


A2 Tripletrac A2TF K1

Navod na pouitie
| SLOVENSKY | , | 4 |
|---|
Výrobca si vyhradzuje právo na uskutočnenie zmien bez upovedomenia.

DECLARATION OF CONFORMITY
In accordance with
the LV-Directive 2006/95/EC, the Machinery Directive 2006/42/EC, the EMC Directive 2004/108/EC
Type of equipment
Feeder of welding wire in combination with movable Welding Automats and stationary Welding heads, used with control box PEK
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. A2 Multitrac, A2 Tripletrac, A2 S-series, A6 Mastertrac, A6 Mastertrac Tandem, A6 S- series
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No, telefax No:
ESAB AB, Welding Equipment Esabvägen, SE-695 81 LAXÅ, Sweden Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standards in force within the EEA have been used in the design:
EN 60974-5, Arc welding equipment – Part 5: Wire feeders EN 12100-2, Safety of machinery – Part 2: Technical principles EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, Class A equipment, intended for use in locations other than residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above.
Date / Datum Laxå 2009-09-15
Signature / Underskri
Kent Eimbrodt Clarification
Position / Befattning Global Director Equipment and Automation
| 1 | BEZ | PEČNOSŤ | 5 |
|---|---|---|---|
| 2 | ÚVO | D | 8 |
| 2.1 | Všeobecne | 8 | |
| 2.2 | Metóda zvárania | 8 | |
| 2.3 | Definície | 8 | |
| 2.4 | Horizontálne zváranie | 8 | |
| 2.5 | Technické údaje | 9 | |
| 2.6 | Hlavné súčasti A2TF K1 (SAW) | 9 | |
| 2.7 | Popis hlavných súčastí | 10 | |
| 3 | INŠT | 11 | |
| 3.1 | Všeobecne | 11 | |
| 3.2 | Montáž | 11 | |
| 3.3 | Nastavenie brzdového náboja | 11 | |
| 3.4 | Pripojenia | 12 | |
| 4 | PRE | VÁDZKA | 13 |
| 4.1 | Všeobecne | 13 | |
| 4.2 | Nakladanie zváracieho drôtu (A2TF K1) | 14 | |
| 4.3 | Výmena podávacej kladky (A2TF K1) | 14 | |
| 4.4 | Kontaktné zariadenie pre zváranie pod tavivom | 15 | |
| 4.5 | Dopĺňanie taviva (Zváranie pod tavivom) | 15 | |
| 4.6 | Preprava automatického zváracieho stroja | 16 | |
| 5 | ÚDR | ŽBA | 17 |
| 5.1 | Všeobecne | 17 | |
| 5.2 | Denne | 17 | |
| 5.3 | Pravidelne | 17 | |
| 6 | RIEŠ | 18 | |
| 6.1 | Všeobecne | 18 | |
| 6.2 | MOŽNÉ CHYBY | 18 | |
| 7 | OBJ | EDNÁVANIE NÁHRADNÝCH DIELOV | 18 |
| RC | DZME | 19 | |
| zc | ZNA | M NÁHRADNÝCH DIELOV | 21 |

1 BEZPEČNOSŤ
Používatelia zváracích zariadení ESAB majú konečnú zodpovednosť za dodržiavanie platných bezpečnostných opatrení zo strany všetkých osôb, ktoré so zariadením pracujú alebo sa nachádzajú v jeho blízkosti. Bezpečnostné opatrenia musia spĺňať požiadavky zodpovedajúce tomuto typu zváracieho zariadenia. Odporúčame dodržiavať okrem predpisov a noriem platných pre dané pracovisko aj ďalej uvedené odporúčania.
Všetky práce môžu vykonávať iba zaškolení pracovníci, dôkladne oboznámení s prevádzkou zváracieho zariadenia. Nesprávna obsluha zariadenia môže viesť ku vzniku nebezpečných situácií, následkom ktorých môže dôjsť k úrazu obsluhy alebo k poškodeniu zariadenia.
-
1. Každý, kto používa zváracie zariadenie, musí byť oboznámený:
- s jeho prevádzkou,
- umiestnením núdzových vypínačov,
- princípom jeho činnosti,
- platnými bezpečnostnými opatreniami,
- zváraním.
-
2. Obsluha musí zabezpečiť:
- aby sa pri uvádzaní do činnosti v pracovnej zóne zariadenia nenachádzala žiadna nepovolaná osoba;
- aby sa pri zapálení oblúka každý chránil.
- v pracovnej oblasti/pracovnom okruhu sa nenachádzajú žiadne objekty.
-
3. Pracovisko musí byť:
- vhodné na daný účel,
- bez prievanov.
-
4. Osobné bezpečnostné pomôcky
- Vždy používajte odporúčané osobné bezpečnostné pomôcky, ako sú ochranné okuliare, nehorľavý odev, ochranné rukavice. Poznámka! Pri výmene drôtu noste ochranné rukavice.
- Nenoste voľné doplnky odevu, ako sú šály, náramky, prstene atď., ktoré sa môžu zachytiť alebo spôsobiť popáleniny.
-
5. Ochrana pred inými rizikami
- Prachové častice určitej veľkosti môžu byť nebezpečné pre človeka. Z dôvodu zabránenia tomuto riziku sa musí zabezpečiť nejaký ventilačný systém a extraktor.
- Pri výmene navíjacieho bubna buďte nadmieru opatrní, pretože koniec drôtu môže spôsobiť poranenie.

