


A6 Mastertrac
A6TF F1 / A6TF F1 Twin
Betriebsanleitung
0449 265 560 DE 20200827
Valid for: serial no. 940-xxx-xxxx


INHALT
1
SICHERHEIT
1.1 Bedeutung der Symbole
1.2 Sicherheitsvorkehrungen
2
EINFÜHRUNG
2.1 Allgemeines
2.2 Schweißmethode
2.2.1 Unterpulverschweißen (SAW) .............................................................. 9
2.3 Definitionen
2.4 Horizontales Schweißen
3
TECHNISCHE DATEN
4
INSTALLATION
4.1 Allgemeines
4.2 Hauptkomponenten A6TF F1 (SAW), A6TF F1 Twin (SAW)
4.3 Beschreibung der Hauptkomponenten
4.3.1 Schlitten................................................................................................ 12
4.3.2 Träger................................................................................................... 12
4.3.3 Drahtvorschubeinheit ........................................................................... 12
................................................................................................
........................................................................
......................................................................
.............................................................................................
............................................................................................
....................................................................................
.............................................................................................
........................................................................
.................................................................................
............................................................................................
............................................................................................
................
................................................
5
5
5
9
9
9
9
9
10
11
11
11
12
4.3.4 Manuelle Verstellmechanismen............................................................ 12
4.3.5 Anschluss ............................................................................................. 12
4.3.6 Motor mit Getriebe (A6 VEC) ............................................................... 12
4.3.7 Flussmittelbehälter/-rohr/-düse............................................................. 12
4.4 Montage
4.4.1 Drahttrommel (Zubehör) ....................................................................... 13
4.5 Einstellen der Bremsnabe
4.6 Anschlüsse
4.6.1 Allgemeines.......................................................................................... 14
4.6.2 Automatisches Schweißgerät A6TF F1 / A6TF F1 Twin
(UP-Schweißen, SAW) .........................................................................
5
BETRIEB
5.1 Allgemeines
5.2 Einsetzen von Schweißdraht
5.3 Wechseln der Vorschubrolle
5.3.1 Eindraht ................................................................................................ 17
5.3.2 Doppeldraht (twinarc) ........................................................................... 17
5.3.3 Fülldraht für Rändelrollen (Zubehör) .................................................... 17
5.4 Kontaktausrüstung für das UP-Schweißen
......................................................................................................
...................................................................................................
.....................................................................
.............................................................................................
............................................................................................
.................................................................
.................................................................
..........................................
13
13
14
15
16
16
16
17
18
5.4.1 Für Eindraht 3,0–6,0mm...................................................................... 18
5.4.2 Für Doppeldrähte 2×2,0–3,0mm (D35) ............................................. 18
5.4.2.1 Zubehör ............................................................................................. 18
5.4.2.2 Einstellen der Drähte für Doppeldrahtschweißen .............................. 18
5.5 Nachfüllen des Flussmittelpulvers
0449 265 560 © ESAB AB 2020
.......................................................
19

INHALT
5.6 Transport
5.7 Umrüstung A6TF F1 / A6TF F1 Twin (UP-Schweißen) auf
MIG/MAG-Schweißen
5.8 Umwandlung von A6TF F1 (UP-Schweißen) auf
Twin-Arc-Schweißen
6
SERVICE
6.1 Allgemeines
6.2 Täglich
6.3 Regelmäßig
7
FEHLERBEHEBUNG
7.1 Allgemeines
7.2 Mögliche Fehler
8
ERSATZTEILBESTELLUNG
......................................................................................................
MAßZEICHNUNG
BESTELLNUMMERN
VERSCHLEIßTEILE
.................................................................................................
.............................................................................
..............................................................................
............................................................................................
.....................................................................................................
.............................................................................................
..................................................................................
............................................................................................
......................................................................................
.......................................................................
................................................................................................
..........................................................................................
............................................................................................
19
20
20
21
21
21
21
22
22
22
23
24
26
27
Änderungen ohne vorherige Ankündigung vorbehalten.
0449 265 560 © ESAB AB 2020

