


A6 Mastertrac
A6TF F1 / A6TF F1 Twin
Instrukcja obsługi
0449 265 560 PL 20200827
Valid for: serial no. 940-xxx-xxxx


SPIS TREŚCI
1
BEZPIECZEŃSTWO
1.1 Znaczenie symboli
1.2 Zalecenia dotyczące bezpieczeństwa
2
WPROWADZENIE
2.1 Informacje ogólne
2.2 Metoda spawania
2.2.1 Spawanie łukiem krytym pod topnikiem (SAW).................................... 9
2.3 Definicje
2.4 Spawanie poziome
3
DANE TECHNICZNE
4
INSTALACJA
4.1 Informacje ogólne
4.2 Główne zespoły urządzeń A6TF F1 (SAW), A6TF F1 Twin (SAW)
4.3 Opis głównych zespołów
4.3.1 Wózek................................................................................................... 12
4.3.2 Statyw................................................................................................... 12
4.3.3 Podajnik drutu ...................................................................................... 12
...............................................................................................
....................................................................................
.................................................................................
..................................................
.......................................................................................
...................................................................................
....................................................................................
..................................................................................................
.................................................................................
...................................................................................
...................................................................................
.......................................................................
......
5
5
5
9
9
9
9
9
10
11
11
11
12
4.3.4 Suporty obsługiwane ręcznie ............................................................... 12
4.3.5 Złącze................................................................................................... 12
4.3.6 Motor z przekładnią (A6 VEC).............................................................. 12
4.3.7 Kosz zasypowy topnika / Dysza topnika / Końcówka dyszy topnika .... 12
4.4 Montaż
4.4.1 Szpula z drutem do spawania (akcesoria) ........................................... 13
4.5 Ustawienie piasty hamującej
4.6 Przyłącza
4.6.1 Informacje ogólne................................................................................. 13
4.6.2 Zautomatyzowane urządzenia spawalnicze A6TF F1 / A6TF F1 Twin
5
OBSŁUGA
5.1 Informacje ogólne
5.2 Dostarczanie drutu
5.3 Wymiana rolki podającej
5.3.1 Drut pojedynczy.................................................................................... 16
5.3.2 Drut bliźniaczy (spawanie łukiem krytym bliźniaczym)......................... 16
5.3.3 Proszkowy drut rdzeniowy do rolek radełkowych (akcesoria) .............. 16
.....................................................................................................
.................................................................
.................................................................................................
(spawanie łukiem krytym pod topnikiem SAW) ....................................
...................................................................................................
...................................................................................
.................................................................................
........................................................................
13
13
13
14
15
15
15
16
5.4 Urządzenia kontaktowe do spawania łukiem krytym pod topnikiem 17
5.4.1 Do drutu pojedynczego 3,0–6,0mm .................................................... 17
5.4.2 Do drutu bliźniaczego 2 × 2,0–3,0mm(D35)....................................... 17
5.4.2.1 Akcesoria........................................................................................... 17
5.4.2.2 Regulacja drutów do spawania łukiem krytym bliźniaczym............... 18
5.5 Uzupełnianie proszku topnika
0449 265 560 © ESAB AB 2020
...............................................................
18

SPIS TREŚCI
5.6 Transport
5.7 Konwersja A6TF F1 / A6TF F1 Twin (spawanie łukiem krytym pod
topnikiem) do spawania metodą MIG/MAG
5.8 Konwersja A6TF F1 (spawanie łukiem krytym pod topnikiem) do
spawania łukiem krytym bliźniaczym
6
KONSERWACJA
6.1 Informacje ogólne
6.2 Codziennie
6.3 Dozór okresowy
7
USUWANIE USTEREK
7.1 Informacje ogólne
7.2 Możliwe błędy
8
ZAMAWIANIE CZĘŚCI ZAMIENNYCH
WYMIARY
............................................................................................................
NUMERY ZAMÓWIENIOWE
CZĘŚCI EKSPLOATACYJNE
.................................................................................................
..........................................
...................................................
.........................................................................................
...................................................................................
..............................................................................................
......................................................................................
................................................................................
...................................................................................
.........................................................................................
.......................................................
...............................................................................
..............................................................................
18
19
19
20
20
20
20
21
21
21
22
23
25
26
Dane techniczne mogą ulec zmianie bez uprzedzenia.
0449 265 560 © ESAB AB 2020

1 BEZPIECZEŃSTWO
1 BEZPIECZEŃSTWO
1.1 Znaczenie symboli
Użyte w dalszej części niniejszej instrukcji oznaczają: Uwaga! Należy mieć się na
baczności!
NIEBEZPIECZEŃSTWO!
Oznacza bezpośrednie zagrożenia, które, jeśli nie uda się ich uniknąć, będą
skutkować odniesieniem bezpośrednich, poważnych obrażeń ciała lub
śmiercią.
OSTRZEŻENIE!
Oznacza potencjalne zagrożenia, które mogą skutkować odniesieniem
obrażeń ciała lub śmiercią.
PRZESTROGA!
Oznacza zagrożenia, które mogą skutkować odniesieniem niewielkich
obrażeń ciała.
OSTRZEŻENIE!
Przed użyciem należy przeczytać ze zrozumieniem
instrukcję obsługi, wszystkie oznaczenia, przepisy BHP
oraz karty charakterystyki (SDS).
1.2 Zalecenia dotyczące bezpieczeństwa
Użytkownicy urządzeń firmy ESAB ponoszą odpowiedzialność za stosowanie odpowiednich
środków ostrożności przez osoby używające lub znajdujące się w pobliżu tych urządzeń.
Środki ostrożności muszą spełniać wymagania stawiane tego rodzaju urządzeniom
spawalniczym. Poza standardowymi przepisami dotyczącymi miejsca pracy należy
przestrzegać następujących zaleceń.
Wszelkie prace powinny być wykonywane przez przeszkolony personel, dobrze znający
zasady działania urządzenia. Nieprawidłowa obsługa urządzenia może prowadzić do sytuacji
niebezpiecznych, a w rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa urządzenia, powinien znać:
○ zasady jego obsługi
○ lokalizację wyłączników awaryjnych
○ jego działanie
○ odpowiednie środki ostrożności
○ zasady spawania i cięcia lub innego typu eksploatacji urządzenia
2. Operator powinien dopilnować, aby:
○ w momencie uruchamiania urządzenia w jego pobliżu nie było żadnych osób
nieupoważnionych
○ w chwili zajarzania łuku lub rozpoczęcia prac przy użyciu urządzenia wszystkie
osoby były odpowiednio zabezpieczone
3. Miejsce pracy powinno być:
○ odpowiednie do określonego celu
○ wolne od przeciągów
0449 265 560
- 5 -
© ESAB AB 2020

