné brýle, oděv
odolný proti ohni a ochranné rukavice
○ Nenoste volné doplňky či ozdoby, jako jsou šály, náramky, prsteny atd., které by
se mohly zachytit nebo způsobit popáleniny
5. Obecná bezpečnostní opatření:
○ Přesvědčte se, zda je zpětný vodič bezpečně připojen
○ Práci na vysokonapěťovém zařízení smí provádět pouze kvalifikovaný
elektrikář
○ Kdispozici musí být vhodný a jasně označený hasicí přístroj
○ Mazání a údržba zařízení se nesmí provádět za provozu.
VAROVÁNÍ!
Svařování ařezání obloukem může být nebezpečné pro vás ipro jiné osoby. Při
svařování nebo řezání dodržujte bezpečnostní opatření.
ÚRAZ ELEKTRICKÝM PROUDEM – může způsobit smrt
• Nainstalujte a uzemněte jednotku vsouladu snávodem kobsluze.
• Nedotýkejte se elektrických dílů pod napětím nebo elektrod holou kůží,
vlhkými rukavicemi nebo vlhkým oděvem.
• Izolujte se od země a svařovaného předmětu.
• Dbejte na bezpečnou pracovní polohu
ELEKTRICKÁ A MAGNETICKÁ POLE – mohou být zdraví nebezpečná
• Svářeči skardiostimulátorem se musí před svářením obrátit na svého
lékaře. Elektrická a magnetická pole mohou ovlivňovat funkci některých
kardiostimulátorů.
• Elektrická a magnetická pole mohou mít jiné neznámé vlivy na zdraví.
• Je třeba, aby svářeči dodržovali následující opatření a minimalizovali vliv
elektromagnetických polí:
○ Veďte elektrodu a pracovní vodiče společně po stejné straně těla.
Pokud je to možné, zajistěte je páskou. Nezdržujte se mezi hořákem
a pracovními kabely. Nikdy nenamotávejte hořák nebo pracovní kabel
na tělo. Zdržujte se co nejdále od zdroje pro svařování a kabelů.
○ Připojte pracovní kabel kobrobku co nejblíže ke svařovanému místu.
VÝPARY APLYNY – mohou být zdraví nebezpečné
• Kryjte si hlavu před výpary.
• Použijte odvětrávání, odsávání u oblouku nebo obojí k odvádění par a
plynů ze své dýchací zóny a všeobecného prostoru.
OBLOUKOVÉ ZÁŘENÍ – může poranit oči a spálit kůži
• Chraňte si oči atělo. Používejte správný ochranný štít, brýle sfiltračními
skly aochranný oděv.
• Osoby nacházející se vblízkosti chraňte vhodnými štíty nebo clonami.
0449 265 560
HLUK – nadměrný hluk může poškodit sluch
Chraňte si uši. Používejte protihluková sluchátka nebo jinou ochranu sluchu.
- 6 -
© ESAB AB 2020

1 BEZPEČNOST
POHYBLIVÉ DÍLY – mohou způsobit zranění
• Udržujte všechny panely, kryty a dveře zavřené a zajištěné. Pouze
• Před montáží nebo připojením jednotky vypněte motor.
• Zajistěte, aby se do dosahu pohyblivých částí nedostaly ruce, vlasy, volné
NEBEZPEČÍ POŽÁRU
• Jiskry (prskání) mohou způsobit požár. Zajistěte, aby se v blízkosti
• Nepoužívat na uzavřené kontejnery.
HORKÝ POVRCH - Díly mohou způsobit popáleniny
• Nedotýkejte se dílů holýma rukama.
• Před prací na vybavení je nechte vychladnout.
• Pro práci shorkými díly používejte vhodné nástroje nebo izolační svářecí
proškolený personál smí vpřípadě potřeby odstraňovat kryty za účelem
údržby a odstraňování poruch. Po dokončení servisu a před začátkem
sváření vraťte všechny panely nebo kryty na místo a zavřete všechny
dveře.
oblečení a nástroje.
nenacházely žádné hořlavé materiály.
rukavice, aby nedošlo kpopálení.
FUNKČNÍ PORUCHA – při funkční poruše požádejte oodbornou pomoc.
CHRAŇTE SEBE I JINÉ!
UPOZORNĚNÍ!
Tento výrobek je určen výhradně ksvařování obloukem.
VAROVÁNÍ!
Nepoužívejte tento zdroj energie k rozmrazování zamrzlého potrubí.
UPOZORNĚNÍ!
Zařízení třídy A není určeno kpoužívání vobytných
oblastech, vnichž je elektrické napájení zajišťováno
veřejnou, nízkonapěťovou rozvodnou sítí. Kvůli rušení
šířenému vedením a vyzařováním se mohou vtakových
oblastech objevit případné obtíže se zaručením
elektromagnetické kompatibility u zařízení třídy A.
0449 265 560
- 7 -
© ESAB AB 2020

1 BEZPEČNOST
POZOR!
Elektronická zařízení likvidujte v recyklačním
zařízení!
V souladu s evropskou směrnicí 2012/19/ES o likvidaci
elektrických a elektronických zařízení a její
implementací podle státních zákonů se musí elektrické
zařízení, které dosáhlo konce životnosti, zlikvidovat v
recyklačním zařízení.
Jako osoba zodpovědná za zařízení máte povinnost
informovat se o schválených sběrných místech.
Chcete-li další informace, obraťte se na nejbližšího
prodejce společnosti ESAB.
ESAB nabízí řadu přídavných zařízení pro svařování a osobních ochranných
prostředků. Informace pro objednávání vám poskytne váš lokální prodejce ESAB nebo
naše webová stránka.
0449 265 560
- 8 -
© ESAB AB 2020

