


Caddy®
A32, A33, A34
Manual de instrucțiuni
0460 449 201 RO 20130703
Valid for: from program version 1.35P

CUPRINS
1
INTRODUCERE ............................................................................................... 3
1.1 Prezentare generală ...................................................................................... 3
1.2 Panou de comandă A32................................................................................ 3
1.3 Panou de comandă A33................................................................................ 4
1.4 Panou de comandă A34................................................................................ 5
2
SUDURA MMA................................................................................................. 6
2.1 Setări .............................................................................................................. 6
2.2 Explicarea simbolurilor şi a funcţiilor ......................................................... 6
2.3 Funcţii ascunse pentru sudura MMA........................................................... 7
3
SUDURĂ TIG ................................................................................................... 9
3.1 Setări .............................................................................................................. 9
3.2 Explicarea simbolurilor şi a funcţiilor ......................................................... 9
3.3 Funcţii TIG ascunse ...................................................................................... 10
4
MEMORIE DATE SUDURĂ ............................................................................. 12
5
CODURI DE DEFECTE ................................................................................... 13
5.1 Informații generale ........................................................................................ 13
5.2 Lista codurilor de defecte............................................................................. 13
5.3 Descrierile codurilor de defecte................................................................... 13
NUMERE DE CATALOG......................................................................................... 15
Sunt rezervate drepturile de a modifica specificațiile fără preaviz.
0460 449 201 © ESAB AB 2013

1 INTRODUCERE
1 INTRODUCERE
1.1 Prezentare generală
Manualul descrie utilizarea panoului de comandă A32,A33 şi A34.
Pentru informaţii generale despre operare, consultaţi manualul de instrucţiuni pentru sursa
de alimentare.
Când este furnizată alimentarea de la reţea, unitatea execută o diagnosticare
automată a LED-urilor şi a afişajului şi se afişează versiunea programului; în
acest exemplu, versiunea programului este 0.18.
NOTĂ!
În funcție de produsul în care este instalat, pot apărea diferențe în modul de
funcționare al panoului.
Manualele de instrucţiuni în alte limbi se pot descărca de pe site-ul web www.esab.com.
1.2 Panou de comandă A32
1. Afişaj
4. Buton pentru setarea curentului
7. Alegerea metodei de sudură MMA sau TIG
9. Setarea de la panou sau conectarea unităţii de comandă de la distanţă
10. Afişarea funcţiei VRD (tensiune redusă circuit deschis).
Valoarea măsurată la afişaj pentru curentul de sudură A este valoarea medie aritmetică =
valoarea medie rectificată.
0460 449 201
- 3 -
© ESAB AB 2013