1 BEZPIECZEŃSTWO
4. Sprzęt ochrony osobistej:
○ Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary
ochronne, odzież ognioodporna, rękawice ochronne
○ Nie należy nosić żadnych luźnych elementów odzieży, takich jak szaliki,
bransolety, pierścionki itp., które mogłyby o coś zahaczyć lub spowodować
poparzenie
5. Ogólne środki ostrożności:
○ Upewnić się, że przewód masowy jest podłączony prawidłowo
○ Prace na urządzeniach wysokiego napięcia mogą być wykonywane wyłącznie
przez wykwalifikowanego elektryka
○ Odpowiedni sprzęt gaśniczy musi być wyraźnie oznaczony i znajdować się w
pobliżu.
○ W trakcie pracy urządzenia nie wolno przeprowadzać jego smarowania ani
konserwacji
OSTRZEŻENIE!
Spawanie i cięcie łukowe może stwarzać zagrożenie dla operatora i innych osób.
Podczas spawania lub cięcia należy stosować odpowiednie środki ostrożności.
PORAŻENIE PRĄDEM ELEKTRYCZNYM — może skutkować śmiercią
• Przeprowadzić montaż i uziemienie urządzenia spawalniczego zgodnie z
instrukcją obsługi.
• Nie dotykać elementów pod napięciem ani elektrod odsłoniętą skórą, w
mokrych rękawicach lub w mokrej odzieży.
• Odizolować się od obrabianego przedmiotu i ziemi.
• Upewnić się, że stanowisko pracy jest bezpieczne
POLA ELEKTRYCZNE I MAGNETYCZNE — mogą być szkodliwe dla
zdrowia
• Spawacze z wszczepionymi rozrusznikami serca powinni przed
rozpoczęciem spawania zasięgnąć opinii lekarza. Pole
elektromagnetyczne może zakłócać pracę niektórych rozruszników.
• Narażenie na działanie pola elektromagnetycznego może też mieć inne
skutki zdrowotne, które są nieznane.
• Spawacze powinni stosować się do następujących procedur, aby
ograniczyć skutki narażenia na działanie pola elektromagnetycznego:
○ Poprowadzić elektrodę i przewody robocze po tej samej stronie ciała.
Jeśli to możliwe, zabezpieczyć je taśmą klejącą. Nie stawać miedzy
uchwytem przewodem spawalniczym a roboczym. W żadnym
wypadku nie owijać przewodu spawalniczego ani roboczego wokół
ciała. Ustawić źródło zasilania i przewody jak najdalej od ciała.
○ Przewód roboczy podłączać do przedmiotu obrabianego możliwie
najbliżej obszaru spawania.
0449 265 560
GAZY I OPARY — mogą być szkodliwe dla zdrowia
• Trzymaj głowę z dala od oparów.
• Stosować wentylację, odprowadzanie przy łuku lub obydwa
zabezpieczenia, usuwając opary i gazy ze strefy oddychania i miejsca
pracy.
- 6 -
© ESAB AB 2020

1 BEZPIECZEŃSTWO
PROMIENIOWANIE ŁUKU – Może powodować obrażenia oczu i poparzenia
skóry
• Chronić oczy i ciało. Stosować odpowiednią maskę spawalniczą i szkła
filtrujące oraz nosić odzież ochronną.
• Chroń osoby znajdujące się w pobliżu, stosując odpowiednie ekrany lub
zasłony.
HAŁAS — nadmierny hałas może uszkodzić słuch
Chronić uszy. Stosować słuchawki wyciszające lub inne zabezpieczenie.
CZĘŚCI RUCHOME — mogą powodować obrażenia ciała
• Wszystkie drzwi, panele i pokrywy powinny być zamknięte i bezpiecznie
zamocowane. Tylko wykwalifikowani pracownicy powinni zdejmować
osłony w przypadku konieczności wykonania konserwacji i usunięcia
usterek. Po zakończeniu serwisowania i przed uruchomieniem silnika
należy zamontować panele lub pokrywy i zamknąć drzwi.
• Zatrzymać silnik przed montażem lub podłączeniem urządzenia.
• Nigdy nie zbliżać rąk, włosów, luźnej odzieży ani narzędzi do ruchomych
części.
ZAGROŻENIE POŻAREM
• Iskry (rozpryski) mogą spowodować pożar. Upewnić się, że w pobliżu nie
ma materiałów łatwopalnych.
• Nie używać na zamkniętych pojemnikach.
GORĄCA POWIERZCHNIA — części mogą spowodować poparzenia
• Nie dotykać części gołymi rękami.
• Przed przystąpieniem do pracy ze sprzętem należy odczekać pewien czas,
aż ostygnie.
• Do obsługi gorących części należy używać odpowiednich narzędzi i/lub
izolowanych rękawic spawalniczych, aby zapobiec oparzeniom.
WADLIWE DZIAŁANIE — w razie nieprawidłowego działania poprosić o pomoc
fachowca.
CHROŃ SIEBIE I INNYCH!
PRZESTROGA!
Niniejszy produkt jest przeznaczony wyłącznie do spawania łukowego.
OSTRZEŻENIE!
Nie używaj źródła prądu do rozmrażania zamarzniętych rur.
PRZESTROGA!
Urządzenia klasy A nie są przeznaczone do użytku w
budynkach, gdzie zasilanie elektryczne pochodzi z
publicznego niskonapięciowego układu zasilania. Ze
względu na przewodzone i emitowane zakłócenia, w
takich lokalizacjach mogą występować potencjalne
trudności w zapewnieniu kompatybilności
elektromagnetycznej urządzeń klasy A.
0449 265 560
- 7 -
© ESAB AB 2020

1 BEZPIECZEŃSTWO
UWAGA!
Zużyty sprzęt elektroniczny należy przekazać do
zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2012/19/WE w sprawie
zużytego sprzętu elektrycznego i elektronicznego
(WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne
i/lub elektroniczne należy przekazywać do zakładu
utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, operator ma
obowiązek uzyskać informacje o odpowiednich
punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy
ESAB.
ESAB oferuje asortyment akcesoriów spawalniczych i sprzęt ochrony osobistej. Aby
uzyskać informacje na temat składania zamówień, należy skontaktować się z lokalnym
dealerem ESAB lub odwiedzić naszą stronę internetową.
0449 265 560
- 8 -
© ESAB AB 2020