2 ÚVOD
2 ÚVOD
2.1 Všeobecné informace
Automatické svařovací zařízení A6TF F1 / A6TF F1 Twin je určeno pro svařování pod
tavidlem (SAW neboli Submerged Arc Welding) tupých a koutových svarů.
Všechna ostatní použití jsou zakázána.
Určeno kpoužití vkombinaci sPEK a zdroji napájení pro svařování ESAB LAF, TAF nebo
Aristo 1000.
POZOR!
Aristo 1000 pouze společně sPEK se sériovým číslem 747-xxx-xxxx nebo
novějším.
2.2 Metoda svařování
2.2.1 Svařování pod tavidlem (SAW)
• Svařování pod tavidlem, lehký provoz
Svařování pod tavidlem při lehkém provozu skonektorem oprůměru 20mm umožňuje
zatížení až 800A (100%).
• Svařování pod tavidlem, těžký provoz
Svařování pod tavidlem při těžkém provozu skonektorem oprůměru 35mm umožňuje
zatížení až 1500A.
Tuto verzi je možné vybavit kladkami podavače pro svařování jedním nebo dvěma dráty
(dvojitý oblouk). Kdispozici je speciální rýhovaná kladka podavače pro jádrový drát plněný
tavidlem, která zaručuje rovnoměrné podávání bez deformace, kníž by mohlo docházet
vdůsledku tlaku při podávání.
2.3 Definice
SAW Housenkový svar je během svařování chráněn krytem ztavidla.
SAW, lehký provoz Umožňuje svařování snižším proudovým zatížením atenkým
drátem.
SAW, těžký provoz Umožňuje svařování snižším proudovým zatížením atlustým
drátem.
Svařování dvojitým
obloukem
Svařování dvěma dráty vjedné svařovací hlavě.
2.4 Horizontální svařování
Produkty popsané vtomto návodu jsou určeny pro horizontální svařování.
POZOR!
Nepoužívejte zařízení A6 Mastertrac Tandem při svařování na nakloněných
plochách.
0449 265 560
- 9 -
© ESAB AB 2020

3 TECHNICKÉ ÚDAJE
3 TECHNICKÉ ÚDAJE
A6TF F1 A6TF F1 Twin
Napájecí napětí 42VAC 42VAC
Přípustná zátěž při 100% 1500A 1500A
Průměr drátu
Plný jednoduchý drát
Dutý drát
Plný dvojitý drát
3,0-6,0mm
3,0-4,0mm
2 × 2,0–3,0mm
3,0-6,0mm
3,0-4,0mm
2 × 2,0–3,0mm
Maximální rychlost podávání drátu 4m/min 4m/min
Brzdný moment náboj brzdy 1,5Nm 1,5Nm
Rychlost posunu 0,1–2,0m/min 0,1–2,0m/min
Maximální hmotnost vodiče 30kg 30kg
Objem násypky na tavidlo 10l 10l
Hmotnost
110kg 140kg
(Bez drátu a tavidla)
Třída krytí IP10 IP10
KlasifikaceEMC TřídaA TřídaA
0449 265 560
- 10 -
© ESAB AB 2020

