

A2 S Mini Master
A2 S G Master
A2 SFE1 / A2 SGE1
101103105107109 111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
0456 552 981111001
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid from Serial NO 740 XXX--XXXX

SVENSKA 3..............................................
DANSK 17................................................
NORSK 31................................................
SUOMI 45................................................
ENGLISH 59..............................................
DEUTSCH 73.............................................
FRANÇAIS 88.............................................
NEDERLANDS 103.........................................
ESPAÑOL 118..............................................
ITALIANO 133..............................................
PORTUGUÊS 148..........................................
ЕЛЛЗНЙКБ 163.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

ESPAÑOL
1NORMATIVA 119.......................................................
2 SEGURIDAD 119.......................................................
3 INTRODUCCIÓN 120...................................................
3.1 Generalidades 120............................................................
3.2 Definiciones 120..............................................................
3.3 Especificaciones técnicas 121...................................................
3.4 Método de soldadura 121.......................................................
3.5 Equipo 122...................................................................
4 INSTALACIÓN 123.....................................................
4.1 Generalidades 123............................................................
4.2 Montaje 123..................................................................
4.3 Conexión 123.................................................................
5 OPERACIÓN 125.......................................................
5.1 Generalidades 125............................................................
5.2 Puesta en servicio 125.........................................................
5.3 Modificación de la A2 SFE1 (soldadura UP) a soldadura MIG/MAG 129..............
5.4 Modificación de la A2 SFE1 (soldadura UP) a Twinarc 129..........................
6 MANTENIMIENTO 130..................................................
6.1 Generalidades 130............................................................
6.2 Mantenimiento diario 130.......................................................
6.3 Mantenimiento periódico 130....................................................
7 LOCALIZACIÓN DE AVERÍAS 131.......................................
8 ACCESORIOS 132.....................................................
9 PEDIDOS DE RECAMBIOS 132..........................................
PIEZAS DE DESGASTE 178...............................................
LISTA DE REPUESTOS 179................................................
TOCc
-- 11 8 --

ES
1NORMATIVA
DECLARACIÓN DE CONFORMIDAD
Esab Welding Equipment AB, 695 81 Laxå, Sweden, declara, asumiendo toda responsabilidad, que la equipo para soldadura automática A2 SFE1 / A2 SGE1 desde
el número de serie 740 está fabricada de conformidad con la normativa EN 60292
según los requisitos de la directiva (89/392/EEC) con el suplemento.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -------Laxå 97--09--29
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584
12336
2 SEGURIDAD
Användaren av en ESAB svetsautomat har det yttersta ansvaret för de säkerhetsåtgärder som berör
personal i arbete med systemet eller i dess närhet.
Innehållet i den här rekommendationen kan ses som ett tillägg till de normala regler som gäller för arbetsplatsen.
All manövrering måste utföras, efter givna instruktioner, av personal som är väl insatt i svetsautomatens funktion.
En felaktig manöver, orsakad av ett felaktigt handgrepp, eller en felaktig utlösning av en funktionssekvens, kan skapa en onormal situation som skadligt kan drabba såväl operatören som den maskinella
utrustningen.
1. All personal som arbetar med svetsautomaten skall vara väl insatt i:
S dess handhavande
S nödstoppens placering
S dess funktion
S gällande säkerhetsföreskrifter
2. Operatören skall se till:
S att ingen obehörig befinner sig inom svetsautomatens arbetsområde före dess igångsättande.
S att ingen person står felaktigt placerad, när vagn eller slider köres.
3. Arbetsplatsen skall:
S vara fri från maskindelar, verktyg eller annat upplagt material som kan hindra operatörens för-
flyttning inom arbetsområdet.
S vara så disponerad att kravet på åtkomlighet till nödstopp är väl tillgodosett.
4. Personlig skyddsutrustning
S Använd alltid föreskriven personlig skyddsutrustning som t ex skyddsglasögon, flamsäkra
kläder, skyddshandskar.
S Se till att inte använda löst sittande plagg såsom skärp, armband etc som kan fastna.
5. Övrigt
Spänningsförande delar är normalt beröringsskyddade.
S Kontrollera att anvisade återledare är väl anslutna.
S Ingrepp i elektriska enheter får endast göras av behörig personal.
S Nödvändig eldsläckningsutrustning skall finnas lätt tillgänglig på väl informerad plats.
S Smörjning och underhåll av svetsautomaten får ej utföras under drift.
dha5d1ca
-- 11 9 --