1 INTRODUCERE
1.3 Panou de comandă A33
1. Afişaj
2. Indicaţie privind parametrul care este prezentat pe afişaj (curent sau procentaj)
4. Buton rotativ pentru setarea datelor (curent sau procentaj)
Butoane pentru setările memoriei datelor de sudură. Consultaţi capitolul „Memorie de
5.
date de sudură”.
Buton pentru alegerea parametrilor de „Pornire caldă” sau a presiunii de arc
6.
„Forţă arc” la sudura MMA
7. Alegerea metodei de sudură MMA sau TIG
9. Setarea de la panou sau conectarea unităţii de comandă de la distanţă
10. Afişarea funcţiei VRD (tensiune redusă circuit deschis)
Valoarea măsurată la afişaj pentru curentul de sudură A este valoarea medie aritmetică =
valoarea medie rectificată.
0460 449 201
- 4 -
© ESAB AB 2013
1 INTRODUCERE
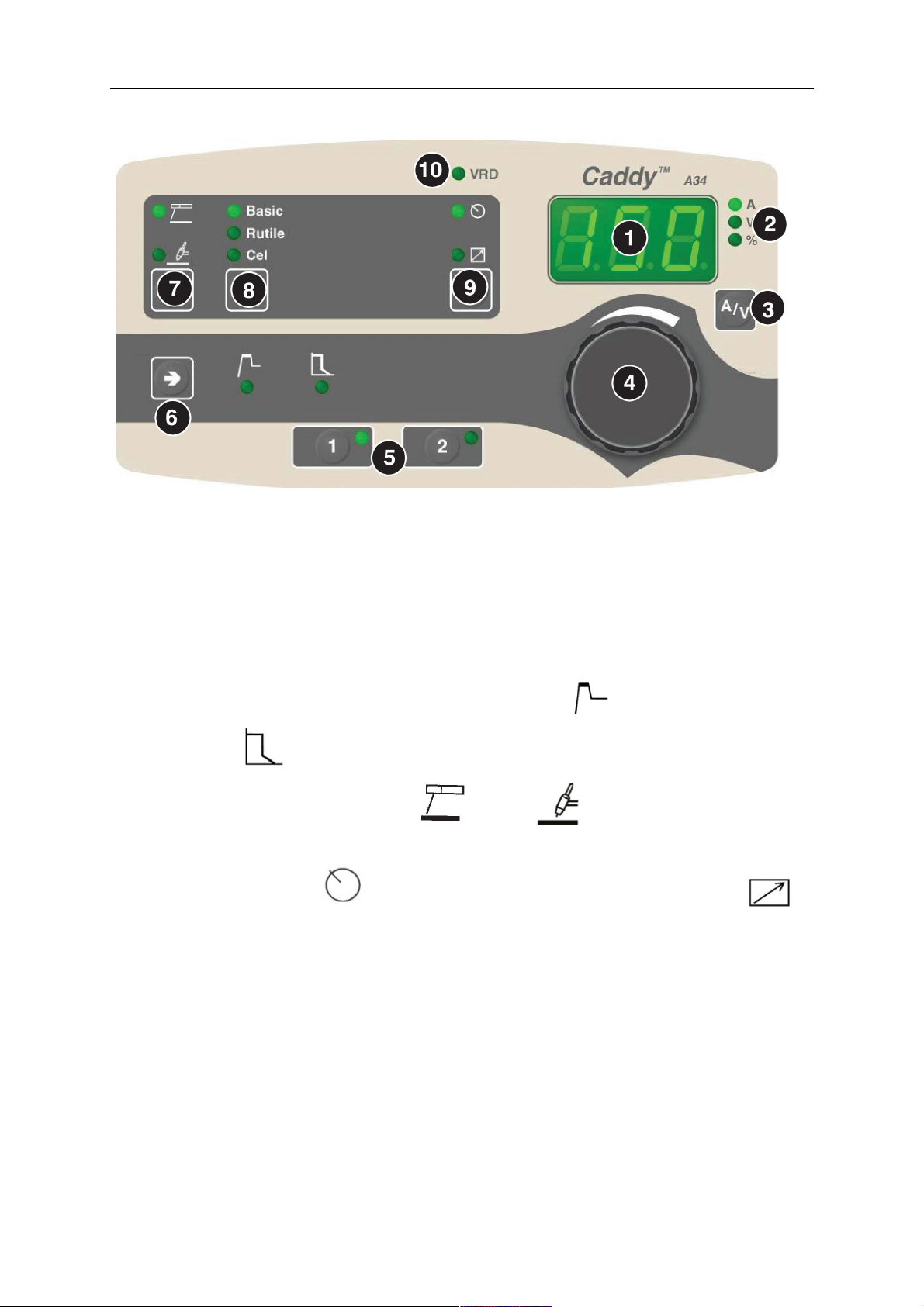
1.4 Panou de comandă A34
1. Afişaj
2. Indicaţie privind parametrul care este prezentat pe afişaj (curent, tensiune sau
procentaj)
3. Afişarea valorii de măsurare pentru curent (A) sau tensiune (V) în timpul sudării.
4. Buton rotativ pentru setarea datelor (curent sau procentaj)
5. Butoane pentru setările memoriei datelor de sudură. Consultaţi capitolul „Memorie de
date de sudură”.
Buton pentru alegerea parametrilor de „Pornire caldă” sau a presiunii de arc
6.
„Forţă arc” la sudura MMA
7. Alegerea metodei de sudură MMA sau TIG
8. Alegerea tipului de electrod: „Bazic”, „Rutil” sau „Celuloză” pentru sudura MMA
9. Setarea de la panou sau conectarea unităţii de comandă de la distanţă
10. Afişarea funcţiei VRD (tensiune redusă circuit deschis)
Valoarea măsurată la afişaj pentru tensiunea de arc V şi curentul de sudură A este valoarea
medie aritmetică = valoare medie rectificată.
0460 449 201
- 5 -
© ESAB AB 2013