-
6. Základné bezpečnostné opatrenia
- Dbajte na bezpečné pripojenie spätného kábla.
- Práce na vysokonapäťových zariadeniach môže vykonávať iba kvalifikovaný elektrikár.
- Vhodný hasiaci prístroj musí byť jasne označený a musí byť poruke.
- Počas prevádzky sa zariadenie nesmie premazávať a počas prevádzky je zakázané uskutočňovať údržbu.
Držte sa nasledujúcich pokvnov:
- Voľnobežná spoika prevodovky musí byť v uzamknutej polohe.
- Pretože, ak operátor opustí stroi, musí byť tento zaparkovaný s blokmi pred kolesami, aby sa zabránilo náhodnému pohybu stroja.
- Pred zapnutím sa uistite, že automatické zváracie zariadenie nie je nestabilné
- Pretože umiestnenie zváracei hlavy a navíjačky drôtu ovplyvňuje ťažisko stroia.
Príliš vysoké ťažisko predstavuje nestabilné zváracie zariadenie.
Pretože spotreba drôtu a tavidla spôsobuje presúvanie rozloženia hmotnosti počas zvárania.
VÝSTRAHA! Riziko rozdrcení!
Pří výměně drátu, podávacích kladek a cívek drátu nepoužíveite ochranné rukavico

OBLÚKOVÉ ZVÁRANIE A REZANIE MÔŽE SPÔSOBIŤ ÚRAZ VÁM I INÝM OSOBÁM. PRI ZVÁRANÍ DODRŽIAVAJTE BEZPEČNOSTNÉ OPATRENIA. VYŽIADAJTE SI OD SVOJHO ZAMESTNÁVATEĽA PRAVIDLÁ BEZPEČNOSTI PRI PRÁCI ZALOŽENÉ NA ÚDAJOCH VÝROBCU O KONKRÉTNYCH RIZIKÁCH.
ÚDER ELEKTRICKÉHO PRÚDU - Dokáže zabíjať
- Nainštalujte a uzemnite zváraciu jednotku v súlade s platnými normami.
- Nedotýkajte sa vodivých elektrických častí ani elektród nechránenou kožou, vlhkými rukavicami ani vlhkým odevom.
- Dbajte, aby ste boli izolovaní od uzemnenia aj od zváraného obrobku.
- Dbajte na zaujatie bezpečnej pracovnej polohy.
DYM A PLYNY - Môžu byť zdraviu nebezpečné
- Nevystavujte tvár ani hlavu pôsobeniu dymu.
- Dym a plyny odvádzajte z dýchacieho pásma a z pracovného priestoru vetraním, odsávaním od oblúka alebo použitím oboch týchto možností.
ŽIARENIE OBLÚKA - Môže spôsobiť poškodenie zraku a popáleniny.
- Chráňte si oči i telo. Používajte správny zvárací štít a filtračné sklo a noste ochranné odevy.
- Okoloidúcich chráňte vhodnými štítmi alebo závesmi.
NEBEZPEČENSTVO POŽIARU
Iskry (odstrekujúci kov) môžu spôsobiť požiar. Preto vždy dbajte, aby sa v blízkosti nenachádzali žiadne horľavé materiály.
HLUK - Nadmerný hluk môže poškodiť sluch
- Chráňte si uši. Noste chrániče uší alebo iné prostriedky na ochranu sluchu.
- Okoloidúcich upozornite na hroziace riziko.
PORUCHA
• V prípade poruchy sa obráťte o na odborníka.
PRED INŠTALOVANÍM ALEBO UVÁDZANÍM DO ČINNOSTI SI PREČÍTAJTE NÁVOD NA OBSLUHU A PRESVEDČTE SA, ČI STE MU POROZUMELI.
CHRÁŇTE SEBA A OSTATNÝCH!

2 ÚVOD
2.1 Všeobecne
Automatické zváracie stroje A2TF K1 sú určené na zváranie tupých a kútových spojov pod tavivom (SAW).
Akékoľvek iné použitie je zakázané.
Sú určené na použitie spolu s ovládacou skriňou PEK alebo A2 Welding Control Unit ( PEI ) a zváracími zdrojmi firmy ESAB LAF alebo TAF .
2.2 Metóda zvárania
2.2.1 Zváranie pod tavivom (SAW)
Na zváranie pod tavidlom sa musí vždy používať automatické zváracie zariadenie A2TF K1 .
• Zváranie pod tavivom s malým zaťažením.
Zváranie pod tavivom s malým zaťažením s konektorom s Ø 20 mm dovoľuje zaťaženie až do 800 A (100 %).
Táto verzia sa dá vybaviť podávacími kladkami pre jedno zváranie drôt. Špeciálna ryhovaná podávacia kladka je k dispozícii pre plnený drôt, ktorý zaručuje stabilné podávanie drôtu bez rizika deformácie v dôsledku vysokého podávacieho tlaku.
2.3 Definície
| Zváranie SAW | Návar je počas zvárania chránený vrstvou taviva. |
|---|---|
| SAW s malým zaťažením | Táto verzia zvláda zaťaženie až do 800 A (100 %) a zváranie s tenkým drôtom. |
2.4 Horizontálne zváranie
Automatické zváracie stroje sú určené na horizontálne zváranie.
Nie sú určené na zváranie na naklonených rovinách.