2 WPROWADZENIE
2 WPROWADZENIE
2.1 Informacje ogólne
Zautomatyzowane urządzenia spawalnicze A6TF F1 / A6TF F1 Twin są przeznaczone do
spawania łukiem krytym pod topnikiem (SAW) złączy doczołowych i pachwinowych.
Wszystkie inne zastosowania są niedozwolone.
Urządzenie jest przeznaczone do stosowania ze sterownikiem PEK oraz źródłami prądu
spawania LAF, TAF lub Aristo1000 firmy ESAB.
UWAGA!
Aristo1000 tylko w połączeniu ze sterownikiem PEK o numerze seryjnym
747-xxx-xxxx lub wyższym.
2.2 Metoda spawania
2.2.1 Spawanie łukiem krytym pod topnikiem (SAW)
• Spawanie łukiem krytym pod topnikiem typu light duty
Metoda spawania łukiem krytym pod topnikiem typu light duty ze złączem Ø20mm
dopuszcza obciążenie robocze do 800A (100%).
• Spawanie łukiem krytym pod topnikiem typu heavy duty
Metoda spawania łukiem krytym pod topnikiem typu heavy duty ze złączem Ø35mm
dopuszcza obciążenie robocze do 1500A.
Ta wersja może być wyposażona w rolki podajnika do drutu pojedynczego lub podwójnego
(spawania łukiem krytym bliźniaczym). W przypadku proszkowego drutu rdzeniowego
dostępne są radełkowe rolki podajnika, co gwarantuje równomierne podawanie drutu bez
ryzyka odkształceń powodowanych dużym dociskiem podajnika.
2.3 Definicje
SAW Podczas spawania ścieg spoiny jest zabezpieczony powłoką
topnika.
SAW Light duty Dopuszcza spawanie przy niższym obciążeniu prądu i cieńszym
drucie.
SAW Heavy duty Dopuszcza spawanie przy niższym obciążeniu prądu i grubym
drucie.
Spawanie łukiem
krytym bliźniaczym
Metoda spawania z wykorzystaniem dwóch drutów w jednej głowicy
spawalniczej.
2.4 Spawanie poziome
Produkty opisane w niniejszej instrukcji obsługi są przeznaczone do spawania poziomego.
UWAGA!
Nie używać modelu A6 Mastertrac Tandem do spawania na nachylonych
płaszczyznach.
0449 265 560
- 9 -
© ESAB AB 2020

3 DANE TECHNICZNE
3 DANE TECHNICZNE
A6TF F1 A6TF F1 Twin
Napięcie zasilania 42V AC 42V AC
Obciążenie dopuszczalne przy 100% 1500A 1500A
Średnica drutu
Pojedynczy drut lity
Drut rdzeniowy
Podwójny drut lity
3,0-6,0mm
3,0-4,0mm
2 × 2,0-3,0mm
3,0-6,0mm
3,0-4,0mm
2 × 2,0-3,0mm
Maksymalna prędkość podawania drutu 4m/min 4m/min
Moment hamujący piasty hamulca 1,5Nm 1,5Nm
Prędkość ruchu 0,1-2,0m/min 0,1-2,0m/min
Maksymalna masa drutu 30kg 30kg
Pojemność zbiornika na topnik 10l 10l
Waga
110kg 140kg
(Z wyłączeniem drutu i topnika)
Stopień ochrony IP10 IP10
Klasyfikacja EMC KlasaA KlasaA
0449 265 560
- 10 -
© ESAB AB 2020

4 INSTALACJA
4 INSTALACJA
4.1 Informacje ogólne
Montaż powinien zostać wykonany przez fachowca.
OSTRZEŻENIE!
Wirujące części mogą spowodować obrażenia – należy
zachować maksymalną ostrożność.
4.2 Główne zespoły urządzeń A6TF F1 (SAW), A6TF F1 Twin (SAW)
1. Wózek 6. Motor z przekładnią (A6 VEC)
2. Statyw 7. Zbiornik na topnik
3. Podajnik drutu 8. Rurka topnika
4. Zestaw suportów, z ręcznym
sterowaniem
5. Złącze 10. Prowadnik drutu
0449 265 560
9. Dysza topnika
- 11 -
© ESAB AB 2020
4 INSTALACJA
4.3 Opis głównych zespołów
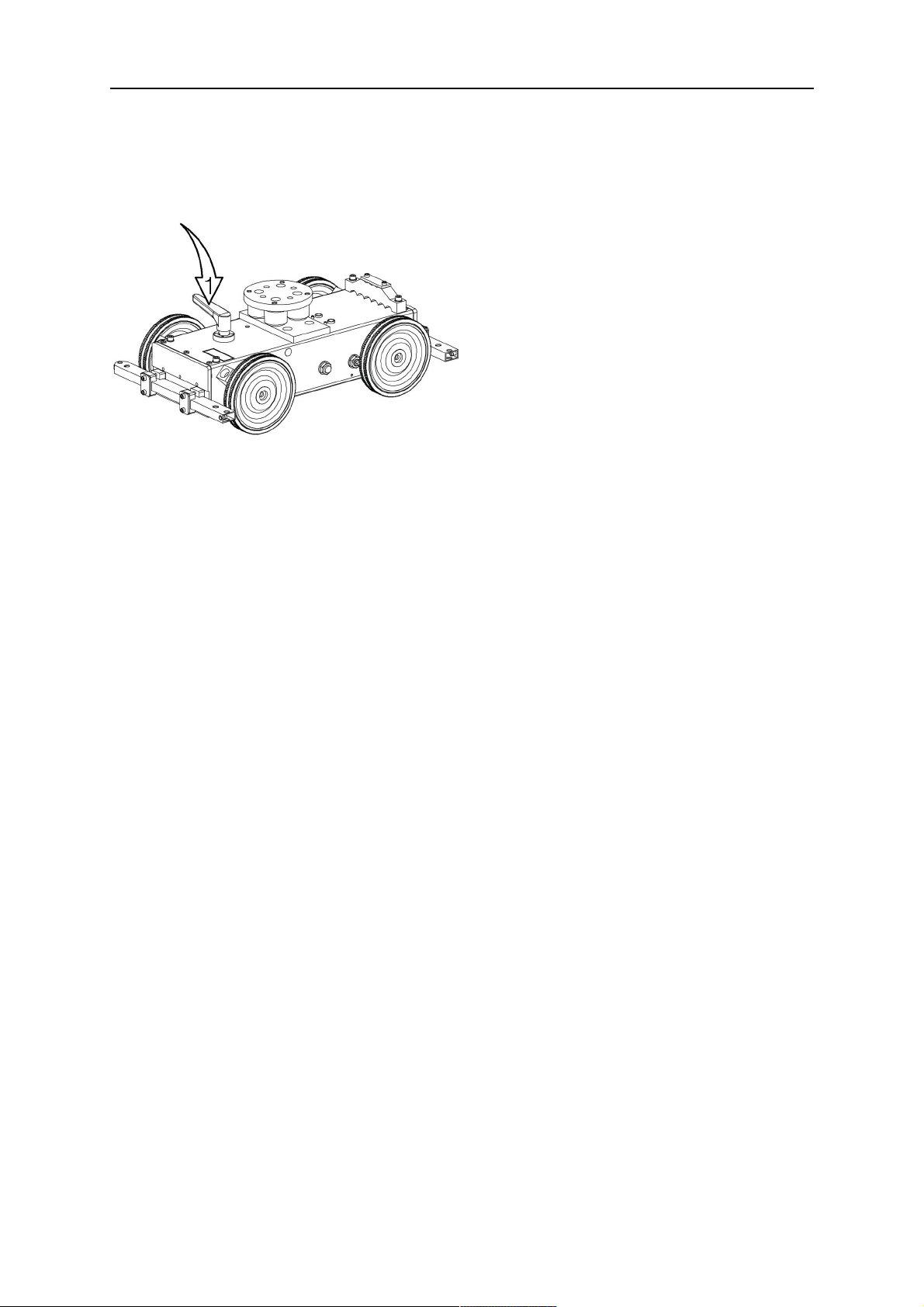
4.3.1 Wózek
Wózek można zabezpieczyć za pomocą dźwigni blokującej (1).
4.3.2 Statyw
Statyw jest przeznaczony do zamontowania na nim między innymi sterownika, podajnika
drutu i kosza zasypowego topnika.
4.3.3 Podajnik drutu
Zespół służy do prowadzenia i podawania drutu do spawania do złącza.
4.3.4 Suporty obsługiwane ręcznie
Położenie głowicy spawalniczej w poziomie i w pionie jest regulowane za pomocą systemu
suportów liniowych. Ruch obrotowy można swobodnie regulować za pomocą suportu
obrotowego.
4.3.5 Złącze
Przenosi prąd spawania na drut w trakcie spawania.
4.3.6 Motor z przekładnią (A6 VEC)
Silnik służy do podawania drutu do spawania.
Więcej informacji o A6 VEC zawiera instrukcja obsługi 0443 393 xxx.
4.3.7 Kosz zasypowy topnika / Dysza topnika / Końcówka dyszy topnika
Topnik jest podawany do kosza zasypowego topnika. Następnie jest on przenoszony dyszą
przez końcówkę dyszy na spawany element.
Ilość podawanego topnika jest kontrolowana za pomocą zaworu topnika zamocowanego do
kosza zasypowego topnika.
Więcej informacji można znaleźć w części „Uzupełnianie proszku topnika”.
0449 265 560
- 12 -
© ESAB AB 2020

