


A2 Tripletrac A2TF K1

Priručnik s uputama
| HRVATSKI 4 |
|---|
Zadržana prava na izmjenu specifikacija bez obavijesti.

DECLARATION OF CONFORMITY
In accordance with
the LV-Directive 2006/95/EC, the Machinery Directive 2006/42/EC, the EMC Directive 2004/108/EC
Type of equipment
Feeder of welding wire in combination with movable Welding Automats and stationary Welding heads, used with control box PEK
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. A2 Multitrac, A2 Tripletrac, A2 S-series, A6 Mastertrac, A6 Mastertrac Tandem, A6 S- series
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No, telefax No:
ESAB AB, Welding Equipment Esabvägen, SE-695 81 LAXÅ, Sweden Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standards in force within the EEA have been used in the design:
EN 60974-5, Arc welding equipment – Part 5: Wire feeders EN 12100-2, Safety of machinery – Part 2: Technical principles EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, Class A equipment, intended for use in locations other than residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above.
Date / Datum Laxå 2009-09-15
Signature / Underskri
Kent Eimbrodt Clarification
Position / Befattning Global Director Equipment and Automation
| 1 | 1 SIGURNOST | |||||
|---|---|---|---|---|---|---|
| 2 | υνο | D | 8 | |||
| 2.1 | 8 | |||||
| 2.2 | Metoda zavarivanja | 8 | ||||
| 2.3 | Definicije | 8 | ||||
| 2.4 | Vodoravno zavarivanje | 8 | ||||
| 2.5 | Tehnički podaci | 9 | ||||
| 2.6 | Glavne komponente A2TF K1 (SAW) | 9 | ||||
| 2.7 | Opis glavnih komponenti | 10 | ||||
| 3 | POS | TAVLJANJE | 11 | |||
| 3.1 | Općenito | 11 | ||||
| 3.2 | Montiranje | 11 | ||||
| 3.3 | Podešavanje glavčine kočnice | 11 | ||||
| 3.4 | Priključci | 12 | ||||
| 4 | RAD | 13 | ||||
| 4.1 | Općenito | 13 | ||||
| 4.2 | Punjenje žice za zavarivanje (A2TF K1) | 14 | ||||
| 4.3 | Zamjena dovodnog valjka (A2TF K1) | 14 | ||||
| 4.4 | Kontaktna oprema za elektrolučno zavarivanje pod prahom | 15 | ||||
| 4.5 | Ponovno punjenje sa prahom za zavarivanje | |||||
| (elektrolučno zavarivanje pod prahom) | 15 | |||||
| 4.6 | I ransport stroja za automatsko zavarivanje | 16 | ||||
| 5 | ODR | ZAVANJE | 17 | |||
| 5.1 | Općenito | 17 | ||||
| 5.2 | Dnevno | 17 | ||||
| 5.3 | Periodično | 17 | ||||
| 6 | OTK | RIVANJE SMETNJI | 18 | |||
| 6.1 | Općenito | 18 | ||||
| 6.2 | MOGUĆI KVAROVI | 18 | ||||
| 7 | NAR | UČIVANJE PRIČUVNIH DIJELOVA | 18 | |||
| кс | TIRA | 19 | ||||
| PF | 3 | 20 | ||||
| 01 | ||||||
| r | 1 CI71 | 21 | ||||

1 SIGURNOST
Korisnici ESAB opreme za zavarivanje imaju krajnju odgovornost da osiguraju, da se svi koji rade na ili blizu opreme pridržavaju svih relevantnih sigurnosnih mjera opreza. Sigurnosne mjere moraju ispunjavati zahtjeve koji se primjenjuju za ovu vrstu opreme za zavarivanje. Sljedeće preporuke bi se također trebale slijediti pored standardnih propisa koji vrijede za radno mjesto.
Sav rad mora vršiti kvalificirano osoblje, koje je dobro upoznato s radom opreme za zavarivanje. Neispravan rad opreme može dovesti do opasnih situacija koje mogu rezultirati ozljedama operatora ili oštećenjem opreme.
-
1. Svi koji koriste opremu za zavarivanje moraju biti upoznati sa:
- njezinim radom
- lokacijom gumba za hitno zaustavljanje
- njezinom funkcijom
- relevantnim sigurnosnim mjerama opreza
- zavarivanjem
-
2. Operator mora osigurati da:
- neovlaštene osobe ne budu unutar radnog područja opreme kada je u radu.
- nitko ne bude nezaštićen kada svjetlosni luk udari
- u radnom području/radnom opsegu ne bude predmeta.
-
3. Radno mjesto mora:
- odgovarati svrsi
- biti bez propuha
-
4. Osobna zaštitna oprema
- Uvijek nosite preporučenu osobnu zaštitnu opremu, kao što su sigurnosne naočale, vatrootporna odjeća, sigurnosne rukavice. Napomena! Nemojte koristiti sigurnosne rukavice prilikom zamjene žice.
- Ne nosite labave istaknute predmete kao što su rupci, narukvice, prstenje, itd., koje bi stroj mogao zahvatiti ili izazvati opekline.
-
5. Zaštita od ostalih rizika
- Čestice prašine određene veličine mogu biti štetne za čovjeka. Sustav ventilacije i ekstrator bi stoga trebali biti osigurani da bi se eliminirao rizik.
- Obratite najveću pozornost prilikom zamjene bubnja za žicu, jer bi kraj žice mogao uzrokovati ozljede.

-
6. Opće mjere opreza
- Osigurajte da povratni kabel bude sigurno spojen.
- Rad na visokonaponskoj opremi može vršiti samo kvalificirani električar.
- Odgovarajuća oprema za gašenje požara mora biti jasno označena i na dohvat ruke.
- Podmazivanje i odražavanje opreme se ne smije obavljati tijekom rada.
Imajte na umu sljedeće:
- Spojka kotača slobodnog hoda prijenosnika treba biti blokirana.
- Ako operator napusti stroj, on treba biti parkiran s blokovima ispred kotača, da bi se spriječilo nehotično pomicanje stroja.
- Uvjerite se da stroj za automatsko zavarivanje nije nestabilan prije pokretanja.
- Postavljanje zavarivačke glave i kotura žice utječe na središte gravitacije stroja. Previsoko središte gravitacije znači nestabilan stroj za zavarivanje.
- Potrošnja žice i praha za zavarivanje dovodi do premještanja raspodjele težine tijekom zavarivanja.
UPOZORENJE, OPASNOST OD PRIGNJEČENJA!
Nemojte koristiti zaštitne rukavice kada zamjenjujete žicu, uvodne valjke i kaleme za žicu.