1 SICHERHEIT
1 SICHERHEIT
1.1 Bedeutung der Symbole
Diese werden im gesamten Handbuch verwendet: Sie bedeuten „Achtung! Seien Sie
vorsichtig!“
GEFAHR!
Weist auf eine unmittelbare Gefahr hin, die unbedingt zu vermeiden ist, da
sie andernfalls unmittelbar zu schweren Verletzungen bis hin zum Tod führt.
WARNUNG!
Weist auf eine mögliche Gefahr hin, die zu Verletzungen bis hin zum Tod
führen kann.
VORSICHT!
Weist auf eine Gefahr hin, die zu leichten Verletzungen führen kann.
WARNUNG!
Lesen Sie vor der Verwendung die Betriebsanweisung
und befolgen Sie alle Kennzeichnungen, die
Sicherheitsroutinen des Arbeitgebers und die
Sicherheitsdatenblätter (SDBs).
1.2 Sicherheitsvorkehrungen
Nutzer von ESAB-Ausrüstung müssen uneingeschränkt sicherstellen, dass alle Personen,
die mit oder in der Nähe der Ausrüstung arbeiten, die geltenden Sicherheitsvorkehrungen
einhalten. Die Sicherheitsvorkehrungen müssen den Vorgaben für diesen Ausrüstungstyp
entsprechen. Neben den standardmäßigen Bestimmungen für den Arbeitsplatz sind die
folgenden Empfehlungen zu beachten.
Alle Arbeiten müssen von ausgebildetem Personal ausgeführt werden, das mit dem Betrieb
der Ausrüstung vertraut ist. Ein unsachgemäßer Betrieb der Ausrüstung kann zu
Gefahrensituationen führen, die Verletzungen beim Bediener sowie Schäden an der
Ausrüstung verursachen können.
1. Alle, die die Ausrüstung nutzen, müssen mit Folgendem vertraut sein:
○ Betrieb,
○ Position der Notausschalter,
○ Funktion,
○ geltende Sicherheitsvorkehrungen,
○ Schweiß- und Schneidvorgänge oder eine andere Verwendung der Ausrüstung.
2. Der Bediener muss Folgendes sicherstellen:
○ Es dürfen sich keine unbefugten Personen im Arbeitsbereich der Ausrüstung
aufhalten, wenn diese in Betrieb genommen wird.
○ Beim Zünden des Lichtbogens oder wenn die Ausrüstung in Betrieb genommen
wird, dürfen sich keine ungeschützten Personen in der Nähe aufhalten.
3. Das Werkstück:
○ muss für den Verwendungszweck geeignet sein,
○ darf keine Defekte aufweisen.
0449 265 560
- 5 -
© ESAB AB 2020

1 SICHERHEIT
4. Persönliche Sicherheitsausrüstung:
○ Tragen Sie stets die empfohlene persönliche Sicherheitsausrüstung wie
Schutzbrille, feuersichere Kleidung, Schutzhandschuhe.
○ Tragen Sie keine lose sitzende Kleidung oder Schmuckgegenstände wie Schals,
Armbänder, Ringe usw., die eingeklemmt werden oder Verbrennungen
verursachen können.
5. Allgemeine Vorsichtsmaßnahmen
○ Stellen Sie sicher, dass das Rückleiterkabel sicher verbunden ist.
○ Arbeiten an Hochspannungsausrüstung dürfen nur von qualifizierten
Elektrikern ausgeführt werden.
○ Geeignete Feuerlöschausrüstung muss deutlich gekennzeichnet und in
unmittelbarer Nähe verfügbar sein.
○ Schmierung und Wartung dürfen nicht ausgeführt werden, wenn die
Ausrüstung in Betrieb ist.
WARNUNG!
Das Lichtbogenschweißen und Schneiden kann Gefahren für Sie und andere
Personen bergen. Ergreifen Sie beim Schweißen und Schneiden entsprechende
Vorsichtsmaßnahmen.
Bei ELEKTRISCHEN SCHLÄGEN besteht Lebensgefahr!
• Installieren und erden Sie die Einheit gemäß der Betriebsanleitung.
• Berühren Sie keine stromführenden Teile oder Elektroden mit bloßen
Händen oder nasser Schutzausrüstung.
• Isolieren Sie sich von Erde und Werkstück.
• Sorgen Sie für eine sichere Arbeitsposition
ELEKTRISCHE UND MAGNETISCHE FELDER – Können
gesundheitsgefährdend sein
• Schweißer mit Herzschrittmachern sollten vor dem Schweißen ihren Arzt
konsultieren. EMF beeinträchtigen unter Umständen die Funktionsweise
einiger Schrittmacher.
• Das Arbeiten in EMF hat möglicherweise andere, bisher unbekannte
Auswirkungen auf die Gesundheit.
• Schweißer sollten die folgenden Vorkehrungen treffen, um das Arbeiten in
EMF zu minimieren:
○ Positionieren Sie die Elektrode und die Kabel auf derselben Seite
Ihres Körpers. Sichern Sie sie wenn möglich mit Klebeband. Stellen
Sie sich nicht zwischen die Elektrode und die Kabel. Schlingen Sie
den Brenner oder das Betriebskabel niemals um Ihren Körper. Halten
Sie die Stromquelle des Schweißgeräts und die Kabel soweit von
Ihrem Körper entfernt wie möglich.
○ Schließen Sie das Betriebskabel zum Werkstück so nah wie möglich
am geschweißten Bereich an.
0449 265 560
RAUCH UND GASE – Können gesundheitsgefährdend sein.
• Wenden Sie Ihr Gesicht vom Schweißrauch ab.
• Verwenden Sie eine Belüftungseinrichtung, eine Absaugeinrichtung am
Lichtbogen oder beides, um Dämpfe und Gase aus Ihrem Atembereich
und dem allgemeinen Bereich zu entfernen.
- 6 -
© ESAB AB 2020