4 INSTALACJA
4.4 Montaż
4.4.1 Szpula z drutem do spawania (akcesoria)
Zamocować bęben z drutem do spawania (1) na piaście
bębna (2).
OSTRZEŻENIE!
Aby zapobiec zsuwaniu się bębna z
piasty należy: Zablokować bęben,
obracając czerwone pokrętło
zgodnie z etykietą ostrzegawczą,
przymocowaną obok piasty.
4.5 Ustawienie piasty hamującej
Piasta hamująca jest regulowana przy dostawie. Jeśli wymagana jest ponowna regulacja,
należy postępować zgodnie z poniższą instrukcją. Wyregulować piastę hamulca, aby po
zatrzymaniu podawania drut był nieco luźny.
Regulacja momentu hamującego:
1. Obrócić czerwony uchwyt w
położenie zablokowane.
2. Włożyć śrubokręt w sprężyny piasty.
○ Obrócić sprężyny w prawo,
aby zmniejszyć moment
hamujący.
○ Obrócić sprężyny w lewo, aby
zwiększyć moment hamujący.
UWAGA!
Obie sprężyny należy obrócić o jednakową wartość.
4.6 Przyłącza
4.6.1 Informacje ogólne
• Podłączenie sterownika PEK powinno zostać wykonane przez wykwalifikowanego
pracownika. Patrz odrębna instrukcja obsługi.
• Aby podłączyć A6GMH, patrz odrębna instrukcja obsługi.
• Aby podłączyć A6PAV, patrz odrębna instrukcja obsługi.
0449 265 560
- 13 -
© ESAB AB 2020