2 SUDURA MMA
2 SUDURA MMA
2.1 Setări
Funcţie Domeniu de
reglare
Curent
4 A - max.
1)
Panou activ OPRIT sau
A32 A33 A34 Valoare
implicită
x x x 100
x x x PORNIT
PORNIT
Unitatea de
comandă de la
OPRIT sau
PORNIT
x x x OPRIT
distanţă
Pornire caldă 0 - 99%
Forța arcului 0 - 99%
Sudură cu
întrerupere
OPRIT sau
PORNIT
2)
x
2)
x
2)
x
x x 0
x x 5
2)
x
2)
x
OPRIT
VRD - x x x -
1)
Domeniul de reglare este dependent de sursa de alimentare utilizată.
2)
Funcţie ascunsă
2.2 Explicarea simbolurilor şi a funcţiilor
Sudură MMA
Sudura MMA mai este cunoscută și ca sudură cu electrozi înveliți. Prin
aprinderea arcului se topește electrodul, iar învelișul său formează zgura
protectoare.
Setarea curentului
Un curent mai mare produce o baie de sudură mai largă, cu penetrare mai bună în piesa de
prelucrat.
Panou activ
Setările se fac de la panoul de control.
Unitate de telecomandă
Setările se fac de la unitatea de telecomandă.
Unitatea de telecomandă trebuie să fie conectată înainte de activare la priza
unității de telecomandă de pe mașină. Când unitatea de telecomandă este
activată, panoul este inactiv.
0460 449 201
Pornire caldă
Creşte curentul de sudură într-o perioadă fixată, la începutul procesului de
sudură. Setați valoarea curentului de pornire caldă, cu ajutorul butonului. În
acest fel se reduce riscul de fuziune incompletă la începutul sudurii.
- 6 -
© ESAB AB 2013

2 SUDURA MMA
Forța arcului
Forța arcului este importantă în determinarea modului în care se modifică
curentul ca urmare a modificării lungimii arcului. O valoare mai mică asigură un
arc mai calm, cu mai puțini stropi.
Dispozitiv de reducere a tensiunii (VRD)
Funcția dispozitivului VRD asigură faptul că tensiunea circuitului deschis nu
depășește 35 V când nu se sudează. Acest lucru este indicat de un LED VRD
aprins.
Funcția dispozitivului VRD se blochează când sistemul detectează că a început
sudura.
Dacă funcția dispozitivului VRD este activată și tensiunea circuitului deschis
depășește limita de 35 V, acest lucru este indicat de un mesaj de eroare (16)
care apare pe afișaj și sudarea nu poate începe cât timp este afișat mesajul de
eroare.
Contactați un tehnician de service autorizat de ESAB pentru a activa această funcție.
2.3 Funcţii ascunse pentru sudura MMA
În panoul de control există funcţii ascunse.
Pentru a accesa funcțiile în A32, utilizați butonul metodă .
Pentru a accesa funcțiile în A33 şi A34, ţineţi apăsat butonul timp de 5 secunde.
Afişajul prezintă o literă şi o valoare. Funcția corectă este selectată prin apăsarea butoanelor.
Butonul rotativ se utilizează pentru modificarea valorii funcţiei selectate.
Panou de
comandă
Litera funcţiei Funcţie
C Forţă arc
H Pornire caldă
d Sudură cu întrerupere
Pentru a părăsi funcţia în A32, ţineţi apăsat butonul timp de 5 secunde. Pentru A33 şi
A34, ţineţi apăsat butonul timp de 5 secunde.
Forța arcului
Forța arcului este importantă în determinarea modului în care se modifică
curentul ca urmare a modificării lungimii arcului. O valoare mai mică asigură un
arc mai calm, cu mai puțini stropi.
Pornire caldă
Creşte curentul de sudură într-o perioadă fixată, la începutul procesului de
sudură. Setați valoarea curentului de pornire caldă, cu ajutorul butonului. În
acest fel se reduce riscul de fuziune incompletă la începutul sudurii.
0460 449 201
- 7 -
© ESAB AB 2013

2 SUDURA MMA
Sudură cu întrerupere
Sudura cu întrerupere se poate utiliza când se sudează cu electrozi inoxidabili. Această
procedură implică aprinderea și stingerea alternativă a arcului, pentru obținerea unui control
mai bun al furnizării căldurii. Este suficient să se ridice ușor electrodul pentru a se stinge
arcul.
0460 449 201
- 8 -
© ESAB AB 2013