ES
ADVERTENCIA
LA SOLDADURA POR ARCO Y EL CORTE PUEDEN SER PELIGROSOS PARA UD. Y OTROS.
TENGA, PUES, CUIDADO AL SOLDAR. SIGA LAS INSTRUCCIONES DE SEGURIDAD DE SU EMPRESA QUE SE BASAN EN LAS DEL FABRICANTE.
CHOQUES ELÉCTRICOS -- Pueden causar la muerte
S Instale y ponga a tierra el equipo de soldar según las normas vigentes.
S No toque con las manos descubiertas o medios de proteccion mojados electrodos o partes con
corriente.
S Aislese de la tierra y de la pieza de trabajo.
S Atienda a que adopta una posición de trabajo segura.
HUMOS Y GASES -- Pueden dañar la salud.
S Aparte la cara de los humos de soldadura.
S Ventile y extraiga los humos de soldadura suyos y de otros lugares de trabajo.
RAYOS DE LUZ -- Pueden dañar los ojos y quemar la piel
S Proteja los ojos y el cuerpo. Utilice un casco de soldador adecuado con elemento filtrante y lle-
ve ropa de protección.
S Proteja a los circundantes con pantallas protectoras ó cortinas adecuadas.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese, pues, que no hay materiales inflamables en
las cercanias del lugar de soldadura.
RUIDO -- El ruido excesivo puedo perjudicar el oído
S Proteja su oído. Utilice protectores auriculares.
S Avise a otras personas presentes sobre el riesgo.
EN CASO DE AVERÍA -- Acuda a un especialista.
ANTES DE LA INSTALACIÓN Y USO, LEA ATENTAMENTE LAS INSTRUCCIONES DE USO.
¡PROTÉJASE A SÍ MISMO Y A LOS
DEMÁS!
3 INTRODUCCIÓN
3.1 Generalidades
Todos los equipos de soldeo automático abarcados en estas instrucciones están
destinados para soldeo con arco sumergido y MIG/MAG, respectivamente, de
uniones a tope y en ángulo.
Los cabezales de soldeo ESAB son del tipo A2 S y están destinados para utilizarse
junto con la caja de maniobra A2--A6 Process Controller y los equipos de suministro
eléctrico LAF o TAF de ESAB.
Los cabezales de soldadura pueden colocarse en posición horizontal y vertical con
las guías reguladoras. El ángulo de trabajo se regula con la guía angular.
3.2 Definiciones
Soldeo UP Al soldar el cordón de soldadura está protegido por una
capa de polvo.
UP Light duty Esta ejecución permite una carga de corriente menor y
se usa un alambre más delgado al soldar.
Soldeo MIG/MAG Al soldar el cordón de soldadura está protegido con gas
protector.
Soldeo Tandem Esta ejecución utiliza dos cabezales de soldeo.
Soldeo Twinarc Soldeo con dos alambres en un mismo cabezal.
dha5d1ca
-- 1 2 0 --

ES
3.3 Especificaciones técnicas
A2 SFE1 A2 SGE1
UP MIG/MAG
LD D20
Carga admisible 100 % 800 AAC/DC 600 A AC/DC
Dimensiones del alambre:
alambre simple macizo 1,6--4,0 mm 0,8--2,5 mm
alambre tubular 1,6--4,0 mm 1,2--3,2 mm
alambre doble 2x1,2--2,0 mm -Velocidad de avance del alambre 0,2--9,0 m/min 0,2--16 m/min
Par de torsión del cubo del freno 1,5 Nm 1,5 Nm
Peso del alambre, máx. 2x30 kg 2x30 kg
Volumen del contenedor de polvo
(No se permite llenarlo con polvo calentado)
Peso (exclusive alambre y polvo) 50 kg 15 kg
Inclinación lateral, máx. 25_ 25_
Longitud de ajuste de la guía *
accionada a mano
*) ATENCIÓN: puede encargarse otra longitud.
6l --
90 mm 90 mm
3.4 Método de soldadura
Soldeo UP
Para soldeo con arco sumergido se usa siempre el cabezal A2 SF.
S UP Light duty
La UP light duty con un enchufe de ø 20 mm permite una carga de hasta 800 A
(100%).
Esta ejecución puede ir provista de rodillos de avance para soldeo con uno y dos
alambres (twinarc). Para alambre tubular hay rodillos estriados especiales que
garantizan un avance seguro del alambre sin riesgo de deformaciones a causa de
una presión de alimentación elevada.
Soldeo MIG/MAG
Para el soldeo MIG/MAG siempre se usa el cabezal A2SG que permite una carga
máxima de 600 A.
El cabezal de soldadura es refrigerado por agua que se conecta mediante
mangueras a los racores correspondientes.
dha5d1ca
-- 1 2 1 --