4 INSTALACE
4 INSTALACE
4.1 Všeobecné informace
Instalaci musí provádět odborník.
VAROVÁNÍ!
Otáčející součásti mohou způsobit úraz, dávejte pozor.
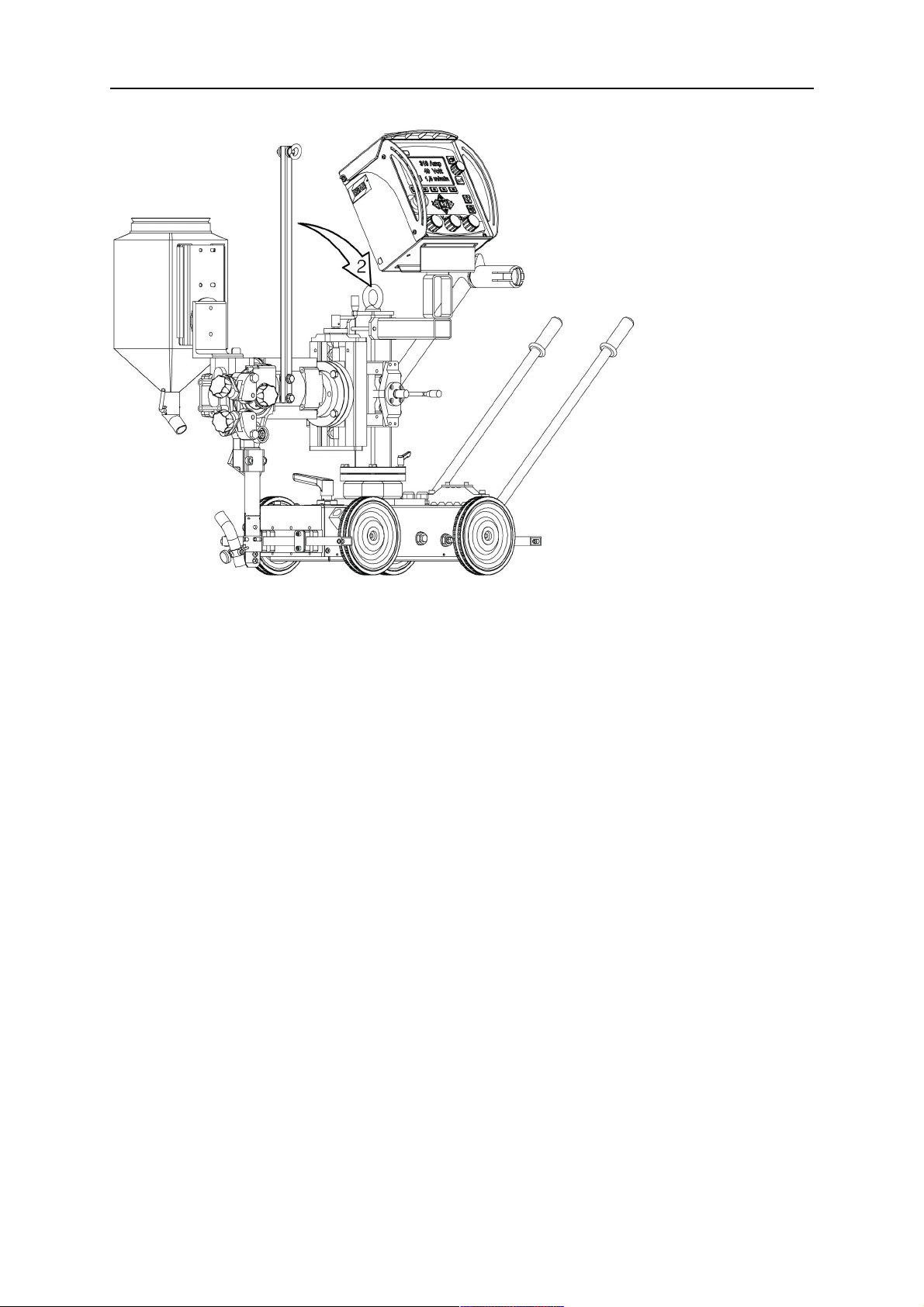
4.2 Hlavní součásti A6TF F1 (SAW), A6TF F1 Twin (SAW)
1. Vozík 6. Motor sozubeným kolem (A6 VEC)
2. Nosič 7. Násypka na tavidlo
3. Podavač drátu 8. Trubice stavidlem
4. Souprava sání, ruční 9. Tryska tavidla
5. Konektor 10. Vodicí vložka drátu
0449 265 560
- 11 -
© ESAB AB 2020
4 INSTALACE
4.3 Popis hlavních součástí
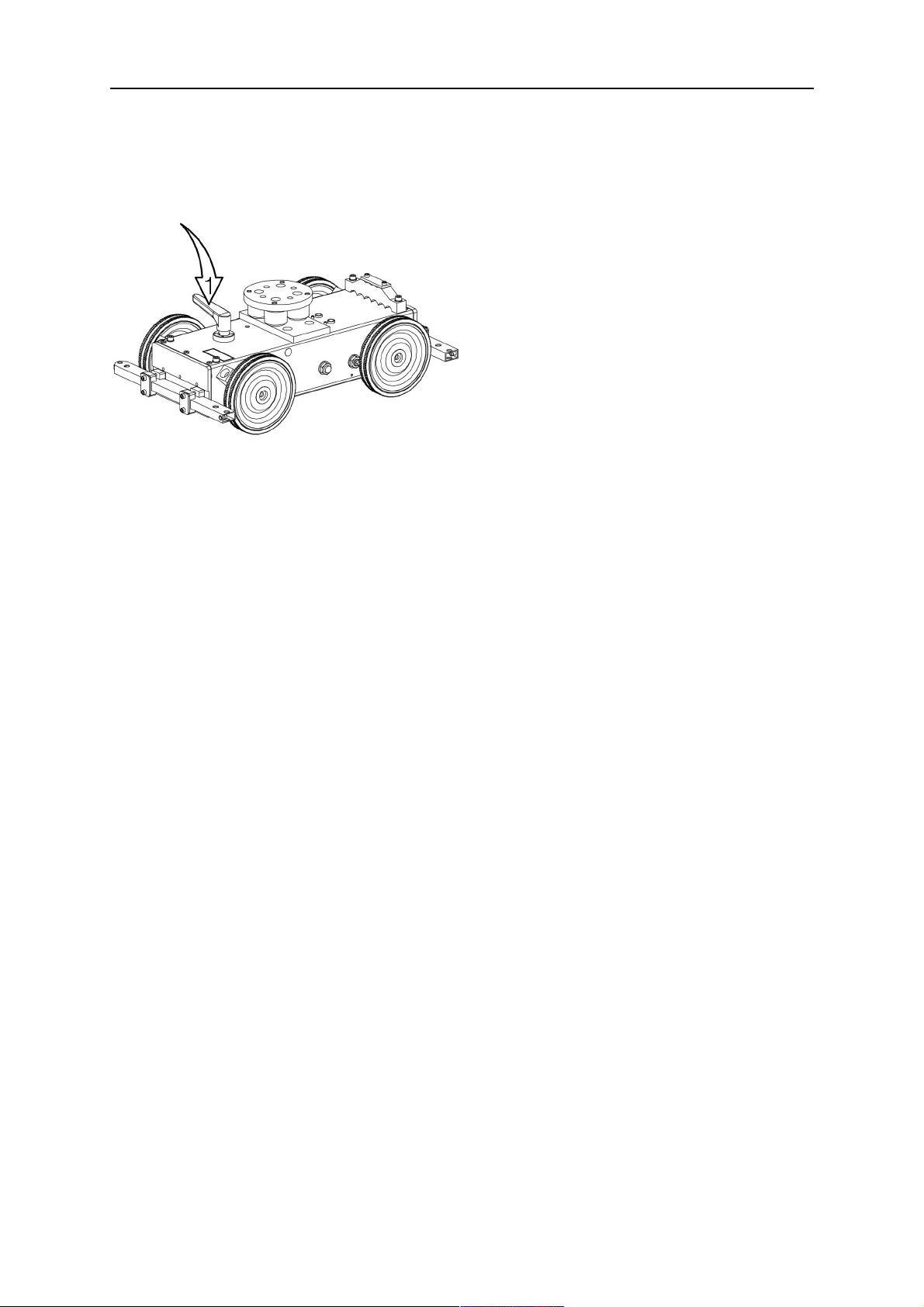
4.3.1 Vozík
Zajistěte vozík zajišťovací pákou (1).
4.3.2 Nosič
Namontujte řídicí jednotku, jednotku podávání drátu anásypku na tavidlo, a ostatní, na
nosič.
4.3.3 Podavač drátu
Jednotka podávání drátu podává avede svařovací drát do konektoru.
4.3.4 Ruční sáně
Vodorovná asvislá poloha svařovací hlavy se nastavuje pomocí lineárních posuvníků.
Úhlový pohyb lze volně nastavit pomocí otočného jezdce.
4.3.5 Konektor
Během svařování přenáší svařovací proud na vodič.
4.3.6 Motor sozubeným kolem (A6 VEC)
Motor napájí svařovací drát.
Další informace týkající se A6 VEC najdete v Návodu kpoužití 0443 393 xxx.
4.3.7 Násypka na tavidlo / trubice stavidlem / tryska tavidla
Tavidlo je plněno do násypky na tavidlo. Poté je přeneseno na obrobek trubicí atryskou
tavidla.
Množství tavidla, které má být vypuštěno, je řízeno pomocí ventilu tavidla na zásobníku
tavidla.
Další informace naleznete včásti „Doplňování práškového tavidla“.
0449 265 560
- 12 -
© ESAB AB 2020
4 INSTALACE
4.4 Montáž
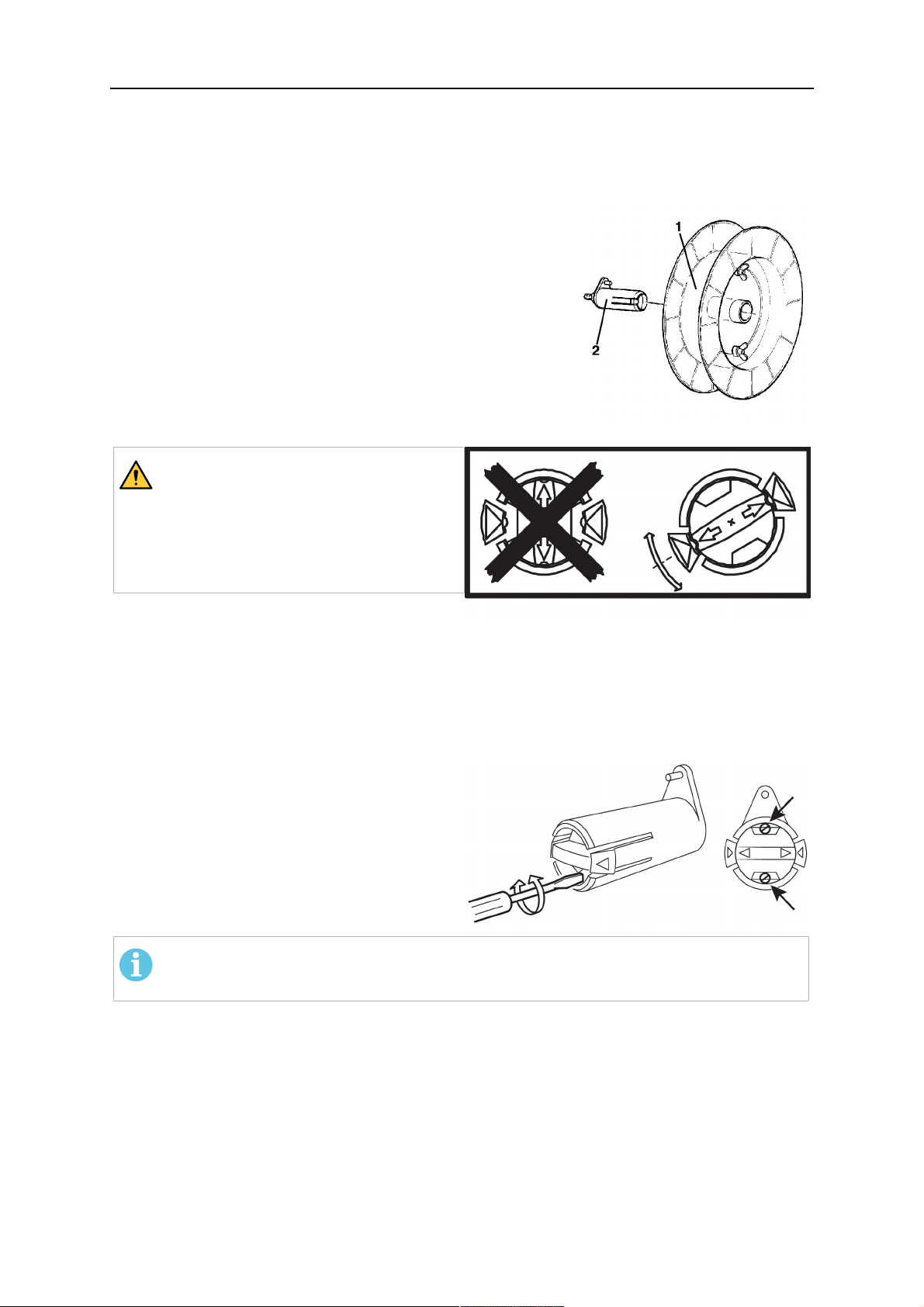
4.4.1 Buben s drátem (příslušenství)
Dejte buben sdrátem (1) zpět na náboj brzdy(2).
VAROVÁNÍ!
Abyste zabránili sklouznutí cívky
znáboje: Otočením červeného
kolečka zablokujte cívku na místě,
jak je znázorněno na výstražném
štítku vedle náboje.
4.5 Nastavení náboje brzdy
Náboj se seřizuje před dodáním. Pokud je nutno provést nové seřízení, postupujte podle
níže uvedených pokynů. Nastavte náboj brzdy tak, aby se drát při zastavení podavače mírně
prověsil.
Nastavení brzdového momentu:
1. Otočte červené držadlo do zamčené
polohy.
2. Vložte šroubovák do pružin v náboji.
○ Otáčením pružin doprava
snížíte brzdový moment.
○ Otáčením pružin doleva
zvýšíte brzdový moment.
POZOR!
Oběma pružinami otáčejte ve stejném rozsahu.
4.6 Připojení
4.6.1 Všeobecné informace
• PEK musí být připojen kvalifikovanou osobou. Viz samostatný návod kpoužití.
• Připojení A6GMHviz samostatný návod kobsluze.
• Připojení A6PAVviz samostatný návod kobsluze.
0449 265 560
- 13 -
© ESAB AB 2020