3 SUDURĂ TIG
3 SUDURĂ TIG
3.1 Setări
Funcţie Domeniu de reglare A32 A33 A34 Valoare
implicit
ă
Curent
4 max
1)
X
X
X
60 A
Panou activ
Unitatea de comandă de la distanţă
VRD
Sârmă caldă TIG, pornit/oprit
2)
Sârmă caldă TIG, tensiune oprire
2)
arc
Sârmă caldă TIG, pornire automată
OPRIT sau PORNIT
OPRIT sau PORNIT
0 = OPRIT, 1 = PORNIT
2 - 30 V
0 = pornire automată
2)
oprită, 1 = pornire
X
X
X
PORNI
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
OPRIT
OPRIT
OPRIT
automată pornită
1)
Domeniul de reglare este dependent de sursa de alimentare utilizată.
2)
Aceste funcţii TIG sunt ascunse, consultaţi descrierea din secţiunea „Funcţii TIG ascunse”.
3.2 Explicarea simbolurilor şi a funcţiilor
Sudura TIG
Sudura TIG topește metalul piesei de prelucrat utilizându-se un arc aprins de la
un electrod de wolfram, care nu se topește. Baia de sudură și electrodul sunt
protejate de gazul protector.
T
-
Pornire TIG prin contact
La o „pornire TIG prin contact”, electrodul de tungsten se pune în contact cu piesa de
prelucrat. Când electrodul este ridicat de pe piesa de prelucrat, arcul se aprinde la un nivel
de curent limitat.
Panou activ
Setările se fac de la panoul de control.
0460 449 201
- 9 -
© ESAB AB 2013

3 SUDURĂ TIG
Unitate de telecomandă
Setările se fac de la unitatea de telecomandă.
Unitatea de telecomandă trebuie să fie conectată înainte de activare la priza
unității de telecomandă de pe mașină. Când unitatea de telecomandă este
activată, panoul este inactiv.
Dispozitiv de reducere a tensiunii (VRD)
Funcția dispozitivului VRD asigură faptul că tensiunea circuitului deschis nu
depășește 35 V când nu se sudează. Acest lucru este indicat de un LED VRD
aprins.
Funcția dispozitivului VRD se blochează când sistemul detectează că a început
sudura.
Dacă funcția dispozitivului VRD este activată și tensiunea circuitului deschis
depășește limita de 35 V, acest lucru este indicat de un mesaj de eroare (16)
care apare pe afișaj și sudarea nu poate începe cât timp este afișat mesajul de
eroare.
Contactați un tehnician de service autorizat de ESAB pentru a activa această funcție.
3.3 Funcţii TIG ascunse
În panoul de control există funcţii ascunse.
Panou de comandă A33: Pentru a accesa funcțiile ascunse, apăsaţi butonul metodă .
Panouri de comandă A33 şi A34: Pentru a accesa funcţiile ascunse, apăsaţi timp de 5
secunde. Afişajul prezintă o literă şi o valoare. Selectați funcția preferată, apăsând butonul
corespunzător. Butonul rotativ se utilizează pentru modificarea valorii funcţiei selectate.
Panou de comandă A33: Pentru a părăsi funcţiile ascunse, apăsaţi butonul metodă
timp de 5 secunde.
Panouri de comandă A33 şi A34: Pentru a părăsi funcţiile ascunse, apăsaţi timp de 5
secunde.
Panouri de comandă A32, A33 şi A34
Funcţie Setări
h = Sârmă caldă TIG, pornit/oprit 0 = OPRIT, 1 = PORNIT
U = Sârmă caldă TIG, tensiune oprire arc 2 - 30 V
S = Sârmă caldă TIG, pornire automată 0 = pornire automată oprită, 1 = pornire
automată pornită
0460 449 201
- 10 -
© ESAB AB 2013

3 SUDURĂ TIG
Sârmă caldă TIG
Această funcție folosește sursa de alimentare pentru preîncălzirea unei sârme alimentate
într-o topitură TIG existentă. Acest lucru duce la o producție mai mare și, de asemenea, la
un rezultat de sudură mai bun decât în cazul în care este alimentată o sârmă rece în
topitură.
După pornirea funcţiei Sârmă caldă TIG cu ajutorul parametrului „h” , funcționalitatea este
după cum urmează. Dacă este generat un semnal de declanșare sau dacă parametrul „S”
(consultaţi mai jos) este setat la „1”, preîncălzirea va începe și Sârmă caldă TIG va fi
indicată printr-un indicator TIG care luminează intermitent.
În cazul în care tensiunea atinge o anumită limită, se consideră că s-a format un arc și sursa
de alimentare va încerca să-l aprindă. Acest lucru deoarece scopul funcţiei Sârmă caldă TIG
nu este de a ține un arc aprins, ci de a menține un curent constant în scopul de a încălzi
sârma. Puteţi seta limita de tensiune, prin intermediul parametrului „U” (consultaţi mai sus).
Într-un sistem fără un semnal de declanșare, parametrul „S” poate fi folosit pentru a porni
automat preîncălzirea.
AVERTIZARE!
Când parametrul „S” este în poziția „1”, există o tensiune constantă la orificiul de
evacuare a sudurii. Acest lucru este indicat de un indicator VRD care luminează
intermitent.
0460 449 201
- 11 -
© ESAB AB 2013