2.5 Technické údaje
| A2TF K1 (SAW) | |
|---|---|
| Napájacie napätie | 42 V AC |
| Dovolené zaťaženie pri 100 %: | 800 A |
| Rozmery drôtu: | |
|
jeden plný drôt
dutý drôt |
1.6-4.0 mm
1.6-4.0 mm |
| Rýchlosť podávania drôtu, max | 9 m/min |
| Brzdný moment brzdového náboja | 1.5 Nm |
| Rýchlosť posuvu | 0.1-2.0 m/min |
| Polomer otáčania pre obvodové zváranie, min. | 1500 mm |
| Priemer rúrky pre vnútorné zváranie spojov, min. | 1100 mm |
| Max. hmotnosť drôtu | 30 kg |
| Objem zásobníka na tavivo (Nesmie sa plniť predhriatym tavivom) | 61 |
| Hmotnosť (bez drôtu a taviva) | 68 kg |
| Trieda krytia | IP10 |
| EMC klasifikácia | Class A |
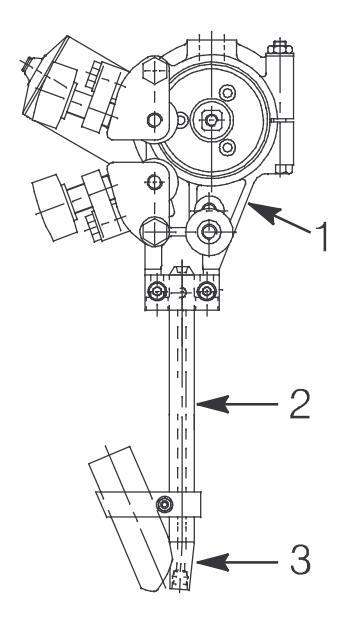
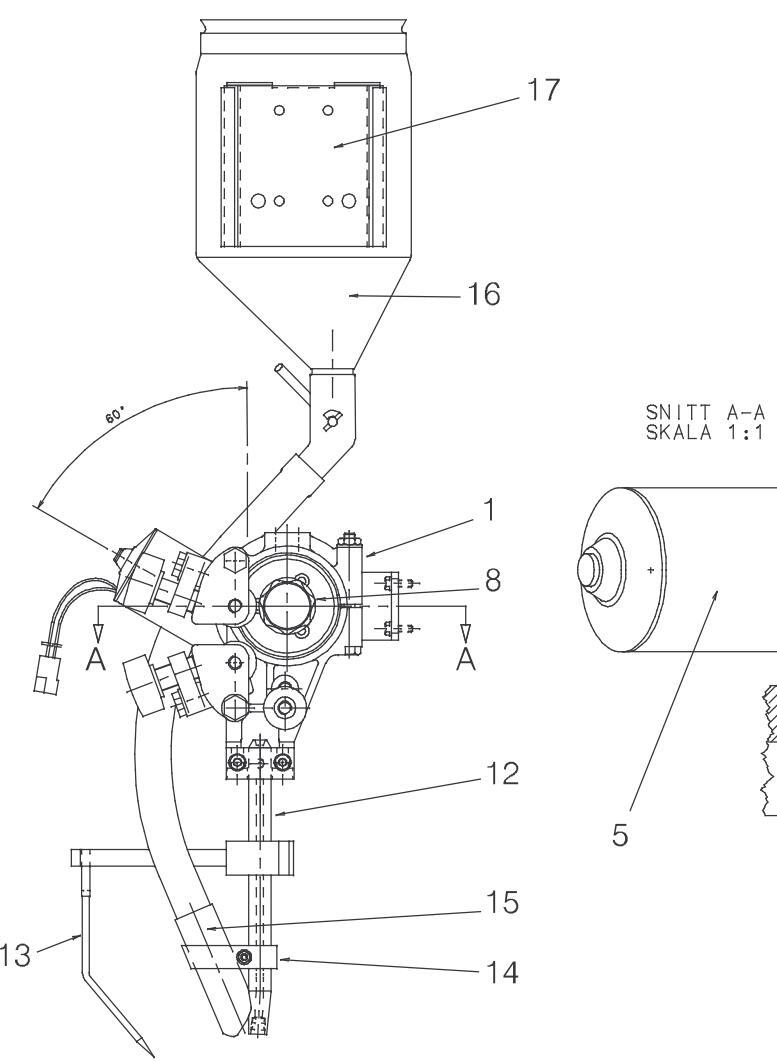
2.6 Hlavné súčasti A2TF K1 (SAW)
- 1. Vozík
- 2. Nosič
- 3. Jednotka podávania drôtu
- 4. Súprava saní, manuálna
- 5. Kontaktní trubice
- 6. Motor podávání drátu
- 7. Vodicí čep
- 8. Násypka na tavivo
- 9. Rúrka na tavivo
- 10. Ovládacou skriňou PEK/ PE
- 11. Vodováha
- 12. Vedenie drôtu

Popis hlavných súčastí si pozrite na strane 10.

2.7 Popis hlavných súčastí
2.7.1 Vozík
Vozík je vybavený 4-kolesovým pohonom. Vozík je možné zaistiť pomocou zaisťovacej páky ( 1 ).
Smer pojazdu sa nastavuje ručným kolieskom (2)
2.7.2 Nosič
Ovládacia skriňa, podávač drôtu a násypka taviva musia byť okrem ďalších vecí namontované na nosiči.

2.7.3 Jednotka Podávania Drôtu
Jednotka sa používa na vedenie a podávanie zváracieho drôtu dolu do konektora.
2.7.4 Ručné posuvné jednotky
Horizontálna a vertikálna poloha zváracej hlavy sa nastavuje pomocou lineárnych posuvných jednotiek. Uhlový pohyb je možné voľne nastaviť pomocou otočnej jednotky.
2.7.5 Kontaktní trubice
Počas zvárania prenáša zvárací prúd do drôtu.
2.7.6 Motor podávání drátu
Motor se používá pro podávání svařovacího drátu.
2.7.7 Vodicí čep
Vodicí čep usnadouje polohování svařovací hlavy ve svaru.
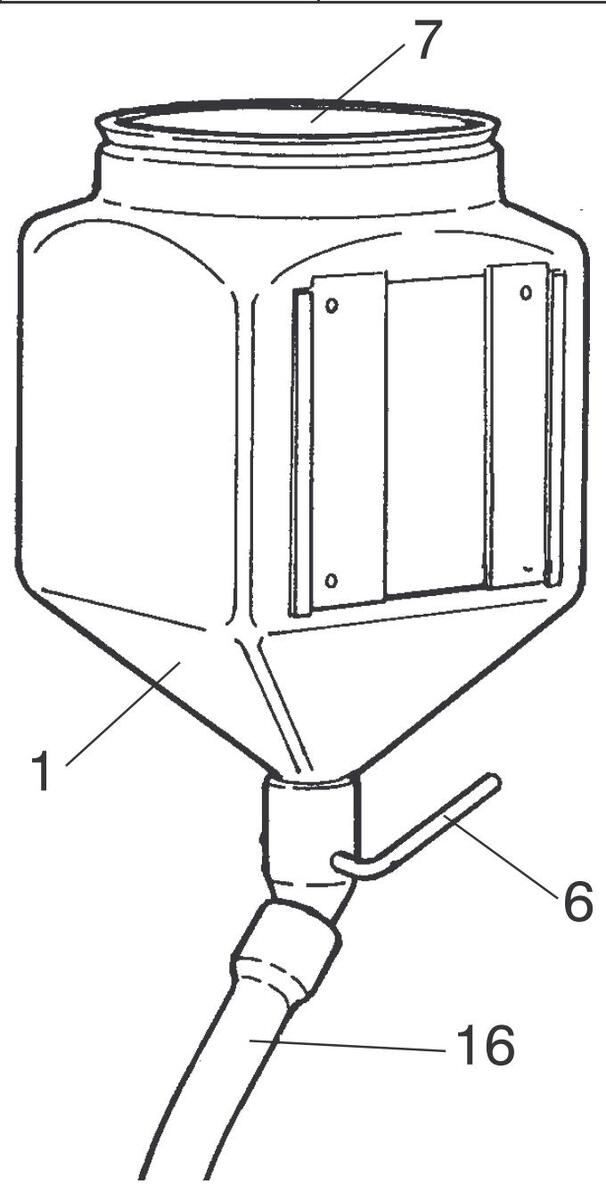
2.7.8 Násypka taviva / Rúrka na tavivo
Tavidlo se plní do podavače tavidla a potom se trubicí pro tavidlo a tavidlovou tryskou přenáší do svařovaného kusu.
Množstvo taviva určené na aplikáciu sa kontroluje pomocou tavivového ventilu, ktorý je namontovaný na násypke na tavivo.
Pozri Dopĺňanie taviva na strane 15.
2.7.9 Ovládacou skriňou
PEK. číslo objednávky 0460 948 xxx, 0460 949 xxx, 0459 839 036.
A2 Welding Control Unit (PEI), číslo objednávky 0449 331 xxx.
2.7.10 Vodováha
Pomocou vodováhy skontrolujte sklon automatického zváracieho stroja.