UPOZORENJE

LUČNO ZAVARIVANJE I REZANJE MOŽE IZAZVATI POVREDE NA VAMA I DRUGIMA. PODUZMITE MJERE PREDOSTROŽNOSTI KOD ZAVARIVANJA. RASPITAJTE SE O SIGURNOSNIM MJERAMA POSLOFDAVCA KOJE SE MORAJU ZASNIVATI NA PODACIMA PROIZVOĐAČA O OPASNOSTIMA.
UDAR STRUJE - može ubiti
- Postavite i uzemljite jedinicu za zavarivanje u skladu s primjenjivim standardima.
- Ne dodirujte električne dijelove pod naponom ili elektrode nezaštićeni, u vlažnim rukavicama ili mokrom odjećom.
- Postavite izolaciju između sebe i tla i komada koji obrađujete.
- Osigurajte da vaše radno mjesto bude sigurno.
DIM I PLINOVI - Mogu biti opasni po zdravlje
- Držite glavu izvan dima.
- Upotrijebite ventilaciju, usisavanje kod el. luka, ili oboje, kako biste odveli dim i plinove iz zone svog disanja i ostalog prostora.
ZRAKE IZ ELEKTRIČNOG LUKA - Mogu ozlijediti oči i opeći kožu.
- Zaštitite oči i tijelo. Koristite ispravnu masku za zavarivanje i filtarsko staklo i nosite zaštitnu odjeću.
- Osobe koje stoje sa strane zaštitite prikladnim paravanima i zavjesama.
OPASNOST OD POŽARA
• Iskre (prskanje) mogu izazvati požar. Stoga provjerite da u blizini nema zapaljivih materijala.
BUKA - Prekomjerna buka može oštetiti sluh
- Zaštitite uši. Nosite štitnike za uši ili zaštitu sluha.
- Upozorite osobe u blizini na opasnost.
KVAR - U slučaju kvara, potražite pomoć stručnjaka.
PROČITAJTE I SHVATITE PRIRUČNIK S UPUTAMA PRIJE POSTAVLJANJA ILI POČETKA RADA.
ZAŠTITITE SE BE I DRUGE!

2 UVOD
2.1 Općenito
A2TF K1 strojevi za automatsko zavarivanje su dizajnirani za elektrolučno zavarivanje pod prahom (SAW) čeonih i prijelaznih spojeva.
Sve druge primjene su zabranjene.
Namijenjeni su za uporabu u kombinaciji s upravljačkom kutijom, PEK ili A2 Welding Control Unit ( PEI ) i ESAB-ovim napajanjima za zavarivanje LAF ili TAF .
2.2 Metoda zavarivanja
2.2.1 Elektrolučno zavarivanje pod prahom (SAW)
• Elektrolučno zavarivanje s malim opterećenjem.
Elektrolučno zavarivanje s malim opterećenjem s priključnicom od Ø 20 mm, omogućuje opterećenje do 800 A (100%).
Ova verzija može biti opremljena s dovodnim valjcima za jednožično zavarivanje. Specijalno nareckani dovodni valjak je raspoloživ za žicu s jezgrom od praha, koji garantira ravnomjerni dovod žice bez rizika od deformacije zbog visokog tlaka dovoda.
2.3 Definicije
| SAW zavarivanje | Zavareni spoj je zaštićen slojem praha za zavarivanje tijekom zavarivanja. |
|---|---|
| SAW malo opterećenje | Ova verzija omogućuje opterećenje do 800 A (100%) te zavarivanje s tankom žicom. |
2.4 Vodoravno zavarivanje
Strojevi za automatsko zavarivanje su dizajnirani za vodoravno zavarivanje.
Ne mogu se koristiti za zavarivanje na kosim površinama.

2.5 Tehnički podaci
| A2TF K1 (SAW) | |
|---|---|
| Napon napajanja | 42 V AC |
| Nominalno opterećenje 100% | 800A |
| Dimenzije žice: | |
|
čvrsta jednostruka žica
žica s jezgrom od praha |
1,6-4,0 mm
1,6-4,0 mm |
| Brzina dovoda žice, maks. | 9.0 m/min |
| Moment kočenja bubnja kočnice | 1,5 Nm |
| Brzina kretanja | 0,1-2,0 m/min |
| Radijus okretanja za kružno zavarivanje, min | 1500 mm |
| Promjer cijevi za zavarivanje unutarnjih spojeva, min | 1100 mm |
| Maksimalna težina žice | 30 kg |
| Spremnik za prah, Kapacitet:(ne smije se puniti s predgrijanim prahom za zavarivanje) | 6 I |
| Težina (bez žice i praha za zavarivanje) | 68 kg |
| Klasa zaštite | IP10 |
| EMC klasifikacija | Klasa A |

Na stranici 10 pogledajte opis glavnih komponenti.

2.7 Opis glavnih komponenti
2.7.1 Kolica
Kolica su opremljena s pogonom na 4 kotača. Kolica se mogu osigurati polugom za blokiranje (1).
Smjer vožnje podešen je ručnim kotačem (2).
2.7.2 Nosač
Upravljačka kutija, jedinica za dovod žice i koš za prah za zavarivanje, između ostalog, se trebaju montirati na nosač.
2.7.3 Jedinica za dovod žice
Jedinica se koristi za vođenje i dovod žice za zavarivanje do priključnice.
2.7.4 Ručne klizaljke
Vodoravni i okomiti položaj zavarivačke glave se podešava pomoću linearnih klizaljki. Kretanje pod kutom se može slobodno podesiti koristeći kružnu klizaljku.
2.7.5 Kontaktna cijev
Prenosi struju zavarivanja do žice tijekom zavarivanja.
2.7.6 Motor za dovod žice
Motor za dovod žice se koristi za dovod žice za zavarivanje.
2.7.7 Vodeća igla
Vodeća igla se koristi kao pomoć pri pozicioniranju zavarivačke glave u spoj.
2.7.8 Koš za prah za zavarivanje / crijevo za prah za zavarivanje / mlaznica praha za zavarivanje
Prah se puni u koš za prah za zavarivanje i potom se prenosi na radni komad kroz crijevo i mlaznicu za prah.
Količina praha za zavarivanje koja se izbacuje se kontrolira ventilom za prah, montiran na košu za prah.
Pogledajte "Ponovno punjenje s prahom za zavarivanje na stranici 15.
2.7.9 Upravljačke kutije
PEK , pogledajte priručnik s uputama 0460 948 xxx, 0460 949 xxx, 0459 839 036.
A2 Welding Control Unit ( PEI ), pogledajte priručnik s uputama 0449 331 xxx.
2.7.10 Libela
Nagib stroja za automatsko zavarivanje provjerite libelom.