4 INSTALACE
4.6.2 Automatické svařovací zařízení A6TF F1 / A6TF F1 Twin (svařování pod tavidlem (SAW)
1. Připojte řídicí kabel (5) mezi napájecí zdroj (3) a PEK (2).
2. Připojte zpětný kabel (6) mezi napájecí zdroj (3) aobrobek (4).
3. Připojte svařovací kabel (7) mezi zdroj napájení (3) aautomatické svařovací zařízení
(1).
4. Připojte měřicí kabel (8) mezi napájecí zdroj (3) aobrobek (4).
1. Automatické svařovací zařízení 5. Řídicí kabel
2. PEK 6. Zpětný kabel
3. Napájecí zdroj 7. Svařovací kabel
4. Obrobek 8. Měřicí kabel
0449 265 560
- 14 -
© ESAB AB 2020

5 OBSLUHA
5 OBSLUHA
5.1 Všeobecné informace
UPOZORNĚNÍ!
Před instalací či spuštěním zařízení si přečtěte tento
návod kobsluze asnažte se mu porozumět.
Obecná bezpečnostní nastavení týkající se manipulace se zařízením naleznete v
kapitole BEZPEČNOST této příručky. Důkladně si ji přečtěte, než začnete zařízení
používat!
Zpětný kabel
Před zahájením svařování zkontrolujte, zda je připojen zpětný kabel. Viz část „Zapojení“.
5.2 Vložení svařovacího drátu
1. Namontujte buben s drátem podle pokynů vkapitole „Instalace“.
2. Zkontrolujte, zda mají podávací kladka(1) a kontaktní čelist nebo kontaktní špička(3)
vzhledem ke zvolenému průměru drátu správný rozměr.
3. Pro A6TF F1 Twin:
○ Zaveďte drát do vodicí vložky (8).
4. Při svařování jemným drátem:
○ Zaveďte drát do jednotky podávání drátu pro jemný drát (6).
Zkontrolujte, zda je rovnačka drátu správně nastavena tak, aby drát vycházel
přímo skrz kontaktní čelisti nebo kontaktní špičku (3).
5. Protáhněte konec drátu rovnačkou drátu(2).
○ Má-li drát větší průměr než 2mm, narovnejte 0,5m drátu aprotáhněte jej ručně
dolů rovnačkou drátu.
6. Najděte konec drátu vdrážce podávací kladky(1).
7. Nastavte napnutí drátu na podávací kladce pomocí knoflíku(4).
POZOR!
Nenastavujte větší napnutí, než je potřebné pro dosažení rovnoměrného
podávání.
0449 265 560
- 15 -
© ESAB AB 2020