1 SICHERHEIT
LICHTBOGENSTRAHLEN – Können Augenverletzungen verursachen und
zu Hautverbrennungen führen.
GERÄUSCHPEGEL – Übermäßige Geräuschpegel können Gehörschäden
verursachen.
Schützen Sie Ihre Ohren. Tragen Sie Ohrenschützer oder einen anderen
Gehörschutz.
BEWEGLICHE TEILE – Können Verletzungen verursachen
• Schützen Sie Augen und Körper. Verwenden Sie den korrekten
Schweißschirm und die passende Filterlinse. Tragen Sie Schutzkleidung.
• Schützen Sie Umstehende mit geeigneten Schutzscheiben oder
Vorhängen.
• Achten Sie darauf, dass alle Türen, Verkleidungsteile und Abdeckungen
geschlossen und gesichert sind. Für Wartungsarbeiten und gegebenenfalls
zur Fehlerbehebung darf nur qualifiziertes Personal die Abdeckungen
entfernen. Bringen Sie nach Abschluss der Wartungsarbeiten die
Verkleidungsteile und Abdeckungen wieder an, und schließen Sie die
Türen, bevor Sie den Motor starten.
• Stellen Sie den Motor ab, bevor Sie die Einheit montieren oder
anschließen.
• Halten Sie Hände, Haare, lose Kleidung und Werkzeuge fern von
beweglichen Teilen.
FEUERGEFAHR
• Funken (Schweißspritzer) können Brände auslösen. Sorgen Sie dafür,
dass sich in der Nähe des Schweißplatzes keine brennbaren Materialien
befinden.
• Verwenden Sie das Gerät nicht an geschlossenen Behältern.
HEISSE OBERFLÄCHE – Teile können brennen
• Berühren Sie Teile nicht mit bloßen Händen.
• Lassen Sie die Ausrüstung vor dem Arbeiten abkühlen.
• Verwenden Sie zum Umgang mit heißen Teilen geeignetes Werkzeug
und/oder isolierte Schweißhandschuhe, um Verbrennungen zu vermeiden.
FEHLFUNKTION – Fordern Sie bei einer Fehlfunktion qualifizierte Hilfe an.
SCHÜTZEN SIE SICH UND ANDERE!
VORSICHT!
Dieses Produkt ist ausschließlich für das Lichtbogenschweißen vorgesehen.
WARNUNG!
Verwenden Sie die Stromquelle nicht zum Auftauen gefrorener Leitungen.
0449 265 560
- 7 -
© ESAB AB 2020

1 SICHERHEIT
VORSICHT!
Ausrüstung der Klasse A ist nicht für den Einsatz in
Wohnumgebungen vorgesehen, wenn eine
Stromversorgung über das öffentliche
Niederspannungsnetz erfolgt. Aufgrund von Leitungsund Emissionsstöreinflüssen können in diesen
Umgebungen potenzielle Probleme auftreten, wenn es
um die Gewährleistung der elektromagnetischen
Verträglichkeit von Ausrüstung der Klasse A geht.
HINWEIS!
Entsorgen Sie elektronische Ausrüstung in einer
Recyclinganlage!
Gemäß EU-Richtlinie 2012/19/EG zu Elektro- und
Elektronikgeräte-Abfall sowie ihrer Umsetzung durch
nationale Gesetze muss elektrischer und bzw. oder
elektronischer Abfall in einer Recyclinganlage entsorgt
werden.
Als für diese Ausrüstung zuständige Person müssen Sie
Informationen zu anerkannten Sammelstellen einholen.
Weitere Informationen erhalten Sie von einem
ESAB-Händler in Ihrer Nähe.
ESAB bietet ein Sortiment an Schweißzubehör und persönlicher Schutzausrüstung
zum Erwerb an. Bestellinformationen erhalten Sie von einem örtlichen ESAB-Händler
oder auf unserer Website.
0449 265 560
- 8 -
© ESAB AB 2020

2 EINFÜHRUNG
2 EINFÜHRUNG
2.1 Allgemeines
Die automatische Schweißausrüstung A6TF F1 / A6TF F1 Twin ist für
Unterpulverschweißen (SAW) (SAW) von Stumpf- und Kehlnähten vorgesehen.
Alle anderen Anwendungen sind verboten.
Vorgesehen für den Einsatz in Kombination mit PEK- und ESAB-Schweißstromquellen LAF,
TAF oder Aristo 1000.
HINWEIS!
Aristo 1000 nur zusammen mit PEK mit Seriennummer 747-xxx-xxxx oder höher.
2.2 Schweißmethode
2.2.1 Unterpulverschweißen (SAW)
• Unterpulverschweißgerät, für leichte Beanspruchung
Unterpulverschweißgerät für leichte Beanspruchung mit einem Ø20-mm-Steckverbinder,
ermöglicht eine Last von bis zu 800 A (100 %).
• Unterpulverschweißgerät, robuste Ausführung
Unterpulverschweißgerät in robuster Ausführung mit einem Ø35-mm-Steckverbinder,
ermöglicht eine Last von bis zu 1500 A.
Diese Version kann mit den Vorschubwalzen für das Einzel- oder Doppeldraht-Schweißen
(twin-arc) versehen werden. Für Fülldraht ist eine spezielle gerändelte Vorschubrolle
erhältlich, die Drahtvorschub ohne das Risiko einer Verformung durch hohen Vorschubdruck
gewährleistet.
2.3 Definitionen
SAW Die Schweißnaht wird während des Schweißens durch eine
Flussmittelumhüllung geschützt.
SAW, für leichte
Beanspruchung
SAW Heavy duty Ermöglicht das Schweißen mit geringerer Stromlast und dickem
DoppeldrahtschweißenSchweißen mit zwei Drähten in einem Schweißkopf.
Ermöglicht das Schweißen mit geringerer Stromlast und dünnem
Draht.
Draht.
2.4 Horizontales Schweißen
Die in dieser Anleitung beschriebenen Produkte sind für das horizontale Schweißen
vorgesehen.
HINWEIS!
Das A6 Mastertrac Tandem nicht beim Schweißen auf geneigten Ebenen
verwenden.
0449 265 560
- 9 -
© ESAB AB 2020