3 POSTAVLJANJE
3.1 Općenito
Postavljanje mora obaviti stručnjak.

UPOZORENJE
Dijelovi koji se vrte mogu uzrokovati ozljede, stoga budite vrlo oprezni.
3.2 Montiranje
3.2.1 Bubanj za žicu (pribor)
Bubanj za žicu (1) je montiran na glavčinu kočnice (2)
UPOZORENJE
Da se spriječi klizanje kalema s glavčine:
Zaglavite kalem na mjestu okretanjem crvenog gumba kao što je prikazano na upozoravajućoj naljepnici postavljenoj uz glavčinu.
3.3 Podešavanje glavčine kočnice
Glavčina kočnice je podešena prilikom isporuke, ukoliko je potrebno ponovno podešavanje, slijedite dolje navedene upute. Podesite glavčinu kočnice tako da žica bude malo labava kada se dovod žice zaustavi.

-
Podešavanje zakretnog momenta
kočenja:
- Okrenite crvenu ručicu u zaključani položaj.
- Umetnite odvijač u opruge u glavčini.
Okrećite opruge u smjeru kazaljke na satu da se smanji zakretni moment kočenja
Okrećite opruge u smjeru suprotnom od kazaljke na satu da bi se povećao moment kočenja.
NB: Okrenite obje opruge u istom omjeru.

3.4 Priključci
3.4.1 Općenito
- PEK treba priključiti kvalificirana osoba. Pogledajte priručnik s uputama 0460 948 xxx, 0460 949 xxx, 0459 839 036.
- A2 Welding Control Unit ( PEI ) treba priključiti kvalificirana osoba. Pogledajte priručnik s uputama 0449 331 xxx.
- Za priključak izvora napajanja za zavarivanje LAF/ TAF, pogledajte posebni priručnik s uputama.
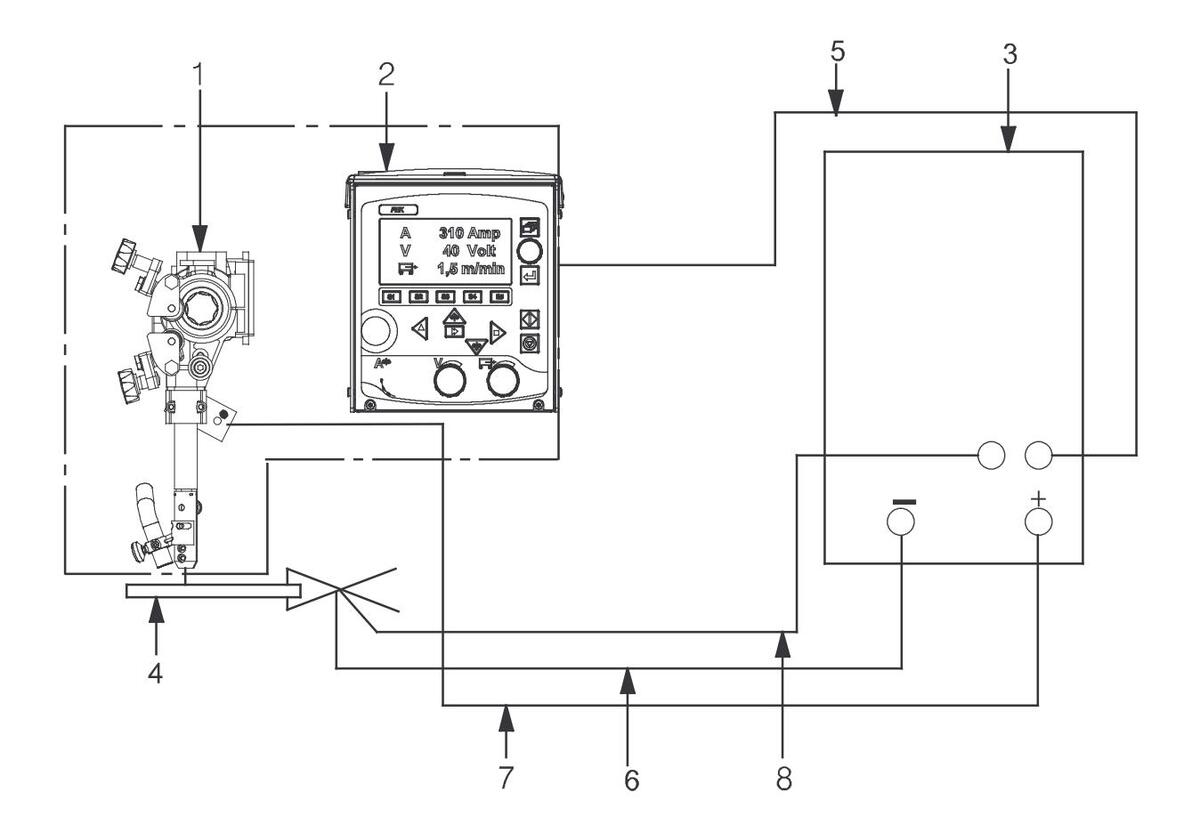
3.4.2 Stroj za automatsko zavarivanje A2TF K1 (elektrolučno zavarivanje pod prahom, SAW)
- 1. Priključite upravljački kabel ( 5 ) između izvora napajanja ( 3 ) i upravljačke kutije PEK/ PEI ( 2 ).
- 2. Priključite povratni kebel (6) između izvora napajanja (3) i radnog komada (4).
- 3. Priključite zavarivački kabel ( 7 ) između izvora napajanja ( 3 ) i stroja za automatsko zavarivanje( 1 ).
- 4. Priključite mjerni kabel ( 8 ) između izvora napajanja ( 3 ) i radnog komada ( 4 ).