3 INŠTALÁCIA
3.1 Všeobecne
Inštaláciu musí vykonať odborník.

3.2 Montáž
3.2.1 Cievka na drôt (Príslušenstvo)
Cievka na drôt (1) je namontovaná na brzdovom náboji (2).


Aby sa zabránilo cievke spadnút z tŕňa:
Uzamknite cievku na tàni otočením červeného gombíku ako je na výstražnej nálepke nalepenej vedľa tŕňa.
3.3 Nastavenie brzdového náboja
Brzdový náboj je pri dodaní nastavený. Ak sa vyžaduje zmena jeho nastavenia, riaďte sa pokynmi nižšie. Nastavte brzdový náboj tak, aby bol drôt pri zastavení podávania mierne povolený.

-
Nastavenie brzdného momentu:
- Otočte červenú rúčku do zablokovanej polohy.
- Zasuňte skrutkovač do pružín v náboji.
Otáčaním pružín v smere hodinových ručičiek znížite brzdný moment Otáčaním pružín proti smeru hodinových ručičiek zvýšite brzdný moment Neprehliadnite: Obe pružiny pootočte rovnako.

3.4 Pripojenia
3.4.1 Všeobecne
- PEK musí pripájať kvalifikovaný pracovník. Pozri návod na obsluhu 0460 948 xxx, 0460 949 xxx, 0459 839 036.
- A2 Welding Control Unit ( PEI ) musí pripájať kvalifikovaný pracovník. Pozri návod na obsluhu 0449 331 xxx.
- Informácie o pripojení napájacieho zdroja zvárania LAF/ TAF , nájdete v samostatnom návode.
3.4.2 Automatický zvárací stroj A2TF K1 (Zváranie pod tavivom (SAW))
- 1. Pripojte ovládací kábel (5) medzi napájací zdroj (3) a ovládaciu skriňu PEK/ PEI (2).
- 2. Pripojte spätný kábel (6) medzi napájací zdroj (3) a obrobok (4).
- 3. Pripojte zvárací kábel (7) medzi napájací zdroj (3) a zvárací automat (1).
- 4. Pripojte merací kábel (8) medzi napájací zdroj (3) a obrobok (4).


4 PREVÁDZKA
4.1 Všeobecne

Pozor:
Prečítali ste bezpečnostné informácie a porozumeli ste im?
Predtým nesmiete pracovať so strojom!
Základné bezpečnostné predpisy pre manipuláciu so zariadením nájdete na strane 5. Prečítajte si ich skôr než zariadenie začnete používať!
Spätný kábel
Pred začiatkom zvárania skontrolujte, či je pripojený spätný kábel. Pozri strana 12.

4.2 Nakladanie zváracieho drôtu (A2TF K1)
- 1. Cievku na drôt namontujte podľa pokynov na strane 11.
- Skontrolujte, či má podávacia kladka (1) a kontaktná čeľusť alebo kontaktná špička (3) správne rozmery pre zvolený priemer drôtu.
-
3. Koniec drôtu ťahajte cez rovnačku (2).
- Pre priemer drôtu väčší ako 2 mm; narovnajte 0,5 m drôtu a ručne ho posuňte dole cez rovnačku.
- 4. Nájdite koniec drôtu v drážke podávacej kladky (1).
-
5. Gombíkom nastavte napnutie drôtu na podávacej kladke (
4
).
- Poznámka: Neuťahujte drôt viac, ako je potrebné na dosiahnutie rovnomerného podávania.
- 6. Posuňte drôt dopredu 30 mm pod kontaktnú špičku stlačením v na ovládacej skrini PEK alebo
- 7. Drôt nasmerujte nastavením gombíka (5).
4.3 Výmena podávacej kladky (A2TF K1)
Jeden drôt
- Uvoľnite gombíky ( 3 ) a ( 4 ).
- Uvoľnite ručné ovládacie koliesko (2).
- Vymeňte podávaciu kladku (1). Sú označené ich príslušnými priemermi drôtu.