ES
3.5 Equipo
Un cabezal de soldadura completo comprende un motor alimentador del hilo y un
equipo de contacto que electrifica el hilo y le permite un buen contacto.
Los equipos de contacto se comercializan en distintos modelos.
S El A2 SF se utiliza par a la soldadura UP.
S El A2 SG se utiliza para la soldadura M IG/MAG.
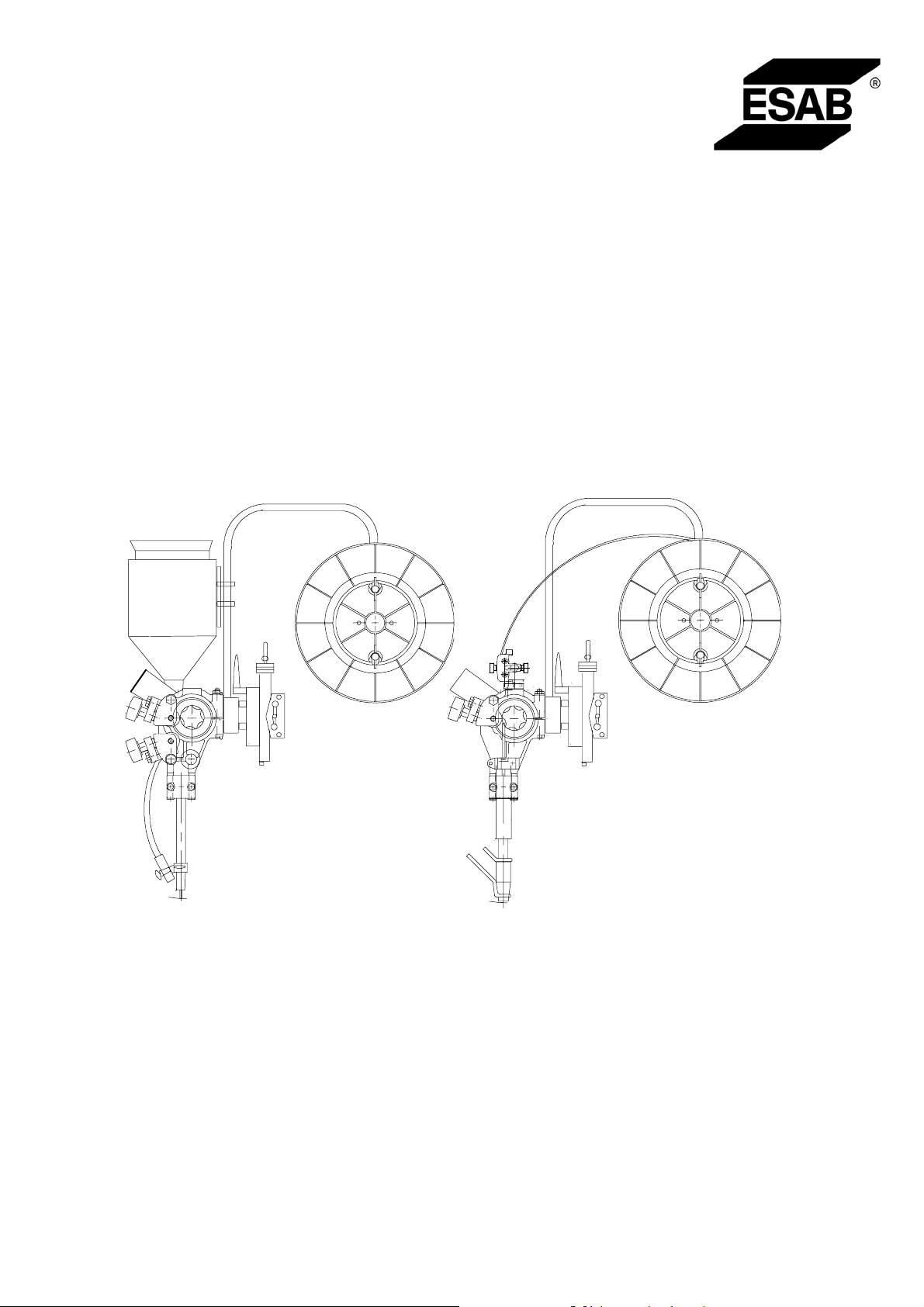
EjemplodeunA2SFE1
1. Mecanismo de rodillo direccional
2. Equipo de contacto que comprende una
tobera de contacto, dispositivo de contacto
y tubo para el polvo
3. Guía angular
4. Guía
5. Motor de avance
6. Tambor de hilo
7. Contenedor de polvo
(a veces con ciclón
montado).
EjemplodeunA2SGE1
1. Mecanismo de rodillo direccional
2. Equipo de contacto que comprende un
dispositivo de contacto, tobera de gas y
manguera de agua.
3. Guía angular
4. Guía
5. Motor de avance
6. Tambor de hilo
7. Mecanismo direccional de hilo delgado
8. Guía de hilo
Las instrucciones de conexión para soldeo con arco sumergido y MIG/MAG,
respectivamente, se desprenden del esquema de la pág, 123.
dha5d1ca
-- 1 2 2 --