4 RAD
4.1 Općenito

Pažnja:
Jeste li pročitali i razumjeli sigurnosne upute? Ne smijete rukovati strojem prije nego to učinite !
Opći propisi o sigurnosti u rukovanju opremom mogu se naći na stranici 5. Pročitajte prije početka upotrebe opreme.
Povratni kabel
Prije početka zavarivanja, provjerite je li povratni kabel priključen. Pogledajte stranicu 12.

4.2 Punjenje žice za zavarivanje (A2TF K1)
- 1. Bubanj za žicu ugradite sukladno uputama na stranici 11.
- 2. Provjerite da li dovodni valjak ( 1 ) i kontaktna čeljust ili kontaktni vrh ( 3 ) imaju ispravne dimenzije za odabranu veličinu žice.
-
3. Povucite kraj žice kroz ispravljač (2).
- Za promjer žice veći od 2 mm; ispravite 0,5 m žice i ručno je provucite kroz ispravljač.
- 4. Kraj žice postavite u utor dovodnog valjka (1).
-
5. Podesite napon žice na dovodnom valjku s gumbom (4).
- Napomena Nemojte zatezati više nego što je potrebno da bi se postigao ravnomjerni dovod.
- Povucite žicu naprijed 30 mm ispod kontaktnog vrha pritiskajući upravljačku kutiju PEK ili vpravljačku kutiju PEI .
- 7. Podešavajući gumb usmjerite žicu (5).
4.3 Zamjena dovodnog valjka (A2TF K1)
Jednostruka žica
- Otpustite gumbe ( 3 ) i ( 4 ).
- Otpustite ručni kotač (2).
- Zamijenite dovodni valjak (1). Označeni su svojim pripadajućim veličinama žica.

Žice s jezgrom od praha za nareckane valjke (pribor)
• Zamijenite dovodni valjak (1) i pritisni valjak (5) kao par za veličinu žice koja se treba koristiti.
NAPOMENA! Specijalna tupa osovina je potrebna za pritisni valjak (narudžba br. 0212 901 101).
• Zategnite tlačni vijak (4) umjernim tlakom kako biste osigurali da se žica s jezgrom od praha ne deformira.


4.4 Kontaktna oprema za elektrolučno zavarivanje pod prahom
Za jednostruku žicu 1,6 - 4,0 mm. Malo opterećenje (D20)
Koristite zavarivačku glavu A2TF K1 (SAW) kada je sljedeće uključeno:
- Jedinica za dovod žice (1),
- Priključnica D20 (2)
- Kontaktni vrh ( 3 ) (M12 navoj).
Ključem zategnite kontaktni vrh ( 3 ) kako biste osigurali da se postigne dobar kontakt.

4.5 Ponovno punjenje sa prahom za zavarivanje (elektrolučno zavarivanje pod prahom)
- 1. Zatvorite ventil praha (1) na košu za prah.
- 2. Skinite ciklon s jedinice za povrat praha za zavarivanje, ako je montiran.
- Napunite s prahom za zavarivanje. NAPOMENA! Prah za zavarivanje mora biti suh.
- 4. Postavite crijevo za prah za zavarivanje tako da se ne slomi.
- 5. Podesite visinu mlaznice praha za zavarivanje iznad vara tako, da se isporučuje točna količina praha.
Pokrivenost prahom za zavarivanje bi trebala biti dovoljna, tako da ne dođe do penetracije luka.

4.6 Transport stroja za automatsko zavarivanje
- Deblokirajte kotače okretanjem poluge za blokiranje ( 1 ).
- Osigurajte da je sigurnosni lanac (2) ispravno pričvršćen; to je zbog sprječavanja nesreća, ako prmjerice nosač nije odgovarajuće blokiran u stopnoj stezaljci nosača.

N.B. U slučaju podizanja stroja za automatsko zavarivanje, podizna uška ( 3 ) se treba koristiti.


5 ODRŽAVANJE
5.1 Općenito
Napomena:
Sva jamstvena prava koja daje dobavljač postaju ništavna ukoliko kupac pokuša popraviti bilo koji kvar na stroju tijekom jamstvenog roka.
PAŽNJA! Prije obavljanja bilo koje vrste radova na održavanju, sa sigurnošću utvrdite da je isključen napon električne mreže.
Za održavanje upravljačke kutije, PEK , pogledajte priručnik s uputama 0460 948 xxx, 0460 949 xxx, 0459 839 036.
Za održavanje upravljačke kutije, PEI , pogledajte priručnik s uputama 0449 331 xxx.
5.2 Dnevno
- Očistite prah za zavarivanje i prljavštinu s pokretnih dijelova stroja za zavarivanje.
- Provjerite jesu li kontaktni vrh i svi električni kabeli priključeni.
- Provjerite jesu li zategnuti svi vijčani spojevi te jesu li vodilice i pogonski valjci istrošeni ili oštećeni.
- Provjerite moment kočenja glavčine kočnice. Ne bi trebao biti tako nizak da se kotur žice nastavi okretati nakon što se dovod žice zaustavi, niti tako velik da dovodni valjci skliznu. Kao referenca, moment kočenja za 30 kg kotur žice bi trebao biti 1,5 Nm.
Za podešavanje momenta kočenja pogledajte stranicu 11.
5.3 Periodično
- Provjerite vodilice žice, pogonske valjke i kontaktni vrh na jedinici za dovod žice.
- Zamijenite istrošene ili oštećene komponente.
- Provjerite klizače i podmažite ih ako vežu.