Plnený drôt pre ryhované kladky (Príslušenstvo)
• Vymeňte podávaciu kladku (1) a prítlačnú kladku (5) ako pár pre priemer drôtu určeného na použitie.
UPOZORNENIE! Pre prítlačnú kladku je potrebný špeciálny hriadeľ s čapom (objednávacie č. 0212 901 101).
• Prítlačnú skrutku (4) utiahnite miernym tlakom, aby sa zaistilo, že plnený drôt sa nezdeformuje.

4.4 Kontaktné zariadenie pre zváranie pod tavivom
Pre jeden drôt 1.6 - 4.0 mm. Light duty (D20)
Automatický zvárací stroj A2TF K1 (SAW) používajte, len ak obsahuje:
- Jednotka podávania drôtu (1),
- Konektor D35 ( 2 )
- Kontaktné čeľuste (3)
Zaistite, aby sa dosiahol dobrý kontakt medzi kontaktnými čeľusťami a drôtom.
4.5 Dopĺňanie taviva (Zváranie pod tavivom)
- 1. Na násypke na tavivo zatvorte tavivový ventil (1).
- 2. Ak je na regeneračnom kotli taviva namontovaný cyklón vymontujte ho.
- 3. Naplňte ho tavivom.
UPOZORNENIE! Tavivo musí byť suché.
- 4. Rúrku na tavivo umiestnite tak, aby sa nezalomila.
- 5. Nastavte výšku hubice taviva nad zvar tak, aby bolo dodávané správne množstvo taviva.
Pokrytie tavivom by malo byť dostatočné, aby nevznikol závar oblúka.


4.6 Preprava automatického zváracieho stroja
- Odistite kolesá otočením zaisťovacej páky (1).
- Uistite sa, že je bezpečnostná reťaz (2) správne pripevnená. To má zabrániť nehodám ako napríklad v prípade, keď nosič nie je správne uzamknutý k svorke pätky vozíka.
Poznámka: V prípade, ak sa má automatický zvárací stroj zdvíhať, musí sa použiť zdvíhacie oko ( 3 ).


5 ÚDRŽBA
5.1 Všeobecne
Upozornenie:
Všetky záručné záväzky dané dodávateľom prestanú platiť, ak sa zákazník počas záručnej doby pokúsi opravovať na stroji akékoľvek chyby.
Neprehliadnite! Pred vykonaním akýchkoľvek údržbárskych prác sa uistite, či je odpojený hlavný prívod elektrickej energie.
Informácie k údržbe ovládacej skrine PEK nájdete v návode na obsluhu 0460 948 xxx, 0460 949 xxx, 0459 839 036.
Informácie k údržbe ovládacej skrine PEI nájdete v návode na obsluhu 0449 331 xxx.
5.2 Denne
- Odstráňte tavivo a špinu z pohyblivých častí zváracieho stroja.
- Skontrolujte, či je pripojená kontaktná špička a všetky elektrické káble.
- Skontrolujte, či sú všetky zoskrutkované spoje pevné a či nie sú hnacie kladky opotrebované alebo poškodené.
- Skontrolujte brzdný moment brzdového náboja. Nemal by byť tak nízky, aby cievka drôtu pokračovala v otáčaní po zastavení podávania drôtu, a nemal by byť tak vysoký, aby podávacie kladky preklzávali. Referenciou pre vás môže byť údaj, že pre 30kg cievku drôtu by brzdný moment mal byť 1,5 Nm. Nastavenie brzdného momentu si pozrite na strane 11.
5.3 Pravidelne
- Skontrolujte ovládanie elektródy, valčeky pohonu a kontaktný hrot jednotky na podávanie elektródy.
- Opotrebované alebo poškodené komponenty vymeňte.
- Prezrite posuvné jednotky a ak sa zadierajú, tak ich namastite.

6 RIEŠENIE PROBLÉMOV
6.1 Všeobecne
Vybavenie
- Návod na obsluhu ovládacej skrine PEK. číslo objednávky 0460 948 xxx, 0460 949 xxx, 0459 839 036.
- Návod na obsluhu ovládacej skrine A2 Welding Control Unit ( PEI ), číslo objednávky 0449 331 xxx.
Skontrolujte
- či je pripojenie na sieť napojené na správny sieťový prívod
- či všetky tri fázy dodávajú správne napätie (poradie fáz nie je dôležité)
- či nie sú zváracie káble a prípojky poškodené
- či sú ovládacie prvky správne nastavené
- či bol pred začatím opráv odpojený sieťový prívod
6.2 MOŽNÉ CHYBY
|
1. Príznak
Príčina 1.1 |
Hodnoty prúdu a napätia ukazujú veľké výkyvy.
Kontaktné čeľuste alebo hubica sú opotrebované alebo majú nesprávnu veľkosť. |
|---|---|
| Postup | Vymeňte kontaktné čeľuste alebo hubicu. |
| Príčina 1.2 | Tlak podávacej kladky je nedostatočný. |
| Postup | Zvýšte tlak na podávacie kladky. |
| 2. Príznak | Podávanie drôtu je nepravidelné. |
| Príčina 2.1 | Tlak na podávacích kladkách je nastavený nesprávne. |
| Postup | Prispôsobte tlak na podávacie kladky. |
| Príčina 2.2 | Podávacie kladky majú nesprávnu veľkosť. |
| Postup | Vymeňte podávacie kladky |
| Príčina 2.3 | Drážky v podávacích kladkách sú opotrebované. |
| Postup | Vymeňte podávacie kladky |
| 3. Príznak | Zváracie káble sa prehrievajú. |
| Príčina 3.1 | Slabé elektrické spojenie. |
| Postup | Vyčistite a utiahnite všetky elektrické spojenia. |
| Príčina 3.2 | Prierezová plocha zváracích káblov je príliš malá. |
| Postup | Použite káble s väčším prierezom alebo použite paralelné káble |
7 OBJEDNÁVANIE NÁHRADNÝCH DIELOV
Náhradné diely sa objednávajú prostredníctvom najbližšieho zástupcu spoločnosti ESAB, pozri na zadnej strane obalu. Pri objednávaní náhradných dielov láskavo uvádzajte typ a výrobné číslo stroja, spolu s označením a číslom náhradného dielu podľa zoznamu náhradných dielov na strane 21.
Zjednoduší sa tak expedícia a budete mať istotu, že dostanete správny náhradný diel.
ROZMEROVÝ VÝKRES
A2TF K1
| Recommended adjusting | ||||
|---|---|---|---|---|
| Measure | Butt jonit | Fillet jonit | ||
| А | 165 mm | 165 mm | ||
| В | 668 mm | 668 mm | ||
| С | 455 mm | 455 mm | ||