5 OBSLUHA
8.
Posuňte vodič dopředu o30 mm pod kontaktní špičku zatlačením na PEK.
9. Nasměrujte drát seřízením knoflíku(5).
POZOR!
Vždy používejte vodicí trubici (7) pro zajištění rovnoměrného přísuvu jemného drátu
(1,6–2,5 mm).
5.3 Výměna kladky podavače
5.3.1 Jeden drát
• Povolte knoflíky (3) a(4).
• Povolte ruční kolo(2).
• Vyměňte kladku podavače (1).
Kladky podavače jsou označeny příslušnými velikostmi drátu.
5.3.2 Dvojitý drát (dvojitý oblouk)
• Vyměňte kladku podavače (1) sdvojitými drážkami stejným způsobem jako
ujednoduchého drátu.
POZOR!
Přítlačnou kladku (5) je také nutné vyměnit. Speciální zakřivená přítlačná kladka pro
dvojitý drát nahrazuje standardní přítlačnou kladku pro jeden drát.
• Smontujte přítlačnou kladku se speciálním zkráceným hřídelem (obj. č. 0146253001).
5.3.3 Drát strubičkou pro rýhované kladky (příslušenství)
• Vyměňte kladku podavače (1) a přítlačnou kladku (5) jako pár, podle velikosti drátu,
který se má použít.
POZOR!
Pro přítlačnou kladku je potřeba speciální zkrácený hřídel (obj. č. 0212901101).
• Utáhněte napínací šroub (4) středním tlakem, aby nedošlo kdeformaci jádrového drátu
plněného tavidlem.
0449 265 560
- 16 -
© ESAB AB 2020
5 OBSLUHA
5.4 Kontaktní vybavení pro svařování pod tavidlem
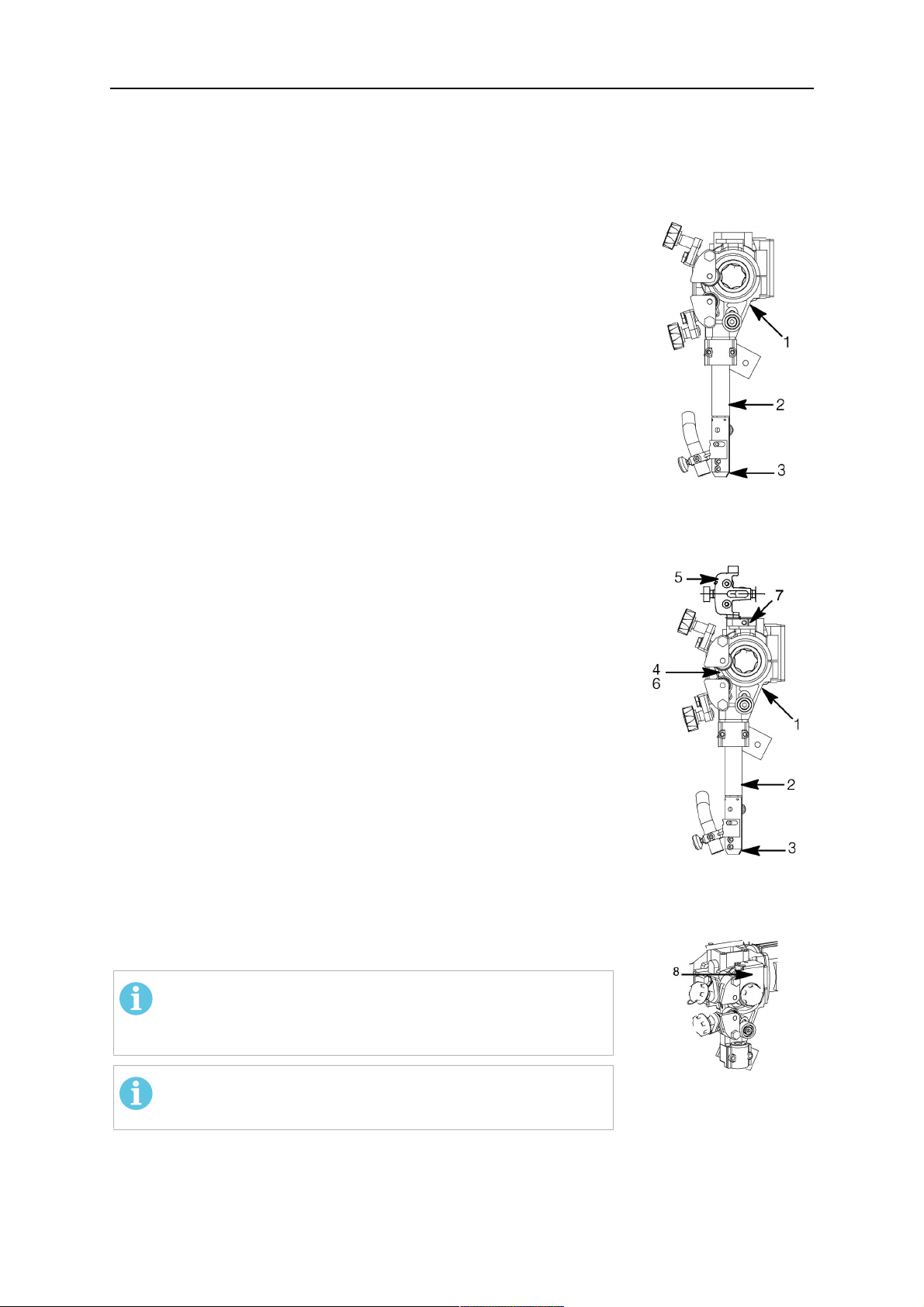
5.4.1 Pro jednoduchý drát 3,0–6,0mm
Použijte automatické svařovací vybavení A6TFF1(SAW), jehož
součástí jsou následující položky:
• Podavač drátu (1)
• Konektor D35 (2),
• Kontaktní čelist (3)
Zajistěte, aby byl mezi kontaktními čelistmi adrátem dobrý
kontakt.
5.4.2 Pro dvojité dráty 2×2,0–3,0mm(D35)
Použijte automatické svařovací vybavení A6TFF1Twin(SAW),
jehož součástí jsou následující položky:
• Podavač drátu (1)
• Konektor Twin D35 (2)
• Kontaktní čelist (3)
Zajistěte, aby byl mezi kontaktními čelistmi adrátem dobrý
kontakt.
• Vodicí trubice (4, 6)
5.4.2.1 Příslušenství
• Rovnačka jemného drátu (5) se musí nainstalovat na horní
stranu upínacího zařízení jednotky podávání drátu(1).
POZOR!
Při montáži rovnačky jemného drátu odstraňte desku
(7), pokud je nainstalována.
POZOR!
Ochrannou desku neodstraňujte (8).
5.4.2.2 Nastavení drátů pro obloukové svařování
Umístěte dráty do spoje tak, aby bylo dosaženo optimální kvality svaru prostřednictvím
otáčení konektoru. Oba dráty je možné otočit tak, aby byly umístěny jeden za druhým podél
0449 265 560
- 17 -
© ESAB AB 2020
5 OBSLUHA
linie spoje nebo vjakékoli poloze až do 90° napříč spojem, tj. jeden drát na každé straně
spoje.
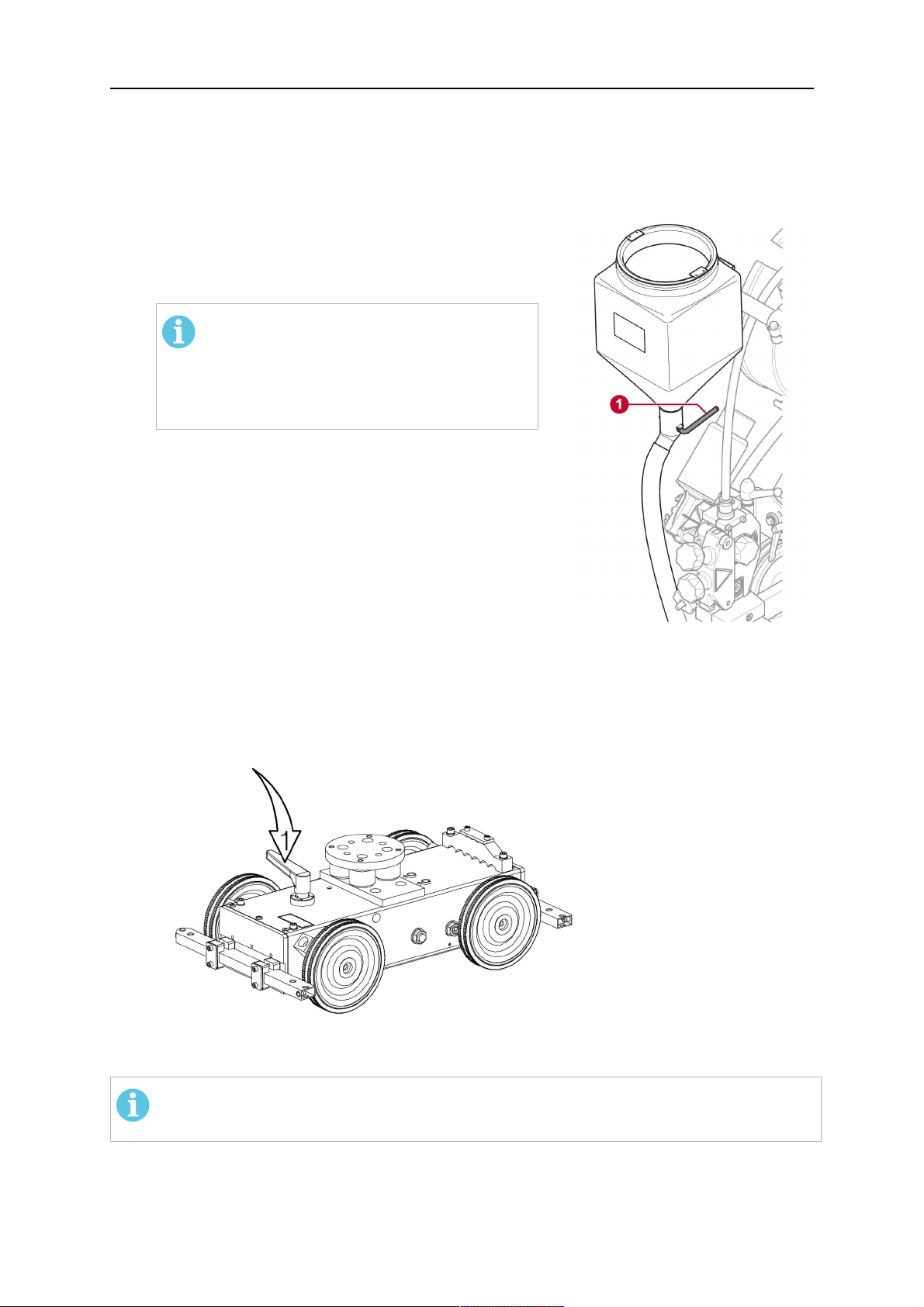
5.5 Doplňování práškového tavidla
1. Zavřete tavidlový ventil (1) na násypce na tavidlo.
2. Demontujte volitelný cyklón zjednotky odsávání
tavidla, pokud je nainstalován.
3. Naplňte práškovým tavidlem.
POZOR!
Práškové tavidlo musí být suché.
Předehřáté práškové tavidlo používejte
pouze vpřípadě, že je pro něj násypka
na tavidlo určena.
4. Umístěte trubici tavidla adbejte, aby nebyla
pokroucená.
5. Nastavte výšku tavidlové trysky nad svarem tak,
aby dodávala správné množství tavidla.
Pokrytí tavidlem by mělo být dostačující ktomu,
aby nedošlo kpenetraci oblouku.
5.6 Přeprava
Uvolněte kola otočením zajišťovací páky (1).
POZOR!
Při zvedání zařízení použijte šroub závěsného oka (2).
0449 265 560
- 18 -
© ESAB AB 2020
5 OBSLUHA
5.7 Konverze A6TF F1 / A6TF F1 Twin (svařování pod tavidlem) na svařování metodou MIG/MAG
Montáž proveďte podle pokynů přiložených kekonverzní sadě.
5.8 Konverze A6TF F1 (ponorné svařování obloukem) na dvojitý oblouk
Montáž proveďte podle pokynů přiložených kekonverzní sadě.
0449 265 560
- 19 -
© ESAB AB 2020