3 TECHNISCHE DATEN
3 TECHNISCHE DATEN
A6TF F1 A6TF F1 Twin
Versorgungsspannung 42VAC 42VAC
Zulässige Belastung bei 100 % 1500A 1500A
Drahtdurchmesser
Volldraht, einzeln
Hohldraht
Volldraht, doppelt
3,0-6,0mm
3,0-4,0mm
2×2,0-3,0mm
3,0-6,0mm
3,0-4,0mm
2×2,0-3,0mm
Maximale Drahtvorschubgeschwindigkeit 4m/min 4m/min
Bremsnabenbremsmoment 1,5Nm 1,5Nm
Vorschubgeschwindigkeit 0,1–2,0m/min 0,1–2,0m/min
Maximales Gewicht des Drahts 30kg 30kg
Flussmittelbehältervolumen 10l 10l
Gewicht
110kg 140kg
(ohne Draht und Flussmittel)
Schutzart IP10 IP10
EMV-Klassifizierung Klasse A Klasse A
0449 265 560
- 10 -
© ESAB AB 2020

4 INSTALLATION
4 INSTALLATION
4.1 Allgemeines
Die Installation darf nur von Fachpersonal ausgeführt werden.
WARNUNG!
Rotierende Teile können Verletzungen hervorrufen.
Lassen Sie besondere Vorsicht walten.
4.2 Hauptkomponenten A6TF F1 (SAW), A6TF F1 Twin (SAW)
1. Schlitten 6. Motor mit Getriebe (A6 VEC)
2. Träger 7. Flussmittelbehälter
3. Drahtvorschubeinheit 8. Flussmittelrohr
4. Verstell-Kit, manuell 9. Flussmitteldüse
5. Anschluss 10. Drahtführung
0449 265 560
- 11 -
© ESAB AB 2020

4 INSTALLATION
4.3 Beschreibung der Hauptkomponenten
4.3.1 Schlitten
Sichern Sie den Schlitten mit dem Verriegelungshebel (1).
4.3.2 Träger
Montieren Sie unter anderem die Steuereinheit, die Drahtvorschubeinheit und den
Flussmittelbehälter auf dem Träger.
4.3.3 Drahtvorschubeinheit
Die Drahtvorschubeinheit führt und schiebt den Schweißdraht in die Kontaktvorrichtung.
4.3.4 Manuelle Verstellmechanismen
Die horizontale und vertikale Position des Schweißkopfes wird über lineare
Schiebemechanismen eingestellt. Die Winkelbewegung kann mit dem Drehschieber frei
eingestellt werden.
4.3.5 Anschluss
Überträgt beim Schweißen Schweißstrom auf den Draht.
4.3.6 Motor mit Getriebe (A6 VEC)
Der Motor dient zum Vorschub des Schweißdrahtes.
Weitere Informationen über den A6 VEC entnehmen Sie der Betriebsanweisung 0443 393
xxx.
4.3.7 Flussmittelbehälter/-rohr/-düse.
Das Flussmittel wird in den Flussmittelbehälter gefüllt. Es wird dann durch das
Flussmittelrohr und die Flussmitteldüse auf das Werkstück übertragen.
Die Menge des abgegebenen Flussmittels wird über das am Flussmittelbehälter angebrachte
Flussmittelventil gesteuert.
Weitere Informationen finden Sie im Abschnitt „Nachfüllen des Flussmittelpulvers“.
0449 265 560
- 12 -
© ESAB AB 2020

4 INSTALLATION
4.4 Montage
4.4.1 Drahttrommel (Zubehör)
Setzen Sie die Drahttrommel (1) auf die Bremsnabe (2).
WARNUNG!
So verhindern Sie, dass die Rolle
von der Nabe fällt: Arretieren Sie die
Rolle, indem Sie den roten Knauf
wie auf dem Warnschild drehen, das
neben der Nabe angebracht ist.
4.5 Einstellen der Bremsnabe
Die Bremsnabe wird bei der Lieferung eingestellt. Wenn eine Neueinstellung erforderlich ist,
befolgen Sie die nachstehenden Anweisungen. Justieren Sie die Bremsnabe so, dass der
Draht leicht durchhängt, wenn der Drahtvorschub beendet wird.
Einstellung des Bremsmoments:
1. Drehen Sie den roten Knauf in die
verriegelte Stellung.
2. Führen Sie in die Federn an der
Nabe einen Schraubendreher ein.
○ Drehen Sie die Federn im
Uhrzeigersinn, um das
Bremsmoment zu verringern.
○ Drehen Sie die Federn gegen
den Uhrzeigersinn, um das
Bremsmoment zu erhöhen.
HINWEIS!
Die Einstellung muss für beide Federn identisch sein.
0449 265 560
- 13 -
© ESAB AB 2020

4 INSTALLATION
4.6 Anschlüsse
4.6.1 Allgemeines
• Der Anschluss von PEK muss durch eine qualifizierte Person erfolgen. Siehe separate
Betriebsanweisung.
• Zum Anschluss von A6 GMHsiehe separate Betriebsanweisung.
• Zum Anschluss von A6 PAVsiehe separate Betriebsanweisung.
0449 265 560
- 14 -
© ESAB AB 2020