ES
4 INSTALACIÓN
4.1 Generalidades
La instalación sólo debe ser realizada por personal cualificado.
¡ADVERTENCIA!
Las piezas rotativas presentan peligro de
accidentes por apriete. Proceda con sumo cuidado.
4.2 Montaje
Los equipos de soldeo automático pueden montarse fácilmente en un carro que se
deslice por una viga o sobre una grúa de soldeo utilizando 4 tornillos.
4.3 Conexión
1. La conexión de la caja de maniobra A2--A6 Process Controller (PEH) al equipo
de soldeo automático deberá hacerse siguiendo las instrucciones del manual de
servicio del citado equipo.
Para más información, ver las instrucciones de uso de la A2--A6 Process
Controller (PEH).
2. Conectar el cabezal de soldadura A2 según abajo.
SOLDADURA UP DE ARCO SUMERGIDO
S Conecte el cable de maniobras (7) entre la fuente de corriente (8) y la caja
de conexiones A2--A6 Process Controller (PEH) (2).
S Conecte el cable de retorno (11) entre la fuente de corriente(8) y la pieza de
trabajo (9).
S Conecte el cable de soldadura (10) entre la fuente de corriente (8) y la
soldadora automática (1).
S Conecte el cable de medición (12) entre la fuente de corriente (8) y la pieza
de trabajo (9).
dha5d1ca
-- 1 2 3 --

ES
SOLDADURA DE ARCO DE METAL MIG/MAG
S Conecte el cable de maniobras (7) entre la fuente de corriente (8) y la caja
de conexiones A2--A6 Process Controller (PEH) (2).
S Conecte el cable de soldadura (11) entre la fuente de corriente (8) y la pieza
de trabajo (9).
S Conecte el cable de soldadura (10) entre la fuente de corriente (8) y la
soldadora automática (1).
S Conecte la manguera de gas (5) entre la válvula reductora (6) y la válvula de
gas de la soldadora automática (13).
S Conecte las mangueras del agua de refrigeración (3) entre el la unidad
refrigeradora (4) y la soldadora automática (1).
S Conecte el cable de medición(12) entre la fuente de corriente (8) y la pieza
de trabajo (9).
dha5d1ca
-- 1 2 4 --