A2TF K1
Edition 091113

| Ordering no. | Denomination | Notes | ||
|---|---|---|---|---|
| 0461 236 880 | Automatic welding machine | A2TF K1 Tripletrac | ||
| 0449 430 881 | Automatic welding machine | A2 Tripletrac with control box PEI | ||
|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0461 236 880 | Automatic welding machine | A2TF K1 Tripletrac | ||
| 1 | 1 | 0449 400 882 | Carriage | |
| 2 | 1 | 0449 154 880 | Carrier | |
| 3 | 1 | 0449 152 880 | Slide travel kit | 90 mm |
| 4 | 1 | 0449 150 900 | Wire feed unit complete (right) | 38 rpm |
| 5 | 1 | 0460 504 880 | Control box | PEK, see separate manual |
| 6 | 1 | 0449 153 900 | Cable kit | 1,6 m |
| 6:1 | 1 | 0460 909 881 | Pulse tranducer cable | |
| 6:2 | 1 | 0461 249 881 | Motor cable | |
| 6:3 | 1 | 0461 239 880 | Arc welding cable | |
| 7 | 1 | 0449 425 001 | Plate |

|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 430 881 | Automatic welding machine | A2 Tripletrac | ||
| 1 | 1 | 0449 400 880 | Carriage | |
| 2 | 1 | 0449 154 880 | Carrier | |
| 3 | 1 | 0449 152 880 | Slide travel kit | 90 mm |
| 4 | 1 | 0449 150 880 | Wire feed unit complete (right) | 38 rpm |
| 5 | 1 | 0449 330 880 | Control box | PEI, see separate manual |
| 6 | 1 | 0449 153 980 | Cable kit | 1,6 m |
| 6:2 | 1 | 0456 493 981 | Cable | |
| 6:3 | 1 | 0456 504 980 | Arc welding cable | |
| 7 | 1 | 0449 425 001 | Plate | |
| 16 | 1 | 0449 528 001 | Protection plate |

|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 400 881 | Carriage | A2 Tripletrac PEI | ||
| 1 | 1 | 0449 418 881 | Cover | |
| 9 | 1 | 0333 087 005 | Y-flange unit | |
| 12 | 2 | 0415 857 002 | Rubber wheel | |
| 13 | 2 | 0211 102 962 | Roll pin | D 5x40 |
| 14 | 1 | 0321 220 001 | Grommet | |
| 17 | 1 | 0192 784 001 | Pin plug | 2-pole |
| 18 | 2 | 0192 784 101 | Pin | |
| 19 | 1 | 0191 998 103 | Attachment | |
| 21 | 1 | 0457 783 880 | Motor Cable | |
| 22 | 1 | 0449 403 001 | Plate | |
| 27 | 2 | 0413 366 320 | Clamp | |
| 29 | 2 | 0413 366 105 | Clamp | |
| 30 | 1 | 0413 366 112 | Clamp | |
| 31 | 1 | 0449 417 880 | Slide | |
| 36 | 1 | 0192 784 002 | Sleeve plug | 2-pole |
| 37 | 2 | 0192 784 102 | Сар | |
| 40 | 1 | 0800 185 001 | Bearing bushing | |
| 42 | 1 | 0449 427 001 | Plate | |
| 43 | 1 | 0449 089 880 | Drive unit | |
| 44 | 1 | 0449 098 880 | Shaft with eccentric | |
| 45 | 1 | 0449 099 001 | Shaft support | |
| 50 | 1 | 0333 630 001 | Locking arm adjustable | |
| 51 | 1 | 0211 102 940 | Roll pin | D 3x28 |
| 52 | 1 | 0215 701 019 | Grooved ring, | D25x1,2 |
| 53 | 1 | 0449 097 001 | Platta | |
| 54 | 1 | 0449 103 001 | Pressure screw | M16 |
| 55 | 1 | 0449 411 880 | Mounting plate compl. | |
| 57 | 1 | 0449 416 001 | Protective cover | |
| 58 | 1 | 0237 700 280 | Angle gear | |
| 59 | 1 | 0449 409 001 | Arm | |
| 60 | 1 | 0449 410 001 | Holder | |
| 61 | 1 | 0212 204 344 | Stop screw | M5x8 |
| 65 | 1 | 0449 402 001 | Wheel | |
| 66 | 1 | 0449 401 001 | Shaft | |
| 67 | 1 | 0449 404 880 | Frame compl. | |
| 68 | 1 | 0146 846 880 | Handle | |
| 69 | 1 | 0449 405 880 | Swiveling castor | |
| 74 | 1 | 0413 539 002 | Pillar rota clamp | |
| 75 | 1 | 0193 570 131 | Locking arm | |
| 78 | 1 | 0449 414 001 | Shaft | |
| 79 | 1 | 0449 412 001 | Gear wheel | |
| 80 | 1 | 0449 426 001 | Cross- type water leveler | |
| 84 | 4 | 0163 139 002 | Insulator | |
| 85 | 4 | 0162 414 002 | Insulating tube | l=17 mm |
| 87 | 1 | 0413 527 001 | Plate | 65×65 |
| 92 | 2 | 0211 102 921 | Roll pin | D 2x20 |
| 96 | 1 | 0449 423 001 | Angle |
|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 98 | 1 | 0449 432 001 | Brush shaft | |
| 99 | 1 | 0449 421 001 | Brush with bar | |
| 101 | 1 | 0449 526 001 | Casing plate |