4 INSTALLATION
4.6.2 Automatisches Schweißgerät A6TF F1 / A6TF F1 Twin (UP-Schweißen, SAW)
1. Schließen Sie das Steuerkabel (5) zwischen der Stromquelle (3) und der PEK (2) an.
2. Schließen Sie das Massekabel (6) zwischen der Stromquelle (3) und dem Werkstück
(4) an.
3. Schließen Sie das Schweißkabel (7) zwischen der Stromquelle (3) und der
automatischen Schweißausrüstung (1) an.
4. Schließen Sie das Messkabel (8) zwischen der Schweißstromquelle (3) und dem
Werkstück (4) an.
1. Automatische Schweißausrüstung 5. Steuerkabel
2. PEK 6. Massekabel
3. Stromquelle 7. Schweißkabel
4. Werkstück 8. Messkabel
0449 265 560
- 15 -
© ESAB AB 2020

5 BETRIEB
5 BETRIEB
5.1 Allgemeines
VORSICHT!
Vor Installation oder Verwendung müssen Sie die
Betriebsanleitung gelesen und verstanden haben.
Allgemeine Sicherheitshinweise für den Umgang mit der Ausrüstung werden im
Kapitel "SICHERHEIT" in diesem Dokument aufgeführt. Lesen Sie dieses Kapitel,
bevor Sie mit der Ausrüstung arbeiten!
Massekabel
Prüfen Sie vor dem Schweißvorgang, ob das Massekabel angeschlossen ist. Siehe Abschnitt
„Anschlüsse“.
5.2 Einsetzen von Schweißdraht
1. Montieren Sie die Drahttrommel gemäß den Anweisungen im Kapitel „Installation“.
2. Prüfen Sie, ob die Vorschubwalze (1), die Kontaktbacken oder die Kontaktspitze (3)
die richtige Größe für den gewählten Drahtdurchmesser haben.
3. Für A6TF F1 Twin:
○ Führen Sie den Draht in die Drahtführung (8).
4. Bei Schweißen mit Feindraht:
○ Führen Sie Draht in die Feindrahtvorschubeinheit (6) ein.
Stellen Sie sicher, dass das Richtwerk korrekt eingestellt ist, sodass der Draht
gerade durch die Kontaktbacken bzw. die Kontaktspitze (3) geführt wird.
5. Ziehen Sie das Ende des Drahts durch das Richtwerk (2).
○ Bei Draht mit einem Durchmesser von mehr als 2mm: Biegen Sie 0,5m des
Drahtes gerade und führen Sie ihn von Hand durch das Richtwerk.
6. Suchen Sie das Ende des Drahts in der Nut der Vorschubwalze (1).
0449 265 560
- 16 -
© ESAB AB 2020

5 BETRIEB
7. Stellen Sie die Spannung des Drahts auf der Vorschubwalze mit dem Drehknopf (4)
ein.
HINWEIS!
Keine stärkere Spannung einstellen, als nötig ist, um einen gleichmäßigen
Vorschub zu erzielen.
8. Schieben Sie den Draht 30 mm unter der Kontaktspitze vorwärts ein, indem Sie
auf das PEK drücken.
9. Richten Sie den Draht durch Einstellen des Drehknaufs (5) aus.
HINWEIS!
Verwenden Sie immer eine Führungsummantelung (7), um einen gleichmäßigen
Vorschub des Feindrahts (1,6–2,5 mm) zu gewährleisten.
5.3 Wechseln der Vorschubrolle
5.3.1 Eindraht
• Lösen Sie die Drehknaufe (3) und (4).
• Lösen Sie das Handrad (2).
• Wechseln Sie die Vorschubrolle (1).
Die Vorschubrollen sind mit den jeweiligen Drahtgrößen
gekennzeichnet.
5.3.2 Doppeldraht (twinarc)
• Wechseln Sie die Vorschubwalze (1) mit doppelten Nuten auf dieselbe Weise wie beim
Einfachdraht.
HINWEIS!
Die Andruckwalze (5) muss ebenfalls ausgetauscht werden. Eine spezielle
gebogene Andruckwalze für Doppeldraht ersetzt die standardmäßige Andruckwalze
für Einfachdraht.
• Montieren Sie die Andruckwalze mit einem speziellen Wellenzapfen (Bestell-Nr. 0146
253 001).
5.3.3 Fülldraht für Rändelrollen (Zubehör)
• Vorschubrolle (1) und Andruckrolle (5) als Paar für die zu verwendende Drahtgröße
wechseln.
HINWEIS!
Für die Andruckrolle ist ein spezieller Wellenzapfen erforderlich (Bestellnr. 0212 901
101).
• Die Druckschraube (4) mit mäßigem Druck andrehen, sodass der Fülldraht nicht
verformt wird.
0449 265 560
- 17 -
© ESAB AB 2020