4 INSTALACJA
4.6.2 Zautomatyzowane urządzenia spawalnicze A6TF F1 / A6TF F1 Twin (spawanie łukiem krytym pod topnikiem SAW)
1. Podłączyć przewód sterowania (5) do źródła prądu (3) i sterownika PEK (2).
2. Podłączyć przewód masowy (6) do źródła prądu (3) i obrabianego przedmiotu (4).
3. Podłączyć przewód spawalniczy (7) do źródła prądu (3) i zautomatyzowanego
urządzenia spawalniczego (1).
4. Podłączyć przewód pomiarowy (8) do źródła prądu (3) i obrabianego przedmiotu (4).
1. Zautomatyzowane urządzenie
5. Przewód sterowania
spawalnicze
2. PEK 6. Przewód masowy
3. Źródło prądu 7. Przewód spawalniczy
4. Obrabiany przedmiot 8. Przewód pomiarowy
0449 265 560
- 14 -
© ESAB AB 2020
5 OBSŁUGA
5 OBSŁUGA
5.1 Informacje ogólne
PRZESTROGA!
Przed przystąpieniem do montażu lub eksploatacji
należy przeczytać ze zrozumieniem instrukcję obsługi.
Ogólne wskazówki bezpieczeństwa dotyczące obsługi urządzenia znajdują się w
rozdziale „BEZPIECZEŃSTWO” w niniejszej instrukcji. Należy je przeczytać przed
rozpoczęciem korzystania z urządzenia!
Przewód masowy
Przed rozpoczęciem spawania sprawdzić, czy podłączony jest przewód masowy. Patrz część
„Przyłącza”.
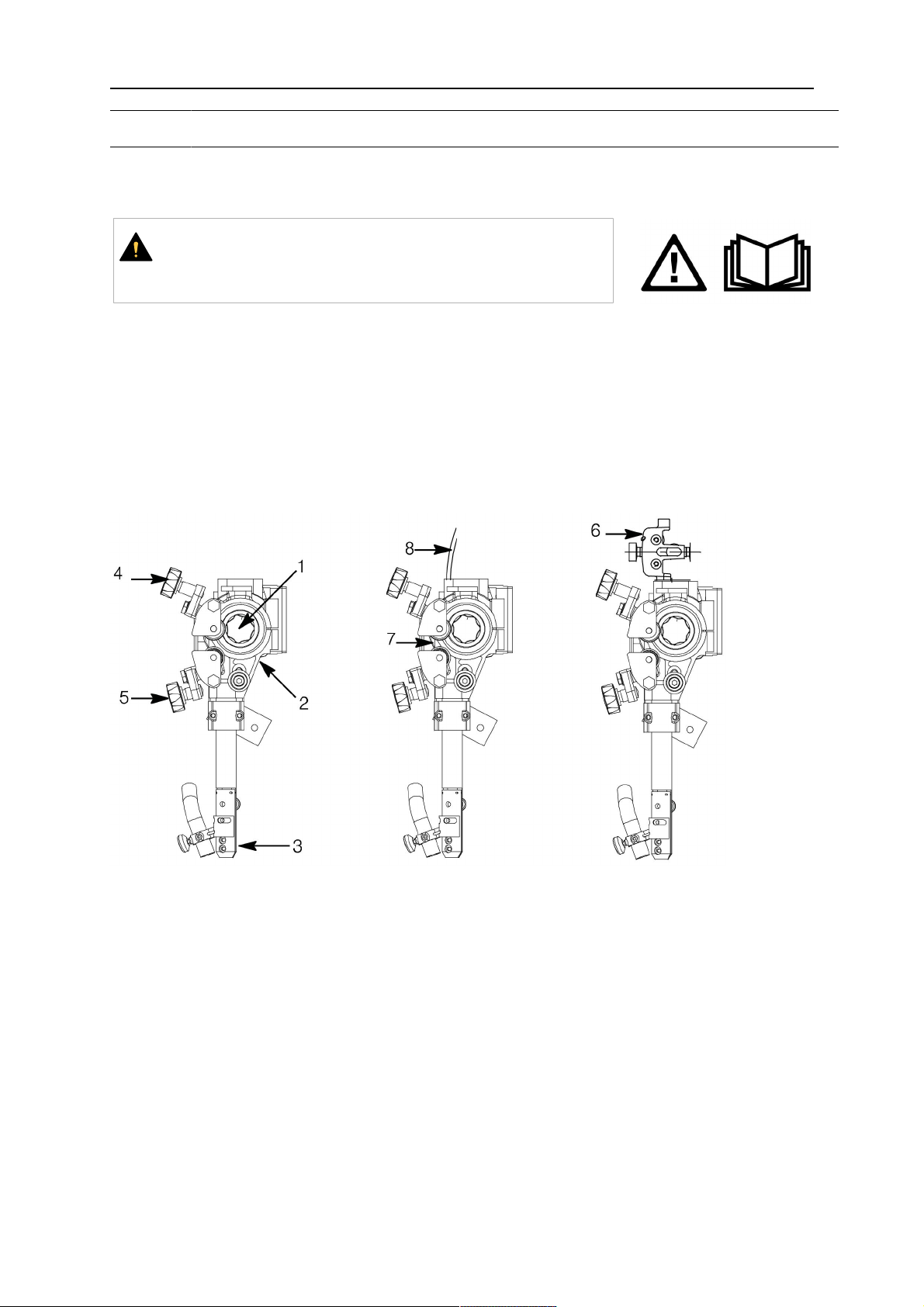
5.2 Dostarczanie drutu
1. Zamocować szpulę z drutem do spawania zgodnie z instrukcją w rozdziale
„Instalacja”.
2. Sprawdzić, czy rozmiar rolki podajnika (1) oraz szczęki stykowej lub końcówki
kontaktowej (3) odpowiada wybranej średnicy drutu.
3. Dla A6TF F1 Twin:
○ Przełożyć drut przez prowadnik (8).
4. Podczas spawania z użyciem drutu o mniejszej średnicy:
○ Przełożyć drut przez podajnik drutu o mniejszej średnicy (6).
Sprawdzić, czy prostownik jest prawidłowo ustawiony. Drut powinien wychodzić
prosto przez szczęki stykowe lub końcówkę kontaktową (3).
5. Przeciągnąć końcówkę drutu przez prostownik (2).
○ W przypadku drutu o średnicy większej niż 2mm należy wyprostować 0,5m
drutu i przełożyć go ręcznie przez prostownik.
6. Umieścić końcówkę drutu w rowku rolki podajnika (1).
0449 265 560
- 15 -
© ESAB AB 2020
5 OBSŁUGA
7. Za pomocą gałki (4) ustawić naprężenie na rolce podajnika.
UWAGA!
Nie naprężać bardziej, niż jest to konieczne do uzyskania równomiernej
nadawy drutu.
8.
Przesunąć drut do przodu 30mm poniżej końcówki kontaktowej, naciskając na
PEK.
9. Ustawić drut, dokonując niezbędnej regulacji gałką (5).
UWAGA!
W celu zapewnienia równomiernej nadawy cienkiego drutu (1,6–2,5mm) należy
zawsze używać rurki prowadzącej (7).
5.3 Wymiana rolki podającej
5.3.1 Drut pojedynczy
• Zwolnić gałki (3) i (4).
• Zwolnić koło (2).
• Zmienić rolkę podającą (1).
Rolki podające mają oznaczenie odpowiedniego rozmiaru
drutu.
5.3.2 Drut bliźniaczy (spawanie łukiem krytym bliźniaczym)
• Dwurowkową rolkę podajnika (1) zmienia się w taki sam sposób, co rolkę
jednorowkową.
UWAGA!
Trzeba również zmienić rolkę dociskową (5). Standardową rolkę dociskową do drutu
pojedynczego zastępuje specjalnie profilowana rolka dociskowa do drutu
bliźniaczego.
• Zamontować rolkę dociskową ze specjalnym krótkim wałkiem (nr zamówienia
0146253001).
5.3.3 Proszkowy drut rdzeniowy do rolek radełkowych (akcesoria)
• Wymienić rolkę podającą (1) i rolkę dociskową (5) jako parę, która jest zgodna z
rozmiarem drutu.
UWAGA!
Specjalny wałek krótki jest wymagany do rolki dociskowej (nr zamówienia
0212901101).
• Dokręcić śrubę dociskową (4), stosując średni nacisk, aby upewnić się, że drut
rdzeniowy z topnikiem nie ulegnie odkształceniu.
0449 265 560
- 16 -
© ESAB AB 2020
5 OBSŁUGA
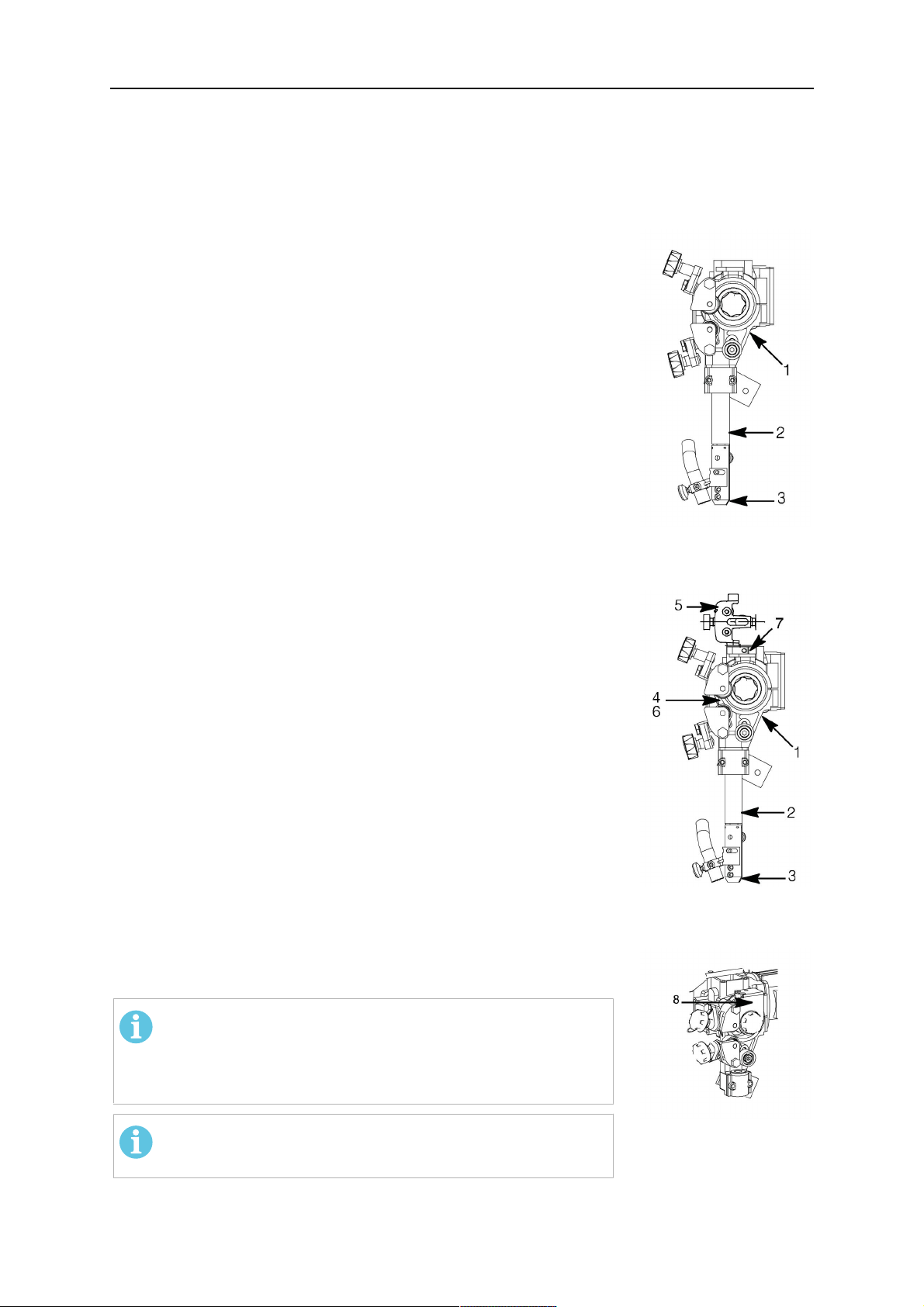
5.4 Urządzenia kontaktowe do spawania łukiem krytym pod topnikiem
5.4.1 Do drutu pojedynczego 3,0–6,0mm
Zautomatyzowane urządzenie spawalnicze A6TFF1(SAW) jest
stosowane w systemach obejmujących następujące zespoły:
• Podajnik drutu (1)
• Złącze D35 (2)
• Styk szczękowy (3)
Upewnić się, czy kontakt między stykiem szczękowym a
drutem jest prawidłowy.
5.4.2 Do drutu bliźniaczego 2 × 2,0–3,0mm(D35)
Zautomatyzowane urządzenie spawalnicze A6TFF1Twin(SAW)
jest stosowane w systemach obejmujących następujące zespoły:
• Podajnik drutu (1)
• Złącze Twin D35 (2)
• Styk szczękowy (3)
Upewnić się, czy kontakt między stykiem szczękowym a
drutem jest prawidłowy.
• Rurki prowadzące (4, 6)
5.4.2.1 Akcesoria
• Prostownik drutu o mniejszej średnicy (5), który jest mocowany
na górze zacisku podajnika drutu o mniejszej średnicy (1).
UWAGA!
Przed zamontowaniem prostownika drutu o mniejszej
średnicy należy zdemontować płytkę(7), jeżeli stanowi
ona część wyposażenia.
UWAGA!
Nie demontować płytki zabezpieczającej (8).
0449 265 560
- 17 -
© ESAB AB 2020