6 OTKRIVANJE SMETNJI
6.1 Općenito
Oprema
- Priručnik s uputama upravljačka kutija PEK , 0460 948 xxx, 0460 949 xxx, 0459 839 036.
- Priručnik s uputama upravljačka kutija A2 Welding Control Unit ( PEI ), 0449 331 xxx.
Provjerite
- da je napajanje priključeno za ispravnu opskrbu mreže
- da sve tri faze daju ispravan napon (redoslijed faza nije važan)
- da zavarivački kabeli i priključci nisu oštećeni
- da su upravljački elementi ispravno podešeni
- da je napajanje mreže razdvojeno prije izvođenja popravki
6.2 MOGUĆI KVAROVI
| 1. Simptom | Očitanja struje i napona pokazuju velika odstupanja. |
|---|---|
| Uzrok 1.1 | Kontaktna čeljust ili mlaznica su istrošeni ili su pogrešne veličine. |
| Mjera | Zamijenite kontaknu čeljust ili mlaznicu. |
| Uzrok 1.2 | Tlak dovodnog valjka je neodgovarajući. |
| Mjera | Povećajte tlak na dovodnim valjcima. |
| 2. Simptom | Dovod žice je nepravilan. |
| Uzrok 2.1 | Tlak na dovodnim valjcima nije ispravno podešen. |
| Mjera | Podesite tlak na dovodnim valjcima. |
| Uzrok 2.2 | Pogrešna veličina dovodnih valjaka. |
| Mjera | Zamijenite dovodne valjke. |
| Uzrok 2.3 | Utori u dovodnim valjcima su istrošeni. |
| Mjera | Zamijenite dovodne valjke. |
| 3. Simptom | Pregrijavanje zavarivačkog kabela. |
| Uzrok 3.1 | Loš električni priključak. |
| Mjera | Očistite i zategnite sve električne priključke. |
| Uzrok 3.2 | Površina presjeka zavarivačkog kabela premalena. |
| Mjera | Koristite kabele s većim presjekom ili paralelne kabele. |
7 NARUČIVANJE PRIČUVNIH DIJELOVA
Pričuvni dijelovi se trebaju naručivati preko najbližeg ESAB predstavnika pogledajte zadnju stranicu. Pri naručivanju pričuvnih dijelova, molimo navedite tip i broj stroja kao i namjenu i broj pričuvnog dijela kako je prikazano na popisu pričuvnih dijelova na stranici 21.
To će olakšati otpremu i osigurati da dobijete pravi dio.
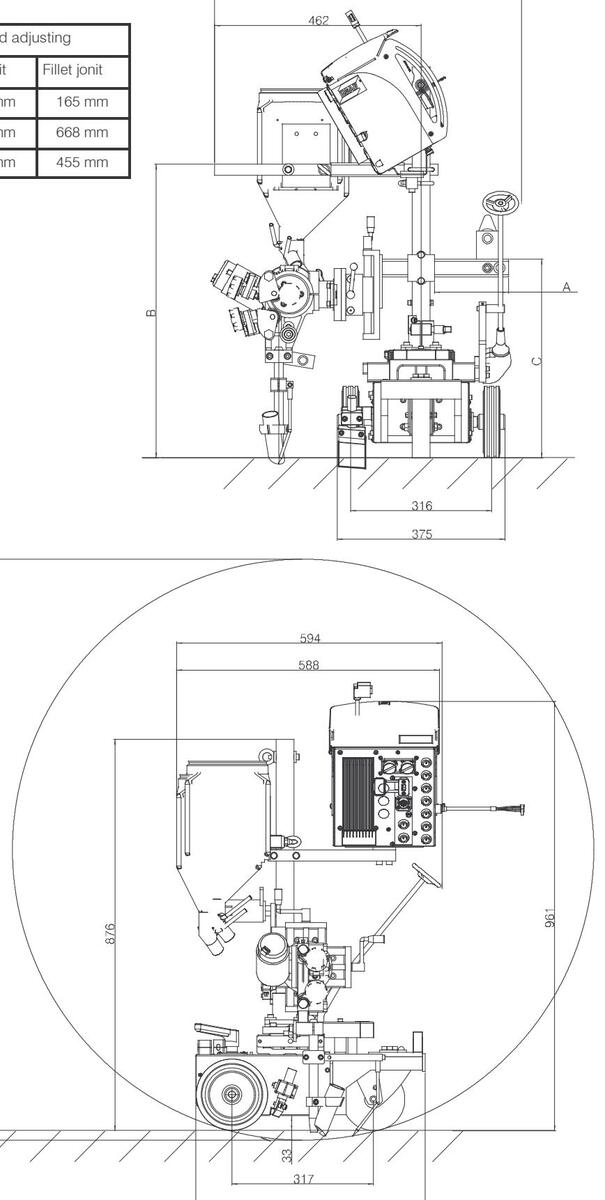
KOTIRANE NACRTE
A2TF K1
| Recommended adjusting | |||||
|---|---|---|---|---|---|
| Measure | Fillet jonit | ||||
| А | 165 mm | 165 mm | |||
| В | 668 mm | 668 mm | |||
| С | 455 mm | 455 mm | |||