5 BETRIEB
5.4 Kontaktausrüstung für das UP-Schweißen
5.4.1 Für Eindraht 3,0–6,0mm
Verwenden Sie die automatische Schweißausrüstung
A6TFF1(SAW), die mit folgenden Komponenten geliefert wird:
• Drahtvorschubeinheit (1),
• Kontaktvorrichtung D35 (2),
• Kontaktbacke (3)
Stellen Sie sicher, dass zwischen Kontaktbacken und Draht ein
guter Kontakt vorhanden ist.
5.4.2 Für Doppeldrähte 2×2,0–3,0mm (D35)
Verwenden Sie die automatische Schweißausrüstung
A6TFF1Twin(SAW), die mit folgenden Komponenten geliefert wird:
• Drahtvorschubeinheit (1),
• Kontaktvorrichtung Twin D35 (2),
• Kontaktbacke (3)
Stellen Sie sicher, dass zwischen Kontaktbacken und Draht ein
guter Kontakt vorhanden ist.
• Führungsrohre (4, 6)
5.4.2.1 Zubehör
• Drahtrichtwerk für Feindraht (5), das auf der Klemme der
Drahtvorschubeinheit (1) angebracht wird.
HINWEIS!
Entfernen Sie bei der Montage des Drahtrichtwerks die
Platte (7), falls vorhanden.
HINWEIS!
Die Schutzplatte (8) nicht entfernen.
5.4.2.2 Einstellen der Drähte für Doppeldrahtschweißen
Positionieren Sie die Drähte so in der Naht, dass eine optimale Schweißqualität durch
Drehen des Steckverbinders erreicht wird. Die beiden Drähte können so gedreht werden,
dass sie hintereinander in einer Linie mit der Naht oder in beliebiger Stellung bis zu einem
0449 265 560
- 18 -
© ESAB AB 2020

5 BETRIEB
Winkel von 90° quer zur Naht angeordnet sind, d.h., dass sich auf jeder Seite der Naht ein
Draht befindet.
5.5 Nachfüllen des Flussmittelpulvers
1. Schließen Sie das Flussventil (1) am
Flussmittelbehälter.
2. Entfernen Sie, falls vorhanden, den optionalen
Zyklon an der Einheit für
Flussmittelrückgewinnung.
3. Füllen Sie Flussmittelpulver ein.
HINWEIS!
Das Flussmittelpulver muss trocken
sein. Verwenden Sie das vorgewärmte
Flussmittelpulver nur dann, wenn der
Flussmittelbehälter dafür vorgesehen ist.
4. Positionieren Sie das Flussmittelrohr ohne
Verdrehen.
5. Stellen Sie die Höhe der Flussmitteldüse über der
Schweißstelle so ein, dass die richtige
Flussmittelmenge abgegeben wird.
Die Flussmitteldecke muss so hoch sein, dass der
Lichtbogen nicht durchschlagen kann.
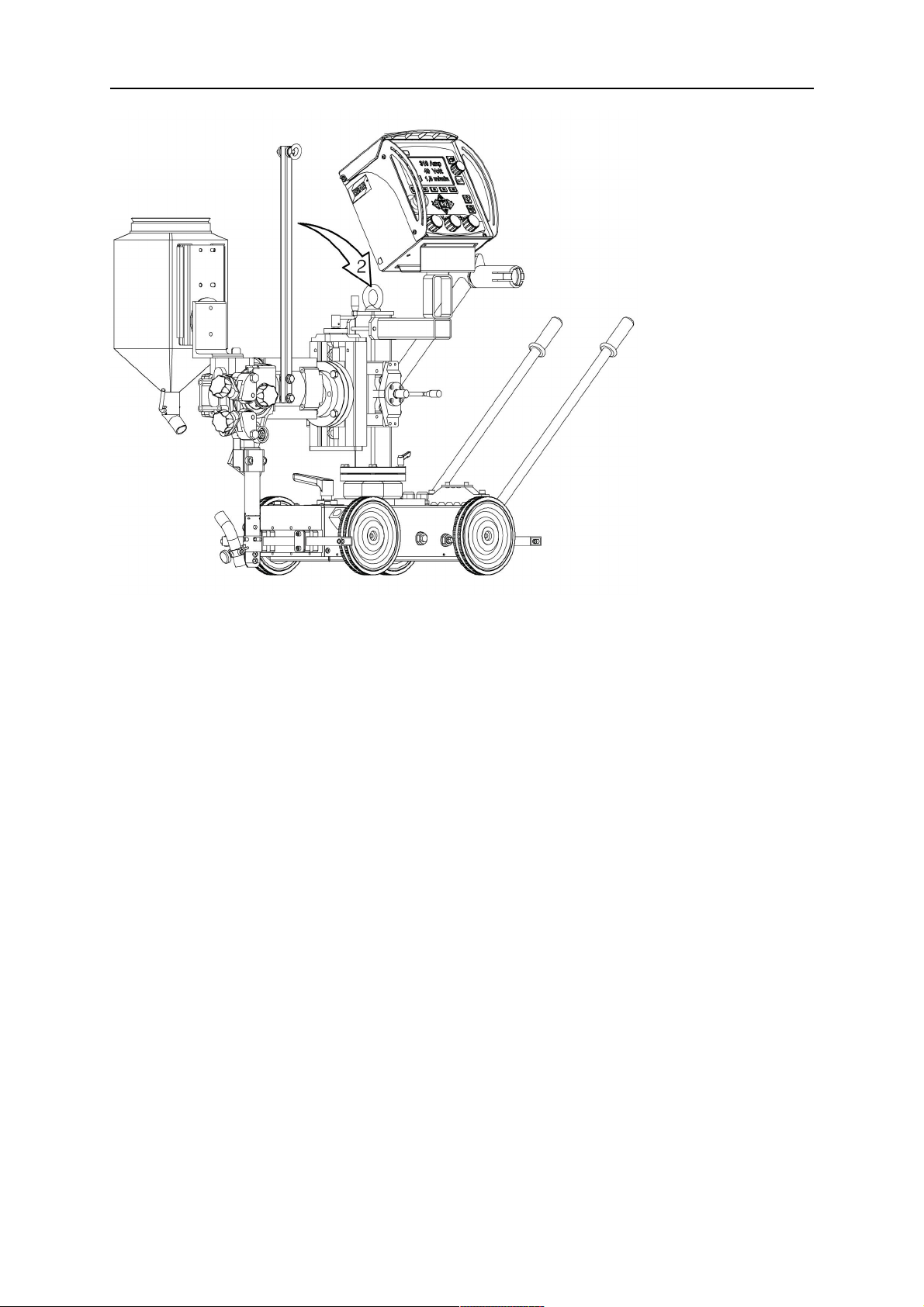
5.6 Transport
Die Räder durch Drehen des Verriegelungshebels (1) lösen.
HINWEIS!
Verwenden Sie zum Anheben der Ausrüstung die Hebeöse (2).
0449 265 560
- 19 -
© ESAB AB 2020
5 BETRIEB
5.7 Umrüstung A6TF F1 / A6TF F1 Twin (UP-Schweißen) auf MIG/MAG-Schweißen
Die Montage erfolgt gemäß den Anweisungen, die dem Umbausatz beiliegen.
5.8 Umwandlung von A6TF F1 (UP-Schweißen) auf Twin-Arc-Schweißen
Die Montage erfolgt gemäß den Anweisungen, die dem Umbausatz beiliegen.
0449 265 560
- 20 -
© ESAB AB 2020