5 OBSŁUGA
5.4.2.2 Regulacja drutów do spawania łukiem krytym bliźniaczym
Umieścić druty w spoinie tak, aby przy obracaniu złącza uzyskać optymalną jakość
spawania. Oba druty można ustawić jeden za drugim wzdłuż linii spoiny lub w dowolnej
pozycji pod kątem do 90° wzdłuż spoiny, tzn. po jednym drucie z każdej strony spoiny.
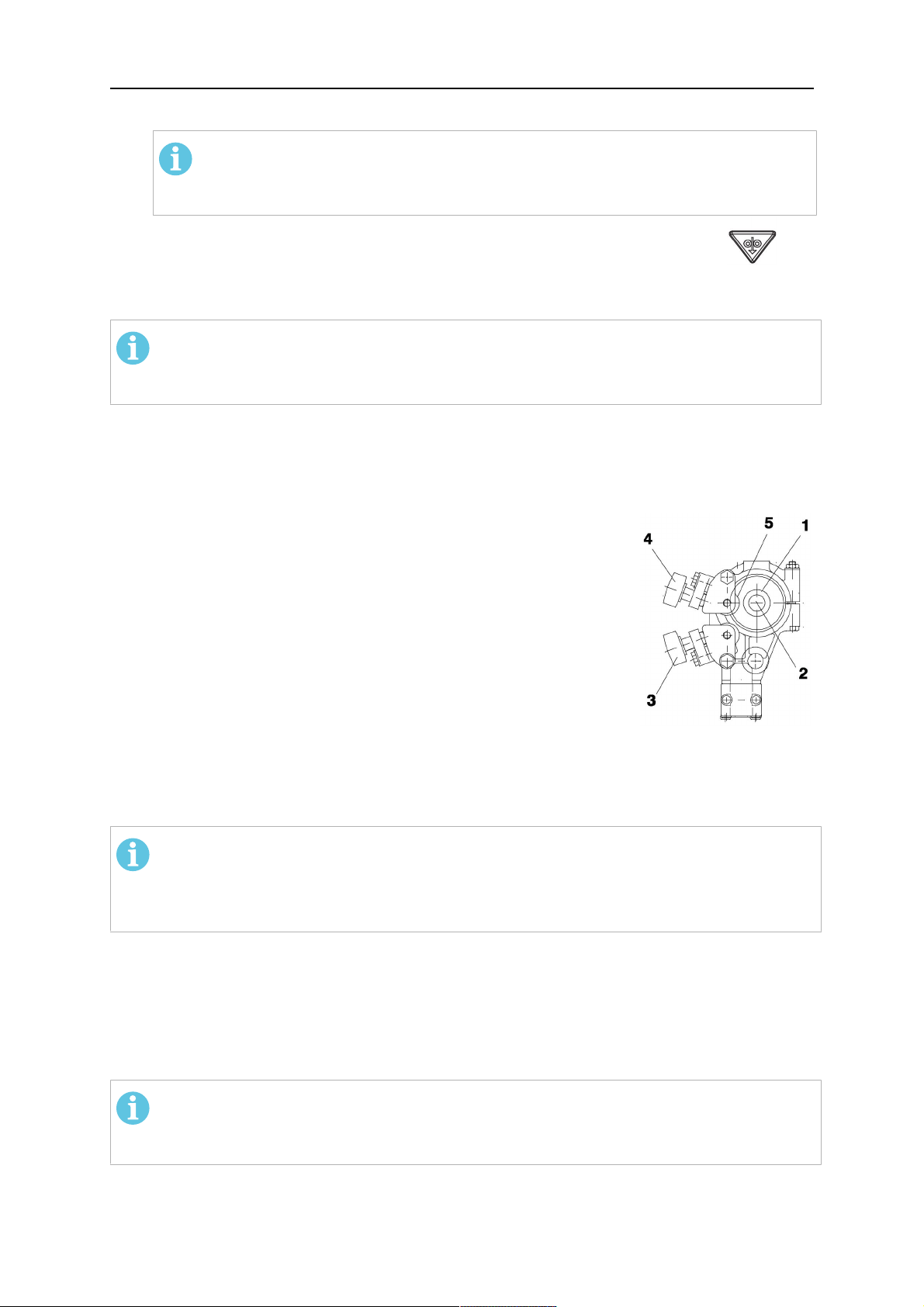
5.5 Uzupełnianie proszku topnika
1. Zamknąć zawór topnika (1) na koszu zasypowym
topnika.
2. Wymontować opcjonalny odpylnik cyklonowy na
zespole odzyskiwania topnika, jeśli jest
zamontowany.
3. Uzupełnić proszek topnika.
UWAGA!
Proszek topnika musi być suchy.
Wstępnie podgrzany strumień proszku
topnika można stosować tylko wtedy,
gdy dostępny jest odpowiedni zbiornik
na topnik.
4. Rurkę topnika należy ustawić w taki sposób, by
nie była zgięta.
5. Ustawić dyszę topnika nad spawem na wysokości
zapewniającej dostarczenie prawidłowej ilości
topnika.
Warstwa topnika powinna być wystarczająca do
zabezpieczenia przed penetracją łuku.
5.6 Transport
Odłączyć koła, przekręcając dźwignię blokującą (1).
UWAGA!
Podczas podnoszenia urządzenia należy użyć śruby oczkowej do podnoszenia (2).
0449 265 560
- 18 -
© ESAB AB 2020