A2TF K1
Edition 091113

| Ordering no. | Denomination | Notes | ||
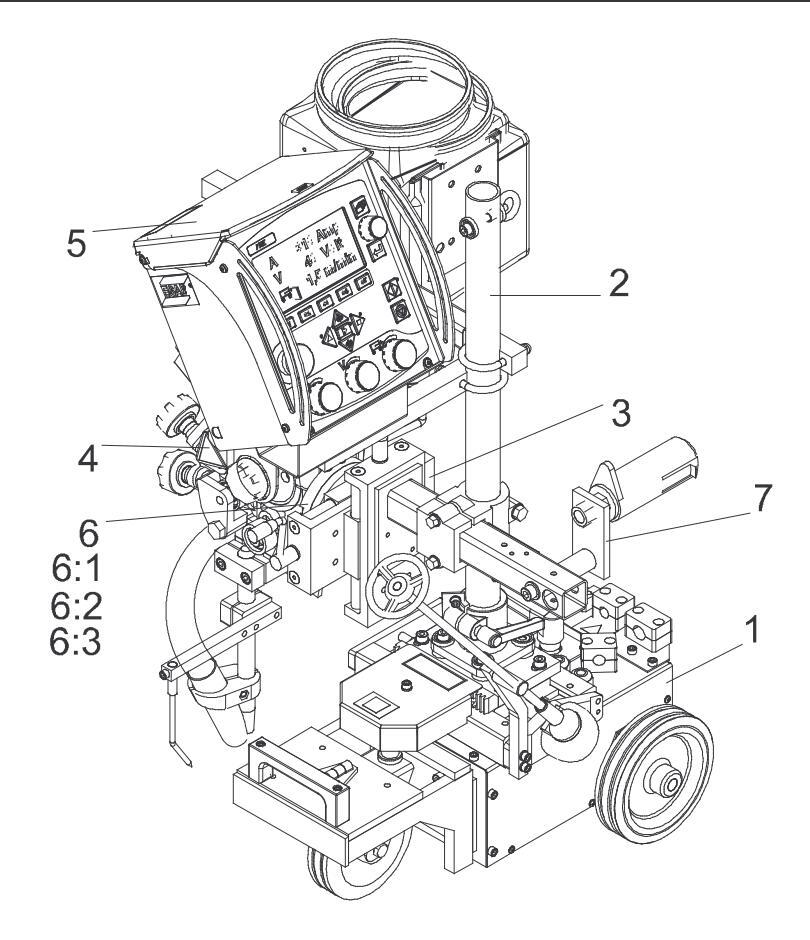
|---|---|---|---|---|
| 0461 236 880 | Automatic welding machine | A2TF K1 Tripletrac | ||
| 0449 430 881 | Automatic welding machine | A2 Tripletrac with control box PEI | ||
|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0461 236 880 | Automatic welding machine | A2TF K1 Tripletrac | ||
| 1 | 1 | 0449 400 882 | Carriage | |
| 2 | 1 | 0449 154 880 | Carrier | |
| 3 | 1 | 0449 152 880 | Slide travel kit | 90 mm |
| 4 | 1 | 0449 150 900 | Wire feed unit complete (right) | 38 rpm |
| 5 | 1 | 0460 504 880 | Control box | PEK, see separate manual |
| 6 | 1 | 0449 153 900 | Cable kit | 1,6 m |
| 6:1 | 1 | 0460 909 881 | Pulse tranducer cable | |
| 6:2 | 1 | 0461 249 881 | Motor cable | |
| 6:3 | 1 | 0461 239 880 | Arc welding cable | |
| 7 | 1 | 0449 425 001 | Plate |
|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 430 881 | Automatic welding machine | A2 Tripletrac | ||
| 1 | 1 | 0449 400 880 | Carriage | |
| 2 | 1 | 0449 154 880 | Carrier | |
| 3 | 1 | 0449 152 880 | Slide travel kit | 90 mm |
| 4 | 1 | 0449 150 880 | Wire feed unit complete (right) | 38 rpm |
| 5 | 1 | 0449 330 880 | Control box | PEI, see separate manual |
| 6 | 1 | 0449 153 980 | Cable kit | 1,6 m |
| 6:2 | 1 | 0456 493 981 | Cable | |
| 6:3 | 1 | 0456 504 980 | Arc welding cable | |
| 7 | 1 | 0449 425 001 | Plate | |
| 16 | 1 | 0449 528 001 | Protection plate |

|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 400 881 | Carriage | A2 Tripletrac PEI | ||
| 1 | 1 | 0449 418 881 | Cover | |
| 9 | 1 | 0333 087 005 | Y-flange unit | |
| 12 | 2 | 0415 857 002 | Rubber wheel | |
| 13 | 2 | 0211 102 962 | Roll pin | D 5x40 |
| 14 | 1 | 0321 220 001 | Grommet | |
| 17 | 1 | 0192 784 001 | Pin plug | 2-pole |
| 18 | 2 | 0192 784 101 | Pin | |
| 19 | 1 | 0191 998 103 | Attachment | |
| 21 | 1 | 0457 783 880 | Motor Cable | |
| 22 | 1 | 0449 403 001 | Plate | |
| 27 | 2 | 0413 366 320 | Clamp | |
| 29 | 2 | 0413 366 105 | Clamp | |
| 30 | 1 | 0413 366 112 | Clamp | |
| 31 | 1 | 0449 417 880 | Slide | |
| 36 | 1 | 0192 784 002 | Sleeve plug | 2-pole |
| 37 | 2 | 0192 784 102 | Сар | |
| 40 | 1 | 0800 185 001 | Bearing bushing | |
| 42 | 1 | 0449 427 001 | Plate | |
| 43 | 1 | 0449 089 880 | Drive unit | |
| 44 | 1 | 0449 098 880 | Shaft with eccentric | |
| 45 | 1 | 0449 099 001 | Shaft support | |
| 50 | 1 | 0333 630 001 | Locking arm adjustable | |
| 51 | 1 | 0211 102 940 | Roll pin | D 3x28 |
| 52 | 1 | 0215 701 019 | Grooved ring, | D25x1,2 |
| 53 | 1 | 0449 097 001 | Platta | |
| 54 | 1 | 0449 103 001 | Pressure screw | M16 |
| 55 | 1 | 0449 411 880 | Mounting plate compl. | |
| 57 | 1 | 0449 416 001 | Protective cover | |
| 58 | 1 | 0237 700 280 | Angle gear | |
| 59 | 1 | 0449 409 001 | Arm | |
| 60 | 1 | 0449 410 001 | Holder | |
| 61 | 1 | 0212 204 344 | Stop screw | M5x8 |
| 65 | 1 | 0449 402 001 | Wheel | |
| 66 | 1 | 0449 401 001 | Shaft | |
| 67 | 1 | 0449 404 880 | Frame compl. | |
| 68 | 1 | 0146 846 880 | Handle | |
| 69 | 1 | 0449 405 880 | Swiveling castor | |
| 74 | 1 | 0413 539 002 | Pillar rota clamp | |
| 75 | 1 | 0193 570 131 | Locking arm | |
| 78 | 1 | 0449 414 001 | Shaft | |
| 79 | 1 | 0449 412 001 | Gear wheel | |
| 80 | 1 | 0449 426 001 | Cross- type water leveler | |
| 84 | 4 | 0163 139 002 | Insulator | |
| 85 | 4 | 0162 414 002 | Insulating tube | l=17 mm |
| 87 | 1 | 0413 527 001 | Plate | 65×65 |
| 92 | 2 | 0211 102 921 | Roll pin | D 2x20 |
| 96 | 1 | 0449 423 001 | Angle |
|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 98 | 1 | 0449 432 001 | Brush shaft | |
| 99 | 1 | 0449 421 001 | Brush with bar | |
| 101 | 1 | 0449 526 001 | Casing plate |