6 SERVICE
6 SERVICE
6.1 Allgemeines
VORSICHT!
Alle Garantieverpflichtungen seitens des Lieferanten erlöschen, wenn der Kunde
innerhalb des Garantiezeitraums versucht, Produktfehler eigenständig zu beheben.
HINWEIS!
Bevor Sie Wartungsarbeiten durchführen, stellen Sie sicher, dass das Netzkabel
nicht angeschlossen ist.
Zur Wartung der Steuereinheit siehe separate Bedienungsanleitung.
6.2 Täglich
• Entfernen Sie Flussmittel und Schmutz von beweglichen Teilen.
• Überprüfen Sie, ob die Kontaktspitze und alle elektrischen Kabel angeschlossen sind.
• Stellen Sie sicher, dass alle Schraubverbindungen festgezogen sind.
• Vergewissern Sie sich, dass Führungen und Antriebsrollen nicht verschlissen oder
beschädigt sind.
• Prüfen Sie das Bremsmoment der Bremsnabe. Ziehen Sie fest, wenn die Drahtrolle
weiterhin gedreht wird, wenn der Drahtvorschub gestoppt ist. Lösen Sie, wenn die
Vorschubrollen rutschen. Als Anhaltspunkt sollte das Bremsmoment für eine
30-kg-Drahtrolle 1,5 Nm betragen.
Um das Bremsmoment einzustellen, siehe Abschnitt „Einstellen der Bremsnabe“.
6.3 Regelmäßig
• Prüfen Sie die
Drahtvorschubmotorbürsten einmal alle
drei Monate. Wechseln Sie die Bürsten,
wenn Sie bis auf 6mm abgenutzt sind.
• Überprüfen Sie die Schlitten und
schmieren Sie sie, wenn sie klemmen.
• Überprüfen Sie die Drahtführungen, die
Antriebsrollen und die Kontaktspitze der
Drahtvorschubeinheit. Tauschen Sie
verschlissene oder beschädigte
Bauteile aus, siehe Abschnitt
„VERSCHLEISSTEILE“.
• Wenn der Schlittenweg ruckartig wird,
prüfen Sie, ob die Kette korrekt
gespannt ist. Spannen Sie die Kette bei
Bedarf.
• Um die Kette zu spannen, lösen Sie die Mutter (*1), drehen Sie den Nocken, und
ziehen Sie dann die Mutter fest.
0449 265 560
- 21 -
© ESAB AB 2020

7 FEHLERBEHEBUNG
7 FEHLERBEHEBUNG
7.1 Allgemeines
Ausrüstung
• Betriebsanleitung für enthaltene Teile.
Prüfung
• Stellen Sie sicher, dass die Stromquelle auf die richtige Netzstromversorgung
eingestellt ist.
• Stellen Sie sicher, dass alle drei Phasen die richtige Spannung liefern (die Phasenfolge
ist nicht wichtig).
• Prüfen Sie, ob die Schweißkabel und Verbindungen fehlerfrei sind.
• Prüfen Sie, ob die Steuerungen korrekt eingestellt sind.
• Stellen Sie sicher, dass die Netzstromversorgung vor dem Beginn von Reparaturen
getrennt wird.
7.2 Mögliche Fehler
1. Symptom Strom- und Spannungswerte zeigen große Schwankungen
Ursache 1.1 Kontaktbacken oder Düse sind abgenutzt oder falsch bemessen.
Maßnahme Ersetzen Sie die Kontaktbacken oder die Düse.
Ursache 1.2 Der Druck der Drahtvorschubrolle ist unzureichend.
Maßnahme Erhöhen Sie den Druck an den Drahtvorschubrollen.
2. Symptom Drahtvorschub ist unregelmäßig
Ursache 2.1 Der Druck an den Drahtvorschubrollen ist falsch eingestellt.
Maßnahme Stellen Sie den Druck an den Drahtvorschubrollen ein.
Ursache 2.2 Die Drahtvorschubrollen weisen eine falsche Größe auf.
Maßnahme Ersetzen Sie die Drahtvorschubrollen.
Ursache 2.3 Die Nuten in den Drahtvorschubrollen sind verschlissen.
Maßnahme Ersetzen Sie die Drahtvorschubrollen.
3. Symptom Schweißkabel überhitzen
Ursache 3.1 Schlechter elektrischer Anschluss.
Maßnahme Reinigen Sie alle elektrischen Anschlüsse und ziehen Sie sie fest.
Ursache 3.2 Querschnittbereich der Schweißkabel ist zu klein.
Maßnahme Verwenden Sie Kabel mit einem größeren Querschnitt oder verwenden Sie
Parallelkabel.
0449 265 560
- 22 -
© ESAB AB 2020