ES
5 OPERACIÓN
5.1 Generalidades
En la página 119 hay instrucciones de segu ridad g enerales p ara el manejo de
este equipo. Leerlas antes de usarlo.
S Elija un tipo de hilo y polvo de soldadura o gas protector cuyos componentes en
general coincidan con el material básico. Elija un grosor de hilo con
características de soldadura coincidentes con las recomendaciones del
proveedor de aditivos.
S La preparación cuidadosa de las uniones es imprescindible para obtener un
buen resultado en la soldadura.
¡ATENCIÓN! Las uniones no deben presentar intersticios de abertura variada.
S Para evitar las grietas por calor, la anchura de la soldadura debe ser mayor que
la profundidad de penetración.
S Suelde siempre un ejemplar de prueba con el mismo espesor de chapa y unión
que la pieza de producción.
S Para maniobrar y regular la soldadora automática y la fuente de corriente,
consulte las instrucciones de uso de la A2--A6 Process Controller (PEH).
S Para cambiar piezas gastadas ver la tabla de la página 178.
5.2 Puesta en servicio
Carga del hilo de soldadura.
S Desmonte el tambor de hilo (1) del cubo de
freno (2) y libere el lateral (3).
S Coloque la bobina de hilo en el tambor (1).
S Corte los hilos de sujeción de la bobina.
S Monte el lateral (3).
S Monte el tambor de hilo (1) en el cubo del
freno (2).
Verifique la correcta posición de la pieza de arrastre (4).
¡Atención! La inclinación máxima admisible de la bobina de hilo es de 25°.
Si la inclinación es demasiado pronunciada se desgasta el mecanismo de freno del
cubo y la bobina se sale.
¡IMPORTANTE!
Para que la bobina de electrodo no patine en el cubo de freno, bloquear éste con la manija roja, según las instrucciones indicadas en el
dha5d1ca
cubo.
-- 1 2 5 --

ES
UP MIG/MAG
S Controle que el rodillo de alimentación (1) y los tacos de contacto o las
toberas (3) tengan una dimensión correcta respecto al hilo elegido.
S Pase la punta del hilo a través del mecanismo de rodillo direccional (2). Cuando
el hilo es mayor a 2 mm: enderece 0,5 m y páselo a mano por el mecanismo de
rodillo direccional.
S Coloque le hilo en los surcos del rodillo alimentador (1).
S Regule la presión del hilo contra el rodillo alimentador con la manilla (7) .
¡ATENCIÓN! No apriete más que lo necesario para obtener una alimentación
segura.
S Haga correr 30 mm de hilo pulsando en la caja de maniobras A2--A6
Process Controller.
S Dirija el hilo regulando la manilla (6)
Para hilos muy delgados se puede utilizar el mecanismo direccional para hilo
delgado (4) para hilos simples o dobles.
Verifique que el mecanismo direccional esté correctamente regulado para que el
hilo pase recto entre los tacos de contacto/tobera de contacto.
Utilice siempre un tubo guía (5) para garantizar la alimentación de hilos
delgados (1,6 -- 2,5 mm).
En la soldadura MIG/MAG con hilos < 1,6 mm se debe utiliza un espiral guía que
se coloca en el tubo guía (5) .
dha5d1ca
-- 1 2 6 --

ES
Cambio de rodillo alimentador
S Hilo simple
S Afloje las manillas (3) y (4).
S Afloje la sujeción (2).
S Cambie el r odillo alimentador (1) . Están mar cados con
la dimensión correspondiente.
S Hilo doble (Twin arc)
S Cambie el rodillo alimentador(1) de surcos dobles de la misma
manera que el de surcos simples.
S ¡ATENCIÓN! Cambie también el rodillo de presión (5). El rodillo esférico
especial de presión para surcos dobles, reemplaza al rodillo de presión
estándar para hilo simple.
S Monte e l rodillo de pr esión con muñón de eje especial
(ref. de pedido 0146 253 001).
S Hilo tubular (Para rodillos estriados)
S Cambiar los dos r odillos, el rodillo alimentador (1) y el rodillo de presión (5),
para cada dimensión de hilo. ¡ATENCIÓN! Para el rodillo de presión se
requiere un muñón de eje especial (ref. de pedido 0212 901 101).
S Apriete el tornillo de presión ( 4) ligeramente para no deformar el hilo tubular.
Equipos de contacto para la soldadura UP.
S Para hilos simples 3,0 -- 4,0 mm. Light duty (D20)
Utilizar el mecanismo direccional (3), el dispositivo de
contacto (1) D20 con tobera de contacto (2) (rosca M12).
S Apriete la tobera (2) con una llave para lograr un buen
contacto.
S Para h ilo simple 1,6 -- 2,5 mm UP. Ligh t duty (D20)
Utilizar el mecanismo direccional (3), el dispositivo de
contacto (1) D20 con tobera de contacto (2) (rosca M12)
con mecanismo para hilo delgado separado (4) con tubo
guía (6).
S Monte la abrazadera (7) con el tubo guía (6) en el
orificio M12 del mecanismo direccional (3). El tubo guía (6)
debe hacer tope contra la tobera (2).
S Si es necesario corte el tubo guía para que el rodillo
alimentador (5) corra libremente.
S Monte el mecanismo para hilo delgado (4) en la parte
superior de la abrazadera del mecanismo de rodillo
direccional (3).
dha5d1ca
-- 1 2 7 --