|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 400 882 | Carriage | A2 Tripletrac PEK | ||
| 1 | 1 | 0449 418 881 | Cover | |
| 9 | 1 | 0333 087 005 | Y-flange unit | |
| 12 | 2 | 0415 857 002 | Rubber wheel | |
| 13 | 2 | 0211 102 962 | Roll pin | D 5x40 |
| 14 | 1 | 0461 241 880 | Motor cable | L=1,9m |
| 15 | 1 | 0461 242 880 | Pulse transducer cable | L=2,1m |
| 19 | 1 | 0191 998 103 | Attachment | |
| 22 | 1 | 0449 403 001 | Plate | |
| 27 | 2 | 0413 366 320 | Clamp | |
| 29 | 2 | 0413 366 105 | Clamp | |
| 30 | 1 | 0413 366 112 | Clamp | |
| 31 | 1 | 0449 417 880 | Slide | |
| 40 | 1 | 0800 185 001 | Bearing bushing | |
| 42 | 1 | 0449 427 001 | Plate | |
| 43 | 1 | 0449 089 881 | Drive unit | |
| 44 | 1 | 0449 098 880 | Shaft with eccentric | |
| 45 | 1 | 0449 099 001 | Shaft support | |
| 50 | 1 | 0333 630 001 | Locking arm adjustable | |
| 51 | 1 | 0211 102 940 | Roll pin | D 3x28 |
| 52 | 1 | 0215 701 019 | Grooved ring, | D25x1,2 |
| 53 | 1 | 0449 097 001 | Plate | |
| 54 | 1 | 0449 103 001 | Pressure screw | M16 |
| 55 | 1 | 0449 411 880 | Mounting plate compl. | |
| 57 | 1 | 0449 416 001 | Protective cover | |
| 58 | 1 | 0237 700 280 | Angle gear | |
| 59 | 1 | 0449 409 001 | Arm | |
| 60 | 1 | 0449 410 001 | Holder | |
| 61 | 1 | 0212 204 344 | Stop screw | M5x8 |
| 65 | 1 | 0449 402 001 | Wheel | |
| 66 | 1 | 0449 401 001 | Shaft | |
| 67 | 1 | 0449 404 880 | Frame compl. | |
| 68 | 1 | 0146 846 880 | Handle | |
| 69 | 1 | 0449 405 880 | Swiveling castor | |
| 74 | 1 | 0413 539 002 | Pillar rota clamp | |
| 75 | 1 | 0193 570 131 | Locking arm | |
| 78 | 1 | 0449 414 001 | Shaft | |
| 79 | 1 | 0449 412 001 | Gear wheel | |
| 80 | 1 | 0449 426 001 | Cross- type water leveler | |
| 84 | 4 | 0163 139 002 | Insulator | | |
| 85 | 4 | 0162 414 002 | Insulating tube | l=17 mm |
| 87 | 1 | 0413 527 001 | Plate | 65x65 |
| 92 | 2 | 0211 102 921 | D 2x20 | |
| 96 | 0449 423 001 | |||
| 98 | 0449 432 001 | Brush shaft | ||
| 99 | 0449 421 001 | Brush with bar | ||
| 101 | 1 | 0449 526 001 | Casing plate |




|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 154 880 | Carrier | |||
| 4 | 1 | 0413 671 001 | Chain attachment | |
| 5 | 1 | 0413 597 001 | Safety chain | |
| 11 | 6 | 0163 139 002 | Bushing | |
| 12 | 6 | 0162 414 002 | Insulating tube | |
| 14 | 1 | 0413 528 001 | Column | |
| 15 | 1 | 0413 540 001 | Clamp | |
| 16 | 1 | 0413 530 880 | Arm | |
| 17 | 1 | 0146 967 880 | Brake hub | |
| 18 | 1 | 0413 532 001 | Attachment | |
| 20 | 1 | 0413 317 002 | Handle | |
| 22 | 2 | 0156 442 002 | Clamp screw | R21 M8 |
| 24 | 1 | 0334 185 886 | Box girder beam complete | |
| 26 | 1 | 0413 525 001 | Insulating tube | |
| 27 | 1 | 0413 317 001 | Handle | |
| 30 | 2 | 0218 301 113 | Lifting eye bolt | |
| 31 | 2 | 0162 414 004 | Insulating tube |

B - E
|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 152 880 | Slide travel kit | Manual | ||
| 1 | 2 | 0413 518 880 | Slide | 90 mm |
| 2 | 1 | 0413 506 880 | Circular slide |

| ltem | Qty | Orderingno. | Denomination | Remarks |
|---|---|---|---|---|
| 0413 518 880 | Slide | |||
| 1 | 1 | 0413 519 001 | Slide profile | |
| 2 | 1 | 0413 524 001 | Bearing bushing | |
| З | 1 | 0413 521 001 | Runner | |
| 5 | 1 | 0413 522 001 | Lead screw | |
| 7 | 1 | 0334 537 002 | Crank | |
| 9 | 2 | 0413 523 001 | Axis | |
| 17 | 4 | 0190 240 107 | Bearing |

|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0413 506 880 | Rotary slide | |||
| 1 | 1 | 0413 507 001 | Flange | |
| 2 | 1 | 0413 508 001 | Tensioning ring | |
| 3 | 1 | 0413 509 001 | Flange | |
| 7 | 2 | 0219 504 405 | Bellleville spring | T = 0.6 |
| 8 | 1 | 0193 571 105 | Locking piece | |
| 10 | 1 | 0193 570 123 | Locking lever |