|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 400 882 | Carriage | A2 Tripletrac PEK | ||
| 1 | 1 | 0449 418 881 | Cover | |
| 9 | 1 | 0333 087 005 | Y-flange unit | |
| 12 | 2 | 0415 857 002 | Rubber wheel | |
| 13 | 2 | 0211 102 962 | Roll pin | D 5x40 |
| 14 | 1 | 0461 241 880 | Motor cable | L=1,9m |
| 15 | 1 | 0461 242 880 | Pulse transducer cable | L=2,1m |
| 19 | 1 | 0191 998 103 | Attachment | |
| 22 | 1 | 0449 403 001 | Plate | |
| 27 | 2 | 0413 366 320 | Clamp | |
| 29 | 2 | 0413 366 105 | Clamp | |
| 30 | 1 | 0413 366 112 | Clamp | |
| 31 | 1 | 0449 417 880 | Slide | |
| 40 | 1 | 0800 185 001 | Bearing bushing | |
| 42 | 1 | 0449 427 001 | Plate | |
| 43 | 1 | 0449 089 881 | Drive unit | |
| 44 | 1 | 0449 098 880 | Shaft with eccentric | |
| 45 | 1 | 0449 099 001 | Shaft support | |
| 50 | 1 | 0333 630 001 | Locking arm adjustable | |
| 51 | 1 | 0211 102 940 | Roll pin | D 3x28 |
| 52 | 1 | 0215 701 019 | Grooved ring, | D25x1,2 |
| 53 | 1 | 0449 097 001 | Plate | |
| 54 | 1 | 0449 103 001 | Pressure screw | M16 |
| 55 | 1 | 0449 411 880 | Mounting plate compl. | |
| 57 | 1 | 0449 416 001 | Protective cover | |
| 58 | 1 | 0237 700 280 | Angle gear | |
| 59 | 1 | 0449 409 001 | Arm | |
| 60 | 1 | 0449 410 001 | Holder | |
| 61 | 1 | 0212 204 344 | Stop screw | M5x8 |
| 65 | 1 | 0449 402 001 | Wheel | |
| 66 | 1 | 0449 401 001 | Shaft | |
| 67 | 1 | 0449 404 880 | Frame compl. | |
| 68 | 1 | 0146 846 880 | Handle | |
| 69 | 1 | 0449 405 880 | Swiveling castor | |
| 74 | 1 | 0413 539 002 | Pillar rota clamp | |
| 75 | 1 | 0193 570 131 | Locking arm | |
| 78 | 1 | 0449 414 001 | Shaft | |
| 79 | 1 | 0449 412 001 | Gear wheel | |
| 80 | 1 | 0449 426 001 | Cross- type water leveler | |
| 84 | 4 | 0163 139 002 | Insulator | | |
| 85 | 4 | 0162 414 002 | Insulating tube | l=17 mm |
| 87 | 1 | 0413 527 001 | Plate | 65x65 |
| 92 | 2 | 0211 102 921 | D 2x20 | |
| 96 | 0449 423 001 | |||
| 98 | 0449 432 001 | Brush shaft | ||
| 99 | 0449 421 001 | Brush with bar | ||
| 101 | 1 | 0449 526 001 | Casing plate |




|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 154 880 | Carrier | |||
| 4 | 1 | 0413 671 001 | Chain attachment | |
| 5 | 1 | 0413 597 001 | Safety chain | |
| 11 | 6 | 0163 139 002 | Bushing | |
| 12 | 6 | 0162 414 002 | Insulating tube | |
| 14 | 1 | 0413 528 001 | Column | |
| 15 | 1 | 0413 540 001 | Clamp | |
| 16 | 1 | 0413 530 880 | Arm | |
| 17 | 1 | 0146 967 880 | Brake hub | |
| 18 | 1 | 0413 532 001 | Attachment | |
| 20 | 1 | 0413 317 002 | Handle | |
| 22 | 2 | 0156 442 002 | Clamp screw | R21 M8 |
| 24 | 1 | 0334 185 886 | Box girder beam complete | |
| 26 | 1 | 0413 525 001 | Insulating tube | |
| 27 | 1 | 0413 317 001 | Handle | |
| 30 | 2 | 0218 301 113 | Lifting eye bolt | |
| 31 | 2 | 0162 414 004 | Insulating tube |

B - E
|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 152 880 | Slide travel kit | Manual | ||
| 1 | 2 | 0413 518 880 | Slide | 90 mm |
| 2 | 1 | 0413 506 880 | Circular slide |

| ltem | Qty | Orderingno. | Denomination | Remarks |
|---|---|---|---|---|
| 0413 518 880 | Slide | |||
| 1 | 1 | 0413 519 001 | Slide profile | |
| 2 | 1 | 0413 524 001 | Bearing bushing | |
| З | 1 | 0413 521 001 | Runner | |
| 5 | 1 | 0413 522 001 | Lead screw | |
| 7 | 1 | 0334 537 002 | Crank | |
| 9 | 2 | 0413 523 001 | Axis | |
| 17 | 4 | 0190 240 107 | Bearing |

|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0413 506 880 | Rotary slide | |||
| 1 | 1 | 0413 507 001 | Flange | |
| 2 | 1 | 0413 508 001 | Tensioning ring | |
| 3 | 1 | 0413 509 001 | Flange | |
| 7 | 2 | 0219 504 405 | Bellleville spring | T = 0.6 |
| 8 | 1 | 0193 571 105 | Locking piece | |
| 10 | 1 | 0193 570 123 | Locking lever |

|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 150 880 | Wire feed unit complete (Right) | SAW | ||
| 1 | 1 | 0147 639 882 | Wire feed unit | |
| 2 | 1 | 0413 072 881 | Bearing housing | |
| 3 | 1 | 0215 701 210 | Wedge, flat | |
| 4 | 1 | 0413 517 001 | Bracket for motor | |
| 5 | 1 | 0458 225 001 | Motor with tacho | |
| 8 | 1 | 0218 810 183 | Insulated Hand wheel | |
| 12 | 1 | 0413 510 001 | Contact tube | D20, L = 260 mm |
| 13 | 1 | 0416 984 880 | Guide pin complete | |
| 14 | 1 | 0333 094 880 | Clamp for Flux tube | |
| 15 | 1 | 0332 948 001 | Flux tube | |
| 1 | 0145 221 881 | Concentric flux feeding funnel | ||
| 16 | 1 | 0332 994 883 | Flux container | |
| 17 | 1 | 0413 318 001 | Holder |