4 MEMORIE DATE SUDURĂ
4 MEMORIE DATE SUDURĂ
În memoria panoului de comandă se pot stoca două setări diferite cu date de sudură.
Apăsaţi butonul sau butonul timp de 5 secunde pentru a stoca datele de sudură
în memorie. Datele de sudură sunt stocate când lampa indicatoare verde începe să
clipească.
Pentru a comuta între diferitele memorii de date de sudură, apăsaţi butonul sau
butonul .
Memoria de date de sudură are o baterie de rezervă, astfel încât setările rămân chiar dacă
unitatea a fost oprită.
0460 449 201
- 12 -
© ESAB AB 2013

5 CODURI DE DEFECTE
5 CODURI DE DEFECTE
5.1 Informații generale
Codurile de defecte se utilizează pentru a indica faptul că au survenit defecţiuni în
echipament. Sunt indicate pe afişaj printr-un E urmat de un număr de cod de defect.
Se afişează şi un număr de unitate pentru a se preciza care unitate a generat defectul, de
exemplu, U 0.
Dacă au fost detectate mai multe defecte, se afişează numai codul ultimului defect survenit.
Apăsaţi orice buton de funcţie sau rotiţi butonul rotativ pentru a elimina indicaţia de defect de
pe afişaj.
NOTĂ!
În cazul în care comanda de la distanţă este activată, dezactivaţi-o apăsând
pentru a elimina indicaţia de defect.
5.2 Lista codurilor de defecte
Numărul unităţii:
U 0 = unitate de date de sudură U 2 = sursă de alimentare
U 4 = unitate de răcire de la distanţă
5.3 Descrierile codurilor de defecte
Mai jos sunt prezentate codurile de defecte pe care utilizatorii le pot corecta. Dacă apare un
cod diferit, apelaţi la un tehnician de service.
Cod de defect Descriere
E 6 Temperatură înaltă
Întrerupătorul de suprasarcină termică s-a declanşat.
Procesul curent de sudură este oprit şi nu poate fi repornit decât după
scăderea temperaturii.
Acţiune:Verificaţi dacă orificiile de admisie sau de evacuare a aerului
de răcire nu sunt blocate sau îmbâcsite cu murdărie. Verificaţi ciclul de
funcţionare utilizat, pentru a vă asigura că echipamentul nu este
suprasolicitat.
E 14 Eroare de comunicaţie (magistrală dezactivată)
Interferenţă gravă pe magistrala CAN.
Acţiune:Verificaţi că nu este conectată nicio unitate defectă la
magistrala CAN. Verificaţi tabelele. Dacă defectul persistă, apelaţi la un
tehnician de service.
0460 449 201
- 13 -
© ESAB AB 2013

5 CODURI DE DEFECTE
Cod de defect Descriere
E 16 Tensiune mare pe circuitul deschis
Tensiunea pe circuitul deschis a fost prea mare.
Acţiune:Opriţi alimentarea de la reţea pentru a reseta unitatea. Dacă
defectul persistă, apelaţi la un tehnician de service.
E 19 Eroare de memorie
Conţinutul memoriei existente este incorect. Se vor utiliza datele de
bază.
Acţiune:Opriţi alimentarea de la reţea pentru a reseta unitatea. Dacă
defectul persistă, apelaţi la un tehnician de service.
0460 449 201
- 14 -
© ESAB AB 2013

NUMERE DE CATALOG
NUMERE DE CATALOG
Ordering no. Denomination
0460 250 883
0460 250 888
0460250885
Control Panel Caddy™A32
Control Panel Caddy™ A33
Control Panel Caddy™A34
0460 449 201
- 15 -
© ESAB AB 2013
NUMERE DE CATALOG
File name Denomination
0460 449 270
0460 449 271
0460 449 272
0460 449 273
0460 449 274
0460 449 275
0460 449 276
0460 449 277
0460 449 278
0460 449 279
0460 449 280
0460 449 281
0460 449 282
0460 449 283
0460 449 284
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
Instruction manual CZ
0460 449 285
0460 449 286
0460 449 287
0460 449 289
0460 449 290
0460 449 291
0460 449 292
0460 449 293
Instruction manual SK
Instruction manual RU
Instruction manual US
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
0460 449 201
- 16 -
© ESAB AB 2013

NUMERE DE CATALOG
0460 449 201
- 17 -
© ESAB AB 2013

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting GmbH
Langenfeld
Tel: +49 2173 3945-0
Fax: +49 2173 3945-218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
(MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB Europe GmbH
Baar
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 0220
Fax: +1 905 670 4879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 4411
Fax: +1 843 664 5748
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...