ES
S Para hilo doble2x1,2--2,0mm,LightTwin(D35)(Accesorio).
Utilizar el mecanismo direccional (3), el dispositivo de
contacto (1) D35 con adaptador twin (9) y 2 toberas de
contacto (2) (rosca M6) y mecanismo para hilo delgado (4)
con los tubos guía (6). Para hilo doble < 1,6 mm utilizar un
espiral guía en cada uno de los tubos guía.
S Monte el adaptador twin (9) para M6 la tobera de
contacto (2) con tornillo M5 en la parte fija del
dispositivo de contacto dividido (1).
S Monte la abrazadera (7) con los tubos guía (6) en el orificio
M12 del mecanismo de rodillo direccional (3). Los tubos
guía deben quedar contra el adaptador twin (9) de la tobera
de contacto (2).
S Apriete las toberas (2) con una llave para lograr un buen
contacto.
S Si es necesario corte el tubo guía (6) para que el rodillo
alimentador corra libremente (5).
S Regulación del hilo en la soldadura Twinarc:
S Regule los hilos en la unión para obtener un resultado óptimo, girando el
dispositivo de contacto. Los dos hilos se pueden girar para que queden
en línea con la unión uno detrás del otro o en cualquier posición hasta
90° a través a la unión, es decir un hilo a cada lado de la unión.
Equipos de contacto para soldadura MIG/MAG.
S Para hilo simple 1,6 -- 2,5 mm (D35)
Utilizar el mecanismo direccional (3), el dispositivo de
contacto (1) D35 con tobera de contacto (2) (Rosca M10).
S Apriete la tobera de contacto (2) con una llave para lograr
un buen contacto
S Monte la abrazadera (7) con el tubo guía (6) en el orificio
M12 del mecanismo de rodillo direccional (3). El fondo
del tubo guía debe tocar la tobera d e contacto (2).
S Si es necesario corte el tubo guía (6) para que el rodillo
alimentador (5) corra libremente.
dha5d1ca
-- 1 2 8 --

ES
S Para hilo simple < 1,6 mm (D35)
Utilizar el mecanismo direccional (3), el dispositivo de
contacto (1) D35 con tobera de contacto (2). (Rosca M12),
mecanismo para hilo delgado (4) con tubo guía (6) y un
espiral en el tubo guía (6).
S Monte la abrazadera (7) con el tubo guía (6) en el orificio
M12 del mecanismo de rodillo direccional (3). El fondo
del tubo guía debe tocar la tobera d e contacto (2).
S Si es necesario corte el tubo guía para que el rodillo
alimentador corra libremente (5).
S Monte el mecanismo para hilo delgado (4) en la parte
superior de la abrazadera del mecanismo de rodillo
direccional (3).
S Conecte el agua refrigerante y el gas (soldadura MIG/MAG).
Carga de polvo (soldadura UP)
S Cierre la válvula de polvo en el contenedor de polvo.
S Si fuera necesario, soltar el ciclón del succionador de polvo.
S Cargue polvo. ¡ATENCIÓN! El polvo debe estar seco. Si es posible, evite el uso
de polvos aglomerantes en entornos húmedos y al aire libre.
S Colocar el tubo de los polvos de forma que no se doble.
S Regule la altura de la tobera de polvo sobre la soldadura para obtener una
cantidad de polvo adecuada.
La cubierta de polvo debe ser lo suficientemente alta para que el arco no la
rompa.
5.3 Modificación de la A2 SFE1 (soldadura UP) a soldadura
MIG/MAG
S Monte como se indica en las instrucciones del juego de modificación.
5.4 Modificación de la A2 SFE1 (soldadura UP) a Twinarc
S Monte como se indica en las instrucciones del juego de modificación.
dha5d1ca
-- 1 2 9 --