6 ÚDRŽBA
6 ÚDRŽBA
6.1 Všeobecné informace
UPOZORNĚNÍ!
Všechny záruky dodavatele ztrácejí platnost, pokud se zákazník v průběhu záruční
doby pokusí sám opravit jakékoli chyby produktu.
POZOR!
Před prováděním jakýchkoli údržbových prací se nejprve ujistěte, že je odpojený
síťový kabel.
Informace o údržbě ovládací jednotky naleznete vsamostatném návodu kpoužití.
6.2 Každý den
• Očistěte tavidlo anečistoty zpohyblivých dílů.
• Zkontrolujte, zda jsou připojeny kontaktní špička aelektrické kabely.
• Ujistěte se, že jsou všechny šroubové spoje utažené.
• Zkontrolujte, zda nejsou vodicí a hnací kladky opotřebované nebo poškozené.
• Zkontrolujte brzdný moment brzdového náboje. Utáhněte vpřípadě, že se cívka drátu
otáčí i poté, co se zastavilo podávání drátu. Povolte vpřípadě, že kladky podavače
prokluzují. Orientačně: brzdný moment pro 30kg cívku sdrátem by měl být1,5Nm.
Chcete-li seřídit brzdný moment, postupujte podle pokynů včásti „Nastavení náboje
brzdy“.
6.3 Periodická údržba
• Kartáče motoru podávání drátu
kontrolujte jednou za tři měsíce.
Vyměňte je, pokud jsou opotřebené až
na 6mm.
• Zkontrolujte posuvníky a pokud váznou,
namažte je.
• Zkontrolujte podavače drátu, podávací
kladky akontaktní špičku podavače
elektrody. Vyměňte všechny
opotřebované nebo poškozené
součásti, viz část „SPOTŘEBNÍ DÍLY“.
• Pokud je pohyb vozíku trhavý,
zkontrolujte, zda je řetěz správně
napnutý. Vpřípadě potřeby řetěz
napněte.
• Chcete-li řetěz napnout, povolte matici (*1), otočte vačku autáhněte matici.
0449 265 560
- 20 -
© ESAB AB 2020