8 ERSATZTEILBESTELLUNG
8 ERSATZTEILBESTELLUNG
VORSICHT!
Reparaturen und elektrische Arbeiten sind von einem autorisierten
ESAB-Servicetechniker auszuführen. Verwenden Sie nur ESAB-Originalersatzteile
und ESAB-Originalverschleißteile.
A6TFF1 und A6TFF1Twin wurden gemäß den internationalen und europäischen
Standards EN60974-5, EN12100-2 und EN60974-10 konstruiert und getestet. Nach dem
Abschluss von Service- oder Reparaturarbeiten müssen die ausführenden Personen
sicherstellen, dass das Produkt weiterhin den Vorgaben der oben genannten Standards
entspricht.
Ersatz- und Verschleißteile können über Ihren nächstgelegenen ESAB-Händler bestellt
werden, siehe esab.com. Geben Sie bei einer Bestellung Produkttyp, Seriennummer,
Bezeichnung und Ersatzteilnummer gemäß Ersatzteilliste an. Dadurch wird der Versand
einfacher und sicherer gestaltet.
0449 265 560
- 23 -
© ESAB AB 2020

MAßZEICHNUNG
MAßZEICHNUNG
0449 265 560
- 24 -
© ESAB AB 2020

MAßZEICHNUNG
0449 265 560
- 25 -
© ESAB AB 2020

BESTELLNUMMERN
BESTELLNUMMERN
Ordering
Denomination Type Notes
number
0461 235 880 A6 Mastertrac A6TF F1 SAW
0461 235 881 A6 Mastertrac A6TF F1 SAW Twin
0460 949 *74 Instruction manual PEK Control panel
0460 948 *01 Instruction manual PEK Control unit
0463 648 001 Spare parts list
Technische Dokumentation steht im Internet zur Verfügung unter: www.esab.com
0449 265 560
- 26 -
© ESAB AB 2020

VERSCHLEIßTEILE
VERSCHLEIßTEILE
Vorschubrollen
SAW and MIG/MAG
Part no. D(mm)
0218 510 281 1.6
0218 510 282 2.0
0218 510 283 2.5
0218 510 286 4.0
0218 510 287 5.0
0218 510 288 6.0
0218 510 298 3.0–3.2
SAWTwin(D35)
Part no. D(mm)
0218 522 480 2.5
0218 522 481 3.0–3.2
0218 522 484 2.0
0218 522 486 1.2
0218 522 487 1.0
0218 522 488 1.6
SAW and MIG/MAG tubular wire
Part no. D(mm)
0146 024 880 0.8–1.6
0146 024 881 2.0–4.0
MIG/MAG
Part no. D(mm)
0145 538 880 0.6
0145 538 881 0.8
0145 538 882 1.0
0145 538 883 1.2
MIG/MAG
Part no. D(mm)
0148 772 880 2.0–3.0
0449 265 560
- 27 -
© ESAB AB 2020

VERSCHLEIßTEILE
Andruckwalzen
SAW and MIG/MAG tubular wire
Part no. D(mm)
0146 025 880 0.8–1.6
0146 025 881 2.0–4.0
0146 025 882 5.0–7.0
SAWTwin
Part no.
0218 524 580
0146 253 001 Stub shaft
0144 953 001 Spherical ball bearing
0190 452 178 Washer
Wellenzapfen für Andruckrolle
SAW tubular wire
Part no.
0212 901 101
Kontaktbacken
SAWHD(D35)
Part no. D(mm)
0265 900 880 3.0
0265 900 881 3.2
0265 900 882 4.0
0265 900 883 5.0
0265 900 884 6.0
SAWTwinHD
Part no. D(mm)
0265 902 880 2.5–3.0
0265 902 881 2.0
0265 902 882 1.6
0265 902 883 4.0
0449 265 560
- 28 -
© ESAB AB 2020

VERSCHLEIßTEILE
Kontaktspitze
MIG/MAG and SAWTwinLD(D35)
Part no. D(mm)
0153 501 002 0.8
0153 501 004 1.0
0153 501 005 1.2
0153 501 007 1.6
0153 501 009 2.0
0153 501 010 2.4–2.5
MIG/MAG(D35)
Part no. D(mm)
0258 000 908 1.2
0258 000 909 1.6
0258 000 910 2.0
0258 000 911 2.4
0258 000 913 1.0
0258 000 914 0.8
0258 000 915 3.2
Adapter für Kontaktspitze
SAW and MIG/MAG(D35)
Part no. D(mm)
0147 333 001 M6/M10
0449 265 560
- 29 -
© ESAB AB 2020

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...