5 OBSŁUGA
5.7 Konwersja A6TF F1 / A6TF F1 Twin (spawanie łukiem krytym pod topnikiem) do spawania metodą MIG/MAG
Zmontować zgodnie z instrukcją dołączoną do zestawu do przeróbki.
5.8 Konwersja A6TF F1 (spawanie łukiem krytym pod topnikiem) do spawania łukiem krytym bliźniaczym
Zmontować zgodnie z instrukcją dołączoną do zestawu do przeróbki.
0449 265 560
- 19 -
© ESAB AB 2020

6 KONSERWACJA
6 KONSERWACJA
6.1 Informacje ogólne
PRZESTROGA!
Wszelkie zobowiązania gwarancyjne dostawcy przestają obowiązywać, jeśli klient
podejmie jakiekolwiek działania w okresie gwarancyjnym w celu naprawy usterek w
produkcie.
UWAGA!
Przed wykonaniem prac konserwacyjnych należy upewnić się, że przewód zasilania
sieciowego jest odłączony.
W przypadku konserwacji jednostki sterującej należy zapoznać się z odrębną instrukcją
obsługi.
6.2 Codziennie
• Usunąć topnik i zabrudzenia z ruchomych części.
• Sprawdzić, czy końcówka stykowa oraz wszystkie przewody elektryczne są
podłączone.
• Upewnić się, czy wszystkie złącza śrubowe są dokręcone.
• Sprawdzić, czy prowadnice i rolki napędowe nie są zużyte ani uszkodzone.
• Sprawdzić moment hamujący piasty hamulca. Dokręcić, jeśli po zaprzestaniu
podawania drutu, szpula drutu nadal się obraca. Poluzować, jeśli rolki podające się
ślizgają. Moment hamujący dla szpuli drutu o masie 30 kg powinien wynosić 1,5Nm.
Aby dostosować moment hamujący, patrz część „Regulacja piasty hamulca”.
6.3 Dozór okresowy
• Szczotki motoru podajnika drutu należy
sprawdzać co trzy miesiące. Wymienić,
gdy szczotki zużyją się do grubości
6mm.
• Sprawdzić suporty. Nasmarować je w
przypadku zakleszczenia.
• Sprawdzić prowadniki drutu, rolki
napędzające i końcówkę kontaktową w
zespole podajnika drutu. Wymienić
wszystkie zużyte lub uszkodzone
zespoły, patrz część „CZĘŚCI
EKSPLOATACYJNE”.
• Jeżeli jazda wózka stanie się
nierównomierna, należy sprawdzić, czy
naciąg łańcucha jest prawidłowy. W
razie potrzeby naciągnąć łańcuch.
• Aby naciągnąć łańcuch, odkręcić nakrętkę (*1), obrócić krzywkę i dokręcić nakrętkę.
0449 265 560
- 20 -
© ESAB AB 2020