7 ŘEŠENÍ PROBLÉMŮ
7 ŘEŠENÍ PROBLÉMŮ
7.1 Všeobecné informace
Vybavení
• Návod kpoužití přiložených dílů.
Kontrola
• Přesvědčte se, zda je napájecí zdroj připojen na správné síťové napájení.
• Zkontrolujte, zda všechny tři fáze dodávají správné napětí (sled fází není důležitý).
• Zkontrolujte, zda jsou všechny svařovací kabely a spoje nepoškozené.
• Zkontrolujte, zda jsou správně nastavené ovládací prvky.
• Před zahájením oprav musí být síťové napájení odpojeno.
7.2 Možné chyby
1. Projev Hodnoty proudu anapětí vykazují velké výkyvy
Příčina 1.1 Kontaktní čelisti nebo tryska jsou opotřebené nebo nemají správnou velikost.
Opatření Vyměňte kontaktní čelisti nebo trysku.
Příčina 1.2 Tlak kladky podavače drátu není přiměřený.
Opatření Zvyšte tlak na kladce podavače drátu.
2. Projev Podávání drátu je nepravidelné
Příčina 2.1 Není správně nastavený tlak kladky podavače drátu.
Opatření Seřiďte tlak na kladce podavače drátu.
Příčina 2.2 Kladky podavače drátu nemají správnou velikost.
Opatření Vyměňte kladky podavače drátu.
Příčina 2.3 Rýhy na kladkách podavače jsou opotřebované.
Opatření Vyměňte kladky podavače drátu.
3. Projev Svařovací kabely se přehřívají
Příčina 3.1 Nesprávné elektrické připojení.
Opatření Vyčistěte a utáhněte všechna elektrická připojení.
Příčina 3.2 Plocha průřezu svařovacích kabelů je příliš malá.
Opatření Použijte kabely světším průřezem nebo použijte souběžné kabely.
0449 265 560
- 21 -
© ESAB AB 2020

8 OBJEDNÁVÁNÍ NÁHRADNÍCH DÍLŮ
8 OBJEDNÁVÁNÍ NÁHRADNÍCH DÍLŮ
UPOZORNĚNÍ!
Opravy a elektrické práce musí provádět autorizovaný servisní technik ESAB.
Používejte pouze originální náhradní díly ESAB.
Zařízení A6TFF1 a A6TFF1Twin jsou navržena a testována vsouladu smezinárodními a
evropskými normami EN60974-5, EN12100-2 a EN60974-10. Po dokončení servisní
práce nebo opravy je povinností osoby provádějící práci zajistit, aby produkt stále splňoval
požadavky norem uvedených výše.
Náhradní díly a spotřební díly si můžete objednat unejbližšího prodejce společnosti ESAB,
viz webové stránky esab.com. Při objednávání uveďte typ výrobku, sériové číslo, označení a
číslo náhradního dílu podle seznamu náhradních dílů. To usnadní expedici a zajistí správnost
dodávky.
0449 265 560
- 22 -
© ESAB AB 2020

NÁKRES SROZMĚRY
NÁKRES SROZMĚRY
0449 265 560
- 23 -
© ESAB AB 2020

NÁKRES SROZMĚRY
0449 265 560
- 24 -
© ESAB AB 2020

OBJEDNACÍ ČÍSLA
OBJEDNACÍ ČÍSLA
Ordering
Denomination Type Notes
number
0461 235 880 A6 Mastertrac A6TF F1 SAW
0461 235 881 A6 Mastertrac A6TF F1 SAW Twin
0460 949 *74 Instruction manual PEK Control panel
0460 948 *01 Instruction manual PEK Control unit
0463 648 001 Spare parts list
Technická dokumentace je kdispozici prostřednictvím Internetu na stránkách www.esab.com
0449 265 560
- 25 -
© ESAB AB 2020