ES
6 MANTENIMIENTO
6.1 Generalidades
¡Atención! Antes de realizar cualquier operación de mantenimiento, comprobar que
la tensión de la red esté desconectada.
Para el mantenimiento a la caja de maniobra A2--A6 Process Controller (PEH), ver
el manual de instrucciones.
6.2 Mantenimiento diario
S Limpiar de polvo de soldadura y polvo de suciedad las piezas móviles del
equipo.
S Comprobar que las toberas de contacto y todos los cables eléctricos estén
conectados.
S Comprobar que todas las uniones atornilladas estén apretadas y que la guía y
los rodillos motrices no estén gastados o averiados.
S Comprobar el par de frenado del cubo de freno. No debe ser tan pequeño que el
tambor de electrodo siga girando al parar el avance de electrodo; ni tan grande
que patinen los carretes alimentadores. Par de frenado nominal para un tambor
de freno de 30 kg = 1,5 Nm.
Ajuste del par de frenado:
S Poner el botón fiador (2) en
posición de bloqueo
S Introducir un destornillador en
los 2 muelles del cubo.
S El par de frenado se reduce girando
en el sentido horario el muelle (1).
S El par se aumenta girando el muelle en el sentido antihorario.
¡ATENCIÓN! Girar ambos muelles por igual.
6.3 Mantenimiento periódico
S Controle las escobillas de carbón del motor del alambre cada 3 meses.
Cámbielos cuando se hayan gastado hasta los 6 mm.
S Controle las guías deslizantes, lubrique si giran con dificultad.
S Controle la regulación del electrodo por la unidad de alimentación, los rodillos
motores y la boquilla de contacto, cambie las piezas gastadas o dañadas (ver
piezas de repuesto en la página 179).
dha5d1ca
-- 1 3 0 --

ES
7 LOCALIZACIÓN DE AVERÍAS
Equipo S Manual de instrucciones, Caja de maniobra
A2--A6 Process Controller (PEH).
Comprobar S que la fuente de corriente de soldadura tenga la tensión de red
correcta
S que las 3 fases tengan tensión (el orden de fases carece de im -
portancia)
S que los conductos de soldadura y sus conexiones estén intactos
S que los mandos estén en las posiciones deseadas
S antes de reparar: que la tensión de r ed esté desconectada
FALLOS POSIBLES
1. Síntoma Grandes variaciones del amperaje y la tensión en el display
numérico.
Causa 1.1 Abrazaderas o boquilla de contacto desgastados o de dimensión
incorrecta.
Medida Cambiar las abrazaderas o la tobera.
Causa 1.2 Presión insuficiente de los carretes alimentadores.
Medida Aumentar la presión de los carretes.
2. Síntoma Avance de electrodo irregular.
Causa 2.1 Presión de los carretes alimentadores mal ajustada.
Medida Cambiar la presión de los carretes.
Causa 2.2 Dimensión incorrecta de los carretes alimentadores.
Medida Cambiar los carretes.
Causa 2.3 Guías de los carretes alimentadores desgastadas.
Medida Cambiar los carretes.
3. Síntoma Sobrecalentamiento de los conductos de soldadura.
Causa 3.1 Conexiones eléctricas defectuosas.
Medida Limpiar y apretar todas las conexiones.
Causa 3.2 Dimensionado insuficiente de los conductos de soldadura.
Medida Aumentar la dimensión de los cables o utilizar cables paralelos.
dha5d1ca
-- 1 3 1 --

ES
8 ACCESORIOS
Guía 0413 518 880................................................................
Guía angular 0413 506 880........................................................
Equipo de contacto para alambre doble 2x1,2 -- 2x2,0 Light duty 0333 852 881..........
Mecanismo direccional de hilo delgado 0332 565 880.................................
Juego para conversión de A2 SFE1 a soldeo MIG/MAG 0413 526 881..................
Juego para conversión de A2 SFE1 a Twin con
mecanismo direccional de hilo delgado ( Light duty) 0413 541 882......................
Lámpara piloto (D20) 0153 143 886.................................................
Adaptador M6/M10 0147 333 001...................................................
9 PEDIDOS DE RECAMBIOS
Para encargar repuestos dirigirse al representante más cercano de ESAB, ver la última página de este impreso. Al cursar el pedido, consignar el tipo de máquina,
número de fabricación y denominación, y número de repuesto según la lista de repuestos en la página 179.
Así se facilita la tramitación y se asegura la corrección de la entrega.
dha5d1ca
-- 1 3 2 --
 Loading...
Loading...