7 USUWANIE USTEREK
7 USUWANIE USTEREK
7.1 Informacje ogólne
Wyposażenie
• Instrukcja obsługi dołączonych części.
Sprawdzać
• Upewnić się, że źródło zasilania jest podłączone do odpowiedniej głównej sieci
zasilającej.
• Upewnić się, że wszystkie trzy fazy doprowadzają odpowiednie napięcie (kolejność faz
nie ma znaczenia).
• Upewnić się, że przewody spawalnicze i przyłącza nie są uszkodzone.
• Upewnić się, że parametry są prawidłowo ustawione.
• Upewnić się, że przed rozpoczęciem naprawy odłączono zasilanie z głównej sieci
zasilającej.
7.2 Możliwe błędy
1. Objaw Wartości natężenia i napięcia prądu ulegają dużym wahaniom
Przyczyna 1.1 Szczęki lub dysze stykowe są zużyte lub mają nieprawidłowy rozmiar.
Działanie Wymienić szczęki lub dysze stykowe.
Przyczyna 1.2 Docisk rolki podającej drut jest nieprawidłowy.
Działanie Zwiększyć docisk rolek podających drut.
2. Objaw Nierówne działanie podajnika drutu
Przyczyna 2.1 Docisk rolek podających drut został nieprawidłowo ustawiony.
Działanie Wyregulować docisk rolek podających drut.
Przyczyna 2.2 Rolki podające drut mają nieprawidłowy rozmiar.
Działanie Wymienić rolki podające drut
Przyczyna 2.3 Rowki w rolkach podających drut są zużyte.
Działanie Wymienić rolki podające drut
3. Objaw Przewody spawalnicze przegrzewają się
Przyczyna 3.1 Słabe połączenie elektryczne.
Działanie Wyczyścić i dokręcić wszystkie przyłącza elektryczne.
Przyczyna 3.2 Przekrój przewodów spawalniczych jest zbyt mały.
Działanie Użyć przewodów o większym przekroju lub przewodów równoległych.
0449 265 560
- 21 -
© ESAB AB 2020
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
PRZESTROGA!
Prace naprawcze i elektryczne powinny być wykonywane przez technika
autoryzowanego serwisu firmy ESAB. Należy stosować wyłącznie oryginalne części
zamienne i eksploatacyjne firmy ESAB.
Urządzenia A6TFF1 i A6TFF1Twin zostały zaprojektowane oraz przetestowane zgodnie z
międzynarodowymi i europejskimi normami EN60974-5, EN12100-2 i EN60974-10. Po
zakończeniu prac serwisowych lub naprawczych wykonująca je osoba odpowiada za
zapewnienie dalszej zgodności produktu z powyższymi normami.
Części zamienne oraz części eksploatacyjne można zamawiać przez lokalnego dealera firmy
ESAB, patrz strona esab.com. Przy składaniu zamówienia należy podać typ produktu, numer
seryjny, oznaczenie i numer części zamiennej według listy części zamiennych. Ułatwi to
wysyłkę i umożliwi prawidłową dostawę.
0449 265 560
- 22 -
© ESAB AB 2020

WYMIARY
WYMIARY
0449 265 560
- 23 -
© ESAB AB 2020

WYMIARY
0449 265 560
- 24 -
© ESAB AB 2020

NUMERY ZAMÓWIENIOWE
NUMERY ZAMÓWIENIOWE
Ordering
Denomination Type Notes
number
0461 235 880 A6 Mastertrac A6TF F1 SAW
0461 235 881 A6 Mastertrac A6TF F1 SAW Twin
0460 949 *74 Instruction manual PEK Control panel
0460 948 *01 Instruction manual PEK Control unit
0463 648 001 Spare parts list
Dokumentacja techniczna jest dostępna w internecie pod adresem www.esab.com
0449 265 560
- 25 -
© ESAB AB 2020

CZĘŚCI EKSPLOATACYJNE
CZĘŚCI EKSPLOATACYJNE
Rolki podające
SAW and MIG/MAG
Part no. D(mm)
0218 510 281 1.6
0218 510 282 2.0
0218 510 283 2.5
0218 510 286 4.0
0218 510 287 5.0
0218 510 288 6.0
0218 510 298 3.0–3.2
SAWTwin(D35)
Part no. D(mm)
0218 522 480 2.5
0218 522 481 3.0–3.2
0218 522 484 2.0
0218 522 486 1.2
0218 522 487 1.0
0218 522 488 1.6
SAW and MIG/MAG tubular wire
Part no. D(mm)
0146 024 880 0.8–1.6
0146 024 881 2.0–4.0
MIG/MAG
Part no. D(mm)
0145 538 880 0.6
0145 538 881 0.8
0145 538 882 1.0
0145 538 883 1.2
MIG/MAG
Part no. D(mm)
0148 772 880 2.0–3.0
0449 265 560
- 26 -
© ESAB AB 2020

CZĘŚCI EKSPLOATACYJNE
Rolki dociskowe
SAW and MIG/MAG tubular wire
Part no. D(mm)
0146 025 880 0.8–1.6
0146 025 881 2.0–4.0
0146 025 882 5.0–7.0
SAWTwin
Part no.
0218 524 580
0146 253 001 Stub shaft
0144 953 001 Spherical ball bearing
0190 452 178 Washer
Wałek krótki do rolki dociskowej
SAW tubular wire
Part no.
0212 901 101
Szczęki stykowe
SAWHD(D35)
Part no. D(mm)
0265 900 880 3.0
0265 900 881 3.2
0265 900 882 4.0
0265 900 883 5.0
0265 900 884 6.0
SAWTwinHD
Part no. D(mm)
0265 902 880 2.5–3.0
0265 902 881 2.0
0265 902 882 1.6
0265 902 883 4.0
0449 265 560
- 27 -
© ESAB AB 2020

CZĘŚCI EKSPLOATACYJNE
Końcówka kontaktowa
MIG/MAG and SAWTwinLD(D35)
Part no. D(mm)
0153 501 002 0.8
0153 501 004 1.0
0153 501 005 1.2
0153 501 007 1.6
0153 501 009 2.0
0153 501 010 2.4–2.5
MIG/MAG(D35)
Part no. D(mm)
0258 000 908 1.2
0258 000 909 1.6
0258 000 910 2.0
0258 000 911 2.4
0258 000 913 1.0
0258 000 914 0.8
0258 000 915 3.2
Łącznik do końcówki kontaktowej
SAW and MIG/MAG(D35)
Part no. D(mm)
0147 333 001 M6/M10
0449 265 560
- 28 -
© ESAB AB 2020

CZĘŚCI EKSPLOATACYJNE
0449 265 560
- 29 -
© ESAB AB 2020

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...