SOUČÁSTI PODLÉHAJÍCÍ OPOTŘEBENÍ
SOUČÁSTI PODLÉHAJÍCÍ OPOTŘEBENÍ
Kladky podavače
SAW and MIG/MAG
Part no. D(mm)
0218 510 281 1.6
0218 510 282 2.0
0218 510 283 2.5
0218 510 286 4.0
0218 510 287 5.0
0218 510 288 6.0
0218 510 298 3.0–3.2
SAWTwin(D35)
Part no. D(mm)
0218 522 480 2.5
0218 522 481 3.0–3.2
0218 522 484 2.0
0218 522 486 1.2
0218 522 487 1.0
0218 522 488 1.6
SAW and MIG/MAG tubular wire
Part no. D(mm)
0146 024 880 0.8–1.6
0146 024 881 2.0–4.0
MIG/MAG
Part no. D(mm)
0145 538 880 0.6
0145 538 881 0.8
0145 538 882 1.0
0145 538 883 1.2
MIG/MAG
Part no. D(mm)
0148 772 880 2.0–3.0
0449 265 560
- 26 -
© ESAB AB 2020

SOUČÁSTI PODLÉHAJÍCÍ OPOTŘEBENÍ
Přítlačné kladky
SAW and MIG/MAG tubular wire
Part no. D(mm)
0146 025 880 0.8–1.6
0146 025 881 2.0–4.0
0146 025 882 5.0–7.0
SAWTwin
Part no.
0218 524 580
0146 253 001 Stub shaft
0144 953 001 Spherical ball bearing
0190 452 178 Washer
Zkrácený hřídel pro přítlačnou kladku
SAW tubular wire
Part no.
0212 901 101
Kontaktní čelisti
SAWHD(D35)
Part no. D(mm)
0265 900 880 3.0
0265 900 881 3.2
0265 900 882 4.0
0265 900 883 5.0
0265 900 884 6.0
SAWTwinHD
Part no. D(mm)
0265 902 880 2.5–3.0
0265 902 881 2.0
0265 902 882 1.6
0265 902 883 4.0
0449 265 560
- 27 -
© ESAB AB 2020
SOUČÁSTI PODLÉHAJÍCÍ OPOTŘEBENÍ
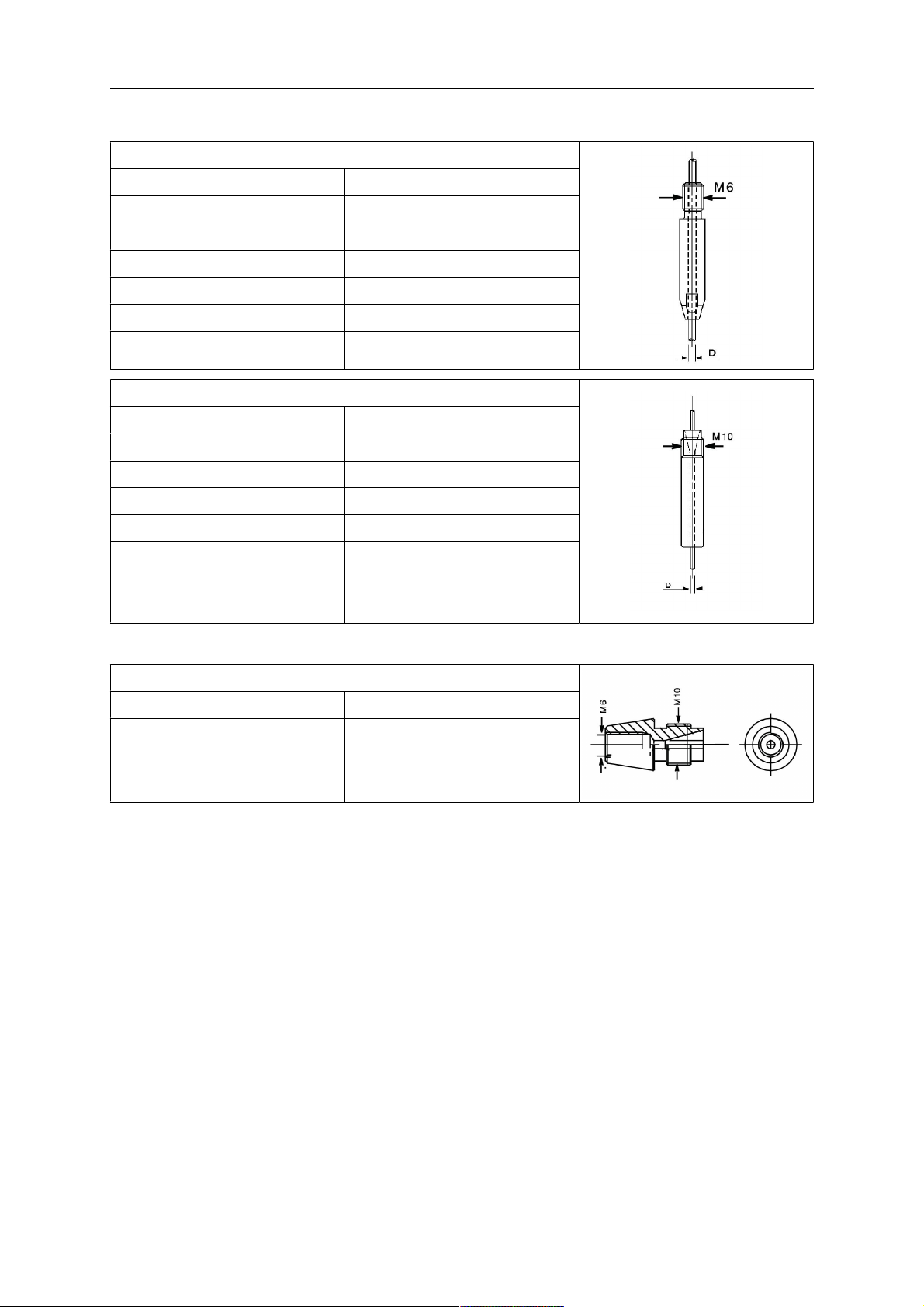
Kontaktní špička
MIG/MAG and SAWTwinLD(D35)
Part no. D(mm)
0153 501 002 0.8
0153 501 004 1.0
0153 501 005 1.2
0153 501 007 1.6
0153 501 009 2.0
0153 501 010 2.4–2.5
MIG/MAG(D35)
Part no. D(mm)
0258 000 908 1.2
0258 000 909 1.6
0258 000 910 2.0
0258 000 911 2.4
0258 000 913 1.0
0258 000 914 0.8
0258 000 915 3.2
Adaptér pro kontaktní špičku
SAW and MIG/MAG(D35)
Part no. D(mm)
0147 333 001 M6/M10
0449 265 560
- 28 -
© ESAB AB 2020

SOUČÁSTI PODLÉHAJÍCÍ OPOTŘEBENÍ
0449 265 560
- 29 -
© ESAB AB 2020

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...