|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 150 880 | Wire feed unit complete (Right) | SAW | ||
| 1 | 1 | 0147 639 882 | Wire feed unit | |
| 2 | 1 | 0413 072 881 | Bearing housing | |
| 3 | 1 | 0215 701 210 | Wedge, flat | |
| 4 | 1 | 0413 517 001 | Bracket for motor | |
| 5 | 1 | 0458 225 001 | Motor with tacho | |
| 8 | 1 | 0218 810 183 | Insulated Hand wheel | |
| 12 | 1 | 0413 510 001 | Contact tube | D20, L = 260 mm |
| 13 | 1 | 0416 984 880 | Guide pin complete | |
| 14 | 1 | 0333 094 880 | Clamp for Flux tube | |
| 15 | 1 | 0332 948 001 | Flux tube | |
| 1 | 0145 221 881 | Concentric flux feeding funnel | ||
| 16 | 1 | 0332 994 883 | Flux container | |
| 17 | 1 | 0413 318 001 | Holder |


|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 150 900 | Wire feed unit complete (Right) | SAW | ||
| 1 | 1 | 0147 639 882 | Wire feed unit | |
| 2 | 1 | 0413 072 881 | Bearing housing | |
| 3 | 1 | 0215 701 210 | Wedge, flat | |
| 4 | 1 | 0413 517 001 | Bracket for motor | |
| 5 | 1 | 0812 312 001 | Motor with pulse transducer | |
| 8 | 1 | 0218 810 183 | Insulated Hand wheel | |
| 12 | 1 | 0413 510 001 | Contact tube | D20, L = 260 mm |
| 13 | 1 | 0416 984 880 | Guide pin complete | |
| 14 | 1 | 0333 094 880 | Clamp for Flux tube | |
| 15 | 1 | 0332 948 001 | Flux tube | |
| 16 | 1 | 0332 994 883 | Flux container | |
| 17 | 1 | 0413 318 001 | Holder | |
| 55 | 1 | 0449 475 001 | Bar | |
| 61 | 1 | 0462 132 880 | Protecting cover | |
| 62 | 1 | 0449 528 001 | Protection plate |

| Item | Qty | Orderingno. | Denomination | Remarks |
|---|---|---|---|---|
| 0147 639 882 | Straightener (right mounted) | |||
| 1 | 1 | 0156 449 001 | Clamp | |
| 6 | 2 | 0212 900 001 | Spacer screw | |
| 7 | 4 | 0215 201 209 | O-ring | D11.3x2.4 |
| 8 | 2 | 0218 400 801 | Pressure roller arm | |
| 9 | 1 | 0218 810 181 | Handwheel | |
| 10 | 1 | 0218 810 182 | Handwheel | |
| 11 | 3 | 0332 408 001 | Stub shaft | |
| 13 | 3 | 0153 148 880 | Roller | |
| 14 | 1 | 0415 498 001 | Thrust roller carrier | |
| 15 | 2 | 0212 902 601 | Spacer screw | |
| 16 | 1 | 0415 499 001 | Thrust roller carrier | |
| 23 | 1 | 0334 571 880 | Contact clamp | |
| 30 | 1 | 0212 601 110 | Nut | M10 |


| Item | Qty | Orderingno. | Denomination | Notes |
|---|---|---|---|---|
| 0413 072 881 | Bearing housing with stub shaft | |||
| 1 | 1 | 0413 073 002 | Searing housing | |
| 2 | 2 | 0190 726 003 | Ball bearing | |
| 3 | 1 | 0334 575 001 | Stub shaft | |
| 4 | 1 | 0215 701 014 | Betaining ring | D17 |
| 5 | 3 | 0334 576 001 | Spacer |

| Item | Qty | Orderingno. | Denomination | Remarks |
|---|---|---|---|---|
| 0332 994 883 | Flux hopper complete | |||
| 1 | 1 | 0332 837 001 | Hopper for flux | |
| 6 | 1 | 0153 347 881 | Flux valve | |
| 7 | 1 | 00203 017 80 | Flux strainer | |
| 16 | 1 | 0443 383 002 | Flux hose | L= 500 |

ESAB subsidiaries and representative offices
Europe AUSTRIA ESAB Ges.m.b.H Vienna-Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85
BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28
THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Vamberk Tel: +420 2 819 40 885 Fax: +420 2 819 40 120
DENMARK Aktieselskabet ESAB Herlev Tel: +45 36 30 01 11 Fax: +45 36 30 40 03
FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71
FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24
GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Fax: +49 212 298 218
GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03
ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74
HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186
ITALY ESAB Saldatura S.p.A. Mesero (Mi) Tel: +39 02 97 96 81 Fax: +39 02 97 28 91 81
THE NETHERLANDS ESAB Nederland B.V. Amersfoort Tel: +31 33 422 35 55 Fax: +31 33 422 35 44
NORWAY AS ESAB Larvik Tel: +47 33 12 10 00 Fax: +47 33 11 52 03
POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20
PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277
SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41
SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461
SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00
Fax: +46 31 50 95 00 Fax: +46 31 50 92 22 ESAB international AB Gothenburg
Tel: +46 31 50 90 00 Fax: +46 31 50 93 60
SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 25 Fax: +41 1 740 30 55
North and South America ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313
BRAZIL ESAB S.A. Contagem-MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440
CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79
MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554
ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
ESAB ®
ESAB AB SE-695 81 LAXÅ SWEDEN Phone +46 584 81 000
www.esab.com
Asia/Pacific
CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 2326 3000 Fax: +86 21 6566 6622
INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80
INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188
JAPAN ESAB Japan Tokyo Tel: +81 45 670 7073 Fax: +81 45 670 7001
MALAYSIA ESAB (Malaysia) Snd Bhd USJ Tel: +603 8023 7835 Fax: +603 8023 0225
SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95
SOUTH KOREA ESAB SeAH Corporation Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864
UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63
Representative offices
ESAB Representative Office Sofia Tel/Fax: +359 2 974 42 88
EGYPT ESAB Egypt Dokki-Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13
ROMANIA ESAB Representative Office Bucharest Tel/Fax: +40 1 322 36 74
RUSSIA LLC ESAB Moscow Tel: +7 095 543 9281 Fax: +7 095 543 9280
LLC ESAB St Petersburg Tel: +7 812 336 7080 Fax: +7 812 336 7060
Distributors
For addresses and phone numbers to our distributors in other countries, please visit our home page
www.esab.com

")





































 Loading...
Loading...