|
ltem
no. |
Qty | Ordering no. | Denomination | Notes |
|---|---|---|---|---|
| 0449 150 900 | Wire feed unit complete (Right) | SAW | ||
| 1 | 1 | 0147 639 882 | Wire feed unit | |
| 2 | 1 | 0413 072 881 | Bearing housing | |
| 3 | 1 | 0215 701 210 | Wedge, flat | |
| 4 | 1 | 0413 517 001 | Bracket for motor | |
| 5 | 1 | 0812 312 001 | Motor with pulse transducer | |
| 8 | 1 | 0218 810 183 | Insulated Hand wheel | |
| 12 | 1 | 0413 510 001 | Contact tube | D20, L = 260 mm |
| 13 | 1 | 0416 984 880 | Guide pin complete | |
| 14 | 1 | 0333 094 880 | Clamp for Flux tube | |
| 15 | 1 | 0332 948 001 | Flux tube | |
| 16 | 1 | 0332 994 883 | Flux container | |
| 17 | 1 | 0413 318 001 | Holder | |
| 55 | 1 | 0449 475 001 | Bar | |
| 61 | 1 | 0462 132 880 | Protecting cover | |
| 62 | 1 | 0449 528 001 | Protection plate |

| Item | Qty | Orderingno. | Denomination | Remarks |
|---|---|---|---|---|
| 0147 639 882 | Straightener (right mounted) | |||
| 1 | 1 | 0156 449 001 | Clamp | |
| 6 | 2 | 0212 900 001 | Spacer screw | |
| 7 | 4 | 0215 201 209 | O-ring | D11.3x2.4 |
| 8 | 2 | 0218 400 801 | Pressure roller arm | |
| 9 | 1 | 0218 810 181 | Handwheel | |
| 10 | 1 | 0218 810 182 | Handwheel | |
| 11 | 3 | 0332 408 001 | Stub shaft | |
| 13 | 3 | 0153 148 880 | Roller | |
| 14 | 1 | 0415 498 001 | Thrust roller carrier | |
| 15 | 2 | 0212 902 601 | Spacer screw | |
| 16 | 1 | 0415 499 001 | Thrust roller carrier | |
| 23 | 1 | 0334 571 880 | Contact clamp | |
| 30 | 1 | 0212 601 110 | Nut | M10 |


| Item | Qty | Orderingno. | Denomination | Notes |
|---|---|---|---|---|
| 0413 072 881 | Bearing housing with stub shaft | |||
| 1 | 1 | 0413 073 002 | Searing housing | |
| 2 | 2 | 0190 726 003 | Ball bearing | |
| 3 | 1 | 0334 575 001 | Stub shaft | |
| 4 | 1 | 0215 701 014 | Betaining ring | D17 |
| 5 | 3 | 0334 576 001 | Spacer |

| Item | Qty | Orderingno. | Denomination | Remarks |
|---|---|---|---|---|
| 0332 994 883 | Flux hopper complete | |||
| 1 | 1 | 0332 837 001 | Hopper for flux | |
| 6 | 1 | 0153 347 881 | Flux valve | |
| 7 | 1 | 00203 017 80 | Flux strainer | |
| 16 | 1 | 0443 383 002 | Flux hose | L= 500 |
ESAB subsidiaries and representative offices
Europe AUSTRIA ESAB Ges.m.b.H Vienna-Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85
BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28
THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Vamberk Tel: +420 2 819 40 885 Fax: +420 2 819 40 120
DENMARK Aktieselskabet ESAB Herlev Tel: +45 36 30 01 11 Fax: +45 36 30 40 03
FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71
FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24
GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Fax: +49 212 298 218
GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03
ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74
HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186
ITALY ESAB Saldatura S.p.A. Mesero (Mi) Tel: +39 02 97 96 81 Fax: +39 02 97 28 91 81
THE NETHERLANDS ESAB Nederland B.V. Amersfoort Tel: +31 33 422 35 55 Fax: +31 33 422 35 44
NORWAY AS ESAB Larvik Tel: +47 33 12 10 00 Fax: +47 33 11 52 03
POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20
PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277
SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41
SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461
SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00
Fax: +46 31 50 95 00 Fax: +46 31 50 92 22 ESAB international AB Gothenburg
Tel: +46 31 50 90 00 Fax: +46 31 50 93 60
SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 25 Fax: +41 1 740 30 55
North and South America ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313
BRAZIL ESAB S.A. Contagem-MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440
CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79
MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554
ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
ESAB ®
ESAB AB SE-695 81 LAXÅ SWEDEN Phone +46 584 81 000
www.esab.com
Asia/Pacific
CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 2326 3000 Fax: +86 21 6566 6622
INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80
INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188
JAPAN ESAB Japan Tokyo Tel: +81 45 670 7073 Fax: +81 45 670 7001
MALAYSIA ESAB (Malaysia) Snd Bhd USJ Tel: +603 8023 7835 Fax: +603 8023 0225
SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95
SOUTH KOREA ESAB SeAH Corporation Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864
UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63
Representative offices
ESAB Representative Office Sofia Tel/Fax: +359 2 974 42 88
EGYPT ESAB Egypt Dokki-Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13
ROMANIA ESAB Representative Office Bucharest Tel/Fax: +40 1 322 36 74
RUSSIA LLC ESAB Moscow Tel: +7 095 543 9281 Fax: +7 095 543 9280
LLC ESAB St Petersburg Tel: +7 812 336 7080 Fax: +7 812 336 7060
Distributors
For addresses and phone numbers to our distributors in other countries, please visit our home page
www.esab.com

")





































 Loading...
Loading...